Chrmwal Engrnrerrng Scicncu. Vol. 43, No 7. pp. 1523 1537, 1988 0309 2509/88 53.OOtO.00 Printed in Great Bntam. ‘il‘ 1988 Pergaman Presr plc DESIGN AND MINIMUM-REFLUX CALCULATIONS FOR SINGLE-FEED MULTICOMPONENT REACTIVE DISTILLATION COLUMNS DOMINGOS BARBOSA’and MICHAEL F. DOHERTY Department of Chemical Engineering, Goessmann Laboratory, University of Massachusetts, Amherst, MA 01003, U.S.A. (Received 22 June 1987; accepted 11 August 1987) Abstract -A new set of transformed composition variables is introduced to simplify the design equations for single-feed, multicomponent reactive distillation columns. Based on these equations. a general method of calculating minimum refiux ratios for reactive distillation columns is presented. The new composition variables are also used to derive simple relationships between the dependent design variables which are not evident when the design equations are written in terms of mole fractions. INTRODUCTION The increasing interest in reactive distillation processes has been accompanied by the development of a significant number of algorithms for the performance simulation of this type of separator [e.g. Komatsu and Holland (1977), Murthy (1984), Nelson (1971) and Suzuki er al. (1971)]. However, the design and syn- thesis of reactive distillation columns has received little attention in the literature. In a previous article (Barbosa and Doherty, 1988b), we showed that by defining a new set of transformed composition variables it is possible to reduce the conservation equations that describe the simple distil- lation of reactive mixtures to a form which is identical to that for non-reactive mixtures. We now use this set of transformed composition variables to derive the design equations For single-feed reactive distillation columns. As will be shown, these new equations are identical, in Form, to the corresponding equations for conventional distillation. This fact makes these new equations a convenient vehicle for studying the effect of chemical reactions on distillation processes. In particular, we are concerned with the effect that chemical reactions have on the minimum-reflux geometries found by Levy et al. (1985) for conventional distillation. This analysis leads to the development of a general method for calculating minimum reflux ratios in single-feed reactive distillation columns. Thus, it becomes possible to set targets for the product com- positions and to design the reactive column directly by a boundary value method similar to the technique proposed for conventional distillation by Levy et al. (1985) and Doherty and Caldarola (1985). Such an approach leads to more straightforward procedures than those currently available in the literature for synthesis and optimization of non-ideal separation systems. ‘Present address: Departamento de Engenharia Quimica, Faculdade de Engenharia, Universidade do Porto, 4099 Porto Codex, Portugal. DERIVATION OF THE DESlGN EQUATIONS In this section we derive the equations that describe the steady-state operation of reactive distillation col- umns. To derive these equations we assume that: (i) (ii) (iii) (iv) (v) (vi) (vii) (viii) The heat losses from the column walls are negligible. The molar heat of vaporization of the mixture is constant. The heat of mixing in both the vapor and liquid is negligible. The increase in sensible heat with increase in temperature through the column is negligible. The heat of reaction is negligible compared to the enthalpy of the vapor phase. The feed is saturated liquid. Vapor-liquid equilibrium is achieved on each plate. The column operates with a partial condenser. The first four restrictions are the constant molar overflow (CMO) assumptions. which are commonly used in the design of distillation processes. For non- reactive mixtures, the CM0 assumptions guarantee that the vapor and liquid flows in each section of the distillation column are constant. However, this is no longer true when reactions occur. As discussed by Marek (1954), when reactions occur, assumption (v) must also hold in order to insure that the vapor flow rate is constant in each section of the column. These assumptions [i.e. (it(v)] also guarantee that the change in the liquid flow rate in each section of the column is only due to changes in the total number of moles by reaction. Therefore, if there is no change in the number of moles due to reaction, assumptions (ib(v) guarantee that the vapor and liquid flow rates in each section of a reactive distillation column are constant. The main advantage in developing a model based on the above assumptions is the possibility of decoupling the material and energy balances, thereby using only the material balance equations to calculate the com- 1523

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Chrmwal Engrnrerrng Scicncu. Vol. 43, No 7. pp. 1523 1537, 1988 0309 2509/88 53.OOtO.00
Printed in Great Bntam. ‘il‘ 1988 Pergaman Presr plc
DESIGN AND MINIMUM-REFLUX CALCULATIONS FOR SINGLE-FEED MULTICOMPONENT REACTIVE
DISTILLATION COLUMNS
DOMINGOS BARBOSA’and MICHAEL F. DOHERTY Department of Chemical Engineering, Goessmann Laboratory, University of Massachusetts, Amherst,
MA 01003, U.S.A.
(Received 22 June 1987; accepted 11 August 1987)
Abstract -A new set of transformed composition variables is introduced to simplify the design equations for single-feed, multicomponent reactive distillation columns. Based on these equations. a general method of calculating minimum refiux ratios for reactive distillation columns is presented. The new composition variables are also used to derive simple relationships between the dependent design variables which are not evident when the design equations are written in terms of mole fractions.
INTRODUCTION
The increasing interest in reactive distillation processes has been accompanied by the development of a significant number of algorithms for the performance simulation of this type of separator [e.g. Komatsu and Holland (1977), Murthy (1984), Nelson (1971) and Suzuki er al. (1971)]. However, the design and syn- thesis of reactive distillation columns has received little attention in the literature.
In a previous article (Barbosa and Doherty, 1988b), we showed that by defining a new set of transformed composition variables it is possible to reduce the conservation equations that describe the simple distil- lation of reactive mixtures to a form which is identical to that for non-reactive mixtures. We now use this set of transformed composition variables to derive the design equations For single-feed reactive distillation columns. As will be shown, these new equations are identical, in Form, to the corresponding equations for conventional distillation. This fact makes these new equations a convenient vehicle for studying the effect of chemical reactions on distillation processes. In particular, we are concerned with the effect that chemical reactions have on the minimum-reflux geometries found by Levy et al. (1985) for conventional distillation. This analysis leads to the development of a general method for calculating minimum reflux ratios in single-feed reactive distillation columns. Thus, it becomes possible to set targets for the product com- positions and to design the reactive column directly by a boundary value method similar to the technique proposed for conventional distillation by Levy et al. (1985) and Doherty and Caldarola (1985). Such an approach leads to more straightforward procedures than those currently available in the literature for synthesis and optimization of non-ideal separation systems.
‘Present address: Departamento de Engenharia Quimica, Faculdade de Engenharia, Universidade do Porto, 4099 Porto Codex, Portugal.
DERIVATION OF THE DESlGN EQUATIONS
In this section we derive the equations that describe the steady-state operation of reactive distillation col- umns. To derive these equations we assume that:
(i)
(ii)
(iii)
(iv)
(v)
(vi) (vii)
(viii)
The heat losses from the column walls are negligible. The molar heat of vaporization of the mixture is constant. The heat of mixing in both the vapor and liquid is negligible. The increase in sensible heat with increase in temperature through the column is negligible. The heat of reaction is negligible compared to the enthalpy of the vapor phase. The feed is saturated liquid. Vapor-liquid equilibrium is achieved on each plate. The column operates with a partial condenser.
The first four restrictions are the constant molar overflow (CMO) assumptions. which are commonly used in the design of distillation processes. For non- reactive mixtures, the CM0 assumptions guarantee that the vapor and liquid flows in each section of the distillation column are constant. However, this is no longer true when reactions occur. As discussed by Marek (1954), when reactions occur, assumption (v) must also hold in order to insure that the vapor flow rate is constant in each section of the column. These assumptions [i.e. (it(v)] also guarantee that the change in the liquid flow rate in each section of the column is only due to changes in the total number of moles by reaction. Therefore, if there is no change in the number of moles due to reaction, assumptions (ib(v) guarantee that the vapor and liquid flow rates in each section of a reactive distillation column are constant.
The main advantage in developing a model based on the above assumptions is the possibility of decoupling the material and energy balances, thereby using only the material balance equations to calculate the com-
1523

1524 D~MINGOS BARBOSA and
position profiles for the distillation column. Even though the column profiles obtained from this simpli- fied model may not be quantitatively correct, they are expected to preserve all the important qualitative features of distillation processes [e.g. see Knight and Doherty (1986)J Thus, this is a convenient model to use in the study of the effect of chemical reactions on the geometry of distillation processes.
Finite-difference equations Stripping section. Let us begin by deriving the
operating line for the stripping section of a reactive distillation column. If we restrict our analysis to mixtures that undergo a single chemical reaction, we can write the component material balances for com- ponents i and k around envelope A (see Fig. 1) as
MICHAEL F. DOHERTY
In writing these equations we used the fact that as a result of assumptions (i)-(vi) the vapor flow rate, V, is constant throughout the entire column, and the liquid flow rate in each section of the column will change due to changes in the total number of moles by reaction.
Since the reaction term, , i, 2, is common to all the
component material balances, we can eliminate this term from eq. (1) by writing eq. (2) as
and subtracting it from eq. (l), after having divided this equation by v,, to obtain
L II+ 1 ( Xi.” + t _--xyL) = v($L$y!) v i
L n+lXi.n+l = vyi,, + BX+- vi f: 2 I=, dr
(1)
L k.n t , = VY,,, + Bx,., - VL n ds,
n+1X ,F1iG (2) +B(+;-y). (4)
If we now introduce the transformed composition variables [see Barbosa and Doherty (1988b)] defined
by eqs (5) and (6), i.e. ” ds, .
where vi c - IS the number of moles of component i ,z, dt
generated by reaction over the entire section of column within envelope A.
and
“N-1
XN-1 we can rewrite eq. (4) as
L n+,(vk-v~~k.n+l)~i.n+l = vl(vk--TYk.n)Yi.n
+ WV, - “Txk,Bwi,B- (7)
Consider now the overall material balance around envelope A:
RECTIFYING SECTION 7
I
L__
F, 3,
_ I _ _ STRIPPIN:--’ SECTION -
I
L n-l+1 Vm
%n+l Ym I
1 I t
I m -----_-I ---
J _--- --------- Lm "m-l
Em gm-1 I (8)
where
+ VT= _ v,. (9) Lll+1 “II Jill+1 In _- - ____ -_--_- --- +---I Ln vn-1 xn En-1
i= 1
Using eq. (3) we can rewrite eq. (8) as
L. n+ L (vx - vyXl,.n+ 1) = V(Y4 - V,Yk,,) + B(v, - \‘rx/&.
(10)
If we now define a modified reboil ratio for each plate n as
where the external reboil ratio is given by
I/ S ex, = -jj
I REBOILER I I
I___.______--_________-_-_--_-_d
Fig. 1. Schematic representation of a single-feed reactive distillation column.
(12)
we can rearrange eq. (7) [with the help of eqs ( 10) and

Single-feed multicomponent reactive distillation columns 1525
(1 1)] to yield Combining eqs (15) and (18), we obtain
s.* 1 X r.n+ I = -yi., + __ xi,B
i=l,...,c-1 vk - v +k.m
s,* + 1 i + k. L
) (
+D vk - ‘TYk,D
sx + 1 vk-vTh.m-l vk - ‘TYk,m- I )
(13)
This is the equation of the operating line for the stripping section of a reactive distillation column, written in terms of the transformed composition
variables. Note that this equation is identical, in form, to the operating line for the stripping section of a conventional distillation column. Although s: depends on y,,,, eq. (13) is still an explicit (non-linear) relation-
ship for X, + 1 (i.e. the right-hand side of the equation requires only a knowledge of the conditions on the tray below). In the special case when v r = 0, s,* is a constant equal to the external reboil ratio, thus eq. (13) becomes linear and formally identical to the operating line for the stripping section of a conventional CM0 column.
Rectifying section. Considering now the component
and overall material balances around envelope B (Fig. l), we can derive the operating line for the rectifying section. In terms of the transformed composition variables, these component and overall material hal- antes can be written as
V(Vk - yTyk., - 1 ) y;.m 1 = &,tvk - v+k.m) Xi.,,,
i=l,...,c-1 +D(“k-vTYk,D)Yi,D i + k (14)
and
v(vk - vTyk.m- 1) = Lm(vk - vTxk.,)+ WV, - VTYk.D)
(15)
respectively. If we now define a modified reflux ratio for plate M as
rz = -L( \‘I - ’ j-xk.m 1
D(“k - ’ TY k.D)
(16)
we can rewrite the operating line for the rectifying section [eq. (14)] as
Xi., = t-2 + 1 ~ yi., - I ~ ;; y,,,
i=l,....c--1
I-* m m ifk
(17)
which is identical, in form, to the operating line for the rectifying section of a conventional distillation
column. Before proceeding with our analysis, let us see how the modified reflux ratio for plate m, rt, is related to the external reflux ratio, rexl. This relationship is
more complex than the corresponding relationship for sx [eq. (1 l)] because rf depends on L,, which may vary from plate to plate, while s.* depends on V, which is constant from plate to plate.
The overall material balance around the partial condenser yields (in terms of the transformed com- position variables)
I/tvk -YTYk,~-~) = L,tvk - “~k,D)+D(Vk-vTYk,,,h
(18)
LN vk - v+k.D ‘k - ‘TYk,D
=
vk - vTYk,N-l vk-vTYk,N-l
). (19)
This equation can he rewritten as
=,cvk - “Txk.,“) +1= vk - “TYk.m- 1
D(“, - VTyk,D) vk - ‘Tyk.N~l
If we now define a modified external retlux ratio as
rf, =
=NtVk - ‘TXk,D)
D(vk - ‘7Yk.D)
where the external reflux ratio is given by
r LN
e*t = D
we can rewrite eq. (20) as
rz+l= vk - vTYk.m- 1
Yk-YTyk,N_,(r~~~+l) (23)
which relates the modified reflux ratio on plate m to the external reflux ratio. Note that once the external reflux ratio and the composition of the distillate are specified,
the modified reflux ratio on plate m is only a function of the vapor composition leaving the previous plate (i.e. y,., _ ,)_ Therefore, eq. (17) is still an explicit (non-
linear) relationship for X,. In the special case of v T = 0, rz is a constant equal to the external reflux ratio, and,
hence, eq. (17) becomes linear and formally identical to the operating line for the rectifying section of a conventional CM0 column.
Overall balances. The composition of the feed and
the composition of the two product streams of a distillation column cannot be arbitrarily specified, since they are related by the material balances around the entire column. Moreover, these material balances together with the energy balance around the column give a relationship between the external reflux ratio
and the external reboil ratio. Consider the distillation column represented in Fig. 1. The component and overall material balances for the distillation column give
F(vk - V7Xk.F)Xr.F = D(“k - “TYk.D)‘i,D
+ Bcvk - vTxk,B)Xi,B i=l,...,c-1 i + k (24)
and
F(v, - vTx‘$) = D(“, - VTY,,D) + B(“, - vTxk,S) (25)
respectively. Substituting eq. (25) into eq. (24) we get, after some

1526 DOMINGOS BARFKSA and MICHAEL F. DOHERTY
rearrangement: 1988), which under certain realistic limiting conditions
D(vk - ‘rYk,D) = xi,B- x,,, i=l,....c-1 are free of the approximations on which the model is based.
B(v, - y+k,B) XI,F-Y~,D i Z k
(26) We now show how these differential equations can
be obtained. If we subtract Xi.” from each side of eq.
which can be rewritten as (I 3), we get
Sext(vk-“rYk.N--1) Xi.s-Xj.F i= 1,. . . ,C-1
(1 + rL) (vk - v -rxk.d = Xi,F- Yi,, i + k.
(27)
Equation (27) shows that the external reflux ratio and the external reboil ratio are not independent design variables. Equation (26) [or eq. (27)] can also be used to obtain a direct relationship between the feed, distiliate and bottoms composition, i.e.
X 13 - XI,, xia-Xi, i=2,...,c-1
X - Y,,, = x,‘,-Yi’, (28)
1.f i # k.
Equation (28) shows that not all the composition variables for the feed, distillate, and bottoms product are independent design variables. For example, for a four-component mixture, eq. (28) states that the com- position of the feed, bottoms and distillate must lie on a straight line in the composition space defined by the transformed composition variables. This result is
equivalent to that reported by Levy et al. (1985) For three-component non-reactive mixtures.
We can also use eqs (24) and (25) to obtain a relationship between the absolute values of the flow rates of the feed and products of the distillation
column, i.e.
s.* 1 XLn + I - Xi.” = ~ Yi.” - XL” + __ s.* + 1
xiB s,‘+l .
i=l,...,c-1
i # k. (30)
The quantity Xi.,+, -Xi._ (i.e. AX,.,) is simply the
difference or increment in the liquid-phase com- position between the nth and (n + 1)st ptates, and is identical to the first forward difference, AXi/Ah, as defined in the calculus of finite differences (Tiller and Tour, 1944). In this case Ah = (n + I) - n = 1. When
AXi is small, or n is large, we can approximate the first difference, AX,/Ah, by the first derivative, (dX,/dh)l,,
and write eq. (30) as
s* dxr 1
dh” --y;-A-;+_
s* + 1 s* + 1 X i.6
i=l,..,c-1
i # k. (31)
In writing this equation we have dropped the stage index, n, since it is the same on both sides of the equation. The superscript s indicates that these are the design equations for the stripping section. The com- position profile for the stripping section can be obtained by integrating eq. (31) with the initial
Vk-VTxk.F x X i,B- X i,F condition
D=F “k - “TYk.0 xi,s- Y&D >
(29) X”(h” = 1) = X,.
Thus, once the feed flow rate (F) is specified, we can use eq. (29) to calculate the distillate Bow rate (D), and eq. (25) to obtain the bottoms flow rate (B).
Differential equations The solution of the design equations derived above
[i.e. eqs (13) and (17)] generates a set of discrete points in the composition space. In order to study the geometry of distillation processes, it is convenient to approximate this set of discrete points by continuous profiles. As discussed by Van Dongen and Doherty (1985), this can be done by approximating the finite-
difference equations by a set of first-order ordinary differential equations. The differential model has the advantage of allowing us to use the extensive literature on ordinary differential equations to interpret the results. For example, as shown by Van Dongen and Doherty, this approximate model can be used to demonstrate the existence of continuous distillation boundaries in azeotropic mixtures and to provide relationships between them and simple distillation boundaries. In addition, the model can be used to devise techniques for the calculation of minimum reflux ratios for distillation columns (Knight and Doherty, 1986; Levy et al., 1985; Pham and Doherty,
(32)
The differential equation for the rectifying section can be derived in a similar way. That is, if we subtract Xi,m _ 1 from each side of eq. (17), we get
rg + 1 Xi.m - Xi.m- I = __
r* yi., 1 - xim - , -L Y,., m rX
i=l,...,c-1
i + k. (33)
Approximating the first forward difference, AXi/Ah, by the respective first derivative, (dXi/dh)j, ~,, we can
write
dX; -= dh’
i=l,...,c-1
(34)
Again we have dropped the stage index, m - 1, and introduce the superscript r to indicate the section of the column to which these balance equations correspond. Note that although the stage index oFr* was m, instead of m - 1, we are allowed to drop this index From rX since, once the external reflux ratio and the distillate composition are specified, the modified reflux ratio for stage m depends only on the vapor composition leaving stage m - 1 [see eq. (23)]. The rectifying section profile can be obtained by integrating eq. (34), with the initial

Single-feed multicomponent reactive distillation columns
and
1527
condition
X’(h’ = h,) = x, (35)
where X, is the liquid composition on the feed tray, which is different from the feed composition. Since we do not know a priori the composition on the feed tray, it is more convenient to obtain the profiles for the rectifying section by reversing the direction of inte- gration of eq. (34), i.e.
dX;= Xr_r*+lyT+iy. i=l,...,c-1
dh’ ’ I* ’ r* 1.D i i k (36)
and using the distillate composition as the initial condition for the integration of this set of differential equations, i.e.
X’(h’ = 1) = x,. (37)
A more detailed discussion of the advantages of eq. (36) relative to eq. (34) is given by Van Dongen and Doherty (1985). Note that the solution of eq. (34), with eq. (35) as the initial condition, is exactly equal to the solution of eq. (36) when eq. (37) is used as the initial condition, since the solution of autonomous ordinary differential equations is not affected by reversing the
direction of integration. In conclusion, we use eqs (31) and (36) with the
respective initial conditions to model reactive distil- lation columns. It should be emphasized that in all the following analysis and computations the reference component, k, for the calculation of the transformed composition variables is chosen according to the rules given by Barbosa and Doherty (1988b), i.e.
(i) if v,>O choose k as a reactant (ii) if vr < 0 choose k as a product
(iii) if vr= 0 k can be any of the components
DESIGN EQUATIONS AT 1NFlNlTE REFLUX AND REBOIL
RATtOS
Before demonstrating the application of the equa- tions derived in the previous section to the design of reactive distillation columns, we first study the asymp- totic limits for these equations when rex, and s,,, approach infinity. Let us begin by considering the finite-difference eqs (13) and (17). When s,,r -+ ~3 and
r,,r + =o, these equations reduce to
Xi.” + I = yi..
i=l,...,c-I
ifk (38)
and
xi., = yi.,- I
i=l,...,c-1
i+k (39)
respectively. Equations (38) and (39) are identical, in form, to the same asymptotic limits of the operating lines for conventional distillation. If we now consider the limits of eqs (31) and (36) when the external reboil
and reflux ratios both approach infinity, we get
dXf m= Y;-XXf
i= l,...,c-1
dh” i#k (40)
dX; -=xy_y;
i=l,...,c-1
dh’ i#k (41)
respectively. Note that eqs (40) and (41) are identical, in form, to
the simple distillation equations for reactive mixtures (Barbosa and Doherty, 1988b). This means that the column profiles at total reflux (or reboil) are identical, in shape, to the respective residue curves. Lutugina
et al. (197 1) showed some experimental evidence of this similarity between column profiles at total reflux and residue curves, for ternary non-reactive mixtures. It is this similarity between column profiles and residue curves that makes the analysis of simple distillation processes so useful for the understanding of continu- ous processes.
DESIGN AND MINIMUM-REFLUX CALCULATIONS
The set of differential equations just derived [i.e. eqs (31) and (36)], with the respective initial conditions [i.e. eqs (32) and (37)], can be used to design reactive distillation columns for a wide variety of multi-
component mixtures provided all the components participate in a single chemical reaction. However, in this work we demonstrate the general design technique by considering four-component systems, which undergo an equilibrium reaction of type
A+BeC+D (42)
In the analysis that ‘follows we assume that the streams leaving each plate are at chemical equilibrium
(i.e. simultaneous phase and reaction equilibrium). This is equivalent to assuming that the plates are theoretical plates, if we define a theoretical plate for a reactive distillation column as a plate in which we achieve both vapor-liquid and reaction equilibrium.
Before we can integrate eqs (31) and (36) to de- termine the composition profiles for a distillation column we must first specify the value of several parameters. For a reactive mixture of c components, there are a total of 3c - 3 parameters: P, rcxt, s,,,, Xi,,
Xi., and Yi e i = ‘. 1 Cm 1 ’ ( >
‘. The compositions of the if&
feed and products of the distillation column (i.e. X, X, and YJ are related by the c - 3 conditions given by eq. (28). The external reflux and reboil ratios are related by eq. (27). This provides c - 2 relations among the 3c - 3 parameters, that is, our design problem has 2c - 1 degrees of freedom. For four- component systems this means that we must specify seven parameters. Note that we are specifying the composition of the feed and product streams by using the transformed composition variables; however, we can equally well specify the composition of these streams by using mole fractions, which must then be converted to the transformed composition variables so that the design equations can be used.
Our approach to the design of reactive distillation columns is similar to that presented by Lewis and Matheson (1932), i.e. a boundary value design method.
1528 D~M~NGOS BARB~SA and MICHAEL F. DOHERTY
In this type of design method, we specify the compo- sition of the feed and the composition of the two prod- uct streams, and then solve the material balance equa- tions for different values of the reflux ratio until we obtain a feasible column design. To use this design technique
we must start by specifying the column pressure, P, and the feed composltlon, X,, p and X1. F’ Because of eq. (28), only three of the four linearly independent product compositions (i.e. Y ,,D, Y,,,, X 1,8, X, ,& can be specified as design variables. Once we have s’pecified the three product compositions we are left with one more parameter to specify, which we choose to be the external reflux ratio [the external reboil ratio can then be calculated by means of eq. (27)J. Note that the variables xL s and Y~,~_, appearing in eq. (27) can be easily determined once we have specified the product compositions. It should be noted that this formulation for four-component reactive mixtures is almost ident- ical to the corresponding formulation for three- component non-reactive mixtures developed by Levy et al. (1985). Thus, these transforms have the remark- able property of “mapping” high-dimensional reactive problems into a more familiar lower-dimensional formulation.
It is now possible to obtain the liquid composition
profiles for a reactive distillation column by integrat- ing eqs (31) and (36). Note that for a four-component system our model reduces to two differential equations for each section of the column. The integration of these profiles begins at each end of the column, satisfying the initial conditions given by eqs (32) and (37), and proceeds inwards until the profiles reach their end-
points. A feasible column design is found when the profiles of each half of the column intersect. Thus, by
using this design method the search for a feasible column design involves changing r,,, (hence sex,) until an intersection is obtained. If the products specified are infeasible, no intersection will be found.
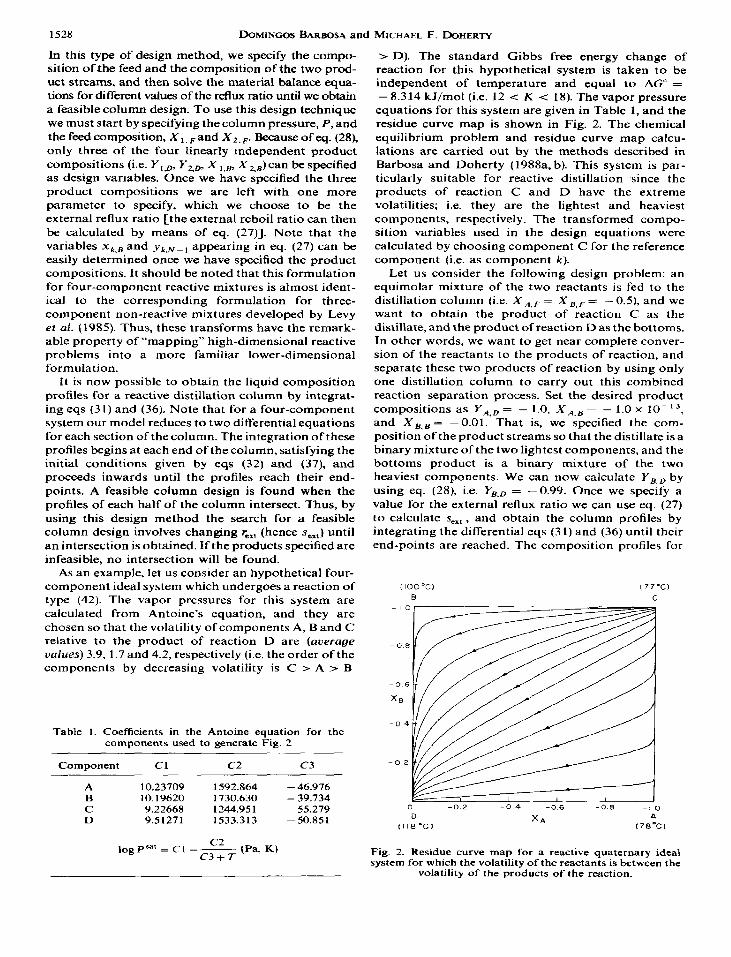
As an example, let us consider an hypothetical four- component ideal system which undergoes a reaction of type (42). The vapor pressures for this system are calculated from Antoine’s equation, and they are chosen so that the volatility of components A, B and C relative to the product of reaction D are (rcuerage values) 3.9, 1.7 and 4.2, respectively (i.e. the order of the components by decreasing volatility is C > A > B
Table 1. Coefficients in the Antoine equation for the components used to generate Fig. 2
Component Cl c2 c3
A 10.23709 1592.864 - 46.976 B 10.19620 1730.630 - 39.734 C 9.22668 1244.95 1 - 55.279 D 9.51271 1533.313 - SO.85 1
logP=‘= c2
Cl -~ (Pa, K) C3+T
> D). The standard Gibbs free energy change of reaction for this hypothetical system is taken to be independent of temperature and equal to AC” = - 8.314 kJ/mol (i.e. 12 < K < 18). The vapor pressure equations for this system are given in Table 1, and the residue curve map is shown in Fig. 2. The chemical equilibrium problem and residue curve map calcu- lations are carried out by the methods described in Barbosa and Doherty (1988a, b). This system is par- ticularly suitable for reactive distillation since the products of reaction C and D have the extreme volatilities; i.e. they are the lightest and heaviest components, respectively_ The transformed compo- sition variables used in the design equations were calculated by choosing component C for the reference component (i.e. as component k).
Let us consider the following design problem: an equimolar mixture of the two reactants is fed to the distillation column (i.e. X,,, = X,,, = - 0.5), and we want to obtain the product of reaction C as the distillate, and the product of reaction D as the bottoms. In other words, we want to get near complete conver- sion of the reactants to the products of reaction, and separate these two products of reaction by using only one distillation column to carry out this combined reaction-separation process. Set the desired product compositions as Y,,, = - 1.0, XA,B = - 1.0 x lo- 13, and X,,= - 0.01. That is, we specified the com- position’of the product streams so that the distillate is a binary mixture of the two lightest components, and the bottoms product is a binary mixture of the two heaviest components. We can now calculate Y,,, by
using eq. (28), i.e. Y,., = -0.99. Once we specify a value for the external reflux ratio we can use eq. (27) to calculate s,,, , and obtain the column profiles by integrating the differential eqs (3 1) and (36) until their end-points are reached. The composition profiles for
lIOO°C) l77’C) El c
Fig. 2. Residue curve map for a reactive quaternary ideal system for which the volatility of the reactants is between the
volatility of the products of the reaction.

Single-feed multicomponent reactive distillation columns 1529
this example, at rex, = 2.0 (s,,i = 3.0), are shown in Fig. 3(c). As we can see, this is a feasible design since the column profiles intersect. Note that the sections of the profiles past the intersection are meaningless, as in Lewis and Matheson (1932).
If we now decrease the retlux ratio to 1.3, we obtain the column profiles represented in Fig. 3(a). Since the profiles no longer intersect, these specifications do not lead to a feasible design. By a trial-and-error pro- cedure, we can find a value of the reflux ratio at which one of the profiles just ends (pinches) as it reaches the other profile. This is shown in Fig. 3(b) for rex, = 1.65. If the theory of differential equations is used to view these profiles, it is seen that the end-point of each profile is a stable node. This singular point is ap- proached asymptotically but can never be reached, except in the limit of infinite plates. Thus, when one profile just ends on the other, an infinite number of trays are required to realize the separation. This is exactly what is meant by minimum reflux. Therefore, we see that the condition for minimum reflux cor- responds to a situation at which one of the profiles just ends (pinches) as it reaches the other profile.
The minimum-reflux structure shown in Fig. 3(b) is equivalent to that found by Levy et al. (1985) for non- reactive ternary systems. That is, at minimum reflux there are two active pinch zones. In our case, one pinch occurs in the rectifying profile at the feed tray, and the other in the stripping section. This second pinch is provided by the sharp saddle in the stripping section
profile, which is located on the XBaxis. The existence of this saddle point can be seen more clearly if the
+
: I 1 I I
-0 2 -0.4 -0.6 -06 -1
D XA A
03
la c -1.o-
- 0.8 -
-0.6 -
XB ,
-0.4 -
-02-
0 0
/
\
r-Y-- l I
I 1 I I
-0.2 -0.4 -0.6 -0.6 - 3
D xA A
(Cl
Fig. 3. Composition profiles for the reactive distillation of a . . . . _ _. - tour-component ideal system as a tunction ot the refux ratro. (a)
1530 D~MINGOS BARB~SA and MICHAEL F. DOHERTY
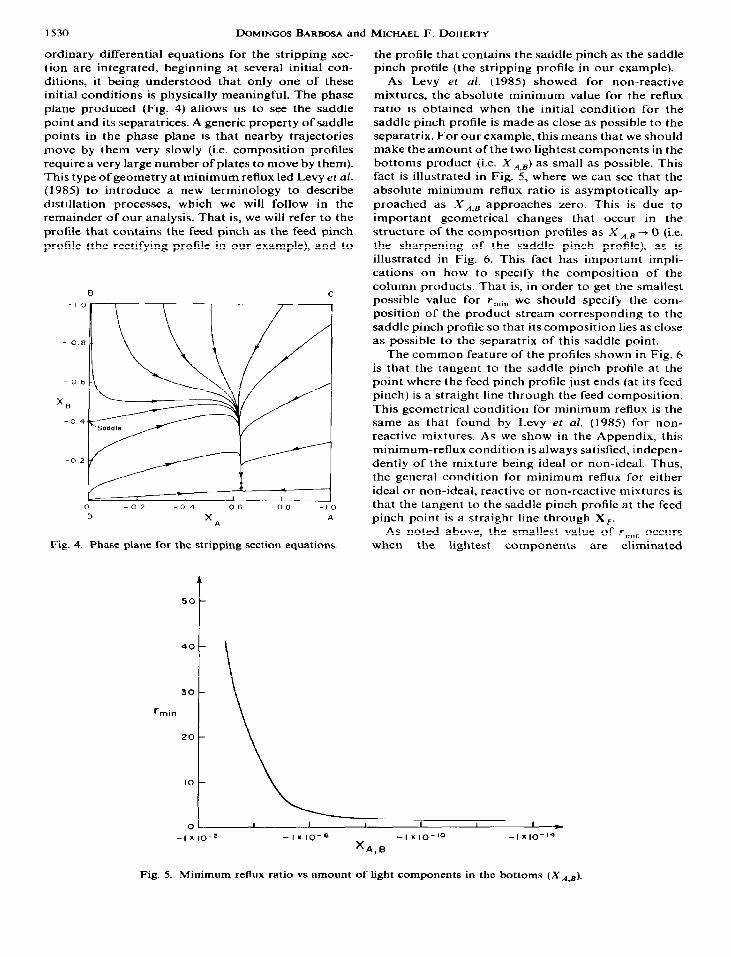
ordinary differential equations for the stripping sec- tion are integrated, beginning at several initial con- ditions, it being understood that only one of these initial conditions is physically meaningful. The phase plane produced (Fig. 4) allows us to see the saddle
point and its separatrices. A generic property of saddle points in the phase plane is that nearby trajectories move by them very slowly (i.e. composition profiles
require a very large number of plates to move by them). This type of geometry at minimum reflux led Levy et al. (1985) to introduce a new terminology to describe distillation processes, which we will follow in the remainder of our analysis. That is, we will refer to the
profile that contains the feed pinch as the feed pinch
profile (the rectifying profile in our example), and to
B C
Fig. 4. Phase plane for the stripping section equations.
A
50 -
30 -
rmin
20 -
the profile that contains the saddle pinch as the saddle pinch profile (the stripping profile in our example).
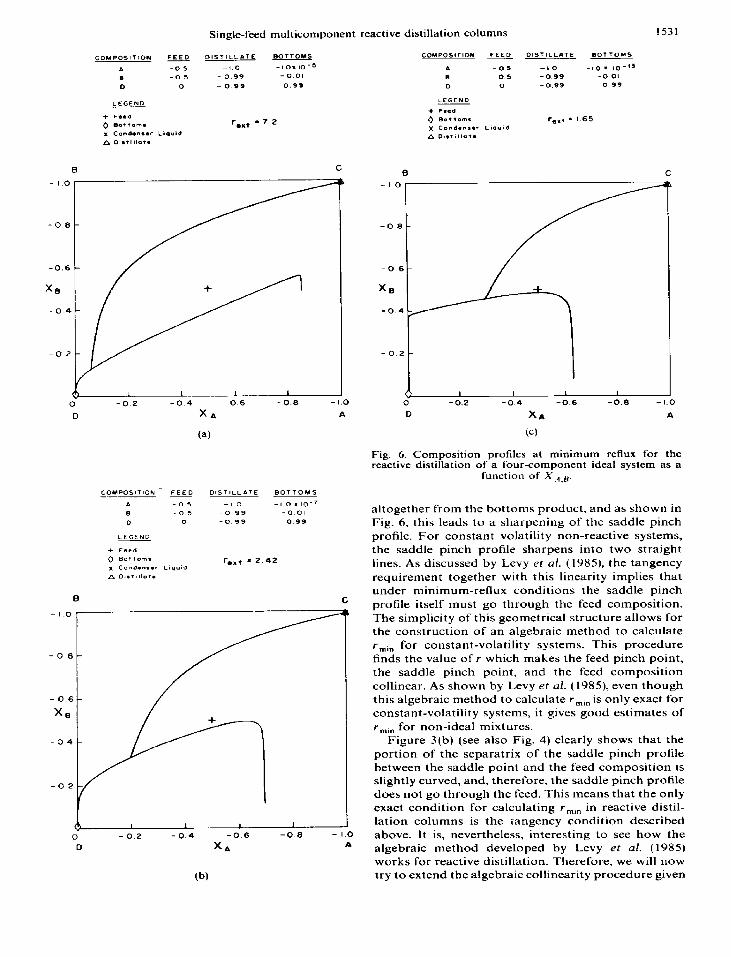
As Levy et al. (1985) showed for non-reactive mixtures, the absolute minimum value for the reflux ratio is obtained when the initial condition for the saddle pinch profile is made as close as possible to the separatrix. For our example, this means that we should make the amount of the two lightest components in the bottoms product (i.e. X.,,) as small as possible. This fact is illustrated in Fig. 5, where we can see that the absolute minimum reflux ratio is asymptotically ap-
proached as X,., approaches zero. This is due to important geometrical changes that occur in the structure of the composition profiles as X A B -+ 0 (i.e. the sharpening of the saddle pinch proile), as is illustrated in Fig. 6. This fact has important impli- cations on how to specify the composition of the column products. That is, in order to get the smallest possible value for rmin we should specify the com- position of the product stream corresponding to the saddle pinch profile so that its composition lies as close as possible to the separatrix of this saddle point.
The common feature of the profiles shown in Fig. 6 is that the tangent to the saddle pinch profile at the point where the feed pinch profile just ends (at its feed pinch) is a straight line through the feed composition. This geometrical condition for minimum reflux is the same as that f-ound by Levy et al. (1985) for non- reactive mixtures. As we show in the Appendix, this minimum-reflux condition is always satisfied, indepen-
dently of the mixture being ideal or non-ideal. Thus, the general condition for minimum reflux for either ideal or non-ideal, reactive or non-reactive mixtures is that the tangent to the saddle pinch profile at the feed pinch point is a straight line through X,.
As noted above, the smallest value of r,,,_, occurs when the lightest components are eliminated
-I I 10-z -1X.10-6 --IXIO-'0 -I x10-‘+
xA,,B
Fig. 5. Minimum reflux ratio vs amount of light components in the bottoms (X,.,).
Single-feed multicomponent reactive distillation columns 1531
-0.6
XB
-0.4
-a2
I I I I
-0 2 -0.4 -06 -0.8 -
D xA A
(a)
cl xA A
W
-I 0
- 0.8
-0 E
X6
-0.4
-0 i
I -
o- 0
1 I 1 I
- 0.2 -0.4 -0.6 -0.6 - )
D XA A
w Fig. 6. Composition profiles at minimum reflux for the reactive distillation of a four-component ideal system as a
function of X,.,.
altogether from the bottoms product, and as shown in Fig. 6, this leads to a sharpening of the saddle pinch profile. For constant volatility non-reactive systems, the saddle pinch profile sharpens into two straight lines. As discussed by Levy et al. (1985), the tangency requirement together with this linearity implies that under minimum-reflux conditions the saddle pinch profile itself must go through the feed composition. The simplicity of this geometrical structure allows for the construction of an algebraic method to calculate r m,n for constant-volatility systems. This procedure finds the value of r which makes the feed pinch point, the saddle pinch point, and the feed composition collinear. As shown by Levy et al. (1985) even though this algebraic method to calculate r,,,,,, is only exact for constant-volatility systems, it gives good estimates of rmin for non-ideal mixtures.
Figure 3(b) (see also Fig. 4) clearly shows that the portion of the separatrix of the saddle pinch profile between the saddle point and the feed composition is slightly curved, and, therefore, the saddle pinch profile does not go through the feed. This means that the only exact condition for calculating r,,,,” in reactive distil- lation columns is the tangency condition described above. It is, nevertheless, interesting to see how the algebraic method developed by Levy et al. (1985) works for reactive distillation. Therefore, we will now try to extend the algebraic collinearity procedure given

1532 D~MINGOS BARB~SA and MKHAEL F.D~HERTY
by Levy et al. (1985) for the calculation of minimum reflux ratios to reactive mixtures.
The feed pinch and saddle pinch points can be located by setting eqs (31) and (36) equal to zero, i.e.
s*y; - (s* + l)Xf + Xi,e = 0 i = 1.2 (43)
r*X; - (r* + 1)Y; + Yi,, = 0 i = 1, 2. (44)
The value of r’min can be calculated by using the following algorithm to solve these equations,
(9
(ii) (iii)
(iv)
(v)
Given X,, specify Y, and X, in such a way that
X F, Y ,and X .lie on a straight line [dictated by eq. (ZS)]. The composition of the distillation product corresponding to the saddle pinch profile should be specified so that it is as close as possible to the separatrix. That is, if the saddle pinch profile corresponds to the rectifying profile, choose Y D so that the two heaviest components are not present in the distillate; if the saddle pinch profile cor- responds to the stripping profile, choose X, so that the two lightest components are not present in the bottoms product. Pick a value for Text.
Calculate s,,~, using eq. (27). Solve eqs (43) and (44) for the pinch compo-
sitions (i.e. X’ and Xs). Check whether X’, X”and X.arecollinear. That is, check whether
(-c - x,,)(x; -X,,,) - (X5 - x,.,1
x (x; - x ,.F) = 0. (45)
(vi) If eq. (45) is satisfied, the chosen value of rexl is equal to rminr so stop. Otherwise, go to step (ii) and
repeat this procedure.
This problem can be solved as a one-variable search m r,,,, as described, or all the equations can be solved simultaneously. Using this algebraic method for the computation of r,,, we find for the previous example a value of rmin = 1.64, which for all practical purposes is
equal to the value obtained by using the tangency condition (i.e. rmin = 1.65). This observation is in agreement with the results reported by Levy et al. (1985), who conclude that even for highly non-ideal mixtures the curvature of the separatrix of the saddle pinch profile is usually small, making the algebraic method exact for all practical purposes.
It should be emphasized that even though our differential model is an approximation to the exact finite difference equations, this model becomes exact at a pinch zone. At a pinch point, the liquid-phase composition, X, no longer varies from tray to tray (i.e. no further separation occurs). Hence, Y, and as a consequence, the modified reflux and reboil ratios remain constant from tray to tray. Using this fact, we can drop the stage indices from the finite-difference equations [i.e. eqs (13) and (17)], and rewrite them as
s* 1 -yq_x;+-_ x =o i=l,...,c-1
s* + 1 s* + 1 t,B ifk
(46)
r* + 1 xy-- r:+&,= 0
iGl,....c-1
r* i # k. (47)
These equations are identical to those obtained from the differential model at a pinch point (i.e. when dX:/dh’ = dXf/dh” = 0). Since these equations are exact, any singular point located by the differential model is not approximate, it is the exact pinch location. It is this property that makes this model so convenient for the calculation of minimum reflux ratios. Although
the differential equations are more convenient than the
finite-difference equations for the calculation of rmin. these differential equations should not be used to calculate the number of trays necessary to accomplish a given separation. As discussed by Dodge and Huffman (1937) (see also the derivation of the differen- tial model) only in the limit of large number of trays does the differential model become accurate enough to be used in the calculation of the number of trays.
Let us now complete the column design for the example that we have been discussing. Using the algebraic method to calculate the minimum reflux ratio
we found that rmin = 1.64. This value can be used to estimate the actual reflux ratio as r,_, = qrmln, where q is a constant whose value for conventional distil- lation usually lies between 1.05 and 1.5. The value chosen for q reflects the trade-off between the capital and the operating costs for the distillation column. Setting q = 1.2, we get rxtual = 1.97 (and s,~,,I = 2.97). Now using the finite-difference equations [i.e. eqs (13) and (17)] to calculate the composition profiles, in a
way similar to that described by Lewis and Matheson
(1932), we obtain the column profiles shown in Fig. 7. An analysis of Fig. 7 shows that to accomplish our separation we need a column with 40 trays in the stripping section and 56 trays in the rectifying section. Note that the solution to the finite-difference equa- tions is a set of discrete points in the X,-X, plane, which we connected by straight lines in order to make
cleai which profile these solution points describe. This
design may not be economically optimal since it is possible to increase r and thereby decrease the total number of trays. We will report on optimal design techniques for reactive systems in a later article. The main point to make, however, is that the design procedure developed here will greatly facilitate the optimization calculations.
To illustrate the existence of continuous distillation boundaries for reactive distillation, we consider now an hypothetical ideal system which undergoes a reac- tion of type (42), and for which the vapor pressures are chosen so that the volatility ofcomponents B, C and D relative to component A are (aoerage values) 1.7, 3.9 and 4.2, respectively (i.e. the order of the components by decreasing volatility is D > C > B > A): and AC” = 0.8314 kJ/mol (K z 0.76). [The expressions for the vapor pressures are given by Barbosa and Doherty (1988a).] The transformed composition variables, for this example, were calculated with the product of reaction C as the reference component. As shown by Barbosa and Doherty (1988b), the residue curve map

Single-feed multicomponent reactive distillation columns 1533
- 1.0
-0 6
X0
1 6 -0.2 -0.4 -0.6 -0.6 -I
D xA A
Fig. 7. Column design for the reactive distillation of a four- component ideal system.
for this mixture has four simple distillation bound- aries. Consider the following column specifications, which make the composition of the two product streams of the distillation column lie inside the same distillation region; that is, X.., = - 0.8, X s,r = - 0.5,
Y A,D = - 0.704, Y,,, = - 0.842, and X, s = - 0.92. The column profiles at rext = 2.0 are shown’in Fig. S(a). As we can see, the column profiles intersect, and, therefore, this is a feasible column design. However, if we just change slightly one of the product specifi- cations so that the two products of the distillation column no longer lie inside the same distillation region,
i.e. set Y,,, = -0.843, the column profiles no longer intersect [see Fig. 8(b)], independently of the value of the reflux ratio. This is due to the fact that the two column profiles are now divided into two different distillation regions. This example clearly shows that for reactive systems, as for non-reactive systems (Levy, 1985; Van Dongen and Doherty, 1985), the simple distillation boundaries are closely related to the con- tinuous distillation boundaries. Thus, the synthesis procedure developed by Doherty and Caldarola (1985) applies to reactive mixtures with appropriate modifi- cations of the composition variables and correspond- ing changes to the coordinates (i.e. shape) of the composition space. These ideas are demonstrated in Barbosa and Doherty (198&c) for synthesizing altema- tive distillation sequences for the production of ethyl acetate and methyl acetate by reactive distillation.
CES 43/7-H
B c -10
A -0.8 -
-0.6 -
X6
-0.4 -
-0.2 -
1 I I I
0 -0.2 -0.4 -0.6 -0.8 - I.0
D XA A
(a)
B c - I .o
0 -0.2 -0.4 -0.6 -0.6 - 1.0
D xA A
(b)
Fig. 8. Composition profiles for the reactive distillation of a four-component ideal system with distillation boundaries.

1534 D~MINGOS BARB~SA and MICHAEL F. DOHERTY
Table 2. Thermodynamic data for the acetic acid-methanol-methyl acetate-water system
Component
Acetic acid (1) Methanol (2) Methyl acetate (3) Water (4)
vi Cl c2 c3 (m3/mol)
9.51271 1533.313 ~ 50.85 1 57.54 x 10-h 10.20586 1582.27 1 - 33.434 40.73 x 10-e 9.19013 1157.630 - 53.434 79.84 x 10mb
10.19620 1730.630 - 39.734 18.07 x 10-e
E2 = -22.681
Dl = -12.5454 02 = 3166
A,, = -7.0931 A,, = 11.8097 A 3, = 433.9473 Ad, = 403.1564 A = -204.3598 13 A,, = 453.5853 A,, = - 65.4667 A,, = 262.1529 A = 2.0311 ,a A = 41.6934 A,, = 24 352.5512 Ad3 = 982.5402
logPrn’= ct -&& (Pa, K) AG” - = E2 x T (K)
R
logk, = Dl +F (Pa-‘, K)
Iny”= l-ln(,;j x,A”,)-._~;~
J ,I j-1
where
(m’/mol, K) and A,, = 0
-
The methods developed so far are not restricted to ideal mixtures. We will now demonstrate the pro- cedure for a typical non-ideal reactive system, namely, the esterification of acetic acid (component A) with methanol (component 8). The physicochemical pro- perties for this system are given in Table 2, and the residue curve map is shown in Fig. 9. Since this map has no distillation boundaries, it is possible to carry out either the esterification reaction, to obtain mainly the ester and water as the column products, or the hydrolysis reaction, to obtain mainly the acid and the
alcohol as the column products. This contrasts with other esterification systems which do exhibit distillation boundaries, and for which it is possible to use reactive distillation to carry out the reaction in only one direction. For example, this occurs for the ethyl acetate reaction described in Barbosa and Doherty (1988b,c).
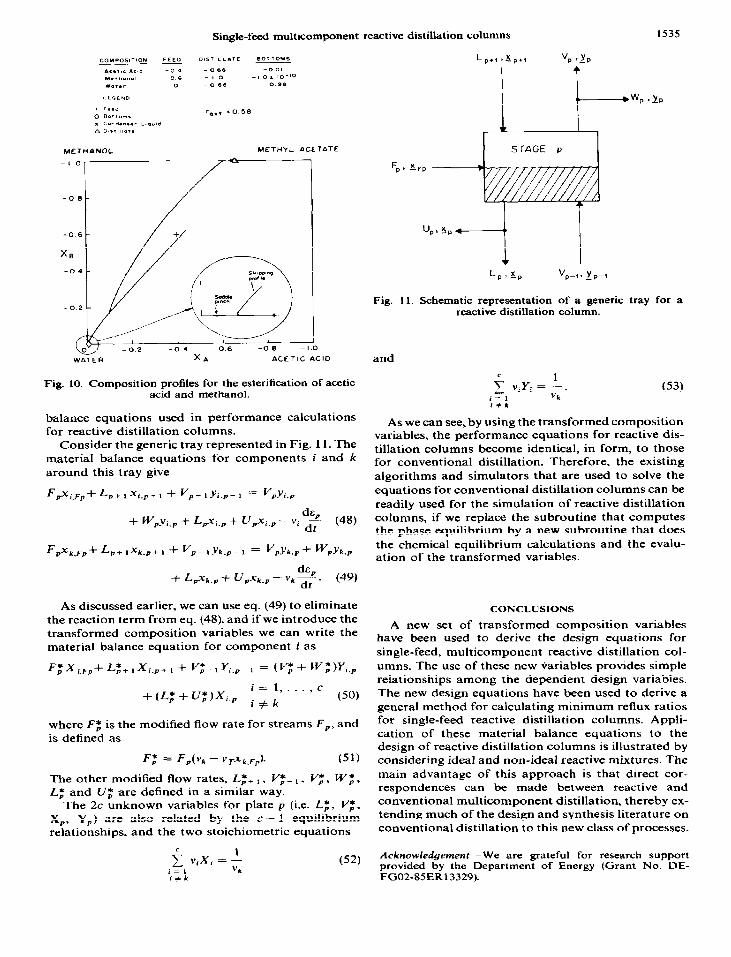
Suppose that we want to design a reactive distil- lation column to produce a distillate that is a binary mixture of methanol and methyl acetate (component C), with a composition close to the azeotropic com- position (i.e. Y,,, = -0.66), and a bottoms product that is almost pure water (component D); i.e. X.,, = - 0.01, x.*, = - 1.0 x lo- lo. The feed stream to this
column is a binary mixture of methanol and acetic acid, with a mole fraction of acetic acid of 0.4 (i.e. X,., = - 0.4, x a,F = - 0.6). Methyl acetate is chosen to be the
reference component for the calculation of the trans- formed composition variables. The profiles for this column at minimum reflux, i.e. rmin = 0.58, are given in Fig. 10. The saddle pinch profile (stripping section profile in this example) for this highly non-ideal
0 -02 -04 -06 -0 8 -I Cl WATER XA ACETIC ACID ii00”0 (118 I ‘C)
Fig. 9. Residue curve map for the esterification reaction of acetic acid and methanol.
mixture is very curved, and therefore, we do not expect the algebraic method to give a good estimate for rmin. Indeed, this method predicts a minimum reflux ratio of 0.78, which is 34’i/, higher than the exact value of r,,,,,,.
PERFORMANCE CALCULATIONS
The transformed composition variables defined by eqs (5) and (6) can also be used to simplify the material
Single-feed multicomponent reactive distillation columns 1535
Fig. 10. Composition profiles for the esterification of acetic acid and methanol.
balance equations used in performance calculations for reactive distillation columns.
Consider the generic tray represented in Fig. 11. The material balance equations for components i and k
around this tray give
F,xi.pp+ &+ 1 Xi.p+ L + VP- 1 Yi.p- 1 = ~pYQ7
d&P + WpYLp + LpXLp + U,Xi.p - vi dt (48)
As discussed earlier, we can use eq. (49) to eliminate
the reaction term from eq. (48), and if we introduce the transformed composition variables we can write the material balance equation for component i as
F,*Xi.F,,+ L;+ IXi.p+ 1 + V;- ~Yi.p- I = (V,* + Cf’z)Yi.p
+ IL,* + v; W;., i=l,...,c
i#k (50)
where Fz is the modified flow rate for streams F,, and is defined as
F; = F,(vk - Q-X,&- (51)
The other modified flow rates, Lz+ , , Vz- I, if;, W ,*, L$ and Uz are defined in a similar way.
The 2c unknown variables for plate p (i.e. Lf , V,*,
X p, Yp) are also related by the c- 1 equilibrium relationships, and the two stoichiometric equations
2 vixi = ; i= 1 a#*
(52)
1 r
Fig. 11. Schematic representation of a generic tray for a reactive distillation column.
and
f_ ViYi = ‘. i= 1 “k (53)
i+k
As we can see, by using the transformed composition variables, the performance equations for reactive dis- tillation columns become identical, in form, to those for conventional distillation. Therefore, the existing
algorithms and simulators that are used to solve the equations for conventional distillation columns can be
readily used for the simulation of reactive distillation columns, if we replace the subroutine that computes the phase equilibrium by a new subroutine that does
the chemical equilibrium calculations and the evalu- ation of the transformed variables.
CONCLUSlONS
A new set of transformed composition variables have been used to derive the design equations for
single-feed, multicomponent reactive distillation col-
umns. The use of these new Cariables provides simple relationships among the dependent design variables. The new design equations have been used to derive a general method for calculating minimum reflux ratios for single-feed reactive distillation columns. Appli- cation of these material balance equations to the design of reactive distillation columns is illustrated by considering ideal and non-ideal reactive mixtures. The
main advantage of this approach is that direct cor- respondences can be made between reactive and conventional multicomponent distillation, thereby ex- tending much of the design and synthesis literature on conventional distillation to this new class of processes.
Acknowledgement ~-We are grateful for research support provided by the Department of Energy (Grant No. DE- FG02-85ER13329).

1536
B C
D
F AG” h K
k,
L N P sat R r
rZ
s
s:
T t u V
0, W
X;
Xi Yi
Yi
DohmKios BARROSA and
NOTATION
bottoms product molar flow rate number of components
distillate molar flow rate feed molar flow rate standard Gibbs free energy change of reaction continuous plate number reaction equilibrium constant dimerization equilibrium constant for pure as-
sociating component A liquid molar flow rate total number of trays
vapor pressure ideal gas constant reflux ratio modified reflux ratio for plate m, defined by eq.
(16) reboil ratio
modified reboil ratio for plate n, defined by eq.
(11) absolute temperature time liquid side stream molar flow rate vapor molar flow rate liquid molar volume of component i vapor side stream molar flow rate transformed composition variable defined by
eq. (5) mole fraction of component i in the liquid phase
transformed composition variable defined by
eq. (6) mole fraction of component i in the vapor phase
Greek letters
jr liquid-phase activity coefficient of component i
E extent of reaction
“i stoichiometric coefficient of component i
“T defined by eq. (9)
Subscripts B bottoms product
D distillate ext external F feed
FP feed to plate p
f feed plate
4 j generic components
k reference component 171 generic tray of the rectifying section min minimum
N tray number of the condenser n generic tray of the stripping section
P generic tray 1, 2 generic components
Superscripts I intersection point r rectifying section s stripping section
* modified variable
MICHAEL F. DOHERTY
REFERENCES
Barbosa, D. and Doherty, M. F., 1988a, The influence of equilibrium chemical reactions on vapor-liquid phase diagrams. Chem. Engng Sci. 43, 529-540.
Barbosa, D. and Doherty, M. F., 1988b, The simple distii- lation of homogeneous reactive mixtures. Chem. Engng Sci. 43, 541-550.
Barbosa, D. and Doherty, M. F., 1988c, Design and minimum-reflux calculations lbr double-feed multicom- ponent reactive distillation columns. Chem. Engng Sci. In press.
Dodge, B. F. and Huffman, J. R., 1937, Calculation of the number of theoretical plates for a rectifying column. Ind. Engng Chem. 29, 1434-1436.
Doherty, M. F. and Caldarola, G. A., 1985, Design and synthesis of homogeneous azeotropic distillations. 3. The sequencing of columns for azeotropic and extract& distil- lations. Ind. Engng Chem. Fundum. 24, 474485.
Knight, J. R. and Doherty, M. F., 1986, Design and synthesis of homogeneous azeotropic distillations. 5. Columns with nonnegligible heat effects. Ind. Engng Chem. Fundam. 25, 279-289.
Komatsu, H. and Holland, C. D., 1977, A new method of convergence for solving reacting distillation problems. J. them. Engng Japan 10, 292-297.
Levy, S. G., 1985, Ph.D. thesis, University of Massachusetts, Amherst, MA.
Levy, S. G. and Doherty, M. F., 1986, Design and synthesis of homogeneous azeotropic distillations. 4. Minimum reflux calculations for multiple-feed columns. Ind. Engng Chem. Fundam. 25, 269-279.
Levy, S. G., Van Dongen, D. B. and Doherty, M. F., 1985, Design and synthesis of homogeneous azeotropic distil- lations. 2. Minimum reflux calculations for nonideal and azeotropic columns. Ind. Engng Chem. Fundam. 24, 463474.
Lewis, W. K. and Matheson, G. L., 1932, Studies in distil- lation. Design of rectifying columns for natural and refinery gasoline. Ind. Engng Chem. 24, 494-498.
Lutugina, N. V., Nikandrova, G. I. and Krasnikova, T. L., 1971. Rectification mocesses with total reflux in a ternary system forming a sAddIe azeotrope. J. appl. Chem. USSiX 44, 2112-2117.
Marek. J., 1954, Rectification with a chemical reaction. I. Calculation of the number of theoretical plates for continu- ous plate columns. Colln Czech. them. Commun., Engi. Edn 19, 1055-1073.
Murthy, A. K. S., 1984, Simulation of distillation column reactors. Proc. Summer Comput. Simul. Conf. 1, 63&635.
Nelson, P. A., 1971, Countercurrent equilibrium stage separ- ation with reaction. A.I.Ch.E. J. 17, 1043- 1049.
Pham, H. N. and Doherty, M. F., 1988, Design and synthesis of heterogeneous azeotropic distillations-IV. Minimum reflux calculations for heterogeneous columns. Chem. Engng Sci. Submitted.
Suzuki, I., Yagi, H., Komatsu, H. and Hirata, M., 1971, Calculation of multicomponent distillation accompanied by a chemical reaction. J. them. Engng Japan 4, 2633.
Tiller, F. M. and Tour, R. S., 1944, Stagewise operations- applications of the calculus of finite differences to chemical engineering. Trans. Am. Insr. them. Engrs 40, 317-332.
Van Dongen, D. B. and Doherty, M. F., 1985, Design and synthesis of homogeneous azeotropic distillations. 1. Problem formulation for a single column. Ind. Engng Chem. Fundom. 24. 454-463.
APPENDIX: TANGENCY CONDITION AT MINIMUM
REFLUX
In this appendix we show that at minimum reflux the tangent to the saddle pinch profile at the feed pinch point is a straight line that goes through the feed composition. This condition is more conveniently derived by using the finite-
Single-feed multicomponent reactive distillation columns 1537
difference eqs (30) and (33), written in terms of the absolute flow rates, i.e.
L,(h - y pb”) -__ = Ah’ FVk - “rYY,..v ML,- 1
- Lrn(v, - ~x~.m)X~.m~ 1 - D(v, - “TYk,o)Yi,D- (AZ)
If we now use the overall component balance [i.e. eq. (25)], and the fact that at the point where the two profiles intersect: xi., = Xi.m-, = xf, Y,.” = r,.,,,?, = Y!. )‘k.” = 4’k.#.- 1 = A, and .xk.” = XL.,,, L = xl we can subtract eqs (Al) and (A2) to obtain
= x! C(Ll% - “TxkJ- L + I (Vk - “T-G.. + I )I + F(h - ~l-xk,F)X& (A3)
The liquid How rates in the two sections of the column, at the feed tray (i.e. feed pinch point), can be related by performing an overall material balance around the feed plate. This balance, in terms of the transformed composition variables, can be. written as
F(% - VTXIr.F) + L(% - vr**.l”) + Y(v, - v7%.J
= v(v~--~~Y,.,-,)+L,+,(v,,--yTx~..+,)~ (.44)
But since at an intersection point y,., = y,,,_ , = y:, we can rewrite eq. (A4) as
F(v, - vJ-Xk,F) = Lc I(% - V,&..+ 0 - -Ll(h ~ ~~&.m).
(A5)
If we substitute this result into eq. (A3), we get
= F(v, - VTX~.F) CXi.F - X/l. (~46)
If we now write eq. (A6) for components I and 2, and divide the resulting expressions, we obtain
x, F- -x: = X
, (A7) 2.F --x2
At minimum reflux we have one of two possibilities: (i) The rectifying profile ends on the stripping section
profile (i.e. AX;/hh’ = AX;/Ah’ = 0). For this situation, eq. (A7) yields
AX; .a X I,F - x: Ax;,, X,.,--x:’ L48)
In the limit of AX, small, or n large, we can approximate the first difference, AX,/Ah, by the first derivative, (dX,/dh)[,;and therefore, eq. (AS) can be written as
dX; X ,.f-- X: -zz __- dX; X,,,- Xj’
(A9)
This states that under minimum-reflux conditions the slope of a straight Line from the intersection point to the column feed composition is equal to the slope of the tangent to the stripping section profile at the intersection point.
(ii) The stripping profile ends on the rectifying section profile (i.e. AX; /Ah’ = AX’,/Ah’ = 0). For this situation, eq. (A7) yields
(AlO)
In the limit of AXi small,. or II large, we can again approximate the first difference, AX,/Ah, by the first deriva- tive, (dXJdh)(, _ , , and therefore, eq. (AlO) can be written as
dX; xl,F- I
Xl _._ dX; X,,,- Xi’
(All)
This states that under minimum-reflux conditions the slope of a straight line from the intersection point to the column feed composition is equal to the slope of the tangent to the rectifying section profile at the intersection point. Note that we did not make any assumption about the ideality or non- ideality of the mixture at any point in this derivation. Therefore, the tangency condition at minimum reflux is valid for ideal and non-ideal reactive mixtures.
Related Documents











