MARINHA DO BRASIL CENTRO DE INSTRUÇÃO ALMIRANTE GRAÇA ARANHA - CIAGA ESCOLA DE FORMAÇÃO DE OFICIAIS DA MARINHA MERCANTE - EFOMM JOÃO PEDRO DOS SANTOS MARQUES DEFEITOS EM MOTORES DIESEL RIO DE JANEIRO 2015

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

MARINHA DO BRASIL
CENTRO DE INSTRUÇÃO ALMIRANTE GRAÇA ARANHA - CIAGA
ESCOLA DE FORMAÇÃO DE OFICIAIS DA MARINHA MERCANTE - EFOMM
JOÃO PEDRO DOS SANTOS MARQUES
DEFEITOS EM MOTORES DIESEL
RIO DE JANEIRO
2015

JOÃO PEDRO DOS SANTOS MARQUES
DEFEITOS EM MOTORES DIESEL
Trabalho de Conclusão de Curso apresentado como exigência para a obtenção do título de Bacharel em Ciências Náuticas do Curso de Formação de Oficiais de Náutica/Máquinas da Marinha Mercante, ministrado pelo Centro de Instrução Almirante Graça Aranha.
Orientador: Gabriel de Andrade Galindo
RIO DE JANEIRO
2015
JOÃO PEDRO DOS SANTOS MARQUES
DEFEITOS EM MOTORES DIESEL
Trabalho de Conclusão de Curso apresentado como exigência para a obtenção do título de Bacharel em Ciências Náuticas do Curso de Formação de Oficiais de Náutica/Máquinas da Marinha Mercante, ministrado pelo Centro de Instrução Almirante Graça Aranha.
Data da Aprovação: ____/____/______
Orientador: Gabriel de Andrade Galindo
___________________________________________________
Assinatura do Orientador
NOTA FINAL:____________

Dedico este trabalho aos meus pais, Joanice e José Antonio,
por todo o esforço dedicado à minha formação.

AGRADECIMENTOS À minha irmã, Vanessa Santos, pelo apoio e conselhos visando me ajudar e
orientar.
Aos meus pais, Joanice e José Antonio, pelo incentivo aos estudos e por ter
nos ensinado o valor do esforço em prol de uma conquista.
À minha madrinha, Marly Alves, por todo apoio e incentivo a mim por ela dado.
Ao meu orientador, prof. Galindo, pela orientação, paciência e boa vontade
neste trabalho.

A alegria está na luta, na tentativa, no sofrimento envolvido e não
na vitória propriamente dita.
(Mahatma Gandhi)
RESUMO
Uma parada indesejada do motor propulsor (MCP) oferece risco para o navio, para o
pessoal abordo, para outras embarcações e para o meio ambiente. Por isto, é
importante manter o seu bom funcionamento, sempre estando atento para cada
detalhe na operação da máquina e de seus equipamentos. Acompanhar todas as
variáveis que apresenta o motor, como pressões, níveis, temperaturas e ruídos
estranhos. Além disso, há a necessidade de respeitar sempre o tempo de vida útil da
máquina e o intervalo de tempo entre manutenções. Ter rápido acesso às análises
de falhas e às respectivas correções também ajuda a manter a vida útil do motor. A
aplicação dessas análises se dá pelas vantagens de uma avaliação por cadeia,
chegando à eventual falha e pela rápida localização da causa. Por menor que seja,
qualquer anormalidade no funcionamento de um motor diesel deve ser determinada
e remediada a tempo, para que não se transforme numa avaria de grandes
proporções.
Palavras-chave: Diesel. Falhas. Defeitos. Diagnóstico. Análise. Manutenção. Troubleshooting.

ABSTRACT
An undesired stop of the propellant engine offers risk to the ship, to the personnel on
board, for other vessels and for the environment. Therefore, it is important to keep it
running smoothly, always paying attention to every detail in the operation of the
machine and its equipment. Follow all the variables that shows the engine, as
pressures, levels, temperatures and strange noises. Furthermore, there is the need
to always observe the lifetime of machine and the time interval between
maintenance. Quick access to the failures analyzes and their corrections also help to
keep the engine lifetime. The application of these analyzes is given by the
advantages of an evaluation chain, reaching the eventual failure and rapid location of
the cause. No matter how small, any abnormality in the functioning of a diesel engine
must be determined and remedied on time, so that does not become a failure of
major proportions.
Keywords: Diesel. Faults. Defects. Diagnostic. Analysis. Maintenance. Troubleshooting.
LISTA DE ILUSTRAÇÕES
Figura 1 - Motor Bergen B32:40V12A-2.CD. 09
Figura 2 - Ciclo diesel num diagrama p-v. 11
Figura 3 - Unidade separadora. 12
Figura 4 - Diagnostico de Falhas (motores Cummins). 15
Figura 5 - Filtro de ar de motor diesel. 16
Figura 6 - Turbo alimentador. 17
Figura 7 - Filtros de combustível. 19
Figura 8 - Estetoscópio mecânico. 20
Figura 9 - Exemplo de arvore de falha simplificada. 21
Figura 10 - Exemplo de diagrama de Ishikawa. 22
Figura 11 - Diagrama do processo de desenvolvimento da árvore de
falha.
23
Figura 12 - Eventos primários, intermediários e portas lógicas utilizadas. 25
Figura 13 - Exemplo de arvore de falha para perda total da vazão de
combustível.
26
Figura 14 - Fumaça branca saindo do escapamento de um motor diesel. 30
Figura 15 - Fumaça negra saindo do escapamento de um motor diesel. 30
Figura 16 - Wet stacking. 32
SUMÁRIO
1 INTRODUÇÃO 10
1.1 Histórico 10
1.2 Aspectos Gerais 11
2 PARTICULARIDADES E FUNCIONAMENTO DE UM MOTOR 12
3 TROUBLESHOOTING 15
3.1 Troubleshooting em motores de combustão interna 15
4 DIAGRAMA DE FALHAS (ÁRVORE DE FALHA) 22
4.1 Análise da Árvore de Falha (FTA) 24
5 DEFEITOS MAIS COMUNS NOS MOTORES DIESEL 28
5.1 Problemas por motores atuando em baixa carga 31
5.2 Carbonização 32
6 TIPOS DE MANUTENÇÃO 34
6.1 Manutenção corretiva 34
6.2 Manutenção preventiva 35
6.3 Manutenção preditiva 36
7 CONSIDERAÇÕES FINAIS 38
REFERÊNCIAS BIBLIOGRÁFICAS 39

10
1 INTRODUÇÃO
1.1 Histórico
Em 1885, o primeiro motor de combustão interna foi construído, pelo
engenheiro alemão Daimler. Visando aperfeiçoar e simplificar este motor, Rudolf
Diesel, outro engenheiro alemão, criou o motor diesel que eliminou a necessidade
de um complexo circuito elétrico para realizar a combustão. Neste maquina, motor
diesel, a combustão se da por ação do calor liberado quando o ar é altamente
comprimido. Pelas características de melhor rendimento, maior tempo de vida útil,
segurança no funcionamento e baixo custo de manutenção, fizeram este motor ser
largamente utilizados em indústrias, caminhões e navios.
Motores diesel (ver figura 1) passaram a ser empregados nas embarcações
marítimas próximo de 1898. Desde esse tempo eles foram evoluindo para uma
melhor eficiência requerida. Hoje em dia temos maneiras para detectar futuras falhas
e para corrigi-las de melhor maneira do que no período de seu advento.
A preocupação sobre um melhor tipo de manutenção não era tão grande. Em
geral, a manutenção utilizada naquela época era na base “quebra, conserta”, ou
seja, esperava o problema ocorrer, para, então, consertá-lo. Porem, foi sendo
analisada a ineficiência deste tipo de manutenção, dado pelo auto custo e o risco de
parada do motor em momentos inoportunos. Com isto, outros tipos de manutenção,
como a programada, fez-se necessária.
Figura 1 - Motor Bergen B32:40V12A-2.CD.
11
1.2 Aspectos Gerais
Falha, diferente de defeito, faz com que o equipamento não funcione, e isso,
numa viagem, é algo indesejado. Por este motivo, há maneiras de evitá-la e, se
preciso, descobrir e consertar o equipamento o mais rápido possível.
Cada motor traz seu troubleshooting, ou diagnostico de falhas, e seu
diagrama de falhas diversas, que utilizando a técnica FTA (Fault Tree Analysis) –
análise da arvore de falha, oferecido pelo fabricante do mesmo, pode-se resolver
qualquer problemas apresentado pelo motor.
O troubleshooting nos mostra possíveis causas e correções para uma falha
observada na máquina. Para tal diagnostico é necessário que o técnico saiba como
ocorreu o problema obtendo os dados completos para análise no motor.
O diagrama de falhas, como o nome já diz, é um diagrama (uma espécie de
árvore de falha) que você a segue para analisar a falha e tentar descobrir o motivo
para, assim, corrigir o problema.
Quando o OM (oficial de máquinas) ou o técnico especializado vai analisar o
motor para eliminar uma falha, eles precisam saber o que aconteceu para poder usar
o troubleshooting ou diagrama de falhas, lá encontrará as possíveis causas e suas
correções. O oficial do quarto de serviço em que ocorreu a falha terá que dar os
detalhes do ocorrido, respondendo às perguntas do técnico.
A bordo, o maquinista deve sempre prestar muita atenção a três sistemas
antes de por a máquina em operação: lubrificação, combustível e arrefecimento, que
são os principais causadores de falhas sérias ao equipamento.
Para evitar ou eliminar uma falha, o operador deve seguir procedimento de
manutenção. Entre as manutenções utilizadas, há:
a) manutenção corretiva;
b) manutenção preventiva;
c) manutenção preditiva, etc.
É importante saber qual delas utilizar no equipamento, conhecendo as
vantagens e desvantagens de cada tipo. A diferença entre elas é o modo, o tempo e
o custo da manutenção, porém a finalidade é a mesma, eliminar falhas e defeitos.

12
2 PARTICULARIDADES E FUNCIONAMENTO DE UM MOTOR
É importante conhecermos as particularidades de um motor para saber como
operá-lo de forma eficiente e com segurança, evitando que ocorra um defeito ou
falha.
Algumas das particularidades dos motores diesel são:
a) o tipo de combustível, podendo ser HFO (heavy fuel oil) ou o MDO (Marine
diesel oil);
b) o princípio de funcionamento, como a combustão sendo isobárica (ver figura 2);
e
c) não necessitar de centelha para iniciar a queima do combustível.
Figura 2 - Ciclo diesel num diagrama p-v.
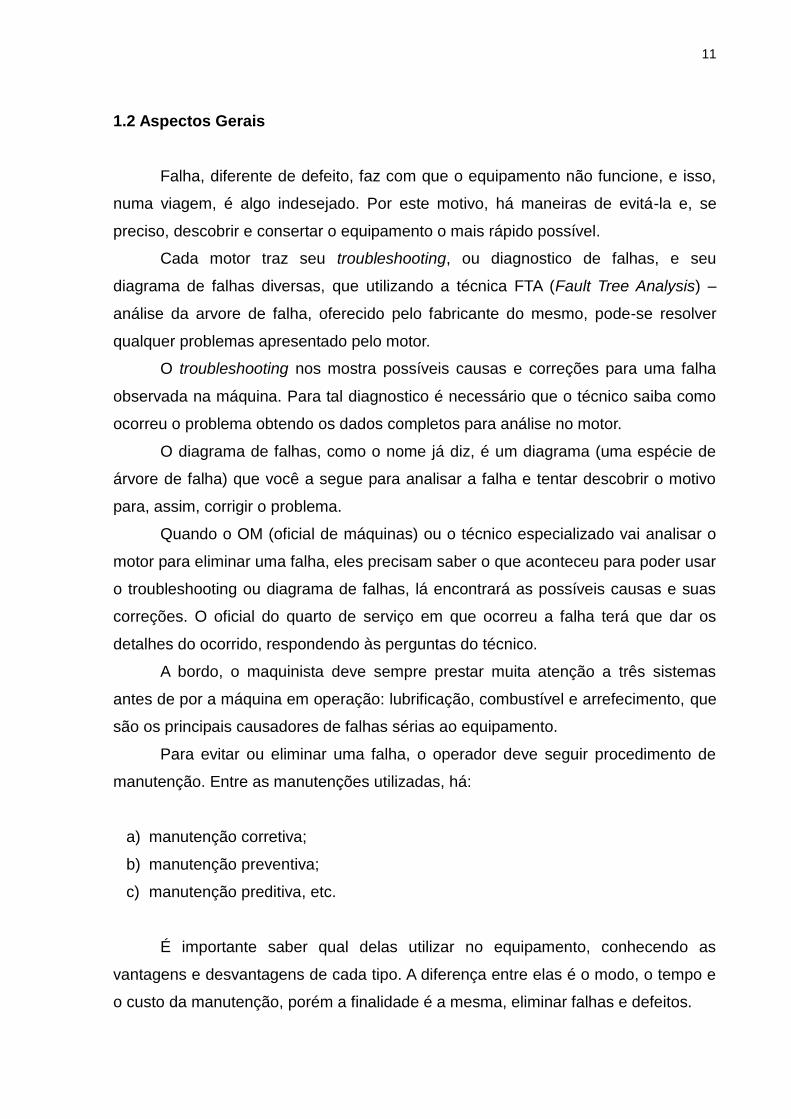
Para o bom funcionamento com HFO, este combustível deve ser
cuidadosamente purificado, através de purificadores e clarificadores (ver figura 3),
antes de ser armazenado no tanque de serviço, pois impurezas mecânicas poderão
causar o desgaste das bombas injetoras e injetores, causando falhas que
impossibilitam o funcionamento correto e, assim, diminuindo a eficiência do
equipamento. Algumas falhas podem ser resultado do aumento do desgaste dos
cilindros e deterioração das sedes das válvulas de escape, bem como, pelo o
pequeno fluxo de combustível motivado pela sujeira excessiva retida no filtro e/ou o
entupimento de suas passagens. A limpeza ideal do HFO se dá quando a
viscosidade, densidade e velocidade de escoamento são as ideais (valores nominais
dados no manual). É bom lembrar que o HFO, por possuir alta viscosidade, tem que
ser pré-aquecido antes de seguir para os cilindros (geralmente aquecedor por vapor
gerado numa caldeira).
13
Figura 3 - Unidade separadora.
Sabemos que cada motor tem suas particularidades, porém a preparação
para funcionamento, ou seja, os cuidados necessários antes da partida, tem que ser
feita, qualquer que seja o fabricante.
A preparação deve ser feita com bastante antecedência, principalmente
quando se tratar de um motor que esteve parado por bastante tempo.
As providências que devem ser tomadas antes da partida são geralmente as
seguintes: 1
a) verificar se existem a bordo quantidades suficientes de óleo combustível, óleo
lubrificante e agente de resfriamento para a viagem;
b) verificar o nível de óleo lubrificante no cárter;
c) encher o tanque de serviço do motor com óleo combustível;
d) folgar um pouco o engaxetamento da bucha do eixo propulsor;
1 Operações com motores diesel. Disponível em:
<www.mar.mil.br/cpal/download/amador/motores_diesel.pdf>. Acesso em: 21 de jun. 2015.

14
e) verificar a carga da bateria do motor elétrico de partida e carregá-la se houver
necessidade;
f) abrir as válvulas de fundo, as intermediarias e a de descarga para o costado,
pertencentes aos sistemas de resfriamento do motor; e
g) girar o eixo de manivelas do motor por meio de uma catraca para verificar se
ele pode girar livremente.
Mesmo feito isso, sempre iremos manter uma cuidadosa observação durante
o seu funcionamento.

15
3 TROUBLESHOOTING
Uma análise de falha de um equipamento está associada às atividades de
investigação no mesmo ou em algum componente deste, após a ocorrência de
sintomas ou problemas na sua operação. A análise de falha neste sentido tem duas
finalidades:
a) apurar a razão da falha para que sejam tomadas medidas visando eliminar a
possibilidade de repetição no futuro;
b) alertar o usuário sobre o que poderá acontecer se o equipamento for usado ou
tratado indevidamente.
Para que a análise seja bem feita, não basta examinar a peça que falhou. É
necessário fazer um levantamento de como ocorreu e quais eram os sintomas.
Muito frequentemente, falhas de equipamentos revelam uma cadeia de
reações de causa e efeito. O fim da cadeia é usualmente uma deficiência de
performance e eventual falha. Troubleshooting (ou diagnóstico de falhas) está
associado ao inicio desta cadeia, de modo a evidenciar a causa principal de um
problema existente ou em potencial.
3.1 Troubleshooting em motores de combustão interna
Um troubleshooting nos ajuda a diagnosticar um problema em motores,
apresentando suas causas e suas correções. Com ele podemos ver possíveis
causas para problemas apresentados nos MCI’s (Motores de Combustão Interna).
Esses problemas podem acarretar falhas em momentos indesejáveis, se não forem
devidamente tratados rapidamente. Abaixo (ver figura 4) podemos ver, como
exemplo, uma parte desse diagnóstico de falhas para motores Cummins.

16
Figura 4 - Diagnóstico de Falhas (motores Cummins).
17
Para uma boa análise e utilização do troubleshooting é necessário seguir a
linha de raciocínio apresentado pelo diagnóstico de falhas dado pelo fabricante, de
tal motor, fazendo-se perguntas a fim de localizar exatamente a causa.
Por exemplo, para um problema de pouca potência, retirado do diagnóstico de
falhas de Motor Cummins (não necessariamente marítimo), o técnico pode seguir a
seguinte linha de raciocínio:
a) onde ocorre a perda de potência?
- sugestão: uma perda de potência que se manifesta num determinado trecho
percorrido pode indicar uma particularidade que não é do conhecimento do
operador.
b) o tirante da aceleração está de acordo?
- sugestão: uma articulação de aceleração que prende fica indevidamente
ajustada ou altera o seu comprimento quando a unidade está carregada; daí,
uma provável fonte de perda de potência.
c) qual é a densidade da fumaça?
- sugestão: pouca potência acompanhada de fumaça pesada indica problema
no cilindro causado pela combustão incompleta do combustível. Verificar os
injetores, bombas, fornecimento de ar e turbo alimentador, quando usado.
Importante, verificar também se os filtros de ar (ver figura 5) estão sujos.
Figura 5 - Filtro de ar de motor diesel.
18
d) quando a bomba de combustível foi calibrada pela última vez?
- sugestão: se a fumaça for muito leve ou inexistente, verifique o filtro de
combustível, o fluxo de combustível, etc. contra um baixo débito.
Variação no banco de provas, métodos de testes, etc., podem ocasionar
calibração imprópria da bomba de combustível. Tomar cuidado para não cair
no engano de sobrealimentar o motor com combustível para satisfazer uma
reclamação injustificada; Perda de torque em determinados gradientes e
condições de engranzamento pode ser causado por uma mola do assistente
do contrapeso incorreta ou montagem ou regulagem incorreta.
e) quando os injetores foram limpos pela ultima vez?
- sugestão: injetores que foram limpos recentemente podem estar
necessitando de recalibragem. Caso a limpeza tenha sido negligenciada,
deve ser executada outra vez.
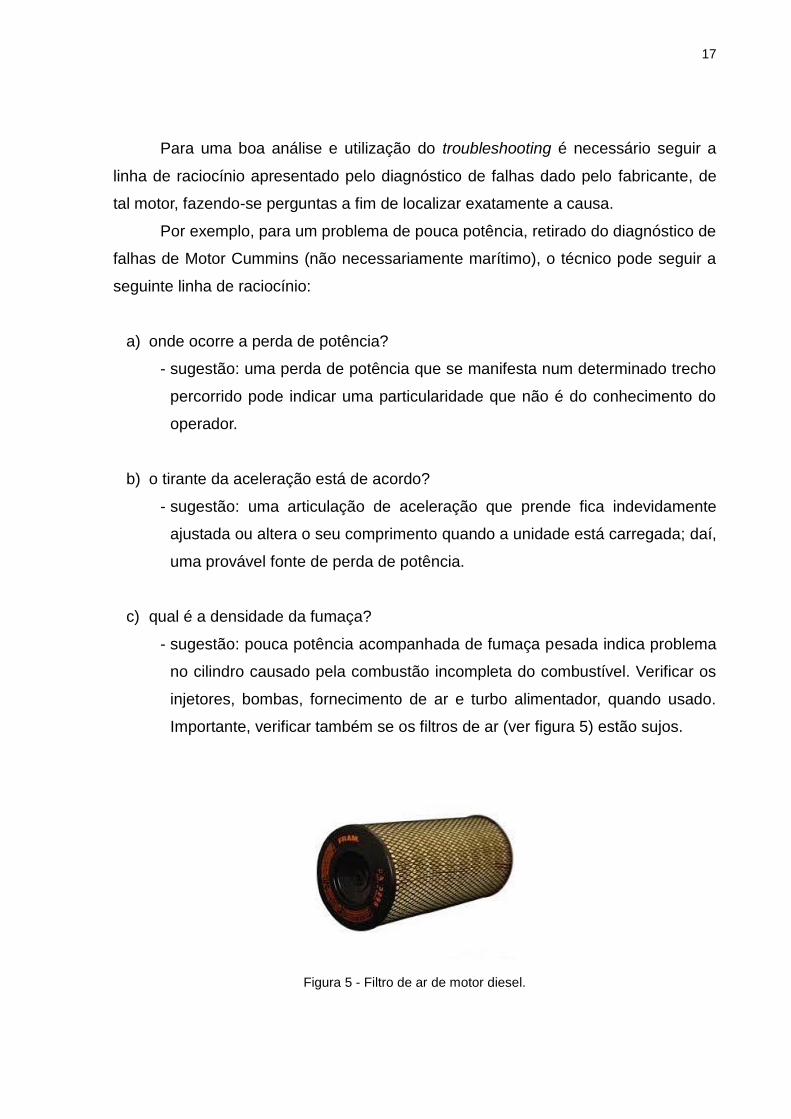
f) o motor é turbo alimentado? Qual é a condição do sistema de ar?
- sugestão: nos motores turbo alimentados, a fumaça espessa e a perda de
potência são indícios de turbo alimentador (ver figura 6) em más condições,
um elemento filtrante de ar entupido ou uma causa qualquer inadequada no
suprimento de ar.
Figura 6 - Turbo alimentador.

19
g) quais eram as condições climáticas e do vento?
- sugestão: temperatura muito alta, fortes ventos frontais e altitudes elevadas
podem causar uma perda de potencia, até que o defeito tenha sido
plenamente compreendido.
h) que tipo de transmissão tem a unidade?
- sugestão: unidades equipadas com relação de transmissão acima do normal
podem ser tornar lentas e o motor pode ser responsabilizado por uma falha
que não seja sua.
i) que tipo de combustível usado?
- sugestão: um combustível muito pobre (má qualidade) pode causar um mau
funcionamento e pouca potência. Uma verificação de potência usando um
combustível adequado deverá mostrar que não há nada errado com o motor
em funcionamento.
j) quais tipos de cargas são operadas?
- sugestão: a sobrecarga, isto é, carga superior a qual o motor pode suportar,
é uma forma muito comum de gerar falhas de perda de potência.
k) quais outras unidades estão operando na mesma natureza de trabalho?
- sugestão: muitos operadores costumam comparar os desempenhos dos
motores. As variações na afinação do motor, o coeficiente do atrito de
rolamento da unidade e diferenças mecânicas similares podem ser achadas
em unidades do mesmo modelo. Outras considerações são os diferentes
modelos, a habilidade do operador, as vantagens do percurso, etc.
l) por quanto tempo o motor operou com perda de potência?
- sugestão: uma ocorrência de falta de potência que se desenvolveu durante
uma só viagem, ou num similar período de tempo, é mais indicativa de uma
falha autêntica do que um problema crônico.
20
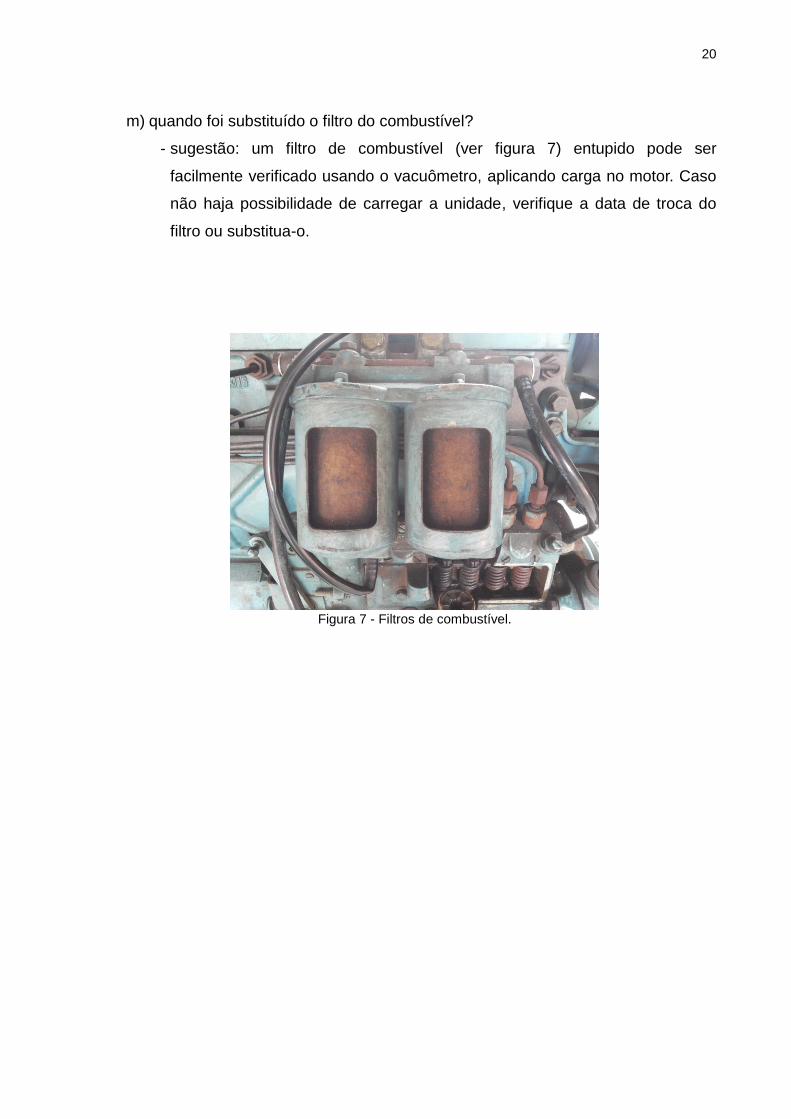
m) quando foi substituído o filtro do combustível?
- sugestão: um filtro de combustível (ver figura 7) entupido pode ser
facilmente verificado usando o vacuômetro, aplicando carga no motor. Caso
não haja possibilidade de carregar a unidade, verifique a data de troca do
filtro ou substitua-o.
Figura 7 - Filtros de combustível.
21
n) como “soa” o motor?
- sugestão: na maioria dos casos, a diferença do ruído entre um motor
corretamente ajustado e um fora de sincronismo é nitidamente perceptível.
Um ruído pode verificado utilizando um estetoscópio mecânico (ver figura 8),
similar ao estetoscópio médico, com ponta em formato de agulha, que deve
ser posicionado na base da peça onde se deseja ouvir o ruído.
Uma chave de fenda também pode ser utilizada para essa finalidade.
Colocando a ponta da chave de fenda no local que se deseja ouvir o ruído e
o cabo emborrachado no ouvido.
Figura 8 - Estetoscópio mecânico.
Seguindo o troubleshooting e utilizando esse tipo de raciocínio, o operador
poderá descobrir a causa da falha. É importante lembrar que essas não são as
únicas perguntas utilizadas para esse tipo de problema; estas são apenas exemplos.
Há muitas outras perguntas que poderão ser feitas e, quanto maior for essa lista,
mais fácil chegará à origem da falha.
22
4 DIAGRAMA DE FALHAS (ARVORE DE FALHA)
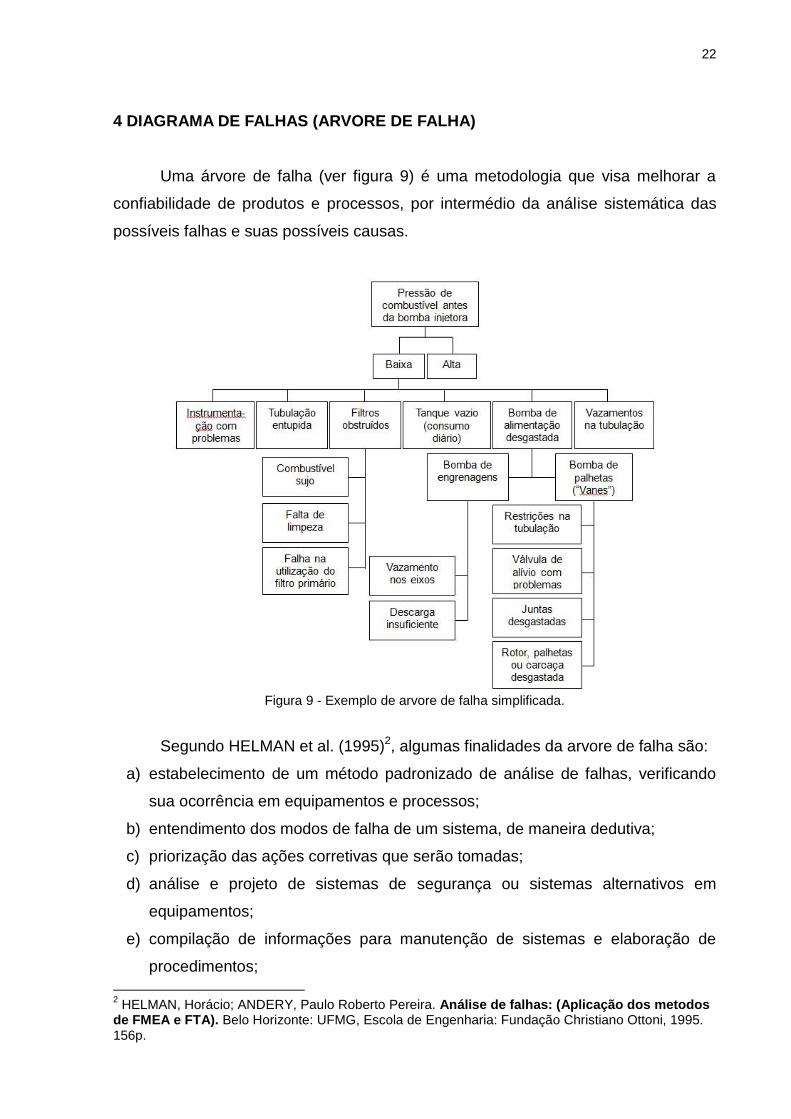
Uma árvore de falha (ver figura 9) é uma metodologia que visa melhorar a
confiabilidade de produtos e processos, por intermédio da análise sistemática das
possíveis falhas e suas possíveis causas.
Figura 9 - Exemplo de arvore de falha simplificada.
Segundo HELMAN et al. (1995)2, algumas finalidades da arvore de falha são:
a) estabelecimento de um método padronizado de análise de falhas, verificando
sua ocorrência em equipamentos e processos;
b) entendimento dos modos de falha de um sistema, de maneira dedutiva;
c) priorização das ações corretivas que serão tomadas;
d) análise e projeto de sistemas de segurança ou sistemas alternativos em
equipamentos;
e) compilação de informações para manutenção de sistemas e elaboração de
procedimentos;
2 HELMAN, Horácio; ANDERY, Paulo Roberto Pereira. Análise de falhas: (Aplicação dos metodos
de FMEA e FTA). Belo Horizonte: UFMG, Escola de Engenharia: Fundação Christiano Ottoni, 1995. 156p.

23
f) indicação clara e precisa de componentes mais críticos ou condições críticas de
operação;
g) compilação de informações para treinamento na operação de equipamentos;
h) compilação de informações para planejamento de testes e inspeções;
i) simplificação e otimização de equipamentos.
Segundo SUCENA (2008)3, a árvore de falha também proporciona:
a) maior interação entre as equipes de projeto, operação e manutenção;
b) maior entendimento das falhas críticas;
c) aumento do domínio das características técnicas dos equipamentos em análise.
Comumente utiliza-se o diagrama de causa e efeito, ou diagrama de Ishikawa
(ver figura 10), como uma etapa inicial para a construção da árvore de falha. Vale
ressaltar que o diagrama de causa e efeito não possibilita a relação operacional
entre a causa e o efeito. Esta relação pode ser estudada utilizando-se a
representação gráfica pelo uso das portas lógicas E, OU e derivadas.
Figura 10 - Exemplo de diagrama de Ishikawa.
3 SUCENA, Marcelo Prado. Engenharia de Manutenção. Curso de Especialização em Transporte
Ferroviário de Cargas. Instituto Militar de Engenharia. Disponível em: <http://www.sucena.eng.br/IME/Mod6_ArvoreFalhas2008.pdf>. Acesso em: 15 de Jun. 2015.

24
4.1 Análise da Árvore de Falha (FTA)
O conceito fundamental da FTA consiste em estudar, detalhadamente, o modo
como as falhas de um sistema podem ser alcançadas através da combinação
lógicas de eventos primários. Assim, a análise consiste na construção de um
diagrama lógico através de um processo dedutivo, que parte de um evento
indesejado predefinido, denominado evento de topo, e procura as possíveis causas
desse evento. O processo vai sendo consecutivamente desenvolvido até se
atingirem os eventos independentes básicos ou eventos sobre os quais não se
possui mais informação, que constituem o limite de resolução de análise. As Arvores
de Falhas também permitem identificar combinações de falhas que levam ao evento
de topo.
Este método pode ser desenvolvido através das seguintes etapas, que estão
representadas esquematicamente abaixo (ver figura 11).
Figura 11 - Diagrama do processo de desenvolvimento da árvore de falha.
Definindo cada etapa:
a) identificar o objetivo da árvore de falha:
- o objetivo da árvore de falha consiste em fazer a formulação do problema do
sistema que vai ser estudado.
b) definir o evento de topo:
- o evento de topo corresponde à raiz da árvore de falha. Este evento define o
modo de avaria do sistema que vai ser analisado, isto é, o acontecimento
indesejável. Caso existam vários modos de avaria do sistema em estudo, é
conveniente definir um evento de topo para cada um.
25
c) definir o âmbito da árvore de falha:
- nesta etapa, devem-se indicar quais as falhas e componentes que vão ser
incluídos na análise e quais vão ser desprezados. Devem, também, ser
definidas as condições de fronteira, que incluem os estados iniciais dos
componentes e o levantamento das entradas do sistema.
d) definir a resolução da árvore de falha:
- a resolução da árvore de falha corresponde ao nível de detalhe com que se
vão desenvolver as causas das falhas do evento de topo. O nível de detalhe
depende do conhecimento do analista e da informação disponível sobre o
sistema.
e) definir as regras base da árvore de falha:
- para que a árvore de falha seja coerente, a nomenclatura e o modo como os
eventos e as portas lógicas são identificados devem estar bem definida. Por
este motivo, antes de se iniciar a construção da árvore, devem ser
estabelecidas as regras base.
f) construir a árvore de falha:
- através de diagramas sequenciais, que envolvem os eventos ou falhas, de
modo sistemático, mostrando o relacionamento entre os mesmos e o
acontecimento indesejável em análise. O processo tem início com a
identificação dos eventos que diretamente são relacionados ao evento de
topo e, assim, vai-se avançando, sucessivamente, até se atingir os eventos
ou falhas básicas. A relação entre eventos é feita através de portas lógicas.
g) avaliar a árvore de falha:
- após a construção da árvore de falha, a etapa seguinte é sua avaliação, que
pode ter duas abordagens: qualitativa e quantitativa;
- a avaliação qualitativa tem como finalidade representar a ocorrência da ava-
ria através de uma forma lógica equivalente, mostrando, através do diagra-
ma, as combinações de eventos básicos, erros operacionais ou outros defei-
tos, que podem dar origem ao evento de topo;
- a avaliação quantitativa tem como objetivo analisar a probabilidade de ocor-
rência do evento de topo em função das probabilidades de ocorrência dos
eventos básicos. Nem sempre se procede a esta avaliação, uma vez que
podem não estar disponíveis informações relativas às probabilidades de
ocorrência dos eventos.

26
h) interpretar os resultados:
- a análise de uma árvore de falha termina com a interpretação dos resultados
obtidos pela avaliação qualitativa e/ou quantitativa e a decisão das ações a
tomar, para melhorar o desempenho do sistema e eliminar o(s) evento(s) in-
desejável (eis).
A construção do diagrama utiliza portas lógicas e simbologias (ver figura 12)
de eventos (eventos primários e intermediários) e os combina para criar a árvore de
falha.
Figura 12 - Eventos primários, intermediários e portas lógicas utilizadas.
Eventos omitidos

27
A representação é iniciada pela identificação dos eventos de topo, sendo os
demais, em seguida, identificados e conectados, terminando quando os eventos
básicos mutuamente independentes são alcançados (ver figura 13).
Figura 13 - Exemplo de arvore de falha para perda total da vazão de combustível.
A análise por árvore de falha é a mais adequada para estudo de motores,
segundo PERAKIS4, pois permite observar as falhas comuns ou as que têm reflexo
em diversos sistemas, que podem ser causadas por múltiplos fatores.
4 PERAKIS, A.N. & DILLINGHAM, J.T. - "The Application of Artificial Intelligence Techiniques in
Marine Operations" - SNAME -Ship Operations Management and Economics Internationa1 Symposium, Paper No. 24, Kings Point, NY, 1987.
28
5 DEFEITOS MAIS COMUNS NOS MOTORES DIESEL
Por menor que seja, qualquer anormalidade no funcionamento de um motor
diesel deve ser determinada e remediada a tempo, para que não se transforme
numa avaria de grandes proporções. Problemas em motores marítimos,
principalmente quando usados como propulsão, podem acarretar um grande perigo
para a segurança do navio e da tripulação.
Assim, o pessoal de máquinas deve ser capaz de reconhecer os sintomas de
anormalidade usando todos os recursos de que dispõe, lembrando que muitas vezes
um motor continua funcionando, ainda que esteja iminente uma avaria de grandes
proporções.
A seguir, estão listados alguns defeitos comuns que podem ocorrer em
motores diesel, baseados na Apostila de Máquinas de Combustão Interna do curso
APMQ à distância, podendo ser de grande, médio ou pequeno porte; sendo novos,
usados ou revisados; e sendo terrestres ou marítimos.
Esses defeitos podem ser analisados por um troubleshooting ou por um
diagrama de falhas, seguindo as ocorrências apresentadas até chegar em uma
possível causa. São eles:
a) motor gira, mas a velocidade é insuficiente para o arranque.
Possíveis causas:
- tanque de combustível vazio;
- válvula do tanque de combustível insuficientemente aberta;
- válvula principal de partida presa na posição de fechada ou quase fechada;
- vazamentos por válvulas de admissão e/ou descarga queimadas ou presas
na posição abertas;
- anéis de segmento colados, partidos ou gastos;
- camisa dos cilindros não lubrificadas ou muito desgastadas;
- folga insuficiente em um ou em vários mancais;
- válvula(s) automática(s) de partida presa(s) ou queimada(s);
- motor de partida com mancais gastos em demasia;
- bateria com carga insuficiente.
29
b) motor para sozinho.
Possíveis causas:
- diminuição progressiva do débito de combustível devido a: sujeira nos filtros;
obstrução na canalização ou no respiro do tanque;
- aumento das resistências mecânicas;
- obstrução no coletor de descarga de gases;
- diminuição progressiva de ar de lavagem por problema no sobrealimentador;
- filtro de ar sujo;
- resfriador de ar de lavagem muito sujo;
- água no combustível;
- falta de combustível no tanque;
- problema na bomba de alimentação (recalque);
- bomba de injeção inoperante;
- problema no regulador de velocidade;
- grimpagem de um êmbolo motriz por falta de lubrificação;
- folgas insuficientes;
- sobrecarga;
- dentes de engrenagens ou elos de correntes partidos.
c) motor não atinge a velocidade máxima normal.
Possíveis causas:
- deficiente quantidade de combustível injetado devido a: setor da cremalheira
mal ajustado; comando do regulador mal ajustado; injetores em mau estado;
- óleo combustível inadequado, devido a: índice de cetano muito elevado;
viscosidade muito baixa; grande percentual de resíduos não voláteis;
- fogo no coletor de ar de lavagem.
d) fumaça azulada na descarga.
Possíveis Causas:
- queima de óleo lubrificante, devido ao nível de óleo no cárter muito alto;
- nível de óleo no filtro de ar muito alto;
- tela de aspiração do ar de lavagem suja;
- lubrificadores mecânicos desregulados.

30
e) fumaça branca na descarga (ver figura 14).
Possíveis causas:
- filtro de combustível sujo;
- ar ou água no sistema de combustível;
- água na câmara de combustão;
- água na tubulação de descarga ou silencioso;
- pulverização deficiente.
f) fumaça negra na descarga (ver figura 15).
Possíveis causas:
- carga excessiva;
- baixa compressão, devido a: êmbolos gastos ou fortemente riscado; anéis
de segmento desgastados, presos ou partidos; folga excessiva no êmbolo;
desgaste excessivo nas camisas; fugas pelas juntas do cabeçote, ou pelas
válvulas de prova, e rachadura no cabeçote ou bloco de cilindros;
- válvula de injeção pulverizando mal;
- injeção atrasada;
- bomba injetora mal regulada;
- filtro de ar sujo;
- turbo alimentador deficiente;
- óleo combustível inadequado.
A cor da fumaça indica problemas no motor, que devem ser verificados. É
ideal que a fumaça seja transparente e sem cheiro.

31
Figura 14 - Fumaça branca saindo do escapamento de um motor diesel.
Figura 15 - Fumaça negra saindo do escapamento de um motor diesel.
5.1 Problemas por motores atuando em baixa carga
O uso contínuo de um motor funcionando em baixa carga pode causar
diminuição de seu desempenho, maior emissão de poluentes, consumo excessivo
de combustível e, até mesmo, danos significativos, devido às seguintes condições:
a) acúmulo de fuligem em válvulas de descarga, turbocompressores e coletores
de descarga;
b) lubrificação pobre dos cilindros e selagem deficiente dos anéis de segmento;
c) vitrificação das paredes das camisas;
d) consumo excessivo de óleo lubrificante;
e) excesso de combustível não queimado no sistema de descarga de gases.
32
5.2 Carbonização
Carbonização é o processo pelo qual ocorre acúmulo de carbono sólido,
cinzas, nas superfícies internas da câmara de combustão (estão também incluídos
aqui a superfície do bico injetor e dos orifícios de atomização do combustível), nas
válvulas dos cabeçotes, nos turbocompressores e nos dutos de descarga. Esse
acúmulo é decorrente da produção de cinzas oriundas de uma combustão
incompleta no motor, que trabalha com mistura rica, ou seja, deficiência de oxigênio
e falha na combustão.
A maioria dos fabricantes de motores recomenda que o motor trabalhe, no
mínimo, com 30% de carga da sua capacidade nominal. Sob esta capacidade, é
possível evitar a carbonização e, consequentemente, o fenômeno de wet stacking5.
Esta recomendação dá-se por conta de que todo motor operando sob baixa
carga tende a operar com mistura rica e, por consequência, carbonizar-se.
Um motor sob baixa carga requer baixa quantidade de combustível para
funcionar, embora seja uma quantidade maior que a necessária. Pouco combustível
admitido produzirá pequena quantidade de gases na exaustão e,
consequentemente, o turbocompressor funcionará a uma determinada rotação em
que gerará um fluxo de ar comprimido de admissão em quantidade menor que a
ideal para aquela queima. Desta forma, a combustão dar-se-á com mistura rica, já
que o fluxo de ar está abaixo do ideal. Como em um ciclo vicioso, nesta situação, o
sistema de manutenção de carga e rotação do motor solicitarão uma demanda maior
de combustível, tornando o consumo para aquela determinada carga maior que o
teórico. Em síntese, o que ocorre em motores gerando energia em uma quantidade
muito menor para a qual foi projetado é que a mistura ar-combustível a ser
processada no interior da câmara de combustão será sempre rica. Paralelamente a
essa situação, o motor tende a trabalhar com temperaturas dos gases de descarga e
das paredes internas menores do que as recomendadas e ideais para o bom
funcionamento da máquina.
5 Wet stacking é o fenômeno é caracterizado pelo acúmulo de combustível não queimado acumulado
na fase líquida no lado da turbina (exaustão) do turbo compressor. O combustível mistura-se à fuli-gem e fica retido na saída da turbina, formando assim uma pilha (stack).
33
Em uma câmara de combustão, cujas paredes possuem temperaturas abaixo
das ideais para a combustão, pois em baixa carga o sistema de arrefecimento
supera a capacidade que o motor tem de produzir calor, tende a tornar mais difícil
ainda a manutenção da reação da queima. Paredes frias naturalmente roubam calor
do ar comprimido que seria utilizado para energia de ativação e manutenção da
reação em cadeia da combustão. Esse fato afasta mais ainda o ciclo termodinâmico
real do motor do modelo ideal, que seria o Ciclo Diesel ou Ciclo Misto (também
conhecido como Sabathé).
A combustão, pelo fato de ser deficiente e incompleta, terá produtos como
carbono sólido, obviamente na forma alotrópica de grafite, que é a fuligem ou cinza,
e monóxido de carbono (CO), que é um gás tóxico e levemente inflamável, além dos
usuais, água e dióxido de carbono (CO2), que são os resultantes da combustão
completa. As quantidades de produção de CO e cinzas dependerão do grau de
deficiência de ar na razão ar-combustível.
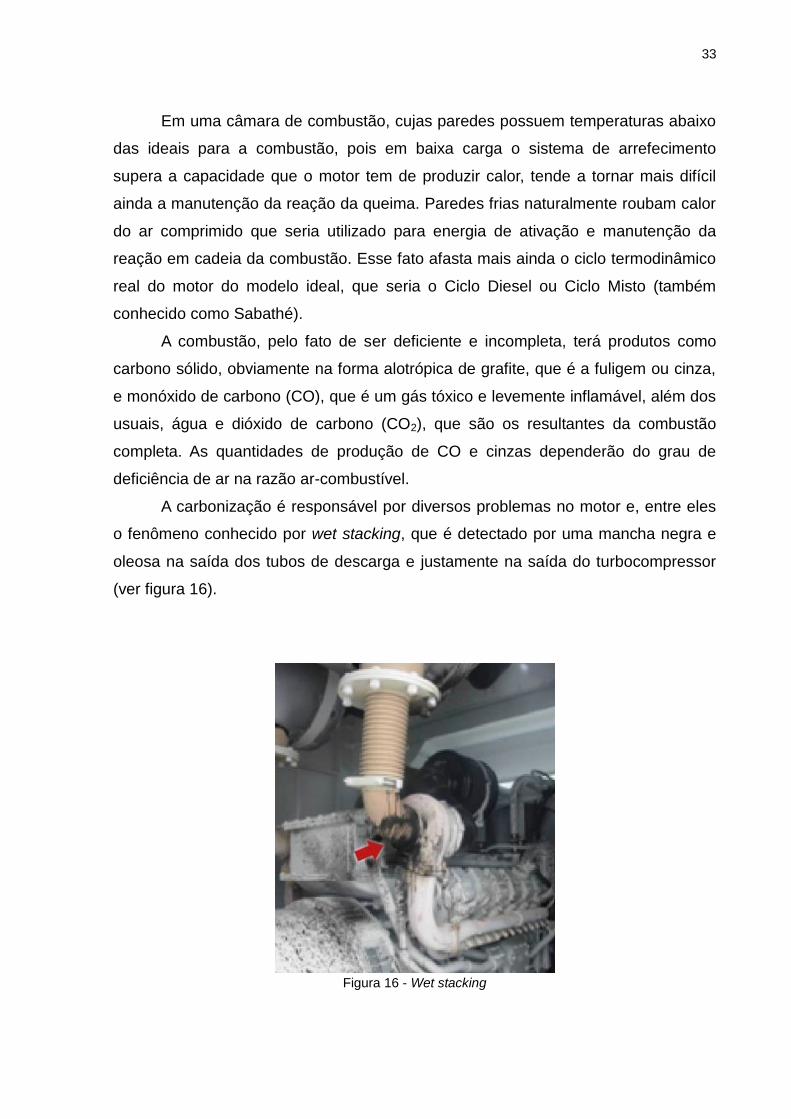
A carbonização é responsável por diversos problemas no motor e, entre eles
o fenômeno conhecido por wet stacking, que é detectado por uma mancha negra e
oleosa na saída dos tubos de descarga e justamente na saída do turbocompressor
(ver figura 16).
Figura 16 - Wet stacking

34
6 TIPOS DE MANUTENÇÃO
Sabendo que todo equipamento chega à data de sua vida útil e que pode
falhar em serviço, é importante conhecer os objetivos primários de um profissional
responsável pela manutenção de um equipamento, que são:
a) antecipar as causas da deterioração da máquina;
b) preparar estratégias para controlar a deterioração e evitar falhas;
c) corrigir rapidamente os problemas que possam ocorrer;
d) identificar e eliminar as causas onde for possível;
e) executar estas tarefas da maneira mais econômica possível.
Em algumas embarcações, as manutenções dos motores diesel mercantes
não são feitas pelo maquinista, e sim, por uma equipe de uma empresa
especializada para a manutenção do tipo da máquina.
Vale atenta que há diversos tipos de manutenção e que cada uma delas tem
suas vantagens e desvantagens. Vejamos algumas dessas manutenções.
6.1 Manutenção corretiva
Este método consiste em uma situação não planejada para a execução da
manutenção. A intervenção somente irá ocorrer quando o equipamento perder a sua
função. A manutenção corretiva também é conhecida como RTF (Run To Failure),
que significa “operar até quebrar”.
a) vantagens: pode ser considerada o tipo de manutenção de custo mais baixo, no
que diz respeito ao trabalho e partes substituídas, porque os recursos são de-
sembolsados somente quando o problema ocorre; porém, em termos do custo
total da operação do equipamento, um programa de manutenção puramente
corretivo é normalmente mais caro.
b) desvantagens: reparar falhas após a quebra é inaceitável para a maioria dos
equipamentos utilizados na construção, comercio, transporte, etc. Os processos
mecânicos existentes nestas indústrias são caros e envolvem níveis de segu-

35
rança elevados, para que possam falhar sem uma parada ordenada. Além dis-
to, o custo da produção seria muito elevado, caso a manutenção fosse execu-
tada de forma unicamente corretiva.
6.2 Manutenção preventiva
A manutenção preventiva consiste na aplicação de um programa regular de
inspeção, ajuste, limpeza, lubrificação, troca de peças, calibração e reparo de com-
ponentes e equipamentos. Este método é conhecido como manutenção baseada no
tempo, sendo aplicada sem considerar as condições do equipamento.
É o tipo de manutenção mais utilizada a bordo dos navios mercantes.
Geralmente o fabricante do equipamento fornece um plano de manutenção
preventiva, baseado em seus testes e inspeções, contendo os intervalos de tempo
ou ciclos de substituição dos componentes, de forma a reduzir a probabilidade de
que uma falha possa, de forma indesejável, interromper o seu funcionamento.
a) vantagens:
A manutenção preventiva oferece como vantagens:
- aumento da disponibilidade do equipamento;
- aumento da segurança operacional;
- redução de paradas imprevistas;
- melhor distribuição das tarefas da manutenção, facilitando o seu gerencia-
mento.
Por estas razões, este tipo de manutenção tem sido utilizada por empresas
marítimas.
b) desvantagens:
Um programa de manutenção baseado somente no tempo pode ter efeito ne-
gativo pelos seguintes problemas:
- as paradas imprevistas não são completamente eliminadas;
- recursos suficientes devem ser mantidos a disposição para qualquer even-
tualidade;

36
- muitos programas de manutenção preventiva não incluem um acompanha-
mento da configuração do equipamento, o que pode levar a uma substitui-
ção prematura de componentes quase novos;
- muitos programas de manutenção preventiva não incluem um acompanha-
mento do uso do equipamento, o que pode resultar numa alta possibilidade
de que algumas partes substituídas estejam menos desgastadas do que es-
perado;
- muitos programas não incluem um acompanhamento da vida dos compo-
nentes, este procedimento poderia qualificar e tornar disponíveis componen-
tes usados com uma fração da vida útil ainda restante para uso futuro em
manutenções imprevistas.
6.3 Manutenção preditiva
A manutenção preditiva é também conhecida como manutenção baseada na
condição.
Com a utilização de técnicas de inspeção, é possível monitorar a evolução do
estado do equipamento e atuar no momento mais adequado.
Em termos de custo total de operação, este tipo de manutenção é mais
econômico do que um programa puramente preventivo ou puramente corretivo.
Esta manutenção utiliza medições e observações do equipamento, em termos
de sua configuração, confiabilidade, uso e condição.
a) vantagens:
A manutenção baseada na condição fornece sofisticadas ferramentas para o
maquinista monitorar seu equipamento e procedimentos de manutenção.
Seus dados são continuamente analisados apresentando:
- uma estimativa da condição da máquina em funcionamento;
- uma estimativa da confiabilidade do equipamento.
Além disso, fornece um meio de gerenciar continuamente e melhorar o
processo, incluindo tarefas como:
- estabelecer limites confiáveis de avaliação da mediação;
- estabelecer limites confiáveis para o uso dos componentes;
37
- estabelecer indicadores de falha confiáveis;
- formar e manter uma biblioteca de relações causa-efeito;
- avaliar os procedimentos de manutenção e solução dos problemas.
Quando efetivo, um programa de manutenção baseado na condição traz os
seguintes benefícios:
- aumento da disponibilidade do equipamento;
- extensão dos intervalos periódicos da manutenção preventiva;
- redução na retirada de componentes falsos (quando não se conhece a ori-
gem da falha, os componentes vão sendo substituídos até sanar o proble-
ma);
- redução do número de horas de execução de manutenção;
- redução na requisição de peças sobressalentes.
b) desvantagens: um sistema de manutenção baseada na condição requer a ins-
talação de um sistema de monitoração para avaliar continuamente a condição
do equipamento. O custo do sistema de monitoração é adicionado ao custo da
manutenção do equipamento.

38
7 CONSIDERAÇÕES FINAIS
No desenvolver deste trabalho, foi apresentado métodos para diagnosticar
defeitos e falhas em motores diesel. Cada operador utiliza-se de um método para
corrigir problemas. Essa escolha se dá pela qual melhor se adapta no equipamento
verificado. Além disso, esta é influenciada pelo tempo fornecido para a correção do
problema.
É importante que haja um livro de registro de cada operação feita no motor,
para que outros operadores possam ter conhecimento do ocorrido e do que foi
realizado e ter rápida resposta de ação para um sinistro ou emergência apresentado.
Mas não basta saber desses métodos para análise de falhas se o maquinista não
tiver conhecimento para aplicar e nem experiência.
Os métodos apresentados neste trabalho foram:
a) análise em um Troubleshooting, geralmente fornecido pelo fabricante ou criado
usando a experiência ganha pelo operador, oriunda de diversas manutenções
realizadas por este;
b) análise por árvore de falha, onde é necessário seguir um diagrama lógico, pes-
quisando cada evento, fornecido por uma porta lógica, para se chegar na pos-
sível causa.
Com o conhecimento adquirido aqui, é possível ter uma pequena noção de
como podem ser complexos os defeitos e falhas que os motores diesel apresentam
e de que devem ser realizadas manutenções periódicas e programadas, a fim de
manter eles em pleno funcionamento.
39
REFERÊNCIAS BIBLIOGRÁFICAS A CLOSE look at wet stacking. Disponível em: <http://www.plantengineering.com/industry-news/electrical-news/single-article/a-close-look-at-wet-stacking/e0b399904af236d9f863742ca8f03440.html>. Acesso em: 15 de jul. 2015. Apostila de Máquinas de combustão interna do curso APMQ à distância, disponível em: biblioteca do CIAGA. Capitão-de-Fragata (Engenheiro Naval) Vianna, André Luiz Braucks. Problemas e soluções na manutenção de motores diesel de alta rotação. Disponível em: <http://www.ipen.org.br/downloads/XX/1G/PROBLEMAS.pdf>. Acesso em: 02 de jul. 2015. Estudo comparativo de motores diesel marítimos através da análise de lubrificantes usados e engenharia de confiabilidade. Disponível em: <www.uff.br/engevista/seer/index.php/engevista/article/download/300/184>. Acesso em: 27 de jun. 2015. HAUPTMANNS, U. Semi-quantitative fault tree analysis next term for process plant safety using frequency and probability range. Journal of Loss Prevention in the Process Industries Volume 17, Number 5, pages 339-345, 2004. HELMAN, Horácio; ANDERY, Paulo Roberto Pereira. Análise de falhas: (Aplicação dos metodos de FMEA e FTA). Belo Horizonte: UFMG, Escola de Engenharia: Fundação Christiano Ottoni, 1995. 156p. História do motor diesel. Disponível em: <www.portalsaofrancisco.com.br/alfa/motor-a-diesel/motor-a-diesel.php>. Acesso em: 17 de maio 2015. MARTINS, Cristiane A. e FERREIRA, Marco A. Considerações sobre a formação de NOx na combustão. VI Congresso Nacional de Engenharia Mecânica. Campina Grande: ABCM, 2010. Disponível em: <http://www.abcm.org.br/anais/conem/2010/PDF/CON10-0881.pdf>. Acesso em: 16 jul. 2015. MEP – M.A.N., Manual de operações para Motores Diesel Tipo RV 16/18. Mecânica Pesada S.A. Disponível em: Biblioteca do CIAGA. SUCENA, Marcelo Prado. Engenharia de Manutenção. Curso de Especialização em Transporte Ferroviário de Cargas. Instituto Militar de Engenharia. Disponível em: <http://www.sucena.eng.br/IME/Mod6_ArvoreFalhas2008.pdf>. Acesso em: 15 de Jun. 2015. WALKER, M, e Y PAPADOPOULOS. Qualitative temporal analysis: Towards a full implementation of the Fault Tree Handbook. Control Engineering practice. Volume 17, Number 10, pages 1115-1125, 2009.
Related Documents











