& PHARMA BUSINESS NIGERIA SECURITY SECURITY SECURITY C o l a l e v g o e R H s e e a v i l t t h u c c a e r x e E VOLUME 8 Are Prescription Drug Prices High? The Strategic Anchors For Drug Security The Impact Investment Gandhian Economics Of Capital Efficiency WHO Pre-qualification - made in Nigeria for the world MINFLOW NAFDAC Activities - key to ensuring drug security in nigeria DRUG

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

& PHARMA
BUSINESS
NIGERIA
SECURITYSECURITYSECURITY
Co la lev go eR
H se ea vil tth uc ca er xe E
VOLUME 8 Are Prescription Drug Prices High?
The Strategic Anchors For Drug Security
The Impact Investment
Gandhian Economics Of Capital Efficiency
WHO Pre-qualification
- made in Nigeria for the world MINFLOW
NAFDAC Activities- key to ensuring drug security in nigeria
DRUG
ROVA
Final

PROMOTING THE QUALITY OF MEDICINES
Factory Address:



: THE STRATEGIC ANCHORS FOR DRUG SECURITY
4848C o n t e n t s
38 42
Healthcare Management Review Vol 8/Page 9
22 34The Strategic
Anchors For
Drug Security
Nafdac Activities
Key To Ensuring Drug Security In Nigeria
Playing
on the
Global Space
BLUE OCEAN philosophy
STRATEGIC IQInnovation. Marketing. Leadership
A transformational experience for result-focused
Pharmaceutical Products, Sales, and Business
Development Managers.
Master Class
Co la lev go eR
H se ea vilt th uc ca er xe E
R o v a C o l l e g e
of Healthcare ExecutivesE x e c u t i v e E d u c a t i o n
Lagos:- 7th - 9th Sept., 2015, Nigeria Pharma Manufacturers Expo 2015.
Abuja: 9th - 14th November, 2015, 88th Annual National Conference, of PSN
96
106
Healthcare Management Review Vol 8/Page 11
66 92
C o n t e n t s
Are
Prescription
Drug Prices
High?
112
Bank of Industry
The Health Sector: Challenges
& Opportunities
The Capital
Market 98
Gandhian
Economics Of
Capital Efficiency
129120Reverse
Pharmacology
Hands On The Present Eyes On The Future


CREDITS PMG-MAN
Pharmaceutical Society of NigeriaNAFDAC
PharmAccess May & Baker
Standards Organization of NigeriaBank of Industries
CHI Pharmaceuticals Swipha
Ecologistics WHO fact sheet No.278
UNIDO Project: Pharma Sector Profile, Nigeria.M. Mazumba - Performance of Pharma Companies in India
Pharm. David AdonriC.K Prahaled & R.A Mashelka
SENIOR EDITORSGodwin OdemijieMoji Makanjuola
INTERNATIONAL AFFAIRS BUREAU CHIEFVicky Akai Dare
DIRECTOR - EDITORIAL OFFICENkechi D. Abolo
MARKETING MANAGERZubby Onwumere
STAFF GRAPHIC DESIGNERKenneth Ameh
SCRIPT EDITORS
Therie EssienEdidiong Bassey Inyang
RCHE FACULTY ADVISORS
EDITOR IN CHIEFEmmanuel C. Abolo
www.facebook.com/hmrecopy
Prof. Rowland Ndoma-EgbaProf. Femi AdebanjoProf. Okey MbonuDr. Ibrahim Wada
Dr. Emmanuel C. Abolo Jnr.Dr. A Dutse
Dr. Kabiru MustaphaBarr. Charles OkeiMr. Fidel Anyanna
Mst. Chinedu Iroegbulam

S U P P O R T G R O U P S
Thefollowingorganizationhas
demonstratedtheircommitmentto
DrugSecurity&PharmaBusiness
inNigeria.
PMG MANPharmaceutical Manufactures Group of Manufacturers Ass. of Nig. (PMG-MAN)
NA
TIO
NA
LH
EALTH INSURANC
ES
CH
EM
E
CHANCES OF A
BETTER FUTURE
t is an undisputable fact thatmedicines and vaccines are very critical in theIprovision of healthcare in any nation because they provide credibility to the
healthsystem.Withoutthem,theeffortsofmostoftheotherinterventionsinthe
healthcaredeliverysystemareundermined.Withoutdoubtandfromexperienceof
theEbolaviruscrisis,self suf�iciency inmedicinesandvaccines isnowanational
securityconcern.
A critical intervention is urgently required to increase pharmaceutical
manufacturing in West Africa with Nigeria as the hub to provide 70% of the
requirementforlocalmedicines.TheFederalGovernmentofNigeriahasdirected
that in-country production capacitymust increase to 70%. It has amended and
addedtotheessentialdruglistamongstotherpolicyinterventions.Further,NAFDAC
havebeenempoweredtoleadanddrivetheprocessbyits�ightagainstfakedrugs
andsupportforaccreditationofWHO-cGMPofNigerianPharmaceuticalIndustries.
In recent years, the Nigerian Pharmaceutical Industry has demonstrated the
capacitytoproducesafe,ef�icacious,andqualitymedicines. ThePharmaIndustry
have taken proactive steps and has invested over N70b towards International
certi�icationsandfacilitiesupgradein5years.WiththesupportofNAFDAC,UNIDO,
andWHO, four companies haveWHO-cGMP certi�icatewith sevenmore in the
pipeline. There has been a slight shift in the R&D emphasis from imitative to
innovativeR&Dandanincreasedcompetenceinadvanceprocessengineering.
Despite these huge investments, the country still import essential medicines
contrarytotheNationalDrugPolicyandcapacityutilizationisbelow50%.
Healthcare Management Review Vol 8/Page 16
Consideringthehighriskofimport-dependency,thereisneedtoconsolidate
thegainsofthelast10yearsbyre-examming andre-enforcingallaspectsof
governmentpolicies,�inancinginterventions,incentives,andsustainsupport
forinternationalcerti�ication(WHO-cGMP)andfacilitiesupgrade.Togivethe
local entrepreneur a competitive edge, we should focus on protection,
adherencetoprocurementpolicies,delayinpayments,packagingofSMEsand
theroleofcapitalmarketinventurecapital.Thereisneedtoadaptproduct
developmenttorecentoperatingenvironmentwithcompetenciesinresource
optimizationandencourageBlueOceanPhilosophyforthosetryingtogeta
stepaheadofthecompetitionthroughvalueinnovation.
One importantcomponentofa functioninghealthsystem isanappropriate
medicinemanagementcycleandgooddistributionpracticewhichwillensure
uninterrupted supply of essential medicines. Group distribution should be
encouragedtoensureoptimizationofresources.
Critical to the success of Drug Security is the recognition that the
pharmaceuticalmanufacturingsysteminvolvesabroadarrayofplayersand
that strengthening the different component requires a broad range of
expertise. Consequently, the need for collaboration between parties is of
paramountimportance.Inviewofthis,buildingaconsortiumofpartnersis
recommended.
Together,wehavetomidwifethebirthofanewPharmaceuticalIndustry.
Emmanuel C. Abolo
Editor-in-Chief
Healthcare Management Review Vol 8/Page 17


espite government efforts to promoteDdomestic manufacturing, Nigeria
remains heavily rel iant on imported
pharmaceuticals. TherevisedNationalDrug
Policy(NDP),setatargetfor70%(involume)
ofthecountry's'demandformedicinestobe
met by local drug manufacturers by 2008.
Consequently, government policies were
designed to support local production of
essential medicines in accordance with the
NDP.
The pharmaceutical manufacturing sector
hasexperiencedasteadyannualgrowthof10
–15percentsince2001(IFC).Furthermore,
�ive local drug manufacturers have WHO-
cGMP and many more are upgrading their
fac i l i t i es to comply wi th WHO pre-
quali�icationandWHO-cGMPrequirements.
Thiswillenablethecompaniespromotethe
medicinesmanufacturedlocallyinNigeriato
ECOWAScountriesandbeyond. Inaddition,
once pre-quali�ied, localmanufacturerswill
be able to participate in International
procurementtenderscalledbyInternational
developmentpartners. Consequently,the70
percenttargetsetbytheNationalDrugPolicy
shouldbeachievedby2020.
According to a survey by UNIDO, capacity
utilization within the sector in Nigeria is
about 40 per cent, meaning that there is a
largevolumeofunderutilizedmanufacturing
capacitywhich couldbe applied toproduce
newproductsupondemand.
70%70%
Healthcare Management Review Vol 8/Page 19


OPPORTUNITIES FOR LOCAL PHARMACEUTICAL
PRODUCTION TO ACHIEVE 70% (VOLUME) OF
NIGERIAN MARKET.
- Thestrongdemandandtheneedforimproved
management of infectious disease especially,
HIV/AIDs,Malaria,TB,andNeglectedchildhood
disease.
- Increasedresearchanddevelopmenteffortsat
the National Institute for Pharmaceutical
Research and Development (NIPRD) and
NationalUniversitiescanleadtotheemergence
of new therapeutic agents, nutraceuticals and
phytomedicines from Nigeria's abundant
indigenous biodiversity and traditional
medicines.
- PositiveEconomicgrowth in recentyearsand
macroeconomicstabilityarehelpingtoreduce
povertyandincreasepurchasingpower.
- The increasing visible and active National
AgencyforFoodandDrugAdministrationand
Control (NAFDAC) and, in particular, its
campaignagainstsubstandardhealthproducts
have shown a positive impact on reducing
counterfeitdrugstrade.
- Government Policy aiming to achieve local
productionof70percentofessentialmedicines.
- Governmentbanonimportsofsomeessential
medicinesforwhichthereisadequatedomestic
capacityandtechnicalskills.
- EstablishmentoftheNationalHealthInsurance
Scheme(NHIS)toprovideuniversalhealthcare
coverage, by 2015 will provide funds for the
requiredessentialmedicines.
- The local pharmaceutical industry has a
comparative advantage in providing remedies
forneglectedtropicaldiseases(NTD).
The following milestones when reached, will have a very
positive impact on the pharmaceutical business in Nigeria,
over the next 10 years.
- Improved distribution of medicines.
- Advances in Biotechnology.
- The Harmonization of medicine registration within
ECOWAS.
- WHO certification and prequalification of more
Nigerian pharmaceutical manufacturers.
- Development of pharmaceutical raw materials using
indigenous basic raw materials.
- New phytomedicines developed by NIPRD and
Universities registered by NAFDAC and licensed to
local pharmaceutical companies for commercial
production and global marketing.
The NDP aims at reaching 70 percent local production in drug along with
other goals including the establishment of an effective drug procurement
system, developing an efficient drug distribution system, the
harmonization of drug legislation with ECOWAS sub region and the
commitment to the national use of medicines at all levels of health care.
Healthcare Management Review Vol 8/Page 21
1. The Pharmaceutical Industry be designated a Strategic Sector and Essential Medicines designated Security Items in Nigeria which should be backed by preferential policies.
2. In view of this Special Status, Pharmaceutical Products and inputs be permitted to access foreign exchange from the Retail Dutch Auction System (RDAS) window to prevent prices of medicines spiralling out of the reach of our people.
3. Ministries, Departments and Agencies to patronize local manufacturers in compliance with Presidential Directives, while the Domestic Preference Policy of the Public Procurement Act 2007 be fully implemented and prompt payments effected.
Credit: PMG-MAN
Healthcare Management Review Vol 8/Page 22

THE STRATEGIC
ANCHORS FOR
DRUG SECURITY 4. There is need to encourage investment in the pharmaceutical sector
through the implementation of extant incentives such as Grants, Pioneer Status, Tax Holidays and affordable funding from Developmental Banks.
5. There is need for Special Incentives for Research and Development in the Pharmaceutical Sector as well as Special Tariff Waivers & Concessions for specialized machinery and equipment for quality improvements and upgrades such as Air Handling Units, Clean Room Items and speciality chemicals for flooring.
6. There is an urgent need to protect the Nigerian Pharmaceutical Industry within the implementation of the ECOWAS Common External Tariff (CET) through appropriate levies on products that local Industry produce in sufficient quantities and are therefore placed on Import Prohibition List in Nigeria.
Healthcare Management Review Vol 8/Page 23
Providingadequatehealthcaretotheir
popu l a t i on rema in s a ma jo r
challenge forgovernments inAfricaand
Nigeriainparticular. Unsatisfactoryand
inadequateaccesstoessentialdrugsand
other healthcare commodities is a key
limitationthatimpactsonpeople'shealth
inmost developing and least developed
countries (LDCs). The increased funds
now available for the procurement of
medicines to treat the three pandemics
(HIV/AIDS, Malaria, and Tuberculosis)
areveryvaluabledevelopmentandhave
reduced the suffering and extended the
livesofmillionsofpeople indeveloping
regions.
However, reliance on donor funds is
clearly not sustainable in the long term
and there are many more diseases for
wh i ch pha rmaceu t i c a l s a re key
treatments and which access to quality
medicinesismuchlessadvanced.
Inresponsetotheseconsiderations,local
production of essential drugs is an
important component of a long term
solution to provision of adequate
healthcare in developing countries like
Nigeria.
Adequateaccesstodrugsisdependenton
both theaffordability andqualityof the
products. Unaffordable low quality
products are not the answer either.
Therefore,anindustrythatproduceshigh
qualitydrugsatcompetitivepricesmust
be the target when developing local
manufacturer of pharmaceuticals in
Nigeria.
The pharmaceutical sector is a complex
one, involving many different stake
ho l d e r s s u ch a s manu fa c t u re r s
themselves , Nat iona l regulators ,
governmentministries,wholesalers and
others. Developingtheindustryrequire
concerted actions across these stake
holders to create the environment in
which that industry can �lourish and
realize its full potential as an asset to
economic and social development. An
exampleoftheroleofstakeholderscanbe
seen with regards to the scourge of
counterfeit drugs, which cause huge
health problems and also represent a
threat to legitimate manufacturers who
effectively have to compete with these
substandardproducts.
GOVERNMENT SHOULD
PROVIDE THE ENVIRONMENT
Healthcare Management Review Vol 8/Page 24

UNIDO SUPPORT
Since 2006, UNIDO, with funding from the
Government of Germany, has been
conducting a project on strengthening the
local production of essential generic drugs
in developed countries including Nigeria.
The objective is to help the pharmaceutical
sectors in developing countries realize
their potential role of acting as a pillar of
public health and contributing to the
economic and social development.
Adequate access to drugs is dependent on both
the affordability and quality of the products.
Unaffordable low quality products are not the
answer either. Therefore, an industry that
produces high quality drugs at competitive
prices must be the target when developing local
manufacturer of pharmaceuticals in Nigeria.
“It is important to manufacture
generic medicines in closer proximity
to where they are actually needed.”
Inthefaceofthesituation,andactionsby,
for example, regulators to reduce the
penetrationofthesecounterfeitproducts
would,aswellasbeingimportantfroma
healthperspective,alsobene�itthelocal
pharmaceuticalindustry.
Furthermore, quality requires upgraded
skills and equipment, so how can high
qualitybeproducedataffordableprices?
Th i s cha l l enge requ i res var ious
governmentministriestoworktogether
to establish the support to the industry
thatwillenableef�icientlocalcompanies
toinvestinhighqualityproduction.
However,thosecompaniesthatdoinvest
in upgrading will need some form of
protection from those that wish to
produce products at a lower standard.
Consequently, the establishment and
enforcement of quality standard by
regulatorsisacriticalelementinsolving
theconundrum.
so how can high quality be produced at affordable prices?
Healthcare Management Review Vol 8/Page 25

uringthelastdecade,promotingsustainableDaccess to quality and affordablemedicines
and integrating local production as part of the
overall health system strengthening packaging
has been of signi�icant concern to Nigeria and
Africa in general. A viable pharmaceutical
industry inNigeriashallnotonly impactonthe
Nigeriahealthsystemanditscapacitytoprovide
medical products of priority to diseases of
HIV/Aids, Malaria, TB, and Neglected tropical
disease but will also contribute to the overall
socioeconomicdevelopmentofthesubregion.
The public sector will bene�it from improved
securityofsupplyandrobustregulatoryoversight
(feasibleduetoproximityofproduction)aswell
as providing a bas is f rom which novel
formulationsandnewproductscanbedeveloped
to tackle speci�ic diseases and treatment
challengesthatarepeculiartothenation.Asthe
global�inancedeepens,thesectorwillprovidethe
basis for sustainable treatment programs as
contributionsthatdonorsmakeplateausoreven
beginstodiminish. Thesectorcanalsomakea
contribution to economic growth through
enhanced exports, and reduced reliance on
importsonwhichwehavelimitedregulatoryover
sight.
For this reason, the Federal Government of Nigeria
have to be committed to enhancing one of the set th
targets of the 8 millennium development goals, to
increase the proportion of the population with
access to affordable essential drugs on a
sustainable basis. There is need to galvanize the
necessary political will and provide “Leadership” to
the broad range of processes required for
strengthening the ability to produce high quality
and essential medicines, to improve health
outcomes.
IndevelopingcountriessuchasIndiaandChina,
where there are �lourishing pharmaceutical
sectors,theindustryisreputedtobene�itfroma
numberofpolicymeasuresincludingprotection
through tariff regimes and procurement
preferences as well as direct support such as
interest subsidies, export credit, cheap utilities,
workingcredits,andtaxholidays. Consequently
imports to our country have often been
subsidizedthroughsigni�icantsupportfromtheir
respectivegovernments.
WhiletheFederalGovernmenthaveidentifiedthe
importance o f s t rengthen ing the loca l
manufacturing sector, there is often policy
incoherenceacrossgovernmentministries. This
creates an overall environment that is not
c onduc ive t o t h e deve l opmen t o f ou r
pharmaceuticalindustry.
Furthermore, there is the need to improve the
quality of products to which our people are
exposedacrosstheEssentialMedicineList(EML).
The impact of substandard production will be
mitigatedthroughensuringthatcriticalproducts
that would have ser ious publ i c hea l th
consequences should they be of unsatisfactory
quality are only manufactured by those of our
companies that have reached certain requisite
standard.
To improve the effectiveness of our resource
constrained regulators to oversee the supply of
products, the government should encourage
production of high quality drugs in situ. The
quality standards to which pharmaceutical
manufacturers adhere, vary signi�icantly. We
have examples of companies that have reached
WHO- cGMP, some are in the processes, while
many more will like to have the International
standard, theyhavenotbeenable toaccess the
detailed technical know-how or investment
neededtoprogresstowardsthismark.
Increase the proportion of the population with access to
affordable essential drugs on a sustainable basis
Healthcare Management Review Vol 8/Page 26

However,thereareentitiesthatarehappywith
NAFDACcerti�icationandwillcontinuewiththe
currentstatus.
Theindustrydoesfaceseriouschallengesifitis
to achieve and maintain the quality that is
required. These challenges include limited
access to �inance, limited availability of skilled
human resources, inability to access detailed
know-how necessary to implement an up
gradingprogramordesignnewplant,signi�icant
costsinvolvedintheproperdevelopmentofnew
p roduc t s , t h e a fo remen t i oned po l i c y
incoherence, and under developed supporting
industry.
The quality of pharmaceutical is a function of
many dimensions. Following production, the
regulationplaysakeyroleinensuringthatthe
product reaches the patient in appropriate
c ond i t i on t h rough ove r s i gh t o f g ood
distributions and whole selling practice. A
furtherpostproductionfunctionoftheregulator
is overseeing the market through pharmaco-
vigillance activities and the establishment of
adverseeventreportingmechanisms.
This is required to identify instances of sub
standardproducts reaching themarket so that
product recalls can be rapidly enacted and
counterfeit products identi�ied and removed
fromthemarket.
In addition to the challenges faced by the
industry,thereisunderutilizedopportunitiesto
assist and promote the development of
pharmaceuticalmanufacturersinNigeriaandfor
it to contribute to improved public health
outcomes. For example, the Trade Related
Aspectsof IntellectualPropertyRights (TRIPS)
�lexibilitieshavebeenunderutilized.
Key to the sustainability of manufacturing in
Nigeriaisthedegreetowhichourmanufacturers
can compete with imports. As pointed out,
remedyingthepolicyincoherencewillgosome
waytoimprovingcompetitivenessandachieving
ef�icientproductionbyusingmodernproduction
managementtechniquesthathasthecapacityto
increasecapacityutilizationofplants.
Critical to the success of drug security is the
re cogn i t i on t h a t t h e pha rmaceu t i c a l
manufacturingsysteminvolvesabroadarrayof
players and that strengthening the different
componentsrequiresabroadrangeofexpertise.
Consequently, the need for collaboration
between different parties is of paramount
importance. Inthisview,buildingaconsortium
ofpartiesisrecommended.
The quality of pharmaceutical is a function of many dimensions. Following
production, the regulation plays a key role in ensuring that the product
reaches the patient in appropriate condition through oversight of good
distributions and whole selling practice. A further post production function
of the regulator is overseeing the market through pharmacovigillance
activities and the establishment of adverse event reporting mechanisms.
Healthcare Management Review Vol 8/Page 27
InterviewOkey Akpa, Managing Director/Chief
Execu�ve Officer, SKG Pharma Ltd, who is
also the Chairman, Pharmaceu�cal
M a n u f a c t u r e r s G r o u p o f t h e
Manufacturers Associa�on of Nigeria
(PMG-MAN), in this interview with SADE
OGUNTOLA, said “it is unhealthy for
Nigeria to con�nue to import drugs, saying
it either produces its drugs locally or die.”
Nigeria is an emerging hub for pharmaceutical
market expansion in Africa, how does PGM-
MAN intend to tap into this?
Nigeria has the poten�al to be the hub for
pharmaceu�cal manufacture in Africa. PMG-
MAN's objec�ve is to translate this poten�al to
reality. Given Nigeria's human resources, the
level of development of the industry and the size
of our market, there is no other market that
qualifies to be a hub in Africa aside Nigeria.
Nonetheless, this is very much a poten�al that
Nigerian pharmaceu�cal industries are yet to
fully realise despite its capability.
Why the opinion that Nigeria is yet to fully realise
that potential?
It is a poten�al because more can s�ll be done by
the pharmaceu�cal industries from what we are
looking at right now. For instance, a lot of
products that we have the poten�al to
manufacture are s�ll being imported into the
country. Importa�on is allowed because Nigeria
is a signatory to the world's free trade treaty.
Is it not cheaper to make drugs than to import
them?
It should not be narrowed down to whether it is
cheaper to import drugs than to manufacture
them locally. If we take it from the angle of what
the country should be doing vis-a-vis the supply
of drugs, it is the desire of PMG-MAN and every
Nigerian that drugs must be seen as not any other
commodity. Drugs are very cri�cal and strategic
elements because of their importance in health
care provision. Even if the doctor diagnoses the
problem using available tests and equipment and
the required drugs are not available, everything
comes to a stop.
A healthy country is a wealthy country in the
sense that individuals' produc�vity is assured.
Government must see drugs as a cri�cal item;
Okey Akpa
Healthcare Management Review Vol 8/Page 29

pharmaceu�cal manufacturing must be
accorded a priority posi�on. In according it a
priority posi�on, it should not be allowed to go
into what can be called a free commercial
environment. That is PMG-MAN's desire.PMG-
MAN is saying that drugs are qualified to be what
you can call security items. In a situa�on of war or
crisis, if you are dependent on importa�on, when
there is a faceoff with the country that is
supplying you, all it needs to do is to cut off the
medicine supply. No popula�on will survive
w i t h o u t a n a d e q u a t e s u p p l y o f d r u g
requirements.
A typical example is the last Ebola fever
incidence. When Nigeria asked America for
Zmapp, the drug that showed a poten�al to be
effec�ve against Ebola virus, it did not get any.
Imagine what would have happened if Nigeria did
not tackle the Ebola virus the way it did? That is a
clear test that if you are depending on another
country for drugs, you are taking a risk especially
when you have a popula�on of over 160million
people.
The way PMG-MAN looks at it is that local
pharmaceu�cal manufacturing must be
accorded a priority status by government and,
following that, it must be protected. There must
be the right incen�ves to make its opera�on
a�rac�ve and sustainable to fulfil the role of
providing medicines for Nigerians.
The incen�ves could come by way of necessary
tax rebates for those who are qualified and
patronage of locally made pharmaceu�cal
products by government agenc ies and
programmes. All these need to be backed by
having the necessary poli�cal will to discourage
the influx of what you can adequately produce
locally.
A common complaint is funding for industrial
growth. Is the pharmaceutical industry tapping
into government's provision of loans for
industrial growth?
The Bank of Industry is doing a lot, but more can
s�ll be done. For example, the Bank of the
industry does not give working capital. It only
supports the development of infrastructure, but
some�mes that is not enough.
Currently, we have no issues with the Bank of
Industry's modus operandi, but we are asking
government that more needs to be done to
support the industry.
For instance, if you are in manufacturing, you
cannot successfully run on short term loans
which presently are the dominant packages of
loans that are available. Commercial banks
should be encouraged by government to make
money available to local drug manufacturers
under terms and condi�ons that are conducive.
Pharmaceutical manufacturing must be accorded a priority position. In according it a priority
position, it should not be allowed to go into what can be called a free commercial environment.
That is PMG-MAN's desire.PMG-MAN is saying that drugs are qualified to be what you can call
security items. In a situation of war or crisis, if you are dependent on importation, when there is a
faceoff with the country that is supplying you, all it needs to do is to cut off the medicine supply.
No population will survive without an adequate supply of drug requirements.
Healthcare Management Review Vol 8/Page 30

How close is Nigeria to the quest of medicine
sufficiency from the perspective of PMG-MAN?
We have the poten�al to be self-sufficient in
essen�al medicines in Nigeria. The core objec�ve
of the Na�onal Drug Policy of Nigeria is that 70
per cent of essen�al medicines consumed in
Nigeria should be manufactured in Nigeria.
However, what I call poten�al reality gap, I would
not say that we have realised that.
The pharmaceu�cal manufacturing is a cri�cal
segment of our na�onal life; it is much more
beyond business. One of the cardinal points for
me is provision of health care. So, if we fail in
ensuring adequate health for our popula�on, it is
a major failure for me.
What does the falling price of crude oil in the
world market portend for Nigerians considering
the cost of drugs?
It portends danger to the health system since we
con�nue to depend on imported drugs. An
economy that is heavily dependent on crude oil
faces jeopardy of not being able to earn enough
to support importa�on. That is why a country of
the size of Nigeria has no op�on but to produce
locally. I will actually say produce or die. There is
no alterna�ve to local manufacturing of drugs if
we want to be a healthy, viable and prosperous
country.
What is the way forward for PGM-MAN? What
are its resolutions for the year?
We are op�mis�c that despite the signs of an
economically difficult year and the usual
disrup�on or distrac�ons that follows any
elec�on year, we are op�mis�c that we are going
to have a good year.
PMG-MAN is con�nuously focusing on the
cardinal pillar of manufacturing, which is making
sure that we deliver quality medicines to
Nigerians at affordable prices. In focusing on
con�nual improvements, members are inves�ng
a lot on upgrading produc�on facili�es and
manpower. Already four companies under the
PMG-MAN are WHO-prequalified and more are
to join. PMG-MAN is ready to play its role as a
partner in Nigeria's healthcare provision and
industrial development. We are only asking that
government also play its role.
The 2014 Access to Medicine Index assessment
is based on measurements of pharmaceutical
policies and practices that improve access to
medicine. What is SKG pharm. doing in
providing this access?
SKG pharm's posi�on in providing access is a very
clear and a strong one; our mission statement is
to exceed our customer's expecta�ons in
everything we do. Definitely, customer's
DRUGS ARE
SECURITY ITEMS
Healthcare Management Review Vol 8/Page 31

The pharmaceutical manufacturing is a critical segment of our
national life; it is much more beyond business. One of the cardinal
points for me is provision of health care. So, if we fail in ensuring
adequate health for our population, it is a major failure for me.
expecta�ons cannot be discussed outside access.
For SKG pharm, access is important. We
recognise what is called disease profile and the
therapeu�c areas to play in our environment.
For us, paediatric medicine is key because of the
emphasis we place on children. We do not stop at
manufacturing ethical products; we are also into
well being products such as supplements. So ,SKG
pharm covers a whole spectrum.
To increase access for us, cost is cri�cal. So, we try
to make our products of good quality while
factoring in affordability, which for us is a key
parameter in improving access to medicine.
The other issue has to do with distribu�on. Is the
drug going to be available when, where and in the
configura�on that people needs it? SKG pharm
has a na�onal opera�on which covers the whole
country to guarantees that our products are
available to the medical prac��oners, health
prac��oners and approved outlets.
Are there programmes launched or that is to be
launched to address specific diseases in Nigeria?
As a pharmaceu�cal company, we operate
business models which are to tackle areas that
are of benefits to our environment while at the
same �me fulfils our business objec�ves. That is
why we cover quite a wide spectrum of
therapeu�c areas.
Is there any therapeutic area you are working on
as part of your corporate social responsibility?
Diabetes is an issue that worries us. In last two
years, SKG-pharm started to focus on the disease
and is launching a full spectrum of war against
diabetes. Aside launching two products in that
category, the war against diabetes will span from
educa�on to awareness. Already our spectrum of
SKG medical detailing team is presently
campaigning on diabetes.
In partnership with a number of government
hospitals, we are sponsoring lectures and
awareness campaigns on diabetes.
Diabetes is a major area which we feel that
Nigerians should pay a�en�on. We are focusing
on it, not just as a business but also as a service to
the society and that is why we are spending
money and sponsoring seminars to create
awareness of the disease.
Healthcare Management Review Vol 8/Page 32


NAFDAC ACTIVITIES
DRUG SECURITY IN NIGERIA KEY TO ENSURING
NAFDAC is massively supporting local pharmaceutical
production of medicines by building appropriate capacity to
produce drugs locally that meet international standards and
reduce dependence on imports. By this strategy, the Agency is
pushing for pharmaceutical intervention funds in concert with
the Bank of Industry (BOI) in addition to supporting local
companies to attain WHO pre-qualification. Already four of the
companies, Swipha Nigeria, Evans, May & Baker, and CHI
Pharmaceuticals have attained the WHO-cGMP status
preparation to pre-qualification of their products.
Healthcare Management Review Vol 8/Page 34
Dr. Paul Orhil Director General NAFDAC
The recent International accreditation of two major laboratories of the National
Agency for Food and Drug Administration and Control (NAFDAC) has boosted the
country's chances of helping some pharmaceutical companies produce World Health
Organization (WHO) pre-qualified products.Healthcare Management Review Vol 8
/Page 55

NAFDAC Mycotoxin Laboratory has been
accredited by the American Association of
Laboratory Accreditation (AALA) with
ISO17025. Similarly, the Food Laboratory
and HPLC have equally been accredited by
same organization. The Central Drug
Laboratory, Yaba also received ISO/IEC
17025:2005 accreditat ion , the � i rst
government laboratory, to receive such
internationalrecognitioninNigeria.
Theaccreditationprojectwassponsoredby
United Nations industrial development
Organization (UNIDO) and the American
AssociationofLaboratoryAccreditationand
with the launch of these laboratories ,
NAFDAC has adapted a multifaceted and
holistic approach in the �ight against fake
drugsandisalsoworkingtirelesslytoensure
that more Niger ian Pharmaceut ica l
companiesattainWHO-cGmp.
USEOFCUTTING-EDGETECHNOLOGIES.
NAFDAC is currently spearheading global
effortsintheuseofcuttingedgetechnologies
to�ightcounterfeitdrugsandotherregulated
products.Theseinclude;
· Truscan: Ahandhelddeviceusedforon-the-
spot detection of counterfeit medicines.
NAFDACisthe�irstregulatoryauthoritytouse
this device with huge success. It gained her
globalacclaim.
· Black Eye (InfraRed):Benchtopequipment
developed in Israel, which uses Infra Red
technologytodetectcounterfeitmedicines.
Itscreensvariousdrugsamplesatthesame
time.
· Radio Frequency Identification System
(RFID): This is used for veri�ication of
regulated products and other sensitive
documents.
· Mobile Authentication Service (MAS): This
uses Short Messaging Service (SMS). This
technology has put the power of detecting
counterfeit products in the hands of over
120million Nigerian cell phone users,
thereby enrolling them in the �ight against
counterfeiting. Again, Nigeria is the �irst
countrytodeploythistechnology.
SMALLBUSINESSSUPPORT
In its efforts to promote genuine Nigerian
businesses involved in the food/drug
industry, NAFDAC set up a Small Business
Support Unit. The unit's mandate includes
liaisingwithsmallbusinesseswhichwantto
register their companies with NAFDAC so
that they will understand the Agency's
procedures and processes. NAFDAC has
madeiteasierforsmallbusinessownersto
registertheirproductswithinthecon�inesof
their of � ices through electronic (E)
registration. Through E-registration,
NAFDAC has reduced the number of hours
and days small business owners spend in
reg i s te r ing and ob ta in ing NAFDAC
certi�icates.
INTERNATIONAL ACCREDITATION OF NAFDAC'S
LABORATORY BOOSTS WHO PRE-QUALIFICATION DRIVE.
Healthcare Management Review Vol 8/Page 36
W.H.ORecommendedCombination
R

CHI Pharmaceuticals Limited has given
commitment to facilitating widespread availability
of optimal, affordable and high-quality life saving
treatment for child diarrhea in Nigeria and
promoting Zinc Sulphate tablet along with low
osmolality ORS.
Playing on the Global Space
Dr. Steve OnyaCEO CHI Pharmaceutical Healthcare Management Review Vol 8
/Page 38

he issue of WHO pre-quali�ication hasTbeen a major challenge of Nigerian
pharmaceutical industries and is of great
concerntotheFederalGovernmentofNigeria
becausemoneyandresourcesarebeinglostby
governmentfornon–WHOpre-quali�icationof
our local pharmaceutical manufacturing
companies.
In response to the Federal Government of
Nigeria’scallforincreasedlocalcapacityinthe
manufacture of essential medicines and the
questtoplayintheglobalspace.In2008CHI
Pharmaceuticals Limited, responded by
building a modern WHO-cGMP complaints
pharmaceutical plant, occupying a space of
over 5000 square meters which commenced
productionattheendofyear2012.Thisplant
hasan installedcapacityof1.5billion tablets,
850millionencapsulationanddrypowder120
millionsachetsannually.
ThisCHIplantisWHO-cGMPcerti�iedandisin
the process of product quali�ication of Zinc
SulphatefromWHOwhichwillgivethemthe
specialadvantageofbeing in theWHOlistof
suppliersandbeabletobidforandsupply
WHO and UN sponsored drug programs in
N i g e r i a a n d e n t i r e A f r i c a . C H I
PharmaceuticalsLimitedisthe�irstinAfrica
andsecondgloballytopresentZincSulphate
tablets to WHO for pre-quali � ication
certi�ication. This company is also the �irst
company globally to carry out palatability
clinical studies (acceptability) for Zinc
Sulphate dispersible tablets for use in
management of child hood acute diarrhea.
This has been fully acknowledged byWHO,
USPandotherinternationalpharmaauditors.
The company is holding scienti�ic of�ice in
Nigeria for Bayer Sheering Healthcare, Eli-
Lilly, Merck Sharpe Dome (MSD), Sano�i
Aventis, Jansen Cilag, and Sevier. They are
currentlyseekingexpansionintoWestCoast
ofAfricabythewayofsettingupbusinessesin
theothercountriesinthesubregion.
CHI Pharmaceuticals Limited has given
commitment to facilitating widespread
availability of optimal, affordable and high-
qualitylifesavingtreatmentforchilddiarrhea
inNigeriaandpromotingZincSulphatetablet
alongwithlowosmolalityORS.
Healthcare Management Review Vol 8/Page 39


BLUE OCEAN philosophy
Pharm. Olakunle EkundayoGroup Managing Director/CEO
Drugfield Pharmaceuticals Ltd
Healthcare Management Review Vol 8/Page 42
“We pride ourselves in always looking for opportunities in
drug availability in healthcare where there are gaps and
needs to be filled. We have always tried to make products
available in areas where there is scarcity. This Blue Ocean
thinking has been our philosophy all along. Therefore when
we read in the newspapers that the United States
Pharmacopoeia (USP) was asking Nigerian companies to
express interest in producing Chlorhexidine, Digluconate
7.1% Gel, we quickly jumped at it.”
Healthcare Management Review Vol 8/Page 43

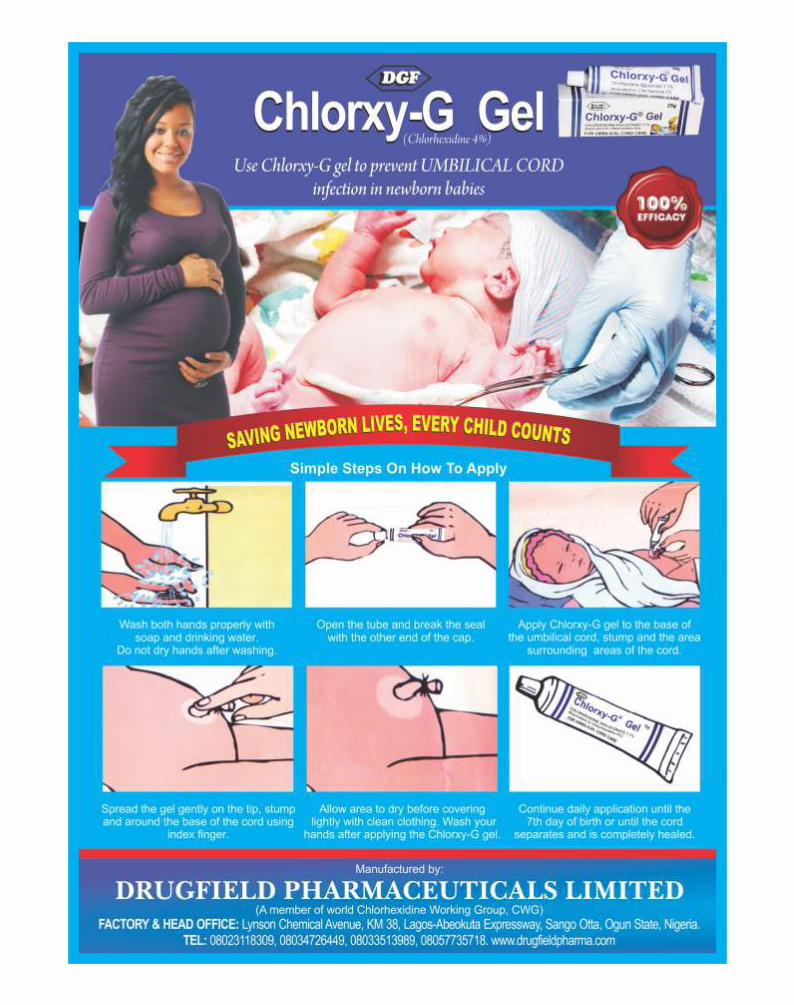
CHLORXY-G (Chlorhexidine) Gel
HOW WE DID IT.
In 2014, Drugfield was celebrated for introducing Chlorxy-G
(Chlorhexidine Gel) an innovative low cost product for prevention of
umbilical cord infections in newborn and a drug said to be quite
invaluable in Nigeria's quest to reduce infant mortality.
Before this product which has now helped to save the lives of several
newborn babies was introduced, Nigeria was the number one in Africa
with cases of umbilical cord infection and number four in the world.
We did it for a number of reasons.
One, as at that time, we had four
products in gel form in our portfolio which
we manufactured locally. So we have a lot
of experience in the manufacture of gel.
The second reason is that since the product
was a United Nations (UN) commodity, we
thought “why not give it a shot to show how
exper ienced we are to the global
community?” The third reason is that we
knew that the product could launch us into
the international market and contribute to
maternal and child healthcare in a way that
could be positively effective.
One thing which we never imagined was
that, as simple as the product is, it could put
us in the limelight. By the time the USP
visited Nigeria to look at the companies that
had shown interest, we already had the
packaging materials made. We were
already waiting to clear the raw materials at
the airport. They were pleasantly surprised
that we moved so rapidly. It helped us in a
lot of ways.
We already had TSHIP (Targeted State
High Impact Project's) support. TSHIP is an
NGO financed by the United States Agency
Healthcare Management Review Vol 8/Page 44

for International Development (USAID) and a
few other world bodies working with
Chlorhexidine Gel imported from Nepal in a
few states in the North. They were using it in
Sokoto and Bauchi states in umbilical cord
care. The product was imported from Nepal
which was then the only country in the world
producing it.
We then became a kind of partners to USP and
T S H I P. U S P w a s p r o v i d i n g g o o d
manufacturing practice (GMP) coverage,
looking at what we had on ground, and the
necessary improvement we needed to make
because the product is an international one.
Before they came for their second visit, the
product samples were ready and we sent one
to their office in Washington DC. USP was
happy and TSHIP was also very happy.
Subsequently there was to be a world meeting
of the different partners who were involved in
Chlorhexidine development in May 2014 and
TSHIP said we should come to be part of the
meeting. They got Bill and Melinda Gate
Foundation to co-finance the trip with us and
we took the product along and introduced it at
that meeting, Drugfield Pharmaceuticals was
admitted into the world Chlorhexidine working
group.
We then became the second country in the
world and number one in Africa to produce
Chlorhexidine Gel for umbilical cord care. We
were getting calls from all over the world. Calls
were coming from many of the NGOs and
foundations. Many of them visited us. The
usage of the gel also received a boost in
Nigeria, with states signing on to usage. We
have sent samples to a few other countries like
Kenya, Mali and Haiti based on the request
they made to us.
The Interest of Chlorhexidine Gel, attracted
the visit of Dr. Ado Yoba- a Ghanaian who
works for USAID. After the tour of the Drugfield
facility, he said he would talk to the Ghanaian
government that Nigeria have the capacity to
supply Chlorhexidine Gel for use in Ghana. He
also said if the development of the product had
taken place in Ghana, he was very sure that
the government would have banned the use of
methylated spirit and all manners of life
threatening materials for the treatment of
umbilical cord in newborns, and legislate that
only Chlorhexidine Gel should be used in all
hospital delivery rooms across the country. He
wondered why Nigerian government had not
done that.
Extracts of an interview granted to Pharmanews by the Group Managing Director/CEO of Drugfield Pharmaceuticals Ltd revealed the Blue Ocean Philosophy of their organization.
Healthcare Management Review Vol 8/Page 45

A United Nations global medicines quality
assurance programme managed by WHO
Aim: Increase the availability of quality assured medicines and
building national capacity in technical assistance for
sustainable manufacturing of quality medicines.
WHO pre-quali�ication of medicines is a
service provided by WHO to assess the
quality, safety and ef�icacy of medicinal
products.Originally,in2001,thefocuswas
on medicines for treating HIV/AIDS,
TuberculosisandMalaria.In2006,thiswas
extendedtocovermedicinesandproducts
forreproductivehealthandagainin2008,to
coverpre-quali�icationofZinc,formanaging
acute diarrhoea in children. At the end of
2012, the WHO List of Pre-quali�ied
Medic ina l Products conta ined 316
medicinesforprioritydiseases.
WHOPRE-QUALIFICATION
PROGRAMMEFORMEDICINES
Healthcare Management Review Vol 8/Page 46

Every year, billions of US dollars worth of
medicines are purchased by international
procurement agencies for distribution in
resource-limitedcountries.Pre-quali�icationis
intendedtogivetheseagenciesthechoiceofa
wide range of quality medicines for bulk
purchase.
Inclosecooperationwithnational regulatory
agencies and partner organizations, the pre-
quali�icationprogrammeaimstomakequality
prioritymedicinesavailableforthebene�itof
those in need. This is achieved through its
evaluation and inspection activities, and by
building national capacity for sustainable
manufacturing and monitoring of quality
medicines.
KEY OUTPUT
The list of pre-quali�ied medicinal products
usedforHIV/AIDS,Malaria,Tuberculosisand
for Reproductive health produced by the
programme is used principally by United
Nations agencies including UNAIDS and
UNICEFtoguidetheirprocurementdecisions.
But, the list has become a vital tool for any
agency or organization involved in bulk
purchasing of medicines, be this at country
level,oratinternationallevel,asdemonstrated
bytheGlobalFundtoFightAIDS,Tuberculosis
andMalaria.
KEY FACTS
·Every year, billions of US dollars worth of medicines are purchased by or through
international procurement agencies – such as UNICEF, the Global Fund to Fight AIDS,
TuberculosisandMalaria,andUNITAID–fordistributioninresource-limitedcountries.
·TheWHOPrequali�icationofMedicinesProgramme(PQP)helpsensurethatmedicines
suppliedbyprocurementagenciesmeetacceptablestandardsofquality,safetyandef�icacy.
·At the end of 2012, the WHO List of Prequali�ied Medicinal Products contained 316
medicinesforprioritydiseases.
·WHO's list of prequali�ied medicinal products is used by international procurement
agenciesandincreasinglybycountriestoguidebulkpurchasingofmedicines.
·PQPalsoprequali�iesactivepharmaceuticalingredientsandqualitycontrollaboratories
Healthcare Management Review Vol 8/Page 47
In addition to evaluation and inspection
activities, PQP builds national capacity for
sustainable manufacturing and monitoring of
quality medicines, by organizing training and
hands-on experience at the country-level.
INCREASING THE AVAILABILITY OF QUALITY-
ASSURED MEDICINES
PQP bases its activities on international
pharmaceutical standards formedicines quality,
safety and ef�icacy. As well as pre-qualifying
medicines, it also pre-quali�ies pharmaceutical
qual i ty control laborator ies and act ive
pharmaceutical ingredients, and conducts
considerable advocacy for medicines of
guaranteed quality. Its long-term goal is to
increase the availability of quality-assured
medicinesbyassistingmanufacturers tocomply
withWHO standards and supporting regulatory
authoritiestoimplementthem.Itdoesnotseekto
replacenationalregulatoryauthoritiesornational
authorization systems for importation of
medicines.
CAPACITY BUILDING AND TECHNICAL
ASSISTANCE
It also offers a three-month rotational post at
WHO headquarters to national regulatory staff
from developing countries. By working closely
with senior programme assessors, incumbents
increase their technical expertise and enhance
information exchange between their regulatory
authorityandPQPontheirreturntotheirhome
country. Each of these activities promotes
communication between stakeholders on
pharmaceuticalissuesrelatingtoquality.
Additionally, PQPprovides targeted technical
assistance for manufacturers and quality
controllaboratories.Assistanceisdeliveredby
specialistswhoarenotinvolvedinWHOpre-
quali�ication assessment or inspection
activities, but who can conduct audits and
training at country-level. This assistance is
aimedatresolvingspeci�ictechnicalproblems.
Healthcare Management Review Vol 8/Page 48

THE WHO PRE-QUALIFICATION OF MEDICINES PROCESS:PRE-QUALIF ICATION CONSISTS OF F IVE
COMPONENTS.
1. INVITATION
The WHO Pre-quali�ication of Medicines
Programme (PQP), other UN agencies (UNAIDS
andUNICEF)andUNITAID,issueaninvitationto
manufacturerstosubmitanexpressionofinterest
(EOI) for product evaluation. Only products
includedinanEOIareeligibleforprequali�ication.
TheinclusionofamedicineinanEOIisbasedon
oneormoreofthreecriteria:
·�It is listedontheWHOModelListofEssential
Medicines;
·�AnapplicationforitsadditiontotheModelList
hasbeensubmittedtotherelevantWHOExpert
Committee forassessment,and is likely tomeet
thecriteriaforinclusion(basedonpublichealth
need,comparativeeffectiveness,safetyandcost-
effectiveness);
·� It is recommended for use by a currentWHO
treatmentguideline.
2. DOSSIER SUBMISSION
Themanufacturerprovidesacomprehensiveset
ofdataaboutthequality,safetyandef�icacyofthe
productsubmittedforevaluation.Thisincludes:
·� Data on the purity of all ingredients used in
manufacture;
· Data on the �inished pharmaceutical product
(suchasinformationaboutstability);
·� Results of bioequivalence tests (clinical trials
conductedinhealthyvolunteers),unlesswaived.
3. ASSESSMENT
A team of assessors evaluates all the data
presented.Assessmentteams includeWHOstaff
andexpertsfromnationalregulatoryauthorities
worldwide.
4. INSPECTION
A team o f inspec tors ver i � i e s tha t the
manu f a c t u r i n g s i t e s f o r t h e � i n i s h e d
pharmaceut i ca l produc t and i t s ac t ive
pharmaceutical ingredient(s) complywithWHO
goodmanufacturingpractice.Theyalsoverifythat
anycontractresearchorganizationthatconducted
any clinical studies relating to the submitted
productcomplieswithWHOgoodclinicalpractice
andWHOgoodlaboratorypractice.
5. DECISION
If the product is found to meet the speci�ied
requirements,andtheassociatedmanufacturing
site(s)andcontractresearchorganization(s)are
compliant with WHO standards, the product is
addedto theWHO listofprequali�iedmedicinal
products.
TheWHOprequali�ication ofmedicines process
can take as little as threemonths, provided the
data presented are complete and demonstrate
thattheproductmeetsallrequiredstandards.If
dataareinsuf�icient,however,theprocesscantake
considerablylongersincethemanufacturermust
submitthenecessarydataforreassessment.
Toensurethatprequali�iedproductscontinueto
meet WHO speci�ications, PQP regularly re-
inspects manufacturing sites of prequali�ied
products.Italsoevaluatesanychanges(knownas
" va r i a t i on s " ) made t o s p e c i � i c a t i on s ,
manufacturing processes and quality control of
prequali�ied products, and conducts random
quality control tests on sampled prequali�ied
products.
Healthcare Management Review Vol 8/Page 49
ISSUES, CONCERNS, & SOLUTIONS.
“The Issue of WHO pre-qualification has been one of the major challenges of the Nigerian Local drug industries and is of great concern to government because money/resources are being lost by government for non-WHO pre-qualification of our local manufacturing companies.”
w WithoutWHOpre-quali�icationfortheNigeriandrugmanufacturingcompanies,the
companiescannotparticipateininternationaldrugsupplybiddingexercise/tender
that are sponsored by the Global Funds and other International development
arrangements.WiththecollaborativeeffortsofWHO,WAHO,NAFDACandtheLocal
drug companies under the umbrella of PMG-MAN, fourNigerian Pharmaceutical
companies-SwissPharmaNigerianLtd,ChiPharmaceuticalsNig.Ltd,EvansMedical
Plc, May & Baker Nig Plc- hasWHO GMP Certi�ication. Other companies in the
pipelineinclude;NeimethPharmaceuticals,JuhelNigLtd,AfrabchemLtd,Dailyneed
NigLtd,EmzorPharmaNigLtd,FidsonHealthcarePlcandPharmatexIndustriesLtd.
w ToobtaintheWHOpre-quali�icationiscapitalintensiveandthegovernmentisaware
ofthehugeexpenditureincurredbythelocaldrugIndustrytothetuneofabout$600
million USD in pursuance of this course. The government is considering certain
incentivessuchastaxholidaysandincreasedlevelofpatronageinordertoenablethe
localdrugindustrytorecoup.
With this International vote of con�idence, it is expected that International procurers of
essentialmedicineswillimprovethepatronageofNigerian/African-basedpharmaceutical
manufactures''formedicinesandotherUNcoordinatedprojects,includingUNcommission
onlifecommodities.WiththeWHO-cGMPstandard,Nigerianpharmaceuticalsectorisnow
playingintheglobalspaceandmatchingtowardstheenhancementofavailabilityofgood
qualitymedicinesinthehealthcaredeliverysystemofNigeria.
The world now awaits products such as Artemether-Lumefantine tablets, for Malaria,
LamividinetabletsforHIV/AIDS,Levo�laxinetabletsforTuberculosis,ZincSulphatetablets
fortreatmentofdiarrhea,Fluconazoleinjections,Cipro�loxacinetabletsandmanymorethat
aremade-in-Nigeriadrugsexpectedtobepre-quali�iedbyWHOinnodistanttime.
Credit: WHO fact sheet No278
Healthcare Management Review Vol 8/Page 50

HMR Interview with Pharm. Olumide Akintayo
(President, Pharmaceutical Society of Nigeria)
on Drug Security & Pharma Business Nigeria
· N i g e r i a d o e s n o t p r o d u c e A c t i v e
PharmaceuticalIngredients(APIs)whichare
themain componentofpharmaceuticals.All
APIs are importedand these representover
50% of the total cost of production. This
makes the �inished product expensive, even
more expensive than products from other
developedanddevelopingcountries· HighcostofdoingbusinessinNigeria
o CostofFundishigho AccesstoFundsisdif�iculto UnfavourableInterestrates
· ChaoticDrugDistributionNetworko Fragmented and chaot i c drug
distribution which has led to a
p r e p o n d e r a n c e o f f a k e a n d
adulterateddrugs,estimatedat17%-
30%ofdrugsincirculation.Thisisa
majorcauseoftreatmentfailurewhich
mayleadtodeatho Unlawful access to drugs in Nigeria
creatingincreasedrisksforendusers· Low patronage as government and private
i n s t i t u t i o n s p a t r o n i s em e d i c i n e s
manufacturedinothercountries· Landmarketbarriers–Distortionsintheland
market (including high stamp duties and
cumbersomeregulations)areahugebarrier
toestablishingmanufacturinginNigeria.
espite government efforts to promote domestic Dmanufacturing, Nigeria remains heavily reliant on
imported pharmaceuticals. What is the missing link?
It is true that Nigeria remains heavily reliant on
imported pharmaceuticals despite the revised
NationalDrugPolicy(NDP)2004whichstatesthat70
%(involume)ofNigeria'sdemandformedicineshas
to be met by local drug manufacturers by 2008.
Unsurprisingly,thistargetwasnotandisyettobemet.
Many challenges existwhich constitute themissing
link.Theseinclude:
· Capacity –Although there are dozens of
pharmaceutical companies in Nigeria, there
are not enough companies to cater for the
population.Inaddition,severaldosageforms
e.g. intravenous�luids, injections,vaccines&
other complex pharmaceuticals are not
manufactured in enough quantities (or not
manufactured at all) for the needs of the
population.· Infrastructurechallenges–Urgentattentionis
needed to createmore railways, better road
networks, ports and power-generating
capacity across Nigeria. Poor infrastructure
saps industrial productivity and leaves the
countryatahugedisadvantages
I N T E R V I E W
Healthcare Management Review Vol 8/Page 52
· Labour&Skillsbarrier–Thereisaneedto
encouragere-skillingprogramsthatwill
update the knowledge of Nigerian
workersandmakethemmoreproductive.
Is there a perception penalty in MADE-IN-NIGERIA
pharmaceuticals in Nigeria and West Africa? If so
what is the strategy to overcome it?
Yes,thereisaperceptionpenaltyinMADE-IN-
NIGERIApharmaceuticals.Toovercomethis,
thefollowingcanbedone:
Ÿ WaragainstcorruptionŸ Establishtheappropriatepolicymixthatwill
addressthecontinuingpoorperformanceand
limitedgrowthinthemanufacturingsectorŸ Develop, implement and enforce global
standardsinthehealthcareindustryingeneral
andthepharmaceuticalindustryinparticularŸ Collaboration between agencies such as
Nat iona l Agency for Food and Drug
Administration and Control (NAFDAC),
National Institute for Pharmaceutical
Research and Development (NIPRD),
Pharmaceutical Manufacturers Group of the
Manufacturers Association of Nigeria
(PMGMAN),PharmaceuticalSocietyofNigeria
(PSN), Nigerian Association of Industrial
Pharmacists(NAIP).NigeriaCustomsService,
National Primary Healthcare Development
Agency (NPHCDA), Nigerian Investment
PromotionCommission(NIPC),etc
What general issues and trends represents
opportunities for pharmaceutical manufactures in
Nigeria in order to deliver on the vision of high
quality affordable essential medicines?
Opportunities:· ThePharmaceuticalindustryisavaluable
source o f domes t i c p roduc t i on ,
accounting for a signi�icant part of the
GrossDomesticProduction(GDP)
· T h e P h a rm a c e u t i c a l i n d u s t r y
contributions to employment and job
growth· Loca l product ion enhances se l f -
suf�iciencyindrugsupply· Local production facilitates technology
transfer· Localproductionsavesforeignexchange· Localproductionstimulatesexports· Investment inmedicines relevant to the
peopleanddiseasesofournation:o Malariamedicineso An t i - re t rov i ra l med i c i ne s
(HIV/AIDS)o Intravenous�luidso HerbalMedicineso MedicinesforSicklecelldiseaseso M e d i c i n e s f o r N o n -
CommunicableDiseases
What government interventions will achieve the
greatest impact in pharmaceutical manufacturing
in Nigeria?
Ÿ ProvisionofcriticallyneededinfrastructureŸ GoodroadnetworksŸ SteadyelectricitysupplyŸ FunctionalrailsystemsŸ PortabletelecommunicationsŸ Ef�icientenergyprovisionŸ Createconduciveoperatingenvironmentsfor
entrepreneurstothriveŸ 0%dutyTariffforPharmaceuticalMachineryŸ TaxincentivesŸ Urgent implementation and enforcement of
the recently launched National Drug
Distribution Guidelines (NDDGs). This will
ultimately lead to the extinction of the drug
market and unregistered drug premises,
sanitising drug distribution and ultimately
increasinglifeexpectancyofNigeriansŸ TheGovernmentworkingwithGS1(thenon-
pro�it global organisation that designs and
implements global standards for use in the
supply chain of products and services) to
implement Barcodes for al l products
manufacturedinorimportedintoNigeria
Healthcare Management Review Vol 8/Page 53


MADE IN NIGERIA
FOR THE WORLD
M I N F L O W
Dr. Joseph Odumodu's New Song: Made-in-Nigeria
for the World (MINFLOW) is aimed at Nigerians to
upscale their games and deliver goods and services
that the world community can buy: competition is
real and the rule is universal. Only the best is good;
only the best survive. Best quality goods and
services define success and survival.
ExtractfromHMRBusinessdiscussionwithDr.JosephOdumodu
(DirectorGeneralofStandardsOrganizationofNigeria)
onhisnewfrontier:MINFLOW
Healthcare Management Review Vol 8/Page 56
Nigeria desperately needs to diversify its
economic base. This fact has been
recognisedintheNigerianIndustrialRevolution
Plan. Diversi�ication won't happen unless the
country can sell its products amid �ierce
competition involving products of other
countries that are already favourites; so
standards hold the key to Nigeria's economic
redemptionandadvancement.
Standards Organisation of Nigeria as the
NationalStandardsBodyisanessentialpartof
thenation'sTradeDevelopmentInfrastructure.
MadeinNigeriacanindeedsell,ifmadetosell.
Theproblemisnotinmade-in-Nigeria,butinthe
standards driving our productions. Nigerian
manufacturershavetobeorientedtoproducing
to the world's standards, as opposed to
producingforNigeria.Wehavetogetoutofthe
valleyofexportfailureandoutofthevalleyof
rejectionbytheglobalmarket.
SONisde�ininganewstandardizationstrategy
for Nigeria and aligning their efforts and
activities with government policies, because
Nigerianproductsandserviceshavetobegood
enoughfortheworld.
‘Made-in-NigeriafortheWorld'-MINFLOW-is
the spring board of Dr. Joseph Odumodu's
second term and is deliverable with global
standards that cut across frontiers - quality
education and research, improved standard
packagingandlabelling,evengovernancethatis
needed to deliver global standard services.
MINFLOW is going to be a checklist for
relationships that cut across frontiers. It is a
greatdreamer'schildofdestinythatisboundto
rede�ine national economic fortunes for good
becauseat theheart is thesecret to theworld
marketwhereonlythebestshowcaseandbidfor
marketshares.
Dr.JosephOdumodu
DirectorGeneralStandardsOrganizationofNigeria
standards hold the key to Nigeria's economic redemption
and advancement.
Healthcare Management Review Vol 8/Page 57

Combats anxiety, agitation episodes and psychoneurosis
Offers muscle relaxant and anti-convulsant action
Manages sleep disorder
Affords ease of combination with anti-hypertensive therapy
Encephale 1993 Sept-Oct. 19 (5) 547 -52
Is that stress giving you sleepless nights?
P H A R M A C E N T R Ethe journey
to WHO-c GMP
heWorldHealthOrganisation(WHO)hascerti�iedMay&BakerNigeriaPlcasoneoftheTpharmaceuticalmanufacturing companies thathasmet itscurrentGoodManufacturing
Practice(c-GMP).Theannouncementwhichwasformallycommunicatedtothecompanyrecently
bytheWorldHealthrulingbody,capsa deliberateandsustainedeffortbythecompanytoseek
internationalaccreditationandcerti�icationforitsproductionprocessesandproducts.
Theroad to theWHOGMPcerti�icationbeganas far
back as 2008 when May & Baker commenced the
constructionofaworldclassmanufacturingfacilityat
Ota,OgunState.Thefacilitywhichwascommissioned
in2011byPresidentGoodluckJonathanwasdesigned
to meet a l l requ i rements o f in terna t iona l
pharmaceutical manufacturing best practice, from
civil works to equipment installations, quality
assurance,inputsupplyandproductionprocesses.
The facility, called the Pharmacentre was
designed and positioned as the most
modern pharmaceutical factory not only in
Nigeria but also in the ECOWAS sub-region.
However,internationalstatuscouldonlybeconferred
on this facility through certi�ication by international
and regional regulatory authorities. In 2012, the
company formally applied to the WHO for GMP
certi�ication, a strategy thatwas in perfect harmony
withtheplanslaidbythePharmaceutical
Healthcare Management Review Vol 8/Page 60

Manufacturers' Group of the Manufacturers
AssociationofNigeria(PMG-MAN),theFederal
Government of Nigeria through the Federal
MinistryofHealth,theNationalAgencyforFood
and Drug Administration & Control (NAFDAC)
andtheregionalhealthauthoritiesthroughthe
West African Health Organization (WAHO). All
thesebodieswerealsoconcernedinassuringa
paradigmshiftintheimprovementofthequality
oflocallymanufactureddrugswithinNigeriaand
thesub-region.
Thelong-termgoalistoincreasetheavailability
of quality-assured medicines by assisting
manufacturers to complywithWHOstandards
and supporting regulatory authorities to
implement them. WHO also granted Nigerian
pharmaceutical companies necessary technical
assistancetoensurethatthiswasachieved.
Nigerianpharmaceutical�irmspreviouslywere
not inapositiontoparticipate in international
tenders for medicines against the three
pandemics that require WHO prequali�ication.
Health experts identi�ied this as a major
constraint on the local supply of medicines,
especially anti-retroviral (ARVs) drugs, anti-
malarialandanti-tuberculosisagents.
May & Baker Nigeria Plc's Pharmacentre was
inspectedbyWHOexperts four timesbetween
2012and2014inthecourseofmandatoryand
advisoryinspections.Inallinspections,positive
reports were made about the Pharmacentre,
w h i l e i m p r o v em e n t s t o p r o c e s s e s ,
documentation and further training were
carriedout.InSeptember,2014,theWHO�inally
gave a nod to the company as havingmet the
requirementsforGMPcerti�ication.
Tothecompany,therecentachievementisnotan
endinitselfbutanothermotivationforfurther
attainmentsinthequestforexcellenthealthcare
deliveryinNigeria.TheManagementandstaffof
May & Baker have by this con�irmed that the
con�idence and funds committed in the
Pharmacentrewillbeusedasaspringboardto
attaingreaterparticipationinboththelocaland
internationalpharmaceuticalmarkets.However
thejourneytoWHOpre-quali�icationofproducts
is not yet over as the company has already
commencethenextstagewhichwillinvolvethe
presentation of speci�ic products for pre-
quali�ication byWHO. It is hoped that speci�ic
productsofthePharmacenterwillsoonreceive
theWHOprequali�ication
Healthcare Management Review Vol 8/Page 61

Mr. Colin Cummings is the chairman/CEO Swiss Pharmaceutical Company Ltd.
Swipha was established in 1976 and is the first pharmaceutical company in
Nigeria to attain ISO 9001: 2000 and WHO-c GMP certification. He spoke to
HMR on the importance of WHO -c GMP and the future of generic products
and pharmaceutical manufacturing industries in Nigeria.
INTERVIEW
A situation when Nigeria has to
depend entirely on other
countries for its medicine
supplies may actually be
considered as a security issue.
Mr. Colin CummingsHealthcare Management Review Vol 8
/Page 62
What is the future of Nigeria pharma manufacturing
sector? What should be done differently ?
The sector needs nurturing at this stage of its
development. It is now time for consolidation,
rationalisationandinsomecasesclosure. Mostof
thecompaniesareundercapitalisedandtobecome
WHO pre-quali�ied cost a great deal. Most
companieshavetoborrow, puttingagreatstrain
on resources and cash �low and unless we get
support, the local industry will not be local
anymore. Itwillbedominatedbyforeignowned
companies.
Asamatteroftopprioritythegovernmentofthe
daymust make interventions to ensure that the
local pharmaceutical industry does not go down
given thepopulationof thecountrywhich isstill
growing. AsituationwhenNigeriahastodepend
entirely on other countries for its medicine
suppliesmayactuallybeconsideredasasecurity
issue.
Weneedsupportintheformofgrants-notloans,
tax relief andmost importantoffall government
patronage - including getting paid for goods
supplied. Whatneedstobedoneissupportfrom
Government at the initial stage of upgrading the
premisesandsystemsandtrainingofstaff.Thiswill
ensurethatthesevere�inancialstrainthatisputon
thecompanywhengoing for theprequali�ication
willbelessened.
What is the future of generic market in an era where
there is no void in the world .We are all part of the
process , we all know one another's business?
Veryfewlocalcompanieshaveanyproductswhich
arenotgeneric. Wemaysellsomebrandedgoods
and even manufacture but, they will be under
licence from the foreign owner of the brand.
Keepingapatentedproductexclusiveisgradually
becoming impossible in the Global Market. We
haveabigdisadvantageduetothecountry/West
Africa having no petro chemical industry so we
havenoactiveorexcipient ingredientsproduced
locally, all are imported. Even thematerials for
packagingareallimported. Thisiswhyweagain
needgovernmentsupportandprotectionagainst
foreigncompetition.
Is the pharma business threatened by biotech and
nanotechnology?
Biotechandnanotecharethefutureofwherethe
industrywillgo. Wewillgetthereeventuallyasa
naturalprogressionofthemarket.Rememberthat
most products currently manufactured by local
companiesareoutofpatentproducts,someover
20/30 years old, but they are still relevant in
treating ailments of today. Also, the economic
power of individuals will determine what is on
demand.Wehaveseengradualbutsteadyincrease
inthemiddleclassgroupofthepopulationwhich
means thatverysoonweshallbeexperiencinga
shiftinthetypeofproductspeopledemand.
If you look at how I.T. has impacted in the country
over the last few years, it shows that we will be able to
embrace, work with and innovate with biotech and
nanotech when we need to.
What is also happening in the shopping arena
(supermarketsvs.theoldermodel)isapointerto
howthingswillturnout.
How are you repositioning Swipha to exploit the
changes in your upgraded facility ?
WiththeWHO-cGMPCerti�ication,wecannowbid
forcontractsthatrequirethemanufacturertoshow
thattheirfacilityandproductsmeetInternational
standardsandquality.Italsomeansthatcontracts
thegovernmentwouldhavehadtoawardtoforeign
companiesduetolocalonesnotbeingabletoshow
the required standards is now obsolete and a
company such as Swipha can ful�ill all the
requirements,meaningthatthereisnoreasonfor
notpatronisingourselves. This�illsthecountry's
goaloflocalcontentincontractsofthisnature.So
withthisasabackground,wearereachingoutto
(State/Federal) Government Agencies as well as
non-Governmentalorganisations.Wehopethatwe
willbepatronisedbythese,althoughitisoneyear
onandnomajorpatronagehascome,wearestill
hopeful.
Healthcare Management Review Vol 8/Page 63

PLUSPLUS


Are Prescription Drug Prices High?
Case Study
Merck & Co Inc
The innovation-based pharmaceutical industry is committed to
improving the quality of healthcare through pharmaceutical
research. That commitment must extend to keeping
prescription drug prices at reasonable levels, for good new
therapies are useless if patients cannot access them. If a
pharmaceutical company can meet these demands of the
market – innovation and reasonable pricing – profits will follow.
heUSpharmaceuticalindustryhasbeencriticisedbecauseTits products are perceived to be too expensive, yet
prescriptionmedicinesremaintheleastexpensiveformoftherapy.
Atthistime,weareexperiencingadramaticincreaseintherisks
andcostsofpharmaceuticalresearchanddevelopment(R&D).
Healthcare Management Review Vol 8/Page 66
Pharmaceutical companies must set responsible prices if
patients are to have access to important new medicines
P Roy VagelosMerck & Co Inc
according toanewstudyby investigatorsatTufts
University, it takes 12 years, from synthesis to
regulatoryclearance,tobringaprescriptiondrugto
marketinAmerica.Theaveragecost,whichincludes
discovery and development, for one prescription
medicineis$231million.
Historically, in theUnited States,when a �irm has
investedandworkedagainst theodds todiscover,
develop,andmarketanewmedicine, the �irmhas
been free to charge a price that would produce
rewardsforinvestors.
Inrecentyears,however,pharmaceuticalcompanies
havecomeundermountingcriticismfortheirprices.
TheUSpharmaceutical industry continues to lead
the world in the discovery and development of
important new medicines because it assumes
greater �inancial riskand investsmoreof its sales
dollarsinR&Dthanvirtuallyanyotherindustry.
Wheresuchriskisposed,theremustcontinuetobe
thepotentialforpro�its.Pharmaceuticalcompanies
must set responsible prices, must keep price
increases down, andmust help improve access to
importantmedicines.
In the pharmaceutical industry, the odds against
success, whether statistical or �inancial, are
daunting.Mostresearchprojectsfail.Onaverage,
Healthcare Management Review Vol 8/Page 67

Although the primary goal of pharmaceutical
researchistosavelivesandeasesuffering,itcan
alsosavehealthcaredollars. In1990alone, for
example, the projected cost of cardiovascular
diseaseandstroketotheUSeconomywas$95
billion, including the costs of hospital days,
disabilitydays,and$33billion inmedicalcare
expenditures, not to mention the countless
potentialyearsoflifelostbeforetheageof65;for
AcquiredImmuneDe�iciencySyndrome(AIDS)
includingthelossofproductivity,theestimated
1990costwas$26billion.In1989,cancercost
thenation$100billion,andAlzheimer'sdisease
cost $80billion. Even if each of themedicines
thatmayeventuallybefoundtopreventortreat
these diseases becomes a tremendous
commercial successandgenerated$1billiona
year in sales (only threemedicinesdid that in
1989),patientcostsforthemedicineswouldbe
farlessthanthecostsofthediseases.
Viral diseases of childhood provide striking
example of the cost-effectiveness of modern
pharmaceuticals.In1983,thenation'shealthbill
for measles, mumps, and rubella vaccination
programmescameto$100million.Accordingto
theUSPublicHealth Service, the cost of these
diseases, in contrast to the cost of preventing
them,wouldhavebeen$1.4billion.
StudiessuggestthatMedicaidexpendituresfor
patients taking anti-ulcer medicines, the H2
AntagonistsCimetidineandRanitidine,maybe
70percentlessthanforulcerpatientswhodo
COST-EFFECTIVENESS OF
PHARMACEUTICALS.
not take an H2 antagonist. The reason is that
patientsnottakinganH2antagonisthaveamuch
higherincidenceofhospitalisationandsurgery
thanpatientswhodo.Otherstudiesshowthat
antibiotics savemoney by shortening hospital
stays.
Benignenlargementoftheprostateglandaffects
at least50percentofmenovertheageof50.
Today, for those in the advanced stages of the
condition,surgery istheonlyoptionandmore
than400,000prostateoperationsperyearare
performedintheUnitedStates,withamortality
rateof approximately1per cent anda cost of
nearly $3 billion. At Merck, after 15 years of
development,apromisingnewenzymeinhibitor
tocontrol thiscondition isawaitingmarketing
approva l f rom the US Food and Drug
Administration (FDA).Thedrug isdesigned to
i n h i b i t t h e s y n t h e s i s o f a h o rmone ,
dihydrotestostrone, that is associated with
prostategrowth,therebyhopefullyshrinkingthe
enlarged prostate. Because regression of the
enlarged prostate is maintained and data
suggestthatProscarcanhalttheprogressionof
the disease, a long-term study is planned to
demonstratereductionintheneedforprostate
surgery.
One of the most difficult challenges
faced in marketing a new prescription
medicine is the question of how much to
charge for it. What is its value to
society? and to the individual patient?
Healthcare Management Review Vol 8/Page 68

In terms of pricing I can speak only for Merck
because it is the only company whose pricing
procedures I am familiar with and because anti-
trust laws prohibit any intercompany pricing
discussions or practices. One of the most difficult
challenges faced in marketing a new prescription
medicine is the question of how much to charge
for it. What is its value to society and to the
individual patient? If cost effectiveness were the
final arb i ter of pr ic ing dec is ions , most
pharmaceutical prices could justifiably be much
higher than they are. At Merck, it is important to
establish prices for our products that will produce
an appropriate return on our research investment
and maximise patient access. If the price is too
high and the patient cannot afford the medicines,
we have not fulfilled our reason for existence.
The basic principle governing the free enterprise
system is that free and unrestrained competition
should force fair prices. The more segmented the
industry, the truer that is, and the pharmaceutical
industry, led by Merck with a 9.3 per cent US
market share and a 4.9 per cent worldwide share,
is highly competitive.
Research and development costs are a major
consideration in setting the price of a new
medicine. In general, the more expensive the
research project, the higher should be the price of
the resultant medicine. But the costs of R&D for a
particular medicine are difficult to determine. At
Merck, for example, over 4500 people in research
PRICING AND PROFITABILITY
in Merck & Co Inc
are working at any one time to develop scores of
investigational compounds and to invent
hundreds more. In less than 6 weeks, they work 1
Million hours. It is impossible for us to pull out the
costs of the successful projects that contribute,
directly or indirectly, to the discovery and
development of the rare compound that
eventually becomes a prescription medicine. It is
also impossible for us to isolate costs for all of the
individual projects that fail. What we do know is
that, on an industry-wide basis, counting all of the
investments in the failed and successful projects, it
costs $231 million, on average, to bring one new
prescription medicine to market in the United
States.
Prices of existing therapies and competitive
products already on the market are another
consideration in establishing the price of a new
medicine. When we introduced the anti-ulcer
medicine Famotidine to the US market in 1986, the
average price charged to the patient for one
40mg tablet, the usual daily dose, was $1.89, which
was comparable to the average prices of $1.83 for
Cimetidine and $2 for Ranitidine for equivalent
dosage strengths.
For medicines that the company believes are
clearly superior to earlier products, we do charge
more.
The special nature of its products demands that
the pharmaceutical industry, more than perhaps
any other be responsive to social needs.
Healthcare Management Review Vol 8/Page 69

Such was the case, in 1987, when we introduced
Lovastatin, which the FDA had placed on the fast
track for regulatory approval. The $1.57 a day cost
to the average patient represented a premium
over the $1.19 a day average patient cost in 1987
for Gemfibrozil, the most widely prescribed
cholesterol-lowering agent at that time.
When pricing a new medicine, we also have to
consider the number of years of patent protection
remaining. We always set out to price our
products at similar levels from country to country.
But variations in government price controls,
exchange rates, dates of new drug approval,
healthcare financing practices, and other factors
tend to result in different prices for different
countries. Above all, the company assumes a
responsibility to make its products available to
people who need them. So in countries where we
believe prices for innovative medicines are set
unfairly low, we try to market our medicines at
those prices while lobbying for a change in the
government's pricing policy.
The perception of high prices leads to a
perception of excessive returns, but an
examination of the industry's profitability brings
about a more realistic perspective. Return on
Assets (ROA) is the measure of cash flow as a
percentage of gross assets and is an accepted
measure of profitability for most industries. The
1989 average ROA for eight leading US-based
healthcare companies was approximately 16 per
cent. This percentage was based on an
accounting methodology that considers research
to be an expense rather than an assets,
and this methodology does not factor in the
lengthy t ime per iod required for drug
development. Consequently, the accounting
model makes the ROA number for the
pharmaceutical industry appear high when
compared to ROAs for other industries.
In order to provide a more realistic picture of
returns for research-intensive industries, an
economic ROA model, based on one developed
by Kenneth Clarkson at the University of Miami
may be used. In this Model, gross assets include
R&D expenditures, which are capitalised and
amortised on the theory that a firm's R&D
expenditures to develop new products are part of
the firm's economic asset base. Cash flow is also
adjusted to reflect the capitalisation of R&D. This
economic ROA model would lower the ROA
results for any industry, but the effect would be
greatest for the research-intensive ones.
I N C R E A S I N G R I S K A N D C O S T S O F
PHARMACEUTICAL R&D
The latest estimate of the cost of bringing a new
medicine to market, $231 million, is almost double
the amount, adjusted for inflation, determined 9
years ago. The reasons for the sharp increase
suggested by the authors of the study are that the
new research technologies are expensive, and the
diseases for which treatments are being sought
are complex. Approximately one-half of the $231
million is the total cost for work on failed
compounds plus all the R&D costs, from
researchers ' sa lar ies to new laborator y
equipment, for one successful compound.
Healthcare Management Review Vol 8/Page 70

The other half is the capitalised expenditure, or
the so-called opportunity cost of having funds tied
up during the 12-year period of development.
Compounding the risk and financial cost of
bringing a drug to market is the shorter product
life cycle of new prescription medicines. Generic
drugs gained easier, faster entry to the market
with the passage of the Drug Price Competition
and Patent Term Restoration Act of 1984. But an
even greater impact on the average market life of
a breakthrough compound has come from the
rapid introduction of so-called follow-up
medicines, which are chemically different from the
breakthrough compound but are based on the
same mechanism of action. They are introduced
after the breakthrough drug has been shown to
be safe and effective and can compete with it
before its patent expires.
Seven out of ten marketed prescription medicines
do not recoup the average cost of R&D. An
analysis of total sales performance of 100 new
chemical entity medicines introduced from 1970 to
1979 showed that the medicines barely recouped
the total of the R&D investments. If the economic
performance of the anti-ulcer drug Tagamet
(cimetidine) is removed, the result for the entire
portfolio is lower than the cost of R&D. A highly
successful breakthrough product is necessary if
a company is to keep pace with R&D investment
and the cost of capital.
In 1975, the year I joined Merck, the Chief
Executive Officer was concerned that for some
time, the company had introduced few important
new medicines in the United States, despite
having spent approximately $500 million dollars
on R&D in the previous 10 years. But he did not cut
back, instead, he increased the R&D budget. The
company had been experiencing what industry
analysts call a "dry spell", but the terms can be
misleading because it implies that research has
been unproductive.
In Merck's case, in 1975, the discovery work and
much of the development work had been done
for several important new medicines, and the
Chief Executive was confident of their eventual
marketing. The result of the company's
persistence - the paradox of the high - risk
pharmaceutical business is that the route to
success is to invest more - was the introduction of
a number of important new products for arthritis,
hospital infections, glaucoma, and muscle spasms.
Another so-called "dry spell" occurred for the
company from 1979 to 1985 with few product
introduct ions. This was fol lowed by an
unprecedented flow of new products, culminating
in the introduction of Lovastatin in 1987.
Innovative pharmaceutical companies are in
business to make money, as well as to market new
medicines, and, unless they do both, flow of new
medicines would be reduced. At the same time, a
pharmaceutical company should recognize the
importance of exercising price restraint.
Healthcare Management Review Vol 8/Page 71

Innovative pharmaceutical companies are in
business to make money, as well as to market
new medicines, and, unless they do both, flow of
new medicines would be reduced. At the same
time, a pharmaceutical company should
recognize the importance of exercising price
restraint.
Merck announced a goal of keeping future price
increases within the rate of inflation in the United
States and of generally limiting price actions to
one per year, given stable market conditions and
government policies that are supportive of
innovation. Responsible pricing and distribution
practices can help ensure that patients can
obtain the medicines they need. The special
nature of its products demands that the
pharmaceutical industry, more than perhaps any
other be responsive to social needs.
Merck also announced the Equal Access to
Medicines Programme aimed at overcoming the
current lack of availability of some important
medicines to poor people.
Special efforts must be made to get important
medicines to the poor in developing countries. In
1987, Merck announced that we would donate
our breakthrough medicine Ivermectin, for the
control of river blindness (Onchocerciasis),
wherever it is needed for as long as it is needed.
In most cases, a single yearly treatment with
Ivermectin would prevent the ravages of
onchocerciasis, a centuries-old parasitic disease
that now affects an estimated 18 million people –
primarily in West and Central Africa but also in
Central America – and threatens 85 million more.
This effective and well-tolerated drug has been
called one of the most important breakthroughs
in tropical medicine in the 20th century.
Merck did not set out originally to give the
product away; however, most of the people who
need it are poor and live in remote places. After
months of discussions with International aid
organizations that were prospective buyers, we
realized that the process of obtaining funding for
purchases of Ivermectin would take too long.
Meanwhi le, people were suffer ing and
sometimes going blind.
IMPROVING PATIENT
ACCESS TO MEDICINES
THE CASE OF IVERMECTIN FOR ONCHOCERCIASIS
Special efforts must be
made to get important
medicines to the poor in
developing countries. Healthcare Management Review Vol 8/Page 72

More than a million people are covered by
Ivermectin treatment programme to date. But the
medicines must somehow reach millions more. If
we can reach a sufficient number of people, the
disease can be controlled as a major public health
problem. In theory, river blindness could even be
eradicated, provided it were possible to have every
person harbouring the parasite take Ivermectin
annually for at least 10 years. Merck is committed to
trying.
When Merck management was debating whether
to donate Ivermectin for the control of river
blindness, we considered many factors, including
the loss of potential revenues, the major marketing
challenge involved in getting the medicine to
people in remote areas of the world, and the
question of what impact the donation would have
on research for tropical diseases. Would the
donation be a disincentive to other firms? Since
making the donation decision, we have heard no
criticism.
The innovation-based pharmaceutical industry is
committed to improving the quality of healthcare
through pharmaceut ica l research. That
commitment must extend to keeping prescription
drug prices at reasonable levels, for good new
therapies are useless if patients cannot access
them. If a pharmaceutical company can meet
these demands of the market – innovation and
reasonable pricing – profits will follow.
Razigi was bitten by a blackfly
and developed a disease
called Onchocerciasis, or
river blindness.
SAVING LIVES
& SAVING MONEY
Healthcare Management Review Vol 8/Page 73
What are you selling?...What is your brand purpose?...What are the func�onal, societal, and emo�onal benefit of your product?
What values are people looking for in your
organiza�on, products or services?
Customers always have rela�onships with brands.....in rela�onships, there are boundaries and expecta�ons....how do you iden�fy and manage them?
Why should customers prefer your products?
What are the core values of your organiza�on?
What products do you have absolute advantage?
Healthcare Management Review Vol 8/Page 74
What corporate values do you want to represent?
What brand value will create a stronger brand associa�on in your
organiza�on?
What is your value zone?....the place where value is created for the customer. ...the interface with the customer.
What is the purpose of your organiza�on beyond
manufacturing and sales of pharmaceu�cal products?
Do you have a desire for impact?
...exerting the maximum impact on the society through your products/services?
EXPLOITING THE MARKET SPACE
What are the opportuni�es in this market for pharmaceu�cal companies with the right products offered in the right way and at the right prices?...what is the right product?...what is the right price?...what is the right way?
Healthcare Management Review Vol 8/Page 75
Capable of being continued or maintained with minimal long -term effects on the environment.
S U S T A I N A B L E
Healthcare Management Review Vol 8/Page 76

SUSTAINABLE
MANUFACTURINGThe creation of manufactured products that use
processes that minimize negative environmental
impacts, conserve energy and natural resources, are
safe for employees, communities, and consumers and
are economically sound.
US Department of Commerce –
Sustainable Manufacturing Initiative.
Healthcare Management Review Vol 8/Page 77
Creating Sustainable
Value-based Organization
he current placing of sustainability isTsupportedbythestrategicshiftintheway
organizations'performanceisevaluated.“Doing
well by doing good” has become an index for
measuringhowwellorganizationsaredoingas
cus tomers , employees , inves tors and
stakeholdershavecometoadoptthismindset.
Thisdirectionisresponsiblefortheextensionof
theexpectationsoforganizationsbeyondtheir
expertisetoincludepracticesandactivitiesthat
have become leading forces for creation of
sus t a inab l e va lues i n o rgan i za t i ons .
Consequently, organizations have become
forerunnersandpartnersinsearchofeconomic,
ecological and social solutions to problems
withinandoutsidethedomainofthebusiness.
The strength-based approach to creating
valued-basedorganizationspenetratesthe
organizations from two dimensions: top to
bottom; and bottom-up by engaging cross-
functional task forces, project teams and
building team sessions as prerequisite tools.
This design advocates for leveraging on
collective intelligence of a whole business
system by engaging a much larger group –
leading to involvement of a larger-scale
con�igurationofthewholestakeholders.
Managing operations in an environmentally and
socially responsible manner – sustainable
manufacturing – is no longer just nice–to–have,
but a business imperative. Companies across the
world face increased cost in materials, energy,
and comp l i ance coup led w i th h ighe r
expectations of customers, investors and local
communities.
Sustainable Manufacturing is a concept that’s getting a lot of
attention these days, but what exactly does it mean?
Sustainability is commonly de�ined as meeting the needs of the current
generationwithoutcompromisingtheabilityof futuregenerationstodothe
same. When we translate this concept to pharmaceutical manufacturing
processes,wedevelopmanufacturingprocesses thataredesigned touse less
energy,littletonowater,fewerrawmaterials,andproducezerowaste.
Dr. Paul AboloCEO, Ecologistics Inc
Healthcare Management Review Vol 8/Page 78

customers and the communities where you
operate. Failure bringswith it high costs – �ines,
penalties, localunrestandcustomerschoosingto
goelsewhere.Success,ontheotherhand,cansave
you money, helps build a reputation, attracts
investment, spurs innovation, secures loyal
customersandbringsinrepeatbusiness.
....organizations entrench sustainability in their
organizational design activities through design
thinking. These organizations have achieved this
connection through this process that include
interactions in society by addressing social and
environmental
Many businesses have already started to take
important steps towards green growth – ensuring
t h e i r d e v e l o p m e n t i s e c o n o m i c a l l y a n d
environmentally sustainable. Their pioneering
experiences largely show that environmental
improvements go hand-in-hand with profit making
and improved compe��veness.
Sustainable manufactur ing is a l l about
minimizing the diverse business risks inherent in
any manufacturing opera�on while maximizing
the new opportuni�es that arise from improving
your processes and products. The economic,
environmental and social aspects embraced by
the concept are illustrated in the diagrams.
These days, doing business built on good
environmental practice is increasingly becoming
essentialintheeyesofinvestors,regulators,
What goes into
“Sustainable
Manufacturing”?
Waste
Reduction
Energy
Conservation
Water
Conservation
Reduce
Pollutants
and CO
Emissions
VibrantGoodHighly SatisfactorySatisfactory + Satisfactory Satisfactory-Highly Unsatisfactory BadCritical
ECONOMICS Production & ResourcingExchange & TransferAccounting & RegulationConsumption & Use Labour & WelfareTechnology & InfrastructureWealth & Distribution
Organization & Governance Law & JusticeCommunication & Movement Representation & Negotiation Security & Accord Dialogue & Reconciliation Ethics & Accountability
POLITICS
Materials & Energy Water & Air
Flora & Fauna Habitat & Food Place & Space
Constructions & Settlements Emission & Waste
ECOLOGY
Engagement & IdentityRecreation & Creativity
Memory & Projection Belief & Meaning
Gender & GenerationsEnquiry & Learning Health & Wellbeing
CULTURE
CIRCLES OF SUSTAINABILITY
Healthcare Management Review Vol 8/Page 79
Manufacturing systems
& competitiveness
The economics of pharmaceutical manufacturing are more
complex than is perhaps generally realized. Key to the
competitiveness of the industry is the efficiency of productionHealthcare Management Review Vol 8
/Page 80
he increased investment andToperatingcostinvolvedinsetting
up and running a GMP compliant
facilitydonotmeanthatinternational
standardproduction inNigeriaor in
Africa cannot be competitive or that
very large manufacturing plants are
required to achieve cost effective
production.
Unpublished research commissioned
by UNIDO indicates that �ixed cost
assoc ia ted wi th upgrades are
generally directly correlated to the
output of the facility such that
technical economies of scale are not
particularlysigni�icantbeyondcertain
fairly low volumes. In fact, it is an
establishedwisdomthatacapacityof
1.5 billion tablets is necessary for
competitiveproductionborneoutby
theanalysis.
Further signi�icance of �ixed costs
means thatcapacityutilizationhasa
crucialimpactonthecostofeachunit
o f product ion . The nature of
pharmaceuticalproductionisthatitis
a batch process where different
products aremanufacturedwith the
same machinery. Change over time
requiredbetweenbatchesofdifferent
products representdown timewhen
assets are not being productively
utilized.
Machine down time can also occur
where a production line is not
balanced. Forexample,onepieceof
equipmentmayhaveagreateroutput
perunitoftimethananotherleading
toabottlenecksituationwherethe
machine with the greater output
remains idle for periods of time.
Downtimecanalsooccurduetobreak
down of equipment but preventive
maintenanceprogramscanminimize
theimpactofthis.
Modern business practices have
evolvedmethodsbywhichdowntime
of equipment can be kept to a
minimum and capacity utilization
optimized. This can for example
involve campaigning batches of the
sameproduct so that limitedchange
overtimeisrequired.
Thedegreetowhichcampaigningcan
take place to achieve ef�iciency of
production is to some extent also a
function of the market (size and
procurement agreements). Another
impo r t an t c omponen t o f t h e
economics of production is working
capital requirements, in which
inventorycarryingcosts(inputs,work
in progress, and retained �inal
products)arecritical.
The above comments refer to the
manufacturingofapprovedproducts.
However, thecostofdevelopingnew
product is signi�icant, particularly if
bioequivalence studies are required.
Companies can buy dossiers on the
open market and go through a
technologytransferprocesstosetup
productionintheirfacility. However,
the cost of high quality dossiers can
runto$100,000andmore.
Healthcare Management Review Vol 8/Page 81
Duringthepastfewdecades,manyindustrial
companies have attempted to achieve
manufacturingexcellence.Theyhavehadat
theirdisposalanynumberofmethodologies
and theories, quality initiatives, and cost-
reducingconcept. Butfewcompanieshave
made much headway. Manufacturing
strategies - decisions related to siting,
designing,andrunningfactories-areoften
thesameas theywere10or20yearsago.
Plantsoften lookandfeelastheydidthen.
Programsintendedtoimproveperformance,
such as "Six Sigma" seem to ebb away,
without producing the desired results.
Sometimes it seems as though the harder
manufacturers try to improve, the worse
theyperform.
They are many such stories in manufacturing
today. Executives do all the right things to
improve operations, but somehow get out
performed on cost, quality, or delivery. They
may turn to bench marking exercises, but
those are rarely meaningful. Low-cost
competitors appear with prices that can't be
completely explained by lower wages.
As a last resort, companies out source
production, and thus erode their own
company's competence in it. Gradually,
manufacturingistreatedmoreandmoreas
anoutcast,andplantcommunitiesbecome
disenfranchised.
We call this condition ‘Manufacturing
Myopia’.Itisakintothe‘MarketingMyopia’-
when companies de�ine their brands too
narrowly. Today, myopia is even more
prevalent anddangerous inmanufacturing
than itwas inmarketing fourdecadesago.
Like marketing myopia, manufacturing
myopia is caused by isolation; it is the
i n e v i t a b l e o u t c o m e o f k e e p i n g
manufacturing strategies contained to the
functionalorevenplantlevel,withlittleor
no connection to the enterprise wise
strategies.
Everybusinessshouldde�ineitselfthrough
the interests of its market, not its own
productionpriorities.
BUILDING AWARENESS
Surprisingly few major multinational or
large-scale manufacturing companies have
beenabletobreakfreeofthistrap.Thecure
formanufacturingmyopiais20/20vision-
that is, the cultivation of awareness about
manufacturingcostsandmeans.Companies
can sharpen their own ability, to see their
operationsmoreclearlyandredesignthem
more �lexibly. For companies that achieve
this kind of manufacturing prowess, the
manufacturing function is no longer seen
primarilyasacostcenter,ripeforcutbacks
or outsourcing. Instead, the ability to
producehigher-qualitygoodsatlowerprices
inamore�lexiblemannerisacomponentof
their long-term competitive strategy and a
central,dependablepartoftheiridentity.
THE EFFICIENCY
OF PRODUCTION
Healthcare Management Review Vol 8/Page 82

Thisinvolvestwomajorcommitments;�irst,
dedication of resources to building
awareness.Leaderscanpeelbackthelayers
oftheirownmanufacturingoperationsand
thoseoftheircompetitorssothatprocesses,
advantages and disadvantages can be
viewedmoreclearly. Thismeansbecoming
more aware of a company's unique
technological capabilities, the unful�illed
potentials of each plant (for reaching the
appropriate markets), and the speci�ic
driversresponsiblefortheircosts.
Many manufacturers look at cost data
primarily as justi�ication and leverage for
continuallytrimmingexpenses,ratherthan
as a sourceof insights about scale, capital
spending, labour deployment, technology,
logistics, and supply chain ef�iciency - all
critical factors in measuring how well a
company's manufacturing processes stack
up against the competition. Toyota's
manufacturingcompetence,widelyadmired
formanyyears,stemsinlargepartfromthe
company's insistence on building �ine-
grained awareness of every facet of
production,atalllevelsofthecompany.
The second commitment is patience,
demonstratedbyinvestinginthetimeand
resources to address manufacturing
productivity as a long-term, organization-
wide strategic imperative and not as an
isolated operational or functional issue.
Plantmanagersareoftenexpectedtoshow
thesamefastpaceofchangeasmarketing,
�inance, and procurement, where 6 to 18
month transformations are feasible. But
thosemetricsdon'tapplytomanufacturing
efforts,whereimprovingresultsrequiresa
verydifferentsetoftimeframes.
At most companies , there are four
dimensions of manufacturing in which
highly visible data and analysis, projected
fartherintothefuture,canyieldbothshort-
term gain and long-term advantage:
technological distinctiveness, network
sophistication, in-plant transformation,and
labourmodernization.
TECHNOLOGICAL DISTINCTIVENESS
Oneofthe�irstplacestoeliminatemyopiais
inthedesign,engineering,orpurchasingof
manufacturing technology. (This is called
the"inherent"dimensionofmanufacturing,
becauseitinvolvesthephysicalnatureofthe
products and the processes that create
them). Thereisastaggeringlevelofunder
investment inbusinessprocess innovation
ascomparedwithproductinnovation.
NETWORK SOPHISTICATION
Mostcompaniesorganizetheirproduction
and supply operations on a project-by-
projectbasis.
Unfortunately,weobservethatthereislittle
cooperationamongcompanieswithina
There is a staggering level of under
investment in business process innovation
as compared with product innovation
Healthcare Management Review Vol 8/Page 83

supply chain to jointly optimize plant
networks, another potentially lucrative
exampleof�lexiblefootprints.Intheoutdoor
equipment industry and inbasic chemicals,
some companies have sharedparts of their
productioncapacity,sometimesspinningoff
manufacturing. But capacity pooling is a
rarityoutsidethosetwoindustries.
IN-PLANT TRANSFORMATION
Itisnowmorethan30yearssincethenotion
of manufacturing excellence - variously
attributed to theToyotaproductionsystem,
s o c i o - t e c h n i c a l s y s t em s , q u a l i t y
management,leanmanufacturing,andhigh-
performancesystems-becamewidelyknown
in Europe and the United States. By now,
particularly every manufacturing manager
cantellyouaboutpokayoke,kanban,orself-
steering teams. But plants that have
successfullyimplementedthemanufacturing
practicesthatproduceef�icientandoptimal
operations are few and far between. And
mostofthesearegreen�ieldsites:previously
undevelopedlocationswhereeliteprocesses
couldbedesigned into the factory fromthe
beginning.
The competitive advantage of process
optimizationremainshigh,inpart,becauseof
t h e w o e f u l l y p o o r r e c o r d o f t h e
manufacturingindustryingeneral.
Inaso-calledbrown�ieldsite(anestablished
factorywithalong-standingworkforce),one
may often �ind high �ixed costs or blatant
overstaf�ing. Installing "intelligent tools,"
"lean solutions," or "high-performance
systems" will not solve these problems. If
therearealreadymoreworkersthanworkto
do , improving product ion speed or
throughput will not lead to higher level of
productivity, in part because overcapacity
breeds"processcreep,"inwhichworkersand
managersmerelyoverlaythenewworkrules
and practices on top of their old routines.
Despite knowing this , a l l too often ,
manufacturers myopically push a "lean"
programthroughplantsthatareoverstaffed
and have a high share of non-value-added
work.
Wecallthisthefatballerinasyndrome:Only
slimmed-downorganizationsstandachance
ofperformingsmartmoves.
Companiesalsoareoftengreedyorformulaic
when it comes to assigning improvement
objectives to plants. It's not atypical for a
factorymanagertobetoldtosave10percent
of �ixed costs, while improving output and
qualityby20percent.
MANUFACTURING
Healthcare Management Review Vol 8/Page 84

A company seeking to overcome its
manufacturing myopia may �ind the task
dauntingat�irst,buteasierovertime. The
goal is not to "�ix" manufacturing, but to
build the capacity for long-term and
medium-termmanufacturingmanagement
among engineers, suppliers, and staff
(buildingunionizedstaff),andtoredesign
the technology to the advantage of these
capabilitiesandaugmentthem.
Therearenouniversalrulesfordoingthis
because each manufacturer has a unique
combination of in-house capabilities,
labourhistories,supplychainrelationships,
market demands, and technological
innovations. A holistic manufacturing
strategyemergesonlyfromananalysisthat
assessesthecriticaloperationaldataburied
in the four dimensions of manufacturing
design: inherent, structural, systemic, and
realized.
Eveninthebestofcircumstances,itistricky
to distinguish the effects of individual
manufacturingdrivers. For instance,how
much advantage does a competitor gain
fromoperatingcontinuousinsteadofbatch
processes, andhowdoes thatbalanceout
thedisadvantageithasmaintainingsmaller
plantswith greater indirect andoverhead
requirements?Manufacturing,�inance,and
researchanddevelopmentexecutivescan't
answersuchquestionsinisolationfromone
another;theyneedregularopportunitiesto
thinkandstrategizetogether.
Companies that are willing to invest in a
long-term change cycle discover that the
learning curve in manufacturing is
nonlinear.Eventhoughtheinvestmentmay
be ready, measurable improvement is
typicallyslowat�irstandacceleratesover
time. It may take �ive years to cross the
initial threshold of a new production
system,butafter that �irstexperience, the
capacity for changing technology grows
rapidly - in part because the technologies
themselves become more �lexible, and in
partbecauseemployeesdeveloptheskills
andknowledge todeploynewproduction
machinesmoreef�iciently.
Over the past 20years,manufacturing
managershavelearnedthateventhemost
effectivesupplychainmanagementwillnot
leadtoresultsunlessthesecapabilitiesare
implemented-notjustwithinthefunction,
butattheleveloftheexecutivesuite. Ina
confrontational competitive environment,
the choice is engaging in manufacturing
competenceas the coreofyour corporate
identity-orcontinuingtopaythepriceof
myopia.
MANIFESTO FOR MANUFACTURERS
Healthcare Management Review Vol 8/Page 85
As already pointed out, the economics of
pharmaceutical manufacturing are more
complex than is perhaps generally realized.
Key to the competitiveness of the industry is
the efficiency of production. Various principles
on achieving efficiency have been developed
in countries like Japan, and the United States of
America over the last few decades (across
industry sectors) and they include approaches
such as lean manufacturing, Total Productive
Maintenance (TPM), six sigma and the Toyota
Production System (TPS).
UNIDO conducted a pilot work with the aim of
understanding how such approaches could
impact on the competitiveness of the
pharmaceutical industry in Africa.
The unpublished report provides evidence
that substantial efficiency gains could be
achieved if Japanese–style production
approaches were to be introduced
Rough estimate based on this analysis
indicate that productivity levels could be
improved by around 30%.
However, the potential improvement will
depend on the starting point of the company.
One organization interviewed in the course of
the research claimed to have been able to
improve output fivefold through optimizing
production scheduling process, instituting a
change management process, and training all
employees on the imperatives for quality and
efficiency of production.
There is then a substantial scope to improve a
competitiveness of production through
implementing approaches such as (TPM).
However, actually realizing the benefits of such
approaches requires expertise, 'buy in' across
the organization from senior management to
production staff and embedding of a culture of
efficient production.
T h e l e a r n i n g c u r v e i n
manufacturing is nonlinear
Healthcare Management Review Vol 8/Page 86

t was the challenge of Buy-Over of Pfizer Plc. It was Ian ac�vity, which didn't have guidance. The
greater challenge was making the company survive
a�er the buy-over. This was a company that
operated in this country for 40 years under
mul�na�onal management and all of a sudden it
became a mono-na�on and you now have a Nigerian
company. Because we were employees at first, we
didn't understand all the challenges that were
involved in taking a company at that level.
I became CEO of Pfizer in 1993 and became
Chairman/CEO in 1994. I was being evaluated in
what they called, “income before alloca�on” they
didn't evaluate me on financial issues, which was
handled by Pfizer Treasury, New York. I didn't realise
it.
We closed this deal on May 4, 1997, and May 5,
Pfizer wrote a le�er to all that it no longer owned
shares, and the next morning all the banks wrote
that they wanted all their facili�es. The company
could have gone bankrupt but it took the grace of
God and goodwill for us to survive and began to
grabble with funding the company and establishing
our own financial credibility, bringing in new
investors and eventually changing the outlook of the
company.
�
While it divested, we remained like a vassal, we were
given licence to produce and market and we were
given exclusive distribu�on rights to market their
products. We had agreement to manufacture some
of their brands. We shall get raw materials from
them and they would fix the price and we shall sell
their products and they would fix royalty. For many,
we were labouring to meet every obliga�on. There
was always something to say that you were not
mee�ng up.
In 2000, I took a decision that I was going to walk out
of those rela�onships, by developing our own
brands that we were not going to depend on Pfizer
brands again. From 2005 to 2010, I invested heavily
in research and development in building up our own
brands. The moment I completed this and brought
the company to be on its feet, having its own brands
and products and no longer paying royalty, buying
materials from open markets, nobody fixing prices
for us, that was when I offered to re�re in 2011.
That was the greatest challenge I have had in my
career being able to make Neimeth dependent and
reliable.
MY GREATEST CHALLENGE Mazi. SAM OHUABUNWA
Fmr. CEO Neimeth
Healthcare Management Review Vol 8/Page 88

DISAPPEARING COMPARISMS
THESE DAYS THERE IS NO WAY TO AVOID THE WORLD... we are all part of the process,
as we all know one another's business
c o n v e r g e n c e a n d c o n n e c t i v i t yHealthcare Management Review Vol 8
/Page 89

belt;andnowitsbacktogrowth-butthistime
withpro�itability.
Executives are raising the bar on themselves,
which is a good thing. To meet their goals,
however,theymust�indwaystodistinguishtheir
offer ings . They are three interre lated
approaches to differentiation:- Innovation,
Deepening of customer relationships, and
Bundlingofproductsandservices.
Innovationhas longbeen theprimarybasisof
advantage, indeed, if you have a unique �irst
moverproductorservices,youcangetfarahead
of the competition.Themost dramatic top-line
growth opportunities come from �inding new
waystomake,doorsell.Butitisgettingharderto
standoutthroughproductinnovationaloneand
theadvantages,whentheyoccur,arebecoming
more ephemeral - so we come to the second
differentiationtactic:sharpeningorganisational
focusoncustomers.
Credit:RajayGulati
usiness people across a wide range ofBindustries have increasingly begun to
identify maturation and commoditization as
emerging challenges. Whether because of
globalization, maturing technologies, ease of
imitation, decreasing barriers to entry, open
standards in technologymarkets, orpressures
from customers who are themselves being
squeezed, more companies are feeling the
intensityofpricecompetition leadingmany to
describetheirbusinessascommoditymarkets.
It is one thing if you have inherent cost
advantage, but most companies don't and for
themcommoditizationisadeadlygame.
When you're constantly scrambling to make
yourmargins,youhavetostraintothinkabout
topline. Everyonewantsto�indwaystogrow,
butrealpowerliesindoingsopro�itably-andit
takesseriouswork.
Ten years ago, everyone talked about top-line
growth;thenthefocusbecametighteningthe
IS COMMODITIZATION
A DEADLY GAME?
Healthcare Management Review Vol 8/Page 90

Thisapproachcanhelpacompanydistinguish
itself inanumberofways, fromcreatingnew
products or services for speci�ic customer
segmentstopersonalizingservice.
Ashiftinemphasisfromproductstocustomers
can be chal lenging, as i t might entai l
fundamentalchangeinacompany’sstructure,
process,andultimately,culture.Nonetheless,
even industries that have relied primarily on
product innovation are discovering the
importance of gearing their organizational
processes more directly to the needs of end
customers. For instance, although the
pharmaceuticalindustryhastraditionallybeen
driven by the development of unique drugs,
marketed primarily to clinicians, companies
suchasElilillyandP�izerhavebeguninvesting
heavilyinconsumeroutreach.Becomingmore
customer oriented is in vogue in other
industriesaswell.
Hospitalsaredescribedasalongunderserved
customersegmentandtheyhavetobetreated
asadistinctmarket.Stemmingfromthisgreater
focus on consumers, the third approach to
differentiation is to blend products and
services,thusproviding"SOLUTIONS" to
concrete customer needs. By providing value
that is more than the sum of its parts, an
integrated offering can de�lect the price
pressure that arise when you compete with
othersonproductorserviceattributealone.
While initiatives to provide solutions are
gainingpopularityinarangeofindustries,the
organizational adjustments required can be
monumental. Foranyof thesedifferentiation
vehicle , execution is crit ical . In many
companies, unfortunately, 'Innovation',
customer focus, and solutions, are rhetorical
claims lacking substance. But organizations
thathavemoved fromrhetoric toactionhave
found that delivering on these claims can be
quiteastretch.Ifyourcompanyisorganizedby
products, for example, how do you reorient
employees to think more broadly about
customerneeds?How do you train a sales force
that's accustomed to selling transactions to
selling bundled products and services?
Itisimportanttorememberthatgrowthcomes
inmanyformsandtakespatience;itisepisodic
innature. Youmaymakeabig jumpforward
throughacquisitionandthengrowslowlyand
steadily through internal innovations or
alliances, the key is to be ready to act on
whatevertypeofopportunitiesthatarise.
They are three interrelated approaches
to di f ferent iat ion:- Innovat ion,
Deepening of customer relationships,
and Bundling of products and services.
Healthcare Management Review Vol 8/Page 91
THE HEALTH SECTOR:
Challenges
Opportunities
and
Many healthcare professionals in Nigeria deal
with the limitations of the healthcare sector on
a daily basis. This affects not only the level of
care they can give their customers, but also
the sustainability of their business. New
developments in the field are providing
opportunities for growth, innovation and
quality improvement in healthcare.Healthcare Management Review Vol 8
/Page 92

igeria's health sector continues toNstruggle to meet the healthcare
demands of the expanding population.
Limiting factors include inadequate
�inancing and infrastructure, lack of
standards and enforcement, household
poverty, insuf�icient risk pooling and low
quality of healthcare services. These
p r o b l em s a l s o t r i c k l e d own t h e
pharmaceutical supply chain , from
manufacturers, wholesalers and the
pharmacy, down to patients who �ind
themselves paying a higher price for
medicinesofunclearquality.
Although20-30%ofhealthcarespendingis1
on medicines and for Africa, medicine
spendingisexpectedtoreachUSD30billion2
in 2016 , the size of individualmarkets is
underdebate. Estimates forNigeria range3 4from200billionNaira to340billionNaira ,
an indication of how opaque, weakly
regulatedandfragmentedthemarketis.
Despite their crucial role in healthcare
provision,medicinesarenotalwaysreadily
available or accessible and doctors and
pharmacists face numerous constraints in
theirwork.
Trust and quality are major limiting factors in the Nigerian healthcare market,
....you cannot find a bank willing to lend money to improve healthcare delivery
at the hospital.....“The only financial institutions that would consider providing
credit, charged such a high interest rate that there was no point in going ahead
with it. The low quality of healthcare in the country is also leading to medical
tourism to other countries and loss of revenue for us.”
AccordingtotheIFC's“BusinessofHealthin
A f r i c a Repo r t ”, t h e r e g i on n e ed s
USD25-30billion innew investmentover
ten years. About half of the investment
opportunities are expected to be in
hea l thcare prov is ion , fo l lowed by
distributionandretail,pharmaceuticaland
medicalproductmanufacturing,insurance,
andmedical education. As the investment
riskremainshigh,currentinvestmentsring
inatonlya fractionof that.Andgiventhe
long payback periods for healthcare
infrastructure projects and the low
purchasingpowerof thepopulations they
serve,thecommercialprivatesectorisnot
likelytoaddressthisissuealone,especially
inAfrica'shighinterestrateenvironment.
Whilelackof�inancingisamajorproblem,
governments, donors and investors are
starting to see that the road to universal
healthcoveragebeginswithstrengthening
the healthcare system as a whole. This
means increasing quality, trust and
transparency in the sector. Only thenwill
investorsstarttoseeopportunitiesinstead
ofrisksandwillcostofcapitaldecrease.
1 WHO. The Pursuit of Responsible Use of Medicines: Sharing and Learning from
Country Experiences, Technical Report 2012
2 IMS. Africa: A ripe opportunity, 2011
3 Business Monitor International, 2015
4 1.8 billion USD according to IMS (Africa: A Ripe Opportunity, 2011)
Healthcare Management Review Vol 8/Page 93

he Pfizer Founda�on launched its impact Tinves�ng strategy in fall 2013 with the inten�on to broaden the use of its resources to magnify public health impact. The goal of its impact inves�ng strategy, is to improve healthcare delivery and access for low income popula�ons by suppor�ng healthcare entrepreneurs and enterprises and fostering local innova�on.
To date, the Pfizer Founda�on has implemented this strategy using two approaches: inves�ng in funds that seek to generate social impact, and providing cataly�c grant capital to develop the pipeline of social entrepreneurs and support their growth. It priori�zes partnering with organiza�ons with established experience in delivering impact and demonstrated ability to support entrepreneurs.
PARTNERSHIP
FOR INVESTING
IN HEALTH
Pfizer Foundation support for Africa Health Infrastructure Fund
The Pfizer Founda�on and PharmAccess share a commitment to improving access to affordable, quality health care in Africa. The Founda�on was excited to build on its exis�ng partnership with PharmAccess by suppor�ng the launch of its new fund, the Africa Health Infrastructure Fund.
The Founda�on provided a cataly�c grant to establish and support the ongoing opera�ons of AHIF. The Founda�on sees this as a great opportunity to support organiza�ons l ike PharmAccess which are providing affordable, sustainable capital and technical exper�se to foster local innova�on in health care access and delivery.
Healthcare Management Review Vol 8/Page 94

Oneof theorganizationsdrivingchange in the
healthcare system in Africa is PharmAccess,
which has set up many publ ic -pr ivate
partnershipstodevelopandimplementquality
standards, build trust and attract investments.
ItsawardwinningMedicalCreditFundcombines
loans to small and medium sized healthcare
providerswithsupporttoimprovebusinessand
qualityusingtheinternationallyrecognizedSafe
Carestandards.
Oneofthedifferentiatingfactorsofthisnewfund
isitsabilitytodeploymore�lexibleandlonger
term �inancial instruments in return for social
impact. Healthcare delivery organizations
cannotonlygainaccesstocapital,butwillalso
bene�it from training in good management
practicesandqualitystandards.Inthesameway,
improved manufacturing and distribution
practiceswillhelptheef�iciencyofotherplayers
in the healthcare system, fortifying the supply
chain. By building better businesses and by
increasing investors’ trust in the sector, new
deve l opmen t s l i ke t h e A f r i c a Hea l t h
Infrastructure Fund can prove instrumental in
setting in motion an upward spiral for the
healthcaresysteminNigeria.Thisisanapproach
that empowers entrepreneurs and healthcare
professionalstocreatetheirownsuccess.
PharmAccess will complement its activities
withanewfund,theAfricaHealthInfrastructure
Fund. The Fund will cater to the demand for
larger and more �lexible loans and extend its
reach to other players in the health sector,
including suppliers to the health sector and
medicaleducationinstitutes.TheAfricaHealth
InfrastructureFundwillcombineitsloanswith
access to funds for tailor-made business and
qualityimprovement.
Aspartofitsimpactinvestingstrategy,theP�izer
Foundation has provided the Africa Health
InfrastructureFundwithacatalyticgranttohelp
establ ish operat ions . With this grant ,
PharmAccess and the P�izer Foundation are
strengthening their shared commitment to
improving access to affordable, quality
healthcareinAfrica.
THE AFRICA HEALTH INFRASTRUCTURE FUND
Healthcare Management Review Vol 8/Page 95

BankofIndustry...re-positioningtheNigerianPharmaceutical
manufacturingindustriestoattainglobalstandards
withspeci�icreferencetoWHO-cGMPcerti�icate.
TheBankofIndustry'scontributiontothe
growth of the Nigerian pharmaceutical
industryhasbeen impactful in re-positioning
theindustrytoattainglobalstandards.Already,
theBankisclosetomeetingitstargetofgetting
six companies, who are on the books of the
Bank , ce r t i � i ed by the Wor ld Hea l th
Organisationasbeingcompliantwiththecodes
of Good Manufacturing Practice (cGMP), as
three companies: Swiss Pharma Nigeria
Limited,EvansMedicalPlc, andMay&Baker
NigeriaPlchavealreadybeencerti�ied,whilea
fourth,DailyNeedIndustriesLimitedissetto
beinspectedin2016.
The Managing Director/CEO, Mr. Rasheed
Olaoluwa said during a facility tour of Swiss
PharmaNigeriaLimitedandMay&Baker
Nigeria Plc that the Bank's support to these
indigenouspharmaceutical companieswas to
better position them to meet international
standards,withspeci�icreferencetothecGMP
certi�icationbytheWorldHealthOrganisation
(WHO), which will help them compete
favourably with other global pharmaceutical
companies.Headdedthatthetourrevealedthe
impressive progressmade by the bene�iciary
companies, including the fact that they had
beenabletosecurecerti�ication.
“This visit is to see how much impact the
companieshavemadeutilizingthefacility.We
arepleased thecompanieshavebecome fully
certi�ied and concluded the upgrading
processes.Wetookatourofthepremises,andI
wasamazedattheamountofeffortsand
So far, the sector has enjoyed
financing from the Bank to
the tune of over N7billion.
Healthcare Management Review Vol 8/Page 96
investmentsthathavegoneintoassuringthe
highest quality in terms of the air quality,
qualityofproductsfromrawmaterialscoming
in,thehandling,theprocessing,thepackaging,
theentireprocessisofinternationalstandard”,
henoted.
OtherkeymilestonesoftheBank'sintervention
intothesectorincludetheincreaseinaverage
production capacity of assisted companies
from55%to80%;theimprovementinresearch
and development which has aided assisted
companiestoinvestinmorecomplexproduct
lines, including production of anti-retroviral
drugs and easily injectable drugs; increased
foreignexchangesavingasaresultofreduction
ofdependenceonimportedpharmaproducts;
aswellasthemodernisationand
empowermentoftheNationalAgencyforFood
and Drugs Administration and Control
(NAFDAC). So far, the sector has enjoyed
�inancing from the Bank to the tune of over
N7billion.
The industry is the biggest in West Africa,
responsible for 60 percent of the medicines
consumed in the ECOWAS region, and has a
marketsizeof$717milliongrowingatarateof
12percent annual ly, according to the
Pharmaceutical Manufacturers' Group of the
Manufacturers' Association of Nigeria (PMG-
MAN).Thesectorisahugeemployeroflabour,
withover600,000peopleworkingthere,and
its export potential is considered high, as
evidencedbytheattractionofinvestmentsinto
thesectorinexcessofN300billion
Mr. Rasheed Olaoluwa
Managing Director/CEO
Bank of Industry
Healthcare Management Review Vol 8/Page 97

THE CAPITAL MARKET AS A WINDOW FOR
FINANCING PHARMA INDUSTRY IN NIGERIA
TO CREATE DRUG SECURITY
David Imafidon Pharmacist, Chartered Stoke Broker
and Investment Consultant
( Chief Execu�ve Officer Highcap Securi�es Limited)
ADONRI
Healthcare Management Review Vol 8/Page 98

One of the cardinal reason for the failure was the mismatch
in their financial structure. There were several instances of
the use of short term funds to finance long term projects
and also many cases of undercapitalization.
ith favorable government policies that will make the WPharmaceutical Industry profitable, investment funds from
the Capital Market can be easily attracted to the industry. In the
absence of an enabling environment, Nigeria has lost sizeable
proportion of capital formed in the Pharmaceutical Industry. Several
manufacturing companies have collapsed in the sector. Evidence of
shrinkage abounds in the stock market where the number of
Pharmaceutical companies listed on The Nigerian Stock Exchange has
declined sharply. The sector is also one of the least profitable in the
Stock Market.
Other than the challenges of operating in a hostile manufacturing
environment, most of the enterprises are architects of their own
misfortune. Most of them were heavily reliant on short term debt to
finance their medium to long term investments. They were just
accidents waiting to happen.
Long term capital formation aided by favorable public policies can
lead to domestication of the input-output value chain of Nigeria's
Pharmaceutical industry if the Capital Market is adopted as the main
vehicle for financing the Industry. This will prevent past mistakes of
mismatch in financing and solve the problem of undercapitalization.
Healthcare Management Review Vol 8/Page 99

here is a common saying that Health is TWealth. Only a healthy work force can create
wealth. Currently in West Africa, the economies of
Liberia and Sierra Leone are facing serious
challenges in wealth crea�on due to the scourge of
Ebola epidemic. As a result of its basic importance
to human existence, any society that neglects its
healthcare delivery system does so at its own peril.
The situa�on can be worsened if society fails to
recognize the cri�cal role of the Pharmaceu�cal
industry which provides several vital resources
required for effec�ve service delivery.
The Nigerian healthcare system is far from the
ideal set by WHO. The country has a fairly well
developed human capacity to drive a good system
but relies heavily on costly imports to provide the
necessary materials input. Virtually all medical
equipment, laboratory equipment, surgical
instruments, consumables, disposables, devices,
dressings and reagents are imported. Local drug
produc�on is the only area that contributes a bit of
input domes�cally to Nigeria's healthcare system.
Paradoxically, the Pharmaceu�cal industry which
contributes reasonably well to the country's
healthcare system is also heavily dependent on
importa�on of almost all its inputs to survive.
Food and Drugs go together. As basic necessi�es of
life, food & drugs security is cardinal goal pursued
by every responsible government in the world. Any
na�on that fails to a�ain reasonable self
sufficiency in food & drugs produc�on could be at
the mercy of its adversaries for survival. For
instance in 2014, when Nigeria was in dire need of
assistance to combat the raging spread of Ebola
virus, the U.S turned down the country's request
for supply of an� Ebola drugs. The drive towards
self sufficiency in drugs produc�on in Nigeria will
require great efforts at massive Capital Forma�on
in the Chemicals and Pharmaceu�cal Industries.
In the area of manufacturing, the Pharmaceu�cal
Industry is one of the fairly well established sectors
of the Nigerian economy. According to 2014 first
quarter sta�s�cs from Nigerian Bureau of Sta�s�cs
(NBS), the Chemicals and Pharmaceu�cal
industries combined, contributed about 0.04 % to
na�onal GDP. Some�me in the past, the Nigerian
Pharmaceu�cal Industry was a major source of
supply of drugs across West and Central Africa.
Following the damage to its reputa�on suffered in
the 2nd republic during import licensing era
coupled with emergence of fake drugs, Nigeria lost
grip of the Sub regional market. Although NAFDAC
has since restored sanity to the industry, new
challenges have emerged preven�ng it from
a�aining its pre eminent posi�on.
In the area of community prac�ce, Nigerian
Pharmacists and Patent Medicine Dealers are the
drivers of capital Forma�on. Prohibi�ve laws in the
past that restricted foreigners from par�cipa�ng in
retail trade enabled Nigerians to control and
dominate Community Pharmacy. However, due to
their weak financial state, these enterprises are
seldom organized into formidable enterprises.
It is in manufacturing that the Nigerian
Pharmaceu�cal industry has witnessed massive
Capital Forma�on. This was spearheaded by
s e v e ra l w o r l d r e n o w n e d M u l � n a � o n a l
Pharmaceu�cal companies that established
manufacturing plants in Nigeria right from the
colonial era. Their long term capital came in as
foreign direct investment while working capital
was sourced from local banks. Capital Forma�on in
the manufacturing sector by many State
governments and domes�c entrepreneurs proved
fu�le as most of the enterprises failed to stand the
test of �me. One of the cardinal reasons for the
failure was the mismatch in their financial
structure. There were several instances of the use
of short term funds to finance long term projects
and also many cases of undercapitaliza�on.
Healthcare Management Review Vol 8/Page 100

The drive towards self
sufficiency in drugs
produc�on in Nigeria will
require great efforts at
massive capital forma�on in
the chemicals and
pharmaceu�cal industries
Access to enough capital appropriate in type, volume
and cost is a vital necessity for developing a world
class Pharmaceu�cal Industry in Nigeria. Despite
inevitability of all factors of produc�on, the role of
capital has come to be recognized as the pivot around
which other factors revolve. Capital required by
businesses to prosper consists of short term,
medium term and long term credits financed by debt
funds, debt-equity funds and equity funds.
Short term funds have tenors of less than two years.
They are debt funds borrowed from the Money
Market / Banks, repayable with accrued Interest
within the tenor of the facili�es. Due to the short
term maturity profile of short term funds, they are
used to finance working capital by businesses.
Medium term credits have tenors longer than short
term credits but less than five years. Above five years
tenor are classified as long term credits in vola�le
economies like ours, otherwise, in stable economies
they are ten years and above. Medium to long term
credits are u�lized mainly for development purposes.
They are derived from equity, debt-equity and debt
funds. They are used to finance fixed assets and other
ac�vi�es with long gesta�on period in businesses.
Medium to long term credits are obtained from the
Capital Market.
Startups in the manufacturing industry and
manufacturers pursuing expansion of physical
facili�es, by type, requires long term funds to finance
procurement of the fixed assets which they need for
produc�on. This type of credit is also required by
them to finance research and development
necessary for innova�ve growth. These needs have
long gesta�on and takes �me to pay back. Due to lack
of foresight, fund users have con�nued to suffer
cri�cal errors in judgment by securing inappropriate
credits that compounds the woes of their businesses.
Evidences abound in the use of short term credits to
finance long term projects mainly by indigenous
entrepreneurs in the Pharmaceu�cal Industry,
resul�ng in financial mismatch. Many industrial
enterprises in Nigeria caught up in this mess are
belabored with huge recurrent debt servicing
obliga�ons that have diminished their resources
available for work.
Another source of fragility in the manufacturing
industry is undercapitaliza�on. Inadequate capital in
terms of volume reduces the capacity of enterprises
to compete and withstand shocks. Pertaining to the
cost of credit, several manufacturers have become
uncompe��ve due to the high mul�ple digit Interest
rates charged on their facili�es. Meanwhile, foreign
compe�tors in the same field borrow at lower single
digit Interest rate. They also have easy access to near
cost free equity capital to acquire capital goods.
Healthcare Management Review Vol 8/Page 101
CAPITAL MARKET AS FINANCING WINDOW
Most of the financing challenges faced by
manufacturers in the Pharmaceu�cal Industry
can be addressed through the Capital Market.
Capital Forma�on through the Capital Market
takes place in the Primary Market. This is where
savers and borrowers or users of funds meet for
business transac�ons. The ins�tu�onal and
legal framework for raising capital in the
Primary Market is provided by Market
Operators under the supervision of Regulators.
Market Operators who intermediate in the
process of capital raising includes Issuing
Houses, Trustees, Underwriters, Stockbrokers,
Registrars, Solicitors, Repor�ng Accountants,
Auditors and Receiving Agents (Banks). The
en�re process of raising medium to long term
capital from the inves�ng public or
consumma�ng business combina�on in Nigeria
is regulated at the apex by Securi�es &
Exchange Commission. Capital raising from the
Inves�ng Public otherwise called Public Issue
that will ul�mately be listed on a Stock
Exchange is regulated by the Exchange. A
cardinal goal of these regulators is Investor
protec�on. The inst ruments used by
companies (Issuers) to raise capital are called
securi�es. Issuance of securi�es in the Primary
Market can take any of the following forms:
OFFER FOR SUBSCRIPTION
These are direct issues to the inves�ng public
by floa�ng a number of shares (Equity) or
debenture stocks / corporate bonds (Debt). The
proceeds of Issue go to the Issuing Company
(Issuer). Such funds are used to finance
expansion projects or moderniza�on of
Healthcare Management Review Vol 8/Page 102

infrastructure and also fund part of working
capital.
OFFER FOR SALE
Apublicofferofsharesinacompanybyexisting
shareholders. This method is also used by
Underwriters to dispose of shares acquired
(warehoused) in the course of underwriting
new issues. The proceeds go to the sellers of
suchshares.
RIGHTS ISSUE
Thisisamethodofraisingnewequitycapitalby
means of offer to buy more shares made to
existing shareholders in proportion to their
existing holdings, at concessionary prices.
Manycompaniesusethismethodtore�inance
short term debt servicing obligations. In
addition, restriction of the offer to existing
shareholders ensures undiluted ownership.
RightsIssuemaybemadeatthediscretionof
the Directors. It does not need approval of
membersinageneralmeeting.Italsodoesnot
requirethepublicationofprospectuswhichis
mandatoryunderanofferforsubscription.This
keepsthecostofissuanceatabarestminimum.
PLACING
Thisisanarrangementwherebyanewissueof
sharesorbondsisdirectlyofferedtoselected
individuals or institutional investors. If at
conclusion of the placing, the number of
members of the company remains under 50,
thus maintaining its status as a private
company, the offer is termed a Private
Placement.
Access to enough capital appropriate in type, volume and
cost is a vital necessity for developing a world class
Pharmaceutical Industry in Nigeria. Despite inevitability of all
factors of production, the role of capital has come to be
recognized as the pivot around which other factors revolve.
Capital required by businesses to prosper consists of short
term, medium term and long term credits financed by debt
funds, debt-equity funds and equity funds.
Healthcare Management Review Vol 8/Page 103

ADVANTAGES OF THE CAPITAL MARKET
T h e C a p i t a l M a r ke t p r o v i d e s a v e n u e fo r
manufacturers to effect op�mal financing and capital
broadening. Manufacturers are generally involved in
produc�on of goods. In a con�nuously changing
market environment where con�nuous innova�on is
necessary, the need for steady investment in capital
goods or fixed assets cannot be overemphasized. Due
to long gesta�on or payback period for investment in
fixed assets, their acquisi�on should be financed with
long term funds or credits. The Capital Market is the
best place to obtain this type of fund. Depending on
objec�ves of the Industrialist and his financial
composi�on, the credit can be structured to take into
account the peculiarity of the project; the overall goal
being to minimize the financial risk of the business.
Unlike Bank or Money Market credits, funds raised
through equity issues are available to Industrialists for
perpetual use. Also, unlike Bank credits in which
Principal and Interest must be repaid at regular
intervals within their tenors, only biannual Interest is
paid on Capital Market debt un�l maturity when the
Principal is redeemed. It enables the fund user to
retain higher volume of the fund than would
otherwise be possible if short term credits were used.
Also, as a result of the single obligor limit imposed on
Banks, there is a limit to the volume of credit a Bank
can grant each customer. However, except small
companies listed on the Alterna�ve Securi�es Market
(ASeM), companies listed on the main market of The
Nigerian Stock Exchange have no limit on the volume
of funds they can raise.
In terms of cost of funds, the Capital Market is much
cheaper than the Money Market. Equity fund is
technically cost free save for voluntary dividends
expected by shareholders when profit is made.
Payment of dividend is at the discre�on of Directors.
Due to the higher risks a�endant to longer tenors of
debt funds obtained from the Capital Market, the cost
of fund is slightly higher because of
the inbuilt risk premium. However, when the �me
value of money is factored in and with availability of
the fund in larger volume, it is generally considered
cheaper and most suitable for manufacturers.
Recourse to the Capital Market for finance played a
major role in the emergence of Dangote Industries Plc
as a global en�ty. DAAR Communica�ons Plc, owners
of AIT, survived liquida�on by its short term creditors
when they refinanced through the Capital Market.
CONDITIONS FOR ACCESSING THE CAPITAL
MARKET
Only Public Limited Liability Companies (Plc) can
access the Capital Market to raise funds. Unlike
Private Companies, PLCs have no restric�on on
transferability of their shares. This enables
shareholders to exit their investment (without
disrup�ng opera�ons of the Issuer) through
secondary market windows provided by Stock
Exchanges or Over the Counter Market.
For Issuing Companies that intend to undertake public
quota�on of their securi�es by lis�ng on the Stock
Exchange, they must meet the lis�ng requirements.
The Nigerian Stock Exchange has different lis�ng
requirements for its Alterna�ve Securi�es Market
(ASeM) for SMEs, Main Equi�es Market, Bond Market
and Deriva�ves Market. A�er lis�ng, to remain listed,
the Issuing Companies must comply with the Post
Lis�ng requirements of The Nigerian Stock Exchange.
Details of the Lis�ng and Post Lis�ng requirements are
available on the website of The Nigerian Stock
Exchange. The prospec�ve Issuer is also under
obliga�on to meet the condi�ons set out in the
Investment & Securi�es Act (ISA) of 2007 and those
under the Rules and Regula�ons of the Securi�es &
Exchange Commission (SEC).
Stockbrokers are responsible for sponsoring the
applica�on by companies to list their securi�es on the
Stock Exchange.Healthcare Management Review Vol 8
/Page 104


“ THE EARTH PROVIDES
ENOUGH TO SATISFY MAN'S
NEED, BUT NOT EVERY MANS
GREED”
Mahatma Gandhi
GANDHIAN
ECONOMICS of capital efficency
- Disrupting Business Models
- Modifying Organizational Capabilities
- Creating Or Sourcing New Capabilities
Indian Entrepreneurs have a penchant
for undertaking small projects using
capital carefully. They have changed
their approach to scale since 1991,
but they maintain an unwavering
focus on capital efficiency.
Healthcare Management Review Vol 8/Page 106

radi�onal innova�on is heading for Tobsolesce - because parameters have
completely changed - and it wil l take
unsuspec�ng organiza�ons with it. Most
innova�on programs are bui lt on the
assump�ons of influence and abundance. The
more, the be�er. Striving for big margins is
Business School 101.
However, we see shaken consumers all over the
world asking for inexpensive or value-for-
money products and services. We see the
developing worlds demanding environment
friendly products and services. Affordability
and sustainability, not premium pricing and
abundance, should drive innova�on today.
Companies can respond to the challenge by
developing strategies that allow them to create
more products with fewer resources and sell
them cheaply.
The search for lower manufacturing costs and
fresh sources of talent will increase pressure on
them to globalize, leading to more-complex
knowledge chains, supply chains, and cross-
border interdependencies. At the same �me
the new process will make products and
services accessible to a greater number of
consumers. “Learning to do more with less for
more people should be the innovator’s dream”.
GANDHIAN INNOVATION AND CAPITAL
EFFICIENCY
Studies have shown how Indian companies and
organiza�ons innovate, o�en backed by
government. Some are established companies,
and others are start-ups. They aren't confined
to a few industries - they run the gamut of
manufacturing and services, including drug
development and healthcare. They are all
radically innova�ve.
To innovate along the Indian line there are two
variables to analyze. One is, of course the
source of technologies involved. They can be
bought; adapted or synthesized in a fresh way;
or built ab ini�o. The other key factor is the
organiza�on’s capabili�es which means the
competencies, knowledge, and skills that the
company must apply in order to be successful.
At one end of this spectrum, companies can
disrupt business models by using exis�ng
capabili�es but at a lower cost. At the other,
they can create en�rely new capabili�es. Those
in the middle modify capabili�es. The two-way
classifica�on leads to three types of Ghandhian
innova�on.
The Mismatch between aspirations and
resources is the essence of entrepreneurship.
Executives then have only two choices.
Leverage existing resources in new ways, or
change the rules of the game entirely.
IMMITATION
INNOVATION
Healthcare Management Review Vol 8/Page 107

·� Disrupting Business Models: Several Indian
companies have used Western technologies but
created business models that have completely
altered the industry’s economics.
·� Modifying Organizational Capabilities: Other
Indian companies have synthesized several
technologies and, as a result, altered their
capabili�es - such as design skills or speedily
development of resources on a large scale
·� Creating or Sourcing New Capabilities: Indian
entrepreneurs have focused not only on building
disrup�ve business models and honing exis�ng
capabili�es but also on crea�ng or acquiring new
capabili�es to solve problems, which o�en requires
technology development- or a collabora�ve
approach to obtaining technical exper�se.
Contextual factors have undoubtedly facilitated the
growth of Ghandhian innova�on in India.
One, the country's poli�cal leaders experimented
with socialism for more than four decades, which
kept-out foreign capital and technologies
par�cularly from the U.S., but spurred local
Inven�on. Indian engineers, backed by government
funding, developed nuclear weapons, rockets,
imaging techniques and super compu�ng by
depending only on their ingenuity.
Two, the Indian economy did not start growing un�l
the 1990s, so local companies are small. For
e x a m p l e s , i n 2 0 0 8 I n d i a ' s t h e n l a r g e s t
Pharmaceu�cal company, Rambaxy made $800
million in revenues- 60 �mes less than the $48.2
billion Pfizer brought in and nine �mes less than
what the U.S. giant budgeted for research. Indian
entrepreneurs have a penchant for undertaking
small projects using capital carefully. They have
changed their approach to scale since 1991, but they
maintain an unwavering focus on capital efficiency.
Three, local companies know that while India has
both rich and poor people, catering only for the rich
limits their market. Most target the aspiring middle
class family, which lives on $5,000 a year. As a result,
they're forced to develop value-for- money products
and services by changing the price-performance
equa�on.
Four, entrepreneurs - the most important drivers of
Indian's innova�on mind-set - have had the audacity
to ques�on perceived wisdom. With increasing
frequency, these leaders are rejec�ng established
ways of doing business in favour of new prac�ces.
The mix of minuscule research budgets, small size,
low prices, and big ambi�ons has created the need
to think and manage differently.
However, it could be wrong to conclude that only
companies in India can develop Gandhian
innova�ons. Enterprises anywhere in the world can
do so by modifying the philosophical underpinning
for their innova�on processes.
C A P I T A L E F F I C I E N C Y
Healthcare Management Review Vol 8/Page 108

MY GOAL IS INCLUSIVE GROWTH:
CEOsofPharmacompaniesmustdevelopadeep
commitmenttoinclusivegrowth,whichwillforce
themtothinkofunservedcustomers,betheyrural
poor or urban poor. A focus on inclusion
challengesexecutivestopushpriceperformance
envelopes to ensure affordability, and to think
aboutincreasingscaletolowercosts.Thestarting
pointhastobethedesiretoservemorepeople.
Though, companiesoften startbyasking: “given
ourcost structure,whichsegmentscanweserve?
“TheyShouldask:Giventhatweneedtocaterfor
theunderserved,whatshouldourcoststructurebe?
MY VISION SHOULD BE UNAMBIGUOUS:
Leadership is crucial to building Gandian
innovations. All cases reveal articulated clear
visions of what they want to accomplish. In
addition, their visions always have a human
d imens ions : for example , he lp ing poor
individuals and enabling patients to buy cheap
medicines.Theseleadersalsoengagewithproject
teams constantly, providing safety net that
protects the team from self-doubt during
despondenttimesandmoderatesovercon�idence.
· I MUST SET STRETCH TARGETS: CEOs must
establishambitiousgoalsandcleartimeframesfor
CEOs must follow five cardinal principles to get
Innovation right today: They must say:
achieving them.Companies shouldask: “What is
our man-on-the-moon project?'' as they do in
India'sboardrooms:''WhatisourNanoProject?''
Bycreatingaspirationsthatliebeyondtheexisting
resourcesorcurrentapproachestothedeliveryof
products, CEOs will compel executives to be
innovative and entrepreneurial. The Mismatch
betweenaspirationsandresourcesistheessence
of entrepreneurship. Executives then have only
two choices. Leverage existing resources in new
ways,orchangetherulesofthegameentirely.
· WE MUST LEARN TO INNOVATE EVEN WHEN
FACED WITH CONSTRAINTS: GandhianInnovators
startbyacceptingthatthereareconstraints.That
won'tgoaway,leadersmustforceteamstowork
withinself-imposedboundariesthatstemfroma
deepunderstandingofcustomers.Thatwillresult
inanovel,outside-inviewofinnovation.
·OUR FOCUS SHOULD BE ON PEOPLE:
None of the successful organizations studied
explicitlydiscussed shareholderwealthorpro�it
maximization.Theirinnovationprojectshadtobe
pro�itableandbuildshareholderwealth,ofcourse,
but the focus was always on customers. The
language inside their organizations was about
customers as people, supplies as partners, and
employeesasinnovators.
Consider one constant management compliant: “ At the price levels in these markets we cannot make
profits”. This assumes that companies can't lower cost structures, that they can't reduce operating
margins, that there is no price elasticity, and that poor people don't have much use for the product. The
Indian innovators simply said: “What if we change the way we operate to reduce cost and focus on return
on capital employed, not just on operating margins? If we reduce prices enough and make our products
available to the poor, won't there be explosive growth as they quickly find uses for and buy our offerings?
Healthcare Management Review Vol 8/Page 109

Gandhian innovators solve problems in two
key ways: by acquiring or developing
technologies and by altering business
models or capabilities
Affordability and Sustainability are replacing premium pricing and
abundance as innovation drivers, but few executives know how to
cope with the shift.
- Companies must make their offerings accessible to a greater number
of people by selling them cheaply and must develop more products
and services with fewer resources.
- Westerners are struggling to tackle this challenge, but some enter-
prises in developing countries, particularly in India, are showing the
way by practicing three types of Gandhian Innovation:
-Disruptive business models
-Modifying organizational capabilities
-Creating or sourcing new capabilities
Companies anywhere in the World can follow suit by striving for inclusive
growth, establishing a clear vision, setting stretch targets, exercising entrepre-
neurial creativity within constraints and focusing on people, not just profit or
shareholders wealth
1. Develop a deep commitment to serving the unserved
2. Ar�culate and embrace a clear vision
3. Set very ambi�ous goals to foster an entrepreneurial spirit
4. Accept that constraints will always exist, and crea�vely operate within them.
5. Focus on people, not just shareholder wealth and profits.
CreditC.K PrahaladR.A Masheller
Healthcare Management Review Vol 8/Page 110

INDIAINDIAINDIATHE IMPORTANCE OF
GOVERNMENT POLICY
IN INDUSTRIAL GROWTH
Healthcare Management Review Vol 8/Page 112

ver the past 40 years or so the Indian pharmaceutical sector witnessed Orapid growth and transformation. From a mere volume of just Rs. 10 core
in 1947, the industry registered a sales turnover of about US $ 5.5 billion in 2004
with an annual growth rate of about 17%. The flexible provisions of the Patent
Act of 1970 and other supportive policies of the government of India played an
instrumental role in the growth and development of this industry.
Given the importance of public policies in influencing the present structure of
the industry, HMR reviews in brief, the important policy changes that influenced
the positive growth of the Indian Pharmaceutical industries.
Healthcare Management Review Vol 8/Page 113

Introduction of the allopathic form of
medicine.
Noproductionunitinthecountry
ForeignCoysexportedRawmaterialsfrom
India,transformeditinto�inishedproducts
andimporteditbacktoIndia.
In spite of sincere efforts by a handful of
entrepreneurstoestablishindigenouscompanies,
drugproductioninIndiawaslowandcouldhardly
meet 13% of total medicine requirement of the
country.
Theindigenousindustry,howeverreceivedimpetus
duringthesecondworldwarduetothefallinthe
supply of drugs from foreign companies, many
moreIndiancompanieswereestablished.Withthe
entryofnew�irmsinthemarkettheproductionof
drugsincreasedrapidlyandindigenous�irmswere
abletosatisfyabout70%ofthecountry'smedical
requirement.
Concerned about the lack of manufacturing
facilitiesandguidedbytheperceptionthat'foreign
technology'was an important component for the
growth of the pharmaceutical sector, the
Government of India in its Industrial Policy
Statementof1948decidedtotakealiberalattitude
towards Multi National Companies (MNCs) and
allowedthemtoestablishplantswithoutfacingthe
hurdle of licensing agreements. Such liberal
attitudeofthegovernmenttowardsMNCsledtoa
free�lowofforeigncapitalandthesectorwitnessed
rapid growth. As noted by the Pharmaceutical
EnquiryCommitteeof1954,thedrugproductionof
India witnessed a 3.5 times growth in the
productionfromjustRs.10corein1947toaboutRs.
35corebytheendof1952
However,inspiteoftheprogressmadebythesector,
it was observed that foreign companies did not
establish any production unit in India, but were
engagedinassemblingbulkdrugs (importedfrom
theircountry)formanufacturingthe�inalproduct
FIRST EPOCH OF DEVELOPMENT (1850 -1945)
Reviewing some of the important policy changes pertaining to the pharmaceutical sector in India,
reveals the pivotal role of government policies in the growth and development of this sector
overtime. Particularly, the absence of product patents, assured the market for life saving drugs,
and protection from foreign competition, helped the growth of this industry.
Positive externalities from the public sector and the research units enabled firms to gain
competence in process engineering and maintain a competitive edge in the international market.
In spite of high competition, the Indian pharmaceutical industry is one of the most profitable
industries.
SECOND EPOCH OF DEVELOPMENT
(1945 - Late 1970s)
Healthcare Management Review Vol 8/Page 114

MNCswerenotkeentoestablishproductionunitsin
thecountrybecause theproductionofbulkdrugs
required investment in plant and machinery
whereasimportingbulkdrugsandprocessingthem
into the formulation was an easier and more
pro�itable business. To overcome the structural
weakness that the sectorwas suffering from, the
governmentinitsindustriallicensingpolicyof1956
made it mandatory for foreign multinational
companiestoestablishtheirproductionunitinthe
countryandproducedrugsfromthebasicstage.
Thepharmaceutical industrywasalso includedin
the core group of industries for the purposes of
licensingbecauseofthe'highsocialvalue'contentof
medicinal products. Accordingly, the license was
granted under the supervision of the Director
General of Technical Development (DGTD) for
settingupanewunitorexpansionoftheexisting
units,keepingintoaccountthemedicinalneedfor
the country. In order to ful�i l l regulatory
requirements, many foreign companies started
theirproductioninIndia.
During this period, a large number of domestic
companiesalsoenteredthemarketmainlydueto
governmentsupportundertheIndustrialLicensing
Actandstartedproducingawiderangeofproducts.
The Four EPOCHS of the INDIAN Pharmaceutical Industry
First - 1850 - 1945
Second - 1945 -to the Late 1970s
Third - early 1980s - to early1990s
Fourth - early 1990s -To present time.
Between1952and1962,drugproductions in the
industry increased fromRs.35crore toaboutRs.
100 crore.Besides, the capital investment for the
sectorwasaboutRs.56crorein1962ascompared
toitsvalueofRs.23crorein1952.
ROLEOFPUBLICSECTORUNITSANDRESEARCH
INSTITUTES
Another note-worthy achievement of this period
was the establishment of two public sector units
(PSUs)theHindustanAntibioticsLtd(HAL)in1954
and the Indian Drugs and Pharmaceuticals Ltd
(IDPL)in1961tostarttheproductionofdrugsfrom
its basic stage. HAL was established to produce
antibioticwiththeassistanceofWHOandUNICEF.It
was the �irst company in India to manufacture a
number of antibiotic drugs like Penicillin,
Streptomycin Sulfate, Ampicillin Anhydrous, and
Gentamicinfromthebasicstage.
The technology required to produce these drugs
were imported mainly from a large number of
foreigncompanieswhichwerethenadaptedtothe
localconditionassistedbytheinhouseR&Dwingof
the company.Apart fromPSUs, thepublic funded
researchinstitutealsoplayedapivotalroleinthe
Healthcare Management Review Vol 8/Page 115

growth of the sector. The government created a
numberofresearchinstitutesundertheguidanceof
theIndianCouncilofMedicalResearch(ICMR)and
the Council of Scienti�ic and Industrial Research
(CSIR)topromotethetechnologicaladvancementof
thecountry.
ThePublicEnterprisesandResearchInstitutesalso
played a key role in enriching the human capital
endowment t ha t was neces sa ry fo r t he
pharmaceutical sector of the country to �lourish.
Almostalltheentrepreneursofthebigcompanies
(aboutone-thirdofthe200largecompanies)have
workedinIDPLproductionortheR&Dwingatsome
pointoftimeortheother.Thenecessaryskillthatis
required for reverseengineeringwasacquiredby
entrepreneurs of the pharmaceutical industry
through their long-term associations with public
sectorunits,which is fundamental to theproduct
andprocessdevelopmentforthisindustry.
By early 1970s due to favorable government
policies, the domestic industry had grown
considerablyfromastateofnon-existence.In1952,
thetotalturnoverforthesectorwasaroundRs.32
crore.
The Amendment of Pa ten t Law and the
Implementation of the New Drug Policy (The Second
Epoch of Development)
Concernedbythehighpriceofmedicinesandthe
lack of domestic infrastructure, the government
constitutedtheHathiCommitteein1974'toprobe
intotheproblemsandsuggestarationaldrugpolicy
thatwouldmeetthemedicinalneedsofthecountry'.
Recommended by the Committee's report, the
government amended thePatentAct of1970and
enacted the Foreign Exchange Regulation Act
(FERA)1973initsNewDrugPolicy(NDP)of1978.
The Patent Act of 1970 recognized only process
patents. The life of the patent was also reduced
signi�icantly from 16 to 5 years from the date of
sealingor7yearsfromthedateof�illingacomplete
application,whicheverisshorter;in otherwords,
themaximumperiodofpatentwas7years.Further,
intheamendedActanMNCcouldpatentonlyone
process.FERAwasimplementedtocompelMNCsto
manufacturehightechnologybulkdrugs.
ItwaslaiddowninSection29thatFERAcompanies,
i.e., foreign companies with an equity holding of
morethan40%andengagedintheproductionof
The technology required to produce these drugs were imported
mainly from a large number of foreign companies which were then
adapted to the local condition assisted by the in-house R&D wing of
the company.
Healthcare Management Review Vol 8/Page 116

The other signi�icant outcomes were fall in the
prices of themedicines and the introduction of a
large number of generic versions of patented
products. The drug policy of 1978was, however,
revised in1986todilute themechanismofcheck
andcontrolwithrespecttotheproductionofcertain
categoriesofdrugs.NDP1986alsoregularizedthe
production of a large number of drugs thatwere
earlier questionable on regulatory grounds. This
was done to encourage greater participation of
privateplayersintheproductionofdrugs,because
thepublic sector started to suffer from industrial
sickness due to the lack of proper commercial
orientation.
THE THIRD EPOCH OF DEVELOPMENT
ThePhaseofLiberalization,De-ControlandProduct
Patent.
Thegrowthimpetusthatthesectorreceivedduring
the 1980s continued even in the 1990s. The
pharmaceutical sector witnessed a consistent
growthofaround16%from1995onward.Thebulk
drugandtheformulationsectoralsoexperienceda
growthrateofbetween15%and20%duringthis
period. Because of the competence gained by the
Indian pharmaceutical companies in process
engineering,theIndiancompaniesalsoemergedas
themajorplayersinthedomesticmarket.This
only formulation products or bulk drugs not
involving 'high-technology', should reduce their
equity holding to 40% or below. For FERA
companies, licenseswould be granted onlywhen
thecompaniesprovide50%ofbulkdrugstonon-
associatedformulators,andtheratioofvalueofbulk
drugsusedinownmanufacturetothevalueoftotal
formulationproductionwouldnotexceed1:5.
Thecorresponding�iguresfordomestic�irmswere
about 1:10. In addition, the NDP of 1978 had
reservationforthedomesticmanufacturerforthe
productionofvariouscategoriesofdrugs.
Economies of scale, technology and pricing of
productsarethedecidingfactorsfortheproduction
ofdrugs.ThePatentActof1970andthechangesin
domesticregulationvirtuallycurbedthemonopoly
of MNCs. Adopting the �lexible provisions of the
amendedpatentact,indigenouscompaniesstarted
imitatingthepatentedproductandcouldeventually
come out with better processes for the same
product. The FERA and the NDP of 1978 also
restrictedtheactivitiesofMNCs.
Itis,therefore,notsurprisingto�indthattheshare
ofMNCsdroppedfrom70%toabout50%bythelate
1980s.Theindustryalsoembarkedonthepathof
highgrowthduringthisperiod.
Because of the competence gained by the Indian pharmaceutical
companies in process engineering, the Indian companies also
emerged as the major players in the domestic market.
Healthcare Management Review Vol 8/Page 117

resultedinafurtherfallintheshareofMNCsinthe
country.Thecountryalsogainedreputationinthe
international market as low cost producer. The
number of production units in the Indian
pharmaceuticalsectoralsoincreasedfrom1,752in
1952–1953to20,053intheyear2000–2001.
However, there was a shift in the regulatory
frameworkunderwhichthesectorwasoperating.
Aspartoftheliberalizationpolicy,theGovernment
ofIndiaintheNewDrugPolicyof1994and2002
abolishedthe licensingrequirementforentryand
expansionof �irms.Further,100% inward foreign
direct investment has been allowed under the
automaticapprovalofRBIandautomaticapproval
fortechnologicalcollaborationhasbeenapproved.
Further,freeimportofformulations,bulkdrugsand
intermediaries are allowed. The government also
implementedcertainrulesinitsNewDrugPolicyfor
producerstofollowgoodmanufacturingpractices
andproducequalityproducts.
Concern about quality medicine was high on the
agendaofthegovernment,becausetheWHOstudy
reported (2007) that about 35% of fake drugs
producedintheworldcomefromIndia,whichalso
hadaspuriousdrugmarketworthRs.4,000crore.
Thus,while,ontheonehand,Indiahasshownits
competenceinmanufacturinghighqualityproducts
thatalsohavedemandintheinternationalmarket,
paradoxically,theIndianmarketisalso�loodedwith
spuriousdrugstoalargeextent.Tocontrolspurious
drugs,thegovernmentincorporatedScheduleMin
theDrugsandCosmeticActin1995thatlaysdown
GoodManufacturing Practices (GMP) at par with
WHOstandards.
Apart from the changes in domestic policies,
perhaps the most controversial and debated
regulatorychangesrelatetotheamendmentofthe
PatentActof1970.To recall, thePatentLawwas
amendedundertheWTOcompulsiontorecognize
productpatentfrom2005onward.
This was implemented in three successions: The
�irstversionofitwasimplementedin1995inwhich
the'mail-box'systemwasrecognized.
On January 1, 2000, a second amendment was
introduced. Its key issues re-de�ined patentable
subject matter, extended the term of patent
protectionto20yearsandamendedthecompulsory
licensingsystem.
A third amendment of patent law was made on
January1,2005tointroduceproductpatentregime
in areas, including pharmaceuticals that were
hithertocoveredbyprocesspatentsonly.
HMR noticed that there was a gradual shift in public policy from the
regime of control and process patents to a regime of decontrol and
product patents. These changes in policy had a far-reaching effect
on the behaviour of the Indian pharmaceutical industry.
Adapted From: M.Mazumbar: Performance of Pharmaceutical Companies in India
Healthcare Management Review Vol 8/Page 118
"The Pharmaceutical company Lupin reversed the
usual drug development process - that is, it
gathered clinical data before running Lab test - to
create an affordable treatment for Psoriasis. It came
up with an effective formulation for a fraction of the
money and time it would have normally taken."
REVERSE
PHARMACOLOGY
Healthcare Management Review Vol 8/Page 120

any Indian companies have invested in Mdeveloping new products or services, but their
goal is usually to create inexpensive offerings on
shoestring budgets. They succeed only because they
challenge conventional techniques.
Traditionally, the development of Pharmaceuticals
startsinaLaboratoryandmovestoaclinicthrougha
complex system of validation and testing, as we all
know.Thiscantake10to12yearsandcancostmore
than $ 1billion. In order to identifymedicinesmore
quickly and cheaply, Indian policy makers and
scientistsaretryingtoreversetheprocess.Theyare
asking, “what happens if instead of going from
laboratories toclinics,companieswent fromclinics to
laboratoriesandthenbacktoclinics”?Theideaistouse
clinical and quantitative data to develop target
formulations that undergo preclinical and clinical
researchtrials.
For example, around 2 per cent of the world’s
population suffers from Psoriasis - a recurring
in�lammatory skin disorder and patients spend
approximately $15 Billion a year on treatments.
Monoclonalantibodytreatmentswhichcost$15,000-
20,000foracourse,areeffectivebutbeyondthereach
ofmostIndians.
Wh en L u p i n , o n e o f I n d i a ' s we l l - k n own
pharmaceuticalcompanies,announceditsinterestin
developingherbal-basedmedicines,apractitionerofa
traditional branch of Indian medicine called 'Sidha'
approachedthecompanywithacureforPsoriasis.On
thebasisofknowledgehandeddowninhisfamilyfrom
generations,heclaimedthatthejuiceofthe'Argemone
Mexicana' (Mexican poopy) would cure the disease
completely.
Therewasnoclinicalevidencefortheclaim,butLupin
collaborated with the practitioner, developed a
formulation,andstarted the �irst trial inearly2000.
Dermatologistusedquantitativemeasuressuchasthe
Psoriasis Area and Severity Index to assess success.
Patientswhotooktheherbalmedicinenotonlywere
curedbutalsodidnotsufferarelapseforthenextthree
years.
InJanuary2003,thegovernmentofferedtofundthe
nextstageoftheprojectandarrangedpartnershipwith
two-state-owned research organization, the Central
DrugResearchInstituteandtheNationalInstituteof
Pharmaceutical Education and Research. These
organisations developed the drug in three phases,
according to US Food and Drug Administration
guidelines.
The�irststepwastoIdentifytheactiveelementstogain
insightsintohowthetreatmentworkedandtocreatea
safeoralantipsoratic formulationthatwould leadto
curativeandpreventivetherapy.Oncethesafetyand
toxicity studies were complete, the Drug Controller
GeneralofIndiaapprovedthedrugfortrials.Thekey
objective at that point was to determine the right
dosagelevels.Thedosagewentthroughaclinicalstudy
thatusedhealthyadultsinthe�irst-phase.
In thesecondphase,whichended inApril2007, the
safety and ef�icacy of three different dosage were
testedonpatientswithmoderate to severPsoriasis.
Lupin completed the third phase- the � inal
multicentric, randomized, paralled-group studies- in
March2010,andlaunchedthedrugbytheendofMarch
2010.Sofar,theIndiancompanyhasspent$10million
and eight years to develop a cure for Psoriasis - a
fractionofthemoneyandtimeitwouldhavenormally
taken. Moreover, treating the disease with LUPIN's
drug will cost $100 per patient, compared with
$15,000intheUS.
Ingeneral,theIndianmarketislargevolumeandlowin
valuecomparedwiththeU.S.Forexample,P�izersells
Lipitorfor90centsinIndia,asopposedto$2.70inthe
U.S, because the India equivalent, Rambaxy's
Atorvastin,sellsfor90cents.
Unsurprisingly, reverse pharmacology is gaining
ground,with localcompanieschasingmultiple leads
fortreatingCancer,Arthritis,Hypertension,Diabetes,
andOsteoporosis,amongotherhealthproblems.
Credit: C.K Prahalad & R.A, Mashelkar
Healthcare Management Review Vol 8/Page 121

Healthcare Management Review Vol 8/Page 122
Pharmaceutical Manufacturing in 2050 will look very different from today
and will be virtually unrecognized from that of 30 years ago. Successful
firms will be capable of rapidly improving their physical and intellectual
infrastructures to exploit changes in technology as manufacturing becomes
faster, more responsive to changing global market and closer to customers.
A look out to 2050 reveals the transformation which will occur in the
pharmaceutical manufacturing sector and the environment in which it
operates. These changes will present major opportunities for Nigerian
pharmaceutical industries to develop competitive strengths in new and
existing areas, but will also present considerable challenges and threats, not
least through increases in global competition.
Healthcare Management Review Vol 8/Page 123

Constantadaptabilitywillpervadeallaspectsofmanufacturing,fromresearchanddevelopment
to innovation, production processes, supplier andcustomer interdependencies, and lifetime productmaintenanceandrepair.Productsandprocesseswillbesustainable,withbuilt-inreuse,remanufacturingandrecyclingforproductsreachingtheendoftheiruseful lives. Closed loop systems will be used toeliminate energy and water waste and to recyclephysicalwaste.
Thesedevelopmentswillfurtheremphasisethekeyroleofphysicalproductioninunlockinginnovativenewrevenuestreams,particularlyas�irmsembrace‘servitisation' andmanufacturersmake use of theincreasing pervasiveness of 'Big Data' to enhancetheircompetitiveness.
Inthepublicsector,policyframeworksthataffectthemanufacturing sector directly and indirectly willneed to recognize the extended nature of valuecreation and the new ways it is being developed.Publicplanningcirclesshouldmatchthetimescalesof�irms'ownlongtermplanningrequirements.Andit will be important that �lows of highly skilledworkers and Patient Capital support to promotecriticalmassinsmallandmediumsizedenterprisesareallinternationallycompetitive.
The implications forpharmaceuticalmanufactures
andtheNigeriangovernmentaresubstantial. Some
businessarealreadyadaptingtoworldclass(with
WHO –cGMP), but many are not positioned to
succeed in a future world where greater
opportunities will be balanced by greater
competition. Nigerianeeds toradicallychange its
approach to providing a constant and consistent
framework within which all �irms aspire and
prosper.
Abusiness–as–usualapproachwillnotdeliverthat
outcome. Othereconomiesarealreadyahead,and
catchingupwillrequireanadaptivecapacitythatthe
Nigerian government is currently demonstrating.
Achieving th is i s essent ia l , as the future
compe t i t iveness and hea l th o f N i ge r i an
pharmaceutical manufacturing will affect many
other parts of the economy through its numerous
linkages.
The key message is that there is no easy or
immediateroutetosuccess,butactionneedstostart
nowtobuildonexistingsupport,andtofocusand
rebalanceit forthefuture.Aboveall,policydesign
willneedtoaddressentiresystemeffects.
Itwillalsobecrucialtoaddressthecurrentimage
associated with manufacturing. Here government
and industry should work together to further
promoteandmarkettheopportunitiesforcareersin
manufacturingindustriesatalllevelsofeducation.
Financialchallengesforthesectorincludeashortage
of risk capital. This is particularly evident as a
funding gap between research and ear ly
developmentand the funding forproofof concept
thatisusuallyrequiredbeforethemarketstepsin.
There is also a shortage of funding for applied
researchanddevelopmentinsomeareas.
Theimportanceofpharmaceuticalmanufacturingto
the Niger ia economy is incontrovert ib le .
Manufacturingisnolongerjustaboutproduction,it
isamuchwidersetofactivitiesthatcreatevaluefor
Nigeriaandbene�itsawidersociety.Pharmaceutical
manufacturing includes signi�icant innovation. It
creates jobs that are both highly skilled and well
paid. It also contributes to the rebalancingof the
economywithitsstrongroleonexportsandimport
substitutions.
MANUFACTURING VALUE CHAIN
Pharmaceut ical manufactur ing is changing
profoundly, creating major new sources of revenue
and value beyond the production and sale of
products.
Manufacturinghastraditionallybeenunderstoodas
theproductionprocessinwhichrawmaterialsare
transformed into physical products through
processesinvolvingpeopleandotherresources.Itis
nowclearthatphysicalproductionisatthecentreof
awidermanufacturingvaluechain.Pharmaceutical
Manufacturesareincreasinglyusingthiswidervalue
chaintogeneratenewandadditionalrevenue,with
productionplayingacentralroleinallowingother
valuecreatingactivitiestooccur.
Healthcare Management Review Vol 8/Page 124

WHAT ARE THE LIKELY CHANGES?
Technology will play a central role in driving
change.Someofthevaluebeingcreatedin2050will
b e d e r ived f rom who l ly unan t i c i p a t ed
breakthroughsbutmanyof the technologies that
will transform manufacturing, such as additive
manufacturing, are already establishedor clearly
emerging. Important pervasive and secondary
technologies including ICT, sensors, advanced
materialsandroboticswhenintegratedintofuture
products and networks will collectively facilitate
fundamentalshiftsinhowproductsaredesigned,
made,offeredandultimatelyusedbyconsumers.
Mass personalisation of low-cost products, on
demand: The historic split between cheap mass
producedproductscreatingvaluefromeconomies
ofscaleandmoreexpensivecustomisedproducts
will be reduced across a wide range of product
types.Technologiessuchasadditive
manufacturing, new materials, computer-
controlled tools, biotechnology, and green
chemistry will enable wholly new forms of
personalisation. Direct customer input to design
will increasingly enable companies to produce
customisedproductswiththeshortercycle-times
and lower costs associated with standardisation
andmassproduction.
Digitised manufacturing value chains: Pervasive
computing, advanced software and sensor
technologies have much further to go in
transforming value chains. They will improve
customer relationship management, process
control, product veri�ication, logistics, product
traceability and safety systems. Theywill enable
greater design freedom through the uses of
simulation,andtheywillcreatenewwaystobring
customersintodesignandsuppliersintocomplex
productionprocesses.
“Looking to the future, we recognise that transformational change is
required and emerging technologies present an opportunity to create a
paradigm shift, allowing us to manufacture medicines faster, greener
and at a lower cost. Manufacturing has become increasingly critical in
the pharmaceutical sector and will require more agility to respond to
patient needs, more flexibility to bring production closer to customers,
as well as increases in efficiency and sustainability. This will underpin
high quality standards and ensure new medicines are affordable for
patients around the world. The prize is significant and it is imperative
that industry and government work together to seize this opportunity
and secure a leading position .” Roger Connor,
President of Global Manufacturing and Supply, GlaxoSmithKline plc
Healthcare Management Review Vol 8/Page 125

Future approaches to policy depend strongly on
recognizing thatpharmaceuticalmanufacturing is
part of an extended system, which requires a
responsefromgovernmentthatcutsacrosspolicy
departments. This requires a system based
approach that takes full account of the linkage
between science, technology, innovation and
industrialpolicies.
The result is the need for more integrated
coordinationbygovernmentacrosspolicydomains
andgovernmentdepartments,thatmakesiteasier
t o an t i c i pa te t he po ten t i a l un in tended
consequences of policies, and to identify where
intervention would achieve the greater impact.
Suchapproachshouldhelptoavoidtheadoptionof
selectivepoliciesbasedonnarrowobjectives that
mightinadvertentlyholdbacksustainablegrowth,
and which are more a feature of the current
approachwhichdevolvespolicymakingtodifferent
governmentdepartmentswithdifferent rolesand
agendas.
Alookoutto2050revealsthetransformationwhich
will occur in the pharmaceutical manufacturing
sector and the environment inwhich it operates.
Thesechangeswillpresentmajoropportunitiesfor
Nigerian pharmaceutical industries to develop
competitivestrengthsinnewandexistingareas,but
will also present considerable challenges and
threats, not least through increases in global
competition.
The Nigerian government needs to act in three
systemicareasto:
- Exploit new forms of intelligence to gain sharper insights
into the sector and where value is being created.
- Take a more targeted approach to supporting
pharmaceutical industries, based on a system wide
understanding of science, technology, innovation and
industrial policies.
- Adapt and build innovative new institutional capability for
the future.
Policiesandmeasuresalsoneedtobedevelopedto
supportpharmaceuticalindustriesasitbecomes:
- Faster, more responsive and closer to customers.
- Exposed to new market opportunities.
- More sustainable.
- Increasingly dependent on highly skilled workers.
Thereisneedtofocuson:
- The role of institutional infrastructures and systems in
supporting industry.
- The need for increasing the availability and quality of long
term, (or patient) capital.
- The role of a national belief in value creation in facilitating
industrial success.
A SYSTEM BASED
APPROACH FOR THE FUTURE
It is essential for government and industry to work together to forge new policy frameworks and develop measures so that Nigerian pharmaceutical manufacturers are able to fulfill their potentials and contribute 70% of required medicines.
Adaptedfrom:ANe ManufacturerswVersionforUK
Healthcare Management Review Vol 8/Page 126


he Idea: Alaix had spent years runningTbusinesses inside large companies. ButwhenP�izerdecidedtospinoffhisdivisioninanIPO, the soon-to-be CEO embarked on anintensivetrainingregimentoprepareforaverydifferentrole.
Formostofmycareer,Ididn'taspiretobetheCEOofaU.S.publiccompany.IwasborninSpainand spent the � irst few decades of myprofessionallifethere.Iwasa�inancespecialist:Iworked as an auditor and a controller. I wasemployed by a bank, and then by TexasInstruments,andthenbyPolaroid.ButIdecidedI wanted to build on my �inance career andbecomemoreof a generalmanager, running abusinesswithinalargecorporation.
At that point Imoved into the pharmaceuticalindustry.FirstIworkedatRhone-PoulencRorer(whichlaterbecamepartofSano�i-Aventis
through a merger), and I was sent to run itsoperation in Belgium. Then I moved toPharmacia as the president of its business inSpain.WhenP�izerboughtPharmacia,in2003,IwasaskedtorelocatetoitsU.S.headquartersasthe president in charge of a large section ofEuropethatstretchedfromPortugaltoRussia.
I enjoyed the broad scope of those generalmanagement jobs. In my �irst role at P�izer, Ilearned to navigate a large organization andadvocate for the opportunities inmy region. Ialso gained suf�icient experience to manage abusiness across different cultures and with ahighlevelofcomplexity.
In2006,whenP�izeraskedmetorunitsanimalhealthdivision,itwasagreatopportunitytotakeonamoreglobalroleandexpandthescopeofmyresponsibilities to new areas such as R&D,business development, and new productmarketing.
Healthcare Management Review Vol 8/Page 128

HANDS ON THE PRESENT
eyes on the future
The CEO of Zoetis on How He Prepared for the Top Job
Juan Ramón Alaix
Case Study:
Every leader has a recipe for success. For me, preparation is most important. I believe in overpreparing, even
though it's time-consuming. Part of preparation is being humble enough to accept feedback. The time I spend
getting ready for a challenge and the openness I have to coaching are investments that always pay me back.
Atthetime,Ididn'tanticipatethatitmightleadtoaCEOjob.But�iveyearslaterP�izerlaunchedastrategicreviewto�indopportunitiestocreatevalue for shareholders, andoneof theoptionswastospinofftheanimalhealthbusinessinanIPO.TheCEOofP�izertoldmethattheIPOwaslikely—andthatIhadbeenselectedtobecomethe future CEO of the new company if ithappened.
We talked about how very different that jobwould be from the ones I'd held before. I'dprovedthatIcouldrunabusiness,butthatdidn'tnecessarilymeanIhadtheskillstobeaCEO.Iwould have to develop them. Because the IPOprocessmighttake18to24months,weagreedthatthiswouldbeacrucialperiodinwhichtocon�irmthatIcouldleadthenewcompany.
As a general manager, I'd had plenty ofexperiencebuilding teamsandcommunicatingwith employees and customers, but as CEO Iwo u l d a l s o h a v e r e s p o n s i b i l i t y f o rcommunicating our strategy to the outsideworld—including the media, analysts, andinvestors. Employees and customers alreadyknowagooddealaboutyourbusiness,butotherconstituencies may know nothing. ThesophisticatedexternalcommunicationskillsthataCEOmusthavewouldbeespeciallyimportantinthemonthsleadinguptotheIPO.Duringourroadshow,Iwouldbetellingthecompany'sstoryto analysts and potential investors, and theiropinion of our strategy would have a directimpactonthevalueofourstockoffering.
Healthcare Management Review Vol 8/Page 129

To prepare for my role at Zoetis, which is the name
we'd chosen for the new company, I started an
aggressive training program that lasted nearly 18
months. I'm a big believer in preparation and the
need for training, no matter where you are in your
career or how high in a corporation you've already
risen. This process was crucial in helping me feel
comfortable by the time the IPO took place.
THE MENTOR
The process began with the HR department,
where I worked to define my development plan.
The first thing we decided was that I would benefit
from mentoring by an experienced CEO from
outside Pfizer. A company called Merryck, which
arranges such mentorships, put me through a
series of tests and assessments to identify skill
gaps. We agreed that the objective of mentoring
wasn't to change my leadership style, which had
proved successful. Nor were we focused on my
general management abilities. Rather, we
intended to identify specific aspects of the CEO
job in which I lacked experience or particular skills
that I wanted to work on.
Merryck proposed several mentor candidates,
and I chose the former CEO of a big European
company. His experience would complement
conversations I would be having throughout my
training with the CEOs of other U.S. companies.
It was also valuable to have an outsider listen to my concerns and
challenge me to think differently. When you're a business leader,
your time is often spent mostly with colleagues and subordinates,
and you miss the challenge of an independent opinion. My mentor
raised issues I hadn't considered. He would ask questions and
challenge me to examine my choices. These structured conversations
forced me to do a disciplined analysis to answer his questions.
He and I began by spending two days on a retreat.
We talked about all the ways that being a CEO was
different from leading a business unit. We talked
about the specific stakeholders who would have
an influence on the future success of Zoetis. Then
we talked about how best to communicate with
each stakeholder group. After the retreat, we
usually spoke at least once a month. Sometimes
we met face-to-face, whether I was in Europe or
he was in the United States. Sometimes we talked
by phone. We typically spent a few hours each
month in conversation.
There was no big aha moment in these
discussions, but I found them really valuable.
Remember that during this time I was still running
the business as I'd always done, and I was also
spending a lot of time figuring out the new
structure for our organization after the IPO. Once
we separated from Pfizer, we would need our own
corporate functions, governance model, culture,
and so forth. Between running the business and
planning for the IPO, I could easily have avoided
the work of preparing for the CEO job on the
grounds that I was too busy. Having regular
appointments with my mentor prevented that.
It was also valuable to have an outsider listen to
my concerns and challenge me to think differently.
When you're a business leader, your time is often
Healthcare Management Review Vol 8/Page 130

spent mostly with colleagues and subordinates,
and you miss the challenge of an independent
opinion. My mentor raised issues I hadn't
considered. He would ask questions and
challenge me to examine my choices. These
structured conversations forced me to do a
disciplined analysis to answer his questions.
THE COMMUNICATIONS TRAINER
The second person who was important in helping
me was a communications expert who'd been
recommended by our internal public relations
team. He and I spent a lot of time discussing the
very different formats in which a CEO needs to
communicate - many of which I had little
experience with. You have to be comfortable
doing both TV interviews and print interviews.
You have to be able to skillfully deliver a keynote
address, talk with a small group, or meet one-on-
one with a key investor. You have to handle both
the scripted and the Q&A parts of an earnings call,
which I'd never done before.
It was hard work. I ended up using two trainers
over the course of my preparation. One of them
joined my team for a while. He watched me in
small meetings and at large town hall style events
and gave me a lot of feedback.
Our work wasn't focused on delivery alone - we
also needed to hone the message I wanted to
convey, to help people understand the strategy
for an animal health business. One of the
challenges of the spinoff was that the analysts who
covered Pfizer and the investors who owned Pfizer
shares knew a great deal about the human health
business but had never paid much attention to the
animal health business. I needed to demonstrate
that the two are very different.
The trainers taught me specific delivery
techniques that I now use regularly, such as
nonverbal communication, speaking simply
about complicated issues, and paying attention to
pacing while speaking. During the training all my
presentations were videotaped; we'd watch the
tapes together and cont inue to make
improvements.
The process of separating from a larger company
is fairly unusual, and during my training I met four
or five CEOs who'd gone through it. One thing I
learned from them is that it can be challenging to
manage the evolving relationship with the
company from which you're separating. In most
cases the former parent company will continue to
be a supplier, a shareholder, or a customer, or
you'll have service agreements with it - and even
though you've been doing business together for a
long time, the relationship and priorities change.
It's an issue I hadn't expected, but those veterans
were right.
A lot of people, when they reach a certain age, are reluctant to accept training. That's not true
for me - I'm very open to it. I'd had communication training over my career, but the preparation
for our IPO was much more intensive. Before I did my first TV interview, for instance, I
probably spent more than eight hours doing mock interviews. I believe that the key to success in
communication is preparation. By the time I gave the first road-show pitch to investors, I'd
rehearsed it at least 40 times.Healthcare Management Review Vol 8
/Page 131

Noonerisestothetopjobwithoutcommunicatingwellinfrontofacrowd.Butonceyoustepintoanewrole,thenatureofyourcommunicationchallengesmaychange.HBRaskedNancyDuarte,aleadingpresentationsexpert,whatmakesaCEO'scommunicationsuccessful.
Why does a CEO have to communicate differently from other C-suite executives?
Morethanmostofthem,CEOshavetobemotivators—ofemployees,partners,investors,andcustomers—whichalters the toneofwhat they say.Theyenvisiona futureandmustbepersuasiveenoughtochangepeople'sbeliefsandbehaviortoseethatfuturerealized.ManyCEOsusestoriestocreateastrongemotionalconnectionthatinspiresaction.CEOsarecalledontocommunicatemuchmorefrequentlyandwithawidervarietyofaudiences,andtheirmessagesmustresonatewithalltheirimportantstakeholders.
What mistakes do new CEOs make in communicating?
Iseetwoasthemostcommon.First,CEOsarereallybusy,sosomeskimponthetimetheyspend getting communications right. This mistake manifests in a variety of ways—forinstance,theCEOmaysoundlikehe'sreadingfromascriptifhehasn'tlearnedthematerialwell enough todeliver it conversationally. Failing toprepare adequately is shortsighted,becausecommunicatingbadlyoftencreatesadditionalproblems,andtimemustbespentmanagingthem.
Second, some new CEOs fail to realize that the position requires them to elevate theircommunicationsandleavesomeofthedetailstosubordinates.Forinstance,aCEOwhocameupthrough�inancemayneedto learntopassoncertainquestionseven ifheknowstheanswers,becauseit'sbettertolettheCFOprovidethedetails.Particularlyonearningscalls,CEOssometimeslapseintotheiroldrolesorjumpinwhenitwouldbebettertodefertoasubordinate.
Do new CEOs have trouble finding the right voice?
Somedo.Iseesomenewleaderswhowanttocopythestyleofanotherleaderorspeakertheyadmire. I've lost track of how many CEOs have asked me to help them learn to givepresentations thewaySteve Jobsdid. Ineverycasemyresponsehasbeenthatvery fewpeoplecanpullthatoff,sothey'ddobettertodeveloptheirownstyle.ParticularlyforCEOs,whomayhavelessday-to-daycontactwiththeiraudiencesthanteamleadersorotherlower-levelmanagersdo,it'simportanttobepersonalandauthentic—togivepeopleasenseofwhotheyreallyare.
COMMUNICATING
AS A CEO
Healthcare Management Review Vol 8/Page 132

OVERSHOOTING
CUSTOMERS
“Overshooting occurs when an incremental improvement no
longer provides meaningful benefits to a customer, making
that customer unwilling to pay for that improvement. An
economist would say that the customer receives almost no
marginal utility from that performance improvement.”
Credit: Scott. D. Anthony. et al.
Healthcare Management Review Vol 8/Page 134

t the heart of the Disruptive AInnovation model is the concept of
overshooting, that is providing too much
performance for a given number of
customers.
Overshooting occurs when a product or
service has performance that a customer
does not need, and therefore doesn't value.
An overshot customer is one who cannot
use and does not value further performance
i m p r o v e m e n t s a l o n g p a r t i c u l a r
dimensions.
There are six important aspect to remember
about overshooting:
Overshooting means that a given group of
customers are unwilling to pay premium
prices for further improvements along a
given performance dimension.
Talking to customers; analysing price,
margin, and share; and zeroing in on new
R E F L E C T I O N
Consider a product you use
every day. Are performance
dimension available for
which you would not be
willing to pay higher prices?
Look back at your company's
recent new-product launches.
H a v e t h e y m e t y o u r
expectations? If not, why not?
Sit with a colleague to talk about
those you consider to be your
'worst 'customers. Why are they
your worst customers? Think
about how an entrepreneur
might see opportunity instead of
challenges.
product introductions can be important
ways to spot overshooting.
· In overshot circumstances, companies
should consider investing in overlooked
performance dimensions, consolidating the
market, or introducing a game-changing
business model innovation.
Spotting overshooting requires intuition
and judgement; signs that tend to become
crystal clear only after it is too late to take
action
Be precise about customer group and
performance dimensions. It is rare that all
customers are overshooting along all
dimensions
There are rarely conclusive evidence of
overshooting. Act like a forensic analyst,
analysing multiple pieces of evidence
before coming to a conclusion.
Healthcare Management Review Vol 8/Page 135
OVERSHOOTING
CUSTOMERS
Eli Lilly's failed efforts to create even purer Insulin
demonstrate the impact of overshooting. Many
diabetics use Insulin everyday to help maintain the
appropriate level of blood glucose. Historically,
Insulin was manufactured from the ground-up
pancreases of cows and pigs. For most of the twentieth
century, manufactures focussed on increasing Insulin's
purity. In 1925 impurities stood at fifty thousand parts
per million (ppm), dropping to ten thousand ppm by
1950. By 1980 impurities had dropped to only ten ppm,
primarily as a result of investment and development by
Eli Lilly the world's leading Insulin manufacture.
Despite the purity that Eli Lilly had been able to
achieve, animal Insulins were still slightly different
from human Insulin. A fraction of 1 per cent of diabetic
patients built up a resistance in their immune systems
when treated with animal Insulin, so Lilly contracted
with Genentech to create genetically altered bacteria
that could produce Insulin proteins that were 100 per
cent pure and equivalent to human Insulin. After
investing nearly $1 billion dollars in the effort, Lilly
introduced its ''Humulin'' brand Insulin to the
marketplace at a 25 per cent price premium over other
Insulin products.
The market was not excited about Humulin. Sales
growth was disappointingly slow, and Lilly found it
difficult to sustain a premium price for the product. In
retrospect a Lilly researcher noted, “the market was
not terribly dissatisfied with pork Insulin”. In fact, it
was pretty happy with it. Lilly had spent a significant
sum of money and organizational resources creating a
product that overshot the demand.
Most consumers of Insulin didn't want or need a more
reliable product and therefore weren't willing to pay
more for an Insulin that, while technically superior, had
no meaningful impact on the management of their
condition.
Humulin 7030 3mL
Healthcare Management Review Vol 8/Page 136

Case Study: Insulin
While Humulin sales proved disappointing, a much
smaller Danish Insulin maker, Novo Nordisk,
correctly identified an undershot performance
dimension in the same market: convenience. The
company developed a line of Insulin pens, which
made it much more convenient for diabetic patients to
take their Insulin. Conventionally, people with
diabetes had to carry a syringe, draw a precise amount
of Insulin out of a vial, hold up the needle, and flick
the syringe several times to dislodge air bubbles.
Usually they then had to repeat the process to draw a
second type of Insulin from a different vial. Only at
that point could they inject themselves with the
Insulin.
Novo's pen simplified the process. It held a cartridge
that contained a mixture of the two types of Insulin, so
that users simply had to run a small dial to the amount
of Insulin they needed to inject, put the pen's needle
under the skin, and press a button. The Novo pen
reduced what had been a one-to two- minute process
to ten seconds. For diabetic patients taking Insulin
everyday, or even multiple times a day, this increase
in efficiency represented a meaningful advance.
As is always the case, overshooting create both
opportunities and threats. Specifically, an incumbent in
an overshot situation should seek to invest in different
performance dimensions and consider a consolidation
play to remove increasingly unnecessary industry
capacity. An incumbent or an entrant looking to create
a new growth business should think about changing
the game by developing an innovative business model
that better meets the needs of overshot customer.
NovoPen 5 insulin pen by Novo Nord
Novo was able to command a 30 per cent price
premium per unit of Insulin. The success of the
company's pens and premixed cartridges helped the
company increase its share of the world market
substantially, and do it profitably. The convenience of
the pen brought many more diabetic patients into
Insulin-using market, especially in Europe. Both Eli
Lilly and Novo Nordisk had satisfied the mainstream
market's need for Insulin purity. Regulators assured
the reliability of both brands. When the market's need
for reliability had been satisfied, the basis of
competition shifted to convenience, and the company
that delivered a more convenient product benefited.
Healthcare Management Review Vol 8/Page 137

hen George Fisher took the helm of Kodak in 1993 (having just led a specular Wturnaround of Motorola), he realized that the firm's greatest opportunity was in
digital cameras. He envisioned a radical strategic redirection. The problem was, the
organization held an entrenched view of the photography industry and it's own
position: In photography, there were cameras and there was film.
The organization firmly believed that Kodak was a film company. Thus, even though
Kodak had about the best digital-camera technology available Worldwide, the
organization couldn't make the leap to seeing itself as a camera company.
When Fisher launched his strategy, he probably did not sufficiently appreciate the
distance between his vision and Kodak's sense of itself. The company's Managers,
especially its middle managers, complied significantly but ultimately resisted Fisher's
redirection. As a result, despite his strategic acumen and managerial ability, a frustrated
Fisher left the company a few years after his arrival.
THE POWER OF
ASSOCIATIVE THINKING
George Fisher
WHY DID FISHER
FAIL
?
CASE STUDY
Healthcare Management Review Vol 8/Page 138

Externalstakeholdersare,ifanything,evenmore
reluctant to accept anewconceptualizationof a
company'sidentityorofthestrategicpossibilities
inherent in an industry. Their reluctance often
feedsbackintothecompanyandcausemanagers
t o abandon p rom i s i ng n ew d i re c t i on s
prematurely.Whyisitdif�icultforexternalplayers
toacceptanewstrategiclandscape?
Theproblem,againiswithcognitiveprocess.The
stakeholders have a set way of organizing and
interpretingtheindustry. ResearchbyMIT'sEzra
Zuckerman shows that the further away a new
strategytakesa�irmfromitshistoricalidentity,the
more the strategy is discounted by �inancial
analystsandotherinstitutionalplayers.Andthis
negative reaction from external stakeholders
affects firm's competitive behavior: Research by
the University of Minnosota’s Mary Benner
suggests that when firms meet such resistance,
theytendtoshyawayfromtheirintenttopursue
thenewinitative.
GEORGE FISHER AND KODAK Thefactthatastrategicleaderisabletomakethe
cognit ive leap required to see a distant
opportunity does not mean that the rest of the
organizationisalsoabletomaketheleap.Getting
otherstoseewhatheorshesees-andembraceit-
isextremelydif�icult(Itismucheasiertopersuade
anorganizationtopursueincremental,lessrisky
opportunities, in fact, that's what organizations
aresetupfor)Whenthecognitiveshiftrequiresa
changeina�irm'sidentity,theresistanceiseven
morestubborn,especiallywhentheidentityhasa
longhistoryandisinfusedwithmoralvalue.Inthe
wordsofStanford'sJamesMarch,alivinglegendin
the study of organizations, “ if a leader tries to
march toward s t range des t inat ions , the
organizationislikelytode�lecttheeffort”.
Persuading a workforce that the company's
historicalidentityneedstobereconceptualizedis
themostdif�icultofthemanyhurdlesaleadermay
need to clear in bringing along internal
stakeholders. For instance, a �irmmay have to
acquireunfamiliarcapabilitiesorkeytalent,and
thoseactivities,too,areproblematic.
Healthcare Management Review Vol 8/Page 139

Firmsinanindustrytypicallyclusteraroundafewstrategicpropositions,andtheintensecompetitiononthoseoccupiedmountaintopsmakeithardfor� irms to gain attractive returns. SuperiorOpportunitieslieonunoccupiedmountaintops:Yetbecause those opportunities “Cognitively distant”-far from the status quo- strategists have troublerecognizing and acting on them.Competitionthereforeisweak.
Most Managers are trained to analyze economicfo rces when they want to i den t i f y newopportunities. But that approach usually won'tuncoverthekindsofideasthatoverturnthestatusquo.Recentresearchonhumancognitionsuggeststhat leaders would do better to use associativethinking to spot, act on, and legitimize distanceopportunities.Theyshouldlearntomakeanalogieswithbusinessinotherindustries.Executivesshouldexplorewaystojumpstartassociationthinkingandbringstakeholdersalongonthejourney.
THE POWER OF ASSOCIATIVE THINKING
“Themorethatcognitivescientistsstudyourmentalprocesses, the more evidence they �ind that theprimary way we make sense of the world is bycomparing unfamiliar things with things we havealreadyexperiencedandclassi�iedinourlong-termmemory. Our minds do this intuitively, withoutconsciousprompting”.
Because associations are fundamental to humancognition,managerswhouseassociativethinkinginthe work on Innovation and strategy can gain adif�icult-to-imitate advantage. Developingdisciplined approaches to matters of humancognitionisnoeasytask-we'reonlybeginningtounderstandhowtheyworkinmanagerialsettings.
Butitispossibletostructureexercisesinassociativethinking - for example care-based reasoning,analogy, and pattern recognition - that helpmanagers combine Intuitive associations withrationalanalysis.
“The Best Strategic Opportunities are cognitively distant and thus the
most difficult to spot”.
LIMITATIONS ON STRATEGIC LEADERS
Ability to spot, act on, and legitimize distantopportunities stem from a common root: Thechallenges of managing one's own and otherpeople's mental representations. George Fisherfailed to persuade Kodak employees that theirrepresentationofthecompanyasa�ilmcompanywasoutdated.
In most cases the failure was directly related towhether strategic leader couldmanage theirownand others mental representations. Associativethinkingcanhelpstrategic leadermanagementalrepresentations. When we are faced with a newsituation,ourbrainsautomatically search forandretrievefromlong-termmemorypastexperiencesortypesofexperiencesthathavesomesimilarity.Onceevoked,thesementalstructuresmovetothefrontofourconsciousness.
DouglasHostadter,amajorcontributordescribesitthisway:Thementalstructuremovesfrom“beingasleepintherecessesoflong-termmemorytogailydancing on theminds center-stage. They becomethebasisonwhichwerepresentandinterpretthenew situation. Brain research shows thatassociations are central to thinking- and arein�luencedbybasic,attitudes,andemotionalstate.
Why isAssociations souseful in identifyingdistantopportunit ies? Referring to the two mainperspectivesofstrategicthinking.The�irstistouselocal,deductivereasoning.Porter'sfiveforcesframework exempli�ies this approach: It imposesdisciplineandsimplifiesassumptionsthathelpthestrategist identify likely future scenarios anddeduce an appropriate strategic solution. Thesecondapproachiscenteredonassociations.Here,the strategist compares a business situationwithsomething else she has experienced directly orindirect ly. She then forms a new mentalrepresentationthatrecaststhecurrentsituationintermsoftheolderone.
Healthcare Management Review Vol 8/Page 140

Whereas deductive reasoning is extremelyinformation thirsty, associative thinkingrequiresonlythatthestrategistidentifyafewparallels between two situations. There's asecond,andinmyopinionmoreimportant,reason that associative processes are, incertainsituations,amorepowerfulbasisforidentifyingdistantopportunities.
AnalyticalframeworkslikePorter's,areusedwidelybycorporatestrategistsandstrategicconsultantsalike.Theproblemis,theyresultinsharedmentalrepresentationsthatleadscompanies to the same places: Industryplayers identify and act on the sameopportunities.Tobreakthisequilibrium,thestrategists must cultivate genuinely novelrepresentations of the competitive space, -youcreateadifferentpictureof the reality.Th i s a l lows you to re in terpre t thecompetitive landscape in a new powerfulway.
AssociativeThinkingalsosupportstheworkof persuading an organization or externalstakeholdersthatanewopportunitymakessense.Humanbeingsarewalkingassociativemachines. Employees responding to astrategic leader’s new idea will makeassociationswhethertheyareawareofitornot . Kodak and employees s implycategorizeditas photographybusiness-Forthem,filmwasgood,andcameraswerebad.
FisherhadagreatstrategyforKodak,buthisrhetoric“we'reapicturecompany,notjusta�ilmcompany”islikelytohavetouchedthewrongnerve,evokingthe�ilm-cameradichotomyandpushinghisstrategytothewrongsideofthatdivide.
Strategists are often exhorted to “thinkoutside the box”. Indeed, a lot of what isstrategically relevant is cognitively distant.Buttheideathatpeoplecansimplydecidetothinkdifferently fromtheway theyhave inthepast,orfromthewaytheircompetitorsdo,isdelusional.Theyneedtoolsthatbringanewdimensionofpsychologicalinsighttothestrategistsrole.Usingstructuralassociativethinking,leaderscanlearnhowtodealwiththe cognit ively distant and developtechniques for reconceptualization's of abusiness.
They can learn how to induce others to make similar reconceptualization's by evoking the right associations with this new psychological concept of strategic leadership, the cognitively distant is within reach.”
All mental processes including associative thinking, are difficult to manage, for several reasons. They're neither visible nor tangible. They usually operate below the threshold of awareness. Repetition makes them habitual, ingrained, and almost hardwired. And it is difficult to make rigorous inferences about outcomes they might cause.
Kodak and employees simply categorized it as a photography
business; For them, film was good, and cameras were bad. Fisher had
a great strategy for Kodak, but his rhetoric- “we're a picture
company, not just a film company”- is likely to have touched the
wrong nerve, evoking the film-camera dichotomy and pushing his
strategy to the wrong side of that divide
CreditGiovanniGavettiHealthcare Management Review Vol 8/Page 141


AtEmzor,wearecommttedtoconsistentlyprovidingHealthcare
productsthatareAffordable,AvailableandEffecctive
“
”Dr. Stella Okoli, OON
Founder and Group Managing Director, Emzor Pharmaceutical Industries Limited

Related Documents

![Drug Supply Chain Security Act (DSCSA) - GPO · PDF fileQuality Act. Drug Quality and Security Act. 21 USC 301 note. Nov. 27, 2013 [H.R. 3204] dkrause on DSKHT7XVN1PROD with PUBLIC](https://static.cupdf.com/doc/110x72/5ab58e2d7f8b9ab7638ce77c/drug-supply-chain-security-act-dscsa-gpo-act-drug-quality-and-security-act.jpg)









