D.T.D.900AA Ministry of Defence Defence Procurement Agency, ADRP2 Abbey Wood Bristol BS34 8JH OBSOLESCENCE NOTICE All DTD specifications were declared obsolescent from 1 st April 1999. All DTD 900 series approvals also lapsed at that time. The standards will no longer be updated but will be retained as obsolescent documents to provide for the servicing of existing equipment. Further Guidance The aim in declaring the specifications obsolescent is to recognise that the documents are not being updated and thus should be used with care by both purchaser and supplier. For example, a specification could contain valid technical information but may also contain type approval clauses that contradict procurement policy and/or use materials that do not comply with environmental legislation. The obsolescent specification can still be used as a basis for a purchase provided that the supplier and purchaser agree suitable changes to the specification within the purchase order/contract. For the DTD 900 system, each specification has provided an MoD approved material and process. For these items, the declaration of obsolescence will constitute the termination of both the extant MoD approval and the continuing MoD assessment that had underpinned those approvals. Again, the technical content of the document remains valid and can be used by both purchaser and supplier as a basis for a contract but an acceptable (to the parties) approval/assessment procedure would be required.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
D.T.D.900AAMinistry of DefenceDefence Procurement Agency, ADRP2Abbey WoodBristolBS34 8JH
OBSOLESCENCE NOTICE
All DTD specifications were declared obsolescent from 1st April 1999. All DTD 900series approvals also lapsed at that time. The standards will no longer be updated butwill be retained as obsolescent documents to provide for the servicing of existingequipment.
Further Guidance
The aim in declaring the specifications obsolescent is to recognise that thedocuments are not being updated and thus should be used with care by bothpurchaser and supplier. For example, a specification could contain valid technicalinformation but may also contain type approval clauses that contradict procurementpolicy and/or use materials that do not comply with environmental legislation. Theobsolescent specification can still be used as a basis for a purchase provided that thesupplier and purchaser agree suitable changes to the specification within thepurchase order/contract.For the DTD 900 system, each specification has provided an MoD approvedmaterial and process. For these items, the declaration of obsolescence will constitutethe termination of both the extant MoD approval and the continuing MoD assessmentthat had underpinned those approvals. Again, the technical content of the documentremains valid and can be used by both purchaser and supplier as a basis for acontract but an acceptable (to the parties) approval/assessment procedure would berequired.

PROCUREMENT EXECUTIVE, MINISTRY OF DEFENCE DTD 900AA(Superseding DTD 900Z)
SEPTEMBER 1988
Aerospace Materials SpecificationAPPROVAL PROCEDURE FOR PROPRIETARY MATERIALS
AND PROCESSES
1. ScopeThis specification describes the procedure governing the approval of proprietary materials and processes. It also
includes Appendices listing all materials and processes approved under its terms together with the name and address ofthe manufacturer or proprietor, the trade name of the material or process, if any, and the approval serial number.
The terms “proprietary material’’ and “proprietary process” for the purpose of this specification are applicable tomaterials or processes not covered by a BS aerospace, DTD or other specification approved by the procurementExecutive, Ministry of Defence.
As approval under this specification covers proprietary materials and processes, details of which may be divulged inconfidence to the Design Authority and/or Procurement Executive, Ministry of Defence, no specifications for theindividual items are available and enquiries should be addressed to the manufacturer or proprietor concerned.
2. Procedure to be followed in seeking approval(i) Action to be taken by the Design Authority
In order to obtain approval of a proprietary material or proprietary process for use in the construction, operation orrepair of aerospace equipment, the Design Authority shall, with the agreement of the manufacturer or proprietor, applyto the Head of Materials and Structures Department, Royal Aerospace Establishment (RAE), Farnborough, Hants, GU146TD giving the following information:
(a) The name of the material or process;(b) Evidence of the need of the material in Grade A or other critical parts;(c) Evidence for the need for the use of the process, with details of any effects which cannot be readily assessed
by inspection either after processing or after delivery (eg effects on fatigue life);(d) Details of tests that demonstrate the properties and utility of the material or process.
(ii) Action to be taken by the manufacturer or proprietorIf an Agreed Firm’s Schedule (AFS) for the material or process is being prepared or already exists, Head of Materials
and Structures Department, RAE shall be informed. Otherwise full details of a scheme for the routine inspectional controlof the material or process shall be submitted to the Head of Materials and Structures Department, RAE. These shallinclude (i) formulation and tests necessary to ensure that subsequent supplies or results will be of the same standard ofquality as that for which approval is sought and (ii) a recommended system of control to be operated by an approvedinspection organisation. Information regarding formulation and processing will be treated as confidential.
3. Approval(i) Approval is contingent upon:
(a) Satisfactory results having been obtained by the Design Authority (see Clause 2.(i) (d));(b) The acceptance by Head of Materials and Structures, RAE, Farnborough, of the proposed schedule for routine
inspectional control (see Clause 2.(ii));(c) The approval of an appropriate inspection organisation of the quality assurance system of the manufacturer of
the proprietary material or process.(d) The restriction or use of the material or process to those applications defined under ‘Extent of Approval’ in
Appendices I, II or III of this specification.It should also be noted that an Agreed Firms Schedule (AFS) alone is not a substitute for DTD 900 approval Materials
and processes covered only by an AFS must not be used for Grade A parts, nor in circumstances where prior approvalis required by the provisions of Defence Standard 00-970 or other Design Document.
(ii) The letter of approval will specify:(a) The extent of the approval;(b) An approval serial number, eg DTD 900/1234. This approval serial number must be quoted on all relevant
drawings, contracts, release notes, instructions for use and other documents wherein the material or processis specified;
(c) The number of the relevant AFS.(iii) Formal approval will be followed by the inclusion of the relevant details in Appendices I, II or III of this
specification.(iv) Initial approval will be valid for five years and will be renewed subject to the design Authority supplying proof
of a continued requirement three months prior to the end of the approval period.(v) The prior agreement of the Head of Materials and Structures, RAE, Farnborough must be obtained before an
approval may be transferred to another firm.

4. Inspection(i) Each cast, batch or lot as defined in the Test Schedule of a Material for use in a Grade A or other critical part
is to be inspected to the requirements of the Test Schedule.(ii) All materials and parts treated by a process approved under this specification shall be inspected to the
requirements of the appropriate Test Schedule.(iii) Each batch or lot as defined in the Test Schedule of material for use in the make-up of a processing medium is
to be subject to inspection to the Test Schedule.(iv) The Director of Aeronautical Quality Assurance Directorate may at any time call for check tests on samples
representing supplies delivered under the requirements of Clauses 4(i), 4(ii) or 4(iii).
5. Changes in terms of approval No change in formulation or in the inspection schedule shall be made without prior agreement of the Head of Materials
and Structures, RAE, Farnborough, who will decide whether the significance of the change warrants the addition of asuffix to the approval number or the allocation of a new number.
Approved for Issue,
Dr. G. PocockHead of Materials and StructuresRAE, Farnborough
APPENDICESAppendices I, II and III include all proprietary items approved for use in the manufacture, operation or repair of
aerospace equipment, and are grouped in the following manner:
APPENDIX I Metallic Materials
Brazing Metals and SoldersBearing MaterialsNon-ferrous MaterialsFerrous MaterialsHeat and Wear Resisting Materials
APPENDIX II Non-Metallic MaterialsAdhesives and CementsSelf Adhesive FilmsCleaning MaterialsCorrosion PreventativesDamping FluidsDe-icing and De-frosting FluidsFilling MaterialsGlass and Glazing Materials Honeycomb Core MaterialsHydraulic FluidsInsulating MaterialsJointing MaterialsLubricantsMetal PolishesPaints and VarnishesPlastics MaterialsRubbers and Synthetic RubbersSealing MaterialsThread CompoundsMiscellaneous
APPENDIX IIIProcesses Applied to Metals
Processes
Etching and Filming TreatmentsProcesses Applied to Non-Metallic Materials
Page33455
789999
1010101010111213131415161717
191919
APPENDIX IV is a numerical list and index of all current approvals, including cross-references to Appendices I, IIor III.
2

APPENDIX I
D.T.D. 900 AA
ApprovalNumber
Material Extent of Approval Manufacturer
4018A Silver Brazing Alloy Grade MX-18
4535A Savbit No 1, Soft Solder
4578
BRAZING METALSAND SOLDERS
LM10A Silver-Tin Solder
For silver soldering
For soldering of electrical, radio,etc connections, in lieu of solder toBS 219.
The Sheffield Smelting Co Ltd, PO Box 28,Windsor Street, Sheffield S4 7WD
Multicore Solders Ltd, Multicore Works, HemelHempstead, Herts.
Johnson Matthey Metals Ltd, 81 Hatton GardenLondon EC1.
4603 Silver Brazing Alloy MN2
For use (1) where a high temperature offunctional use is involved, ie higherthan that advisable for tin/lead solderand (2) where a higher resistance tocorrosion than that provided by leadcontaining solder is required.
For use on steel, including high alloytypes and nickel alloys eg for elevatedtemperature service.
ditto
4769A
4770A
4771A
For silver solderingSilver Brazing Alloy Grade LX13
Silver-bearing, soft solder Grade For soft silver solderingST400
Silver Brazing Alloy Grade MX-18 For silver solderingI
dittoplus (Melt-Esi Plus)
The Sheffield Smelting Co Ltd, PO Box 28,Windsor Street, Sheffield S4 7WD.
ditto
4773A ditto
4775A
4033
4272A
4273 Oilite Superload Grade A
4274 Oilite Superload Grade B4275 Oilite Superload Grade C4454B Holfos, BOHT Bronze
4518A
4575A
Bound Brook Porous Bronze
Glacier DU (Bearings) (StandardProduct)
4576 Glacier DX Product4717 Glacier Standard DQ
4805
4811
4812 ditto ditto
4813 ditto ditto
4814 ditto ditto
4815
Silver-bearing, soft solder GradeSXZ 500
Silver-bearing, soft solder GradeSLT 200 For soft silver soldering
BEARING MATERIALS
Glacier Standard Wrapped Bushes
Ferobestos LA37
Hidurax Special
Deva Metal Sintered BearingMaterial Ref HCuSn 86.13/6-1T1 (BH l/6)
Deva Metal Sintered BearingMaterial Ref HCuSn 86.13/8-1T1 (BH 1/8)
Deva Metal Sintered BearingMaterial Ref HCuSn 86.13/10-1T1 (BH 1/10)
Deva Metal Sintered BearingMaterial Ref HCuSn Pb 83.
13/8-1 (BL 1/8)Deva Metal Sintered Bearing
Material Ref BL HCuSn Pb 83.13/10-1 (BL 1/10)
For use as wrapped bushes
For use in bearings in under-carriageassemblies
For sintered bearings.
dittoditto
Phosphor bronze castings including solidand cored sticks for bearings and otheraerospace applications.
For filter elements in aerospaceequipment.
For application where an oil-freelubrication is specified.
For use in engine bearing applicationsFor applications where components
cannot conveniently be formed orpressed from conventional bearingmaterials and where it is undesirable toemploy conventional lubricants orwhere reduced boundary friction isrequired.
For use in bushes and other suitableaerospace applications
For use in aerospace applicationsoperating at elevated temperatures
ditto
ditto
Glacier Metal Co Ltd, Kirkstyle, Kilmarnock,Ayrshire.
Tenmat Ltd, Materials, Engineering Division,PO Box 22, Trafford Park, Manchester M171RU.
Manganese Bronze Ltd, Elton Park Works, POBox 19, Hadleigh Road, Ipswich, Suffolk.
dittoditto
Holcraft Castings & Forgings Ltd, PO Box 24,Whitehall Street, Rochdale OL12 0LL.
GKN Boundbrook Ltd, Trent Valley Road,Lichfield, Staffs WS13 6HF.
Glacier Metal Co Ltd, Kirkstyle, Kilmarnock,Ayrshire.
dittoGlacier Metal Co Ltd, Kirkstyle, Kilmarnock,
Ayrshire
Langley Alloys Ltd. Langley, Slough, BerksSL3 6EA.
Glacier Metal Co Ltd, Argyle House, Joel Street,Northwood Hills, Middx. HA6 1LN.
ditto ditto
3

ApprovalNumber Material
APPENDIX I -continued
D.T.D. 900 AA
Extent of Approval Manufacturer
4816
4824A
4825
4827 ditto
4829
4854 ditto
4902A
4903A4933A4958
4964A
4987 Uniflon R Bearing Liner
6011 X-140 Bearing Material
60156048
4433A
4606B
4613
4703A
4749A
4764E
4849A
BEARING MATERIALS-continued
Deva Metal Sintered BearingMaterial Ref BL 1/14A (SpecialGrade)
Stellite Grade X40 (Castings andForgings)
Deva Metal Sintered BearingMaterial Ref HCuSn 86.13/6-1(B 1/6)
Deva Metal Sintered BearingMaterial Ref HCuSn 86.13/8-1(B 1/8)
Deva Metal Sintered BearingMaterial Ref HCuSn 86.13/7-1T1 (BH 1/7)
Deva Metal Sintered BearingMaterial Ref FeCu 94.04/8-2MoT1 (FH 1/8)
Fibersl ip B30 Laminate
Fiberslip B40 LaminateFiberslip B60 LaminateDeva Metal Sintered Bearing
Material Ref HCuSn Pb 84.13/6-1 (BL 2/6 now BL 4/6)
Fiberslip B70 Laminate
X-170 Bearing MaterialFerobestos LF10, LF103, LF107
LF1037
For use in aerospace applications Glacier Metal Co Ltd, Argyle House, Joel Street,operating at elevated temperatures. Northwood Hills, Middx HA6 1LN
For use where resistance to heat,abrasion and corrosion is required.
For use in aerospace bearingapplications.
Deloro Stellite Ltd, Stratton St Margaret, SwindonWilts.
Glacier Metal Co Ltd, Argyle House, Joel Street,Northwood Hills, Middx HA6 1LN
ditto
ditto ditto
Bonded PTFE/glass fibre laminate, self-lubricating bearing material, plain andflanged bushes, thrust pads and rings,flat bearings and rollers for use inspecified aircraft applications. TheBonding Process is limited to bondingthe laminate to specified metals.
dittoditto
For use in aerospace bearing
Bonded PTFE/glass fibre laminate, self-lubricating bearing material, plain andflanged bushes, thrust pads and rings,flat bearings and rollers for use inspecified aircraft applications. TheBonding Process is limited to bondingthe laminate to specified metals.
Bonded PTFE/nylon laminate, self-lubricating bearing material for use inaerospace applications.
Bonded PTFE/glass fibre laminate, self-lubricating bearing material, plain andflanged bushes, thrust pads and rings,flat bearings and rollers for use inspecified aircraft applications. TheBonding Process is limited to bondingthe laminate to specified metals.
dittoBonded asbestos cloth/phenolic resin
used as bearings and wearing strips;heat insulation strips, maximumtemperature 175°C.
ditto
Ampep Ltd, 108 Strode Road, Clevedon, AvonBS21 6QQ.
dittoditto
Glacier Metal Co Ltd, Argyle House, Joel Street,Northwood Hills. Middx HA6 1LN
Ampep Ltd, 108 Strode Road, Clevedon, AvonBS21 6QQ.
Rose Forgrove Ltd, Rose Bearings Div. SaxilbyLincolnshire LN1 2LW.
Ampep Ltd, 108 Strode Road, Clevedon, AvonBS21 6QQ.
dittoTenmat Ltd, Engineering Materials Division, PO
Box 22, Trafford Park, Manchester M17 1RU.
INON-FERROUS MATERIALS
Telcon Cu-Be 250 For instruments and other aerospace Telcon Metals Ltd, PO Box No 12, Manor Royal,applications.
Sintermatt HA 190 For use as mass balance weights inaerospace equipment.
GEC Heavy Alloy
Avro Aluminium Honeycomb
Baker 26K Iridium Drawn Wire
Aeroweb Aluminium AlloyHoneycomb, Core Types NS3,3003, 5052, 5056.
Mattey 3 Chromium-Copper Alloy
For use as mass balance weights inaerospace equipment.
For use in aerospace applications.
For use as centre and earth electrodesof sparking plugs.
For use in the construction of aerospaceparts.
For use in aerospace applications.
British Aerospace Aircraft Group,Manchester Division, Chester Road, Woodford,Bramhall, Stockport, Cheshire SK7 1QR.
Englehard Industries Ltd, Davis Road,Chessington, Surrey.
Ciba-Geigy (UK) Ltd, (Bonded StructuresDivision), Duxford, Nr Cambridge CB2 4QD.
Johnson Matthey Metals ltd, 81 Hatton Garden,London EC1.
4
D.T.D. 900 AA
ApprovalNumber
4869A Alloy 625
4888a
4890A4891A4892A6009
Silver Cadmium Oxide GradeGD 25.
Silver Cadmium Oxide GD 10Silver Graphite Grade GC10Silver Nickel Grade GN 1Alloy 625R
4801B
4655E
4656B4712A
4732A
4733A
4734A
4735A4756B4757B4782A4784A47854788
47894795A
479647974865
4929A
4948A
4949A
4950A
Material Extent of Approval Manufacturer
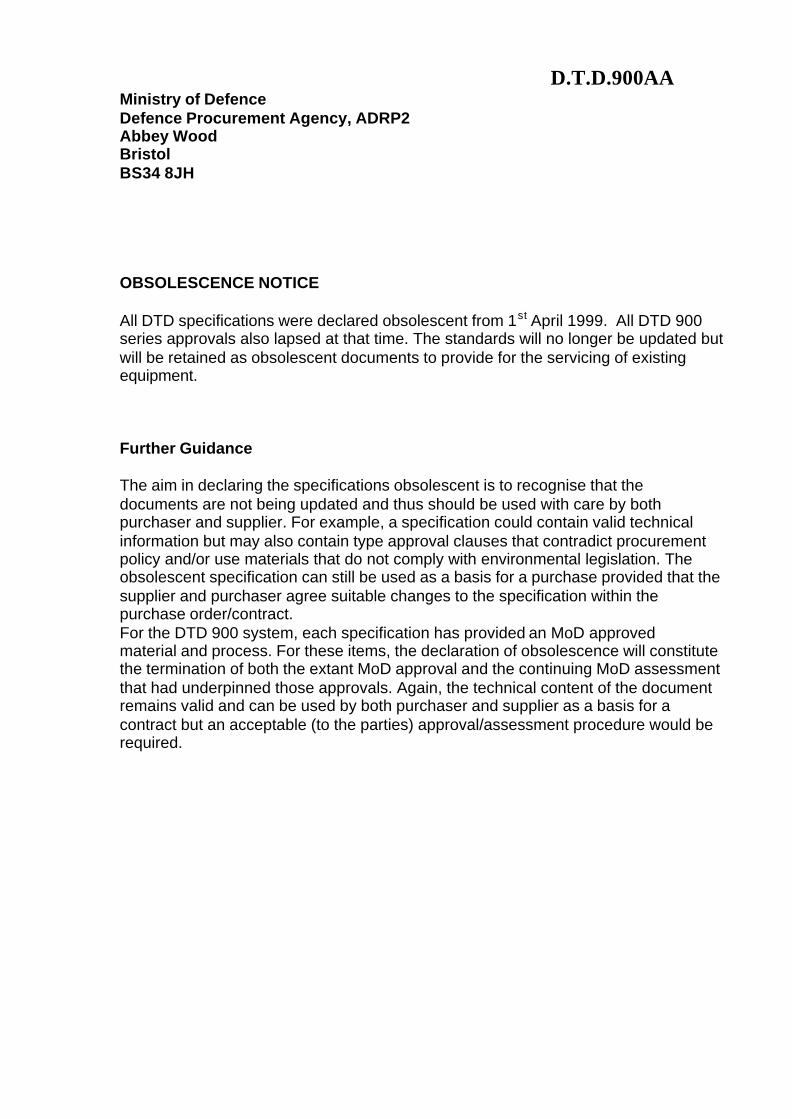
NON-FERROUS MATERIALS-continued
FERROUS MATERIALS
Metcoloy 2-NS Wire
HEAT AND WEAR RESISTINGMATERIALS
Stellite Alloy No SF1
Stellite SF60Wimet Grade W
Stellite Alloy No 1, Rod andCastings
Stellite Alloy No 6, Rod andCastings
Stellite Alloy No 12, Rod andCastings
Stellite Alloy No 3, CastingsStellite SF6Stellite SF12Stellite Grade 4 Casting AlloyStellite SF20Stellite Grade F, Hard Facing Rod‘Sprabond Wire’-NS
Metco Powder 16CColmonoy No 4
Colmonoy No 5Colmonoy No 6Metco Nickel-Clad Aluminium
Powder 404
Haystillite Alloy 52
Metco Nickel-Aluminium wire405-NS (Flame Spraying).
Metco Nickel-Aluminium Powder450-NS (Flame Spraying).
Metco 18C-NS Powder (FlameSpraying)
APPENDIX I-continued
For electrical contacts particularly forbrushes in contact with slip rings andsimilar applications.
For use as electrical contact material inaerospace equipment.
ditto.ditto.ditto.
For use as wire, strip or pressed parts forcontacts brushes and similar applica-tions in the aerospace industry.
Chromium steel wire for use in buildingup of worn, over-machined orcorroded components and therestoration of press fits by sprayapplication from pistol or gun.
For hard facing ferrous parts forresistance to abrasion, corrosion andhigh temperatures.
For hard facing steel partsWear resistant material for use in
aerospace equipment.Rods for hard facing steel parts.
Castings for resistance to wear andheat
ditto
Rods for hard-facing steel parts.Castings for resistance to wear andheat.
For resistance to wearFor hard facing ferrous partsFor hard facing ferrous partsFor resistance to wear and heatFor hard facing ferrous parts
ditto.For building up worn components by
spraying.For hard facing by sprayingFor hard facing ferrous parts where
resistance to abrasion, corrosion andhigh temperature required.
ditto.ditto.
For forming nickel aluminide coatingson metal for bonding, protection atelevated temperatures and for mixingwith other materials.
For application to surfaces subjected towear and heat.
For use where a resistance to heat andcorrosion are required.
ditto. ditto.
For applications to surfaces where aresistance to wear, heat and corrosionare required.
Johnson Matthey Metals Ltd, 81 Hatton Garden,London EC1.
Thessco Ltd, Royds Mills, Windsor Street,Sheffield S4 7WD.
ditto.ditto.ditto.
Johnson Matthey & Co Ltd, Exhibition Grounds,Wembley, Middlesex.
Metco Ltd, Chobham, Woking, Surrey GU24 8RD.
Deloro Stellite (UK) Ltd, Stratton St Margaret,Swindon Wilts.
ditto.Wimet Ltd, Hard Metals Division, Torrington
Avenue, Coventry CV4 9AD.Deloro Stellite (UK) Ltd, Stratton St Margaret,
Swindon Wilts.
ditto
Deloro Stellite (UK) Ltd, Stratton St Margaret,Swindon Wilts.
ditto.ditto.ditto.ditto.ditto.ditto.
Metco Ltd, Chobham, Woking, Surrey GU24 8RD.
ditto.Wall Colomoney Ltd, Alloy Site, Pontardawe,
Swansea, West Glamorgan SA8 4HL.
ditto.ditto.
Metco Ltd, Chobham, Woking, Surrey GU24 8RD.
Deloro Stellite (UK) Ltd, Stratton St Margaret,Swindon Wilts.
Metco Ltd, Chopham, Woking, Surrey GU24 8RD.
ditto.
5

D.T.D. 900 AA
APPENDIX I-continued
ApprovalNumber Material Extent of Approval Manufacturer
4951A
4970
Metco 12F-NS Powder (Flame Spraying)
Durasint Grade S73
6100 Hoybide Tungsten Carbides
6101
HEAT AND WEAR RESISTING MATERIALS-continued
Plansee Tungsten Carbides
For applications to surfaces where arcsistancc to wear, heat and corrosionare required.
For use as a friction material where thereis prolonged or continuous slip.
For moulded and sintercd blanks forsubsequent grinding for balls forbearings, and bearings in aerospaceapplications.
For moulded and sintered blanks forsubsequent grinding for balls forbearings, and bearings in aerospaceapplications.
Metco Ltd, Cobham, Woking, Surrey. GU24 8RD
Sintered Products Ltd, Hamilton Road, Sutton-in-Ashfield, Notts NG17 5LL.
Anderson Strathclyde plc, PO Box 1, PrincesRisborough, Aylesbury, Bucks HP17 9EA.
Plansee Tooling Ltd, Cliff Lane, Grappenhall,Warrington WA4 3JX.
6
D.T.D. 900 AA
APPENDIX II
ApprovalNumber Material Extent of Approval Manufacturer
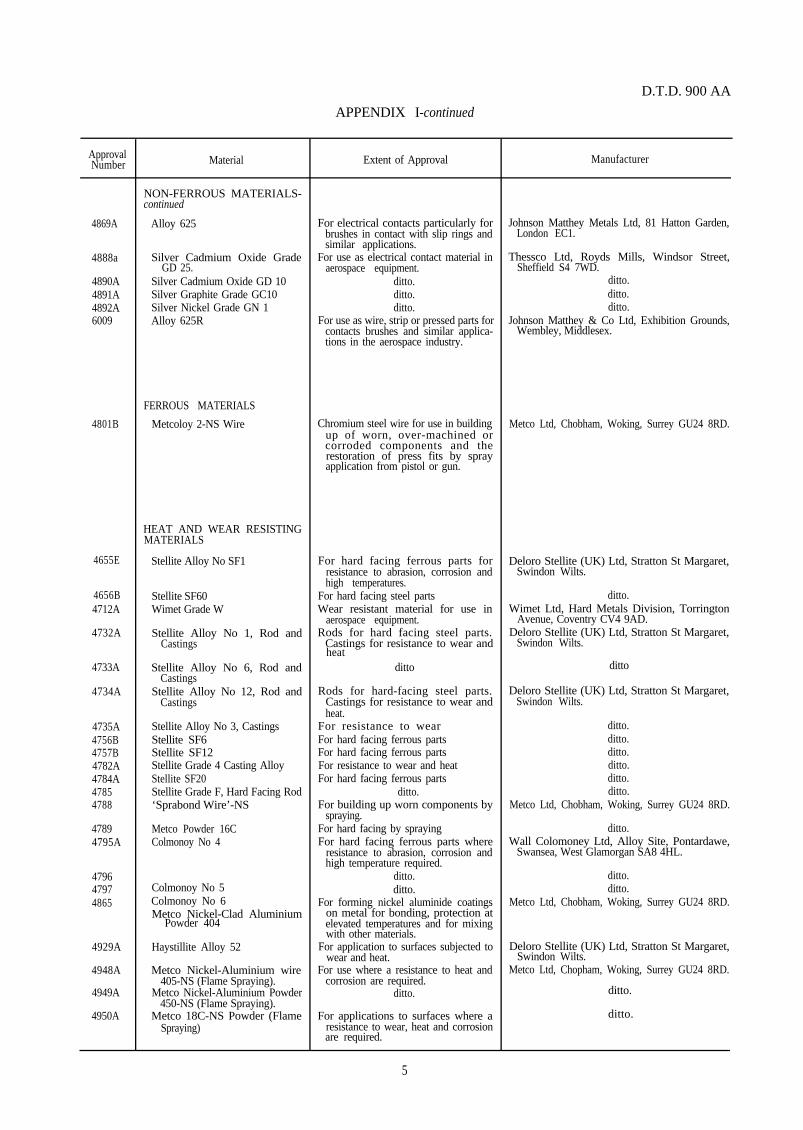
ADHESIVES AND CEMENTS
4142 Tensol Cement No 3
4322
4362
‘Tico’ Adhesive
Redux 120 Adhesive
4483 Scotchgrip Industrial Adhesive847
4564 Evostick Impact Adhesives 528
4679A Bostik 2402, Bostikure D andBostikure 9252
4698
4705A
Scotchgrip vinyl Adhesive 1099
Tensol No 70 Cold setting adhesive for acrylic parts.
4713 Araldite AY105, HardenerHY953F, system
4962A Adhesive S1005 System
4973 Araldite SV409 and Polyamide 140
4974A Araldite MY750/Hardener HT972 ditto
6003B
6008D
6031
6033
Araldite AV100/HV100 system
Tensol No 12
6036 Hardener XD 716
6040
6041
Araldite 2001 Adhesive System
Araldite 2002 Adhesive System ditto.
6042
6043
Thread locking sealantsNos 222, 242, 638
Permabond 100 Series Adhesivesand Associated Activators
Araldite 2003 Adhesive System ditto.
Araldite 2004 Adhesive system ditto.
6044 Araldite 2005 Adhesive system
For dough-jointing of perspex
For sticking Nebar Cork jointing James Walker and Co Ltd, Lion Works, Woking,(BSF66) to metal. surrey.
Thermosetting adhesive for joiningthermosetting plastics to metal, and tothermosetting plastics.
General purpose synthetic rubberadhesive for sticking rubber and plasticto rubber.
Ciba-Geigy (UK) Ltd, (Plastics Division), Duxford,Cambridge CB2 4QD.
3M (United Kingdom) Ltd, Gorseinon Road,Penllergaer, Swansea, SA4 1GD.
General purpose neoprene basedadhesive for bonding.
For bonding rubber overshoes topropellers. For use in the manufactureand repair of aircrew and survivalclothing and inflatable equipment.
Adhesive for bonding plastic (resistantto plasticisers).
Evode Ltd, Common Road, Stafford.
Bostik Ltd, Ulverscroft Road, LeicesterLE4 6BW.
3M (United Kingdom) Ltd, Gorseinon Road,Penllergaer, Swansea, SA4 1GD.
Imperial Chemical Industries Ltd,(Plastics Division), Bessemer Road, WelwynGarden City, Herts.
Ciba-Geigy (UK) Ltd, Plastics Division, Duxford,Cambridge CB2 4QD.
General purpose adhesives for bondingmetals, ceramics, glass, rubber andplastics.
A strippable light duty system forbonding polyolefins to aircraft acryliccanopies.
For interbonding of phenolic asbestosand aluminium alloy in phenolicasbestos drop tanks.
For use as a laminating resin in thefabrication of the fins for drop tanks‘Jaguar’ aircraft and for ‘Tornado’radomes.
For bonding aluminium alloy fittings tocarbon fibre reinforced composites.
For use in bonding polymethylmethacry-late parts which fit accurately within0.12 mm.
Materials suitable for locking threads,retaining and sealing close fittingmetallic and non-metallic joints with apredetermined locking torque.
For locking threads, sealing andretaining metallic and non-metallicjoints with a predetermined lockingtorque.
For use as a curing agent for coldsetting epoxy systems used as aflexible gap sealant.
Two part, cold setting epoxide resin forbonding metals, ceramics and wood tothemselves and each other.
Two part, rapid setting multi-purposeadhesive, suitable for bonding metals,ceramics, glass, rubbers, rigidplastics.
Two part, low viscosity hot or coldcuring multi-purpose system suitablefor bonding large areas.
Two part hot or cold curingmulti-purpose system suitable forbonding metals, ceramics, rubber,plastics to themselves and each other,produces bonds that are semi rigid withretention of strength up to 120°C.
Two part hot or cold curing multi-purpose system suitable for bondingmetals, ceramics, glass, rubber, rigidand glass reinforced plastics; givingbonds with high shear and high peelstrengths.
Imperial Chemical Industries Ltd,(Plastics Division), Bessemer Road, WelwynGarden City, Herts.
Raychem Ltd, Cheney Manor, Swindon, Wilts.
Ciba-Geigy (UK) Ltd, Plastics Division, Duxford,Cambridge CB2 4QD.
Loctite Holdings Ltd, Watchmead, WelwynGarden City, Herts.
Permabond Adhesives, Woodside Road, Eastleigh,Southampton.
Ciba-Geigy (UK) Ltd, (Bonded StructuresDivision), Duxford, Cambridge CB2 4QD.
Imperial Chemical Industries Ltd,
Ciba-Geigy (UK) Ltd, (Plastics Division), Duxford,Cambridge CB2 4QD.
(Plastics Division), Bessemer Road, WelwynGarden City, Herts.
ditto.
ditto.
7

D.T.D. 900 AA
APPENDIX II-continued
ApprovalNumber
6046
6060A Loctite 648 and Loctite TCA
6074 E32 Structural Epoxy Adhesives(2 part)
6082 E11 Epoxy Adhesive
6088 E04 Toughened Epoxy Adhesive(2 part)
ditto.
6093
6095
6097
ditto.
6098 Raychem Adhesive S1125
6102A Flexon Acrylic Adhesive F241with Initiator No 1
4663A
4961
4969
6072
Material Extent of Approval
ADHESIVES AND CEMENTS-continued
Araldite 2007 Adhesive system One part hot curing multipurposeadhesive suitable for bonding metals,ceramics, fibre reinforced plastics,glass and some other heat resistantmaterials. Some resistance to water.Retains some strength up to 130°C.
A thread locking sealant given a pre-determined locking torque on threadedmetal fasteners and close fittingmetallic and non-metallic joints, can bcused with or without activator.
ESP 110 Single Part EpoxyAdhesive
Chemlok 236A Bonding Agentand Chemlok 205 Primer
Activators N and TCA
SELF ADHESIVE FILMS
Scotchcal brand Fluorescent 3484Series and 3960 Scotchcal EdgeSealer
Self Adhesive Emblems andMarkings, Scotchcal Film No4690 with Edge Sealer.
Self Adhesive Emblems andMarkings, Scotchcal Film No3650 with Edge Sealer.
Transparent Polyurethane FilmTape Scotch Tapes 8561, 8591
For use as a room temperature curingadhesive system which gives goodcohesive impact and vibration resistantbonds.
For a two part, room temperature curingepoxy adhesive which. exhibits goodimpact and vibration resistantproperties.
For use as a toughened adhesive, curingat room temperature where goodimpact and vibration properties arerequired. It also has good gap fillingproperties and is thixotropic.
For use as a high temperature adhesivefor structural bonding metal-to-metalcomponents with good gap fillingproperties.
For bonding metal retaining plates intoan EPDM rubber container, and forlaminating plies of EPDM rubber.
For use as adhesive activators tofacilitate complete curing of Loctiteanaerobic adhesives and thread lockingcompounds on both active and inertsurfaces.
For a two part epoxy adhesive forbonding Raychem heat-shrinkableplastic and elastomeric tubing andmoulded components.
For the bonding of metal subframes toneoprene rubber seals and neoprenerubber seals to UNSTRESSED acrylictransparent canopy material in HarrierGR3, T4 and Mk8; Sea Harrier FRS 1and 2 and Hunter MkV aircraft.(Note: Unstressed during fabrication.)
For improving conspicuity of aircraftin poor daylight.
Emblems, letters and numbers on air-
Emblems, letters and numbers on air-craft (restricted to 400 knots).
Relates to the use of pressure-sensitiveadhesive transparent tapes as aprotective surface for areas in forwardfacing radomes and on helicopter rotorblades to minimise sand and rainerosion.
Manufacturer
Ciba-Geigy (UK) Ltd, (Plastics Division), Duxford,Cambridge CB2 4QD.
Loctite Holdings Ltd, Watchmead, Welwyn GardenCity, Herts AL7 1JB.
Permabond Adhesive Ltd, Woodside Road,Eastleigh, Hants.
ditto.
Durham Chemicals Ltd, Birtley, Chester le Street,Co Durham DH13 1QX.
Loctite Holdings Ltd, Watchmead, Welwyn GardenCity, Herts AL7 1JB.
Raychem Ltd, Cheney Manor, Swindon SN2 2QS.
Permabond Ltd, Woodside Road, Eastleigh, Hants.
3M (United Kingdom) Ltd, Gorseinon Road,Penllergaer, Swansea, SA4 1GD.
ditto.
ditto.
ditto
8

D.T.D. 900 AA
APPENDIX II-continued
ApprovalNumber
6106 Stoneguard 2000 Film
6108 ditto.
6109 Fascal 900 Vinyl Marking Film
4899
4904A
4968A
6000A Paint Remover Ardrox 29 andSeal 29
6013 Paint Remover Dasic D23 andD23V
4684
4386A Arlcone Fluid
4907
4939A
Material Extent of Approval
SELF ADHESIVE FILMS-continued
Fascal 6200 Fluorescent VinylFilm
CLEANING MATERIAL
Ardrox 2601 (ApplicationCleaners)
Striplene 300
Paint Remover Heavy Duty,Hot Bath Ardrox 26HT.
CORROSION PREVENTATIVES
Frin Fretting Corrosion Inhibitor.
DAMPING FLUIDS
For a self-adhesive polyurethane filmfor the protection of irregular jointsand leading edges of helicopter bladesaerofoil sections and other surfacessubject to erosion by high speedparticles and rain.
For use where increased conspicuity isdemanded, for aircraft, ground supportequipment, safety markings and signs.For adverse environments, aircraftexceeding 400 kts, a proprietary edgesealer, compatible with PVC and theaircraft paint finish shall be used.
For the marking of military aircraft,aeronatical equipment, militaryvehicles signs and markings.For advance environments, aircraftexceeding 400 kts, a proprietary edgesealer compatible with PVC and theaircraft paint finish shall be employed.
For cleaning carbonised deposits fromjet engines in situ.
For hot stripping metal enginecomponents of carbon deposits andpaint residues.
Designed for use at elevated temper-atures. If used outside strictly definedoperating conditions severe corrosionmay result. Before use a suitableprocess specification must besubmitted and approved. Not to beused on steel parts of UTS greater than1400 n/mm2, if stressed.
Removal of paint from hydrauliccomponents.
Heavy duty paint strippers for useon aircraft epoxy and polyurethanepaint systems.
For use in blade root bearings forRotol propellers.
For use in filling Dowty liquid springs.
DE-ICING AND DE-FROSTINGFLUIDS
Kilfrost ABC De-icing Compound Anti-icing protection for parked aircraft,and for the de-frosting of turn-round
Kilfrost WWF/MOD2
aircraft. Not considered suitable foruse in aircraft de-icing systems.
Windscreen washing fluid for use incertain aircraft.
Manufacturer
Fasson (UK) Ltd, Eastman Way, HemelHempstead, Herts.
ditto.
Ardrox Ltd, 74 Furlong Road, Bourne End,Bucks.
Henkel Chemicals Ltd, Henkel House, 292-308Southbury Road, Enfield, Middx.
Ardrox Ltd, 74 Furlong Road, Bourne End,Bucks.
Ardrox Ltd, 74 Furlong Road, Bourne End,Bucks.
Dasic International Ltd, Winchester Road, Romsey,Hants SO5 8YD.
The Timken Co, British Timken Division, Duston,Northampton NN5 6UL.
Dowty Rotol Ltd, Cheltenham Road, GloucesterGL2 9QH.
Kilfrost Ltd, Albion Works, Haltwhistle,Northumberland NW9 0HJ.
ditto.
9

D.T.D. 900 AA
ApprovalNumber
Manufacturer
4045
4548
4579
Pop Rivet Filler Ryland 2313
PR Void Filling and antichafingcompound
Araldite PZ985/HZ985 systems
4742B Chemical Resistant Stoppers
Double Bond Putty and Cream
a. F581-2016
(RS 1478/l and RS 2688/3).
F581-20176105
GLASSES AND GLAZINGMATERIAL
4179
4348
Prestik and Prestikol sealingcompounds 5602 and 5603.
Boscoprene cement No 2100 Parts ditto1 and 2
4953B
60166017
6050
Triplex Ten-Twenty glass
Triplex Ten-Twenty glassProcess for the toughening of
structural glass.Dynacrylic Sheet
HONEYCOMB COREMATERIALS
4397A Aeroweb Types Go and GI
4081C
4881D
HYDRAULIC FLUIDS
Lockheed No 22 Fluid
Skydrol 500B
INSULATING MATERIALS
4455C
4503D
Dalfratex Batt
Dalfratex Silica Cloths
4527D Dalfratex Silica Yarn and Cordage4562D Dalfratex Silica Tapes4577C Dalfratex Silica Sleeving
Material Extent of Approval
FILLING MATERIALS
For filling during pop rivetting
For a cold curing filler and surfacing
operations.For filling voids in pressure cabins and
preventing chafing of bag tanks.
compound.
Filling and coating resin for porousphenolic resin impregnated asbestosmouldings.
For filling pop rivets and minordepressions-two part cold curingstopper.
APPENDIX II-continued
For glazing windows in non-pressuredaircraft.
Non-shrinking glazing compound andintegral tank sealant. Sealant for cablelooms in Plessey end fittings.
For aerospace glazing
As a facing glass for aerospace glazing.For the toughening of structural glass for
aerospace glazing.The extent of this approval relates to a
colourless transparent, biaxiallyorientated, unplasticised cross-linkedpolymer of methylmethacrylate sheet;having specific light transmission andcraze resistance characteristics,intended for use as an aircraft glazingmaterial.
Core material for aerospace sandwich Ciba-Geigy (UK) Ltd, (Bonded Structuresstructures Division), Duxford, Cambridge CB2 4QD.
For use in the main undercarriage
Hydraulic Fluid for VC10 aircraft
shock absorbers in Comet and Nimrodaircraft.
Fibrous thermal insulating material foruse at temperatures up to 1100°C.
For use in the manufacture of thermalinsulating blankets resistant totemperatures up to 1000°C.
ditto.ditto.
For use as a thermal insulant up to1000°C.
Llewellyn Ryland Ltd, Haddon Street,Birmingham B12 9DB.
PRC (UK) Ltd, Portland Road, Newcastle-on-TyneNE2 1BL.
Ciba-Geigy (UK) Ltd, Plastics Division, Duxford,Cambridge CB2 4QD.
Imperial Chemical Industries Ltd,Paints Division, Wexham Road, Slough, Berks.SL2 5DS.
Stag Polymers and Sealants, Tavistock Road, WestDrayton, Middx.
Bostik Ltd. Ulverscroft Road, Leicester LE4.
Triplex Safety Glass Co Ltd, Kings Norton,Birmingham.
ditto.ditto.
Lucas Aerospace, The Airport, Luton LU2 9NO.
Automotive Products Ltd, AP Precision HydraulicsDivision,
Monsanto Ltd, Chineham Court, Chineham,
Shaw Road, Speke, Liverpool
Basingstoke, Hants.
LS24 9JV.
The Chemical & Insulating Co Ltd, West AucklandRoad, Darlington, Co Durham DL3 0UR.
ditto.
ditto.ditto.ditto.
10

APPENDIX II-continued
ApprovalNumber
Material
6005
6027
6030A
6039
6084
4134B
4301A
4344
4387B
4434B
4488A
4544D Super Twilstele Jointing
4549A Celloseel QH
4566
4586B
4645A
4766A
4909
4911
4971
49826054
INSULATING MATERIALS-continued
Fibreglass Aircraft Insulation
Glass Fibre Insulation Batting
Dalfratex Silica Rope
Filmed glass fibre insulation
Sintered Ceramic Materials,Sintox-Hylumina
JOINTING MATERIALS
Plastic Hermetite compound(heavy, medium and lightgrades)
Celloseel
High Temperature JointingCompound Silkolene, Grade762.
Flexible Hermetite 1326B
J 11185 Heat Hardening Adhesive
Jointing Compound JC 5A
Araldite AV12 l/Hardener HY951
Hylomar Jointing CompoundsSQ32, Grade S, H, M, L and R
Non-hardening Jointing CompoundJC6
Zinc Chromate Pigmented SiliconeGrease LR4871
Nebar, Standard grade
Nebar, HP grade
Mastinex Jointing CompoundAF5/34A (5982N 3010)
Nebar, Jointing Material LRC 631Wellseal RS2965 Non-Flammable
Engine Jointing Compound
Extent of Approval Manufacturer
For use as a thermal and an acousticalinsulation material in aircraftenvironments not exceeding 250°C.
For thermal and acoustical insulation onaircraft at temperatures up to 250°C.
For use in the manufacture of thermalinsulants, resistant to temperatures upto 1000°C.
Glass fibre batting, filmed withunplasticised polyvinyl chloride (PVC)containing glass fibre battingconforming to DTD 900/6027.
The approval relates to sintered aluminafor use in special application ceramics,engine ignition systems electricalinsulation, metal-ceramic assembliesand sealed terminals. Suitable for usewhere high temperatures and chemicaland mechanical erosion are required.
Sealing compound resistant to petrol,mineral oil and ester lubricant.
A pigmented varnish jointing compoundwhere resistance to kerosine or esterlubricants is required.
For prevention of leaks of gases at hightemperatures on Rolls Royce turbineengines.
Non-hardening liquid engine jointingcompound resistant to mineral oils,ester lubricants, avaition fuels andwater.
For use in the construction of hollowsteel propeller blades.
Jointing compound, used as substitutefor DTD 369B where resistance toester lubricants is required.
High temperature jointing material
Jointing compound, used as a substitutefor DTD 369B where resistance toester lubricants, kerosine and heat arerequired.
As a bonding, surfacing or gap-fillingmedium.
For use as a sealant between metal facesin engines
Anti-fretting compound resistant to esterlubricant (anti-fretting approvalsubject to type test in specific joint).
Anti-corrosion jointing compound fornon-rotating axle assemblies requiredto be broken down and adjusted.
Jointing material essentially for gasketapplications.As above, but where heavy loads are
involved.High temperature (to 130°C) resistant
non-drying jointing compound for anti-corrosive purposes.
Fuel tank gasketsThe approval is for use as a jointing
compound for metal-to-metal faceswhere a tolerance to vibrationdistortion or thermal expansion isnecessary. Can be used in contact withmineral oil and gasoline up to 200°C.
D.T.D. 900 AA
Pilkington Ltd, St Helens, Merseyside WA10.
Jecco Aviation Ltd, Jecco House, Windham Road,Bournmouth BA1 4RG.
The Chemical & Insulating Co Ltd, WestAuckland Road, Darlington, Co DurhamDL3 0UR.
Jecco Aviation Ltd, Jecco House, Windham Road,Bournmouth BA1 4RG.
Lodge Ceramics Ltd, St Peters Road, Rugby,Warwickshire.
Stag Polymers 8 Sealants Ltd, Tavistock Road,West Drayton, Middx.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 0AD.
Dalton & Co Ltd, Belper, Derby DR5 1WF.
Stag Polymers and Sealants Ltd, Tavistock Road,West Drayton, Middx.
BP Chemicals Ltd, Sully, Penarth, S Glamorgan,
Desoto Titanine Ltd, Industrial Paints, DarlingtonRoad, Shildon, Co Durham.
James Walker & Co Ltd, Lion Works,Woking, Surrey.PPG Ind (UK) Ltd, Rotton Park Street,
Birmingham, West Midlands B16 0AD.
Ciba-Geigy (UK) Ltd, Plastics Division, Duxford,Cambridge CB2 4QD.
Marston Lubricants, Naylor Road, Liverpool.
Desoto Titanine Ltd, Industrial Paints, DarlingtonRoad, Shildon, Co Durham.
ditto.
James Walker Ltd, Lion Works, Woking, Surrey.
ditto.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 0AD.
James Walker Ltd, Lion Works, Woking, Surrey.Stag Polymers Ltd, Tavistock Road, West Drayton,
Middx.
11
ApprovalNumber Material
D.T.D. 900 AA
APPENDIX II-continued
Extent of Approval Manufacturer
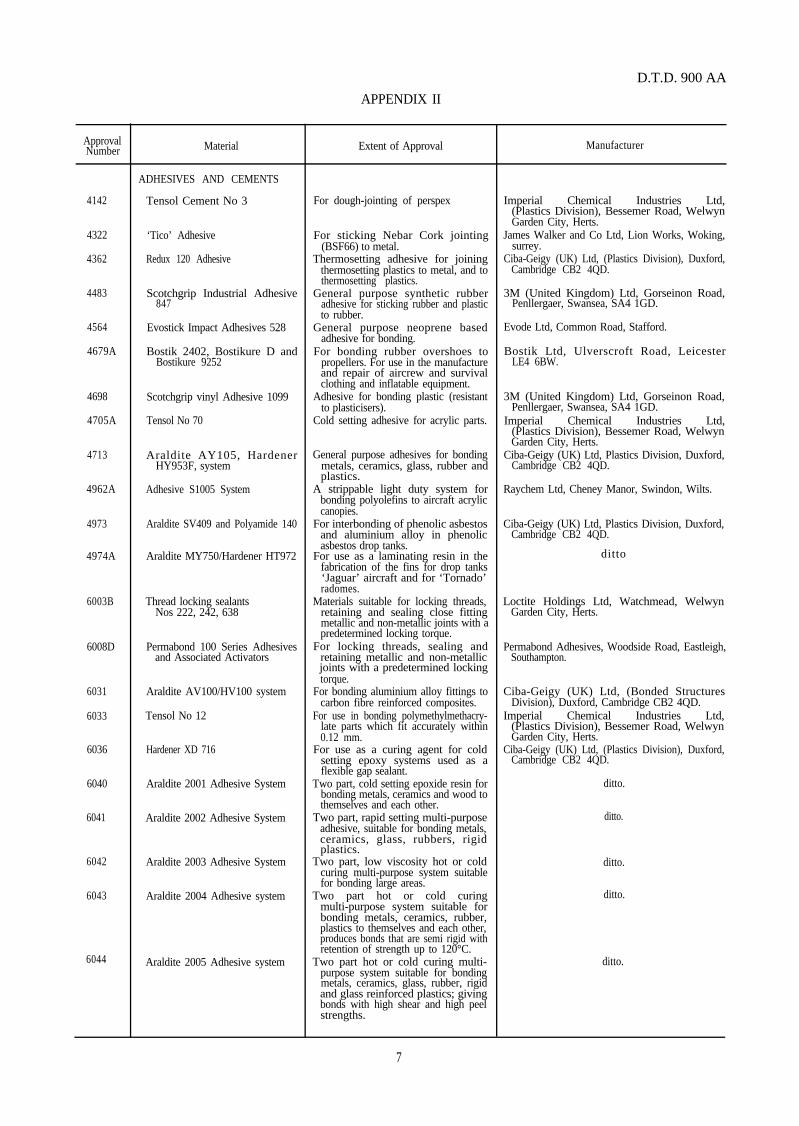
JOINTING COMPOUNDS-continued
6107 Casting Compound RS 2958 Pts A For encapsulation of electronic Stag Polymers, Tavistock Road, Westand B components. Drayton, Middx.
4630A
4639
4647
4648A
4669
4677A
4752A
4754
4802B Esso Andok 260
4872A Mobilplex 47
4877A Hellerine M
4910A Beacon Q330 Grease
4913A Aero Shell Fluid 2XN
4914A
4959A
4966B
4972
4980
4981A
4990
6057
6065
6073
6079 Fomblin YR Fluid
ditto.
ditto.6081 Fomblin RT 15 Grease
LUBRICANTS
Rocol MX-33
Dag Dispersion 580
Molydag 709
Moly VI Bond 444
Moly Paul Polypaste 300 (Air)
Emralon 810
Moly Paul Moly-ITC-Bond
Moly Paul Silicone Paste 500 (Air)
Rocol GG 17866 Grease
Dry Film Lubricant PL94(Formula E3699)
Hydrotype 1842B
Rocal MV-4
Rocol Grease MX-44
Aviation Oil S8350
Rocol MHT Grease
Arma G-213 (Formula 213-80)Grease
Anti-seize Compound‘Coppercrest’
PL 239 (Formula 3862 X9010)Dry Film Lubricant
6080 Fomblin OT20 Grease
For use on certain precision ballbearings and actuator gear-boxes.
Dry lubricating coating for certain metalparts.
Bonded dry film lubrication for certainmetal parts.
Bonded dry lubricating coating
For use as an anti-seize and lubricantin certain aircraft and GW equipment.
For producing anti-wear and low frictionsurfaces on mechanical parts.
Bonded dry lubricating coating
For certain anti-fretting and anti-seizeapplications in specified engines andERUs.
For lubrication of gearbox drive shaftuniversal joints.
Lubrication of cartridge starters, TypeSBC 720.
A lubricant for fitting cable binding andidentification sleeve, and for fittingcables in aircraft.
Lubricant for the tailplane actuator, slatscrewjack and flap transmissionsystem of VC10 aircraft.
An inhibition oil for use in the engineand tranmission of the Siouxhelicopter.
Lubricant for Bowden cables
Bonded dry film lubricant coating andanti-fret media.
Traction fluid in certain Lucas constantspeed drive units.
Dry film lubricant for titanium fastenersin aircraft.
Lubricant for nozzle bearing races ofPegasus engines.
Gearbox Lubricant for certainhelicopters.
As an anti-seize compound in airturbines.
Lubricant for the HP compressorvariable inlet guide vane operatingmechanism of Pegasus engines Mks101, 102, 103 and conversions.
The approval is limited to use as a lowtemperature lubricant on Nimrodaircraft.
The approval is limited to the use of thematerial as a bonded dry film lubricantand anti-fret media.
The approval is limited for use as alubricant on oxygen equipment andaccessories.
The approval is limited for use as alubricant on oxygen equipment; attemperatures below minus 10°C.
The approval is limited for use as alubricant on oxygen equipment.
Rocol Ltd, Rocol House, Swillington, Leeds, WestYorkshire LS26 8BS.
Acheson Colloids Co, PO Box 12, Prince Rock,Plymouth, Devon PL4 0SP.
ditto.
K S Paul Ltd, Nobel Road, Eley EstateLondon W18 3DE.
ditto.
Acheson Colloids Co, PO Box 12, Prince Rock,Plymouth, Devon PL4 0SP.
K S Paul Ltd, Nobel Road, Eley EstateLondon W18 3DE.
ditto.
Esso Petroleum Co Ltd, Esso House,Victoria Street, London SW1 5JW.
Mobil Oil Co Ltd, 54/60 Victoria Street, LondonSWlE 6QB.
Bowthorpe Hellermann Ltd, Hellermann ElectricalDivision, Pennycross Close, Plymouth, DevonPL2 3NX.
Esso Petroleum Co Ltd, Esso House,Victoria Street, London SW1 5JW.
Shell (UK) Oil Ltd, PO Box 148, Strand, LondonWC2R 0DX.
Rocol Ltd, Rocol House, Swillington, Leeds, WestYorkshire LS26 8BS.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 0AD.
Elf Oil (GB), Elf House, PO Box 80, WoodlandRoad, Altringham, Cheshire.
Rocol Ltd, Rocol House, Swillington, Leeds, WestYorkshire LS26 8BS.
ditto.
Shell (UK) Oil Ltd, PO Box 148, Strand, LondonWC2R 0DX.
Rocol Ltd, Rocol House, Swillington, Leeds, WestYorkshire LS26 8BS.
Century Oils Ltd. New Century Street, Hanley,Stoke-on-Trent ST1 5HU.
Ilex Compounds Ltd, Reform Road, Maidenhead,Berks SL6 8BY.
PPG Ind (UK) Ltd, Ladywood Works, PO Box359, Rotton Park Street, Birmingham, WestMidlands
Rocol Ltd, Rocol House, Swillington, Leeds, WestYorkshire LS26 8BS.
12
APPENDIX II-continued
D.T.D. 900 AA
ApprovalNumber
Manufacturer
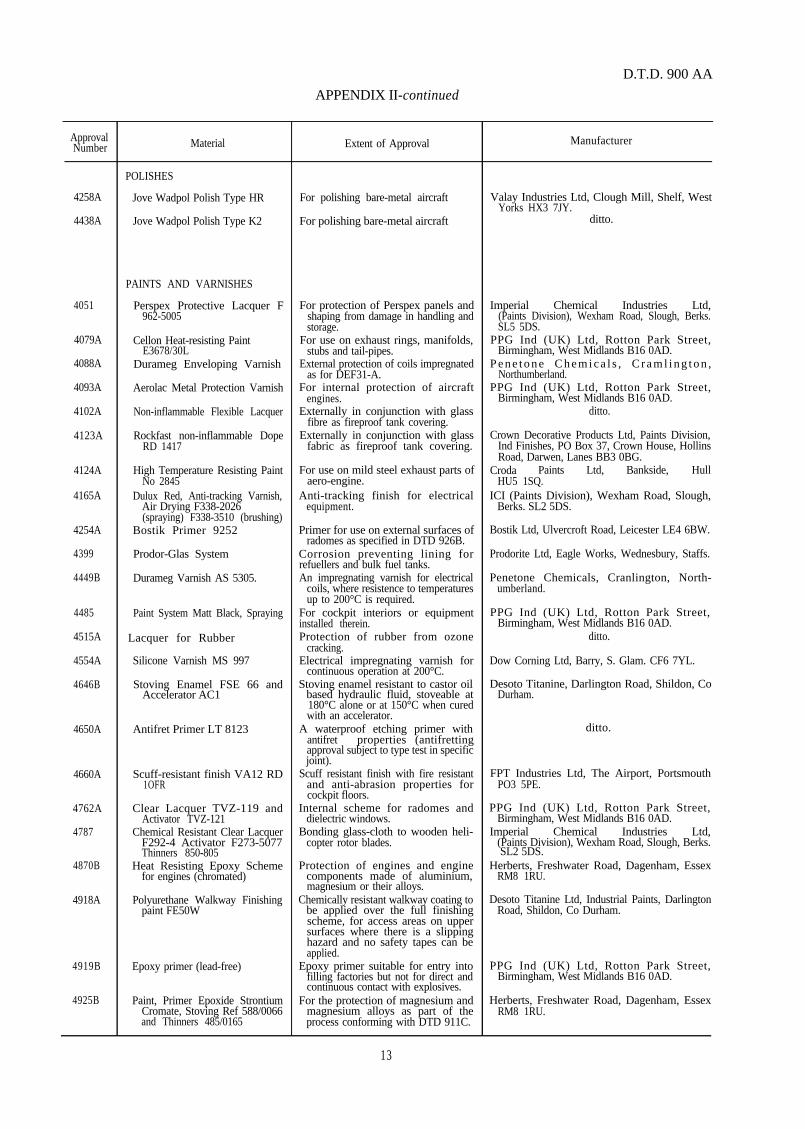
4258A
4438A
4051
4079A
4088A
4093A
4102A
4123A
4124A
4165A
4254A
4399
4449B
4485
4515A
4554A
4646B
4650A
4660A
4762A
4787
4870B
4918A
4919B Epoxy primer (lead-free)
4925B Paint, Primer Epoxide StrontiumCromate, Stoving Ref 588/0066and Thinners 485/0165
Material
POLISHES
Jove Wadpol Polish Type HR
Jove Wadpol Polish Type K2
PAINTS AND VARNISHES
Perspex Protective Lacquer F962-5005
Cellon Heat-resisting PaintE3678/30L
Durameg Enveloping Varnish
Aerolac Metal Protection Varnish
Non-inflammable Flexible Lacquer
Rockfast non-inflammable DopeRD 1417
High Temperature Resisting PaintNo 2845
Dulux Red, Anti-tracking Varnish,Air Drying F338-2026(spraying) F338-3510 (brushing)
Bostik Primer 9252
Prodor-Glas System
Durameg Varnish AS 5305.
Paint System Matt Black, Spraying
Lacquer for Rubber
Silicone Varnish MS 997
Stoving Enamel FSE 66 andAccelerator AC1
Antifret Primer LT 8123
Scuff-resistant finish VA12 RD1OFR
Clear Lacquer TVZ-119 andActivator TVZ-121
Chemical Resistant Clear LacquerF292-4 Activator F273-5077Thinners 850-805
Heat Resisting Epoxy Schemefor engines (chromated)
Polyurethane Walkway Finishingpaint FE50W
Extent of Approval
For polishing bare-metal aircraft
For polishing bare-metal aircraft
For protection of Perspex panels andshaping from damage in handling andstorage.
For use on exhaust rings, manifolds,stubs and tail-pipes.
External protection of coils impregnatedas for DEF31-A.
For internal protection of aircraftengines.
Externally in conjunction with glassfibre as fireproof tank covering.
Externally in conjunction with glassfabric as fireproof tank covering.
For use on mild steel exhaust parts ofaero-engine.
Anti-tracking finish for electricalequipment.
Primer for use on external surfaces ofradomes as specified in DTD 926B.
Corrosion preventing lining forrefuellers and bulk fuel tanks.An impregnating varnish for electrical
coils, where resistence to temperaturesup to 200°C is required.
For cockpit interiors or equipmentinstalled therein.Protection of rubber from ozone
cracking.Electrical impregnating varnish for
continuous operation at 200°C.Stoving enamel resistant to castor oil
based hydraulic fluid, stoveable at180°C alone or at 150°C when curedwith an accelerator.
A waterproof etching primer withantifret properties (antifrettingapproval subject to type test in specificjoint).
Scuff resistant finish with fire resistantand anti-abrasion properties forcockpit floors.
Internal scheme for radomes anddielectric windows.
Bonding glass-cloth to wooden heli-copter rotor blades.
Protection of engines and enginecomponents made of aluminium,magnesium or their alloys.
Chemically resistant walkway coating tobe applied over the full finishingscheme, for access areas on uppersurfaces where there is a slippinghazard and no safety tapes can beapplied.
Epoxy primer suitable for entry intofilling factories but not for direct andcontinuous contact with explosives.
For the protection of magnesium andmagnesium alloys as part of theprocess conforming with DTD 911C.
Valay Industries Ltd, Clough Mill, Shelf, WestYorks HX3 7JY.
ditto.
Imperial Chemical Industries Ltd,(Paints Division), Wexham Road, Slough, Berks.SL5 5DS.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 0AD.
P e n e t o n e C h e m i c a l s , C r a m l i n g t o n ,Northumberland.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 0AD.
ditto.
Crown Decorative Products Ltd, Paints Division,Ind Finishes, PO Box 37, Crown House, HollinsRoad, Darwen, Lanes BB3 0BG.
Croda Paints Ltd, Bankside, HullHU5 1SQ.
ICI (Paints Division), Wexham Road, Slough,Berks. SL2 5DS.
Bostik Ltd, Ulvercroft Road, Leicester LE4 6BW.
Prodorite Ltd, Eagle Works, Wednesbury, Staffs.
Penetone Chemicals, Cranlington, North-umberland.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 0AD.
ditto.
Dow Corning Ltd, Barry, S. Glam. CF6 7YL.
Desoto Titanine, Darlington Road, Shildon, CoDurham.
ditto.
FPT Industries Ltd, The Airport, PortsmouthPO3 5PE.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 0AD.
Imperial Chemical Industries Ltd,(Paints Division), Wexham Road, Slough, Berks.SL2 5DS.
Herberts, Freshwater Road, Dagenham, EssexRM8 1RU.
Desoto Titanine Ltd, Industrial Paints, DarlingtonRoad, Shildon, Co Durham.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 0AD.
Herberts, Freshwater Road, Dagenham, EssexRM8 1RU.
13

APPENDIX II-continued
D.T.D. 900 AA
ApprovalNumber Material Extent of Approval Manufacturer
PAINTS AND VARNISHES-continued
4943A
4967 Protective Lacquer FPT/N27
4976 Rain Erosion System F231-949/F210-747 With Primer F292-4(GRP) and F580-2010/F580-2009 (metals)
6002 Heat-resisting ES Coating PL 205
6023 Protective Lacquer (Parts A and B)FPT/BC/13
6038
6053
6056 Chemglaze
6064
6067
4365
4875A
4974A
4986A
6004B
6014 Polytherm UG
6024
6025
6028
6037
High Heat Resisting StovingEnamel Aluminium PL101E3746/RZ
Flexible Polyurethane Paint(PU 66)
Paint System Elastomeric Poly-urethane (two part).
Paint Scheme, Erosion ResistantCoating (ERC) 2-pack Gloss,Semi-matt or Matt
Paint Finishing, Flexible, DefenceEquipment IRR Near-Matt(2-pack) NATO Green
PLASTIC MATERIALS
Araldite MY753/Hardener 951
Bristol Armour, Grades BA PL105 BA PL 95
Araldite MY750/Hardener HT 972
Bristol Armour Grade 86F
Flomat Polyester/Glass Mat
Fibredux 914 resin impregnatedGrafil XA-S carbon fibre sheetand tape.
Polyester Resin RP13
Polypenco Acetal Rod
Plessey P10 Foam
Protection of aircraft engine components PPG Ind (UK) Ltd, Rotton Park Street,up to 550°C. Birmingham, West Midlands B16 0AD.
Surface protection of fabric reinforcedrubber and/or plastic proofed sheeting.
Protection of GRP and metallic surfacesagainst rain erosion.
FPT Industries Ltd, The Airport, PortsmouthPO3 5PE
Imperial Chemical Industries Ltd,(Paints Division), Wexham Road, Slough, Berks.SL2 5DS.
Stoving enamel for aircraft enginecomponents. Maximum temperaturefor use 250°C.
For addition surface protectionand/or colour finish of rubber and/orplastic components.
Cold curing paint scheme. Good extensi-bility weathering performance.
The approval relates to a coating systemhaving a good flexibility and strengthto restrain the movement of looserivets in aircraft engine intakes. Alsosuitable for application to the leadingedges of aircraft wings to protect thesesurfaces against the effects of erosion.
The approval relates to a 2-pack elasto-meric glossy polyurethane system forapplication to radomes and leadingedges of aircraft wings to protect thesurface.
The approval is for a cold curingfinishing scheme for use on extensionsurfaces of aircraft subject to erosion.
The approval relates to a 2-pack poly-urethane finishing paint suitable forapplication to polypropylene oxidepolymer coated aluminium. The painthas specific infra-red reflectingproperties.
Encapsulation of electrical components.
Plastic Armour
Laminating Resin for the fabrication offins for drop tanks for Jaguar aircraft.
As a light weight armour in aircraft
For the reinforcement of the alloy skinson the removable fin for the JaguarDrop tank.
PVC film for facing glass fibre mat, usedfor insulation in aircraft where themaximum temperature does not exceed80°C.
For aerospace structural parts
As a low pressure laminating resin forradomes.
For the manufacture of switch blockson ‘G’ switches.
Rigid Polyester/urethane foam charact-erised by its fine cell structure, withcontrolled mechanical and electricalproperties; for use up to a maximum200°C, used as an interlaminar foamin the construction radomes and otherstructural applications.
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 7JA.
FPT Industries Ltd, The Airport, PortsmouthPO3 5PE
PPG Ind (UK) Ltd, Rotton Park Street,Birmingham, West Midlands B16 7JA.
Imperial Chemical Industries Ltd.(Paints Division), Wexham Road, Slough, Berks.
Hughson’s Chemicals, Stretford Motorway Est.,Barton Dockyard Road, Stretford, Manchester.
Desoto Titanine plc, Darlington Road, Shildon, CoDurham DL4 2QP.
PPG Industries (UK) Ltd, Ladywood Works,PO Box 359, Rotton Park Street, Birmingham.
Ciba-Geigy (UK) Ltd, Plastics Division, Duxford,Cambridge CB2 4QD.
Bristol Composites Engineering BP, AvonmouthRoad, Avonmouth, Bristol BS11 9DU.
Ciba-Geigy (UK) Ltd, Plastics Division, Duxford,Cambridge CB2 4QD.
Bristol Composite Materials Engineering BPAvonmouth Road, Avonmouth, BristolBS11 9DU.
Freeman Polymers Ltd, PO Box 8, EllesmerePort, Wirral, Cheshire L65 4AH.
Fibreglass Ltd, Insulation Division, Prescot Road,St Helens, Merseyside WA10 3TR.
Ciba-Geigy (UK) Ltd, (Bonded Structures Divis-ion), Duxford, Cambridge CB2 4QD.
Plessey Materials, Plessey Connectors Ltd, WoodBurcote Way, Towcester. Northants NN12 7JN.
Polypenco Ltd, 83 Bridge Road East, PO Box 56,Welwyn Garden City, Herts.
Plessey Materials, Plessey Connectors Ltd, WoodBurcote Way, Towcester, Northants NN12 7JN.
14
D.T.D. 900 AA
APPENDIX II-continued
ApprovalNumber Material Extent of Approval Manufacturer
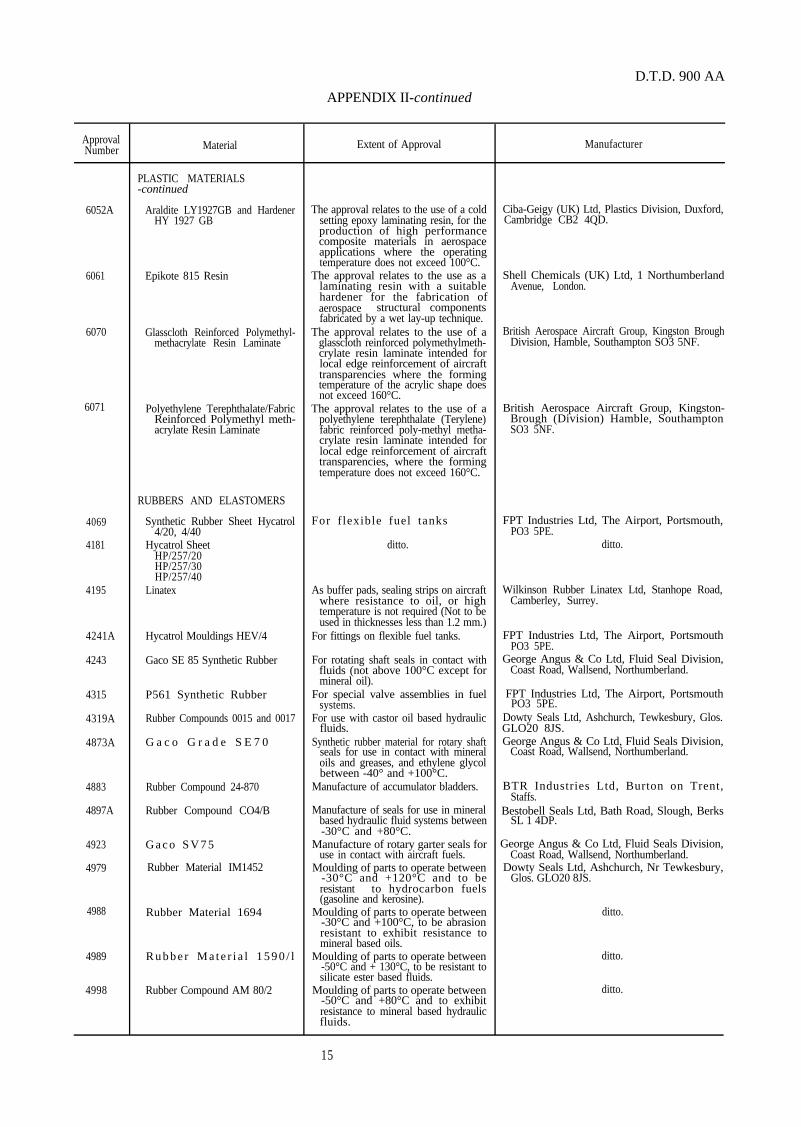
6052A Araldite LY1927GB and HardenerHY 1927 GB
6061 Epikote 815 Resin
6070
6071
4069
4181
4195
4241A
4243
Hycatrol Mouldings HEV/4
Gaco SE 85 Synthetic Rubber
4315 P561 Synthetic Rubber
4319A Rubber Compounds 0015 and 0017
4873A G a c o G r a d e S E 7 0
4883
4897A
4923
4979
4988
4989 R u b b e r M a t e r i a l 1 5 9 0 / l
4998 Rubber Compound AM 80/2
PLASTIC MATERIALS-continued
Glasscloth Reinforced Polymethyl-methacrylate Resin Laminate
Polyethylene Terephthalate/FabricReinforced Polymethyl meth-acrylate Resin Laminate
RUBBERS AND ELASTOMERS
Synthetic Rubber Sheet Hycatrol4/20, 4/40
Hycatrol SheetHP/257/20HP/257/30HP/257/40
Linatex
Rubber Compound 24-870
Rubber Compound CO4/B
G a c o S V 7 5
Rubber Material IM1452
Rubber Material 1694
The approval relates to the use of a coldsetting epoxy laminating resin, for theproduction of high performancecomposite materials in aerospaceapplications where the operatingtemperature does not exceed 100°C.
The approval relates to the use as alaminating resin with a suitablehardener for the fabrication ofaerospace structural componentsfabricated by a wet lay-up technique.
The approval relates to the use of aglasscloth reinforced polymethylmeth-crylate resin laminate intended forlocal edge reinforcement of aircrafttransparencies where the formingtemperature of the acrylic shape doesnot exceed 160°C.
The approval relates to the use of apolyethylene terephthalate (Terylene)fabric reinforced poly-methyl metha-crylate resin laminate intended forlocal edge reinforcement of aircrafttransparencies, where the formingtemperature does not exceed 160°C.
For f lexible fuel tanks
ditto.
As buffer pads, sealing strips on aircraftwhere resistance to oil, or hightemperature is not required (Not to beused in thicknesses less than 1.2 mm.)
For fittings on flexible fuel tanks.
For rotating shaft seals in contact withfluids (not above 100°C except formineral oil).
For special valve assemblies in fuelsystems.
For use with castor oil based hydraulicfluids.
Synthetic rubber material for rotary shaftseals for use in contact with mineraloils and greases, and ethylene glycolbetween -40° and +100°C.
Manufacture of accumulator bladders.
Manufacture of seals for use in mineralbased hydraulic fluid systems between-30°C and +80°C.
Manufacture of rotary garter seals foruse in contact with aircraft fuels.
Moulding of parts to operate between-30°C and +120°C and to beresistant to hydrocarbon fuels(gasoline and kerosine).
Moulding of parts to operate between-30°C and +100°C, to be abrasionresistant to exhibit resistance tomineral based oils.
Moulding of parts to operate between-50°C and + 130°C, to be resistant tosilicate ester based fluids.
Moulding of parts to operate between-50°C and +80°C and to exhibitresistance to mineral based hydraulicfluids.
Ciba-Geigy (UK) Ltd, Plastics Division, Duxford,Cambridge CB2 4QD.
Shell Chemicals (UK) Ltd, 1 NorthumberlandAvenue, London.
British Aerospace Aircraft Group, Kingston BroughDivision, Hamble, Southampton SO3 5NF.
British Aerospace Aircraft Group, Kingston-Brough (Division) Hamble, SouthamptonSO3 5NF.
FPT Industries Ltd, The Airport, Portsmouth,PO3 5PE.
ditto.
Wilkinson Rubber Linatex Ltd, Stanhope Road,Camberley, Surrey.
FPT Industries Ltd, The Airport, PortsmouthPO3 5PE.
George Angus & Co Ltd, Fluid Seal Division,Coast Road, Wallsend, Northumberland.
FPT Industries Ltd, The Airport, PortsmouthPO3 5PE.
Dowty Seals Ltd, Ashchurch, Tewkesbury, Glos.GLO20 8JS.George Angus & Co Ltd, Fluid Seals Division,
Coast Road, Wallsend, Northumberland.
BTR Industries Ltd, Burton on Trent,Staffs.
Bestobell Seals Ltd, Bath Road, Slough, BerksSL 1 4DP.
George Angus & Co Ltd, Fluid Seals Division,Coast Road, Wallsend, Northumberland.
Dowty Seals Ltd, Ashchurch, Nr Tewkesbury,Glos. GLO20 8JS.
ditto.
ditto.
ditto.
15

APPENDIX II-continued
D.T.D. 900 AA
ApprovalNumber Manufacturer
4999
6006A Rubber Compound 2412
6018 Rubber Compound AM88
6019
6022
Rubber Compound AM78
Silicone Rubber Angus GradeSIS 75
6026 Rubber Compound AO109
6034 Rubber Compound 640
6035 Rubber compound 1109 ditto
6077
4058
4451A
4452
4493
4502A
4506
4523 Access Door Sealant PR1301
4582C Polycast Type 2
4590
Material Extent of Approval
RUBBERS AND ELASTOMERS-continued
Rubber Compound AM 0967 Moulding of parts, having good metalbonding characteristics, required tooperate between - 10°C and +200°Cand exhibit resistance to mineral basedhydraulic fluids, oils and fuels.
For moulding of parts operating between-50°C and + 190°C and to exhibitresistance to phosphate ester hydraulicfluids.
SWAM Absorber Type908/1/05954/000908/2/06209/000
SEALING MATERIALS
Bostik Sealing Compound 1752
Scotchseal Industrial Adhesive 750Cand 802
Scotchclad Fuel Resistant Coating776
Sealing CompoundsPR 1005 (Amber)PR 1005L (Red)PR 1005 BT
Sealing CompoundsPR 1221BPR 5501 (½ hour)
Sealing CompoundPR 1221 BTPR 5401 (½ hour)
Brushable Sealing Compound PR1422 Class A
For seals operating between -40°C and+80°C and having a resistance tocastor oil based hydraulic fluids.
For seals operating between -50°C and+80°C and resistant to mineral basedoils.
For fabrication of rotary seals used incontact with heavy mineral and diesterbased oils. Not suitable for use withpetroleum based fuels, light mineral oilor grease derived from them.
Moulding of parts used in air and relatedsystems; and isopropyl nitrate systemsbetween -40°C and +100°C.
Moulding of parts required to operatebetween -40°C and +80°C and toexhibit resistance to mineral basedhydraulic fluids and lubricating oils.
Moulding of parts required to operatebetween -60°C and +120°C and toexhibit resistance to mineral oils andcertain silicone based ester fluids.
The approval relates to the use of amagnetically loaded rubber sheet thatcan be used as a surface waveabsorber, and as a broad band absorberover a limited range.
For pressure sealing of cabins, cockpitsand integral tanks.
Pressure cabin sealing 750C for pressuregun or trowel application; 802 forbrushing.
Barrier coat over sealants on interior ofintegral fuel tanks.
Bostik Ltd, Ulverscroft Road, Leicester LE4 6BW.
3M (UK) Ltd, Gorseinon Road, Penllergaer,Swansea, SA2 1GD.
ditto.
Barrier coats over polysulphide sealing PRC (UK) Ltd, Portland Road, Newcastle-upon-compounds on integral fuel tanks. Tyne NE2 1BL.
Dual purpose sealants for (1) Integralfuel tanks when used in conjunctionwith sealant top coat. (2) Pressurecabin sealing (3) Sealing the edges ofpolyvinyl butyral interlayered safetyglass.
Dual purpose sealant of brushing con-sistency for (1) Pressure cabins and (2)Integral fuel tanks when used with anapproved top sealing coat.
Sealing access doors in integral tanksand other places where sealants may bebroken.
Two part cold setting sealing andcaulking compound for fillet sealingalong overlapped external butt skinjoints and other crevices.
Brushing-type polysulphide sealant forintegral tanks and pressure cabins foruse at temperatures up to 145°C;sealing of root end covers of Scout andWasp wooden tail-rotor blades.
16
ditto.
Dowty Seals Ltd, Ashchurch, Nr. Tewkesbury,Glos. GLO20 8JS.
ditto.
ditto.
George Angus Co Ltd, Fluid Seals Division,Coast Road, Wallsend, Northumberland.
Dowty Seals Ltd, Ashchurch, Nr Tewkesbury,Glos. GLO20 8JS.
ditto.
Plessey Materials, Wood Burcote, Towcester,Northants NN12 7JN.
ditto.
ditto.
ditto.
Alfred Jeffrey & Co Ltd, Hall End Works, ChurchLane, West Bromwich, West MidlandsB17 1BN.
PRC (UK) Ltd. Portland Road, Newcastle-upon-Tyne NE 2 1BL.

APPENDIX II-continued
D.T.D. 900 AA
ApprovalNumber
4611
4625 Sealing Compound PR 1201Q
4626 Sealing Compound PR 720 ditto
4686 Bostik Sealing Compound No 2102Parts 1 and 2
4690
4694A
Boscoprene Sealing CompoundsNo 2114 FilletingNo 2115 Brushing
Silastic 9161 RTV Rubber.
4720A Silcoset 100
4721A47784868A
4900A Sealing Compound PR 1431T
4927
4954A
6021
6051
6075
60766092A
4042A Aquadag
4867 Emergency Markings Beta-lights
Material Extent of Approval Manufacturer
SEALING MATERIALS-continued
Sealing Compound 1431 Type 1and 2
Silcoset 101Silcoset 105Sealing Compound PR 1422Class B
Scotchseal Industrial Adhesive 801(Class BZ non-crazing)Silane Primer 9281 for polysul-
phide sealants
Sealing Compound PR 1425
Sealing Compounds 2230 and2232 with primer M662
Silicone Adhesive/SealantRTV106, Primers SS4004and SS4044
Silicone Adhesive Sealant RTV159Polysulphide Sealant PR1750
Classes A B and C
THREAD COMPOUNDS
MISCELLANEOUS
A faying surface polysulphide sealant,for integral tanks and pressure cabinsfor use up to 145°C (of two degrees ofopen time and cure).
For sealing and potting electricalequipment.
For sealing and potting electrical equip-ment where a lower viscosity than PR1201 Q (DTD900/4625) is required.
For glazing laminated windscreenswhere a non-flowing material isrequired.For sealing fuel tank and pressure
cabins.
Encapsulation and/or sealing electricalcomponents.
Potting and encapsulation of electricaland electronic equipment. Caulkingand sealing of aircraft. Fabrication ofsilicone parts where DTD 818 was notapplicable.
ditto.ditto.
Quick repair sealant for integral fueltanks, fuel cell cavities, and pressurecabins.
Thixotropic compound for sealingvertical faying surfaces of integral fueltanks pressure cabins and for use asgeneral assembly jointing compound.
Integral fuel tanks and pressure cabinsealant.
Primer system used with two-part coldcuring sealants for use in fuel tanks andpressure cabins.For sealing aircraft windows, pressur-
ised cabins and integral fuel tanks.The approval relates to the use as asealant for integral fuel tanks or firewalls.The approval relates to the use as a firewall sealant within the temperaturesrange -60°C to +200°C.
ditto.For a two-part sealant curing by
addition of an acceleration, notdependent on solvent evaporation,cured sealant has good resistance topetroleum based oils and fuels. Can beused between -53°C and 182°C.
For thread lubrication on low-pressure Acheson Colloids Co, PO Box 12, Prince Rock,aircraft oxygen systems. Plymouth, Devon PL4 0SP.
Completely sealed self-luminous sourcederived from a phosphor activated byTritium gas for emergency signs inaircraft.
PRC (UK) Ltd, Portland Road, Newcastle-upon-Tyne NE2 1BL.
ditto.
Bostik Ltd, Ulverscroft Road, Leicester LE4 6BW.
ditto.
ditto.
Imperial Chemical Industries Ltd, (OrganicsDivision), Stevenston, Ayrshire KA 20 3LN.
ditto.ditto.
PRC (UK) LTd, Portland Road, Newcastle-upon-Tyne NE2 1BL.
ditto.
3M (UK) Ltd, Gorseinon Road, Penllergaer,Swansea, SA4 1GD.
Bostik Ltd, Ulverscroft Road, Leicester LE4 6BW.
PRC (UK) Ltd, Portland Road, Newcastle-upon-Tyne NE2 1BL.
Bostik Ltd, Ulverscroft Road, Leicester.
Silicone Products (General Engineering Products),Silicone House, Cranfield Road, Lostock, Bolton.
ditto.PRC (UK) Ltd, Portland Road, Newcastle-upon-
Tyne NE2 1BL.
Saunders Roe Developments Ltd, Millington Road,Hayes, Middlesex UB3 4NB.
17
ApprovalNumber
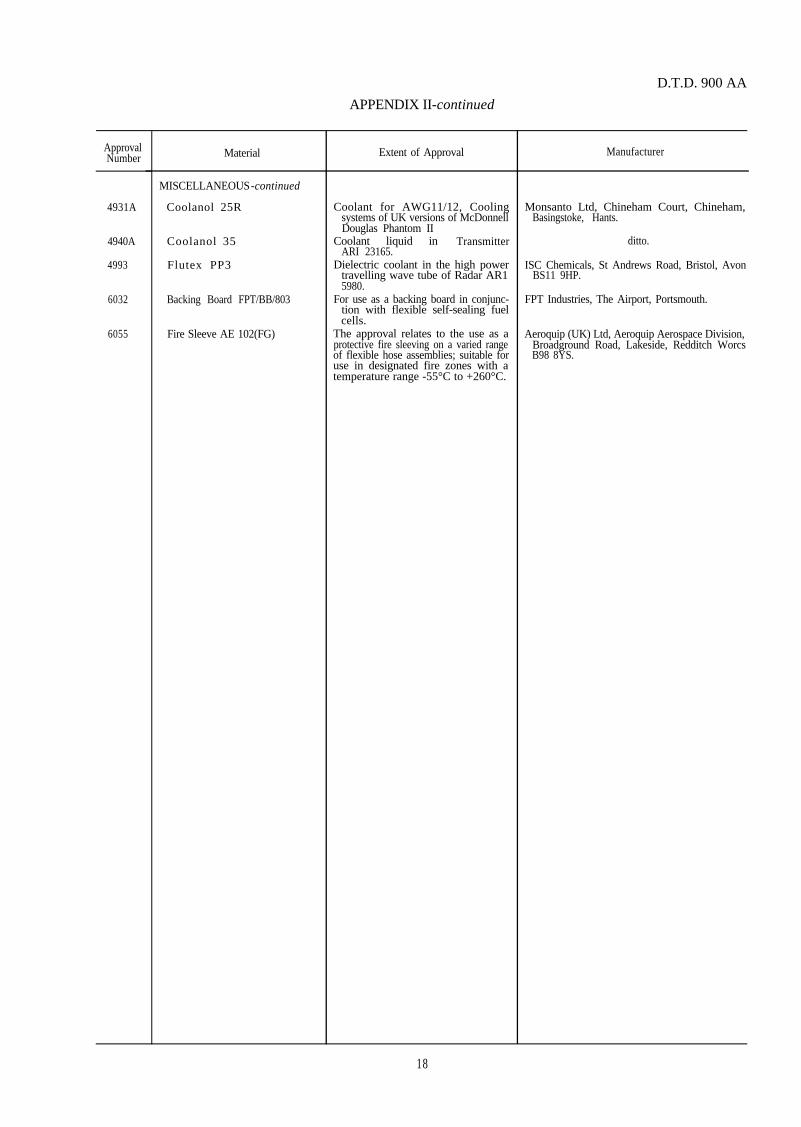
4931A
4940A
4993
6032
6055
Material
MISCELLANEOUS -continued
Coolanol 25R
Coolanol 35
Flutex PP3
Backing Board FPT/BB/803
Fire Sleeve AE 102(FG)
D.T.D. 900 AA
APPENDIX II-continued
Extent of Approval
Coolant for AWG11/12, Coolingsystems of UK versions of McDonnellDouglas Phantom II
Coolant liquid in TransmitterARI 23165.
Dielectric coolant in the high powertravelling wave tube of Radar AR15980.
For use as a backing board in conjunc-tion with flexible self-sealing fuelcells.
The approval relates to the use as aprotective fire sleeving on a varied rangeof flexible hose assemblies; suitable foruse in designated fire zones with atemperature range -55°C to +260°C.
Manufacturer
Monsanto Ltd, Chineham Court, Chineham,Basingstoke, Hants.
ditto.
ISC Chemicals, St Andrews Road, Bristol, AvonBS11 9HP.
FPT Industries, The Airport, Portsmouth.
Aeroquip (UK) Ltd, Aeroquip Aerospace Division,Broadground Road, Lakeside, Redditch WorcsB98 8YS.
18
APPENDIX III
D.T.D. 900 AA
ApprovalNumber
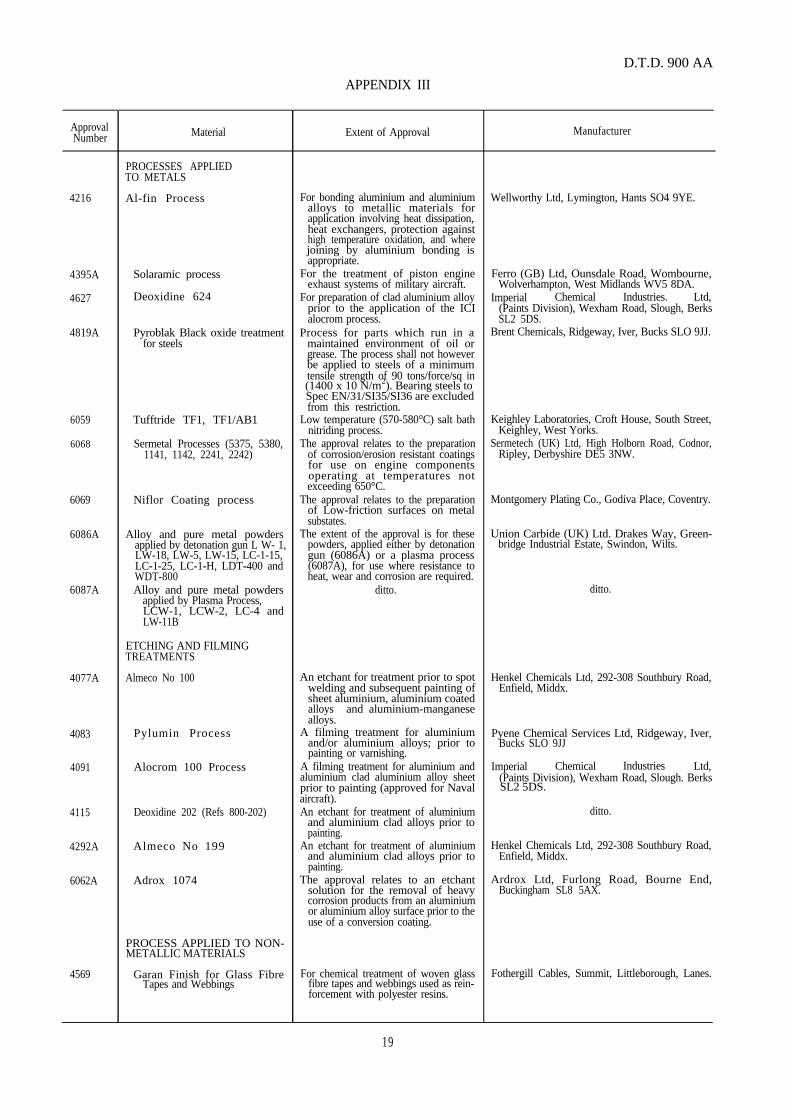
4216
4395A
4627
4819A
6059
6068
6069
6086A
6087A
4077A
4083 Pylumin Process
4091 Alocrom 100 Process
4115
4292A
Deoxidine 202 (Refs 800-202)
Almeco No 199
6062A Adrox 1074
4569
Material
PROCESSES APPLIEDTO METALS
Al-fin Process
Solaramic process
Deoxidine 624
Pyroblak Black oxide treatmentfor steels
Tufftride TF1, TF1/AB1
Sermetal Processes (5375, 5380,1141, 1142, 2241, 2242)
Niflor Coating process
Alloy and pure metal powdersapplied by detonation gun L W- 1,LW-18, LW-5, LW-15, LC-1-15,LC-1-25, LC-1-H, LDT-400 andWDT-800Alloy and pure metal powders
applied by Plasma Process,LCW-1, LCW-2, LC-4 andLW-11B
ETCHING AND FILMINGTREATMENTS
Almeco No 100
PROCESS APPLIED TO NON-METALLIC MATERIALS
Garan Finish for Glass FibreTapes and Webbings
Extent of Approval
For bonding aluminium and aluminiumalloys to metallic materials forapplication involving heat dissipation,heat exchangers, protection againsthigh temperature oxidation, and wherejoining by aluminium bonding isappropriate.
For the treatment of piston engineexhaust systems of military aircraft.
For preparation of clad aluminium alloyprior to the application of the ICIalocrom process.
Process for parts which run in amaintained environment of oil orgrease. The process shall not howeverbe applied to steels of a minimumtensile strength of 90 tons/force/sq in(1400 x 10 N/m2). Bearing steels toSpec EN/31/SI35/SI36 are excludedfrom this restriction.
Low temperature (570-580°C) salt bathnitriding process.
The approval relates to the preparationof corrosion/erosion resistant coatingsfor use on engine components
exceeding 650°C.operating at temperatures not
The approval relates to the preparationof Low-friction surfaces on metalsubstates.
The extent of the approval is for thesepowders, applied either by detonationgun (6086A) or a plasma process(6087A), for use where resistance toheat, wear and corrosion are required.
ditto.
An etchant for treatment prior to spotwelding and subsequent painting ofsheet aluminium, aluminium coatedalloys and aluminium-manganesealloys.
A filming treatment for aluminiumand/or aluminium alloys; prior topainting or varnishing.
A filming treatment for aluminium andaluminium clad aluminium alloy sheetprior to painting (approved for Navalaircraft).An etchant for treatment of aluminium
and aluminium clad alloys prior topainting.
An etchant for treatment of aluminiumand aluminium clad alloys prior topainting.
The approval relates to an etchantsolution for the removal of heavycorrosion products from an aluminiumor aluminium alloy surface prior to theuse of a conversion coating.
For chemical treatment of woven glassfibre tapes and webbings used as rein-forcement with polyester resins.
Manufacturer
Wellworthy Ltd, Lymington, Hants SO4 9YE.
Ferro (GB) Ltd, Ounsdale Road, Wombourne,Wolverhampton, West Midlands WV5 8DA.
Imperial Chemical Industries. Ltd,(Paints Division), Wexham Road, Slough, BerksSL2 5DS.
Brent Chemicals, Ridgeway, Iver, Bucks SLO 9JJ.
Keighley Laboratories, Croft House, South Street,Keighley, West Yorks.
Sermetech (UK) Ltd, High Holborn Road, Codnor,Ripley, Derbyshire DE5 3NW.
Montgomery Plating Co., Godiva Place, Coventry.
Union Carbide (UK) Ltd. Drakes Way, Green-bridge Industrial Estate, Swindon, Wilts.
ditto.
Henkel Chemicals Ltd, 292-308 Southbury Road,Enfield, Middx.
Pyene Chemical Services Ltd, Ridgeway, Iver,Bucks SLO 9JJ
Imperial Chemical Industries Ltd,(Paints Division), Wexham Road, Slough. BerksSL2 5DS.
ditto.
Henkel Chemicals Ltd, 292-308 Southbury Road,Enfield, Middx.
Ardrox Ltd, Furlong Road, Bourne End,Buckingham SL8 5AX.
Fothergill Cables, Summit, Littleborough, Lanes.
19
D.T.D. 900 AA
APPENDIX IV
Approval No.
Material and/or Process Page
4018A Silver Brazing Alloy Grade MX-18 . 4033 Glacier Standard Wrapped Bushes 4042A Aquadag 4045 Pop Rivet Filler Ryland 23 13 : : : 4051 Perspex Protective Lacquer F962-5005 . 4058 Bostik Sealing Compounds 1752 4069 Synthetic Rubber Sheet Hycatrol4/26, 4140 4077A Almecv No 100 4079A Cellon Heat-Resisting Paint E3678136L : 4081C Lockheed No 22 Fluid . . . 4083 Pylumin Process 4088A Durameg Enveloping Varnish : : : 4091 Alocrom 100 Process 4093A AerobcMetal Protection ‘Vat&h 1 : 4102A Non-Inflammable Flexible Lacquer . . 4115 Deoxidine 202 (Refs 800-802) 4123A Rockfast non-inflammable Dope RD’1417’ 4124A High Temperature resisting Paint No 2845 4134B Plastic Hermetite Compound (Heavy, medium and hgltt
grades) 4142 Tensol Cement’ No 3 : : : : : : 4165A Dulux Red Anti-traking Varnish, Air Drying
F338-2026 (spraying), F338-3510 . 4179 Prestik and Prestikol sealing compounds 5602 and
5603 .
10 7
13
4181 Hycatrol Sheet’HP/257/2d, HPi257130, HP/257/40 : 4195 Linatex . 4216 Al-Fin Process : : : : : : : 4241A Hycatrol Mouldings HEV/4 . . . . . 4243 Gaco SE 85 Synthetic Rubber . . . . . 4254A Bostik Primer 9252 . 4258A Jov Wadpol Polish Type HR : : : : : 4272A Ferrobestos LA37 4273 Oilite Superload Grade A’ : : : : : 4274 Oilite Superload Grade B . 4275 Oilkite Superload Grade C . 4292A Almeco No 199 . . 4301A Celloseel 4315 P561 Synthetic’Rubbcr
. .
43 19A Rubber Compounds 0015 ‘and 0017 : : : : 4322 ‘Tico’ Adhesive 4344 High Temperature ’ Jointing Compound Silkolenk
:s 15
fZ
;: 13
: 3 3
19
;: 15 7
Grade 762 . 4348 Boscoprene cement No 2iOO Parts 1 ‘and 2 4362 Redux 120 Adhesive 4365 Araldite MY753/Hardener 951’ : : 4386A Atclone Fhtid . 4387B Flexible Hertnetite i326B’ : : : 4395A Solaramic Process . 4397AAerowebTypdOand~I : : : 4399. Prodor-Glas System . . . . 4433A Telcon Cu-Be 250 . . .
---‘#~B,Jl~,l~~~H~Hardening Adhesive . . . ” 4438AJove Wadpol Polish Type K2 . . . 4449B Durameg Varnish AS 5305 4451A Scotchseal Industrial Adhesive 75OC’and 802 4452 Scotchclad Fuel Resistant Coating 776 4454B Holfos, BOHT Bronze . . . 4455C Dalfratex Batt . 4483 Scotchgrip Industrial Adhesive ‘847 : : 4485 Paint System, Matt Black, Spraying . 4488A Jointing Compound JC 5A 4493 Sealing Compounds PR 1005’ (Amber), PR 1005L
(Red1 PR 1005 BT . . . . .
II
1: 9
:i 10 13
1:
ii 16 16
1;
1’: 11
:t
f: 13 3
:8 3
:A 11 13 10 7
ttJ 3
4502A Sealing Compounds PR 1221B, PR 5501 (% hour) 4503D Defratex Silica‘Clotbs 4506 Scaling Compound PR 1221 BT, Pd 54Oi (M hour) : 4515A Lacquer for Rubber. . . . . . . 4518A Bou& Brook Porous Bronze 4523 Access Door Sealant PR 1301 : : : : : 4527DDalfratex Silica Yarn and Cloth . . . . 4535A Savbit No 1 Soft Solder . . . . . . 4544D Super Twistele’Joint 4548 PR Void Fiing and anti-chafing compound : : 4549A Celloseel QH . 4554A Silicone Varnish MS 997: : : : : : 4562D Dalfratex Silica Tape 4564 Evostik ,JmpactAdhesive 528 : : : : : 4566 Araldite AV12UHardener HY951 4569 Garan Finish for Glass Fibre Tapes and Webbings : 4575A Glacier DU (Bearings) (Standard Product) . .
Approval No.
Material and/or Process Page
4576 Glacier DX Product 4577C Dalfratex Silica Sleeving . . . . . 4578 LM 1OA Silver-Tin Solder. 4579 Araidite PZ985IHZ985 System: : : : 4582C Polycast Type 2 4586B Hylomar Universal Jointing Compound SQ32 : 4590 Bmshable Sealing Compound PR 1422 Class A 4603 Silver Brazing Alloy MN2 . . . . .4606B m iI;; w; 1431 Type i and’Type 2 :
4625 Sealing Compound PR 12bl Q: : : : 4626 Sealing Compound PR 720 . 4627 Devxidrine624 . . . . . . 4630A Rocol MX-33 . . . . . . 4639 Dag Dispersion 580 4645A Non-Hardening Jointing Compound JC6 : : 4646B Stoving Enamel FSE 66 and Accelerator AC. 1 4647 Molydag 709 . . . . . . 4648AMolyVJandBond444 . . 4650A Antifret Primer LR 8123 . . 4655EStelliteAlloy NoSFl . . . . . 4656B Stellite SF60 .
3 10 3
10 16 11 16 3 4
4660C Scuff-resistant finish’ VA i2 RD 10 FR : : : 4663A Scotchcal Brand, Fluorescent Film 3484, Series and
3960. Scotchcal Edee. sealer . . :
17 4
17 17 19 12 12 11 13
ii 13
: 13
b 12 4669 Moly Paul polypaste %I (Air). .
4677A Emralon 810 . 4679A Bostik 2401, Bostiktk D’and Bostikure 9252 : 4684 Frin Fretting Corrosion Inhibitor 4686 Bostik Sealine Comoound No 2102-j Parts 1 and 2 4690 Boscoprene &aling’ Compounds No 2114 Filleting
No.2115 Brushing 4694A Silastic 9161 RTV Rubber : : : 4698 Scotchmitt Vinyl Adhesive 1099 . 4703A Avro Aluminium Honeycomb 4705A Tensol No 70 . . 4712A Wimet Grade W . 4713 Araldite SY105 Hardener HY953F System: 4717 Glacier Standard DQ . 4720A Silcoset 100 . . . . 4721A Silcoset 101 4732A Stellite Alloy No 1 Rod and &stings : 4733A Stellite Alloy No 6 Rod and Castings . 4734A Stellite Alloy No12 Rod and Castings . 4735A Stellite Alloy No 3 Castings . . 4742B Chemical Resistant Stoppers:
(a) F581-2016 . . . . . F581-2017
4749A Baker 26K Iridium Drawn Wire : : 4752A Moly Paul Moly- OTC-Bond . 4754 Moly Paul Silicone Paste 500 (Air) : :
.. 4756BStellite SF6 ._ . . .., . . ;. ., ,-r,“.., .,./ /... 4757B Stellite SF12 . 4762A Clear Lacquer TVZ-119 and Activator TVZ-12i 4764E Aeroweb Aluminium Alloy Honeycombe Core Types
NS3, 3003, 5052, 5056 4766A Zinc Chromate Pigmented Silicone Grease LR4871 : 4769A Silver Brazing Alloy Grade LX13 . 4770A Silver-bearing, soft solder Grade ST400 : : : 4771A Silver Brazing Alloy Grade MX-18 plus (Melt-Esi Plus) 4773A Silver-bearing, soft solder Grade SXZ 500 . 4775A Silver-bearing, soft solder Grade SLT 200 4778 Silcoset 105 . 4782AStellite Grade 4 Casting Alloy : : : : : 4784A Stellite SF20 . 4785 Stellite Grade F Hard-facing Rod : : : : 4787 Chemical Resistant Clear Lacquer F292-4 Activator
F273-5077, Thinners 850-805 4788 ‘Sprabond Wire’-NS . . . ’ .: : : 4789 Meteo Powder 16C . . . . . 479519 Colmonoy No 4 . . . . . 4796 Colmonoy No 5 . . . . . . . 4797 Colmonoy No 6 48OlB Metcolov I-NS Wire : : : : . . 4802BEssoAndok260 . . . . . . . 4805 Hidurax Special 4811 Deva Metal Sintered’ Beahng Material Ref BH iI6 : 4812 Deva Metal Sintered Bearing Material Ref BH 118 . 4813 Deva Metal Sintered Beating Material Ref BH 1110 4814 Deva Metal Sintered Bearing Material Ref BL l/8 .
12
% 17
17 17 7 4
:
: 17 17
:
:
;8 4
:: 5. 5
13
1’:
:
20

APPENDIX IV-continued
D.T.D. 900 AA
Approval No.
Material and/or Process Page
4815 4816
Deva Metal Sintered Bearing Material Ref BL 1110 Deva Metal Sintered Bearing Material Ref BL 1/14A.
4819A Pyroblak Black Oxide treatment for steels . 4824A Stellite Grade X4O (Castings and Forgings) 4825 Deva Metal Sintered Bearing Material Ref B l/ti : 4827 Deva Metal Sintered Bearing Material Ref B l/8 . 4829 Deva Metal Sintered Bearing Material Ref B l/7 . 4849A Matthey 3 Chromium-Copper Alloy : 4854 Deva Metal Sintered Bearing Material Ref FH i/8 : 4865 Meteo Nickel-Clad Alumhrium Powder.404 . . 4867 Emergency Markings Beta-lights 4868A Scaling Compound PR 1422 Class 8’ : : : 4869A Alloy 625 . 4870B Heat resistine l&xv scheme for Ennines ichromatedj 4872A Mobilex 47 s s -.. . . ‘: : . 4873A Gaco Grade SE70 4875A Bristol Armour, Grades BA PL 105,’ BA PL 95 4877A Hellerine M 4aalDskydrol5ooB : : : : : : 4883 Rubber Compound 24-870 4888A Silver, Cadmium Oxide Grade ‘GD 25 : 4890A Silver, Cadmium Oxide Grade GD 10 . 4891A Silver Graphite Grade GC 10 . . . 4892A Silver Nickel Grade GNl . . . . 4897A Rubber Compound CG4/B 4899 Ardrox 2601 (Application Cleaners) : : 4900A Sealing Compound PR 1431T . 49O2A Fiberslip B30 Laminate . . 49O3A Fiberslip B4O Laminate. . . . . 49O4A Striplene 300 . 4907 Kilfrost ABC De-icing Compound : : 4909 Nebar, Standard Grade . . . . 4910A Beacon 4330 Grease . . . . 4911 Nebar, HP Grade . . . 4913AAero Shell Fluid 2XN 4914A Rocol GG 17866 Grease ’
. . .
49 18A Polurethane Walkway Finishing Paint FE5OW 4919B Epoxy Primer (lead-free) . . 4923 Gaco SV75
3 4
19
d
t 4 4 5
::: 5
:: 15 14 12 10 15
z
: 15 9
17
9
; 11
i: 12
t: 13 15
4925B Paint, Primer &oxide Strontium Chromate, Stoving Ref 588AlO66 and Thinners 485/0165 .
4927 Scotchseal Industrial Adhesive 801 (Class BZ non: crazing
4929A Havstillite All& 52 : : : : : : : 4931A Co&no1 25R .- 4933A Fiberslip B6O Laminate : : : : : : 4939A Kilfrost W WFIMODZ . . . . . . 4940A Coolanol35 4943A High Heat Resisting Stokng Enamel Aluminium PL
101 E3746RZ 4948A Metco Nickel-Alu&ium Wire ‘405~NS (Flame
Spraying) 4949A Metco Nickel~Alu&ium Powder ‘450&S (Flame . . spmyiiigJ . . . 4950A Metco ISC-NS Powder (Flame’Soravine) : : : 4951A Metco 12F-NS Powder (Flame Spra$t~j 4953B Triplex Ten-Twenty Glass 4954 Silane Primer 9281 for polysulphide’sealams : : 4958 Deva Metal Sintered Bearing Material Ref BL 4/6 . 4959A Dry Film Lubricant PL94 (Formula E3699) 4961 Self Adhesive Emblems and Markings, Scotch&l
Film No 4690 with Edge Sealer . 4962A Adhesive SlOO5 system . . . 4964A Fiberslip B70 Laminate . . . . 4966B Hydrotype 1842B 4%7 Protective Lacquer &T/N27 : : : : : 4%8A Paint Remover Heavy Duty, Hot Bath Ardrox 26HT. 4969 Self Adhesive Emblems and Markings, Scotchcal
Film No 3650 with Edge Sealer . . . . 4970 Durasint Grade S73. 4971 Mastinex Jointing Compound AF5/34A (5982N3010): 4972 Rocol MV -4 . 4973 Araldite SV4O9 and Polyamide’140 : : : : 4974A Araldite MY750 Hardener HT 972 . 4976 Rain Erosion System F231-949/F21O-747 with Primer
F2924(GRP) and F580-2OlO/F580-2OO9 (Metals) . 4979 Rubber Material IM 1452 . . . . . 4980 RocolGreaseMX-44 . . . . . . 4981A Aviation oil S835O . 4982 Nebar, Jointing Material LRC 631 : : : : 4986B Bristol Armour Grade 86F . .
13
17 5
la
d la
14
5 _-
: 6
10 17 4
12
f
1: 14 9
t
t:
711:
:i 12 12
t:
Approval No.
Material and/or Process Page
4987 Unitlon R Bearing Liner . 4988 Rubber Material 1694 4989 Rubber Material 1590/l : 4990 Rocol MHT Grease. .
4 15 15 12 la
ii
1: 7
14 11 16
4993 Flutec PP3 4998 Rubber Compound AM 8Ol2 4999 Rubber Comoound AM 0967 6000A Paint Remover Ardrox 29 and Seal 29 . . . 6002 Heat-resisting ES Coating PL 205 . 6OO3B Thread Locking sealants Nos 222, 242, 638 : : 6OO4B Flomat Polyester/Glass Mat 6005 Fibreglass, Aircraft Insulation : : : : :
6006 Rubber Compound 1333 . ’ 6OOSD Permabond 100 Series, Adhesives’ and Associated
6009 6011 6013 6014 6015 6016 6017 6018 6019 6021 6022 6023 6024
Activators . . . . . . . Alloy 625R X-140 Bearing’Material : : : : : : Paint Remover Dasic D23 and D23V . Polytherm UG . X-170 Bearing Material : : : : : : Triplex Ten-Twenty Glass Process for the toughening of s’bnctural gia.ss : : Rubber Compound AM88. . . . . Rubber Compound AM78. . . . . . Sealing Compound PR 1425 Silicone Rubber Angus Grade SIS 75 : : : Protective Lacquer (Parts A and B) FPTIBC113 Fibredux 914 Resin Impregnated Gratil XA-S Carbon
Fibre Sheet and tape . . . Polyester Resin RP13 . . . Rubber Compound A 0109 Glass Fibre Insulation Batting : : Polypenco Acetal Rod . .
6O30A Dalfratex Silica Rooe . . . 6031 6032 6033 6034 6035 6036 6037 6038 6039
iE
z:
% 6048
Rubber Compound 640 : : : Rubber Compound 1109 . . Hardener XD716 . . . Plessey PlO Foam . Flexible Polyurethane paint (PU 66) ’ Filmed Glass Fibre Insulation . . Araldite 2001 Adhesive System. Araldite 2002 Adhesive System. . Araldite 2003 Adhesive System. . Araldite 2004 Adhesive System. . Araldite 2005 Adhesive System. . Araldite 2007 Adhesive System. Ferobestos LFlO, LF103, LF1037 : . . ^. 6050 Dynactyltc sheet
605 1 -6O52A
Sealing Compounds 2230 ‘and 2232 with prhner’M662 A~rah-lite LY 1927 GB ‘and Hii&-IIY 1929‘GB. .
Araldite AVlOO/H\j 100 system Backing Board FPTIBB1803 Tensol No 12
6053 Paint Systems Elastomeric Polyurethane (two-part) . 6054 Wellseal RS 2965 Non-Flammable Engine Jointing
Compound ...TI. . -. 6055 Fire Sleeve AE 102 (FG). . . . 6056 Chemglaze 6057 Arma G-213 (Formula 213180)‘Grease : : : 6059 Surface Treatment of Ferrous Parts-using the Tuff-
tride TFl, TFllABl Process. . . . 6O6OA Loctite 648 and Activator TCA. . . . 6061 Epikote 815 Resin . . . . . . . 6O62A Ardrox 1074 6064 Paint Scheme, ‘Erosion Resistant Co&inn iERCj two:
6065
6067
iE 6070
6071
6072
6073 6074
pack Gloss,. Semi-Matt or Matt - . Anti-seize compound for use on components ‘in air
turbines Paint Finishing, Flexible, Defence’ equipment IRR
Near-Matt, two-pack, NATO Green Sermetel Process (5375, 5380, 1141.2241,2242) : Niflor Coating Process . . . . . Glasscloth Reinforced, Polymethyl-methacrylate Resin
Laminate Polyethelene Terephtbalate ‘Fabric Reinforced, ’ Poly:
methyl-methacrylate Resin Laminate . . . Transparent Polyurethane Film Tape, Scotch Tapes
Nos 8561, 8591 . . . . . PL 239 (Formula 3862 x 9010) Dry Film Lubricant. E32 Stntctural Epoxy Adhesive (two-part) . . .
7 5 4 9
14 4
f8 16 16 17 16 14
14 14 16
t : 11
1;: 7
f :: 7
14
:t
:
: 7 a
lb ;; -
14
11
:: 12
19 a
:;
14
12
:i 19
15
15
a 12 a
21

D.T.D. 900 AA
APPENDIX IV-cmtinued
Approval Material and/or Process Page Approval Material and/or Process Page - -No. No.
6075
6076 6077 6079 6080 6081
SiliiTz Sealant RTV 106, Primers Ss4004
Silicone Adhesive S&ant’RTV’ 159 : : : : SWAM, Type 908/1/06209/ooO . . . . Rocol Fomblin YR Fluid . Row1 Fomblin OK?0 Grease : 1 : : : Rocol Fomblin RT15 Grease . . . . .
6082 El1 Epoxy Adhesive ~4084 Smtered Ceramic Materials, Sit& Hylut&a 1 1
6086A Alloy and Pure Metal Powders, applied by De&a- tion Gun LW-1, LW-lB, LW-5. LW-15, LC-I-llm K;-$ LC-l-25, LC-1-H. LDT-400 and
6087A Alloy ,,kd Pure Metal Powders, applied’ by Plasma
6088 Pmce&LCN-1, LCN-2, LN-2: LtX and LW-11B
EO 4 Toughened Epoxide Adhestve (two-part) . 6092A Polysulphide Sealant PR 1750 Classes A, B and C : 6093 ESP 110, Epoxy Adhesive, Single Part . 6095 Chemlok 236A Bonding Agent and Chemlok 205
Primer. . . . . . . . .
17 17
f4 12 12
6097 LoctiteActivatorsNandTCA. . . . . 6098 Raychem Adhesive S1125 . . . . . : 6100 Hoybide Tungsten Carbides . . . . . 6101 Plansee Tungsten Carbides 6102A Permabond Flexon 241 with Initiator No I : :
t 8
6103 6104
a 6105 10 6106
6107
Assigned-not agreed at time ofprint . . . Assigned-not agreed at time of print Stag PolymersDoubleBond Putty and Cream : : F~Stq&lm 2ooo. - Stag Polytirers &l ‘Sealants Casting Compound RS
18
2958 Parts A and B FasCal 6200 Fluorescent Vinyl’Film: : : :
12
FasCal 900 Vinyl Marking Film . . . . ;
I ‘Assigned-not agreed at time of print ’ ’ ’ ‘-
19
19 a
17 a
6108 6109 6110 6111 6112 6113
a

HMSOBOOKS
© Crown copyright 1989First published 1989
HMSO publications are available from:
HMSO Publications Centre(Mail and telephone orders only)PO Box 276, London, SW8 5DT
Telephone orders 01-873 9090General enquiries 01-873 0011
(queuing system in operation for both numbers)
HMSO Bookshops49 High Holborn, London, WC1V 6HB 01-873 0011 (Counter service only)
258 Broad Street, Birmingham, B1 2HE 021-643 3740Southey House, 33 Wine Street, Bristol, BS1 2BQ (0272) 264306
9-21 Princess Street, Manchester, M60 8AS 061-834 720180 Chichester Street, Belfast, BT1 4JY (0232) 238451
71 Lothian Road, Edinburgh, EH3 9AZ 031-228 4181
HMSO’s Accredited Agents(see Yellow Pages)
and through good booksellers
£2.80 net
ISBN 0 11 772621 4
Related Documents










