Machining Processes Group #3 Erica Velarde, Sean Clifton David Pincus, Ruben Sosa

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 1/95
Machining Processes
Group #3
Erica Velarde, Sean CliftonDavid Pincus, Ruben Sosa

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 2/95
Typical Parts Made with
These Processes
Machine Components
Enine !loc"s and eads
Parts $ith Comple% Shapes
Parts $ith Close &olerances
E%ternall' and (nternall' &hreaded Parts

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 3/95
Products and Parts Made By
These Processes

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 4/95
Alternative Processes
Precision Castin
Po$der Metallur'
Po$der (n)ection Moldin
*brasive Machinin
&hread Rollin

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 5/95
The Turning Process
Using Engine Lathes +perate on all &'pes of
Materials
se of sinle-point tools
S"illed .abor
.o$ Production Rate

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 6/95
Tool Geometry
Ra"e *nle
Side Ra"e *nle
Cuttin-Ede *nle
Relief *nle
/ose Radius

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 7/95

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 8/95
Typical Lathe and Its VariousComponents

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 9/95
Lathe Components
Bed: suall' made of cast iron0 Provides a heav'riid frame on $hich all the main components are
mounted0
• Ways1 (nner and outer uide railsn that are
precision machined parallel to assure accurac' ofmovement0
• Headstock: mounted in a fi%ed position on the
inner $a's, usuall' at the left end0 sin a chuc", it
rotates the $or"0• Gearbox: inside the headstoc", providin multiple
speeds $ith a eometric ratio b' movin levers0

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 10/95
• Spindle: ole throuh the headstoc" to $hich barstoc" can be fed0
• Chuck: 3-)a$ 2self centerin or 4-)a$ 2independentto clamp part bein machined0
• ailstock: 5its on the inner $a's of the bed and canslide to$ards an' position the headstoc" to fit thelenth of the $or" piece0 *n optional taper turninattachment $ould be mounted to it0
• ailstock !uill1 as a Morse taper to hold a lathecenter, drill bit or other tool0
• Carriage: Moves on the outer $a's0 sed formountin and movin most the cuttin tools0
• Cross Slide: Mounted on the traverse slide of thecarriae, and uses a hand$heel to feed tools intothe $or"piece0

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 11/95
• ool "ost: &o mount tool holders in $hich the cuttinbits are clamped0
• Co#pound $est: Mounted to the cross slide, it
pivots around the tool post0• %pron: *ttached to the front of the carriae, it has
the mechanism and controls for movin the carriaeand cross slide0
• &eed $od: as a "e'$a', $ith t$o reversin pinionears, either of $hich can be meshed $ith thematin bevel ear to for$ard or reverse the carriaeusin a clutch0
• Lead Scre': 5or cuttin threads0
• Split (ut: 6hen closed around the lead scre$, thecarriae is driven alon b' direct drive $ithout usina clutch0
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 12/95
• !uick Change Gearbox: Controls the movement ofthe carriae usin levers0
• Steady $est: Clamped to the lathe $a's, it usesad)ustable finers to contact the $or"piece and alinit0 Can be used in place of tailstoc" to support lonor unstable parts bein machined0
• &ollo' $est: !olted to the lathe carriae, it usesad)ustable finers to bear aainst the $or"pieceopposite the cuttin tool to prevent deflection0
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 13/95
Lathe Accessories
Carriae and Cross Slide Stops
Devices for &urnin Parts $ith Various &apers
Millin, Sa$in, Gear-Cuttin, and Grindin
*ttachments
Various *ttachments for !orin, Drillin, and
&hread Cuttin

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 14/95
Typical Lathe and Its VariousComponents

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 15/95
More Tool Geometry

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 16/95
Lathe Operations
5orm &ools
!orin
Drillin
Partin
Groovin
&hread Cuttin 7nurlin

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 17/95
Cutting Operations Perormedon a Lathe

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 18/95
Above Left: Example of Boring Above Right: Example of Drilling
Below Left: Example of Threa Cutting Below Right: Example of!rooving

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 19/95
Types o Lathes
!ench .athes
Special Purpose .athes
&racer .athes
*utomatic .athes
*utomatic !ar Machines
&urret .athes Computer-Controlled .athes

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 20/95

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 21/95
Turret Lathe

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 22/95
Computer!Controlled Lathe

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 23/95
Things to "emem#er A#outMachining Parts on Lathes
&a"es considerable amount of time
ih Production Costs 6astes Material
/ot as Economical as 5ormin or Shapin

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 24/95

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 25/95
Machining Processes
!orin, Drillin, Reamin, and &appin
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 26/95
Boring and Boring
Machines

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 27/95
$hat is Boring
Performed to enlare a hole made previousl'0
sed for circular internal profiles in hollo$
$or"pieces

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 28/95
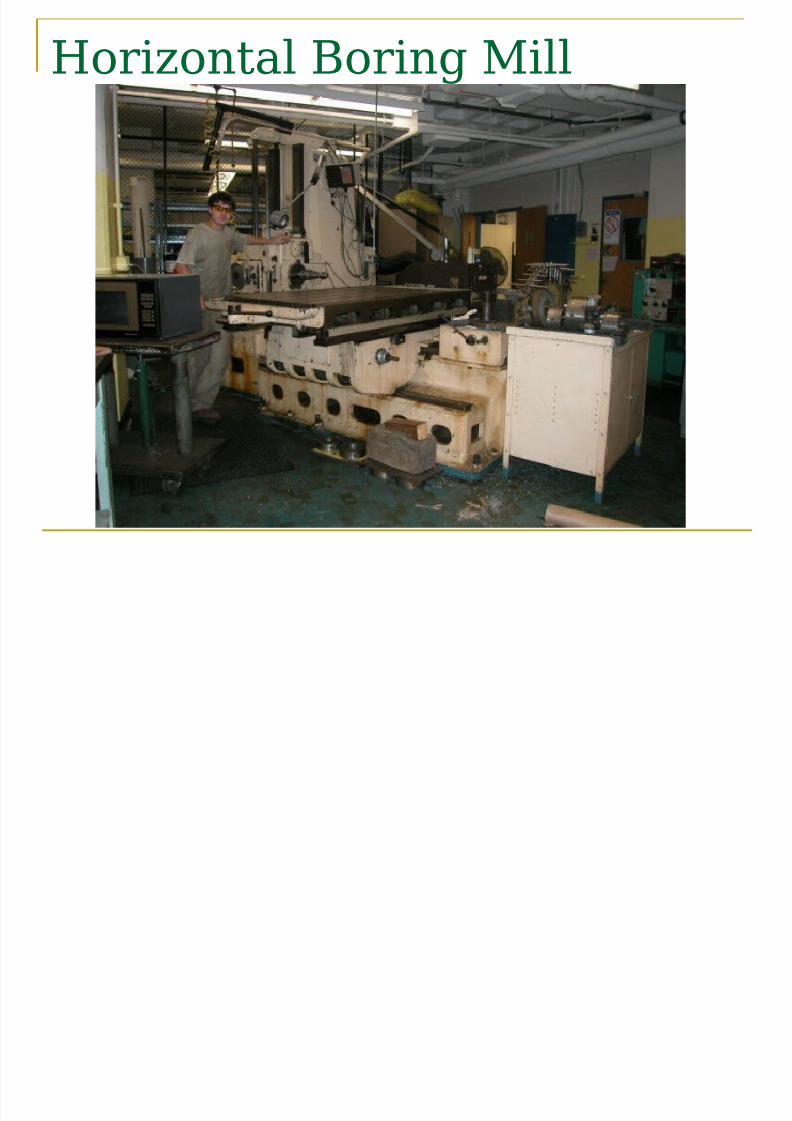
Boring Machines
Small pieces 8 lathe .are pieces 8 borin
mill ori9ontal vs Vertical
!orin mills Perform various
operations1 &R/(/G,5*C(/G, GR++V(/G,
C*M5ER(/G
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 29/95
%ori&ontal Boring Mill

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 30/95
Vertical Boring Mill
.are pieces can be
machined on a vertical
mill

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 31/95
'ig Boring Machines
Vertical machines ih precision bearins
sed to ma"e )is and
fi%tures
!ein replaced b' C/C
borin machines
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 32/95
Considerations
&hrouh holes, rather than blind holes,
should be specified0
Smaller lenth-bore diameter ratios
(nterrupted internal surfaces should be
avoided0
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 33/95
(rilling) (rills) and
(rilling Machines

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 34/95
$hat are %oles used *or+
&'pical for assembl' $ith fasteners i0e0 scre$s, bolts, rivets
6eiht reduction
Ventilation
*ccess to inside parts
*ppearance

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 35/95
(rilling is a CommonProcess,,,
THE COST OF HOLE MAKING IS AMONG THE
HIGHEST MACHINING COSTS INAUTOMOTIVE ENGINE PRODUCTION
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 36/95
Properties
!urrin on the bottom surface upon
brea"throuh re:uires further machinin
Diameters of holes are usuall' oversi9e ;ualit' of drill
&hermal properties
Reamin and honin improve dimensional
accurac'

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 37/95
-tandard!Point Twist (rill
Point anle 2<<=-<3>de
.ip-relief anle 2?-<>de
Chisel-ede anle 2<@>-<3>de
eli% anle 2<>-3Ade
Diameter rane from A0>-<>Amm

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 38/95
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 39/95
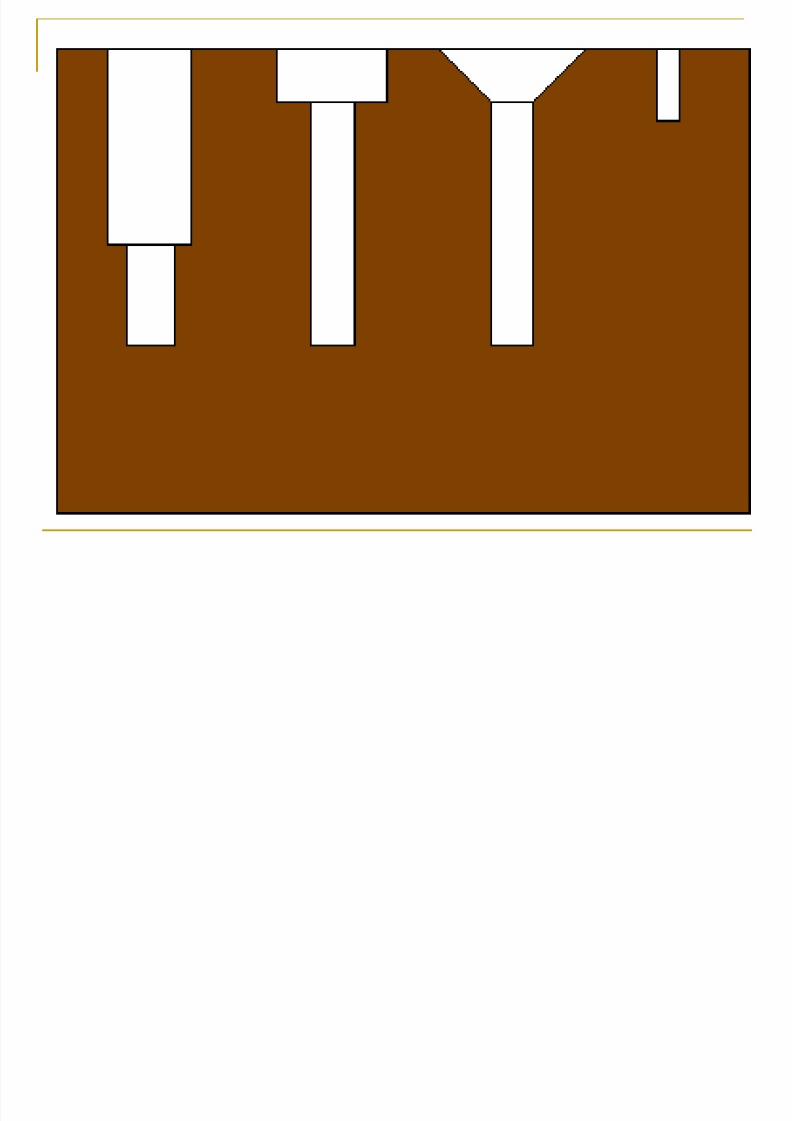
Other Types o (rills
Step Drill Produces @ or more different diameters
Core Drill Ma"es an e%istin hole larer
Counterborin B Countersin"in Produce depressions on the surface to
accommodate the heads of scre$sbolts
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 40/95

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 41/95
More (rill Types
Center drill Produces small hole on the
end of a $or"piece
Spot drill Starts a hole at the desired
location
Spade drill Removable bits, produces
lare-diameter or deep holes iher stiffness 2absence of
flutes Straiht-flute drill Gun drill

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 42/95
Gun (rill
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 43/95
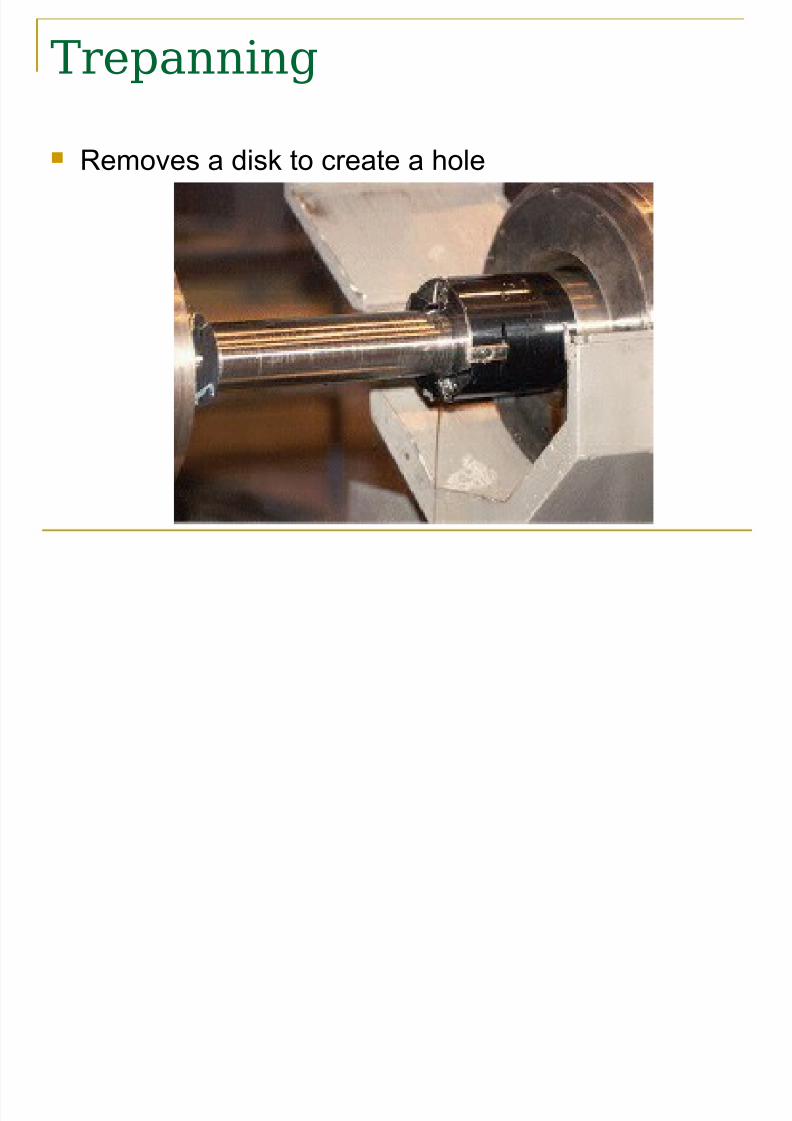
Trepanning
Removes a dis" to create a hole

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 44/95
Material!"emoval "ate
)$$*+pi,-./01,( 2 3
PiD@ 4F cross sectional area
5 F the distance penetrated per revolution
/ F rotational speed

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 45/95
General Trou#leshootingProblem Probable causes
Drill brea"ae Dull bit, chips cloin flutes, feed tohih, lip relief anle too small
E%cessive drill $ear Cuttin speed to hih, ineffective fluid,ra"e anle too hih, drill burned $hensharpened
&apered hole Drill misalined or bent, lips not e:ual
+versi9e hole Same as above, machine spindle loose,chisel ede not central, side force on$or"piece
Poor hole surface finish Dull bit, ineffective fluid, $eldin of$or"piece on drill marin, improperl'round drill, improper alinment

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 46/95
"eaming and "eamers

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 47/95
Considerations
Drillin should be perpendicular to the surface
(nterrupted holes should be avoided
ole bottoms should match standard drill point
anles &hrouh holes preferred to blind holes
Pree%istin holes or dimples help center the drill
!lind holes must be drilled deeper than subse:uent
reamin or tappin operations

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 48/95
$hat is "eaming
*n operation used to ma"e an e%istin hole
dimensionall' more accurate andor to
improve surface finish
5or further accurac' and surface finish, holesma' be burnished, ground or honed 0

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 49/95
. -teps to Accuracy
<0 Centerin
@0 Drillin
30 !orin
40 Reamin

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 50/95
Tapping and Taps

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 51/95
Tapping
Produces threads
Ma' be done b' hand
or machine
Chipless tappin is aprocess of internal
thread rollin

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 52/95
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 53/95
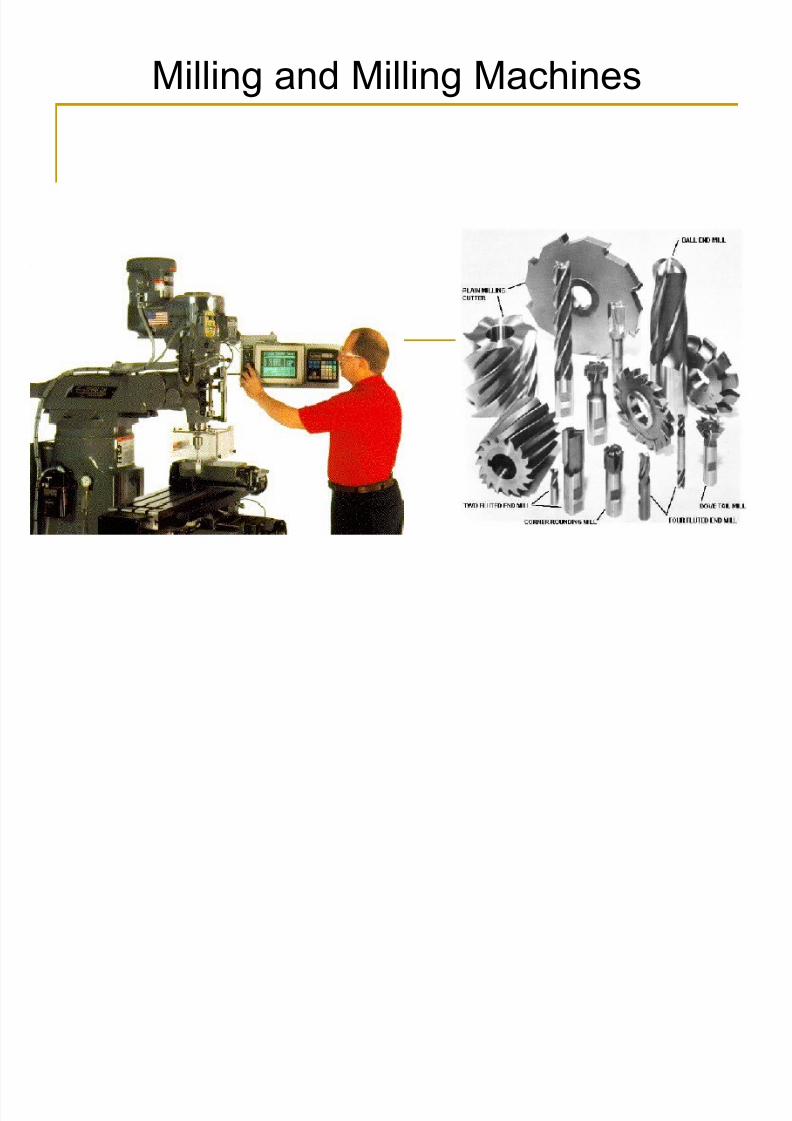
Millin and Millin Machines

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 54/95
Milling
&he Process of cuttin a$a'
material b' feedin a
$or"piece past a rotatin
multiple tooth cutter0
ll

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 55/95
Types o Milling
h l ll
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 56/95
Peripheral Milling
Peripheral Millin is $hen the cutter is loner than
the $idth of the cut0
a0"0a0- Slab Millin
&he a%is of the cutter is usuall' parallel to the $or"piece surface0
* Milli

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 57/95
*ace Milling
the cutter is mounted on a spindle havin an
a%is of rotation perpendicular to the
$or"piece surface0
.eaves feed mar"s on the machined surface0
/ d Milli
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 58/95
/nd Milling
&he cutter enerall' rotates on an a%is
vertical to the $or"piece0
(t can be tilted to machine tapered surfaces0
Cuttin teeth are located on both the endface of the cutter and the peripher' of the
cutter bod'0
Can produce a variet' of surfaces at an'depth0
C i l Milli

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 59/95
Conventional Milling
a0"0a- p Millin
&he Direction of cutter rotation opposes the
feed motion0
Cli # Milli

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 60/95
Clim# Milling
a0"0a0- Do$n Millin
&he direction of cutter rotation is the same as
the feed motion0
Oth T Milli

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 61/95
Other Types o Milling
Straddle Millin
5orm Millin
Slottin and Slittin
ses circular cutters
T l h ld

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 62/95
Tool holders
*rbor Cutters Mounted on an arbor
sed in peripheral, face, straddle and form
millin0
-h 0 T Milli

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 63/95
-han0!Type Milling
Cutter and shan" are
one peice
( i d O ti

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 64/95
(esign and OperatingGuidelines !asic cutters should be used as much as
possible0 *void e%pensive special cutters0
Chamfers should be specified instead of
radii0Chamfer-* furro$ or roove, as in a column0
*void internal cavities and poc"ets $ith sharp
corners0Due to the difficult' of doin them0
T #l h ti
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 65/95
Trou#leshooting
&ool !rea"ae &ool material lac"s touhness,improper anles0
E%cessive &ool 6ear improper tool material, improper
tool fluids0
Rouh Surface 5inish 5eed per tooth too hih, toolchipped or $orn0
Chatter Mar"s (nsufficient stiffness of s'stem,
e%ternal vibrations0
!rea"out .ead anle too lo$, feed and
depth of cut too hih0
Milli M hi

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 66/95
Milling Machines
5irst Millin Machine !uilt in <=@A b' Eli 6hitne'
C l d 1 t

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 67/95
Column!and!1nee type
Most common millin machines0
B i C t

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 68/95
Basic Components
6or" &able
Saddle
7nee
+verarm
ead
Bed T pe

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 69/95
Bed Type
6or" table is mounted is mounted directl' on
the bed0
/ot versatile
ih Stiffness sed for hih production $or"
Other Milling Machines

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 70/95
Other Milling Machines
Planer-&'pe Several heads and cutters able to mill different surfaces
Rotar'-&able+ne or more heads for face millin0
Computer /umerical Control
*ble to mill, drill, bore and tap $ith repetitive accurac'Profile Millin Machines
> a%es of movement0
Planning and -haping
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 71/95
Planning and -haping
Plannin .are $or"pieces @>m H <>m
6or" piece is mounted on a table and travels bac" and
forth alon a straiht path0
Cuttin speeds can et up to <@A mmin $ith <>A hp
Shapin &ool does the movin
Small less than <m H @m

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 72/95

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 73/95
introduction
!roachin and !roachin machines
Sa$in5ilin
Gear Manufacturin b' Machinin
Broaching and Broaching

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 74/95
Broaching and Broachingmachines !roachin is a similar
techni:ue to shapin
$ith a lon multiple-
tooth cutter and is used
to machine internal ane%ternal surfaces0
!roachin is )ust as
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 75/95
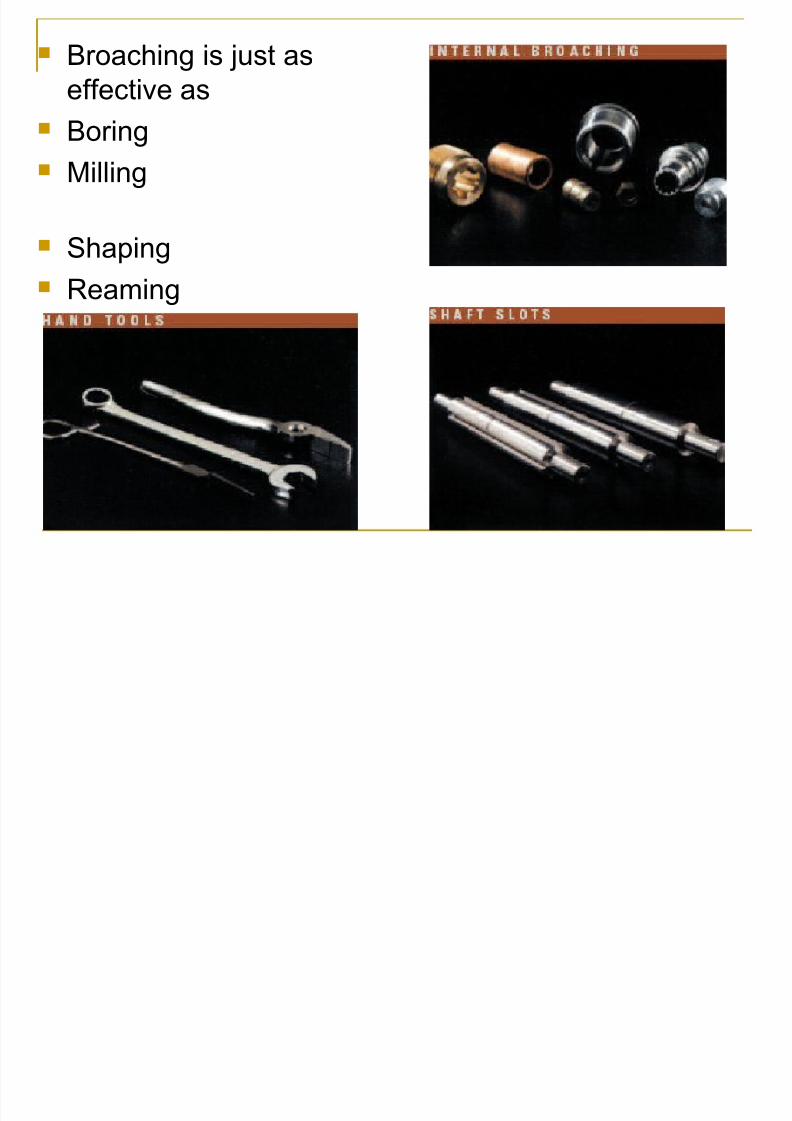
!roachin is )ust as
effective as
!orin
Millin
Shapin
Reamin

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 76/95
!roachin machinesare ver' e%pensive but
these machines 'ield a
ver' hih :uantit' of
production runs0
ses a sinle passf fi i h d h

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 77/95
for finished shapesor si9ed
Produces closetolerances and oodsurface finish
ses a multipointcuttin tool 2broach
as the rouhinand finishin teethon the same tool
-awing

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 78/95
Sa$in is an old common operation datin bac" to
around <AAA !0C Sa$in is an efficient bul" removal process and can
produce near net shape materials
&he process $astes little material
Most common use of sa$s ac"sa$s
Circular sa$s
!and sa$s 5riction sa$in
-amples o various sawing

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 79/95
-amples o various sawingoperations
%ac0saws

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 80/95
%ac0sawsac"sa$s $ere developed in the <IJAKs0
Good for cuttin off bars, rods, and structuralshapes
Po$er hac"sa$s

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 81/95
5ast
&he' $or" smoothl'
and efficientl' evenunder heav'-dut'
operation0 6ith normal
care these machines
are indestructible0
Circular sawing
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 82/95
Circular sawing
Circular sa$in is a multipoint cuttin process in$hich a circular tool is advanced aainst a stationar'
$or"piece to sever parts or produce narro$ slots0
ses thin circular blades $ith teeth on peripher'
Rotatin blade is fed into a stationar' $or"piece
Produces a narro$ cut and a ood surface finish

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 83/95

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 84/95
Circular sa$s alsocalled cold sa$s $hen
cuttin metal
&he' are used for hih
production rate sa$in
Cold sa$in is used in
industr' ver' commonl'
particularl' for cuttinlare crossed sections0
Diamond Sa$ !lades 5or Marble *nd .imestone
sa$ bladefor plastics

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 85/95
&'pes of coldsa$inmachines
Band sa'
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 86/95
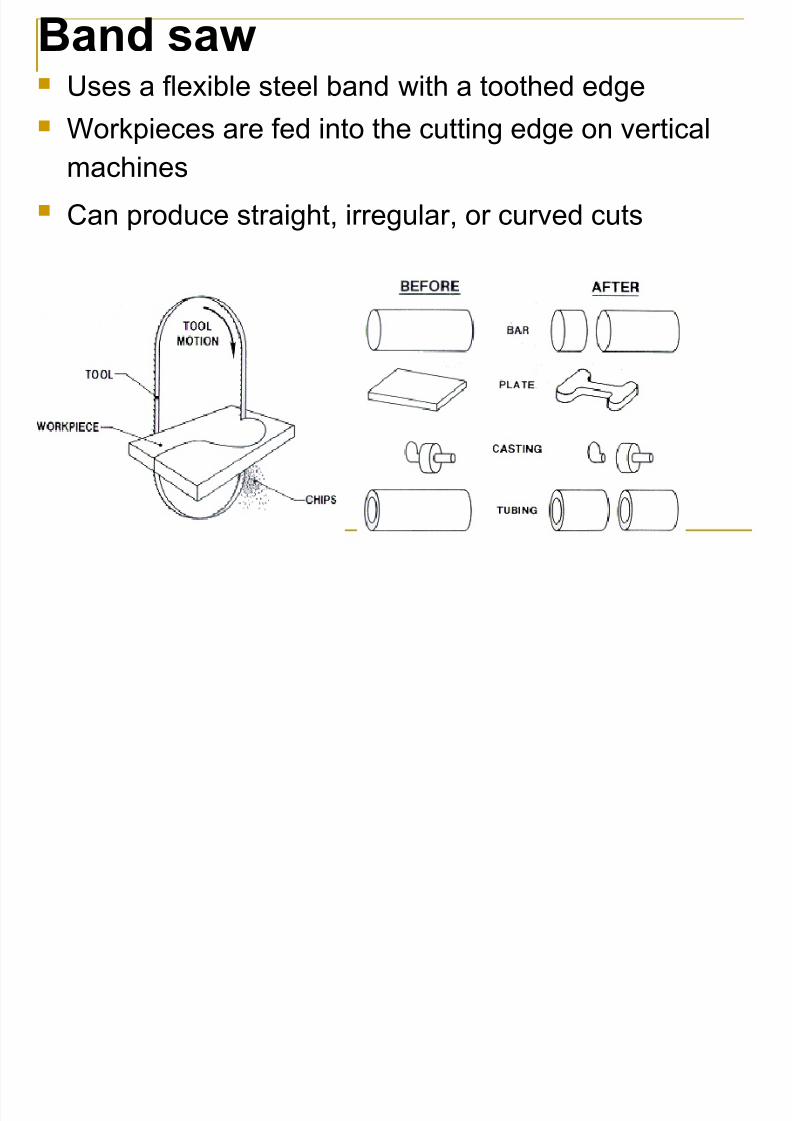
ses a fle%ible steel band $ith a toothed ede
6or"pieces are fed into the cuttin ede on vertical
machines
Can produce straiht, irreular, or curved cuts
*riction sawing

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 87/95
*riction sawing
6or"pieces are fed intoa continuousl' movin
band
Produces fine, accurate
$or"
(s a finishin operation
in $hich small amounts
of material are removed
Gear Manuacturing #y

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 88/95
Gear Manuacturing #yMachining
Several processes for ma"in ears
5orm cuttin 2form-millin
Gear eneratin 2obbin, Shapin

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 89/95
Gear millin ses a rotatin form
cutter
Gear blan"s are
inde%ed after each cut (s a lo$ production
process
Gear teeth areproduced individuall'

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 90/95
Gear eneratin &his particular machine
removes over <? lb of==@@ steel from a <AA-
lb, <=-in0-diameter earin under <@ min
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 91/95
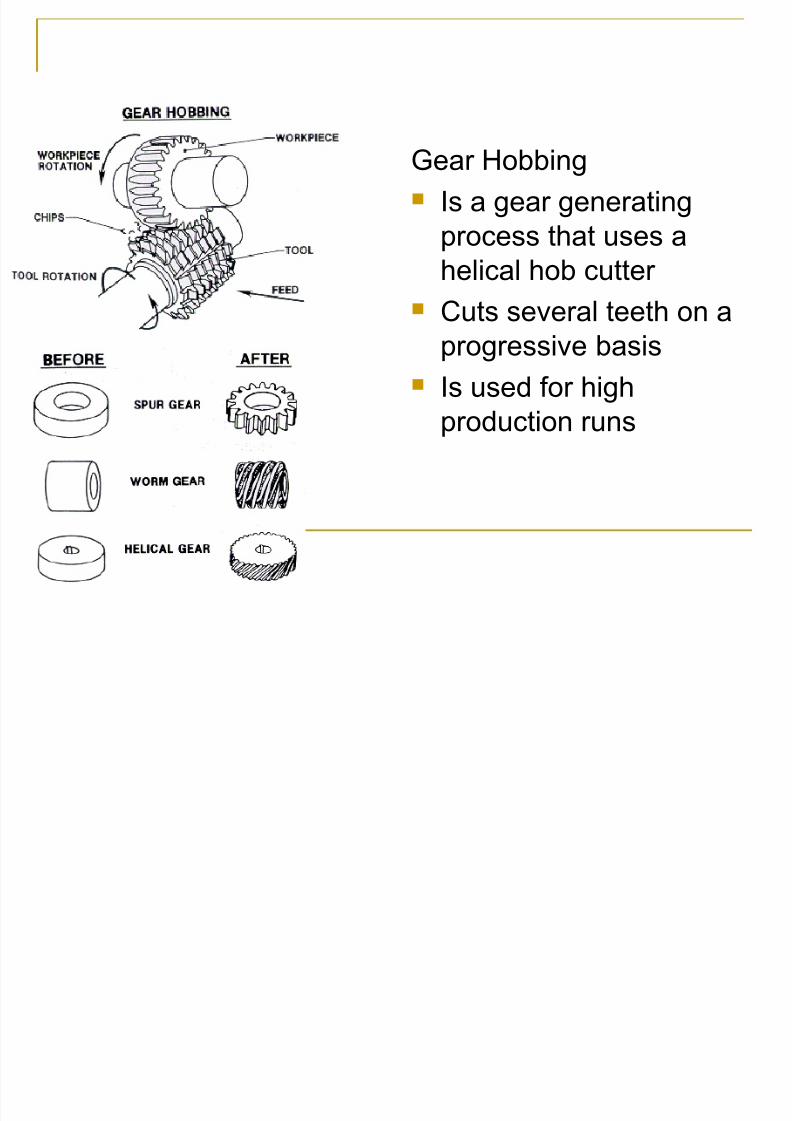
Gear obbin (s a ear eneratin
process that uses a
helical hob cutter
Cuts several teeth on a
proressive basis
(s used for hih
production runs
7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 92/95
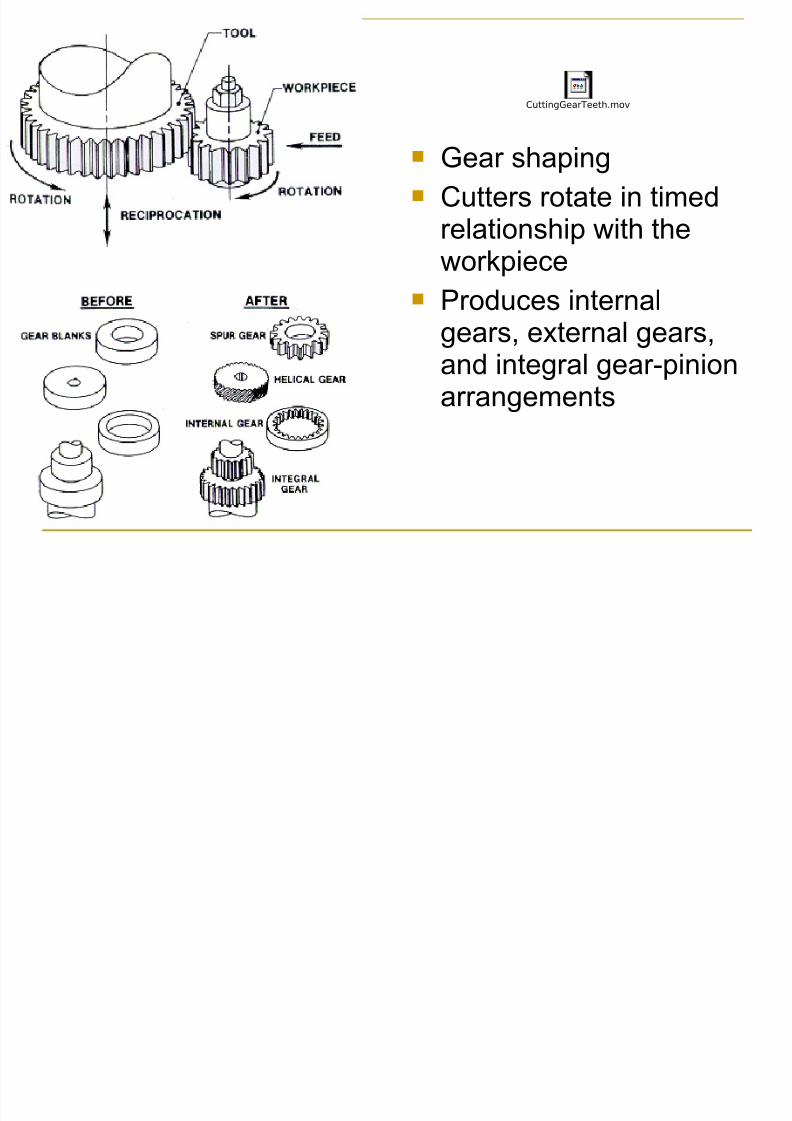
Gear shapin Cutters rotate in timed
relationship $ith the$or"piece
Produces internalears, e%ternal ears,and interal ear-pinionarranements
CuttingGearTeeth.mov
"eerences

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 93/95
http1$$$0manufacturincenter0comtoolinarchive
sAJA4AJA4coolin0asp http1$$$0mf0mtu0edumarcprimersmillin
http1$$$0americanmachinetools0como$LtoLuseLa
LMillinLMachineLfiles5i=-330if
http1$$$0advantaefabricatedmetals0comimaesslittinprocess0if
http1$$$0eli$hitne'0orinventor0htm
http1$$$0cncmasters0comimaesbps-<J4I0)p
http1$$$0laun0comproductsbmbm@@e-4@e0ht
ml
"eerences
http1$$$ manufacturincenter comtoolinarchive

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 94/95
http1$$$0manufacturincenter0comtoolinarchive
sAJA4AJA4coolin0asp
http1$$$0mf0mtu0edumarcprimersmillin http1$$$0americanmachinetools0como$LtoLuseLa
LMillinLMachineLfiles5i=-330if http1$$$0advantaefabricatedmetals0comimaessli
ttinprocess0if http1$$$0eli$hitne'0orinventor0htm
http1$$$0cncmasters0comimaesbps-<J4I0)p
http1$$$0laun0comproductsbmbm@@e-4@e0ht
ml

7/18/2019 DFMA
http://slidepdf.com/reader/full/dfma563dba5f550346aa9aa50f0e 95/95
http1$$$0ohiobroach0com http1$$$0broachinmachine0com
http1class0et0b'u0edumf<3Aprocessesme
chanicalreduction0htm http1$$$0doriner0com
Related Documents











