fml – Lehrstuhl für Fördertechnik Materialfluss Logistik Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner Technische Universität München fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München Drive-Thru Loading Concept for In–Plant Milk Runs Marco Dewitz Stefan Galka MHCL 2012 Belgrad

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

fml – Lehrstuhl für Fördertechnik Materialfluss Logistik
Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner
Technische Universität München
fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for
In–Plant Milk Runs
Marco Dewitz
Stefan Galka
MHCL 2012
Belgrad

2 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Motivation and Basics 1.
Drive-Thru Loading concept 2.
Benchmark of Automated Loading Concepts 3.
Summary and Outlook 4.

3 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Motivation and Basics 1.
Drive-Thru concept 2.
Benchmark of Automated Loading Concepts 3.
Summary and Outlook 4.

4 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Challenges of lean production supply systems
reduction of stock JIT materials supply number of variants
increases
Manageable only by high-frequency and synchronized material supply

5 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
High-frequency material supply by tugger trains
Q
S
S
S
Q
S
S
S
1:1 transport 1:n transport
Benefits of tugger trains in comparison to forklifts
• Reduction of transport distances and therefore traffic volume
• Stabilization of material provision process and thus constant replenishment lead times
• Reduction of providing errors, thru sequencing material
Definition: tugger train for small load carriers
• Manually operated industrial trucks, which transport
bins from one material sources to different destinations
on one tour.
• Often several tugger trains are operated simultaneously,
which use the same material source.
Q
S
Material source
Transport destination

6 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Challenge by providing small load carriers
Process for providing
small load carriers
High numbers of destinations
Small material reach per bin
High-frequency supply process Different weights per bin
Partially high weights per bin (15 kg)
Manual handling of bins in the production
Tasks for the process design
Efficent
Ergonomic
High number of bins per tour (search effort)
Speed
Zero defects
Automation of loading process for the tugger trains on the material source
Automatically Sequencing of bins for reduction the search effort

7 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Motivation and Basics 1.
Drive-Thru concept 2.
Benchmark of Automated Loading Concepts 3.
Summary and Outlook 4.
8 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
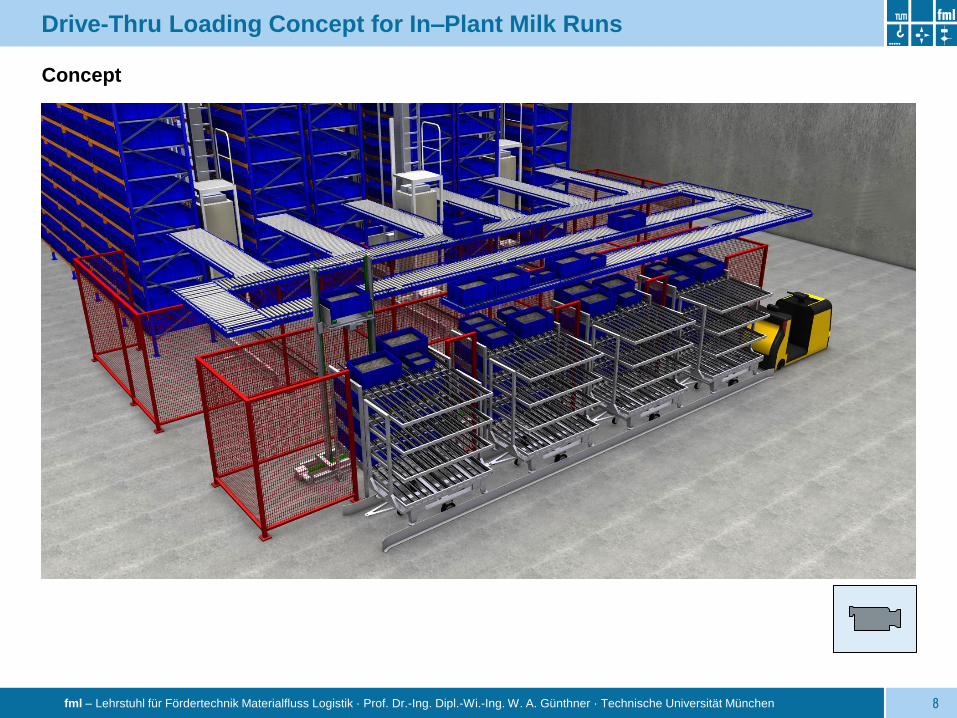
Concept
9 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
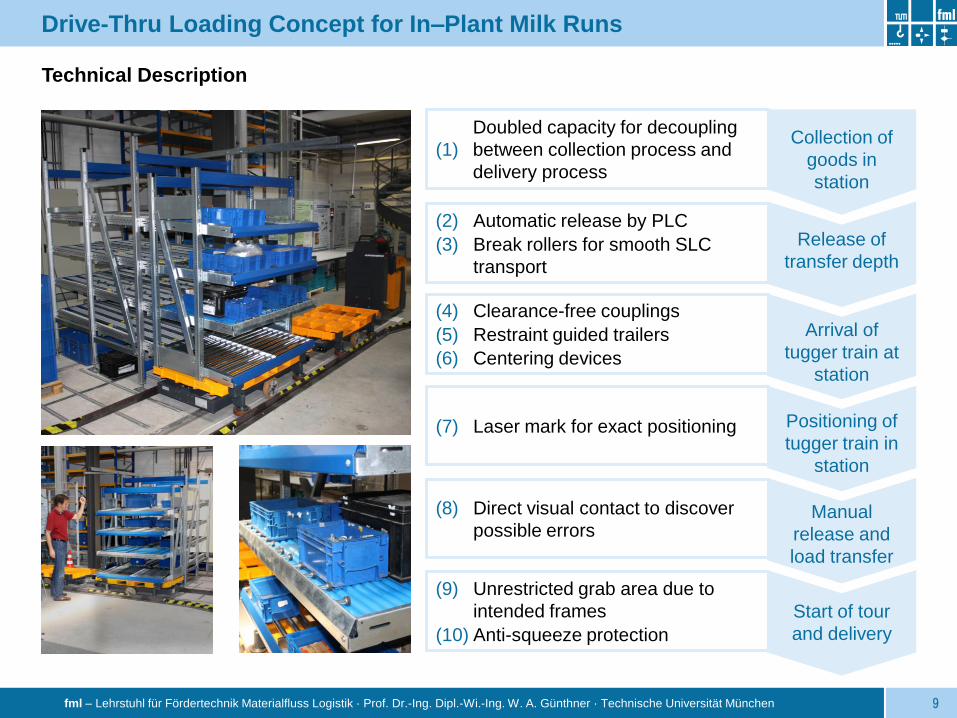
Collection of
goods in
station
Release of
transfer depth
Arrival of
tugger train at
station
Positioning of
tugger train in
station
Manual
release and
load transfer
Start of tour
and delivery
(7) Laser mark for exact positioning
(2) Automatic release by PLC
(3) Break rollers for smooth SLC
transport
Doubled capacity for decoupling
(1) between collection process and
delivery process
(4) Clearance-free couplings
(5) Restraint guided trailers
(6) Centering devices
(8) Direct visual contact to discover
possible errors
(9) Unrestricted grab area due to
intended frames
(10) Anti-squeeze protection
Technical Description

10 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Motivation and Basics 1.
Drive-Thru concept 2.
Benchmark of Automated Loading Concepts 3.
Summary and Outlook 4.

11 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Retrieval ASRS
Concept 1 Concept 2 Drive-Thru
Transport SLC to
loading station
Buffering SLC in
loading station
Sequencing SLC
Loading SLC
on TS
Transport TS to
buffer
Buffering TS
Loading TS onto
tugger train
Start tourE
xp
lan
ati
on
Process step
Buffer time
Conveyor technique
1
2
3
4
5
6
7
8
9
Tugger train driver
Transport shelveTS
Worker loading station
Available automated loading technologies
• ASRS-retrieval usually not restricted to SLC
sequence
• Determined order of delivery established in
ASRS prezone by conveyor technique or highly
dynamic buffer
Concept 1
• Trailers are separated and combined in station
• Employee feeds loading station with trailers
manually
Concept 2
• Transport shelves are taken of the trailers by fork
lifter
• Automated feeding of transport shelves by
conveyor technology
Description of Automated Loading Concepts

12 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Stock falls below
reorder level
Technical lead time
Provide material for
milk run loading
Recognize
demand
Submit order to
material source
Milk run cycle time
Deliver material
Restocking material
at workplacePhysical lead time
Information lead time
Information
flow
Material flow
Technical lead time
• Time that is required by automated systems to
prepare all goods for a specific tour
• Number of buffering stages and handling steps
determines technical lead time
• The smaller the technical lead time, the longer
orders for a specific tour can be accepted
Lower reorder levels
Lower stock at workstations
Lower stocks in transit
Conclusions for the Replacement time
Time
Start tour
Start retrieval
ASRS
Reduction of
technical lead
time up to 50%
11
1
23
4
+
567
8
23
4
+
5
6
78
23
5Concept 1 Concept 2 Drive Thru

13 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Motivation and Basics 1.
Drive-Thru concept 2.
Benchmark of Automated Loading Concepts 3.
Summary and Outlook 4.

14 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Summary
Challenges
• Increasing number of variants
• More flexible production
equipment
• Smaller containers
• Greater amount of buy-in-items
Aims
• High reactivity
• Cost- and space-effective
• Transparent processes
• Security of supply
Procurement Process
Tugger trains can solve major problems of conventional procurement processes and are
becoming an increasing trend, especially in automotive sector
Available loading concepts come with major disadvantages
Benefits of Drive-Thru concept:
• Dynamic procurement process
… due to fewer handling steps and technical lead time
• Economical procurement process
… due to smaller equipment investments and rewquired floor space
• Ergonomic procurement process
… since no additional physical stress is caused by loading tasks
• Lean procurement process
… due to fewer handling steps and buffering stages

15 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
June 2012
• Prototype of the system designed and tested at the Institute fml
October 2012
• Publication of empirical study with 15 automotive companies and
suppliers
• Showing further fields of action regarding milk-run systems
July 2013
• Initial operation at a plant of an automotive supplier
Outlook

fml – Lehrstuhl für Fördertechnik Materialfluss Logistik
Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner
Technische Universität München
fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Backup

17 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Route 1
… Tour n
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Disambiguation
Definition: route
• A route describes a predefined track from one /
several different sources to different destinations.
• The route comprises different destinations
(e.g. Flow racks)
Definition: tour
• A tour is a trip of the tugger train on a route
• The tour can have a defined start time
(tacted milk-runs),
start immediately after the previous tour or
start when the tugger trains has reached an
appropriate load capacity
(both untacted milk-runs)
route 1
tour 1 … tour n
Starts at 9am Starts at 2pm

18 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Drive-Thru Loading Concept for In–Plant Milk Runs
Sequenced tugger loading reduces the search effort
typical small parts tugger
with free unloading sequence

19 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TAKTED IN-PLANT MILK-RUN SYSTEMS
Disambiguation
Definition: replenishment lead time (RLT)
• The RLT is the maximum time which passes between signaling the material requirement and
provision of new materials
• The RLT depends on the process (Information process and physical process)
• The following factors influence the RLT:
• Type of signaling material requirements (Bin-Kanban, eKanban, …)
• Technical lead times (e.g. time for retrieval in an automatic storage)
• Time for the physical delivery and provision of materials
• At the moment of signaling material requirements, the stock on the usage point must cover the
material consumption during the whole RLT.
time
Signaling of
requirements
Provision of
materials
at the source
Transport through
the tugger train
Material provision
at the usage point
waiting
time
Information
process
physical
Material flow
requirements
recognition
waiting
time
replenishment lead times
lead time
waiting
time

20 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Challenges during the planning process
Planning and dimensioning of milk-run systems
Deviations in
demand Layout Type of bins
Replenishment
lead times
Technology
(Capacity)
Process
(Handling
time)
Tact
Number of milk-run
trains and drivers
Required service
level
Lead times
Parameters
Output
• No standardized planning method or tools (individual Excel-tools)
• Dimensioning based on average demand or worst case
• Reserves in capacity and process times to buffer deviations in demand
Lead times

21 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Why take deviations in demand into consideration?
Time
Transport
amount
under-
utilization
over-utilization special process necessary
Trade-off between under-utilization (waste) and over-utilization (bottleneck in provision
process)
Defective
goods
Production
schedule
Ordering
procedure /
workers
Available capacity
Mean utilization

22 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Task
Decision
Plan process and
technology
Determine number of milk-
run trains (procurement)
Detailed planning (route)
Implementation
Tasks
• Calculate the number of milk-run trains to
achieve a requested service level
• Define the tact time
• Verify whether number of routes / takt
time is feasible
Ma
teri
al-
Qu
elle
BO 1 BO 2
BO n ...
BO 4
BO 3
3
3 3
3
3
4 4
4
4
44
Supermarkt
3
5
Pro
du
kti
on
4314 4314 4314 4314
4314 4314 4314 4314
4314 4314 4314 4314
4314 4314 4314 4314
4314 4314 4314 4314
4314 4314 4314 4314
4314 4314 4314 4314
4314 4314 4314 4314
4314 4314 4314 4314
21
6
Leergut-Senke

23 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Input data for the calculations
Process times Technology Demands
Model

24 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Input data for the calculations
Process times Technology Demands
Model
tF1
tF3
tF = tF1 + tF2 + tF3 + tF4 Zeitanteil für Fahrt
tB Zeitanteil für Beladung
tE Zeitanteil für Entladung
tS Zeitanteil für Stopp
tH Zeitanteil für Handhabung
Bahnhof Produktion
tF4
tB
tE
Leergutsammelplatz
1 2
jj-1
1 2
i
tF2
tH tH tHtS ……
Bedarfsort
HaltepunktZeit
an
teil
e R
ou
ten
zu
gp
rozess
Leg
en
de
nu
mb
er
of
bin
s
nu
mb
er
of
sto
ps
dis
tan
ce
tF X
tB (X)
tE (X)
tS X
tH X
Dependency of process times

25 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Input data for the calculations
Process times Technology Demands
Model
Number of trailers per train Number of bins per trailer
Maximum capacity per milk-run train

26 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Input data for the calculations
Process times Technology Demands
Model
0,00
0,01
0,01
0,02
0,02
0,03
0,03
0 20 40 60 80 100
• Mean demand and standard deviation
• Assignment of materials and workstations (WS)
• Location of workstations (Layout)

27 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Problem-solving approach
WS 1
Material 1 Material 2 Material 3 Material 4 Material 5 Material 6
0,00
0,00
0,00
0,01
0,01
0,01
0,01
0,01
0,02
0,02
0 50 100 150 200 250 300
Combine individual demands at a single workstation
WS 2
Combine individual demands at a single workstation
Combine demands at workstations to one route
Route 1
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 50 100 150 200 250 300 350 400
• Qualitative representation based on an empirical study
• Deviation of individual materials higher than deviations of amount
combined on one route.
0
5
10
15
20
25
30
8 9 10 11 120
5
10
15
20
25
30
8 9 10 11 120
5
10
15
20
25
30
8 9 10 11 120
5
10
15
20
25
30
8 9 10 11 120
5
10
15
20
25
30
8 9 10 11 120
5
10
15
20
25
30
8 9 10 11 12
0
10
20
30
40
50
60
8 9 10 11 12
0
10
20
30
40
50
60
8 9 10 11 12

28 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 20 40 60 80 100
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Problem-solving approach
Question
• How many/which workstations can be combined to one route?
Input data
• Demands (amount of bins) per workstation
• Sequence of workstations (Location in layout)
• Requested service level (95%)
• Maximum transport volume (time and capacity) 60 small load carriers
WS 1 WS 2 WS 1 WS 2 WS 3 WS 1 WS 2 WS 3 WS 4 + + + + + +
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 20 40 60 80 100
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 20 40 60 80 100KLT/Tour KLT/Tour KLT/Tour
max. transport
volume per tour
(time and capacity)
max. transport
volume per tour
(time and capacity)
max. transport
volume per tour
(time and capacity)
• Service level of 95% achieved.
• Utilization 35/60 = 58%
• Service level of 95% achieved.
• Utilization 40/60 = 67%
• Service level of 95% not achieved.
Variant 1 Variant 2 Variant 3
best feasible solution

29 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Halle B6 mit AKL HRL (B7) Halle B8 Warenaus-gangslager
HRLals automatisierte
Puffer- und Sequenzierfunktion
AKLals automatisierte Vereinzelungs- und Sequenzierfunktion
Produktion
LKW
-En
tlad
eber
eich
LKW
-Ver
lad
eber
eich
StaplerloseVersorgung durch getaktete Routenverkehre
WA-Lager
Kaufteile - GLT
Kaufteile - KLT
Fertigware
Kundenleergut
StaplerloseEntsorgung durch getaktete Routenverkehre
Lieferantenleergut GLT/KLT
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Task
• Planning of a new logistics concept
• Planning and dimensioning of structure
• Planning of milk-run processes
• Determine the number of routes and milk-run TACT time
• Definition of routes
Case study
Focus of case study

30 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Material flow data
• 460 small load carriers/h (SLC)
• 34 large carriers/h
Challenge
• High demand deviations
Case study
Material
source

31 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
Case study
Route 1
Route 2 Route 3 Route 4
Route
5
Route 5
Route 6
Route 7
• 7 SLC-routes, tact time 45 min
• Capacity 50 SLC/Tour
• Requested service level of 95%
• Mean utilitzation of 80%

32 fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
DIMENSIONING OF TACTED IN-PLANT MILK-RUN SYSTEMS
• Increasing use of milk-run concepts
• Dimensioning based on experience
• Deviations only taken into account as a safety addition
• Solution approach explicitly considers deviations
• Higher planning reliability
• 2 research projects at our
institute concerning
milk-run systems
Summary and outlook
Drive-Thru-Loading concept
Related Documents










![Summary of mechanical calculation results · Calculation model: portal beam Page 3 Model loading and boundary conditions Summary of results from the above runs: Pressure [mbar] Vertical](https://static.cupdf.com/doc/110x72/5e9429684beb6378fa32220a/summary-of-mechanical-calculation-results-calculation-model-portal-beam-page-3.jpg)
