1 CHAPTER 1 INTRODUCTION Composite materials are increasingly used in various fields of science and engineering because of their unique and desirable properties. As a result of these properties and potential applications, there is a strong need to understand the issues associated with fabricating and machining of composite materials better. In the past few decades, the use of composites has increased dramatically, continually leading to new applications. Initially the cost of these materials was very high, justified only for specialized, low volume applications such as aerospace and defense. As these materials and their manufacturing methods are becoming cheaper, they are finding an increasing use in consumer-oriented applications. As confidence in composites technology builds up, a greater fraction of commercial aircraft will be constructed with composites. 1.1 COMPOSITE MATERIALS Composite material is a heterogeneous material that is formed by the combination of two or more materials in order to obtain favorable characteristics of each. The constituents are combined at a macro level and are not soluble in each other. The combination of different materials can be suitably made to possess high strength, high toughness, light weight, high wear resistance, corrosion resistance, low cost and even a good combination of electric, magnetic and optical properties. Naturally occurring composites include shell, wood, bone and teeth.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
-
1CHAPTER 1
INTRODUCTION
Composite materials are increasingly used in various fields ofscience and engineering because of their unique and desirable properties. As a
result of these properties and potential applications, there is a strong need tounderstand the issues associated with fabricating and machining of composite
materials better. In the past few decades, the use of composites has increaseddramatically, continually leading to new applications. Initially the cost of
these materials was very high, justified only for specialized, low volumeapplications such as aerospace and defense. As these materials and theirmanufacturing methods are becoming cheaper, they are finding an increasing
use in consumer-oriented applications. As confidence in compositestechnology builds up, a greater fraction of commercial aircraft will be
constructed with composites.
1.1 COMPOSITE MATERIALS
Composite material is a heterogeneous material that is formed by
the combination of two or more materials in order to obtain favorablecharacteristics of each. The constituents are combined at a macro level and
are not soluble in each other. The combination of different materials can besuitably made to possess high strength, high toughness, light weight, highwear resistance, corrosion resistance, low cost and even a good combination
of electric, magnetic and optical properties. Naturally occurring compositesinclude shell, wood, bone and teeth.
-
2The constituents are available typically in a reinforcing phase that isembedded in a matrix. The reinforcing phase may be in the form of fibers,
particles or flakes. The role of the matrix material is to protect and distributethe stress to the reinforcement materials. It provides final shape of the
composite material. The role of the reinforcement material is to provide goodmechanical properties and to reinforce the matrix in preferential directions.Hence the properties of a composite material depend on the nature of the
reinforcement (particles, fibers, etc.) and relative content of reinforcement andmatrix expressed as volume fraction. One important consideration in
composite fabrication is that the constituents (matrix & reinforcement) shouldnot react chemically or metallurgically in a way that harms either. In general,
they should not have greatly different coefficients of linear expansion.
Composite materials are widely used in various applications ranging
from aerospace industry to biomedical applications, owing to their higherspecific properties of strength and stiffness as compared to metals. Examples
include graphite/epoxy, aramid/epoxy and boron/aluminium composites.Modern day composites include plywood, plasterboards, concrete, fiber-reinforced pneumatic tyres and many other important materials.
1.1.1 Classification of composites
The composite materials are broadly classified into two categories,based on the matrix constitution and the reinforcement used. Figure 1.1 shows
the classification of composites. In particulate composites, the matrix is
reinforced by a dispersed phase in the form of particles with either random
orientation or preferred orientation. In fibrous composites, the matrix isreinforced by a dispersed phase in the form of discontinuous fibers with
random or preferred orientation. Long fiber reinforced composites consist of amatrix reinforced by a dispersed phase in the form of either unidirectionalorientation of fibers or bidirectional orientation of fibers.
-
3When a fiber reinforced composite consists of several layers withdifferent orientations, it is called multilayer or angle-ply composites. In
sandwich panels, strong and stiffened sheets are bonded to lightweight corestructure, for instance honeycomb, that provides high shear strength and used
for roofs, walls and aircraft structures.
Figure 1.1 Classification of composites (Source: www.virginia.edu)Polymers are used as matrix materials due to their relatively easy
processibility, low density, and good mechanical and dielectric properties.The reinforcements are strong and brittle fibers incorporated into soft andductile polymer matrix composites (PMCs). Such PMCs are referred as fiberreinforced plastics (FRPs). The reinforced fibers used are glass, carbon andaramid known as glass fiber reinforced plastic (GFRP), carbon fiberreinforced plastic (CFRP) and aramid fiber reinforced plastic (AFRP). Thematrix materials for FRPs are either thermoset resins (polyesters, epoxy) or
-
4thermoplastic resins (polyamide, polyethylene). Polyester resins have lowershrinkage after cure allowing for higher fabrication accuracy. Epoxy iscommonly used in polymeric composites for aerospace applications, military,prostheses, etc.
Metal matrix composites are used at higher operating temperaturesthan that of PMCs. Reinforcing materials are boron, silicon carbide, aluminaand graphite in the form of short fibers (whiskers) or long fibers. Aluminium,magnesium and titanium alloys are used as matrix materials. Ceramic matrixcomposites possess higher fracture toughness, higher specific modulus andmechanical properties at high temperature superior to those of metals. SiliconCarbide (SiC) whiskers added to alumina increases fracture toughness from25 to 50 MPa. Inter-metallic composites are based on aluminates thatconstitute a unique class of structural materials for use at high temperature inhostile environments. Their promising properties include low density,excellent elevated temperature strength, higher melting points and resistanceto oxidation and corrosion. Recently, it has been shown that self-propagatinghigh temperature reactions can be initiated at the interface between dissimilarmetal foils to form inter-metallic composites (Rawers et al 1994).
Carbon/carbon composites are high strength carbon fibersembedded in a graphite matrix. The low density of carbon in combinationwith the very high strength of carbon fibers leads to ultra high specificstrength matrices. Hybrid composites are those composites that have acombination of two or more reinforcement fibers.
1.1.2 Characteristics
Composite materials possess several desirable properties whencompared against conventional metal such as, their high specific strength andspecific modulus, their variable directional strength properties and their betterfatigue strength. The properties of these materials can be tailored to suit one
-
5or more engineering goals. Table 1.1 describes some of the importantmechanical properties of GFRP, CFRP and AFRP.
Table 1.1 Mechanical properties of GFRP, CFRP and AFRP(Source: R.Teti, Machining of composite materials. CIRP)
FRP material Tensilestrength(MPa)
Elasticmodulus MPa)
Strain tofailure
Density(g/cm3)
GFRP
UnidirectionalVf=60% 1000 45,000 2.3 2.1
Vf=20%-50%Woven cloth 100-300 10000-20000 - 1.5-2.1
CFRP
UnidirectionalVf=60%High strength
1200 145000 0.9 1.6
UnidirectionalVf=60%High modulus
800 220000 0.3 1.6
AFRP UnidirectionalVf=60% 1000 75000 1.6 1.4
1.1.3 Manufacturing Methods
The composites are manufactured using matrix and reinforcementmaterials. Reinforcements being principal load bearing member, matrix formsthe continuous phase in the composite. The essential role of the matrix is tohold the reinforcement phase in place and distribute the stress to thereinforcement constituents under an applied force. Thus any solid that can beprocessed so as to embed and adherently grip a reinforcing phase is apotential matrix material. Polymers and metals are commonly used asmatrices. However, inorganic material such as glass, cements, carbon andsilicon are also being used as matrices.
-
6Reinforcements are used in the form of particles, flakes, whiskers,short fibers, continuous fibers and sheets. Fibrous forms are preferred due to
their high modulus, strength and brittleness compared to resins that yieldtoughness, low density, low strength, low stiffness, high thermal expansion
and low thermal stability. Cellulosic fibers in the form of cotton, jute, hemp,sisal, etc are used in textile industries, while wood and straw are used in paperindustry. Glass fibers are used in polymer matrices. Kevler aramid fiber is
stiffer and lighter than the glass fiber. Boron, SiC, carbon and alumina fibershave high strength and stiffness. Closed mold process includes compression
molding, autoclave, injection molding and resin transfer. Continuous processincludes pultrusion and braiding.
The manufacturing method of FRP composites are broadlyclassified as open mould process, closed mould process and continuous
process. Open mould process includes spray layup, hand layup, filamentwinding, sheet molding compound, expansion tool molding and contact
molding.
In hand layup process, catalyzed liquid resin is applied on the
reinforcement that may be kept on the finished surface of an open mould.Accelerator may be added to resin and the composite laminate cures at room
temperature with external heating. Chemical reactions in resin harden thematerial to a strong product with lighter weight. Thus resin serves as a matrixfor reinforcement fibers such as polyesters, glass fibers in the form of
stranded mats.
In spray up process, glass fibers reinforcement and catalyzed resinare sprayed on a mould using a spray gun. This gun chops the continuous
fibers into suitable lengths and mixes catalyst into spray resin. Rollers areused to remove air bubbles and for during reinforcements filler such ascalcium carbonate and alumina trihydrate are used with spray up resin to
-
7reduce cost and improve fire smoke performance. Sprayed parts are cured atroom temperature. As composites become more and more popular, an
increasing emphasis is placed on manufacturing and fabricating them better,cheaper and faster.
1.1.4 Applications
The real impetus for manufacturing advanced composites has comefrom the aircraft and aerospace industries, where lightweight design andengineering have become increasingly important. The prime objective of thiseffort is to improve the performance to weight ratio. Carbon fiber/epoxywheels are developed to replace metal wheels on large freight trailer.
Figure 1.2 shows the different parts of the aircraft made from various types ofcomposite materials. Recently, large-scale substitution of fiber-reinforced
plastics for conventional materials has occurred in a variety of areas, such as
Figure 1.2 Different parts of aircraft made from various composite
materials (Source: Boeing commercial airplane company)
-
8automobile, machine tool and sporting goods. As more strict mileagerequirements are imposed on automotive industry, composites will inevitably
become viable for automobiles. The computer industry will increasingly usecomposite laminates to tailor the thermal properties of printed wire boards
and the medical industry is considering the use of composites for prosthesesand implants.
The fiber also finds use in filtration of high-temperature gases, as anelectrode with high surface area and impeccable corrosion resistance, and as
an anti-static component in high-performance clothing. Some stringinstruments, such as violins and cellos, use carbon fiber reinforced compositebows. This is an alternative to the more common wooden bows. Many high
end frames for road bikes and mountain bikes are made of carbon fiberreinforced composite.
CFRP composite material has occupied a prominent role in the fieldof structural engineering. For example, many old bridges in the world were
designed to tolerate far lower service loads than they are subject to today andcompared with the cost of replacing the bridge, reinforcing it with CFRP
composite material is quite cheaper. Due to the incredible stiffness of CFRPcomposite material, it can be used underneath spans to help prevent excessive
deflections, or wrapped around beams to limit shear stresses. Much researchis also now being done using CFRP composite material as internalreinforcement in concrete structures, such as beams and bridge decks. The
material has many advantages over conventional steel; mainly that it is muchstiffer and corrosion resistant.
An area where CFRP composite material has found good use is in
the manufacture of bicycles, especially high-end racing bicycles. Thevibration absorbing properties of CFRP composites make for a less harsh ride,while offering weight reduction compared to traditional bicycle tubing
-
9materials such as aluminum or steel. The choice of weave can be carefullyselected to maximize stiffness. Exploitation of the variety of shapes CFRP
composites can be built into has further increased stiffness and also allowedaerodynamic considerations into tube profiles. CFRP composite frames, forks,
handlebars, seat-posts and crank arms are becoming commonplace onmedium- and higher-priced bicycles. CFRP composite forks are used on mostnew racing bicycles.
Another widespread use of carbon fiber is in the manufacture of
fishing rods. Its high flexibility and low weight make it ideal to feel everybite. Most modern rowing shells are made of carbon fiber, which significantlylowers the weight of the boat. Composites have casted its effect on
telecommunication field too, in the form of transmitting towers. Nano-composites and bio-composites are finding increasing applications owing to
its tiny structures and environmental durability. An important usage concerninvolves the material's entire life cycle, as carbon fiber reinforced plastics
have an almost infinite lifetime. Recycling of composites allows the abundantavailability of these materials for economic production. The recycling strategycenters on milling, compounding or shredding the reclaimed carbon fiber, and
finding use for this end product in various industrial applications.
1.2 CFRP COMPOSITES
The unique properties and applications of CFRP composites occupy
a prominent position of all FRP composite materials. It has useful functional
and dimensional properties that extend its applications to various domains. In
the present research work, CFRP composite material is used as work piece.
1.2.1 Characteristics of CFRP composites
The CFRP composite material is widely used in various engineering
applications. The significance of CFRP composites as compared to the
-
10
metallic and other composite alternatives like steel, aluminium alloys,pinewood and other FRPs in terms of density, tensile strength and specific
strength are illustrated in Figure 1.3. It is obvious from this comparison CFRPcomposite is an emerging material that can be optimally matched to any
application. The CFRP composite properties vary depending on the use ofdifferent matrix materials and fiber types. This permits optimal adjustment tothe specific requirements of a component. CFRP composite materials are
unique for critical and demanding high-tech applications that require highstrength and stiffness with simultaneously low weight. The mechanical
properties of the CFRP composite material utilized to full extent to overcomethe physical limits of the conventional materials.
Figure 1.3 Comparison of CFRP with metallic and other compositealternatives (Source: Benteller-SGL GmbH & co. KG, 2010)
CFRP composite has excellent static, dynamic, thermal andchemical properties like low weight, low density, high strength-to-weight
ratio, high damping, low thermal expansion, high thermal shock resistance,high fatigue strength, high environmental durability, smooth running throughvibration damping, high thermal stability, bio-compatibility, good acoustic
emission, good corrosion resistance and good wear resistance. The epoxymaterials used in CFRP composite includes good chemical resistance, low
-
11
viscosity, good dimensional stability, good thermal stability, good impactresistance and high strength. Tensile strength is anisotropic, i.e. different
along fiber and perpendicular to it. The strength and rigidity of CFRPcomposites can be controlled by varying the amount of carbon fiber
incorporated into the epoxy.
1.2.2 Applications of CFRP composites
Fiber reinforced composites are highly promising materials forapplications in the aeronautical and aerospace industry including rocket exit
nozzles, nose caps, pistons for internal combustion engines, and fusiondevices. A typical aircraft made up of CFRP composite material is shown in
Figure 1.4. It is used to build lightweight aircrafts, satellites and cars. It isused in automotive industries as drive shafts and floor panels as shown in
Figure 1.5. Steel drive shafts can be replaced with CFRP composites toimprove lightness and rigidity. Moreover, the number of intermediary jointscan then also be reduced at the design stage. The production cost is also
reduced. When CFRP composites are used for the floor panel, the weight isgreatly reduced compared to conventional steel panels. Moreover, the number
of parts can be decreased as it is possible to mould parts with multiplefunctions as a single piece that delivers various functions. This also leads to
shorter assembly time and requires fewer production tools.
Other vital applications of CFRP composite materials are
transportation, sporting goods, computer industry, biomedical industry(Barbanti et al 2006, Wei-Cheih 2009), telecommunication and civilapplications (Garden et al 1998, Haddad et al 2008) as described earlier.
It is also used in wind energy applications especially in wind
turbines. Strategic deployment of CFRP composite facilitates lowering weightand increasing stiffness of the fiberglass blade thereby enabling the
-
12
Figure 1.4 A typical aircraft made of CFRP (Source: Airbus)
Figure 1.5 Lightweight composite materials used in the manufacturing
of cars (Source: Toray Industries Inc.)
-
13
achievement of larger blades which in turn produce more energy. It is used inpressurized containers too. CFRP composite material is used to make filament
wound pressure containers to hold compressed natural gas (CNG), liquefiednatural gas (LNG) and hydrogen and enables the achievement of higher burstpressure and rupture strength while maintaining light weight. Although morecarbon-di-oxide is emitted in the manufacturing process of CFRP compositethan for steel, CFRP composites can greatly reduce fuel consumption by
making automobiles and aircraft lighter. As a result, adoption of CFRPcomposites reduces carbon-di-oxide emissions over the entire life cycle of the
product, from the raw material and material manufacturing stages, till productuse and disposal.
CFRP composite material is used as a suitable alternative to steelalloy rotors in nuclear centrifuge rotor tubes. Its chemical inertness extends its
use in nuclear reactors. CFRP material is used in consumer electronics in theform of casings for mobile phones and laptops.
Carbon fiber composite plates are used in fuel cell technology(Middelman et al 2003). CFRP composite is also used in other applicationssuch as LCD television, GPS optical tube assembly, audio tools guitar, shoesand helmets (Lucintel 2009). The strength and durability of compositematerials make them ideal candidates for military and defense applications,whether on land, air or sea (George 2005). It is used in seismic areas forrehabilitation of reinforced concrete buildings (U?ur Ersoy 2009). In seismicmonitoring of earthquakes, carbon-wrapping are used in bridges to increaseductility and confinement in highly-plastic zones under near-field excitations.
Huge antenna areas of more than 40 m are required to provide a sufficientperformance for low frequency bands. Such antennas would weigh several
hundred kilograms if state of the art technology were applied. However, thelaunch weight of a satellite has a dominant impact on the overall mission
-
14
costs. Thus, the development of a new lightweight antenna design withcompetitive accuracy and robustness is carried out using CFRP composite
material.
Randolph et al (1999) described the development process used toselect the shield/antenna material satisfying the design requirements of thesolar probe mission that will encounter a flux at perihelion equivalent to
intensity 3000 times greater than that of earth, using carbon/carbon compositematerials. The various applications intend that different types of machining
are required on CFRP composite materials during fabrication.
1.3 MACHINING
Machining of CFRP composite material differs from that of
conventional metal machining. Composites are being abrasive, the tool wearis high and hence the machining parameters are to be carefully selected whilemachining CFRP composite materials. Koplev et al (1983) examined thecutting of unidirectional carbon fiber-epoxy composite, perpendicular as wellas parallel to the fiber orientation using high speed steel tools and sintered
carbide tools. The obtained results include the horizontal cutting forcesdetermined by the relief angle and the tool wear and is identified that the
surface becomes rougher when CFRP composite is machined perpendicular tothe fiber, and the surface becomes smoother when CFRP composite ismachined parallel to the fiber. Ramulu et al (1991) investigated the wearbehavior of polycrystalline diamond inserts in the machining of carbon fiber-epoxy composite materials observing that the sharpness of the tool and its
microstructure has a great influence on the cutting efficiency.
1.3.1 Significance of Machining
Owing to its wide domain of applications, CFRP composite
materials require different types of machining operations, though it is
-
15
manufactured in near-net shape, to bring the components to their requireddimensional accuracy. An important feature of the manufacturing technology
is to obtain parts with required geometrical and dimensional tolerances.Hence the machining of composites is inevitable. Traditional methods of
machining the composites often induce critical flaws in the component partsduring net trimming, and various degrees of delamination, splintering, fiberpullout, and cracking have been reported (Koplev et al 1983, Konig et al1985, Ho-Cheng & Dharan 1990, Abrate & Walton 1992, Colligan &Ramulu 1992 and Wang et al 1992).
1.3.2 Types of Machining
The different types of machining operations are broadly categorizedinto conventional and unconventional machining operations. Conventional
machining operations include turning, milling, shaping, grinding, drilling, etc.in machining of FRP composite materials. The unconventional machining
operations include electrical discharge machining, laser beam machining,
water jet machining and so on.
1.3.2.1 Turning
Bhatnagar et al (1995) presented some observations on theorthogonal cutting of unidirectional CFRP composite material with differentfiber orientations. They noted that the in-plane shear strength of a material
played a key role during machining. Accurate values for shear strength of theCFRP composite material was obtained by a novel test procedure. Fiber
breakage and chip formation were identified for the fiber orientation less than90, whereas orientations greater than 90 experience compression andbending. Wang et al (1992) studied orthogonal cutting mechanisms in edgetrimming of graphite/epoxy laminate with polycrystalline diamond tool. Chipformation, cutting force and surface morphology were evaluated with respect
-
16
to tool geometry, process conditions and ply distribution in the laminate.Wang et al (1995) developed empirical cutting force models for principal andthrust force components using factorial design and regression methods.
Arola and Ramulu (1997) conducted a 2-D finite element method(FEM) analysis of the chip formation process of unidirectional fiberreinforced plastic composites. The measured values for the cutting force
agreed well with the model. Ramesh et al (1998) proposed a FEM model forthe machining of unidirectional fiber reinforced plastic composites based on
anisotropic plasticity theory. Mahdi and Zhang (2001a) proposed an adaptive3-D algorithm for FEM analysis that allowed a fiber and its surroundingmatrix material to be modeled as a composite cell. In further work Mahdi and
Zhang (2001b) presented a 2-D cutting model to predict the cutting forcebehavior of FRP composite in relation to the fiber angle. Sakuma and Seto
(1983) conducted face turning tests on unidirectional wound GFRP pipes inorder to study the effects of fiber orientation on tool wear and cutting forces.
1.3.2.2 Milling
Hocheng et al (1993) conducted milling tests on unidirectional (UD)CFRP composite material in an attempt to observe chip characteristics and
evaluate machinability as a function of fiber direction and cutting conditions.Surface roughness and cutting force were analyzed with respect to cuttingspeed and feed rate.
Helical milling is used to generate boreholes by means of a milling
tool being operated on a helical path into the work piece. The bore diametercan be adjusted through the diameter of the helical path. In comparison toconventional drilling operations this process often results in lower burr
formation and fiber delamination. Therefore helical milling is used in theaircraft industry for cutting composites and composite-metal compounds. One
-
17
of these compounds, which is regarded as difficult to machine, is a layercompound consisting of unidirectional CFRP and titanium alloys. Denkena et
al (2008) presents the impact of the axial and tangential feed during helicalmilling on process forces and borehole quality is shown.
Lopez et al (2009) deals with the new development of a family ofrouter milling tools for the high-performance milling of carbon fiber
reinforced plastics. The new milling tools are shaped by multiple left-handand right-hand helical edges, which form small pyramidal edges along the
cutting length. The specific cutting forces, tool wear, and others aspects arediscussed in detail.
Hashmi et al (2009) presents the main results of several tests carriedout to define the best milling tools for routing carbon fiber reinforcement
plastics, mainly in use for airframes. The new milling tools are shaped bymultiple left-hand and right-hand helical edges, which form small pyramidaledges along the cutting length. Several carbide substrates and coatings were
tested. After the analysis of tests and modifications on the tool prototypes, thefinal results allow the definition of routing end mills optimized for carbon
fiber composites machining.
Extra experiments are generally carried out in machining in order tofind the significant factors. However, Chao and Hwang (1997) proposed twomethods to avoid extra experiments in milling CFRP composite. It was found
that some significant effects that are originally regarded as errors in Taguchi'smethod, and the best operating conditions thus obtained are more accurate,
while the extra experiments are no longer required.
1.3.2.3 Drilling
Drilling experiments were carried out by many researchers and the
quality of drilled holes was improved through a consistent study of drilling
-
18
parameters. Zhang et al (2001) investigated the formation of the exit defectsin CFRP composite plates and characterized their features in terms of drilling
conditions. High speed drilling of CFRP composite material was reported byLin and Chen (1996). Thrust force with respect to feed rate was analyzed andconcluded that tool wear is one of the major problem encountered whendrilling CFRP composite plate at high speed. The delamination factor indrilling is studied by Chen (1997) with respect to tool geometry, cuttingtemperature, cutting speed and feed rate. Similar work was carried out by Jainand Yang (1994) and the chisel edge was identified to be the mostcontributing factor. Hocheng and Tsao (2006) identified the effects of specialdrill bits on drilling-induced delamination of composite materials. The thrust
force is identified to be distributed towards the drill periphery instead of beingconcentrated at the center.
1.3.3 Problems Encountered in CFRP Machining
Machining of these materials poses particular problems that are
seldom seen with metals due to the inhomogeneity, anisotropy and abrasivecharacteristics of the composites (Abrate and Walton 1992). Conventionalmachining practices such as turning, milling and drilling are used withcomposites because of the availability of equipment and experience in
conventional machining. Caprino and Nele 1996, Koplev et al 1983 exploredthat some of the fibers used in composites are hard (sometimes even harderthan the tool material) and abrasive and conventional machining is still used,as the fibers are very brittle and material removal is accomplished by a seriesof brittle fractures rather than plastic deformation ahead of the tool. An
investigation conducted by Ramulu (1997) on the compression, flexural andimpact strength of graphite/epoxy composites machined by both traditional
and non-traditional techniques, confirms that manufacturing characteristicsmay not only affect bulk properties but also influence the initiation and
-
19
propagation of failure. The cutting tool geometry and materials are chosen tominimize wear due to the hard abrasive constituents of the fibers.
Hocheng & Dharan (1990) have discussed the earlier investigationsin the peculiarities of machining composites. Abrate & Walton (1992)described the feasibility of applying conventional machining techniques tomachining composites and has observed that conventional methods of
machining composites damage the work piece through chipping, cracking,delamination and high wear on the cutting tools. Konig et al (1984) andSnoeys et al (1986) have revealed that several non traditional methods such aswater jet machining, abrasive jet machining, and so on are applicable formachining composite materials. Hashish (1989) found that piercing holes incomposite laminates with a high pressure water jet resulted in fracture,cracking and delamination.
CFRP composite materials apart from being distinguishablyinhomogeneous and anisotropic are often laminate-structured. These factors
lead to the complexity of developing a sound analysis of the cutting process.The application of conventional metal cutting theories based on plastic
deformation should be transplanted with care. Drilling is probably the mostfrequently used operation in industry. Sometimes, as many as 55,000 holesare generally required to be drilled in a complete single unit production of theAirbus A350 aircraft. The CFRP composites, owing to their anisotropy andabrasive nature of their carbon fiber content, exhibit totally different drilling
results as compared to those of drilling conventional metals and othermaterials. Different challenges faced in drilling CFRP composites in
particular, and machining FRPs in general could be classified on the one handas the excessive tool wear, while on the other hand as work piece material-
related problems.
-
20
When machining CFRP composites, using coolants can beproblematic. In many applications, the use of any foreign material such as a
coolant is forbidden. Effective chip evacuation is critical in drillingcomposites because of the confined nature of the operation. When drilling
through a composite to a metal layer, the hard metal chips must be effectivelyremoved to prevent them from scarring and damaging the walls of the drilledhole. In some cases it is necessary to drill and ream the metal layer first so
chips do not have to pass through the composite layer.
1.4 DRILLING OF CFRP COMPOSITES
Drilling of hole is a common operation for joining of the parts bymeans of suitable fasteners like bolt-nuts, screws and rivets, and it is
commonly performed on lathe, drilling machine, vertical machining center(VMC) and other special purpose machines. It is a more cost effectivemethod, as large amount of metal is removed at once as compared to otherunconventional machining operation used for material removal process.
1.4.1 Challenges in drilling
Owing to its anisotropy/in-homogeneity, limited plastic deformation
and abrasive characteristics, drilling of CFRP composites are considered to bea more constrained job. Drilling of CFRP composite materials were carriedout by many researchers and the following problems are faced:
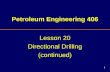
1.4.1.1 Delamination
It is the effect caused in drilling where the drilled hole is not exactlya round hole of the same size as that of the drill tool diameter. This is due to
the non-uniform fiber breakage at weaker areas that possess high stressvalues. Two modes of delamination failure were identified, peel-up during
drill entry and push-out during drill exit as shown in Figure 1.6. Peel-updelamination occurs as the cutting action introduces a peeling force upwards
-
21
forcing the layers to delaminate as shown in Figure 1.6(a). During push-outdelamination as shown in Figure 1.6(b), the uncut-thickness decreases as thedrill is fed through the material and at a critical point the drilling thrust forceexceeds the interlaminar bond strength resulting in delamination. Hocheng
and Dharan (1990) found that damage takes place both at the entrance and theexit and thus differentiated the damage as peel-up at entrance and push-out atthe exit.
(a) Peel up (b) Push outFigure 1.6 Delamination at the entry and exit
1.4.1.2 Spalling
Zhang et al (2001) presented a detailed study which looked at twokinds of defects during drilling of FRPs spalling and fuzzing. Spalling refersto the delamination damage and fuzzing refers to the uncut fibers around the
hole. An empirical relationship between the size of the delamination zone andvarious process parameters was developed, with fuzzing damage described inquantitative terms. Figure 1.7 shows the schematic of the formation process of
spalling defect. Spalling and fuzzing co-exist and both their magnitudes havesimilar variation tendency, i.e. the bigger the spalling, the more severe the
fuzzing and vice versa. However, when spalling decreases to a certain extent,fuzzing disappears.
-
22
Figure 1.7 Schematic of the formation of spalling defect (Zhang et al, 2001)
Bhatnagar et al (2004) quantified the drilling-induced damage inGFRP and measured the defect size by dye-injection and correlated thedamage to process parameters and drill geometry. Their experiments showedthat the drilling included damage was lesser for an 8-faceted drill point and a
Jodrill compared to a standard 4-faceted drill point.
1.4.1.3 Other damages
Mathew et al (1999) identified matrix burning, debonding, fiberpullout as other major sources of damage. DiPaolo et al (1996) stated threedistinguishable mechanisms for damage, namelyviz. plate bulge, crackopening and fiber tearing/twisting. Piquet et al (2000) carried out a series ofexperiments using a conventional twist drill and a specific tool made ofmicrograin tungsten carbide with a small rake angle. This minimizes the
commonly occurring damages such as entrance damage, plate exit defects,fiber bending, buckling, brittle shear failure, and roundness error. It wasobserved that the roundness error is due the materials anisotropy. For each
angular position of the drills cutting edge in relation to fiber orientation,there exists a different relative reinforcement direction. The change in
circularity is indicated in Figure 1.8 along with the real, practical andtheoretical diameters. The use of a conventional twist drill is limited when
drilling thin composites without a backing plate.
Roy Meade (1987) observed that the relatively large range of thenon-cutting chisel edge is the main drawback of conventional twist drill in
-
23
thin plates. Adhesion failure in the matrix leads to bending and delaminationof the remaining plies. Hence specific tool geometry is used to improve
composite drilling. Certain modifications have been reported in the drillgeometry that can lead to minimization of damage. Effect of tool geometry on
cutting forces has been analyzed by Chen (1997). Miller (1987) studied ondrill bit configurations and concluded that 8-faceted drill gave better resultsfor graphite-epoxy laminates. Greater number of holes to failure was
encountered while drilling with carbide drills as reported by Ramulu et al(2001).
Figure 1.8 Hole defects
The tool wear is one of the main challenges that are faced during
drilling of composite materials due to its highly abrasive nature. Lin and Chen(1996) carried out a study on drilling of CFRP at high speed and concludedthat an increase of the cutting velocity increases the drill wear greatly and
thus thrust force increases. Chen (1997) concluded that delamination freedrilling is possible by a suitable selection of tool geometry and drilling
parameters. Hocheng and Tsao ( 2006) reviewed the application of specialdrill bits, step drilling, pilot hole, backup plate and various non traditional
methods in order to reduce the damages. Ali Faraz et al (2009) studied thecutting edge rounding (CER), a latent wear characteristic as a measure ofsharpness /bluntness, of uncoated cemented carbide tools during drilling
CFRP composite laminates. Four different types of tools were tested to assessthe applicability and relevance of this new wear feature.
-
24
Shyha et al (2010) studied the effect of laminate configuration oncutting performance when drilling holes in CFRP composite materials. The
majority of drills tested at the higher feed rate experience catastrophic failure.This was attributed to the reduction in strength of the drill due to the smaller
diameter of the pilot segment of the tool. The drilled hole diameter was foundto be undersize at the end of tool life. Iliescu et al (2010) described thedevelopment of a phenomenological model between the thrust force, the
drilling parameters and the tool life. A model is designed that predicts theparallel evolution of axial load and tool wear with the different drilling
sequences that a tool will face during its life.
1.4.2 Controlling Factors
The controlling factors of drilling are the parameters of interest that
affect the drilling induced damages. The input variables that control thedrilling process are - drill diameter, spindle speed, feed rate and point angle ofthe drill bit. The output variables that relate to the damage of the process are
thrust force, torque, delamination, surface roughness, eccentricity, circularity,roundness error and so on.
The input variables and their values can be decided before
conducting the experiments. The output variables are measured for the givenset of input variables. An empirical/analytical model of the experiment thatrelates the input and output variables can be developed.
1.4.3 Tool Material
Generally FRPs are materials that are heat insulating and abrasive innature; hence the cutting tools have to encounter a relatively more hazardous
environment and undergo thermal associated wear processes. The availablereports on cutting temperature and associated influences are mostly related to
applications involving High Speed Steel (HSS) and cemented carbide tools
-
25
(Tseuda 1968, Sakuma and Seto 1981). Hence high performance cutting toolssuch as polycrystalline diamond (PCD) tools are tried for machining ablativematerial and their performance evaluated for proper selection andrecommendation. Sreejith et al (2000) identified a range of temperature foreffective machining of composite material beyond which tool deteriorationand thereby specific cutting pressure increases considerably. The study alsoenabled the determination of the effective hardness of the tool material at
which steady machining can be performed.
Precision tooling like diamond is suggested, while HSS tool suffersextreme wear and thereby not suited for the composite removal process.Carbide instead can be a good alternative. Among composite removal
processes, drilling is the most frequently practiced in industry due to the needfor assembly of components in mechanical structures. Improper usage of the
tool results in damage to drills. Hence the damages during drilling can beeliminated by using specially designed carbide tools, PCD tools, solid carbide
tools, but these tools are very costly. Thakur et al (2003) used HSS drill bit of6 mm diameter on the basis of availability, facility to maintain a sharp edge,toughness and easy grindability. Murphy et al (2002) were concerned with theeffect of coatings on the performance of tungsten carbide drills in the drillingof CFRP composites. Two coated drills, viz. titanium nitride coated and
diamond-like-carbon were investigated and for comparative purpose anuncoated drill. The coatings were not found to reduce either tool wear or
damage to the composite.
1.5 OVERVIEW OF THE RESEARCH
In addition to lightweight, CFRP composites offer high strength,
high modulus and, most importantly, excellent fatigue performance. Theproperties of these materials can be tailored to suit one or more engineeringgoals. The CFRP composite material is proven to be one of the widely used
-
26
composite materials in many of the industries from aerospace, satellite,marine, military, computers, sports, biomedical, telecommunication up to
consumer industries too. Owing to the wide variety of application, differentstructures of composites are to be manufactured. While most components
produced from composites are molded to a near-net shape, machining is oftennecessary for final part surface finish, dimensional accuracy and assembly.Hence different types machining of composites is to be carried out ranging
from milling, turning, drilling, scribing to other non conventional machiningmethods like water jet machining, electrical discharge machining and laser cutmachining. Since drilling is essentially required to join two parts by means ofbolting/screwing/riveting, in this work, drilling of CFRP composite material
is carried out.
Three types of drill bits, based on the type of material are used in
the experimentation, viz., HSS, carbide and PCD coated drill bits. Each typeof drill bit is designed with three different point angle 100, 118 and 135.The experimental plan is based on Taguchis L27 orthogonal array ofexperiments. The experiment is carried out on a computer numericalcontrolled vertical machining center. The KISTLER make piezoelectric
dynamometer is used to observe thrust force and corresponding torque. Thedrilled holes are photographed using a Nikon D 200 camera and the maximum
diameter of damaged zone of each hole is measured from which delaminationfactor is calculated at the entry and exit side of the drill. The eccentricity and
surface roughness are measured using universal measuring machine andsurface roughness measuring equipment respectively. The effect of the
various drilling parameters, spindle speed, feed rate and point angle on thrust
force, torque, delamination, eccentricity and surface roughness is studied.
The experimental data is analyzed and the regression models weredeveloped. Analysis of variance (ANOVA) gives the most significant factors
-
27
and their interactions that affect the performance of the experiments. A moreaccurate model using adaptive neuro fuzzy inference system (ANFIS)approach that inherits the advantages of both fuzzy logic and artificial neuralnetwork (ANN) approach is used in the present work.
The optimization of the drilling parameters is carried out using greyfuzzy logic approach. The grey coefficients are identified for the various
responses and the grey relational grade is calculated. A fuzzy inferencesystem is used to improve the grey relational grade. The grey fuzzy reasoning
grade is used to obtain the optimum value of the drilling parameters that canminimize the damage of the drilled holes.
1.6 THESIS ORGANIZATION
Chapter 1 presents an introduction to various composite materialsthat covers classification, characteristics, manufacturing methods and itsapplications in the field of engineering. The significance of CFRP composite
materials among the various composites is explained. Machining of thesecomposite materials is an important operation in any application. Hence the
significance of machining, the different types of machining operations liketurning, milling and drilling, and the corresponding problems encountered in
these machining operations are discussed. The basic study of this research isabout drilling of CFRP composite materials and hence the various challengesfaced in drilling of CFRP composites and their controlling factors are
identified. This identification of various controlling factors has turned as amotivation for the present research work. The overview of the research work
is explained.
Chapter 2 presents the literature review on CFRP machining,drilling and analysis of drilling parameters. The effect of various tools (toolgeometry and material) on delamination and surface roughness is studied. The
-
28
effect of process parameters and its interaction effects on the delaminationand surface roughness are studied. The theory and the experimental work
using ANOVA and ANFIS are explored. The works carried out in drillingusing grey relational analysis and grey fuzzy approach is presented. Thus the
earlier works carried out in this field of study are explored in this chapter.From a detailed study of the literature review, the problem identified for thepresent research work and the solution proposed is described.
Chapter 3 describes the experimental work carried out in detail.The experimental plan is described which is carried out using Taguchis L27approach. Three different tools used in this research work are described andtheir details are presented. The fabrication of CFRP composite plates used in
the present research work is presented. The experimental setup used in thiswork is described. The drilling experiment is carried out using a drill jig andthe photographs of the drilled plates are shown. The drilling parameters andthe measured/calculated responses obtained are presented along with the
various equipments used. The schematic of the research work is alsopresented.
Chapter 4 presents the model of the drilling process carried out inthe experimentation. A model is developed using response surface regression
approach. However, an improved model can be obtained using other softcomputing approaches ANN, fuzzy logic and ANFIS. The model obtainedusing ANFIS approach is presented in this chapter. The predicted values
obtained using the two proposed models are plotted and a comparisonbetween the models is presented. The results of the confirmation experiments
are presented to validate the obtained models.
Chapter 5 focuses on the optimization strategy used in this researchwork. There are various optimization tools and the algorithms available.However, in the present work, grey fuzzy approach is used. The response
-
29
table and the ANOVA table is presented for the grey fuzzy reasoning gradeobtained with six different inputs viz., thrust force, torque, delamination at the
entry, delamination at the exit, eccentricity and surface roughness of theholes. The optimum value of the input drilling parameter set is obtained that
can be used to minimize the damage of the drilled holes.
Chapter 6 illustrates the results and discussion of the drillingparameters and the corresponding responses. The effect of spindle speed,point angle and feed rate on various responses is discussed in detail. A
comparison is carried out among the results of the three drill tools in order toselect the best tool material and the geometry. The photographs of the drilledholes and tool materials are presented for clarity of experimentation
performed. The scanned electron microscope (SEM) pictures of the drilledholes are shown for further exploration of results.
Related Documents