DIAGNÓSTICO DE LAS CONDICIONES HIGIÉNICO-SANITARIAS DE LAS FÁBRICAS QUESILLERAS DEL MUNICIPIO DE SAN VICENTE DEL CAGUAN Delia Magaly Bedoya Páez [1], Julio Cesar Luna Ramírez [2], y Claudia Jiménez Arenas [3] 1 y 3 Universidad de la Amazonia, Ingeniería de Alimentos, Calle 17 Diagonal 17 con Carrera 3F, Florencia Caquetá. Colombia email 2 Universidad del Quindío, Ingeniería de Alimentos, carrera 15 calle 12 norte, armenia Quindío. [email protected] Resumen Evaluar las condiciones higiénico-sanitarias de ocho (8) empresas quesilleras del municipio de San Vicente del Caguán (Caquetá), permitió conocer el estado en el que estas se encontraban. Para sugerir soluciones se elaboraron los planes de mejoramiento individuales. La herramienta de medición utilizada fue un software en ambiente Excel que hace uso del formato de actas de visita que utiliza el instituto nacional de vigilancia de medicamentos y alimentos (INVIMA). Como resultado el software presenta el perfil higiénico sanitario, el plan operativo y los avances obtenidos. Además se realizó una evaluación de la calidad de la leche recibida, tomándose como base una muestra representativa (de una empresa) y se realizó un seguimiento a la ruta durante 24 días, evaluándose acidez, temperatura y densidad. Para el análisis estadístico se utilizó la metodología de cartas de control por variable continua. Como resultado se evidenció que el 68.9% de las leches no cumplen con los requisitos establecidos en el decreto 616 de 2006 y en cuanto al diagnóstico higiénico-sanitario las empresas tenían un porcentaje de cumplimiento del 46,5% según lo establecido en el decreto 3075 de 1997. Después del acompañamiento realizado por la Universidad de la Amazonia se logró una mejora inicial de 13,1%. Para garantizar materias primas (leche) que llegan a las plantas con una menor carga microbiana, se propone la construcción de un prototipo de enfriamiento móvil, que funcione en condiciones de hato, el cual reduce temperatura de la leche de 36 a 16 ºC en un paso, contribuyendo de esta manera a mejorar las características de calidad de la materia prima, la cual se ve afectada por altas temperaturas en el transporte y almacenamiento. Palabras claves: Perfil higiénico-sanitario, buenas prácticas de manufactura, análisis físico-químico de la leche, programas pre-requisitos. Abstract The evaluation of hygienic conditions of eight (8) companies quesilleras in the municipality of San Vicente del Caguan (Caquetá), allowed to know the state in which these were. Suggested solutions for individual improvement plans were developed. The Vol 23, No 36 (2015), Revista Alimentos Hoy -206

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
DIAGNÓSTICO DE LAS CONDICIONES HIGIÉNICO-SANITARIAS DE LAS FÁBRICAS QUESILLERAS DEL MUNICIPIO DE SAN
VICENTE DEL CAGUAN
Delia Magaly Bedoya Páez [1], Julio Cesar Luna Ramírez [2], y Claudia Jiménez
Arenas [3]
1 y 3 Universidad de la Amazonia, Ingeniería de Alimentos, Calle 17 Diagonal 17 con Carrera 3F, Florencia Caquetá. Colombia email
2 Universidad del Quindío, Ingeniería de Alimentos, carrera 15 calle 12 norte, armenia Quindío. [email protected]
Resumen
Evaluar las condiciones higiénico-sanitarias de ocho (8) empresas quesilleras del
municipio de San Vicente del Caguán (Caquetá), permitió conocer el estado en el que
estas se encontraban. Para sugerir soluciones se elaboraron los planes de mejoramiento
individuales. La herramienta de medición utilizada fue un software en ambiente Excel
que hace uso del formato de actas de visita que utiliza el instituto nacional de vigilancia
de medicamentos y alimentos (INVIMA). Como resultado el software presenta el perfil
higiénico sanitario, el plan operativo y los avances obtenidos. Además se realizó una
evaluación de la calidad de la leche recibida, tomándose como base una muestra
representativa (de una empresa) y se realizó un seguimiento a la ruta durante 24 días,
evaluándose acidez, temperatura y densidad. Para el análisis estadístico se utilizó la
metodología de cartas de control por variable continua. Como resultado se evidenció que
el 68.9% de las leches no cumplen con los requisitos establecidos en el decreto 616 de
2006 y en cuanto al diagnóstico higiénico-sanitario las empresas tenían un porcentaje de
cumplimiento del 46,5% según lo establecido en el decreto 3075 de 1997. Después del
acompañamiento realizado por la Universidad de la Amazonia se logró una mejora inicial
de 13,1%. Para garantizar materias primas (leche) que llegan a las plantas con una
menor carga microbiana, se propone la construcción de un prototipo de enfriamiento
móvil, que funcione en condiciones de hato, el cual reduce temperatura de la leche de 36
a 16 ºC en un paso, contribuyendo de esta manera a mejorar las características de
calidad de la materia prima, la cual se ve afectada por altas temperaturas en el
transporte y almacenamiento.
Palabras claves: Perfil higiénico-sanitario, buenas prácticas de manufactura, análisis físico-químico de la leche, programas pre-requisitos.
Abstract The evaluation of hygienic conditions of eight (8) companies quesilleras in the municipality of San Vicente del Caguan (Caquetá), allowed to know the state in which these were. Suggested solutions for individual improvement plans were developed. The
Vol 23, No 36 (2015), Revista Alimentos Hoy -206
YURI
Texto tecleado
Recibido 01/10/2015, Aceptado 15/11/2015, Disponible online 24/12/2015
measurement tool used was a software environment Excel that uses the format business records using the National Institute of Food and Drug Monitoring (INVIMA). As a result the software presents the hygienic-sanitary profile, the operating plan and progress achieved. Further evaluation of the quality of the milk received was performed, taking a representative sample basis (of one company) and tracking the route for 24 days evaluating acidity, temperature and density. For the statistical analysis the methodology of control charts for continuous variable was used. The results showed that 68.9% of milk do not meet the requirements of Decree 616 of 2006 and in terms of health and hygienic diagnostics the companies had a compliance rate of 46.5% as established in Decree 3075 1997. After the monitoring work carried out by the University of Amazonia an initial improvement of 13.1% was achieved. It is proposed to build a a prototype of mobile cooling, operating in herd conditions , which can reduce the temperature of milk from 36 to 16 ° C in one step to get an improvement of the quality of the milk which is affected by high temperatures during transport and storage. Keywords: Hygiene and health profile, good manufacturing practices, physical-chemical analysis of milk, prerequisite programs
I. INTRODUCCIÓN
En el mundo, en los últimos años se ha observado un aumento considerable de enfermedades transmitidas por alimentos (ETAs), las cuales han alertado a los gobiernos y empresas sobre la necesidad urgente de organizar y actualizar los programas nacionales de inocuidad de alimentos para prevenir los riesgos de salud pública originados por dichas enfermedades (Pérez, 2005).
Toda empresa productora de alimentos independiente del tamaño y organización, debe definir las políticas de inocuidad, teniendo en cuenta las experiencias, las expectativas y los intereses de esta, con el fin de sensibilizar, comprometer y motivar a los operarios, de las actividades enfocadas a la prevención de enfermedades ocasionadas por el consumo de productos contaminados (Albarracín y Carrascal, 2005).
Las empresas que procesan alimentos tienen la responsabilidad de garantizar la salud tanto de los consumidores, como la salud ocupacional de las personas que laboran en ellas; en cuanto a esto, se exigen
unos parámetros de calidad, por ejemplo la implementación de Buenas Prácticas de Manufactura (BPM) y los programas prerrequisitos establecidos en el decreto 3075 de 1997 (Buriticá, 2012).
Es importante el diseño y la implementación de cada uno de los programas, mediante la elaboración de manuales y el registro de las acciones contempladas para evaluar y mejorar los procesos, siempre en función de proteger la salud del consumidor, debido a que los alimentos procesados deben ser sanos, seguros y nutricionalmente viables (Tamayo, 2011).
Según la Norma ISO 9000:2005 el proceso es un conjunto de actividades mutuamente interrelacionadas o que interactúan, las cuales transforman elementos de entrada en resultados. Como afirma Pérez (2004), estos elementos que interactúan pueden ser: materiales, personas, recursos físicos, métodos, medio ambiente, dinero y medición de los resultados. De acuerdo con esto, la calidad depende de la variación de cada uno de estos elementos y sus interacciones. En este proyecto se hizo una la evaluación de estos elementos y se realizaron algunas
Vol 23, No 36 (2015), Revista Alimentos Hoy -207
acciones de mejora, para lo que se definió lo siguiente:
Mano de obra, recursos físicos, métodos y ambiente. En Colombia se exige que toda empresa de alimentos cumpla con unas normas de calidad que se estipulan en el Manual de Buenas Prácticas de Manufactura, según lo dispuestos por el decreto 3075 y sus programas prerrequisitos.
Materiales: centrado en la materia prima y para hacer su evaluación se realizó el análisis de acidez, densidad y sólidos totales.
Según las cifras reportadas por el
comité de ganadero para 2009, para
Colombia, el 88% de la producción de
leche se orienta a las plantas
pulverizadoras y plantas procesadoras
(leches acidas, leches azucaradas,
cremas y mantequillas, quesos, leche
pasteurizada) y el 12% restante es
comercializada como leche cruda. Para
el departamento del Caquetá, el 53% de
la leche es acopiada por procesadores
(donde el 10% es comprado por Nestlé),
el 4% es comercializado como leche
cruda y el 43% restante que es una cifra
muy significativa es destinado a la
producción de queso picado salado.
De igual forma al hacer el
comparativo de la producción lechera en
el departamento, se ha observado dos
ciclos, el primero entre los años de 1996
a 2004 donde la producción se
incrementó en un 11% y el otro ciclo
entre 2004 y 2009 donde se incrementó
en 15,5%; diferente este dato a la
producción nacional, que en el 2004 el
incremento fue de un 3,5%. Dado estas
cifras se puede decir que el
comportamiento en Departamento del
Caquetá, no se rige con lo previsto a
nivel nacional.
Según cifras ganaderas reportadas
por el comité de ganaderos del Caquetá,
en el Departamento la producción de
leche proviene en su mayoría del ganado
doble propósito, el cual ha pasado de
1.174.360 cabezas en 2004 a 1.206.156
en el 2008. De los 9.840 predios el
64,1% tiene menos de 100 cabezas. La
producción de leche se viene
incrementando significativamente de
150.000 litros/día en 1988, a 782.000 en
2009 y según los últimos reporte de 2013
la producción está cerca de 1.200.000
litros/días.
Según el informe de riesgo en 2011, la leche por su contenido de nutrientes y propiedades físico-químicas brindan un medio ideal para el desarrollo de microorganismos patógenos y presencia de otros contaminantes, lo cual, asociado con prácticas inadecuadas de producción y manufactura, convierten la leche cruda en un alimento que puede ser de alto riesgo, especialmente para sub-poblaciones susceptibles como mujeres embarazadas, pacientes inmunocomprometidos, niños y adultos mayores.
Según la Unidad de Seguimiento de Precios (USP) del Ministerio de Agricultura y Desarrollo Rural (MADR) el 37,65% de las leches producidas en el primer semestre de 2009, presentaron recuentos de bacterias mesófitas aerobias mayores de 700.000 UFC/mL, límite máximo permitido en la normativa vigente, indicando que esta leche presenta una calidad inferior a la exigida.
Teniendo en cuenta lo anteriormente expuesto y reconociendo la importancia que tiene el consumo de leche cruda asociado con brotes de Enfermedad Transmitida por Alimentos (ETAs), se ve la necesidad de realizar esta investigación. Para su desarrollo se tomó una muestra representativa del 50% representado en Ocho (8) empresas
Vol 23, No 36 (2015), Revista Alimentos Hoy -208
quesilleras del municipio de San Vicente del Caguán, y se tomó como estructura el Ciclo de Calidad PHVA (Planear, Hacer Verificar y actuar), sugerido por Agudelo y Escobar (2007).
En la fase inicial de planeación, se realizó un diagnóstico higiénico-sanitario, el cual es representado de forma gráfica en el perfil sanitario de la empresa, permitiendo de esta manera conocer en forma cuantitativa el cumplimiento o no de los requisitos establecidos en el decreto 3075 de 1997. El perfil otorga criterios básicos para priorizar las acciones que se deben realizarse para mejorar el cumplimiento de las BPM (Romero, 1990). Con base a este resultado, se propone un plan operativo para cada una de las empresas. Las recomendaciones estipuladas en el plan operativo se clasifican en dos grupos:
El Diseño Sanitario, donde se plantean las recomendaciones para mejoras locativas, maquinaria y utensilios, y son responsabilidad de la empresa.
Operaciones de funcionamiento diario, que hace referencia a los planes y programas para mantener ambientes limpios y seguros para la protección del alimento.
En la segunda fase: Hacer, con el acompañamiento de docentes y los estudiantes de Ingeniería de Alimentos de la Universidad de la Amazonia, se proponen alternativas para el cumplimiento de los planes operativos, una de las acciones fue el diseño de los manuales de los programas prerrequisitos de acuerdo con las necesidades específicas de cada empresa.
Luego se realizaron las capacitaciones al personal para la implementación y diligenciamiento de los registros propios de cada programa
prerrequisito, lo cual permite finalizar las dos fases siguientes del ciclo de calidad donde la empresa puede hacer seguimiento o verificación y las actividades para ejecutar acciones de mejora.
En la última fase, la de verificar se realizó una evaluación a uno de los elementos de entrada del proceso y se realizó un análisis utilizando la metodología de Control Estadísticos de Procesos SPC (siglas en inglés). Siendo la leche la materia prima fundamental para esta verificación, ya que sus características de calidad depende en gran medida, de la nutrición y salud de las vacas, de las condiciones en que se ordeña, del manejo que se dé al producto hasta llegar al consumidor, entre otros condicionantes. Desde luego asumimos que la leche, por definición, no debe contener ninguna sustancia química diferente a las que, en forma natural, produce la vaca. Al hablar de calidad de leche, se hace referencia a dos aspectos básicos: el fisicoquímico o composicional, el microbiológico o higiénico (FEDEGAN, 2000).
Las características composicionales incluyen las propiedades físicas y químicas. Dentro de las físicas, se encuentra la densidad, la temperatura, el pH. Las propiedades químicas corresponden a los porcentajes de acidez, proteína, lactosa, minerales, vitaminas, grasa, sólidos no grasos y sólidos totales (Calderón et al., 2007).
La modificación de las características del producto son debidas en su mayoría al crecimiento bacteriano como lo afirma Calderón et al (2007), donde la acidez es producida por el crecimiento de las bacterias ácido-lácticas, que transforman la lactosa en ácido láctico, acético y propiónico; ácidos grasos y acetona provenientes de la utilización de las grasas. El metabolismo de las proteínas produce indicadores de putrefacción
Vol 23, No 36 (2015), Revista Alimentos Hoy -209
como indol; estos metabolitos llegan a desestabilizar la leche por aumento de la acidez, fruto de la proliferación bacteriana.
Para el Control Estadístico de
procesos se debe tener en cuenta que la
variación es algo inherente a todo
proceso debido al efecto conjunto de
equipo, materiales, entorno y operario.
Una verdad evidente de la fabricación es
que nunca se producen dos objetos que
sean exactamente igual, la variación
puede ser grande y evidente o
insignificante. Si la variación es pequeña
dará la impresión que son idénticos, sin
embargo mediante instrumentos de
precisión se hará patente la diferencia.
La variación debido a los materiales
hace que se produzcan variaciones en el
producto, las cuales afectan las
características de calidad del producto
(Besterfield, 1995).
Para indicar las variaciones que se
registran en la calidad, no debe rebasar
el limite aceptable para el azar, se utiliza
el método de análisis y presentación de
datos conocido como método de la
grafica de control. Se trata de un registro
grafico de una característica en particular
el cual muestra si está o no estable
(Besterfield, 1995). En términos de las
gráficas de control se puede decir que el
proceso está bajo control cuando todos
los datos de las mediciones efectuadas
caen dentro de los límites de control y
están dispersos al azar con respecto a la
línea central sin mostrar, tendencias
secuencias o estratificaciones. Hecho
que puede responde a la pregunta ¿el
producto se ha realizado dentro de un
conjunto estable y consistente de
circunstancias? (Fabrica Digital, 2005).
Para realizar el análisis utilizando las
graficas de control se emplean 5 grandes
pasos:
Decisiones preliminares: se
deben determina las
especificaciones del proceso
(algunas de ellas están
establecidas por leyes o normas,
otras solicitudes expresas de los
clientes o disposiciones internas
de la organización), elección de
la variable, elección de la base de
conformación de subgrupos,
determinar la frecuencia y el
número de los subgrupos,
formato de registro y la
determinación del método de
medición.
Iniciación de graficas de control:
se efectúan y registran las
mediciones, calcular la
estadística del subgrupo (las
medias X, determinar rangos R o
desviación estándar)
Determinación de los límites de
control: de acuerdo a los tamaños
de subgrupos se determinan los
límites de control superior e
inferior para cada grafica (R o )
para la variación y la X para el
centramiento), se ubican los
valores respectivos de medias,
rangos o desviaciones estándar
Determinación de conclusiones
preliminares: de acuerdo con los
resultados se determina el
proceso está o no bajo control
(causas comunes de variación). Y
se determine que el proceso no
presente tendencias, secuencia o
estratificaciones (patrones de
datos que puedan señalar causas
asignables de variación).
Vol 23, No 36 (2015), Revista Alimentos Hoy -210
Continuidad del empleo de la
gráfica, consiste en seguir
comprando los subsecuentes
datos con los límites como base
para buscar causas asignables
de variación y actuar para
eliminarlas.
Después se hace una evaluación del
comportamiento de las muestras con los
requisitos establecidos, para lo cual se
utiliza dos criterios. Uno es la capacidad
de proceso, donde se determina si el
proceso tiene la habilidad de cumplir con
las exigencias establecidas (comparar la
variación permitida contra la variación
real del proceso), el segundo fracción
defectuosa, que es la determinación del
% de producto que no cumple con la
norma (lo cual depende de la variación y
del centramiento).
II. MATERIALES Y MÉTODOS
Ecomilk. Refractómetro. Termómetro. Lactodensímetro. Acidómetro. Formato de inspección higiénico-sanitario. Software ambiente Excel para determinación de perfiles higiénico-sanitarios.
El estudio se realizó a ocho (8)
empresas del municipio de San Vicente
departamento del Caquetá de 16
presentes en la región; durante el
periodo comprendido desde el 15 de
marzo de 2012 hasta el 01 de junio de
2013. La investigación parte de una
inspección higiénico-sanitaria como
diagnóstico y se determina su perfil, de
acuerdo con sus resultados se plantea
un plan operativo y se hace un
acompañamiento para implementar
acciones, estas enfocadas
fundamentalmente en el diseño e
implementación de programas
prerrequisito. Las modificaciones de
infraestructura se plantean pero quedan
a criterio de la empresa para su
realización porque dependen en gran
medida de las posibilidades económicas
para su realización.
Para la evaluación de las materia primas se tomó una de las ocho empresas y se evalúa la leche en la etapa de recepción, donde se analizaron características críticas como acidez, densidad, temperatura, % sólidos. Para su análisis se realizaron cartas de control para R y X, con un seguimiento durante 24 días.
Inspección higiénico-sanitaria: Se
utilizó como modelo de calificación el
formato sugerido por INVIMA el cual
consta de 158 preguntas, donde el
criterio de evaluación para cada una de
estas es: 0 si es deficiente en el
cumplimiento del requisito, 1 si cumple
parcialmente, 2 si cumple
satisfactoriamente, NA (no aplica, no se
tiene en cuenta en la calificación) NO
(condiciones que en el momento de la
visita no se observaron). Estas
preguntas se agrupan en 7 ítems, las
cuales son: instalaciones físicas,
instalaciones sanitarias, personal
manipulador de alimentos, condiciones
de saneamiento, condiciones de proceso
y fabricación, salud ocupacional,
aseguramiento y control de la calidad.
Plan operativo: Teniendo en cuenta la información obtenida después de realizar el primer diagnóstico higiénico-sanitario, se diseñó un plan operativo según lo propuesto por López (2006 y 2009), el cual indica: las actividades a desempeñar para mejorar las condiciones de la planta, los
Vol 23, No 36 (2015), Revista Alimentos Hoy -211
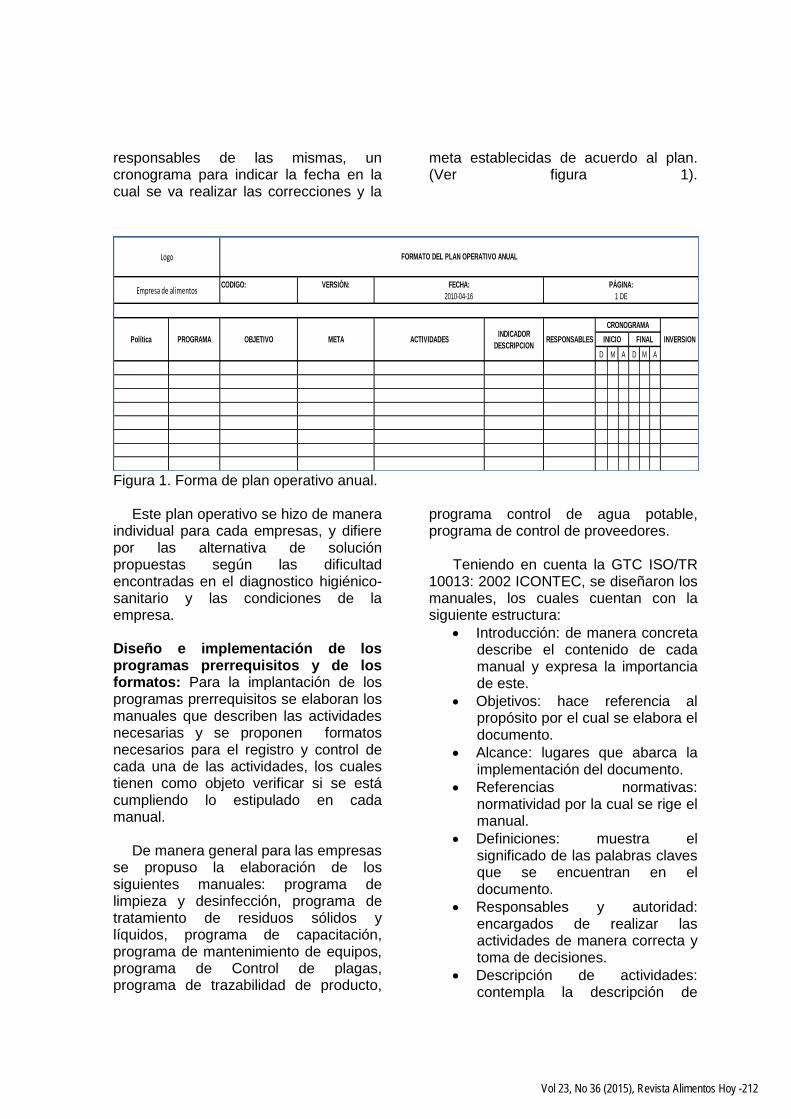
responsables de las mismas, un cronograma para indicar la fecha en la cual se va realizar las correcciones y la
meta establecidas de acuerdo al plan. (Ver figura 1).
CODIGO: VERSIÓN:
D M A D M A
CRONOGRAMA
PROGRAMA METAOBJETIVO ACTIVIDADESINDICADOR
DESCRIPCIONRESPONSABLES INVERSION
FECHA:
2010-04-16
PÁGINA:
1 DE Empresa de alimentos
Logo FORMATO DEL PLAN OPERATIVO ANUAL
INICIO FINALPolítica
Figura 1. Forma de plan operativo anual.
Este plan operativo se hizo de manera individual para cada empresas, y difiere por las alternativa de solución propuestas según las dificultad encontradas en el diagnostico higiénico-sanitario y las condiciones de la empresa. Diseño e implementación de los programas prerrequisitos y de los formatos: Para la implantación de los programas prerrequisitos se elaboran los manuales que describen las actividades necesarias y se proponen formatos necesarios para el registro y control de cada una de las actividades, los cuales tienen como objeto verificar si se está cumpliendo lo estipulado en cada manual.
De manera general para las empresas se propuso la elaboración de los siguientes manuales: programa de limpieza y desinfección, programa de tratamiento de residuos sólidos y líquidos, programa de capacitación, programa de mantenimiento de equipos, programa de Control de plagas, programa de trazabilidad de producto,
programa control de agua potable, programa de control de proveedores.
Teniendo en cuenta la GTC ISO/TR 10013: 2002 ICONTEC, se diseñaron los manuales, los cuales cuentan con la siguiente estructura:
Introducción: de manera concreta describe el contenido de cada manual y expresa la importancia de este.
Objetivos: hace referencia al propósito por el cual se elabora el documento.
Alcance: lugares que abarca la implementación del documento.
Referencias normativas: normatividad por la cual se rige el manual.
Definiciones: muestra el significado de las palabras claves que se encuentran en el documento.
Responsables y autoridad: encargados de realizar las actividades de manera correcta y toma de decisiones.
Descripción de actividades: contempla la descripción de
Vol 23, No 36 (2015), Revista Alimentos Hoy -212
todas las actividades, antes, durante y después del proceso, evaluación y corrección.
Anexos: presenta los formatos donde se registra el cumplimiento de las actividades o los resultados y demás información necesaria para la implementación.
Capacitación a los operarios: La capacitación al personal manipulador, se realizó de una forma teórico práctica, iniciando con una explicación de los conceptos básicos de BPM (buenas prácticas de manufactura), programas prerrequisitos y su importancia, la actividad culmina con el diligenciamiento por parte de los operarios de los formatos diseñados. Evaluación de la leche: La acidez se
determinó por medio de la titulación con
hidróxido de sodio 0.1N (AOAC, 947.05,
1990), la temperatura se midió con un
termómetro, la densidad se determinó
por medio del termolactodensímetro, su
lectura se corrigió a 15ºC (AOAC 925.22,
1990), se leyeron los sólidos totales por
el método de Refractometria.
III. RESULTADOS Y DISCUSIÓN
Después de realizar los diagnósticos
higiénico-sanitarios iniciales a cada una
de las empresas, se diligenció en el
programa de Excel la información
encontrada, la cual representa de una
forma gráfica los perfiles sanitarios de
las 8 empresas evaluadas (ver imagen
1). El promedio inicial de las empresas
fue de un 46,5% de cumplimiento de los
requisitos establecidos en el decreto
3075, donde se determinó que los
aspectos críticos son el ítem 1.
instalaciones sanitarias y el ítem 7.
aseguramiento de la calidad haciendo
énfasis en el aspecto de laboratorio. Esto
es debido a que ninguna de las
empresas cuenta con un laboratorio de
calidad, aunque cuenta con algunos
equipos para evaluación de materias
primas y productos terminado. Las
empresas tampoco contaban con los
planes de saneamiento básico. La
imagen 2 muestra el impacto que tuvo
este proyecto.
En cuanto al ítem de instalaciones
sanitarias, la mayoría de las empresas,
no cuenta con servicios sanitarios
adecuados, ya que estos no están bien
ubicados, ni diferenciados por sexo y no
cuentan con la dotación necesaria. La
misma limitante la presentan los
vestieres y casilleros.
Vol 23, No 36 (2015), Revista Alimentos Hoy -213
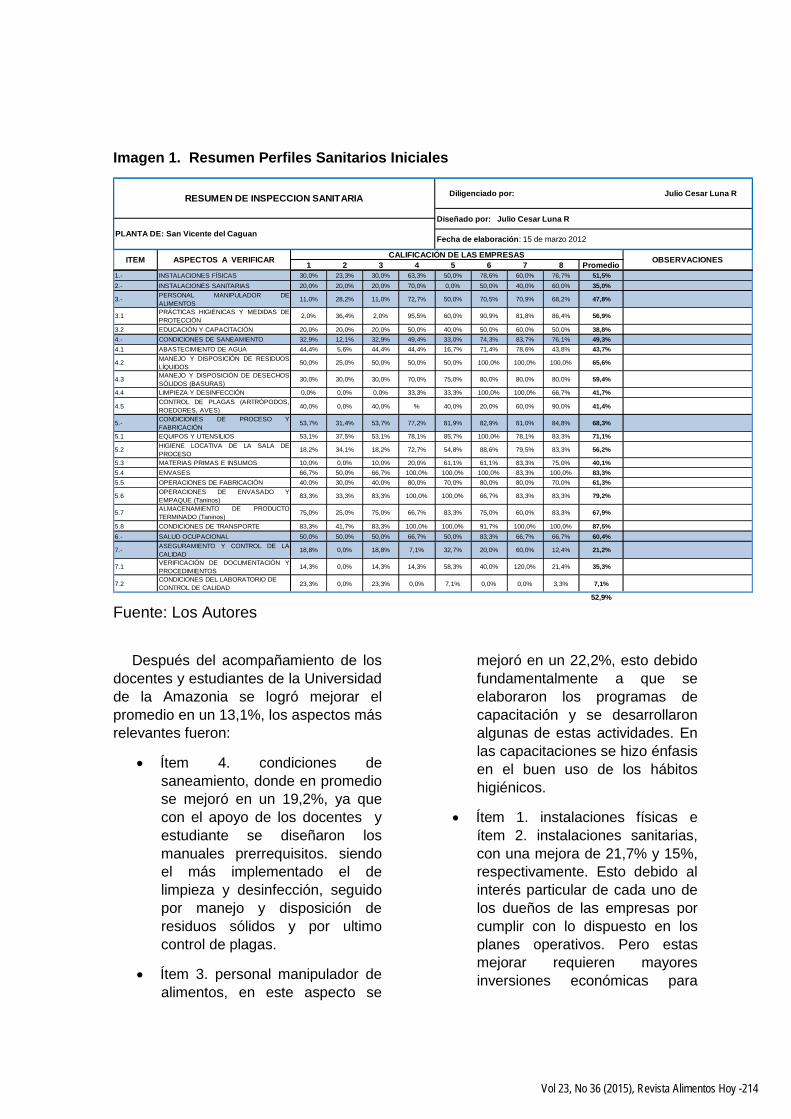
Imagen 1. Resumen Perfiles Sanitarios Iniciales
1 2 3 4 5 6 7 8 Promedio
1.- INSTALACIONES FÍSICAS 30,0% 23,3% 30,0% 63,3% 50,0% 78,6% 60,0% 76,7% 51,5%
2.- INSTALACIONES SANITARIAS 20,0% 20,0% 20,0% 70,0% 0,0% 50,0% 40,0% 60,0% 35,0%
3.-PERSONAL MANIPULADOR DE
ALIMENTOS11,0% 28,2% 11,0% 72,7% 50,0% 70,5% 70,9% 68,2% 47,8%
3.1PRÁCTICAS HIGIÉNICAS Y MEDIDAS DE
PROTECCIÓN2,0% 36,4% 2,0% 95,5% 60,0% 90,9% 81,8% 86,4% 56,9%
3.2 EDUCACIÓN Y CAPACITACIÓN 20,0% 20,0% 20,0% 50,0% 40,0% 50,0% 60,0% 50,0% 38,8%
4.- CONDICIONES DE SANEAMIENTO 32,9% 12,1% 32,9% 49,4% 33,0% 74,3% 83,7% 76,1% 49,3%
4.1 ABASTECIMIENTO DE AGUA 44,4% 5,6% 44,4% 44,4% 16,7% 71,4% 78,6% 43,8% 43,7%
4.2MANEJO Y DISPOSICIÓN DE RESIDUOS
LÍQUIDOS50,0% 25,0% 50,0% 50,0% 50,0% 100,0% 100,0% 100,0% 65,6%
4.3MANEJO Y DISPOSICIÓN DE DESECHOS
SÓLIDOS (BASURAS)30,0% 30,0% 30,0% 70,0% 75,0% 80,0% 80,0% 80,0% 59,4%
4.4 LIMPIEZA Y DESINFECCIÓN 0,0% 0,0% 0,0% 33,3% 33,3% 100,0% 100,0% 66,7% 41,7%
4.5CONTROL DE PLAGAS (ARTRÓPODOS,
ROEDORES, AVES)40,0% 0,0% 40,0% % 40,0% 20,0% 60,0% 90,0% 41,4%
5.- CONDICIONES DE PROCESO Y
FABRICACIÓN53,7% 31,4% 53,7% 77,2% 81,9% 82,9% 81,0% 84,8% 68,3%
5.1 EQUIPOS Y UTENSILIOS 53,1% 37,5% 53,1% 78,1% 85,7% 100,0% 78,1% 83,3% 71,1%
5.2HIGIENE LOCATIVA DE LA SALA DE
PROCESO18,2% 34,1% 18,2% 72,7% 54,8% 88,6% 79,5% 83,3% 56,2%
5.3 MATERIAS PRIMAS E INSUMOS 10,0% 0,0% 10,0% 20,0% 61,1% 61,1% 83,3% 75,0% 40,1%
5.4 ENVASES 66,7% 50,0% 66,7% 100,0% 100,0% 100,0% 83,3% 100,0% 83,3%
5.5 OPERACIONES DE FABRICACIÓN 40,0% 30,0% 40,0% 80,0% 70,0% 80,0% 80,0% 70,0% 61,3%
5.6OPERACIONES DE ENVASADO Y
EMPAQUE (Taninos)83,3% 33,3% 83,3% 100,0% 100,0% 66,7% 83,3% 83,3% 79,2%
5.7ALMACENAMIENTO DE PRODUCTO
TERMINADO (Taninos)75,0% 25,0% 75,0% 66,7% 83,3% 75,0% 60,0% 83,3% 67,9%
5.8 CONDICIONES DE TRANSPORTE 83,3% 41,7% 83,3% 100,0% 100,0% 91,7% 100,0% 100,0% 87,5%
6.- SALUD OCUPACIONAL 50,0% 50,0% 50,0% 66,7% 50,0% 83,3% 66,7% 66,7% 60,4%
7.-ASEGURAMIENTO Y CONTROL DE LA
CALIDAD18,8% 0,0% 18,8% 7,1% 32,7% 20,0% 60,0% 12,4% 21,2%
7.1VERIFICACIÓN DE DOCUMENTACIÓN Y
PROCEDIMIENTOS14,3% 0,0% 14,3% 14,3% 58,3% 40,0% 120,0% 21,4% 35,3%
7.2CONDICIONES DEL LABORATORIO DE
CONTROL DE CALIDAD23,3% 0,0% 23,3% 0,0% 7,1% 0,0% 0,0% 3,3% 7,1%
52,9%
RESUMEN DE INSPECCION SANITARIADiligenciado por: Julio Cesar Luna R
Diseñado por: Julio Cesar Luna R
PLANTA DE: San Vicente del CaguanFecha de elaboración: 15 de marzo 2012
ITEM ASPECTOS A VERIFICARCALIFICACIÓN DE LAS EMPRESAS
OBSERVACIONES
Fuente: Los Autores
Después del acompañamiento de los
docentes y estudiantes de la Universidad
de la Amazonia se logró mejorar el
promedio en un 13,1%, los aspectos más
relevantes fueron:
Ítem 4. condiciones de
saneamiento, donde en promedio
se mejoró en un 19,2%, ya que
con el apoyo de los docentes y
estudiante se diseñaron los
manuales prerrequisitos. siendo
el más implementado el de
limpieza y desinfección, seguido
por manejo y disposición de
residuos sólidos y por ultimo
control de plagas.
Ítem 3. personal manipulador de
alimentos, en este aspecto se
mejoró en un 22,2%, esto debido
fundamentalmente a que se
elaboraron los programas de
capacitación y se desarrollaron
algunas de estas actividades. En
las capacitaciones se hizo énfasis
en el buen uso de los hábitos
higiénicos.
Ítem 1. instalaciones físicas e
ítem 2. instalaciones sanitarias,
con una mejora de 21,7% y 15%,
respectivamente. Esto debido al
interés particular de cada uno de
los dueños de las empresas por
cumplir con lo dispuesto en los
planes operativos. Pero estas
mejorar requieren mayores
inversiones económicas para
Vol 23, No 36 (2015), Revista Alimentos Hoy -214
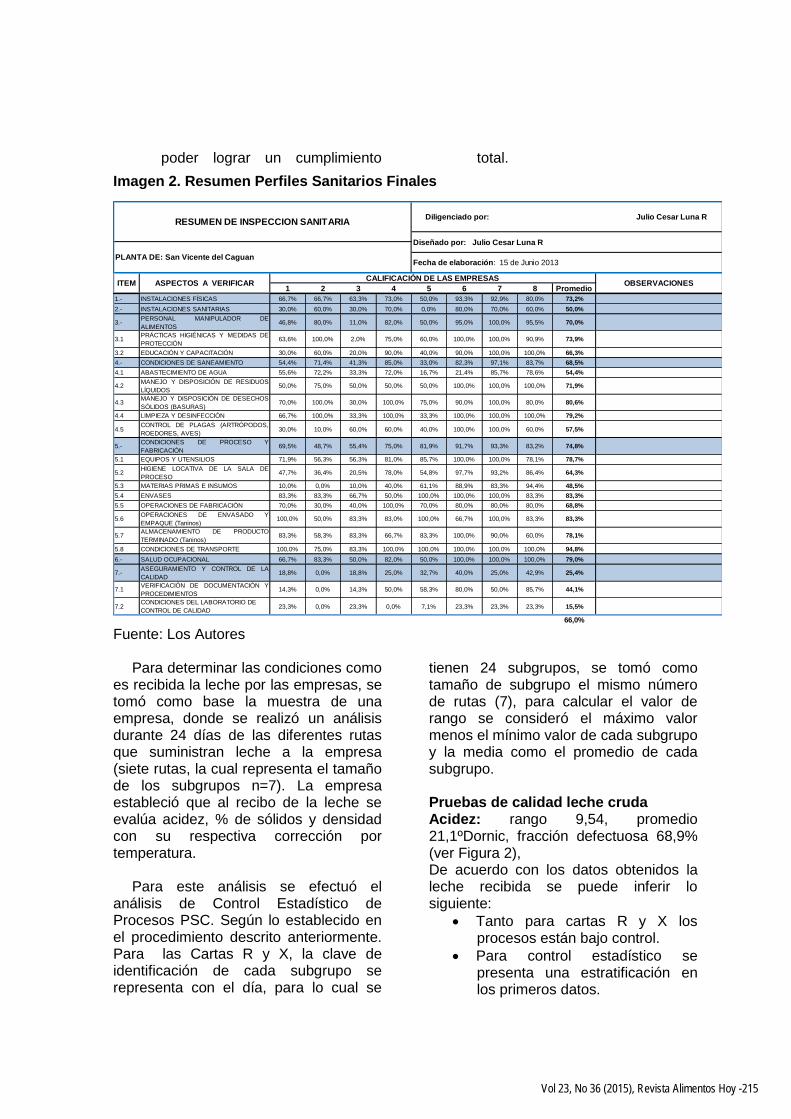
poder lograr un cumplimiento total.
Imagen 2. Resumen Perfiles Sanitarios Finales
1 2 3 4 5 6 7 8 Promedio
1.- INSTALACIONES FÍSICAS 66,7% 66,7% 63,3% 73,0% 50,0% 93,3% 92,9% 80,0% 73,2%
2.- INSTALACIONES SANITARIAS 30,0% 60,0% 30,0% 70,0% 0,0% 80,0% 70,0% 60,0% 50,0%
3.-PERSONAL MANIPULADOR DE
ALIMENTOS46,8% 80,0% 11,0% 82,0% 50,0% 95,0% 100,0% 95,5% 70,0%
3.1PRÁCTICAS HIGIÉNICAS Y MEDIDAS DE
PROTECCIÓN63,6% 100,0% 2,0% 75,0% 60,0% 100,0% 100,0% 90,9% 73,9%
3.2 EDUCACIÓN Y CAPACITACIÓN 30,0% 60,0% 20,0% 90,0% 40,0% 90,0% 100,0% 100,0% 66,3%
4.- CONDICIONES DE SANEAMIENTO 54,4% 71,4% 41,3% 85,0% 33,0% 82,3% 97,1% 83,7% 68,5%
4.1 ABASTECIMIENTO DE AGUA 55,6% 72,2% 33,3% 72,0% 16,7% 21,4% 85,7% 78,6% 54,4%
4.2MANEJO Y DISPOSICIÓN DE RESIDUOS
LÍQUIDOS50,0% 75,0% 50,0% 50,0% 50,0% 100,0% 100,0% 100,0% 71,9%
4.3MANEJO Y DISPOSICIÓN DE DESECHOS
SÓLIDOS (BASURAS)70,0% 100,0% 30,0% 100,0% 75,0% 90,0% 100,0% 80,0% 80,6%
4.4 LIMPIEZA Y DESINFECCIÓN 66,7% 100,0% 33,3% 100,0% 33,3% 100,0% 100,0% 100,0% 79,2%
4.5CONTROL DE PLAGAS (ARTRÓPODOS,
ROEDORES, AVES)30,0% 10,0% 60,0% 60,0% 40,0% 100,0% 100,0% 60,0% 57,5%
5.- CONDICIONES DE PROCESO Y
FABRICACIÓN69,5% 48,7% 55,4% 75,0% 81,9% 91,7% 93,3% 83,2% 74,8%
5.1 EQUIPOS Y UTENSILIOS 71,9% 56,3% 56,3% 81,0% 85,7% 100,0% 100,0% 78,1% 78,7%
5.2HIGIENE LOCATIVA DE LA SALA DE
PROCESO47,7% 36,4% 20,5% 78,0% 54,8% 97,7% 93,2% 86,4% 64,3%
5.3 MATERIAS PRIMAS E INSUMOS 10,0% 0,0% 10,0% 40,0% 61,1% 88,9% 83,3% 94,4% 48,5%
5.4 ENVASES 83,3% 83,3% 66,7% 50,0% 100,0% 100,0% 100,0% 83,3% 83,3%
5.5 OPERACIONES DE FABRICACIÓN 70,0% 30,0% 40,0% 100,0% 70,0% 80,0% 80,0% 80,0% 68,8%
5.6OPERACIONES DE ENVASADO Y
EMPAQUE (Taninos)100,0% 50,0% 83,3% 83,0% 100,0% 66,7% 100,0% 83,3% 83,3%
5.7ALMACENAMIENTO DE PRODUCTO
TERMINADO (Taninos)83,3% 58,3% 83,3% 66,7% 83,3% 100,0% 90,0% 60,0% 78,1%
5.8 CONDICIONES DE TRANSPORTE 100,0% 75,0% 83,3% 100,0% 100,0% 100,0% 100,0% 100,0% 94,8%
6.- SALUD OCUPACIONAL 66,7% 83,3% 50,0% 82,0% 50,0% 100,0% 100,0% 100,0% 79,0%
7.-ASEGURAMIENTO Y CONTROL DE LA
CALIDAD18,8% 0,0% 18,8% 25,0% 32,7% 40,0% 25,0% 42,9% 25,4%
7.1VERIFICACIÓN DE DOCUMENTACIÓN Y
PROCEDIMIENTOS14,3% 0,0% 14,3% 50,0% 58,3% 80,0% 50,0% 85,7% 44,1%
7.2CONDICIONES DEL LABORATORIO DE
CONTROL DE CALIDAD23,3% 0,0% 23,3% 0,0% 7,1% 23,3% 23,3% 23,3% 15,5%
66,0%
CALIFICACIÓN DE LAS EMPRESAS
Diligenciado por: Julio Cesar Luna R
Diseñado por: Julio Cesar Luna R
Fecha de elaboración: 15 de Junio 2013
RESUMEN DE INSPECCION SANITARIA
PLANTA DE: San Vicente del Caguan
ITEM ASPECTOS A VERIFICAR OBSERVACIONES
Fuente: Los Autores
Para determinar las condiciones como es recibida la leche por las empresas, se tomó como base la muestra de una empresa, donde se realizó un análisis durante 24 días de las diferentes rutas que suministran leche a la empresa (siete rutas, la cual representa el tamaño de los subgrupos n=7). La empresa estableció que al recibo de la leche se evalúa acidez, % de sólidos y densidad con su respectiva corrección por temperatura.
Para este análisis se efectuó el análisis de Control Estadístico de Procesos PSC. Según lo establecido en el procedimiento descrito anteriormente. Para las Cartas R y X, la clave de identificación de cada subgrupo se representa con el día, para lo cual se
tienen 24 subgrupos, se tomó como tamaño de subgrupo el mismo número de rutas (7), para calcular el valor de rango se consideró el máximo valor menos el mínimo valor de cada subgrupo y la media como el promedio de cada subgrupo. Pruebas de calidad leche cruda Acidez: rango 9,54, promedio 21,1ºDornic, fracción defectuosa 68,9% (ver Figura 2), De acuerdo con los datos obtenidos la leche recibida se puede inferir lo siguiente:
Tanto para cartas R y X los procesos están bajo control.
Para control estadístico se presenta una estratificación en los primeros datos.
Vol 23, No 36 (2015), Revista Alimentos Hoy -215
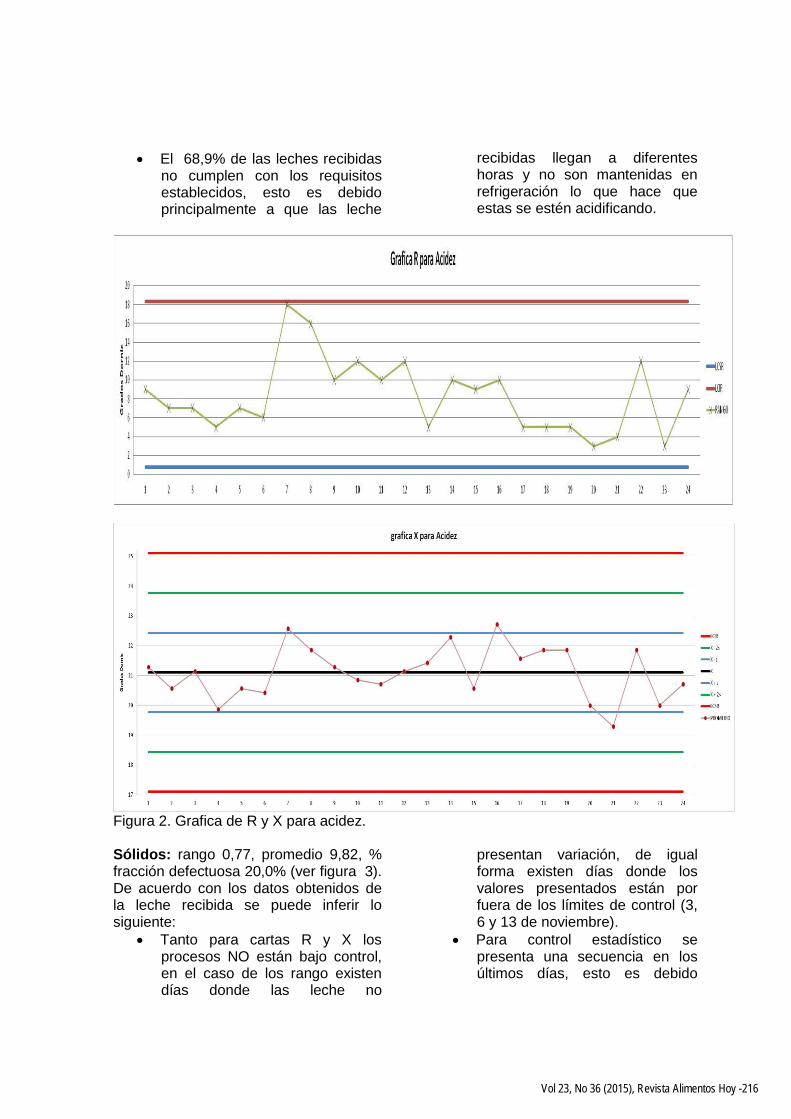
El 68,9% de las leches recibidas no cumplen con los requisitos establecidos, esto es debido principalmente a que las leche
recibidas llegan a diferentes horas y no son mantenidas en refrigeración lo que hace que estas se estén acidificando.
Figura 2. Grafica de R y X para acidez. Sólidos: rango 0,77, promedio 9,82, % fracción defectuosa 20,0% (ver figura 3). De acuerdo con los datos obtenidos de la leche recibida se puede inferir lo siguiente:
Tanto para cartas R y X los procesos NO están bajo control, en el caso de los rango existen días donde las leche no
presentan variación, de igual forma existen días donde los valores presentados están por fuera de los límites de control (3, 6 y 13 de noviembre).
Para control estadístico se presenta una secuencia en los últimos días, esto es debido
Vol 23, No 36 (2015), Revista Alimentos Hoy -216
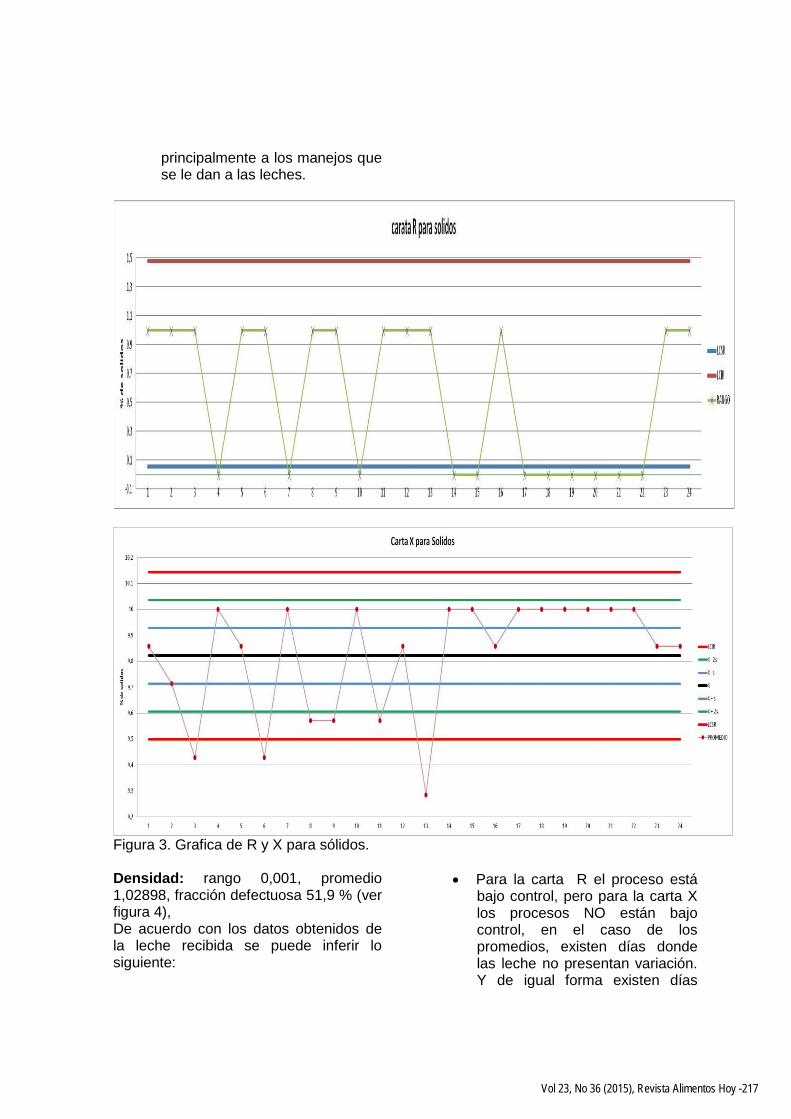
principalmente a los manejos que se le dan a las leches.
Figura 3. Grafica de R y X para sólidos. Densidad: rango 0,001, promedio 1,02898, fracción defectuosa 51,9 % (ver figura 4), De acuerdo con los datos obtenidos de la leche recibida se puede inferir lo siguiente:
Para la carta R el proceso está bajo control, pero para la carta X los procesos NO están bajo control, en el caso de los promedios, existen días donde las leche no presentan variación. Y de igual forma existen días
Vol 23, No 36 (2015), Revista Alimentos Hoy -217
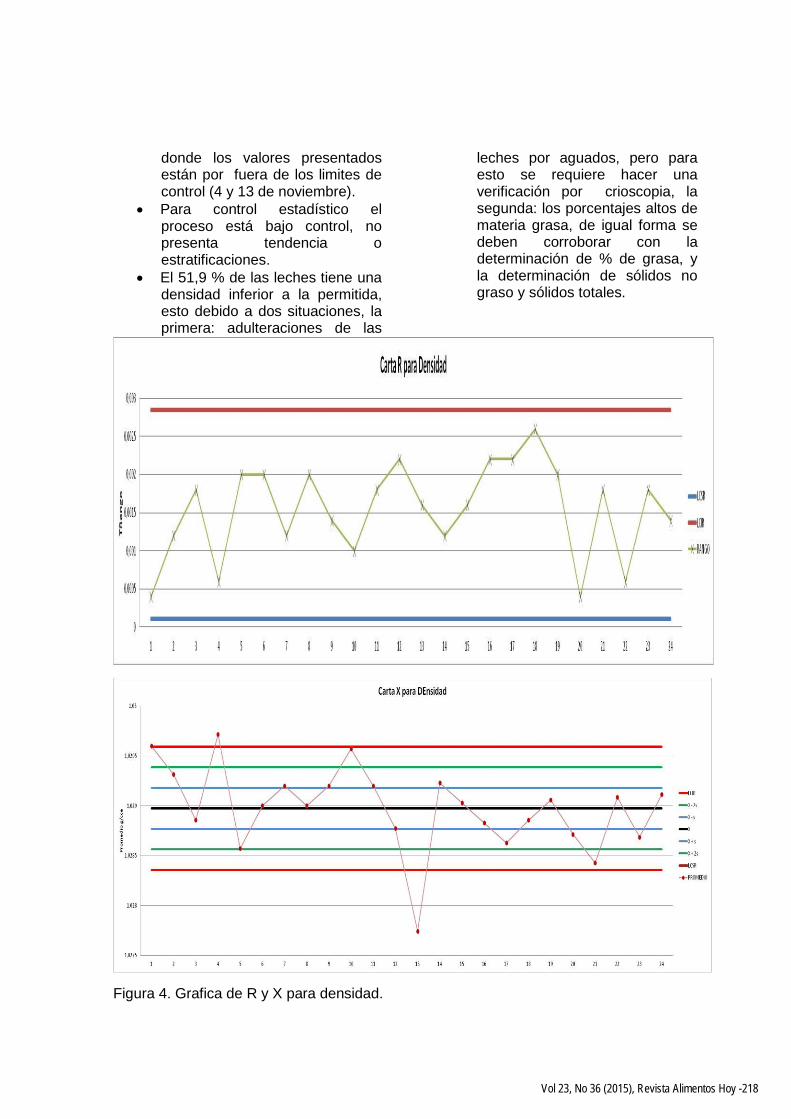
donde los valores presentados están por fuera de los limites de control (4 y 13 de noviembre).
Para control estadístico el proceso está bajo control, no presenta tendencia o estratificaciones.
El 51,9 % de las leches tiene una densidad inferior a la permitida, esto debido a dos situaciones, la primera: adulteraciones de las
leches por aguados, pero para esto se requiere hacer una verificación por crioscopia, la segunda: los porcentajes altos de materia grasa, de igual forma se deben corroborar con la determinación de % de grasa, y la determinación de sólidos no graso y sólidos totales.
Figura 4. Grafica de R y X para densidad.
Vol 23, No 36 (2015), Revista Alimentos Hoy -218
AGRADECIMIENTOS
Un Agradecimiento muy especial a
Don Fernando Borraes, Doña Luz
Cubillos y demás propietarios de las
empresas que facilitaron los espacios y
las instalaciones para desarrollar estos
trabajo. Además un agradecimiento
especial a Mariela Buriticá y a los
estudiantes del programa de Ingeniería
de Alimentos de la Universidad de la
Amazonia, que cursaron la asignatura
profundización I (área Calidad) que
hicieron un acompañamiento a las
empresas.
REFERENCIA BIBLIOGRÁFICA
Agudelo, L y Escobar, J. 2007.
Gestión por procesos. Instituto
Colombiano de Normas Técnicas
ICONTEC. Medellín, Antioquia. 302 p.
Albarracín F y Carrascal A. 2005. Manual de buenas prácticas de manufactura para microempresas lácteas. Editorial Pontificia Universidad Javeriana. Bogotá. 175 p.
AOAC, 1990.Official Methods of Analysis of AOAC International.
Besterfield D. 1995. Control De
Calidad. Pretince Hall Hispanoamericana S.A. México.
Buriticá, M. 2012. Evaluación e implementación de seis manuales del programa prerrequisitos en la empresa quesos rio negro. Trabajo de práctica empresarial. Programa ingeniería de alimentos. Universidad de la amazonia. Florencia-Caquetá. 55 p.
Calderón, A. Rodríguez, V y Vélez, S. 2007. Evaluación de la calidad de leches en cuatro procesadoras de
quesos en el municipio de montería, Colombia. En: Revista MVZ Córdoba 12(1): 912-920.
Fabrica Digital. 2005. Manual del
usuario Sistema de Control Estadístico de Procesos SuperCEP®. México
Federación colombiana de ganaderos (FEDEGAN). 2000. Manual práctico del ganadero. p. 112.
Instituto Colombiano de Normas Técnicas ICONTEC. 2002. GTC-ISO/TR 10013. Guía Técnica Colombina, Directrices para la Documentación Del Sistema de Gestión de La Calidad. Bogotá, Colombia.
ISO 9000 y la Planificación de la Calidad. Instituto Colombiano de Normas Técnicas ICONTEC, Bogotá, Colombia.
López, F. 2009. El Sistema de Gestión Integrado, la planeación del sistema de gestión con base de la gestión del riesgo. Instituto Colombiano de Normas Técnicas ICONTEC, Bogotá, Colombia.
Ministerio De Salud Pública. Colombia. Decreto 3075 de 1997. Por el cual se reglamenta parcialmente la Ley 09 de 1979 y se dictan otras disposiciones. 23 de Diciembre. Bogotá, D.C.
Ministerio De La Protección Social, Colombia, Decreto 616 de 2006. Por el cual se expide el Reglamento Técnico sobre los requisitos que debe cumplir la leche para el consumo humano que se obtenga, procese, envase, transporte, comercializa, expenda, importe o exporte en el país. 28 de Febrero. Bogotá, D.C.
Pérez, M. 2005. Elaboración de un
manual de buenas prácticas de
Vol 23, No 36 (2015), Revista Alimentos Hoy -219
manufactura (BPM) para “Repostería el
hogar” S. de R.L. tesis de pregrado.
Agroindustria. Escuela agrícola
panamericana. Zamorano, Honduras. 83
p.
Romero, J. 1990. Documentación del
sistema de aseguramiento de la
inocuidad de una empresa de alimentos
en el marco del decreto 3075 de 1997.
ASECALIDAD.
Tamayo, M. 2011. Documentación e
implementación de buenas prácticas de
manufactura para las áreas técnicas, de
producción y plantas piloto en la unidad
e alimentos de la empresa surtiquímicos
LTDA. Informe de práctica. Facultad de
ingenierías. Corporación universitaria
lasallista. Caldas. 46 p.
Ministerio de Protección Social de Colombia. Decreto No. 616. Reglamento técnico sobre los requisitos que debe cumplir la leche para consumo humano que se obtenga, procese, envase, transporte, comercializa, expenda, importe o exporte en el país. Febrero 28 de 2006. Diario Oficial de Colombia No. 46.196.
Ministerio de Agricultura y Desarrollo rural, resolución 00012 de 2007, Por el cual se establece el Sistema de Pago de la Leche Cruda al Productor. Colombia, 12 de enero 2007.
Ministerio de Agricultura y Desarrollo
Rural. 2005. Documento de trabajo # 98
La Cadena Lactea en Colombia, Una
Mirada Global de su Estructura y
Dinámica 1991 2005.
Tecnología de alimentos II. 2007. Guía de trabajos prácticos- laboratorio. Facultad de ciencias exactas y naturales. Universidad de Buenos Aires. Argentina. 16 p.
UNE-EN ISO 22000. Sistema de gestión de la inocuidad. Requisitos para cualquier organización en la cadena agroalimentaria. Noviembre de 2005.
Vol 23, No 36 (2015), Revista Alimentos Hoy -220
Related Documents











