
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript


Enfoque UTE es una revista de carácter técnico-científico, que publica artículos sobre trabajos de
investigación científica y tecnológica, revisión del estado del arte en un área específica del conocimiento y
trabajos de vinculación con la comunidad en los cuales se realizaron actividades de investigación científica.
La revista abarca las áreas temáticas de las ingenierías Ambiental, de Alimentos, Automotriz, Industrial,
Informática, Mecatrónica, y de Petróleos.
Enfoque UTE está dirigida a la comunidad de docentes, investigadores, y estudiantes universitarios, de
pregrado y posgrado en general.
Enfoque UTE
Volumen 6 – Número 4
Diciembre – 2015
e-ISSN: 1390-6542 (electrónico) / p-ISSN: 1390-9363 (impreso)
Copyright © 2010 - 2015
Facultad de Ciencias de la Ingeniería
Universidad Tecnológica Equinoccial
http://ingenieria.ute.edu.ec/enfoqueute/
Teléfono: +593-(2)-2990-800 ext.2232
Dirección: Av. Mariscal Sucre (Occidental) y Mariana de Jesús, s/n.
Quito-Ecuador

Comité Editorial
Director
Jorge Viteri Moya, Universidad Tecnológica Equinoccial, Ecuador
Coordinador Comité Editorial
Diego Ordóñez Camacho, Universidad Tecnológica Equinoccial, Ecuador
Comité Editorial
Juan Bravo Vásquez, Universidad Tecnológica Equinoccial, Ecuador
Analía Concellón, Universidad Nacional de La Plata, Argentina
Albert Ibarz, Universidad de Lleida, España
Alberto Medina León, Universidad de Matanzas, Cuba
Carlos Monsalve Arteaga, Escuela Politécnica del Litoral, Ecuador
María Gabriela Pérez, Escuela Politécnica Nacional, Ecuador
Jordi Saldo Periago, Universidad Autónoma de Barcelona, España
Neus Sanjuan, Universidad Politécnica de Valencia, España
Gabriela Vernaza Leoro, Universidad San Francisco de Quito, Ecuador
Fabián Villavicencio Abril, Universidad de las Fuerzas Armadas, Ecuador

Índices / Catálogos / Bases de datos
Emerging Sources Citation Index, Web of Science (Thomson Reuters) http://ip-science.thomsonreuters.com/cgi-bin/jrnlst/jlresults.cgi?PC=MASTER&Full=Enfoque%20UTE
DOAJ (Directory of Open Access Journals) https://doaj.org/toc/1390-6542
OAJI (Open Academic Journals Index) http://oaji.net/journal-detail.html?number=1783
GIF (Global Impact Factor) http://globalimpactfactor.com/enfoque-ute/
REDIB (Red Iberoamericana de Innovación y Conocimiento Científico) https://www.redib.org/recursos/Record/oai_revista1886-enfoque-ute
Catálogo Latindex http://www.latindex.unam.mx/buscador/ficRev.html?folio=22038
Universia http://biblioteca.universia.net/html_bura/ficha/params/title/enfoque-ute/id/58440243.html
Sherpa / Romeo http://www.sherpa.ac.uk/romeo/search.php?issn=1390-6542
CiteFactor http://www.citefactor.org/journal/index/10856
OALib http://mailer.oalib.net/journal/5934
WorldCat http://www.worldcat.org/title/enfoque-ute-revista-cientifica/oclc/856580285
Electronic Journals Library https://opac.giga-hamburg.de/ezb/detail.phtml?bibid=GIGA&lang=en&jour_id=205084
Academic Journals Database http://journaldatabase.info/journal/issn1390-6542
Scientific Indexing Services http://www.sindexs.org/JournalList.aspx?ID=1491
ResearchBib – Academic Resource Index http://journalseeker.researchbib.com/view/issn/1390-6542
DRJI (Directory of Research Journals Indexing) http://drji.org/JournalProfile.aspx?jid=1390-6542
Journal TOCs http://www.journaltocs.ac.uk/index.php?action=browse&subAction=pub&publisherID=2651&journalID=28767
Google Scholar http://scholar.google.com/scholar?q=Enfoque+UTE
Contenido
Revisión del estado del arte para la gestión y mejora de los procesos empresariales .................... pp. 1 - 22
Henrry Ricardo Cabrera, Alberto Medina León, Dianelys Nogueira Medina, Quirenia Núñez Chaviano
Potencial de aprovechamiento de la biomasa vegetal como aislamiento en climas extremos del Ecuador
................................................................................................................................................ pp. 23 - 41
Luis Velasco Roldán, Leonardo Goyos Pérez, Luis Fernando Freire Amores, Alexander Ibarra
Caracterización de biomasa residual de la región Arequipa para la producción de biocombustibles
................................................................................................................................................ pp. 42 - 54
María Laura Stronguiló Leturia, Lynet Milagros Chacón Febres
Formulación y caracterización de bebidas nutricionales con base a zapallo y lactosuero, enriquecidas con
avena y maracuyá...…. .............................................................................................................. pp. 55 - 66
Alex Valencia, Liliana Acurio, Lander Pérez, Diego Salazar, Verónica Tamayo
Impactos ambientales asociados con el proceso de producción del concreto……… ..................... pp. 67 - 80
Aura Navas de García, Rosa E. Reyes Gil, Luis E. Galván Rico
Delimitación automática de microcuencas utilizando datos SRTM de la NASA ........................... pp. 81 - 97
Freddy Aníbal Jumbo Castillo
Diseño de un amplificador de potencia para comunicaciones inalámbricas utilizando tecnológica
microcinta y Microwave Office ............................................................................................... pp. 98 - 112
Christian Tipantuña, José Antonio Estrada, Juan Carlos Estrada, Carla Parra.
Evaluación y control del riesgo químico por vapores orgánicos en los despachadores de combustible de
una estación de servicio ....................................................................................................... pp. 113 - 123
Stephanie Ehmig Santillán

Prefacio
Enfoque UTE finaliza su sexto año de trabajo con la satisfacción de consolidarse como una de las revistas
científicas de mayor crecimiento dentro de su medio, lo que se pone claramente de manifiesto por su
inclusión en el Emerging Sources Citation Index del Web of Science (Thomson Reuters).
La presente edición aporta con 8 relevantes artículos de investigación tecnológica y de ingeniería. El primer
artículo presenta una revisión de la tendencia internacional en cuanto a la gestión y mejora de los procesos
empresariales. A continuación se estudia el uso de materiales compuestos alternativos como aislantes en
construcciones de climas extremos. El tercer artículo caracteriza la biomasa residual para la generación de
biocombustibles. Luego se estudia el uso de avena, maracuyá y zapallo en bebidas a base de lacteos. El
quinto artículo estudia el impacto ambiental de la producción de concreto. Inmediatamente se presenta
cómo delimitar microcuencas mediante datos libres proporcionados por la NASA. El siguiente artículo trata
sobre el diseño de amplificadores de potencia. Finalmente se estudia el control del riesgo químico por
vapores producidos en estaciones de servicio de combustibles.
Este Comité, agradece de manera especial a todos sus colaboradores, autores y revisores, su trabajo
constante y su profesionalismo.
Comité Editorial
Quito, diciembre 2015.

Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22 http://ingenieria.ute.edu.ec/enfoqueute/
e-ISSN: 1390‐6542 / p-ISSN: 1390-9363
Recibido (Received): 2015/06/15 Aceptado (Accepted): 2015/12/07
CC BY-NC-ND 3.0
Revisión del estado del arte para la gestión y mejora de los
procesos empresariales
(Revision of the state of the art for the administration and
improvement of the managerial processes)
Henrry Ricardo Cabrera1, Alberto Medina León2, Dianelys Nogueira Medina2, Quirenia
Núñez Chaviano1
Resumen:
El presente artículo relaciona conceptos y conocimientos sobre la tendencia internacional en
cuanto a la gestión y mejora de los procesos empresariales. En la metodología se consideró la
revisión y análisis de publicaciones de acceso online, bases de datos indexadas y otras de la
Web de la Ciencia para identificar aquellos aspectos de interés que influyen en el desempeño
de las empresas y sus procesos. Los principales hallazgos indican que en la actualidad
cualquier intento por formalizar la gestión y mejora de procesos debe contener supuestos
teóricos alrededor de la gestión por procesos y la integración de sistemas, además es
imprescindible aceptar como base las buenas prácticas de gestión, tratadas con un enfoque de
procesos, que resaltan en la selección de los procesos, la determinación y evaluación de las
oportunidades de mejora , los indicadores y su relación con las estrategias empresariales.
Palabras clave: Mejora de procesos; Sistemas de gestión empresariales; Integración de
sistemas de gestión.
Abstract:
The present article relates concepts and knowledge on the international tendency as for the
administration and improvement of the managerial processes. In the methodology review and
analysis published online access, indexed database and other Web of Science is considered to
identify those aspects of interest that influence the performance of companies and their
processes. The main findings indicate that today any attempt to formalize the management and
process improvement must contain theoretical assumptions about process management and
system integration, it is also imperative to accept the basis of good management practices,
treated with a focus process, highlighted in the selection process, the identification and
assessment of opportunities for improvement, indicators and its relationship with business
strategies.
Keywords: Process improvement; Business management systems; Integration of management
systems.
1 Universidad de Cienfuegos, Cienfuegos - Cuba( hricardo, knunez @ucf.edu.cu)
2 Universidad de Matanzas, Matanzas - Cuba ( alberto.medina, dianelys.nogueira @umcc.cu )

2
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
1. Introducción
Desde finales del siglo veinte hasta la fecha, el mundo ha sufrido numerosos cambios que van
desde la consolidación de la globalización de los mercados hasta la revolución en la tecnología de
la información y las comunicaciones(Alonso Torres, 2014).
(2.1) Por tanto, la gestión de las empresas, en la creciente complejidad de sus actividades, debe
procurar la preparación de los componentes humanos, y la mejoría de los materiales. Resultan
comunes los logros obtenidos en la gestión sobre la base de un enfoque por proceso(Nariño
Hernández, Nogueira Rivera, & Medina León, 2014), fundamentalmente en el desarrollo de una
cultura orientada a la mejora continua, la sistematización de los procesos, la participación del
personal, el trabajo en equipo y la creatividad(Hernández Nariño, Medina León, Nogueira Rivera,
& Marqués León, 2009).
(2.2-2.3) La calidad de productos y/o servicios constituye un elemento importante en la
supervivencia (Karapetrović, Casadesus, & Heras, 2010)(Gasiorowski, 2013) y posicionamiento de
las empresas en el mercado (Bratić, 2011). El estudio de la calidad ha evolucionado, de un inicio,
centrado en el control de la calidad a, finalmente, la implementación de la Calidad Total y a
sistemas de gestión empresariales estrechamente relacionados con la mejora continua.
(2.4) Las metodologías y herramientas de mejora impactan sobre las personas e introducen
modificaciones en sus actitudes, aptitudes, comportamientos(Karapetrovic, 2003) (Abab Puente,
Vilajosana Crusells, & Dalmau, 2014) y conllevan a un mejor aprovechamiento de los recursos de
uno u otro tipo. Se proponen y diseñan para incrementar los resultados de los indicadores de
gestión(IFA, 2010)(Cuendias de Armas et al., 2013) de eficiencia, de eficacia y mejorar los
resultados para todos los grupos de interés de la empresa; así repercuten sobre los resultados
claves de la organización(Medina León, Nogueira Rivera, & Hernández Nariño, 2012).
Existen numerosos procedimientos y herramientas que permiten gestionar y obtener resultados en
la mejora de procesos empresariales(Ricardo Cabrera, 2010), aplicables según las características
de cada empresa. Estos para su desarrollo se apoyan en el levantamiento de las oportunidades
de mejoras, necesitan de un equipo de trabajo que refuerce el liderazgo(Medina León, Nogueira
Rivera, Hernández Nariño, & Viteri Moya, 2010)(Hernández Nariño, Nogueira Rivera, Medina
León, & Marqués León, 2013) y actúe sobre el papel a desarrollar por los líderes (Comas
Rodríguez, Nogueira Rivera, Medina León, Romaro Bartutis, & Lumpuy Rodríguez, 2014).
Requieren además, de un plan formalizado para llevarlas a cabo y deben estar al servicio de los
objetivos de la organización(Medina Léon et al., 2014).
(2.5-2.6) De un lado la evolución de los mercados y la necesidad de mejorar cada día, del otro, la
importancia de satisfacer las distintas partes interesadas que influyen en el desenvolvimiento de
las actividades empresariales, obligan a pensar en gestionar y mejorar los procesos en
3
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
contribución a la integración de los diferentes sistemas normalizados. Cada día son más las
empresas que integran los sistemas en un único sistema de gestión (Abab Puente et al., 2014)
pues reconocen sus ventajas.
De aquí que el presente artículo consista en una revisión bibliográfica, que sobre la base de los
antecedentes descritos, tiene como propósito indagar en los conceptos y saberes que relacionan
la gestión y mejora de los procesos empresariales en contribución a la integración de los sistemas
normalizados. Por tanto, su principal objetivo sea dotar al lector de los conocimientos básicos para
comenzar a gestionar y mejorar los procesos empresariales bajo esta concepción.
2. Desarrollo
2.1. Los procesos empresariales, su gestión
Frente a la turbulencia y a la dinámica del mercado actual, muchas organizaciones responden con
nuevos productos y no con el mejoramiento de sus procesos. Con el tiempo la ausencia de
atención a los procesos trae consigo obsolescencia, altos costos y falta de adaptación a las
demandas, acotaba Juran a comienzos de siglo (Juran & Blanton, 2001)
También Trischler mencionaba que: el éxito de toda organización depende cada vez más de que
sus procesos empresariales estén alineados con su estrategia, misión y objetivos. Además, los
individuos de la organización deben comprender la importancia de su rol en el alcance de los
objetivos empresariales(Trischler, 2000). Por lo tanto, cada día es más importante que los
directivos intervengan en los procesos adecuados para ayudar a las personas a afrontar los
cambios necesarios en el camino a la excelencia empresarial.
Se pueden identificar distintas filosofías o tendencias de amplia difusión en el mundo empresarial
que reconocen la importancia de los procesos, entre ellas: el Modelo de la Fundación Europea
para la Gestión de la Calidad (EFQM), el Cuadro de Mando Integral (CMI), la mejora continua, las
Normas ISO, el Benchmarking, el uso de metodologías para la determinación de los Sistemas de
Análisis de Riesgos y Puntos Críticos de Control (HACCP), la gestión por el conocimiento, la
gestión por competencias y la integración de sistemas(Azcanio García, Quintana Tápanes, Medina
León, & Nogueira Rivera, 2006). A los anteriores también se le añade el enfoque de American
Productivity & Quality Center(APQC) (APQC, 2012), este, junto al proporcionado por la EFQM
constituyen los modelos para la clasificación de procesos empresariales más difundidos en la
literatura.
Se puede percibir la importancia que los distintos autores le otorgan a los procesos y su gestión,
como ente fundamental para lograr la competitividad empresarial. Acotaba Amozarrain que: “las
empresas son tan eficientes como lo son sus procesos” (Amozarrain, 1999), comprendiéndose
porque la Gestión por Procesos constituye una de las tendencias empresariales modernas de
mayor aceptación a nivel mundial.
4
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
La Gestión por Procesos parte de la necesidad de alinear los procesos con la estrategia, la misión
y los objetivos de la institución (Moreira, 2013)(Alonso Torres, 2014), y el fundamental
protagonista en la ejecución son los propios procesos empresariales (Ricardo Cabrera,
2009)(Álvarez Suárez, 2011). Por ello, el punto de análisis lo constituye la gestión de la empresa
basada en los procesos que la integran(Balcázar & Lagunas, 2013)(Hernández Nariño et al.,
2013).
De aquí que, el enfoque de procesos sea hoy una herramienta tan poderosa por su capacidad de
contribuir de forma sostenida a los resultados (Cordoví Cuza, 2013), siempre que tenga presente
a sus clientes al diseñar y estructurar sus procesos (Nogueira Rivera, 2002)(Nariño Hernández
et al., 2014).
Para lograr la efectividad en cuanto a la gestión de los procesos, la empresa debe tener los
procesos bien identificados (Hernández, 2003). Con esto además, alcanza mejorar el desempeño
(eficiencia y eficacia) y posibilita diseñar, modelar, organizar, documentar y optimizar de forma
continua su mejora.
2.2. La gestión por procesos como ente esencial en el mejoramiento
Las organizaciones a nivel internacional cambian su enfoque administrativo y de dirección
funcional a uno basado en procesos y aunque no es un fin en sí mismo, es un medio para que las
organizaciones puedan asumir de forma eficiente y eficaz sus objetivos (Medina León et al., 2010).
Como se muestra en la Tabla 1, la literatura encierra varios conceptos sobre lo que se entiende
como gestión por procesos. Se pude apreciar como entre los años 1999 y el 2009 aparecen la
mayor cantidad de conceptos publicados.
Tabla 1: Conceptos relacionados a la Gestión por Procesos. Fuente: En contribución a (Medina León et al., 2010)
Autor Concepto
(Davenport, 1993)
Conjunto de actividades estructuradas y organizadas destinadas a resultar en un producto específico para un determinado cliente o mercado. Ordenamiento especifico de las actividades de trabajo en tiempo y espacio, con comienzo y fin, entradas y salidas claramente identificadas en una estructura para la acción.
(Grieco, 1997) Generalización de la gestión de un proceso y se aplica a una organización en su conjunto.
(Amozarrain, 1999)
Gestionar toda la organización basándose en los Procesos era entender estos como una secuencia de actividades orientadas a generar un valor añadido sobre una entrada para conseguir un resultado, y una salida que a su vez satisfaga los requerimientos del Cliente
(Zaratiegui, 1999)
El éxito de toda organización depende, cada vez más, de que sus procesos empresariales estén alineados con su estrategia, misión y objetivos. Detrás del cumplimiento de un objetivo, se encuentra la realización de un conjunto de actividades que, a su vez, forman parte de un proceso. Es por ello que el principal punto de análisis lo constituye, precisamente, la gestión de la empresa basada en los procesos que la integran para diseñar y estructurar en interés de sus clientes.
(Morcillo Se enmarca en la Gestión de la Calidad. Supone reordenar los flujos de trabajo.

5
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Ródenas, 2000)
(Junginger, 2000)
Es la forma de reaccionar con más flexibilidad y rapidez a cambios en las condiciones económicas.
Colegio Oficial de Ingenieros Superiores Industriales de la Comunidad Valenciana. (2001)
Concentra la atención en el resultado de cada uno de los procesos que realiza la empresa, en lugar de en las tareas o actividades.
(Aiteco Consultores, 2002)
Percibe la organización como un sistema de procesos que permiten lograr la satisfacción del cliente. Fundamenta una visión alternativa a la tradicional caracterizada por estructuras organizativas departamentales.
(Díaz Gorino, 2002)
Optimiza la satisfacción del cliente, la aportación de valor y la capacidad de respuesta de una organización.
(Mora Martínez, 2002)
Percibe la organización como un sistema interrelacionado de procesos que contribuyen conjuntamente a incrementar la satisfacción del cliente. Supone una visión alternativa a la tradicional caracterizada por estructuras organizativas de corte jerárquico – funcional.
(Paneque Sosa, 2002)
Se conforma como una herramienta encaminada a conseguir los objetivos de la Calidad Total, con visión centrada en el paciente (trabajo para la salud), requiere de la implicación de las personas para provocar el cambio en la organización, se sustenta en la búsqueda de las mejores prácticas y de un sistema de información integrado.
Comité Institucional de Acreditación. Universidad de Córdoba.
-Direccionamiento hacia los objetivos de la Universidad y sus programas. -Búsqueda permanente de la excelencia académica. -Aumento de la eficacia y la eficiencia. -Auto evaluación y evaluación externa con indicadores de alta calidad.
(González Méndez, 2002)
Proporciona una manera más realista y simple de ver y dirigir la empresa, se diafanizan los flujos de trabajo y las relaciones en la secuencia de clientes internos, se evidencia el rol de cada quién respecto al objetivo común, ayuda a clarificar para el personal y el cliente la obra entera, los pasos y la transformación de entradas en salidas, viabilizando las percepciones y evaluaciones de roles y actuaciones y el descubrimiento y solución de cualquier hecho que detenga o restrinja los flujos de acción.
(SESCAM, 2002)
Forma de organización diferente de la clásica organización funcional, y en el que prima la visión del cliente sobre las actividades de la organización. Sobre su mejora se basa la de la propia organización.
(Ponjuán Dante, 2005)
Gestionar integralmente cada una de las transacciones o procesos que la organización realiza, no sólo pensar en cómo hacer mejor lo que está haciendo (división del trabajo), sino ¿Por qué? y ¿Para quién? Lo hace; puesto que la satisfacción del usuario, cliente interno o externo viene determinado más por el coherente desarrollo del proceso en su conjunto que el de cada función individual o actividad.
(ISO 9001: 2008).
La aplicación de un sistema de procesos dentro de la organización, junto con la identificación e interacciones de estos procesos, así como su gestión para producir el resultado deseado, puede denominarse como "enfoque basado en procesos"
(Bravo Carrasco, 2009)
“La gestión sistémica de procesos identifica a los procesos de la empresa para agregar valor a los clientes y cumplir con la estrategia del negocio”
(Pepper Bergholz, 2011)
Como una forma de enfocar el trabajo, donde se persigue la mejora continua de las actividad desde una organización mediante la identificación, selección, descripción, documentación y mejora continua de los procesos
(Maldonado, 2011)
Una gestión generadora de valor para el cliente. Determina que procesos necesitan ser rediseñados o mejorados, establece prioridades y provee de un contexto para iniciar y mantener planes de mejora que permitan alcanzar objetivos perseguidos.
(Rey Peteiro, 2012)
Se basa en la modelación de los sistemas como un conjunto de procesos interrelacionados mediante vínculos causa-efecto. Se desarrollan de forma coordinada, mejorando la efectividad y la satisfacción de todas las partes interesadas.
Resulta interesante como Bravo Carrasco (2009) relaciona la administración del cambio, la
responsabilidad social, el análisis de riesgos y un enfoque integrador entre estrategia, personas,
6
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
procesos, estructura y tecnología, con la gestión por procesos, ubicándola como eje integrador.
De aquí sugiere principios tales como: responsabilidad social, planificación estratégica,
alineamiento de intereses, orientación al cliente y análisis de riesgos para el alcance de la
excelencia empresarial.
Según la ISO 9001:2008, sostenido también en la nueva norma ISO 9001:2015(ISO,
2015)(Martínez Llebrez, 2015), una ventaja del enfoque basado en procesos es el control continuo
que proporciona sobre los vínculos entre los procesos individuales dentro del sistema, así como
su combinación e interacción.
De los conceptos recopilados en la tabla 1 se puede apreciar la importancia asignada por los
distintos autores a los procesos y cómo las acciones emprendidas en ellos pueden determinar los
resultados finales, incluidos los requerimientos de las distintas partes interesadas que influyen en
la gestión empresarial. El aportado por Amozarrain se acepta como uno de los más completos.
La Gestión por Procesos a pesar de sus reconocidas ventajas, en varias ocasiones resulta difícil
lograr su implantación; debido fundamentalmente a lo complicado que es para el hombre romper
con esquemas tradicionales mantenidos por siglos o simplemente por la aparición de la resistencia
natural al cambio.
Sin embargo se considera exitoso al menos, lograr la mejora con un enfoque de Gestión por
Procesos, capaz de transformar la cultura empresarial hacia el reconocimiento en cada actividad,
de quiénes son sus clientes, sus necesidades y exigencias; así como el logro de la adecuada
coordinación, sin feudos y fincas, que permitan la concreción de los objetivos estratégicos(Medina
León, et al., 2012).
También en las normas internacionales (ISO, 2009)(ISO, 2015) se fomentan la adopción de este
enfoque cuando se implementa y mejora el Sistema de Gestión de Calidad, concentrándose en:
1. La comprensión y el cumplimiento de los requisitos de los clientes de cada proceso.
2. La necesidad de considerar y de planificar los procesos en términos que aporten valor (el
cliente no debe pagar por algo que no le aporte valor).
3. El control, la medición y la obtención de resultados del desempeño y de la eficacia de los
procesos.
4. La mejora continua de los procesos con base en mediciones objetivas.
5. Habilidad para centrar los esfuerzos en los procesos claves.
6. La integración y alineación de los procesos, que mejor alcancen los resultados deseados.
7. Aumentar la capacidad de usar los mismos recursos.
En coincidencia con (Solé Cabanes, 2012) las empresas interesadas en implantar sistemas de
gestión de la calidad (añadir que también otros sistemas de gestión) o para dar paso más

7
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
adelante, en los modelos de excelencia empresarial, deben implantar la gestión por procesos de
forma efectiva y llevarlo a su documentación, metodologías, controles, actividades y recursos.
Otros autores (Medina León, A et al., 2012) reconocen la utilidad que tiene la asignación de
responsables de procesos y la gestión generadora de valor que este enfoque propone, para
alcanzar objetivos establecidos y hacer posibles la comprensión del modo en que están
configurados los procesos de negocio, de sus fortalezas y debilidades.
Por tanto, la gestión por procesos es un punto esencial en la mejora, fundamentalmente por la
oportunidad que brinda de gestionar de manera eficaz los procesos empresariales. Sea en una
empresa de manufactura o en los servicios, proporciona información necesaria para identificar los
que necesitan ser mejorados o rediseñados.
2.3. La mejora de los procesos. Generalidades
Harrington declara que: “Independientemente de cuan bueno sea usted y de la buena reputación
que tengan sus productos o servicios, no puede dejar de mejorar. Cuando lo hace, realmente no
se ha detenido, sino que retrocede, porque su competencia mejora constantemente”(Harrington,
1997).
Seguidamente expresa un grupo de razones por las que hay que mejorar los procesos:
Todos los días surgen nuevos métodos, programas y equipos.
El ambiente de la empresa cambia, por lo que los procesos eficientes se hacen obsoletos
de la noche a la mañana.
Las expectativas del consumidor y del cliente cambian casi todos los días; lo que fue
sobresaliente ayer escasamente satisface las necesidades de hoy y resulta inadecuado
mañana.
Las personas vinculadas al proceso incrementan sus capacidades, e implica un aumento
de oportunidades para la depuración del proceso.
Los procesos descuidados o no atendidos se degradan con el transcurso del tiempo.
Independientemente de lo bueno que sea hoy el proceso, siempre habrá un camino mejor.
Todo lo que necesita hacer es descubrirlo.
Varios autores en la divulgación de sus obras, emiten conceptos relacionados a la mejora
continua. En los inicios estaban estrechamente relacionados a la calidad (Ishikawa, 1988) (Juran,
1990) y ya se reconocía la necesidad del compromiso de todo el personal (Demmig, 1989).
Aunque es considerado un cambio ventajoso tiene sus inicios en una creación organizada (Imai,
1995), no es un producto del azar(Formento, 2002). Por su parte, Harrington (1997) introduce el
concepto ligado a la obtención de procesos más efectivos, eficientes y adaptables, unos años
después la ISO 9000:2000 lo ratifica al planteárselo como una actividad recurrente para aumentar
8
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
la capacidad de cumplir requisitos. Otros (Flores Ripoll, 2010) (Aguilar Morales, 2010) lo vinculan
como elemento fundamental para la implantación de los sistemas gestión normalizados, se lo
plantean como el aprendizaje continuo de la organización, donde nada puede considerarse como
algo terminado de forma definitiva.
La mejora continua constituye un cambio organizado para obtener niveles superiores de
desempeño. Donde necesariamente no tiene que iniciarse por incumplimiento o daño del sistema
instalado, el deseo de alcanzar estándares superiores puede tributar a un enfoque proactivo que
sirva como motor impulsor de la rueda de mejora.
También Harrington (1997) divulga diez requisitos que hacen exitoso el proceso de mejora, deja
implícito, a través del requisito cuatro, su carácter proactivo:
1. La aceptación del consumidor como la cuestión más importante del proceso.
2. Compromiso de largo plazo de la dirección para hacer el proceso de mejoramiento parte
del sistema de dirección.
3. Creer que hay espacio para mejorar.
4. Creer que prevenir los problemas es mejor que reaccionar ante ellos.
5. Enfoque de la dirección, liderazgo y participación.
6. El estándar de desempeño de cero errores.
7. La participación de todos los empleados, tanto de los grupos como de los individuos.
8. El enfoque del mejoramiento sobre el proceso, no sobre la gente.
9. Creer que los suministradores trabajarán con usted y comprenden sus necesidades.
10. Reconocimiento de los éxitos.
Se pueden sintetizar entonces, algunos beneficios de la mejora de procesos:
1. Se disminuyen recursos (materiales, personas, dinero, mano de obra), y aumenta la
eficiencia.
2. Se disminuyen tiempos, y aumenta la productividad.
3. Se disminuyen errores, se ayuda a prevenirlos.
4. Se ofrece una visión sistemática de las actividades de la organización.
La norma ISO 9004:2009 (ISO, 2009) plantea que las actividades de mejora pueden variar desde
pequeñas mejoras continuas en el lugar de trabajo hasta las más significativas en toda la
organización, se aplica de manera coherente con el enfoque basado en proceso y la organización
debe asegurarse que se establezca como parte de la cultura de la organización.
En síntesis, los proyectos de mejora se tratan en la bibliografía con tres aristas, una dada por la
mejora paulatina o continua, otra por saltos, o simplemente por una combinación entre ellas.
2.3.1. Mejora Continua
9
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
La mejora continua se logra a través de todas las acciones diarias (por pequeñas que éstas sean)
que permiten que los procesos y la empresa sean más competitivos en la satisfacción del cliente.
La velocidad del cambio dependerá del número de acciones de mejora que se lleven a cabo día a
día y de la efectividad con que éstas se realicen, por lo que es importante que sea una idea
enraizada en la conducta de todos los miembros de la organización, convirtiéndose en una
filosofía de trabajo, de vida.
Sin embargo, mejorar no es solo cuestión de buenos deseos e intenciones. Las personas tienen
que estar convencidas del beneficio que en lo individual obtendrán al adoptarla. La organización
tiene la responsabilidad de proporcionarles motivación para tal efecto, además de procedimientos
estandarizados y técnicas de análisis apropiadas para que puedan materializar y orientar
correctamente sus deseos de mejorar.
El proceso de mejora continua pretende cambiar la forma de pensar de las personas acerca de los
errores. Para ello existen dos maneras de reforzar la aplicación de los cambios deseados:
reprender a todos los que no logren hacer bien su trabajo o premiar los individuos y grupos
cuando alcancen una meta y realicen un importante aporte al proceso de mejora. Un sistema de
así, requiere descansar en la habilidad de los miembros de una empresa para reconocer las
oportunidades de mejora.
La mejora continua, como lo enfatiza el enfoque japonés, debe verse como una filosofía de vida
que tiene por objetivo perfeccionar a las personas y, por consecuencia, el medio en que se
desarrollan, que cada vez es más exigente.
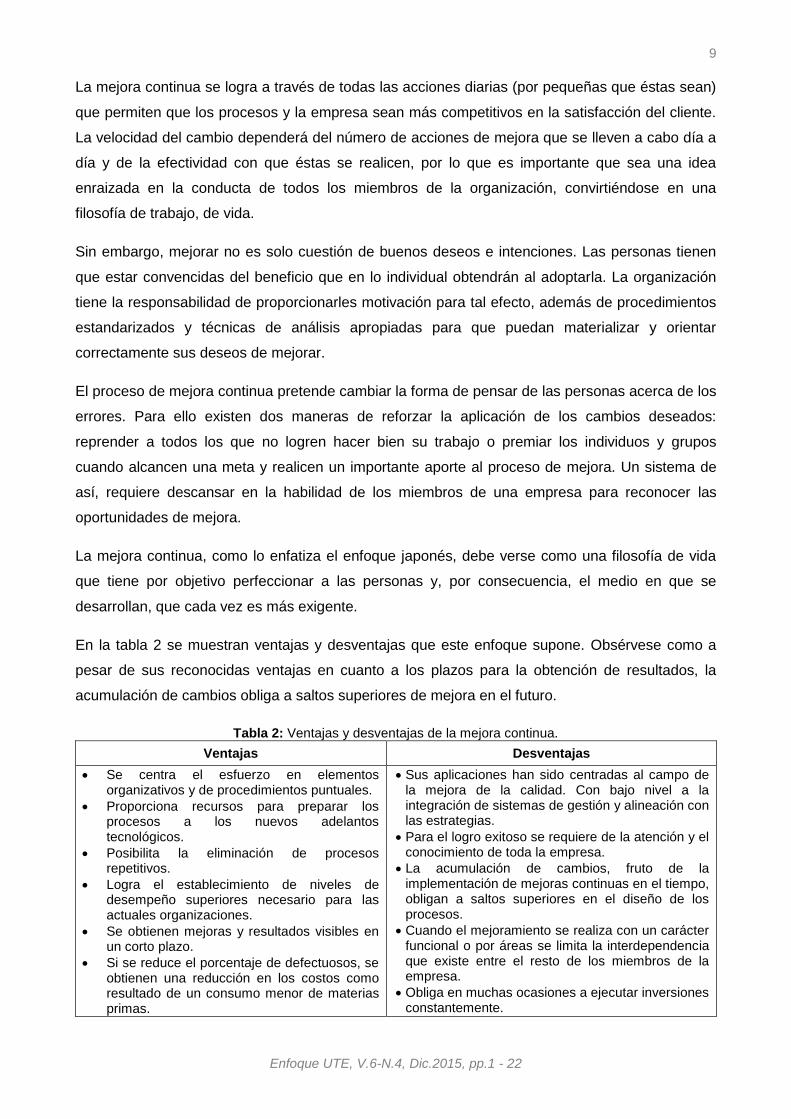
En la tabla 2 se muestran ventajas y desventajas que este enfoque supone. Obsérvese como a
pesar de sus reconocidas ventajas en cuanto a los plazos para la obtención de resultados, la
acumulación de cambios obliga a saltos superiores de mejora en el futuro.
Tabla 2: Ventajas y desventajas de la mejora continua.
Ventajas Desventajas
Se centra el esfuerzo en elementos organizativos y de procedimientos puntuales.
Proporciona recursos para preparar los procesos a los nuevos adelantos tecnológicos.
Posibilita la eliminación de procesos repetitivos.
Logra el establecimiento de niveles de desempeño superiores necesario para las actuales organizaciones.
Se obtienen mejoras y resultados visibles en un corto plazo.
Si se reduce el porcentaje de defectuosos, se obtienen una reducción en los costos como resultado de un consumo menor de materias primas.
Sus aplicaciones han sido centradas al campo de la mejora de la calidad. Con bajo nivel a la integración de sistemas de gestión y alineación con las estrategias.
Para el logro exitoso se requiere de la atención y el conocimiento de toda la empresa.
La acumulación de cambios, fruto de la implementación de mejoras continuas en el tiempo, obligan a saltos superiores en el diseño de los procesos.
Cuando el mejoramiento se realiza con un carácter funcional o por áreas se limita la interdependencia que existe entre el resto de los miembros de la empresa.
Obliga en muchas ocasiones a ejecutar inversiones constantemente.

10
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
2.3.2. Mejora Radical o reingeniería
Durante la década de los 90s se popularizó el término reingeniería de negocios (Babé, 2002.),
debido principalmente a que algunas empresas vieron en este concepto la manera de lograr un
salto rápido de los procesos que deterioran su competitividad, para los que la mejora continua
resulta una forma muy lenta de avanzar.
Independientemente de lo que muchas personas piensan, este enfoque de mejora no es
realmente nuevo. Bajo el enfoque japonés adopta el nombre de innovación o cambio radical
(Ishikawa, 1988). De manera que lo que hoy se conoce como reingeniería es una
conceptualización de la innovación japonesa bajo el enfoque occidental de gestión.
La mejora radical o reingeniería no se pude considerar como un proceso de bajo riesgo (Hammer,
& Champy, 1993). Añade también Ignacio Babé (2002) que significa trabajo duro, que lleva tiempo
(no son arreglos rápidos).
De acuerdo con Champy (1995) existen cuatro aspectos que se deben considerar en un estudio
de reingeniería si se desea tener éxito: el cuestionamiento constante sobre el propósito y la razón
de ser de todo lo que se hace en la organización, el cambio cultural que se necesita en los niveles
organizacionales y la definición del tipo de personal que se requiere para ello, la creación de
nuevos procedimientos, normas y estándares, y la puesta en práctica de los nuevos
procedimientos.
La realidad es que cuando se implementa un cambio radical y seguido a este no se aplican un
conjunto de mejoras continuas, el rendimiento no permanece constante, incluso, disminuye, por
tanto no deben absolutizarse por separados, ni un programa de reingeniería, ni un programa de
mejora continua, sino debe ser el resultado de una aplicación continua, o sea, un programa de
reingeniería siempre debe estar precedido y subseguido por una serie de mejoras continuas, y así
sucesivamente(Cantú, 2001).
La mejora es un proceso ajustado a las necesidades de cada organización y del análisis profundo
y consciente dependerá cual camino escoger.
2.4. Consideraciones acerca de los procedimientos de mejora de procesos
En la bibliografía existe un número importante de herramientas encaminadas a la gestión y mejora
de los procesos, unas más específicas y otras de mayor espectro; clasificadas en metodologías,
modelos y procedimientos. Un punto en común es tener como base el ciclo de mejora PHVA,
fundamentalmente por su carácter cíclico y por las distintas ventajas brindadas (Ishikawa,
1988)(Comas Rodríguez et al., 2014):
Asegura un programa en el que se ha convenido para la terminación del proyecto.

11
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Asegura el análisis, la verificación y la eliminación de los modos de fallos más probables.
Facilita la puesta en práctica de controles para supervisar y administrar el nuevo proceso
mejorado.
Crea las condiciones para la capacitación permanente y la actualización de la
documentación que se requiere en cada ciclo de mejora.
Evita la reaparición de las causas que provocan los problemas, mediante la
estandarización de los procesos mejorados.
Esta diversidad de herramientas para la gestión y mejora viene dada fundamentalmente, porque
cada empresa o institución en general tiene características distintas, aunque sus producciones
(salidas) tengan similitud. El entorno, el personal, el mercado, el presupuesto, constituyen
elementos que pueden influir para hacer que cada programa de mejora deba realizarse como un
traje a la medida. A pesar de ello, resulta enriquecedor examinar los procedimientos que con este
fin aparecen en la literatura especializada. En estudios realizados (Medina León, et al., 2012) se
aprecia una evolución sustancial en los procedimientos de mejora de procesos desde finales del
siglo veinte hasta la fecha. En los comienzos eran más generales y terminaban por omitir medidas
concretas para la implementación de acciones de mejora. Con el de cursar del tiempo y con
nuevos conceptos en la gestión empresarial comenzaron a ser más específicos y orientadores,
muchos de ellos constituyen trajes a la medida para sectores, aunque no dejan de sentar las
bases para su posible adaptación en otros.
Sin embargo, existen puntos en común en muchos de ellos:
Coinciden en el carácter cíclico de la mejora.
En la identificación de los procesos empresariales.
En la importancia de nombrar responsables de procesos y de las acciones de mejora.
En el establecimiento de indicadores para el control.
Por otro lado también difieren en elementos que la propia evolución exige en la actualidad:
Se orienta la mejora a partir de los requisitos del sistema de gestión de calidad, sin
explicitar otros sistemas que operan.
Determinar las oportunidades resulta un paso decisivo en la mejora. Es aquí donde
muchos autores difieren en la manera de realizarla; unos parten del banco de problema o
de situaciones emergentes, otros, del análisis de cumplimiento al sistema de indicadores
establecidos para el logro de la estrategia empresarial. Se observa que la inclinación por
una u otra vía dependen; para la primera, si se diseña un procedimiento para ser aplicado
como mecanismo de intervención, generalmente por agentes externos. Para la segunda, si
se diseña para ser aplicado internamente, donde se requiere un nivel superior de trabajo
alcanzado por el personal de la institución

12
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Otro aspecto escasamente formalizado es la evaluación de las posibles acciones de
mejora. La práctica señala que no todas se pueden aplicar al unísono, ya sea por razones
de tiempo, monetarias, disponibilidad de personal o, incluso, porque perjudique la
eficiencia o la eficacia de otros sistemas de la organización.
La atención a la resistencia al cambio debiera trabajarse con una mayor intensidad, si se
entiende como un elemento esencial en la implantación.
Los mecanismos de retroalimentación escasamente explicitan el carácter cíclico del
modelo de mejora.
Por tanto, resulta imprescindible el diseño de modelos y procedimientos de mejora de la gestión
de los procesos, ajustados a las nuevas necesidades de todas las partes interesadas y a los
requerimientos propios de la entidad donde se implementen.
2.5. Los sistemas de gestión empresariales, su normalización
La calidad constituye un elemento importante en el posicionamiento de las empresas en el
mercado y llega a ser esencial para la supervivencia. Esto forma parte del conocimiento de los
directivos y personal en general; se le presta especial interés a lo largo de la historia, pero no
siempre fue así y los enfoques cambian.
A principios de la década del cincuenta el aseguramiento de la calidad nació como una evolución
natural del control de calidad, que resultaba limitado y poco eficaz para prevenir la aparición de
defectos. Por esta razón, se hizo necesario crear sistemas de calidad que incorporasen la
estructura, las responsabilidades, actividades, recursos y procedimientos para llevar a cabo la
gestión de la calidad. Con esta finalidad y para estandarizar los sistemas de calidad se comenzó a
publicar en 1987 las normas ISO 9000 (Martínez Llebrez, 2015).
Cronológicamente y sobre la base de que los modelos de excelencia constituyen un paso superior
en el peldaño empresarial, fuertemente relacionado con la mejora continua y la Gestión por
Procesos, surge en mil novecientos noventa y seis la ISO 14001 ligada a la protección
medioambiental. Esto constituye la evidencia más contundente de la necesidad que tenía el medio
de responder a otros factores además de la calidad, ya se había comenzado a pensar en otras
partes que también demandaban respuestas de las empresas.
Sin embargo, otros sistemas de gestión (SG) como el de Seguridad e Higiene del Trabajo
despertaban poco interés, debido en parte a la ausencia de un estándar ISO en esa área. Este
organismo había anunciado en la primavera de mil novecientos noventa y cinco (1995) la creación
de un grupo de trabajo cuyo objetivo fuera consensuar la posibilidad de desarrollo de dicho
estándar, pero comunicó en enero de mil novecientos noventa y siete (1997) a través de su
Technical Management Board que no iniciaría actividades en ese momento en el campo de los

13
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
estándares de Seguridad e Higiene del Trabajo; y hasta hoy todavía no las ha iniciado (Abad
Puente, 2011).
Con vistas a cubrir el vacío e incentivados por la necesidad, muchos organismos de certificación
nacionales tomaron la iniciativa y surge de este modo las OHSAS (Occupational Health and Safety
Assessment Series). En la actualidad es el estándar dominante a nivel internacional para
certificación del sistema de Seguridad e Higiene del Trabajo (Granerud & Rocha, 2011)(Abad
Puente, Lafuente, & Vilajosana Crusells, 2013), aunque también existe las Directrices de la
Organización Internacional del Trabajo (OIT) (Abad Puente, 2011), enunciadas entre los años mil
novecientos noventa y nueve (1999) y dos mil uno (2001).
Por la importancia otorgada, en el año dos mil cuatro (2004) se publica la revisión actualizada de
la ISO 14001, en el dos mil siete (2007), la revisión de la OHSAS 18001 y en el dos mil ocho
(2008) las ISO 9001. La evolución de los sistemas no se detiene, en el dos mil nueve se lanza una
revisión de la ISO 9004 y en el dos mil once (2011) se publica una nueva norma la ISO 50001
dedicada al consumo energético, elemento importante para el desempeño empresarial actual; un
año más tarde se lanza la revisión de la ISO 9001, en el 2015 aparece la aprobación y publicación
de la nueva versión de la ISO 9001(Martínez Llebrez, 2015).
Es importante señalar que las normas mencionadas no son las únicas, pero si las más empleadas
en la integración de sistemas de gestión(Abad Puente, Rodríguez Mondelo, & Sánchez-Toledo,
2011); aunque también se integra la gestión de la innovación, la responsabilidad social corporativa
y en Cuba el sistema de gestión de capital humano.
Un análisis a estas normas evidencia la similitud entre ellas; vale agregar que tienen como base la
Gestión por Procesos y la mejora continua.
2.6. Sistemas Integrados de Gestión. Tendencias Internacionales
Desde hace algunos años se realizan estudios a los sistemas de gestión (calidad, medio
ambiente y seguridad y salud del trabajo), cómo se implementan y evolucionan de forma
satisfactoria en las organizaciones, con la intención de proponer modelos de gestión que ayuden a
procurar la satisfacción de sus diferentes partes interesadas, aunque de forma separada (Abad
Puente et al., 2011).
Los sistemas mencionados, a pesar de ser los más referidos en la literatura, no son los únicos.
También existen SG fundamentados en otros estándares internacionales que son desarrollados
por la Organización Internacional de Normalización (ISO), por ejemplo: ISO/IEC 27001 Seguridad
de la información e ISO/IEC 20000 Gestión de Servicios TI. Estadísticas anuales develan un
crecimiento saludable de las certificaciones en todos los ámbitos(Gasiorowski, 2013).

14
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Así pues, en la gestión empresarial coexisten dos tendencias complementarias dentro las
organizaciones: la implantación de sistemas de gestión a partir de los correspondientes
estándares nacionales e internacionales, que facilitan de forma separada el desempeño en cada
una de las funciones técnicas asociadas a los diferentes stakeholders (partes interesadas) y el
diseño de esquemas de excelencia empresarial que garanticen la satisfacción de forma integrada
de todos los grupos de interés implicados(Karapetrovic, 2002).
La existencia de las normas Internacionales da lugar a que numerosas organizaciones
implementen y certifiquen los SG de forma independiente, en paralelo; esto provoca semejanzas
en el contenido y estructuras. Pero cada día son más conscientes de las desventajas que trae
consigo operar sistemas en paralelo (Santos, Mendes, & Barbosa, 2011), por tanto abogan por
tener un único sistema de gestión (Simon, Karapetrovic, & Casadesus, 2012).
De lo anterior y en coincidencia con Abad Puente (2009) es de cuestionarse el mantener sistemas
de gestión separados y generar con ello las consecuentes duplicidades y sub-optimizaciones de
recursos. Los estándares se fundamentan en los principios de gestión (mejora continua, gestión
por procesos, alta implicación de la dirección) y comparten esquemas y requisitos similares
(formación de los trabajadores, auditorías internas, definición de objetivos), por lo que la
integración constituye una vía a formularse para obtener un único sistema de gestión o un Sistema
Integrado de Gestión (SIG). También (Fraguela Formoso, Carral Couse, Iglesias Rodríguez,
Castro Ponte, & Rodriguez Guereiro, 2011) plantea la necesidad de la integración como elemento
fundamental para satisfacer las necesidades, expectativas y requisitos de las partes interesadas.
Según la norma (UNE 66177, 2005) se define el SIG como “la parte de la gestión general de la
organización que determina y aplica la política integrada de gestión, y que surge de la integración
de las gestiones de la calidad, el medio ambiente y la seguridad y salud del trabajo”.
Autores como (Peña Escobio, Rigol Cardona, & Moreno Pino, 2009) coinciden al definir un
sistema de gestión integrada como “la parte del sistema de gestión empresarial para establecer
las políticas y objetivos con respecto a varios aspectos (en este caso la calidad, el medio ambiente
y la seguridad y salud en el trabajo), así como la planificación, implementación y control de las
acciones para lograrlas”.
De García (De García, 2009) añade la responsabilidad social corporativa y menciona que: la
gestión integrada “no es más que una nueva forma de enfocar las actividades de una organización
para gestionar integralmente la variable calidad, ambiente, seguridad y salud ocupacional y
responsabilidad social corporativa; tiene como propósito el logro de una política integrada de
gestión. Es una forma de responder a las nuevas exigencias técnicas en los mercados nacionales
e internacionales”.
15
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Añade (Bernardo, Casadeus, Karapetrovic, & Heras, 2009) que un SIG es ''un conjunto de
procesos interconectados que comparten un grupo de humanos, de información, materiales,
infraestructura y recursos financieros con el fin de lograr una combinación de objetivos
relacionados con la satisfacción de una gran variedad de interesados''.
Por su parte, la autoras Conzález (2003) e Issac Godínez (2007) definen un SGI como el conjunto
de la estructura organizativa, la planificación de las actividades, las responsabilidades, las
prácticas, los procedimientos, los procesos, y los recursos necesarios para desarrollar, implantar,
llevar a efecto, revisar y mantener al día la política de la empresa.
Se puede inferir, entonces, que un sistema integrado de gestión es un proceso que transita
diferentes fases que cumplen con los requisitos establecidos para un único sistema de gestión,
basándose en la política, procedimientos, implementación, seguimiento y control, auditorías y
mejoras. Esto permite a la organización demostrar su compromiso hacia todas las partes
interesadas.
Cuando se desea un SIG se requiere que la organización establezca los procesos dentro de su
alcance, de forma tal que den respuesta a los propósitos de los sistemas que son objeto de
integración. Con un enfoque preventivo que considere los aspectos de impacto y riesgos
asociados a sus actividades y resultados, debido a que la integración de sistemas no significa una
suma o adición de SG.
El objetivo es sistematizar todos los procesos de la organización y en mayor medida los procesos
claves y relevantes que intervienen; con el propósito de lograr un nivel de integración en la gestión
para así aumentar la eficiencia y la eficacia. Además, proporciona a las organizaciones un mejor
resultado empresarial al integrar los sistemas, los procesos que los soportan y las actividades que
componen los procesos (Cuendias de Armas et al., 2013)
Hoy día no existe una norma internacional ISO que determine los requisitos de un sistema de
gestión integrada de calidad, medio ambiente y seguridad y salud en el trabajo; sin embargo con
todas las normas y requisitos establecidos para cada SG, se considera cada vez más lógico la
creación de una norma ISO para la integración de los sistemas (Abad Puente, 2011).
Tal necesidad ha condicionado a que varios organismos de certificación de carácter nacional
realicen propuestas metodológicas de normas, que es preciso conocer en el momento de realizar
un proyecto de integración. Dentro de ellas: una norma española (AENOR), UNE 66177:2005 que
proporciona directrices para desarrollar, implantar y evaluar el proceso de integración de los SG
de la calidad, medio ambiente y gestión de la seguridad y salud de los trabajadores.
Otra propuesta es la australiana denominada ¨ Integración de los SG. Guía para Empresas,
Gobierno y Organizaciones Comunitarias (AS/NZS 4581) ¨. También el British Standard Institution

16
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
(BSI) del Reino Unido lanza la guía sobre la implementación de los SG integrados HB 10190 IMS:
The framework y la especificación disponible al público PAS 99:2006: Especificación de requisitos
comunes del SG como marco para la integración, la cual fue adoptada por la Oficina Nacional de
Normalización (ONN) como documento normativo en 2008 para la certificación en Cuba,
(Cuendias de Armas et al., 2013), donde al igual que las otras normas dice el qué hacer, pero no
el cómo llegar a la implantación.
De estudios realizados en varias regiones de Europa, entre ellas Italia (Salomone, 2008), España
(Bernardo et al., 2009) y (Karapetrović et al., 2010), en las pequeñas y mediana empresas del
Reino Unido (Douglas & Glen, 2000); y en otras regiones del mundo China (Zeng, Shi, & Lou,
2007), Australia (Zutshi & Sohal, 2005), se puede resumir que muchas integran particularmente
los SG de calidad, luego medio ambiente y por último seguridad y salud en el trabajo, así como
también medio ambiente y después calidad. En menor cuantía se suman otros SG.
En general, los sistemas de gestión certificables que más se valoran actualmente para los
procesos de integración son: sistema de gestión de la calidad, sistema de gestión ambiental y
sistema de gestión de seguridad y salud en el trabajo. En los últimos años, se añade el sistema
energético.
Se debe tener presente, que el principal motor de la integración son las propias organizaciones y
no agentes externos: clientes, autoridades, entre otros, como ocurre generalmente con los
sistemas de gestión individuales(Castañeira, 2010).
3. Conclusiones y Recomendaciones
En la actualidad cualquier intento por formalizar la gestión y mejora de procesos debe
contener supuestos teóricos alrededor de la gestión por procesos y la integración de
sistemas. Abriendo así, una nueva línea para futuros trabajos científicos.
Existe coincidencia en los procedimientos de conducción de la gestión y mejora de
procesos en cuanto a la presentación cíclica y la preparación por fases y etapas.
Resulta imprescindible aceptar las buenas prácticas de gestión tratadas con un enfoque de
procesos, que resaltan en la selección de los procesos, la determinación y evaluación de
las oportunidades de mejora, los indicadores y su relación con las estrategias
empresariales, tratados implícitamente o no en los procedimientos tomados como
antecedentes.
Bibliografía
Abab Puente, J., Vilajosana Crusells, J., & Dalmau, I. (2014). Taxonomic proposal for integration
levels of management systems based on empirical evidence and derived corporate benefits.

17
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Journal of Cleaner Production, XXX. Recuperado a partir de
http://dx.doi.org/10.1016/j.jclepro.2014.04.084
Abad Puente, J., Lafuente, E., & Vilajosana Crusells, J. (2013). An assessment of the OHSAS
18001 certification process: Objective drivers and consequences on safety performance and
labour productivity. Journal of Cleaner Production, 47-56.
Abad Puente, Jesús. (2009, diciembre). ¨Aspectos clave de la integración de sistemas de gestión¨,
10-12.
Abad Puente, Jesús. (2011, junio). Implicaciones de la integración de los sistemas de Gestión de
Calidad, Medio Ambiente y Seguridad y Salud Laboral basados en estándares
internacionales (Tesis Doctoral.). Universidad Politecnica de Catalunya.
Abad Puente, Jesús, Rodriguez Mondelo, P., & Sánchez-Toledo, A. (2011). Management systems
integration Spanish survey reveals key benefits. ISO Focus +, 2(1), 42-45.
Aguilar Morales, J. E. (2010). La mejora continua. Asociación Oaxaqueña de Psicología.
Recuperado a partir de www.conductitlan.net
Aiteco Consultores. (2002). Gestión por procesos. Recuperado a partir de www.aiteco.com
Alonso Torres, C. (2014). Orientaciones para implementar una gestión basada en procesos.
Ingeniería Industrial, XXXV(2), 161-172.
Álvarez Suarez, A. (2011). Gestión por procesos. Ediciones de la Universidad de Oviedo.
Amozarrain, M. (1999). La Gestión por Procesos. España: Mondragón Corporación Cooperativa.
APQC. (2012, julio). Process classification framework. APQC. Recuperado a partir de
www.apqc.org
Azcanio García, A., QuintanaTápanes, L. Q., Medina León, A., & Nogueira Rivera, D. (2006).
«Tendencias de la Gestión Empresarial relacionadas con procesos». Gestiopolis.
Recuperado a partir de HTTTUhttp://www.gestiopolis.com/canales7/ger/gestion-empresarial-
relacionada- con-procesos.htmUTTH
Babé, I. (2002, abril). RE-INGENIERÍA: ¿ARREGLO RÁPIDO O SOLUCIÓN A LARGO PLAZO?
Juran Institute España, S.A.
Balcázar, H., & Lagunas, P. (2013). Importancia del análisis de los procesos de una organización
para el cumplimiento de los requisitos de ISO 9001:2000 y para la mejora de su desempeño.
Recuperado a partir de http://www.bvsde.paho.org/bvsacd/cd29/analisis.pdf

18
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Bernardo, M., Casadeus, M., Karapetrovic, S., & Heras, I. (2009). ¨How integrated are
environmental, quality and other standardized management systems. An empirical study¨,
(17), 742-750.
Bratić, D. (2011). Six Sigma: A Key Driver for Process Improvement. IBIMA, 15. doi:10.5171/2011.
823656
Bravo Carrasco, J. (2009). Gestión de Procesos. Desde la mejora hasta el rediseño. (Vols. 1-I,
Vol. I). Santiago. Chile: Evolución. Recuperado a partir de www.evolucion.cl
Cantú, H. D. (2001). Desarrollo de una cultura de Calidad. México: Editorial Mc Graw- Hill.
Castañeira, R. (2010). Diseño del Sistema Integrado de Gestión para la Empresa de Diseño e
Ingeniería Las Tunas V. I. Lenin: 85.
Champy, J. (1995). Reengineering Management: The Mandate for the New Leadership. Harper
Business.
Comas Rodríguez, R., Nogueira Rivera, D., Medina León, A., Romaro Bartutis, F., & Lumpuy
Rodriguez, M. (2014, julio). La evaluación del alineamiento estratégico en las
organizaciones. IX Congreso Internacional de Gestión Empresarial y Administración Pública
y el V Taller Internacional de Escuelas y Facultades de Capacitación de Directivos.
GESEMAP, 2014.
Conzález, A. (2003). ¨Material de la Maestría de Calidad Total¨.
Cordoví Cuza. (2013). La mejora continua a partir de la implantación del sistemaIntegrado de
Gestiónen la ECOING 5. En Memorias del XIII Encuentro TECNOGEST 2013.Gestión del
Conocimiento y Empresas de Alto Desempeño. Tecnología, Innovación y Desarrollo
Sostenible. La Habana. Cuba: TECNOGEST 2013.
Cuendias de Armas, J., suárez Palou, H., Brito Álvarez, Z., Pérez Acosta, M., Pérez Ménde, L.,
Pevida Fernández, T., … Ayala Ávila, I. (2013). ¨Manejo integrado de Gestión¨.
Cubaenergía.
Davenport, T. . (1993). Process Innovation. Reengineering work through information technology.
Harvard business School Press, Borton.
De García. (2009). ¨Gestión Integrada: una moda o una exigencia técnica para nuestras
empresas¨.
Demmig, E. (1989). Calidad, productividad y competitividad. España.
Díaz Gorino. (2002). La Gestión por Procesos. Recuperado a partir de www.jcedes.com

19
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Douglas, A., & Glen, D. (2000). Integrated management systems in small and medium enterprises.
Total Quality Management, 11, 686-690.
Flores Ripoll, M. V. (2010). La Mejora Continua en empresas y organizaciones. Cronicas de la
mejora continua. Recuperado 12 de septiembre de 2015, a partir de
http://www.eoi.es/blogs/mariavictoriaflores/definicion-de-mejora-continua/feed/
Formento H. (2002). Modelo para la aplicación de un proceso de mejora sistemática. Recuperado
a partir de www.gestiondelacalidad.com.ar
Fraguela Formoso, J., Carral Couse, L., Iglesias Rodríguez, G., Castro Ponte, A., & Rodriguez
Guereiro, M. J. (2011). La integración de los Sistemas de gestión. Necesidad de una nueva
cultura empresarial. Open Journal Systems, 78(167), 44-49.
Gasiorowski, E. (2013). Latest ISO Survey confirms boost in management systems (2013-10-24) -
ISO. Recuperado 19 de febrero de 2014, a partir de
file:///D:/Latest%20ISO%20Survey%20confirms%20boost%20in%20management%20syste
ms%20(2013-10-24)%20-%20ISO.htm
González Méndez, L. (2002). El Enfoque de Procesos. Recuperado a partir de
www.uh.cu/centros/ceec/Enfoque de procesos.
Granerud, L., & Rocha, R. . (2011). Organisational learning and continuous improvement of health
and safety in certified manufacturers. Saf. Sci, 49(7). Recuperado a partir de
www.refhub.elseiver.com/s0959-6526(14)00449-1/sref21
Grieco, P. L. (1997). World Class. Excelencia empresarial. Ediciones Deusto, S.A., Barcelona.
Hammer, M., & Champy, J. (1993). Reengineering the Corporation: A Manifiesto for Business
Revolution. Nueva York: Harper Business.
Harrington, H. James. (1997). Administración Total del Mejoramiento Continuo: la Nueva
Generación. Colombia: Editorial Mc Graw-Hill.
Hernández, A. (2003). Gestión por proceso. Revista Ingeniería Industrial, 35(1).
Hernández Nariño, A, Nogueira Rivera, D., Medina León, A., & Marqués León, M. (2013). Insertion
of business process management in health care organizations: methodological and practical
conception. Revista de Administração, 48(4), 739-756.
Hernández Nariño, Arialys, Medina León, A., Nogueira Rivera, D., & Marqués León, M. (2009).
Mejora y perfeccionamiento de los procesos hospitalarios. Propuesta de un algoritmo para
su aplicación. Avanzada Científica, 12(No 1).

20
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
IFA. (2010). Handbook of International Quality Control, auditing ,review, other assurance, and
related services pronouncements. New York, USA: International Federation of Accountants.
Imai, M. K. (1995). Kaizen: la clave de la ventaja competitiva japonesa. México.
Ishikawa, K. (1988). ¿Qué es el control de la calidad? La modalidad japonesa. Cuba.
ISO. (2009, noviembre). Norma Internacional ISO 9004:2009. ISO. Recuperado a partir de
www.iso.org
ISO. (2015). Risk-based thinking in ISO 9001:2015. International Organization for Standardization.
Recuperado a partir de www.iso.org/tc176/sc02/public
ISO 9001: 2008. (s. f.). Norma Internacional ISO 9001: 2008. Secretaria Central de ISO.
Recuperado a partir de www.iso.org
Issac Godínez, C. L. (2007). ¨Guía práctica para la identificación y evaluación de aspectos
ambientales en la organización. Identificación de aspectos ambientales¨.
Junginger, C. (2000). «La Gestión por Procesos en organizaciones sanitarias»; Recuperado a
partir de www.ujasalud.com
Juran, & Blanton. (2001). Manual de calidad (5 ed.). Mc Graw Hill.
Juran, J. M. (1990). Juran y el liderazgo para la calidad: Un manual para directivos. España.
Karapetrovic, S. (2002). ¨Strategies for the integration of management systems and standards¨.
The TQM Magazine, Vol.14(1), 61-67.
Karapetrovic, S. (2003). ¨Musing on integrated management systems¨. Measuring Bussines
Excellence, 7(1), 4-13.
Karapetrović, S., Casadesus, M., & Heras, I. (2010). Empirical analysis of integration within the
standards-based INTEGRATED MANAGEMENT SYSTEMS. International Journal for Quality
Research, 4(2). Recuperado a partir de www.ijqr.net/journal/v4-n1/3.pdf
Maldonado, J. A. (2011). Gestión de Procesos. Recuperado a partir de www.eumed.net/libros-
gratis/2011e/1084/indice.htm
Martínez Llebrez, V. R. (2015, marzo). El nuevo proyecto ISO/DIS 9001 Sistemas de Gestión de
Calidad. Requisitos. Su aprobación como norma internacional en el 2015. Presentacion en
Power Point, TECNOGEST.
Medina Léon, A., Nogueira Rivera, D., Comas Rodríguez, R., Hernández Nariño, A., Ricardo
Cabrera, H., & Medina Nogueira, D. (2014). La Ficha de Proceso, soporte del enfoque de
21
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
procesos y del control de gestión. IX Congreso Internacional de Gestión Empresarial y
Administración Pública y el V Taller Internacional de Escuelas y Facultades de Capacitación
de Directivos. GESEMAP, 2014.
Medina León, A., Nogueira Rivera, D., Hernández Nariño, A., & Viteri, J. (2010). Relevancia de la
gestión por procesos en la Planificación Estratégica y la Mejora Continua. EIDOS, 2, 18.
Medina León, A, Nogueira Rivera, D, & Hernández Nariño, A. (2012, diciembre). Consideraciones
y criterios para la selección de procesos para la mejora: Procesos Diana. Ingenieria
Industrial, XXXIII(3), 272-281.
Mora Martínez, J. . (2002). «Gestión Clínica por Procesos: mapa de procesos de enfermería en
centros de salud». Revista de Administración Sanitaria, VI(21). Recuperado a partir de
www.dinarte.es/ras/ras21/pdf/09%20adm%20y%20gest%204.pdf.
Morcillo Ródenas, C. (2000). «Gestión por Procesos en Andalucía: ¿Qué aportan?» Samfyc.
Recuperado a partir de www.samfyc.es/nueva/revista/PDF/v3n3/01.pdf
Moreira, M. (2013). La gestión por procesos en las instituciones de información. ACIMED, 14(5).
Recuperado a partir de
http://scielo.sld.cu/scielo.php?script=sci_arttext&lng=pt&nrm=iso&tlng=pt&pid=S1024943520
06000500011
Nariño Hernández, A., Nogueira Rivera, D., & Medina León, A. (2014). La caracterización y
clasificación de sistemas, un paso necesario en la gestión y mejora de procesos.
Particularidades en organizaciones hospitalarias. DYNA, 81(184), 191-198.
Nogueira Rivera, D. (2002). «Modelo conceptual y herramientas de apoyo a la toma de decisiones
para potenciar el Control de Gestión en las empresas cubanas»; (Tesis presentada en
opción al grado científico de Doctor en Ciencias Técnicas.). Universidad de Matanzas.
Paneque Sosa, P. (2002). Gestión por Procesos en el sistema sanitario público de Andalucía.
Curso de formación Médica continuada. Huercal- Overa. Recuperado a partir de
www.medynet.com/usuarios/jraguilar/gestion_procesos.pdf
Peña Escobio, D., Rigol Cardona, B., & Moreno Pino, M. (2009). Proyeccion de Sistemas
Integrados de Gestión. Contribuciones a la Economía. Recuperado a partir de
www.eumed.net/ce/2009a/ecp.htm
Pepper Bergholz, S. (2011, mayo). Definición de Gestión por Procesos. Medwave, XI(No 5), 3.
Ponjuán Dante. (2005). Principios y métodos para el mejoramiento organizacional. Ciudad de La
Habana. Cuba: Editorial Félix Varela.

22
Enfoque UTE, V.6-N.4, Dic.2015, pp.1 - 22
Rey Peteiro, D. (2012). Todo sobre la Gestión por Procesos (Parte I). Sinapsys Business
Solutions, FUNDIBEQ. Recuperado 12 de septiembre de 2015, a partir de
www.w3.org/TR/xhtml1/DTD/xhtml1-strict.dtd
Ricardo Cabrera, H. (2009, octubre). Procedimiento para la mejora continua de los procesos de la
Empresa de Productos Lácteos Escambray. Universidad de Cienfuegos «Carlos Rafael
Rodríguez».
Ricardo Cabrera, H. (2010). Aplicación de un procedimiento de mejora a procesos ordenados
secuencialmente a partir de métodos multicriterios. Recuperado a partir de
www.eumed.net/libros/2010a/650
Salomone, R. (2008). Integrated management systems: experiences in Italian organizations.
Journal of Cleaner Production, (16), 1786-1806.
Santos, G., Mendes, F., & Barbosa, J. (2011). Certification and integration of management
systems: the experience of Portuguese small and medium enterprises. Journal of Cleaner
Production, 19, 17-18.
SESCAM. (2002). La Gestión por Procesos. Recuperado a partir de
www.chospab.es/calidad/UCalidad/Documentos/Gestiondeprocesos.pdf.
Simon, A., Karapetrovic, S., & Casadesus, M. (2012). Evolution of integrated management
systems in Spanish firms. Journal of Cleaner Production, 23(1), 8-19.
Solé Cabanes, A. (2012). Gestión por procesos. Recuperado a partir de www.asolengin.bubok.es
Trischler, W. E. (2000). Mejora del valor añadido en los procesos.
UNE 66177. (2005). ¨Sistemas de gestión. Guía para la integración de los sistemas de gestión¨.
Zaratiegui, J. R. (1999). ¨La Gestión por Procesos: su papel e importancia en la empresa¨
(Vol. VI). España: Economía Industrial.
Zeng, S. ., Shi, J., & Lou, G. X. (2007). A synergetic model for implementing an integrated
management system: an empirical study in China. Journal of Cleaner Production, (15), 1760-
1767.
Zutshi, A., & Sohal, A. S. (2005). Integrated management system.The experiences of three
Australian organisations. Journal of Manufacturing Technology Management, 16, 211-232.

Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41 http://ingenieria.ute.edu.ec/enfoqueute/
e-ISSN: 1390‐6542 / p-ISSN: 1390-9363
Recibido (Received): 2015/05/27 Aceptado (Accepted): 2015/12/07
CC BY-NC-ND 3.0
Potencial de aprovechamiento de la biomasa vegetal como
aislamiento en climas extremos del Ecuador
(Potential use of vegetal Biomass as insulation in extreme
climates of Ecuador)
Luis Velasco Roldan1, Leonardo Goyos Pérez1, Luis Freire Amores2, Alexander Ibarra1
Resumen:
Un factor de gran riqueza ecológica de Ecuador está vinculado a su tradición en el uso de
fibras y otros residuos de carácter orgánico. Estos materiales compuestos se emplean como
elemento de relleno, refuerzo o aislamiento térmico en el campo de la construcción de
viviendas, lo que conlleva un gran potencial en el marco de la arquitectura más sustentable. En
Ecuador, la variabilidad climática y el bajo poder adquisitivo de muchos de sus habitantes
obliga a utilizar materiales de construcción de presencia local y bajo o nulo costo, con el fin de
lograr una vivienda económica y confortable. Es por ello que se han analizado la presencia de
recursos o desechos naturales de biomasa a nivel regional confrontándolos la tradición
constructiva, para posteriormente superponerlos geográficamente con las principales variables
climáticas que afectan a la eficiencia energética. De esta forma es posible determinar qué,
dónde y cómo utilizar los distintos recursos la biomasa para permitir una respuesta edificatoria
que cuente con una sólida argumentación social, económica, medioambiental y energética con
el objetivo de facilitar las condiciones adecuadas para el acceso a un hábitat económico,
seguro, eficiente y digno.
Palabras clave: residuos agrícolas, aislamiento térmico, eficiencia energética, recursos
naturales.
Abstract:
In Ecuador, a factor of great ecological wealth is linked to its tradition in the use of fibers and
other organic waste composite character as filler element, reinforcement or insulation in the field
of housing construction, which carries great potential under the most viable architecture. The
climate variability in Ecuador and the low purchasing power of their inhabitants forced to use
local available building materials inexpensive or at no cost, in order to achieve economic and
comfortable housing. That is why we have analyzed the presence of natural resources and
waste biomass confronting regional building tradition, later superimpose geographically with
major climatic variables affecting energy efficiency. This makes it possible to determine what,
where and how to use the different biomass resources to allow a response to build that has a
strong social, economic, environmental and energy argument in order to facilitate the conditions
for access to economic habitat efficient, safe and dignified.
Keywords: agricultural waste, thermal insulation, energy efficiency, natural resources.
1 Universidad de las Fuerzas Armadas, Sangolquí – Ecuador ( [email protected] )
2 Universidad Tecnológica Equinoccial, Quito – Ecuador ( [email protected] )

24
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
1. Introducción
El desarrollo de aislantes térmicos basados en residuos de biomasa es una línea de investigación
prometedora que permitirá la mejora sustancial de la eficiencia energética y el confort térmico del
hábitat en el ámbito ecuatoriano con soluciones sustentables de bajo coste. Existen múltiples
componentes edificatorios ancestrales como muros o pisos susceptibles de evolución y mejora
mediante la adición de altos porcentajes de biomasa en su composición. Por otro lado, el
desarrollo de elementos constructivos contemporáneos como paneles o mantas basados en
materiales vegetales permitirá la mejora de la sustentabilidad de soluciones industriales así como
la reducción importante del coste de producción de estas.
Uno de los principales obstáculos para el desarrollo de dichas técnicas constructivas es el
reducido conocimiento de los recursos de biomasa disponibles en el país, así como el potencial
aislante de estos en sus distintas posibilidades de aglomeración.
Investigaciones en torno al uso de residuos vegetales, han demostrado su capacidad de mejorar
la relación resistencia/densidad de los hormigones a la vez que reducir los agregados pétreos de
este. (Beraldo, 2011. Dicker, 2014. Juárez, 2010. Katzer, 2013. Mantia, 2011). La restricción
fundamental en estos casos resulta la disminución de resistencia que induce la presencia de los
espacios de aire de la biomasa. No obstante algunas aplicaciones que requieren la resistencia a
esfuerzos de flexión se verían favorecidas con la aplicación de fibras para la fabricación del
elemento. Ciertas especies vegetales presentan un sistema vascular que atrapa el aire en su
interior al desecarse. Esta notable proporción de aire permitirá un efecto aislante y la reducción de
áridos. Teniendo en cuenta que el coeficiente de conductividad se reduce proporcionalmente al
aumento de la biomasa y la resistencia disminuye de forma invérsamente proporcional, el
porcentaje de biomasa posible a usar estará limitado por la resistencia necesaria a garantizar.
En torno a dicho efecto se encuentran estudios de ciertas biomasas, como la cascarilla de arroz o
café, en torno al potencial que atesoran como aislamiento térmico conductivo de bajo coste
(Salazar, García, Olaya, n.d., Serrano,Castro,1985). Pese a ello, no se han realizado aún estudios
en profundidad en torno al potencial aislante de las posibles biomasas aprovechables en Ecuador.
Compuestos encaminados a determinar las posibilidades de inclusión de los residuos de biomasa
generados por los cultivos propios de cada zona en elementos constructivos tales como: bloques,
adobes, tapial o pisos de tierra estabilizados, paneles, mantas, etc. (Velasco, Delgado, Goyos,
n.d.) se encuentran en fase final de evaluación por parte del Grupo de Energías Renovables del
Departamento de Ingeniería Mecánica de la Escuela Politécnica del Ejército con resultados muy
prometedores por sus bajas conductividades. Los ensayos de conductividad están siendo
realizados mediante prototipo desarrollado por el equipo redactor para la determinación de la
conductividad térmica de las biomasas de estudio según las normas de la ASTM 177-13 (Method,

25
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
2013). Dicha norma establece criterios de laboratorio para la medida del flujo de calor en estado
estacionario a través de una muestra plana y homogénea de caras paralelas monitoreada a
temperaturas constantes mediante un sistema llamado de placa caliente. (Velasco, L., Delgado,
R., & Goyos, L., Freire (2015) . Los resultados preliminares se resumen en la Tabla 1.
Tabla 1. Conductividades de las distintas biomasas ensayadas
Material Densidad Aparente (gr/cm3) Coeficiente (W/ºK.m
2)
Raquis Palma a granel 0,182496 0,085936106
Raquis Palma a granel 0,148278 0,061027338
Bagazo de caña de azucar 0,062222 - 0,078493 0,025505969 - 0,03407669
Cascarilla de Cacao 0,078889 0,021480109
Virutas Guadua. Sección 2-3 cm 0,078493 0,03886449
Totora granel. Longitud: 1-2 cm 0,078493 0,032098209
La distribución de las estaciones meteorológicas en Ecuador así como la relativa escasez de
datos climatológicos dificulta la planificación de soluciones constructivas adaptadas al clima con la
requerida precisión geográfica. Dada la falta de datos reales climáticos en Ecuador, el desarrollo
del análisis climático se realiza además de mediante el estudio de fuentes bibliográficas
(Cañadas, 1983) y de los datos reales procedentes de las estaciones meteorológicas entre los
años 2004 y 2014 (INAMHI, n.d.) se han incluido modelizaciones climáticas allá donde los datos
reales son insuficientes (“climate.data.org,” n.d.)
2. Desarrollo
El desarrollo de la investigación pretende por lo tanto, determinar las zonas con condiciones
climáticas que requieran sistemas constructivos dotados de aislamiento térmico, determinar las
biomasas potencialmente utilizables como aislamiento térmico en el entorno local y sugerir los
posibles usos de esta biomasa.
2.1. Biomasas potencialmente utilizables
De acuerdo con las necesidades de los diferentes elementos presentes en la edificación y las
posibilidades de uso de las diferentes biomasas, éstas pueden ser clasificadas en dos grandes
grupos: la biomasa que presenta fibras largas y constituyen un interesante refuerzo para
elementos cargados a tracción y flexión y la biomasa particulada o con fibras cortas que sólo
son interesantes en aplicaciones de aislamiento térmico en materiales de construcción en masa
ligados mediente un aglomeráte, en general tierra o cemento (Salazar, 2007) . En ambos casos
el aporte de biomasa al elemento redunda en un aumento de la capacidad aislante y de la
ligereza final del material. Las biomasas potencialmente utilizables pueden caracterizarse en
función del hábitat característico de cada especie, su importancia económica y su forma de uso
tradicional. Esta última característica resulta la de mayor interés para nuestros fines.

26
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
2.1.1. Especies de utilidad económica que producen un desecho vegetal
Son especies para uso como alimento humano o animal y que producen un desecho con potencial
aprovechamiento para materiales compuestos. En Ecuador es notable el caso del raquis de
plátano o la palma africana , la tusa de maiz, el bagazo de caña de azúcar, las cascarillas de café,
cacao o arroz y las diferentes fibras de palmeras como el coco, etc. (IPN, 2007, Alvarez–Castillo,
2013, Ali, Liu, Chouw, 2012, Biagiotti, Puglia, Kenny, 2004)
La mayor limitación en el uso de estas especies radica en su aplicación en otros usos de los ya
implantados: como las hojas de palmera para techumbre, como abono orgánico , forraje o para la
producción de energía mediante su quema.
2.1.2. Especies que son en sí mismas de utilidad económica
Este grupo lo constituyen las fibras textiles y las plantas usadas comúnmente como cordelería o
tejidos como es el caso de los agaves, el algodón, la cabuya, el fique y el abacá o cáñamo de
Manila por citar los más usados. En este grupo se pueden incluir también especies de aplicación
en producciones artesanales y en ocasiones, en la construcción: especies como la totora, la caña,
la caña brava, la guadua o bambú, la toquilla, los juncos y los mimbres. Estarían también
incluidas en este grupo las numerosas especies maderables con aplicaciones especiales como el
caucho y los ficus gomosos. Las especies tubulares como las cañas también han sido y son
usadas como elementos constructivos en sí mismos, como es el caso del bambu, la caña y la
totora. A pesar de ello existe un potencial importante en el uso de sus fibras para compuestos
tanto poliméricos como cerámicos o como elementos aislantes en techo (Eguiguren, 2013,
Romero, Weeks, Huelman, 2012, Izco, 2007).
La mayoría de las especies productoras de hilos y cuerdas como la cabuya, el penco o el ágabe,
tienen su aplicación bien determinada, tienen poca producción excedente y no resulta
económicamente rentable su uso en viviendas. A pesar de ello, en algunos casos con excedente
de producción sería factible su aplicación en la restitución de capacidad resistente en adobes o
tapiales en unión de otras biomasas aislantes de fibra corta o en el refuerzo de paneles
aglomerados de biomasa.
En el caso de las especies maderables, generalmente resulta más rentable usar las mismas
como tabla que utilizar sus fibras. Pese a ello, existen posibilidades en el uso de las fibras
procedentes de ramas jóvenes (ficus, guadua, etc.) o de residuos procedentes de su manufactura
(serrin, astillas, etc.). Teniendo en cuenta la experiencia ancestral en el uso de algunas especies
autóctonas, el enfoque de este grupo de especies se centrará en el aprovechamiento de partes no
totalmente aprovechadas o aplicaciones no comunes.
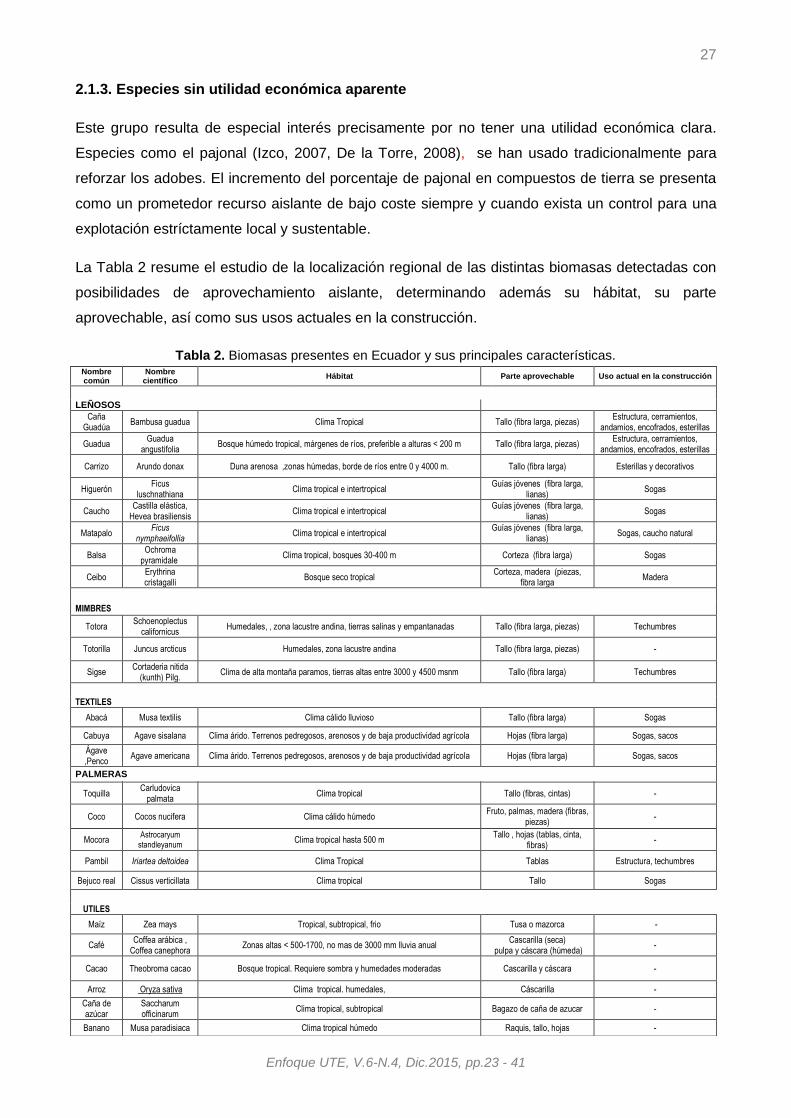
27
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
2.1.3. Especies sin utilidad económica aparente
Este grupo resulta de especial interés precisamente por no tener una utilidad económica clara.
Especies como el pajonal (Izco, 2007, De la Torre, 2008), se han usado tradicionalmente para
reforzar los adobes. El incremento del porcentaje de pajonal en compuestos de tierra se presenta
como un prometedor recurso aislante de bajo coste siempre y cuando exista un control para una
explotación estríctamente local y sustentable.
La Tabla 2 resume el estudio de la localización regional de las distintas biomasas detectadas con
posibilidades de aprovechamiento aislante, determinando además su hábitat, su parte
aprovechable, así como sus usos actuales en la construcción.
Tabla 2. Biomasas presentes en Ecuador y sus principales características. Nombre común
Nombre científico
Hábitat Parte aprovechable Uso actual en la construcción
LEÑOSOS
Caña Guadúa
Bambusa guadua Clima Tropical Tallo (fibra larga, piezas) Estructura, cerramientos,
andamios, encofrados, esterillas
Guadua Guadua
angustifolia Bosque húmedo tropical, márgenes de ríos, preferible a alturas < 200 m Tallo (fibra larga, piezas)
Estructura, cerramientos, andamios, encofrados, esterillas
Carrizo Arundo donax Duna arenosa ,zonas húmedas, borde de ríos entre 0 y 4000 m. Tallo (fibra larga) Esterillas y decorativos
Higuerón Ficus
luschnathiana Clima tropical e intertropical
Guías jóvenes (fibra larga, lianas)
Sogas
Caucho Castilla elástica,
Hevea brasiliensis Clima tropical e intertropical
Guías jóvenes (fibra larga, lianas)
Sogas
Matapalo Ficus
nymphaeifollia Clima tropical e intertropical
Guías jóvenes (fibra larga, lianas)
Sogas, caucho natural
Balsa Ochroma
pyramidale Clima tropical, bosques 30-400 m Corteza (fibra larga) Sogas
Ceibo Erythrina cristagalli
Bosque seco tropical Corteza, madera (piezas,
fibra larga Madera
MIMBRES
Totora Schoenoplectus
californicus Humedales, , zona lacustre andina, tierras salinas y empantanadas Tallo (fibra larga, piezas) Techumbres
Totorilla Juncus arcticus Humedales, zona lacustre andina Tallo (fibra larga, piezas) -
Pajonal Calamagrostis festuca, Stipa
Clima de alta montaña: páramos, tierras altas entre 3000 y 4500 msnm Tallo (fibra larga) Techumbres Sigse
Cortaderia nitida (kunth) Pilg.
Clima de alta montaña paramos, tierras altas entre 3000 y 4500 msnm Tallo (fibra larga) Techumbres
TEXTILES
Abacá Musa textilis Clima cálido lluvioso Tallo (fibra larga) Sogas
Cabuya Agave sisalana Clima árido. Terrenos pedregosos, arenosos y de baja productividad agrícola Hojas (fibra larga) Sogas, sacos
Cabuya blanca
Furcraea andina Clima árido. Terrenos pedregosos, arenosos de baja productividad agrícola Hojas (fibra larga) Sogas, sacos Ágave ,Penco
Agave americana Clima árido. Terrenos pedregosos, arenosos y de baja productividad agrícola Hojas (fibra larga) Sogas, sacos
PALMERAS
Palma africana
Elaeis guineensis Selva húmeda tropical Cuescos, raquis (fibra corta) - Toquilla
Carludovica palmata
Clima tropical Tallo (fibras, cintas) -
Coco Cocos nucifera Clima cálido húmedo Fruto, palmas, madera (fibras,
piezas) -
Mocora Astrocaryum
standleyanum Clima tropical hasta 500 m
Tallo , hojas (tablas, cinta, fibras)
-
Pambil Iriartea deltoidea Clima Tropical Tablas Estructura, techumbres
Bejuco real Cissus verticillata Clima tropical Tallo Sogas
UTILES
Maíz Zea mays Tropical, subtropical, frio Tusa o mazorca -
Café Coffea arábica ,
Coffea canephora Zonas altas < 500-1700, no mas de 3000 mm lluvia anual
Cascarilla (seca) pulpa y cáscara (húmeda)
-
Cacao Theobroma cacao Bosque tropical. Requiere sombra y humedades moderadas Cascarilla y cáscara -
Arroz Oryza sativa Clima tropical. humedales, Cáscarilla -
Caña de azúcar
Saccharum officinarum
Clima tropical, subtropical Bagazo de caña de azucar -
Banano Musa paradisiaca Clima tropical húmedo Raquis, tallo, hojas -

28
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
2.2. Distribución geográfica de la biomasa
Determinar con exactitud la distribución geográfica de las distintas especies resulta difícil.
Resultan de gran ayuda algunas obras sobre el tema pero existen especies con presencia escasa
en micro-localizaciones específicas pero en todas las provincias del país. (Erriguren, 2013,
Romero, Izco, 2007, De la Torre, 2006, INEC, 2009, Macía, 2006)
Una propuesta de uso de biomasas en función de su distribución local debe forzosamente
centrarse en aquellas de fácil acceso, por medio de su presencia natural, por necesidades de la
distribución alimentaria o por su coste nulo. Desde este punto de vista es posible entonces centrar
la atención en aquellas especies que cumplen con estas condicionales.
2.3. Análisis de las condiciones climáticas
Con el objetivo de situar geográficamente los requerimientos exigibles al hábitat y confrontarlos
con las biomasas disponibles, se han representado sobre los mapas de las figuras 1 y 2, además
de los climas (INAMHI, n.d.), las variables climáticas que puedan condicionar la estrategia
constructiva a seguir: temperatura (medias de las mínimas y medias de las máximas anuales),
humedad relativa (media de las máximas y media de las mínimas anuales), nubosidad, radiación y
presencia de viento.
Figura 1. Mapa de temperaturas mínimas (absolutas y medias)

29
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
Del estudio de los datos y bibliografía existentes puede determinarse que, pese a que
climáticamente en Ecuador se considera que existe una época lluviosa y otra temporada seca, la
estabilidad térmica en términos anuales es importante, no siendo así en términos geográficos, en
donde la variabilidad es extrema, si bien existen patrones comunes en grandes zonas climáticas:
Costa, Sierra y Amazonia (Pourrut, Rovere, Romo, & Villacrés, 1995). Dichas zonas corresponden
a grandes rasgos con una biodiversidad que ha determinado, junto con la cultura de sus
pobladores unos patrones edificatorios cuasi comunes que nos permiten estructura el análisis en
tres grandes zonas.
Figura 2 . Mapa de temperaturas máximas (absolutas y medias)

30
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
2.4. Variantes constructiva tradicionales y usos propuestos de las biomasas existentes en
función del clima
La investigación en torno al utilización potencial de utilización de la biomasa como aislante en
elementos de construcción se centra en el uso en cerramiento (paredes y pisos principalmente),
y los elementos de revestimiento y relleno (Velasco, Delgado, Goyos, n.d.). En el caso de los
cerramientos, el mayor interés radica en la sustitución de áridos y en menor grado de cemento,
yeso o arcilla, buscando con ello una mayor economía de recursos económicos y ambientales , a
la vez que se aporta una mejora considerable en su capacidad aislante. En el caso los
elementos no portantes de revestimiento o relleno como paneles para falso techo (cielo raso),
relleno de cámaras de paredes o techos, etc, el objetivo será determinar como aglomerar la fibra
de la forma menos contaminante y como preservarla del ataque de mohos o insectos. Puede
estudiarse en detalle las distintas lineas de investigación abiertas en torno al tema en el artículo:
Investigación y desarrollo de aislantes térmicos naturales basados en residuos de biomasa para
su aplicación en la mejora de la eficiencia energética de las edificaciones en América Latina
(Velasco, Delgado, Goyos, n.d.).
2.4.1. Región Costa
La región geográfica de costa ecuatoriana comprende las provincias de Esmeraldas, Guayas, Los
Ríos, Manabí, Santa Elena y El Oro, pese a que pueden considerarse de esta, desde el punto de
vista climático, la zona más costera de las provincias de Cañar, Azuay y Santo Domingo. La
región litoral es seca y árida con continuas corrientes de aire procedentes del mar que atemperan
las temperaturas máximas y mínimas, existiendo una diferencia máxima anual de temperaturas de
3ºC y una diferencia térmica diaria máxima de 7ºC. Las temperaturas medias oscilan entre los
20,5 y 30,5 C. La humedad relativa varía diariamente entre el 55 y el 100%, manteniéndose
relativamente estable durante todo el año. El interior es muy cálido y húmedo y comprende los
territorios de la costa interna hasta los declives de la cordillera Occidental. Las temperaturas
medias de las máximas oscilan entre los 18 y los 32ºC a lo largo del año. La humedad relativa es
alta: entre el 70 y el 100%. Se caracteriza por las constantes precipitaciones debido al efecto de
las corrientes marinas de Humboldt y el Niño (AEPEREACU, n.d.). La radiación en toda la región
de la costa es intensa: entre los 3,5 y 4 y 4,5 Kwh/m2.

31
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
Figura 3. Gráfico bioclimático. Provincias de la región climática de la costa.
En la Figura 3 se observa como el principal problema climático de la región (especialmente el las
provincias del sur) son las altas temperaturas (principalmente en horas centrales del día),
asociadas a altos niveles de radiación, así como frecuentes porcentajes de humedad relativa
superiores al 80% (incrementándose hacia la zona norte). No hay en la costa problemas de
confort por bajas temperaturas. Por el contrario, al no descender la temperatura durante la noche
no es posible la refrigeración por ventilación nocturna. Se observa que en toda la zona es siempre
necesaria la protección solar.
La construcción tradicional en la costa presenta una perfecta adaptación al clima de una forma
sostenible gracias a la limitada huella de carbono de sus materiales, a la ausencia de inercia
térmica y la absoluta permeabilidad de toda la envolvente que facilita la refrigeración y evita la
acumulación de humedad sin necesidad de ventanas. Los suelos y las paredes están construidos
de pambil, guadua o caña picada sobre latilla horizontal o vertical de guasango o laurel. Se
encuentra generalmente levantada del suelo entre 60 y 150 cm. con postes de chonta o guadua.
El techo es elaborado de rampira o bijao (hojas de palma o de plátano), y generalmente se
prolonga más allá de los cerramientos verticales para dotar a estos de protección frente a la
radiación formando los corredores y espacios exteriores protegidos del sol, hacia los que se
vuelcan diversas actividades de la casa. (Nurnberg, Estrada, 1982). Presenta problemas
puntuales de seguridad y mantenimiento debido a la degradación de las fibras vegetales por
pudrición o ataque de insectos.
La sustitución de los tipos constructivos tradicionales por sistemas constructivos basados, casi
invariablemente, en muros de bloques de hormigón y cubiertas de fibrocemento o chapa y losas
de hormigón supone un empeoramiento radical de la sostenibilidad edificatoria al utilizar
materiales no reciclables, procedentes de zonas lejanas y basados en el hormigón o el acero. La
eficiencia energética de la vivienda, lejos de mejorarse, empeora radicalmente al reducir la
ventilación en las edificaciones impidiendo la disipación del calor interior y la refrigeración natural.

32
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
Las altísimas temperaturas que provoca la radiación solar por un acceso indiscriminado de
energía a través de la cubierta produce graves problemas de confort térmico interior. No hay en
toda la región necesidad de protección de los edificios de las bajas temperaturas.
El objetivo de la aplicación de los recursos o residuos de biomasa en la costa será el conseguir
evitar la entrada de calor cuando, en ausencia de viento las temperaturas superen los 27ºC así
como la incidencia de la radiación solar sobre la envolvente del edificio.
El aislamiento de la cubiertas cobra por lo tanto en la costa importancia capital siendo posible
rehabilitar las cubiertas de chapa o fibrocemento mediante un trasdosado que forme una cámara
de aire ventilada entre la cubierta y el panel aglomerado de fibras naturales. Biomasa como el
bagazo de caña de azúcar pueden conformarse fácilmente en este tipo de cielos rasos aislantes
pudiendo ser revestidos posteriormente de tierra o yeso para aumentar su durabilidad. El
trasdosado interior de las paredes de bloque de hormigón con dicha técnica podría convertirse en
una rehabilitación energética, evolución aislante del tradicional enquinchado de caña.
Por otro lado, existen en la zona gran número de tipos de biomasa aprovechables para aislantes
en la formación de bloques aglomerados con tierra y cal o cemento tales como los residuos de
guadua, las fibras de coco o de palma, el bagazo, el raquis del banano, la cascarilla de arroz, la
tuza del maíz y las cascarillas de café o cacao. Pese a ello, este tipo de solución constructiva
basada en bloques macizos, al aportar a la edificación capacidad de acumulación de energía
(inercia térmica), únicamente será útil en zonas de interior o el borde de la cordillera, en las cuales
el descenso de la temperatura nocturna permita la ventilación y el enfriamiento de la casa. El
aislamiento térmico evitará el acceso del calor al interior mientras el frio acumulado en la masa de
los bloques durante la noche mantendrá fresco el interior.
La biomasa potencialmente más adecuada para el compuesto tierra + biomasa es aquella larga y
resistente a esfuerzos de tracción, con un cierto grosor de forma que exista en las fibras cierta
cantidad de aire encapsulado como ocurre con el bagazo de caña de azúcar, el raquis de banano
o los residuos de guadua. Las fibras cortas como el cacao, la cascarilla de arroz o la tuza de
maíz serán más adecuadas para compuestos de cemento debido a la mayor capacidad
aglomerante de este. Los residuos fibrosos como el ráquis de palma o las fibras de coco, así
como cualquiera de las biomasas anteriores convenientemente citadas, convenientemente
preservadas (con sales de bórax o mineralización con cemento y agua) dotarán a cualquier
cerramiento de un carácter aislante. Los sistemas tradicionales de madera de la región permitirían
de una forma sencilla la transformación de este modo de las paredes en muros aislantes.
El bahareque o muros de entramado de palos, cañas o guadua revestido de barro o mortero de
cemento ha sido y continúa siendo un sistema constructivo muy extendido en toda América Latina.
El bahareque presenta interesantes características dado su bajo coste, su estructura antisísmica y
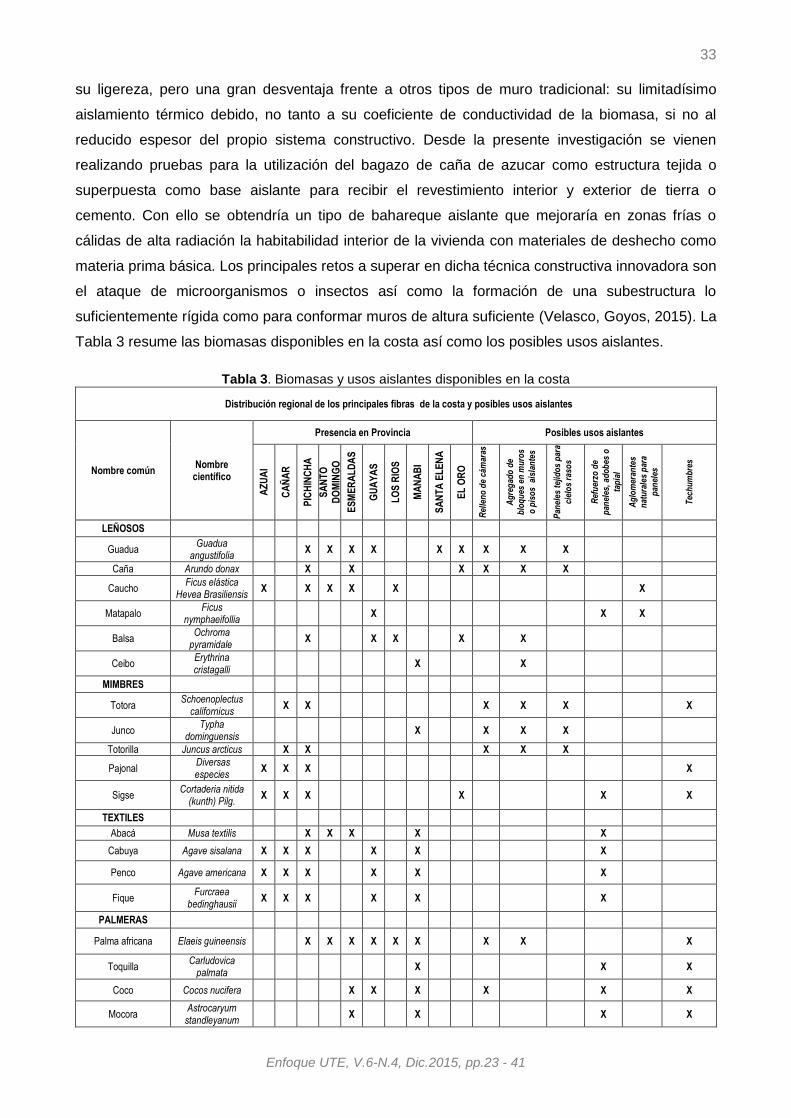
33
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
su ligereza, pero una gran desventaja frente a otros tipos de muro tradicional: su limitadísimo
aislamiento térmico debido, no tanto a su coeficiente de conductividad de la biomasa, si no al
reducido espesor del propio sistema constructivo. Desde la presente investigación se vienen
realizando pruebas para la utilización del bagazo de caña de azucar como estructura tejida o
superpuesta como base aislante para recibir el revestimiento interior y exterior de tierra o
cemento. Con ello se obtendría un tipo de bahareque aislante que mejoraría en zonas frías o
cálidas de alta radiación la habitabilidad interior de la vivienda con materiales de deshecho como
materia prima básica. Los principales retos a superar en dicha técnica constructiva innovadora son
el ataque de microorganismos o insectos así como la formación de una subestructura lo
suficientemente rígida como para conformar muros de altura suficiente (Velasco, Goyos, 2015). La
Tabla 3 resume las biomasas disponibles en la costa así como los posibles usos aislantes.
Tabla 3. Biomasas y usos aislantes disponibles en la costa
Distribución regional de los principales fibras de la costa y posibles usos aislantes
Nombre común Nombre
científico
Presencia en Provincia Posibles usos aislantes
AZ
UA
I
CA
ÑA
R
PIC
HIN
CH
A
SA
NT
O
DO
MIN
GO
ES
ME
RA
LD
AS
GU
AY
AS
LO
S R
IOS
MA
NA
BI
SA
NT
A E
LE
NA
EL
OR
O
Rel
len
o d
e cá
mar
as
Ag
reg
ado
de
blo
qu
es e
n m
uro
s
o p
iso
s a
isla
nte
s
Pan
eles
tej
ido
s p
ara
ciel
os
raso
s
Ref
uer
zo d
e
pan
eles
, ad
ob
es o
tap
ial
Ag
lom
eran
tes
nat
ura
les
par
a
pan
eles
Tec
hu
mb
res
LEÑOSOS
Guadua Guadua
angustifolia X X X X X X X X X
Caña Arundo donax X X X X X X
Caucho Ficus elástica
Hevea Brasiliensis X X X X X X
Matapalo Ficus
nymphaeifollia X X X
Balsa Ochroma
pyramidale X X X X X
Ceibo Erythrina cristagalli
X X
MIMBRES
Totora Schoenoplectus
californicus X X X X X X
Junco Typha
dominguensis X X X X
Totorilla Juncus arcticus X X X X X
Pajonal Diversas especies
X X X X
Sigse Cortaderia nitida
(kunth) Pilg. X X X X X X
TEXTILES
Abacá Musa textilis X X X X X
Cabuya Agave sisalana X X X X X X
Penco Agave americana X X X X X X
Fique Furcraea
bedinghausii X X X X X X
PALMERAS
Palma africana Elaeis guineensis X X X X X X X X X
Toquilla Carludovica
palmata X X X
Coco Cocos nucifera X X X X X X
Mocora Astrocaryum
standleyanum X X X X

34
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
Pambil Iriarte deltoidea X X
UTILES
Maiz Zea mays X X X X X X X
Café Coffea arábica x X X X X X X X X
Cacao Theobroma cacao X X X X X X X
Arroz Oryza sativa X X X X X
Caña de azucar Saccharum officinarum
X X X X X X X X
Banano Musa paradisiaca X X X X X X X X X X X
2.4.2 Sierra
La región de la Sierra está atravesada por la cordillera de los Andes que recorre el país de Norte a
Sur. Comprende las provincias de Azuay, Bolívar, Cañar, Carchi, Chimborazo, Cotopaxi,
Imbabura, Loja, Pichincha, Santo Domingo de los Tsáchilas y Tungurahua. Se divide en dos
sistemas paralelos: Cordillera Oriental y Occidental, separados por llanuras y valles, creando una
serie de microclimas conocidos como pisos o escalones climáticos (INAMHI, n.d.)
En el clima tropical andino la temperatura media varía entre las 20 y 25 °C. Las lluvias son
escasas y la atmósfera seca. Comprende todas las tierras bajas hasta una altura de 1500 m. El
subtropical andino va desde los 1500 hasta los 2500 m, con una temperatura media de 20 °C.
Lluvias abundantes en Invierno y poco frecuentes en verano lo caracterizan. El clima templado,
con una temperatura media de 17 °C, se sitúa en los lugares que van desde los 2500 hasta los
3500 m de altitud. Se caracteriza por tener lluvias abundantes, granizadas frecuentes y ambiente
nublado. Es la franja climática más poblada de la Sierra. El piso frío comprende todos aquellos
lugares que van desde los 3500 hasta las 5650 m. Su temperatura varia entre 1 y 10 °C durante el
día durante todo el año. Se dan lluvias torrenciales , neblinas espesas y lloviznas casi constantes.
El clima glacial se sitúa por encima de los 5650. Se caracteriza por registrar temperaturas
Inferiores a los 0 °C y nieve perpetua. No es de interés al no estar habitado.
Figura 4. Gráfico bioclimático. Provincias de la región climática de sierra.
La Figura 4 nos muestra como en toda la región las bajas temperaturas exigen la presencia de

35
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
aislamiento térmico e inercia térmica junto con algún tipo de sistema de calefacción. Pese a ello, la
situación en la sierra es más compleja de lo que puede mostrar éste debido a la gran variabilidad
de microclimas existente, por lo que los mapas de temperaturas mínimas nos ofrecen un
instrumento clave para determinar la importancia de la utilización de la biomasa con fines aislantes
para la protección de la envolvente en la región. Por el contrario, no existen en la región climática
de la sierra problemas de altas temperaturas. Si pueden existir en cambio problemas puntuales
derivados de la alta radiación en zonas de baja altitud en donde se hará necesario el control de la
radiación solar.
Las edificaciones tradicionales en su mayor parte se caracterizan por muros de piedra o tierra
(tapial o adobe), pisos de tierra y cubiertas de paja o teja sobre estructura de madera. En zonas
menos frías se utiliza con frecuencia el bahareque que consiste en muros de cerramiento
formados por una estructura de madera o cañas recubierta de barro y paja.
La construcción en tierra es un recurso constructivo de bajo impacto ambiental, acceso local e
integrado en las tradiciones constructivas locales. Presenta inconvenientes de durabilidad si existe
un exceso de humedad provocada por capilaridad del suelo o agua de lluvia y, más allá del efecto
beneficioso de estabilidad térmica que produce en el interior de las construcciones, es un material
con un alto coeficiente de conductividad por lo que resulta prácticamente imposible alcanzar las
temperaturas de confort interior sin altísimos consumos energéticos.
En las zonas altas de los páramos se mantiene un tipo de choza mixta de muros de tierra y tejado
de paja que se extiende prácticamente hasta el suelo. La gran capacidad aislante de la paja
protege de los vientos fríos y el agua los muros de tierra. En todos los tipos constructivos los
suelos apisonados constituyen el principal foco frío.
Pero un modelo único se extiende invariablemente en al actualidad por el país basado en muros
de bloques de hormigón y techos de chapa o fibrocemento empeorando las condiciones interiores
de habitabilidad frente al los tipos tradicionales. En las construcciones de techos de chapa o
fibrocemento a las pérdidas de energía a través de muros y suelos conductivas se suman las
grandes pérdidas energéticas producidas por la radiación espacial durante la noche, agravando
los problemas de confort ya existentes en las tipologías tradicionales. Todo ello hace que este tipo
de viviendas sean frecuentemente abandonadas o utilizadas como corrales.
El potencial de la inclusión de fibras en los compuestos de tierra está ya interiorizado en las
distintas técnicas del adobe o del tapial con el objetivo de reforzar estructuralmente este. Estudios
recientes elaborados por los autores (Velasco, Goyos, 2015) , demuestran que es posible la
mejora aislante de estas técnicas tradicionales mediante la adición de considerables cantidades
de totora, cacao, café o pajonal sin una merma excesiva de la resistencia del compuesto.

36
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
En zonas frías como las del páramo ecuatoriano la temperatura de los pisos en contacto con el
terreno puede alcanzar temperaturas inferiores a 5ºC de forma permanente, por lo que el
aislamiento térmico de este elemento es imprescindible para alcanzar el confort térmico. Las
solicitaciones requeridas al material base del piso se limitan a la resistencia a la abrasión de la
capa superficial. Es por ello que el compuesto de tierra apisonada o estabilizada con reducidas
cantidades de cal o cemento y altos porcentajes de biomasa atesora un enorme potencial como
aislante de bajo coste. El campo de investigación en pisos aislantes se abre a prácticamente
todo tipo de biomasa de la región.
Otra posible aplicación y dado el poder aislante demostrado de fibras como el pajonal es el
desarrollo de sistemas constructivos que permitan confinar y preservar la biomasa,
interponiéndola entre el interior y el exterior de una forma similar a las chozas actuales, pero
protegidas de la intemperie. En zonas altas de la sierra, por ejemplo, en donde la presencia de
pajonal es abundante y la existencia de insectos que puedan alimentarse de esta muy limitado,
sería posible el uso de ésta, de forma local y sustentable, para el relleno de bloques de hormigón
siempre y cuando se proteja la biomasas de la humedad del suelo o los muros de la incidencia
agua de lluvia. En zonas en las que abunde la madera será posible abrir un nuevo campo de
estudio consistente en confinar en cámaras dicha biomasa obteniéndose un muro de madera
aislante. El principal reto a salvar es la conservación de dicha biomasa frente al ataque de
insectos y hongos. La Tabla 4 resume las biomasas disponibles en la región así como los posibles
usos aislantes.
Tabla 4. Biomasas y usos aislantes disponibles en la sierra
Distribución regional de los principales fibras de la sierra y posibles usos aislantes
Nombre común Nombre
científico
Presencia en Provincia Posibles usos aislantes
AZ
UA
I
CA
ÑA
R
PIC
HIN
CH
A
SA
NT
O D
OM
ING
O
BO
LIB
AR
CH
IMB
OR
AZ
O
CO
TO
PA
XI
IMB
AB
UR
A
LO
JA
TU
NG
UR
AH
UA
Rel
len
o d
e cá
mar
as
Ag
reg
ado
de
blo
qu
es
en m
uro
s o
pis
os
aisl
ante
s
Pan
eles
tej
ido
s p
ara
ciel
os
raso
s
Ref
uer
zo d
e p
anel
es,
ado
bes
o t
apia
l
Ag
lom
eran
tes
nat
ura
les
par
a p
anel
es
Tec
hu
mb
res
LEÑOSOS
Caña Guadúa Bambusa guadua
X X X X
Guadua Guadua
angustifolia X X X X X X
Caña Arundo donax X X X X
Caucho Ficus elastica
Hevea Brasiliensis
X X X X X
Balsa Ochroma
pyramidale X X
Ceibo Erythrina cristagalli
X X
MIMBRES
Totora Schoenoplectus
californicus X X X X X X X X X X X
Totorilla Juncus arcticus X X X X X X X X X X
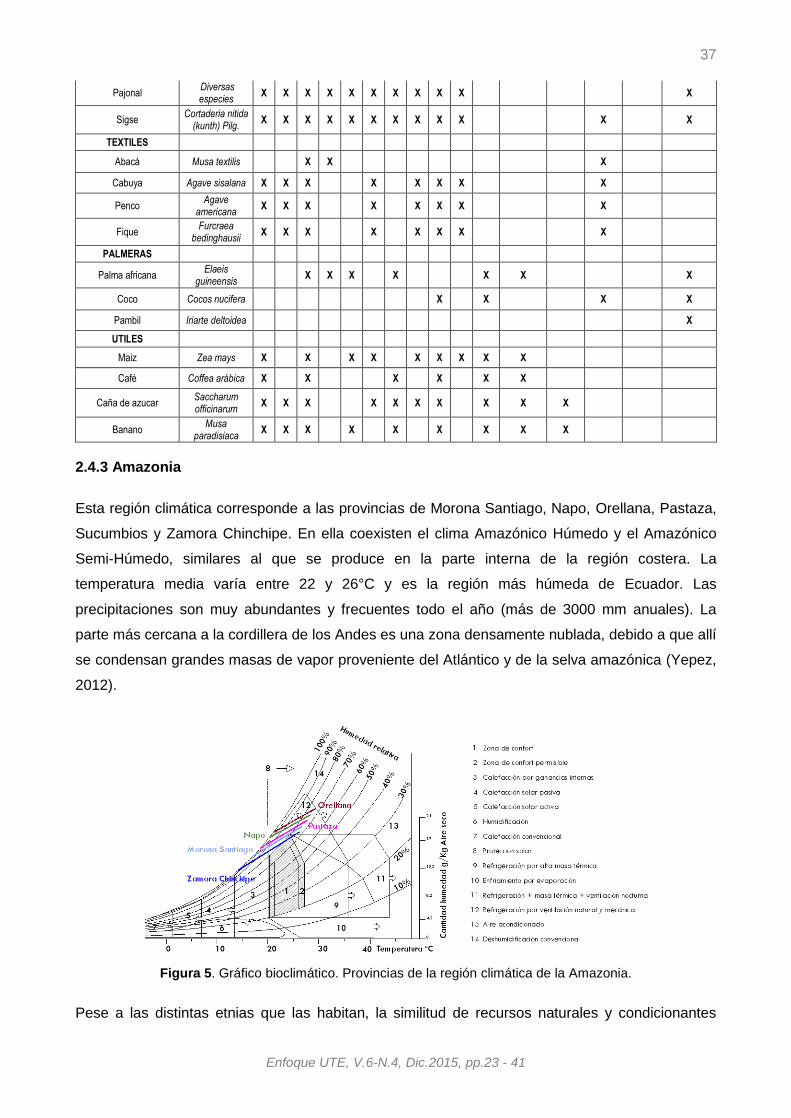
37
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
Pajonal Diversas especies
X X X X X X X X X X X
Sigse Cortaderia nitida
(kunth) Pilg. X X X X X X X X X X X X
TEXTILES
Abacá Musa textilis X X X
Cabuya Agave sisalana X X X X X X X X
Penco Agave
americana X X X X X X X X
Fique Furcraea
bedinghausii X X X X X X X X
PALMERAS
Palma africana Elaeis
guineensis X X X X X X X
Coco Cocos nucifera X X X X
Pambil Iriarte deltoidea X
UTILES
Maiz Zea mays X X X X X X X X X
Café Coffea arábica X X X X X X
Caña de azucar Saccharum officinarum
X X X X X X X X X X
Banano Musa
paradisiaca X X X X X X X X X
2.4.3 Amazonia
Esta región climática corresponde a las provincias de Morona Santiago, Napo, Orellana, Pastaza,
Sucumbios y Zamora Chinchipe. En ella coexisten el clima Amazónico Húmedo y el Amazónico
Semi-Húmedo, similares al que se produce en la parte interna de la región costera. La
temperatura media varía entre 22 y 26°C y es la región más húmeda de Ecuador. Las
precipitaciones son muy abundantes y frecuentes todo el año (más de 3000 mm anuales). La
parte más cercana a la cordillera de los Andes es una zona densamente nublada, debido a que allí
se condensan grandes masas de vapor proveniente del Atlántico y de la selva amazónica (Yepez,
2012).
Figura 5. Gráfico bioclimático. Provincias de la región climática de la Amazonia.
Pese a las distintas etnias que las habitan, la similitud de recursos naturales y condicionantes

38
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
climáticos hace que la arquitectura vernácula de esta regiones sea muy similar a la de la costa en
cuanto a materiales y técnicas constructivas tradicionales. Los principales factores a considerar
son la humedad y en menor grado las altas temperaturas. La edificación por lo tanto emplea
materiales vegetales locales, facilitando la permeabilidad de toda la envolvente (llegando incluso
en ocasiones a prescindir de las paredes) para evitar problemas de confort derivados de la
humedad elevada. La protección solar de la cubierta se basa en una superposición de capas
vegetales que forman sucesivas cámaras de aire ventiladas. Al igual que en todo el país la
sustitución de los tipos constructivos tradicionales por sistemas constructivos de hormigón o
cubiertas de fibrocemento o chapa de acero supone un empeoramiento radical de la sostenibilidad
edificatoria y del confort al aumentar las temperaturas debido a la radiación solar y a la
acumulación de calor en la inercia térmica de los materiales pétreos, los cuales dificultan
enormemente la ventilación y refrigeración interior. La Tabla 5 resume las biomasas disponibles
en la región así como los posibles usos aislantes.
Tabla 5. Biomasas y usos aislantes disponibles en la Amazonía
Distribución regional de los principales fibras de la amazonia y posibles usos aislantes
Nombre común Nombre científico
Presencia en Provincia Posibles usos aislantes
MO
RO
NA
S
AN
TIA
GO
NA
PO
OR
EL
LA
NA
PA
ST
AZ
A
SU
CM
BIO
S
ZA
MO
RA
Rel
len
o d
e cá
mar
as
Ag
reg
ado
de
blo
qu
es
en m
uro
s o
pis
os
aisl
ante
s
Pan
eles
tej
ido
s p
ara
ciel
os
raso
s
Ref
uer
zo d
e p
anel
es,
ado
bes
o t
apia
l
Ag
lom
eran
tes
nat
ura
les
par
a p
anel
es
Tec
hu
mb
res
LEÑOSOS
Guadua Guadua angustifolia X X X X X
Caña Guadua Arundo donax X X X X X X X
Caucho Ficus elastica
Hevea Brasiliensis X X X X X
Matapalo Ficus nymphaeifollia X X X
Ceibo Erythrina cristagalli X
Bejuco real Cissus verticillata X X X X
MIMBRES
Totora Schoenoplectus californicus X X X X
Totorilla Juncus arcticus X X X X
Sigse Cortaderia nitida (kunth)
Pilg. X X
PALMERAS
Palma africana Elaeis guineensis X X X X X
Pambil Iriarte deltoidea X X X
UTILES
Maiz Zea mays X X X
Café Coffea arábica X X X
Cacao Theobroma cacao X X X X
La sostenibilidad de las soluciones industrializadas se ve agravada por la distancia y dificultad de
acceso a las zonas pobladas por lo que un retorno a patrones tradicionales convenientemente
39
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
revisados es la zona amazónica de especial importancia. La aglomeración de fibras vegetales en
forma de paneles (de cubierta o techo) será en este caso de principal interés y la preservación de
la biomasa el factor clave del éxito, pues la pudrición y la presencia de hongos e insectos es muy
importante en la zona.
No son recomendables la aglomeración de bloques o la mejora de los tipos constructivos de
hormigón debidos a la acumulación de calor que ello supondría a excepción de las zonas más
frías de la región de Morona Santiago o Zamora Chinchipe.
3. Conclusiones
La biomasa como componente aislante de composites o técnicas constructivas mixtas es útil en
amplias zonas de Ecuador, tanto en zonas frías como en zonas cálidas. La utilización por lo tanto
de biomasas incorporadas a los sistemas constructivos tradicionales tiene un gran potencial de
mejora del hábitat en gran parte del país.
La diversidad agrícola y vegetal de Ecuador permite asegurar la existencia de biomasas
vegetales aprovechables como componente aislante en la práctica totalidad del país habitado.
La integración de las soluciones innovadoras depende en gran medida de la aceptación de estas
por parte de los usuarios y agentes implicados en la construcción. Es por ello que buscar sistemas
que permitan una evolución de los sistemas tradicionales permite asegurar la implantación de las
mejoras. La incorporación de biomasa local para el incremento del aislamiento es absolutamente
compatible con los distintos sistemas constructivos de Ecuador. Así bloques, muros y adobes
pueden continuar construyéndose de igual modo con idénticas técnicas. La incorporación de altos
porcentajes de biomasas permitirá la mejora de dicha técnica. En ningún caso la sustitución por
otra. En el caso de zonas cálidas en donde abundan las fibras vegetales largas que permiten
conformar paneles, estos serán de gran utilidad para la mejora de las condiciones de hábitat con
un incremento de coste muy limitado
Se demuestran por lo tanto las enormes posibilidades de uso de la biomasa en la mejora de las
técnicas constructivas tradicionales de Ecuador en pos de la mejora de la eficiencia energética de
las edificaciones.
4. Bibliografía
AENOR. (2008). UNE 41410 Bloques de tierra comprimida para muros y tabiques.
AEPEREACU. (n.d.). Clima de Ecuador.
Ali, M., Liu, H, A., Chouw, S. (2012) Construction And Building Materials, 30, 814–825.

40
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
Alvarez–Castillo A. , Salgado–Delgado, R. , García–Hernández, E., Domínguez–Domínguez, M.,
Beraldo A.L. (UPV). (2011). Aprovechamiento de residuos agro-industriales como fuente
sostenible de materiales de construcción. CYTED.
Biagiotti, J., Puglia, D., Kenny J. M. (2004). Natural Fibers,2004,1
Borchsenius, F., (2006) In Botánica Económica De Los Andes Centrales, Ed. By B. Ø. M. Moraes
R., L. P. Kvist, F. Borchsenius & H. Balslev (2006) La Paz , Pp. 412-486.
Climate.data.org. (n.d.).
Cañadas, Luis. (1983). El Mapa Ecológico y Bioclimático de Ecuador.
David Nurnberg, Julio Estrada Ycaza, O. H. (1982). Arquitectura vernácula en el litoral.
de la Torre, H. N. L., Murielm P., Macía & Balslev Editores, (2000) Enciclopedia de las plantas
útiles del Ecuador
de la Torre, L. , Muriel, P., Balslev, H. (2006) Etnobotánica En Los Andes Del Ecuador
Dicker, M. P. M. Duckworth, P. F. Baker, A.B.. Francois G., Hazzard, M. K.. Weaver, P. M (2014)
Composites: Part A 2014, 56 280–289.
Erriguren, J., (2013) Big Bamboo Alternativa Ecológica en la Construcción, , Vol. Sept-Oct
Franco P. J., Licea–Claveríe A. , Mendoza–Martínez A.M. (2012) Revista Iberoamericana de
Polímeros,15,140-150.
Granandos–Baeza J.M., Aguirre–Cruz, A., Carmona–García, R. , Morales–Cepeda, A. , Herrera–
Andino P., (2001)Guia de Plantas Utiles de los Páramos de Zulueta, Ecuador
Hidalgo, A. (2007). Valoración de los residuos de biomasa en la industría de la Construcción.
Situación de La Industria de La Construcción Y …, 1–5.
Informe Técnico Parcial Del Proyecto: “Desperdicios Agrícolas e Industriales como Fuente
Alternativa Para La Producción De Materiales Suplementarios en Concreto, CLAVE
SIP20060647
INAMHI. (n.d.). Anuarios meteorológicos.
INEC (2009) ANÁLISIS DEL SISTEMA AGROALIMENTARIO DEL BANANO EN EL ECUADOR
INEC (2009),Sistema Agroalimentario Del Maíz

41
Enfoque UTE, V.6-N.4, Dic.2015, pp.23 - 41
INEC (2013) , In Book SISTEMA AGROALIMENTARIO DEL ARROZ
INEN. (1978). INEN 265. Ladrilos determinación de la resistencia a la flexión.
Izco, J.,Pulgar, I.,Aguirre, Z., Santin F., Rev. Peru. Biol. 2007, 14, 237-246.
Juárez, C., Guevara, B., Valdez, P. , Durán-Herrera, A., (2010) Construction And Building
Materials 24, 1536–1541.
Katzer, J., Domski, J. (2013) Construction And Building Materials 2013, 38 790–795.
Pourrut, P., Rovere, O., Romo, I., & Villacrés, H. (1995). Clima del Ecuador. El Agua En El
Ecuador, 13–26.
Mantia, F. P. L., Morreale, M. (2011) Composites: Part A, 42 579–588.
Macía M.J. (2006) In Botánica Económica De Los Andes Centrales, Ed. By B. Ø. M. Moraes R., L.
P. Mena-Vásconez (2002) Congreso Mundial De Páramos Paipa, Colombia.
Romero, L.N, Weeks,S., Huelman, P., PLEA 2012 - 28th Conference, Opportunities, Limits &
Needs Towards An Environmentally Responsible Architecture, Lima, Perú, 2012.
Salazar, J., García, C. D., & Olaya, J. M. (n.d.). Dosificación de hormigones ligeros con cascarilla
de café. Ingeniería E Investigación, 51–56.
Salazar, S., Kerguelen, H., Cruz, J., Palacio M., (2007) Scientia Et Technica Año XIII, 13, 719-
723.
Serrano, J. S., & Castro, J. V. (1985). Materiales de construcción con propiedades aislantes a
base de cáscara de arroz. Informes de La Construcción, 37(372), 53–64.
Velasco, L., Delgado, R., & Goyos, L. (2015). Investigación y desarrollo de aislantes térmicos
naturales basados en residuos de biomasa para su aplicación en la mejora de la eficiencia
energética de las edificaciones en América Latina
Velasco, L., Delgado, R., & Goyos, L., Freire, (2015). Instalación para medición de conductividad
térmica en composites basados en residuos de biomasa
Yepez, D. (2012). Análisis de la arquitectura vernácula del Ecuador: Propuestas de una
arquitectura contemporánea sustentable.

Enfoque UTE, Dic.2015, pp.42 - 54 http://ingenieria.ute.edu.ec/enfoqueute/
e-ISSN: 1390‐6542 / p-ISSN: 1390-9363
Recibido (Received): 2015/10/26 Aceptado (Accepted): 2015/12/07
CC BY-NC-ND 3.0
Caracterización de biomasa residual de la región Arequipa para
la producción de biocombustibles
(Characterization of residual biomass from the Arequipa region
for the production of biofuels)
María Laura Stronguiló Leturia1, Lynet Milagros Chacón Febres1
Resumen:
El objetivo del presente trabajo es seleccionar biomasa residual generada en la Región
Arequipa que pueda utilizarse en la producción de biocombustibles (biodiesel, bioetanol y
biogás). En cada caso, se parte de una matriz basada en productos con biomasa residual
disponible en la región, provenientes del sector agrícola y pecuario, información que fue
obtenida de la página web de la Gerencia Regional de Agricultura. En el proceso de selección
se considerarán factores específicos de los residuos que se usarán como materias primas en la
obtención de cada biocombustible. Para la producción de biodiesel es necesario partir del
aceite extraído de semillas oleaginosas. En cuanto a la obtención de bioetanol, se requiere que
la biomasa cuente con alto porcentaje de celulosa y con respecto a la generación de biogás se
utilizarán excrementos de animales. Finalmente, mediante la caracterización de la biomasa
residual, se han seleccionado las materias primas: zapallo de Camaná y palta de Arequipa para
el biodiesel; cascarilla de arroz de Castilla y marlo de maíz de Arequipa para el bioetanol y
estiércol de vaca y oveja de Caylloma para el biogás.
Palabras clave: biomasa residual; biocombustibles; biodiesel; bioetanol; biogás.
Abstract:
The aim of this work is to select residual biomass from the Arequipa Region for the production
of biofuels (biodiesel, bioethanol and biogas). In each case, the initial point is a matrix based on
products with residual biomass available in the region, from the agricultural and livestock
sectors, information that was obtained from the regional Management of Agriculture web site.
Specific factors of the resudue that will be used as raw material for each biofuel production
would be considered for the selection process. For the production of biodiesel it is necessary to
start from the oil extracted from oilseeds. Regarding obtaining bioethanol, it requires that the
residual biomass has high percent of cellulose. With regard to the generation of biogas, we will
use animal droppings. Finally, the raw materials selected are: squash and avocado seeds for
biodiesel, rice chaff and deseeded corncob for bioethanol and cow and sheep droppings for
biogas.
Keywords: residual biomass; biofuels; biodiesel; bioethanol; biogas.
1 Universidad Católica San Pablo, Arequipa – Perú ( mstronguilo, milagros.chacon @ucsp.edu.pe )

43
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
1. Introducción
Se estima que la demanda de energía crecerá a razón de 1.8% anual, hasta el año 2030, lo que
supone un incremento del 55% sobre las necesidades energéticas globales que se tienen. Este
creciente requerimiento de energía aumenta el interés por la búsqueda de energías que no
contaminen el medio ambiente como lo hacen las no renovables. Por lo tanto, se trata de
encontrar otras fuentes de energía disponibles en la naturaleza que ayuden a reducir la
dependencia de las de origen fósil como carbón, petróleo, gas, etc. Estas energías son las
renovables que, aunque se consuman, se vuelven a reponer, tales como biomasa, luz solar,
viento, etc. (Roldán, 2013)
Una de las energías renovables usadas alrededor del mundo es la biomasa. Los recursos
biomásicos incluyen cualquier fuente de materia orgánica, como desechos agrícolas, forestales, y
animales así como basura urbana, los que se someten a modernos procesos de conversión,
enfocados hacia la sustitución de combustibles fósiles. La biomasa tiene características
específicas que determinan su uso: su composición física y química determina el tipo de
combustible que se puede generar, el contenido de humedad posibilita la conversión energética, el
porcentaje de cenizas indica la cantidad de materia sólida no combustible por kilogramo de
material, el poder calorífico determina la energía disponible en la biomasa y la densidad aparente
define el peso por unidad de volumen del material en el estado físico que presenta. (FOCER,
2002)
Se entiende como biomasa la materia orgánica originada en un proceso biológico, espontáneo o
provocado, utilizable como fuente de energía. (RAE, 2001). El uso de biomasa como energía
alternativa presenta las siguientes ventajas: no contamina el medio ambiente, favorece el
desarrollo rural ya que este proceso puede ser utilizado en zonas aisladas para la obtención de
biocombustibles y disminuye la dependencia energética exterior.
La biomasa a ser seleccionada depende de características específicas que son necesarias para la
producción de cada biocombustible. El biodiesel es un éster que puede producirse a partir de
diferentes tipos de aceites vegetales, para la obtención de los cuales es necesario el
procesamiento de semillas oleaginosas, de las que se puede extraer aceite. Posteriormente, los
glicéridos, mediante una reacción de transesterificación y utilizando catalizadores, se convierten
en biodiesel. La soja representa el 79% del potencial de producción total de biodiesel, seguida por
el girasol (17%) y la palma aceitera (4%). (Razo, Ludeña, & Saucedo, 2007)
Para la producción de bioetanol la biomasa debe contener en su composición azúcar, almidón o
lignocelulosa. A partir del almidón o lignocelulosa se debe aplicar un pretratamiento químico para
la obtención de azúcares fermentables. Posteriormente se realizan la fermentación y destilación
para luego obtener bioetanol. La principal fuente potencial para la producción de bioetanol es la
caña de azúcar en casi todos los países de América Latina, ya que la disponibilidad de

44
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
excedentes es generalizada. Por otro lado, el potencial de producción a partir de maíz, trigo y
sorgo está concentrado en Argentina. (Razo, Ludeña, & Saucedo, 2007)
Finalmente, el biogás es un combustible que se genera por las reacciones de biodegradación de
la materia orgánica mediante la acción de microorganismos y otros factores en ausencia de
oxígeno. La producción de biogás por descomposición anaeróbica es un modo considerado útil
para tratar residuos biodegradables, ya que produce un combustible de valor, además de generar
un efluente que puede aplicarse como abono energético. Todos los residuos orgánicos, por
ejemplo: basura de cocina, restos vegetales y animales, aguas servidas, aserrines, virutas,
excrementos, son adecuados para ser fermentados anaeróbicamente (en ausencia de oxígeno).
Las bacterias consumen el carbono y el nitrógeno y como resultado se produce el biogás. (Castillo
& Tito, 2011). Mediante este trabajo se busca caracterizar la biomasa residual originaria de la
región Arequipa y estudiar su potencialidad para la producción de biocombustibles. Se evaluarán
sus características físicas y químicas pues determinan el tipo de combustible o subproducto
energético que se puede generar.
2. Metodología
El primer paso para desarrollar este estudio fue la elaboración de una matriz basada en una serie
de productos (que posean biomasa residual) disponibles en la región, provenientes del sector
agrícola y ganadero, información que fue obtenida de la página web de la Gerencia Regional de
Agricultura de Arequipa. Con el fin de seleccionar la biomasa que se usará en la obtención de
cada biocombustible, se tomarán en cuenta diversos parámetros, algunos de los cuales resultarán
determinantes para la elección.
Para la matriz correspondiente al biodiesel se tomaron en cuenta parámetros como el porcentaje
de ácidos grasos insaturados (>50%), tamaño de semilla (grande o mediana) y hectáreas
cosechadas. Se fijaron estos criterios ya que de una semilla de mayor tamaño se puede extraer
más cantidad de aceite, lo cual significaría una mayor producción de biodiesel con menor número
de semillas. En cuanto a los ácidos grasos insaturados, se tomó como referencia una
investigación que indica que para lograr una mayor producción de biodiesel el porcentaje debe ser
mayor a 50%. (González, 2012)
Como se observa en la Tabla 1, se seleccionaron las semillas de aceituna, palta y zapallo. Se
preparó la Tabla 2 con los productos elegidos incluyendo las provincias de la región Arequipa en
las que se cultivan. Posteriormente, se recolectarán las materias primas de las provincias
seleccionadas y se realizará la extracción del aceite de las semillas para determinar el perfil de
sus ácidos grasos, mediante análisis cromatográfico.

45
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Tabla 1. Materia prima seleccionada para la producción de biodiesel
Producto ha Ácidos grasos
insaturados, %
Tamaño de la
semilla
Ácidos grasos
insaturados, >50%
Tamaño de semilla,
grande o mediana
Palta 196 74,80 Grande x x
Aceituna 11 81,80 Mediana x x
Zapallo 1209 55,11 Mediana x x
Avena 448 84,53 Pequeña x
Tuna 5 84,00 Pequeña x
Quinua 7056 83,47 Pequeña x
Tomate 701 81,00 Pequeña x
Uva 97 79,16 Pequeña x
Trigo 1761 61,70 Pequeña x
Haba 1017 13,00 Pequeña x
Para el sector agrícola, las provincias se seleccionaron teniendo en cuenta el área cultivada y la
ubicación geográfica del producto. (Escalante, Orduz, & Zapata, 2011). En la Tabla 2 aparece la
producción (en toneladas) de aceituna, zapallo y palta en todas las provincias de Arequipa. Se
seleccionarán las muestras que tienen una mayor producción para posteriormente analizarlas y
conocer su perfil de ácidos grasos.
Tabla 2. Producción (t) de las materias primas seleccionadas para la obtención de biodiesel
Provincia Aceituna Zapallo Palta
Arequipa 0,00 1219,17 8188,20
Camaná 287,35 11054,00 0,00
Caravelí 28205,07 0,00 2480,92
Castilla 0,00 91,32 278,16
Caylloma 0,00 48210,70 2584,24
Islay 1246,65 2444,56 0,00
La Unión 0,00 12,80 9,40
Condesuyos 0,00 410,97 44,51
Como se puede observar en la Tabla 2, la aceituna seleccionada es la proveniente de Caravelí, el
zapallo procedente de Camaná y Caylloma y la palta de Arequipa, Caravelí y Caylloma.
Para elegir la biomasa residual para desarrollar las pruebas para la obtención del bioetanol se
realizo una matriz que incluyo los productos que tienen residuos cultivados en la región Arequipa,
obtenidos durante la campaña agrícola 2013 - 2014, publicados en la página web de la Gerencia
Regional de Agricultura. Puesto que se decidió trabajar con materiales lignocelulósicos, se buscó
su contenido teórico de celulosa. Los valores se registraron en la Tabla 3, que aparece a
continuación:
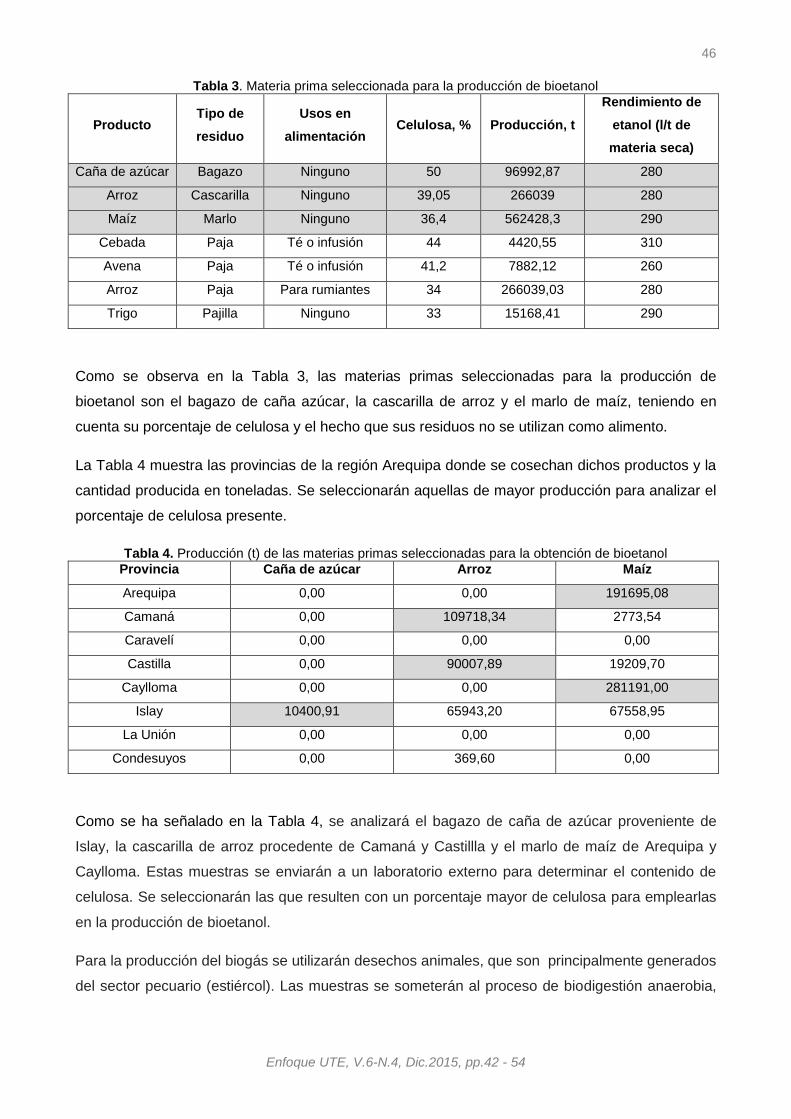
46
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Tabla 3. Materia prima seleccionada para la producción de bioetanol
Producto Tipo de
residuo
Usos en
alimentación Celulosa, % Producción, t
Rendimiento de
etanol (l/t de
materia seca)
Caña de azúcar Bagazo Ninguno 50 96992,87 280
Arroz Cascarilla Ninguno 39,05 266039 280
Maíz Marlo Ninguno 36,4 562428,3 290
Cebada Paja Té o infusión 44 4420,55 310
Avena Paja Té o infusión 41,2 7882,12 260
Arroz Paja Para rumiantes 34 266039,03 280
Trigo Pajilla Ninguno 33 15168,41 290
Como se observa en la Tabla 3, las materias primas seleccionadas para la producción de
bioetanol son el bagazo de caña azúcar, la cascarilla de arroz y el marlo de maíz, teniendo en
cuenta su porcentaje de celulosa y el hecho que sus residuos no se utilizan como alimento.
La Tabla 4 muestra las provincias de la región Arequipa donde se cosechan dichos productos y la
cantidad producida en toneladas. Se seleccionarán aquellas de mayor producción para analizar el
porcentaje de celulosa presente.
Tabla 4. Producción (t) de las materias primas seleccionadas para la obtención de bioetanol
Provincia Caña de azúcar Arroz Maíz
Arequipa 0,00 0,00 191695,08
Camaná 0,00 109718,34 2773,54
Caravelí 0,00 0,00 0,00
Castilla 0,00 90007,89 19209,70
Caylloma 0,00 0,00 281191,00
Islay 10400,91 65943,20 67558,95
La Unión 0,00 0,00 0,00
Condesuyos 0,00 369,60 0,00
Como se ha señalado en la Tabla 4, se analizará el bagazo de caña de azúcar proveniente de
Islay, la cascarilla de arroz procedente de Camaná y Castillla y el marlo de maíz de Arequipa y
Caylloma. Estas muestras se enviarán a un laboratorio externo para determinar el contenido de
celulosa. Se seleccionarán las que resulten con un porcentaje mayor de celulosa para emplearlas
en la producción de bioetanol.
Para la producción del biogás se utilizarán desechos animales, que son principalmente generados
del sector pecuario (estiércol). Las muestras se someterán al proceso de biodigestión anaerobia,

47
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
del cual se obtienen compuestos altamente energéticos que pueden usarse para producir energía
eléctrica y calorífica.
En la tabla 5 aparecen las especies de las que se puede obtener estiércol. La información procede
de la página web de la Gerencia Regional de Agricultura de Arequipa. Se ha añadido el estiércol
de cuy teniendo en cuenta que en la región existe la Asociación de Criadores de Cuyes. Los datos
se complementan con los valores teóricos del contenido de carbono y nitrógeno y la relación C/N.
El carbono es una fuente de energía para los microorganismos y el nitrógeno es un elemento
necesario para la síntesis proteica. La relación C/N es un índice significativo de la digestibilidad de
un determinado material orgánico. (Escalante, Orduz, & Zapata, 2011)
Tabla 5. Materia prima seleccionada para la producción de biogás
Estiércol de Carbono, %
peso
Nitrógeno, %
peso Relación C/N
Contenido
seco, %
Contenido
hídrico, %
Oveja 16 0,55 29 24 76
Vaca 7,3 0,29 25 17 83
Cuy 39 1,9 20 70 30
Cerdo 17,4 1,1 16 18 82
Ave 41 1,3 32 16 84
Cabra 39,8 2,2 18 32 68
Alpaca 48 3,6 13 37 63
Llama 55,4 3,93 14 38 62
Vicuña 50,3 3,62 14 35 65
La formación de metano y ácido puede darse con valores mínimos de C/N de 16. Sin embargo, las
bacterias responsables del proceso pueden tener un excelente desempeño cuando el residuo
presenta una relación C/N entre 25 y 30. (Escalante, Orduz, & Zapata, 2011). Según la Tabla 5,
se ha seleccionado el estiércol de oveja, vaca y cuy.
Con estas materias primas se podrá evaluar diferentes relaciones de C/N y su posterior influencia
en el biogás. En el sector pecuario, los criterios empleados para definir las unidades de muestreo
(provincias) fueron: la cantidad de población animal y la ubicación geográfica y climatológica.
(Escalante, Orduz, & Zapata, 2011)
En la Tabla 6 se ha registrado la cantidad de cabezas de vacas, ovejas y cuyes en las diferentes
provincias de la región Arequipa. Se seleccionaron las provincias donde se cría mayor cantidad de
cabezas de cada especie.
Como se puede observar en los datos de la tabla 6, la mayor cantidad de ganado seleccionado se
encuentra en Caylloma y Arequipa. Se recolectarán muestras de estiércol de cuy, vaca y oveja de
estas provincias y se enviarán a un laboratorio externo para determinar la relación C/N.

48
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Tabla 6. Cantidad de ganado (cabezas) de las especies seleccionadas para la producción de biogás
Provincia Vaca Oveja Cuy
Arequipa 55673 26971 116803
Camaná 4757 3588 12611
Caravelí 8456 8119 21833
Castilla 32731 17616 35613
Caylloma 80686 56885 159903
Islay 12170 3961 24574
La Unión 16685 15766 37901
Condesuyos 15475 18021 27652
Como ya se tiene definida que materia prima se va a evaluar experimentalmente, se desarrollaron
pruebas en laboratorio externos para su caracterización y selección final de la biomasa residual
que tiene potencial de ser utilizada para la producción de biocombustibles.
3. Resultados y Discusión
Selección de la materia prima para biodiesel
En la parte teórica se selecciono el zapallo procedente de Camaná y Caylloma y la palta de
Arequipa, Caravelí y Caylloma. Antes de realizar el análisis cromatográfico, se extrajo el aceite
contenido en las semillas mediante el siguiente procedimiento:
- Secado de semillas: La materia prima se almacena en un lugar fresco, seco y ventilado para
evitar la formación de hongos y mohos. Se seca al ambiente por 5 – 6 días durante 6 – 7 horas
cada día. Seguidamente, pasa a ser triturada en un molino industrial, hasta obtener un polvo casi
homogéneo. Se coloca la muestra molida en una cápsula de porcelana y se seca en una estufa
durante 4 horas a una temperatura de 70°C.
- Extracción del aceite: Para esto, se pesa 10 gramos de la muestra seca y molida directamente
en un cartucho de papel filtro rápido. Se coloca 125 ml de n-hexano en un balón de fondo plano y
se arma el equipo Soxhlet, como aparece en la Figura 1. Luego se inicia la extracción a una
temperatura de 70°C, manteniendo el goteo del solvente a una velocidad mayor a 150 gotas por
minuto, durante 6 horas. Cumplido el tiempo fijado, se deja enfriar el sistema.

49
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Figura 1. Extracción del aceite por el método Soxhlet
- Destilación: Posteriormente, se desarma el equipo y se procede a destilar el hexano a una
temperatura de 65ºC, como se observa en la Figura 2.
Figura 2. Destilación del hexano
Finalmente, la muestra del aceite extraído (2 ml aproximadamente) se vierte en un vial y se envía
a un laboratorio externo para la determinación del perfil de sus ácidos grasos. Los resultados
obtenidos se resumen en la Tabla 7.
Un factor determinante para la selección de materia prima es el porcentaje de ácidos grasos
saturados debido a que dificultan la reacción de transesterificación, que es importante para la
obtención de biodiesel pues reduce la alta viscosidad de los triglicéridos. (Meher & Vidya Sagar &
Naik, 2006). Según los resultados mostrados en la Tabla 7, se seleccionan la palta de la provincia
de Arequipa y el zapallo de Camaná.

50
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Tabla 7. Porcentaje de ácidos grasos saturados en las muestras de aceite
Muestra Procedencia Ácidos grasos saturados, %
Palta Arequipa 5,84
Palta Caravelí 6,90
Palta Caylloma 9,51
Zapallo Camaná 10,89
Zapallo Caylloma 13,35
Aceituna Caravelí 11,14
Selección de la materia prima para bioetanol
Para la selección de la materia prima para el bioetanol se analizará el bagazo de caña de azúcar
proveniente de Islay, la cascarilla de arroz procedente de Camaná y Castillla y el marlo de maíz de
Arequipa y Caylloma. La cantidad de materia prima que se requiere para los ensayos es 50 g.
Luego de recolectarla se almacenó temporalmente dentro del laboratorio, se limpió para eliminar
impurezas y se dejó orear para evitar la formación de hongos. Para realizar los análisis de
laboratorio la materia prima debía estar seca, por lo que se dejó secar al sol durante 5 días,
aproximadamente 6 – 7 horas al día. Las muestras secas se enviaron a un laboratorio de análisis
para determinar el contenido de celulosa.
A continuación, la Tabla 8 detalla los resultados que reportó el laboratorio externo:
Tabla 8. Porcentaje de celulosa presente en los materiales lignocelulósicos
Muestra Residuo Procedencia Celulosa, %
Arroz Cascarilla Castilla 52,80
Arroz Cascarilla Camaná 50,69
Maíz Marlo Arequipa 27,35
Caña de azúcar Bagazo Islay 26,04
Maíz Marlo Caylloma 20,16
Según la Tabla 8, las materias primas seleccionadas para realizar las pruebas experimentales de
obtención de bioetanol son la cascarilla de arroz de la provincia de Castilla y el marlo del maíz de
Arequipa.
Selección de la materia prima para biogas
Según el levantamiento de información se recolectará muestras de estiércol de cuy, vaca y oveja
de las provincias de Caylloma y Arequipa. Los resultados obtenidos se encuentran en la Tabla 9.
En base a los valores reportados para la relación C/N, se seleccionó el estiércol de vaca y oveja
de la provincia de Caylloma. Con esas dos materias primas se realizarán pruebas experimentales
de obtención de biogás, para ver cuál de ellas produce un biocombustible de mejor calidad.
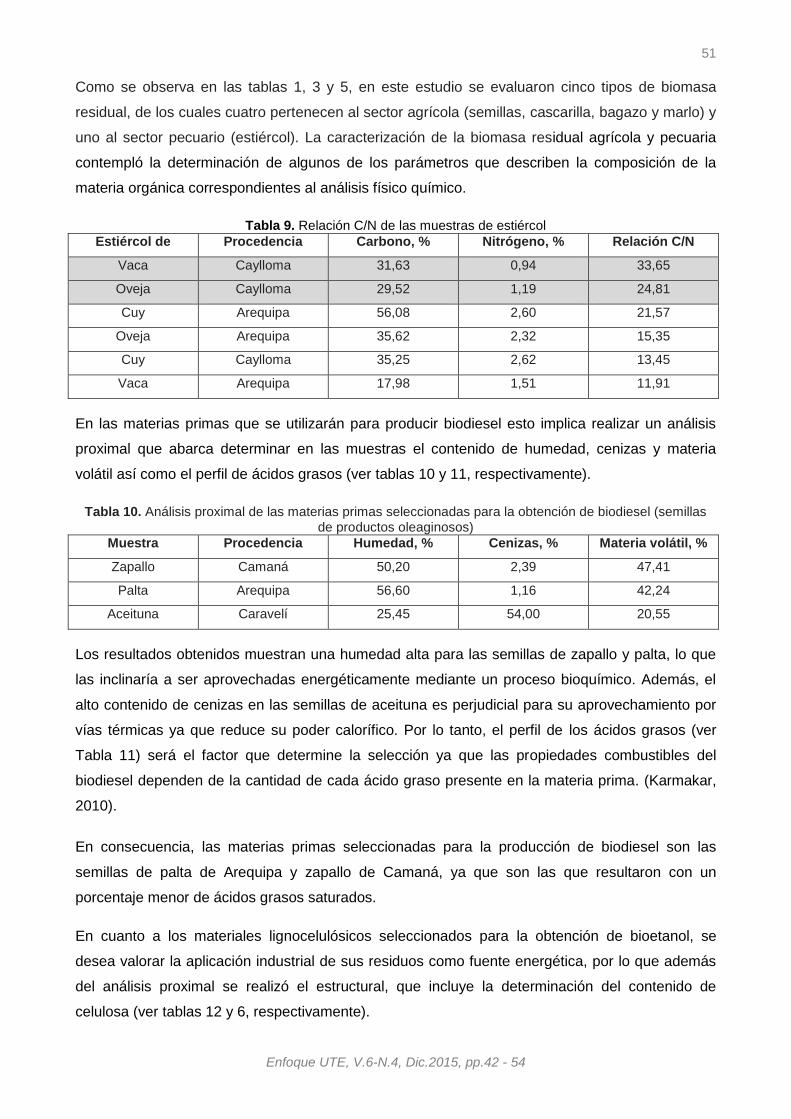
51
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Como se observa en las tablas 1, 3 y 5, en este estudio se evaluaron cinco tipos de biomasa
residual, de los cuales cuatro pertenecen al sector agrícola (semillas, cascarilla, bagazo y marlo) y
uno al sector pecuario (estiércol). La caracterización de la biomasa residual agrícola y pecuaria
contempló la determinación de algunos de los parámetros que describen la composición de la
materia orgánica correspondientes al análisis físico químico.
Tabla 9. Relación C/N de las muestras de estiércol
Estiércol de Procedencia Carbono, % Nitrógeno, % Relación C/N
Vaca Caylloma 31,63 0,94 33,65
Oveja Caylloma 29,52 1,19 24,81
Cuy Arequipa 56,08 2,60 21,57
Oveja Arequipa 35,62 2,32 15,35
Cuy Caylloma 35,25 2,62 13,45
Vaca Arequipa 17,98 1,51 11,91
En las materias primas que se utilizarán para producir biodiesel esto implica realizar un análisis
proximal que abarca determinar en las muestras el contenido de humedad, cenizas y materia
volátil así como el perfil de ácidos grasos (ver tablas 10 y 11, respectivamente).
Tabla 10. Análisis proximal de las materias primas seleccionadas para la obtención de biodiesel (semillas de productos oleaginosos)
Muestra Procedencia Humedad, % Cenizas, % Materia volátil, %
Zapallo Camaná 50,20 2,39 47,41
Palta Arequipa 56,60 1,16 42,24
Aceituna Caravelí 25,45 54,00 20,55
Los resultados obtenidos muestran una humedad alta para las semillas de zapallo y palta, lo que
las inclinaría a ser aprovechadas energéticamente mediante un proceso bioquímico. Además, el
alto contenido de cenizas en las semillas de aceituna es perjudicial para su aprovechamiento por
vías térmicas ya que reduce su poder calorífico. Por lo tanto, el perfil de los ácidos grasos (ver
Tabla 11) será el factor que determine la selección ya que las propiedades combustibles del
biodiesel dependen de la cantidad de cada ácido graso presente en la materia prima. (Karmakar,
2010).
En consecuencia, las materias primas seleccionadas para la producción de biodiesel son las
semillas de palta de Arequipa y zapallo de Camaná, ya que son las que resultaron con un
porcentaje menor de ácidos grasos saturados.
En cuanto a los materiales lignocelulósicos seleccionados para la obtención de bioetanol, se
desea valorar la aplicación industrial de sus residuos como fuente energética, por lo que además
del análisis proximal se realizó el estructural, que incluye la determinación del contenido de
celulosa (ver tablas 12 y 6, respectivamente).
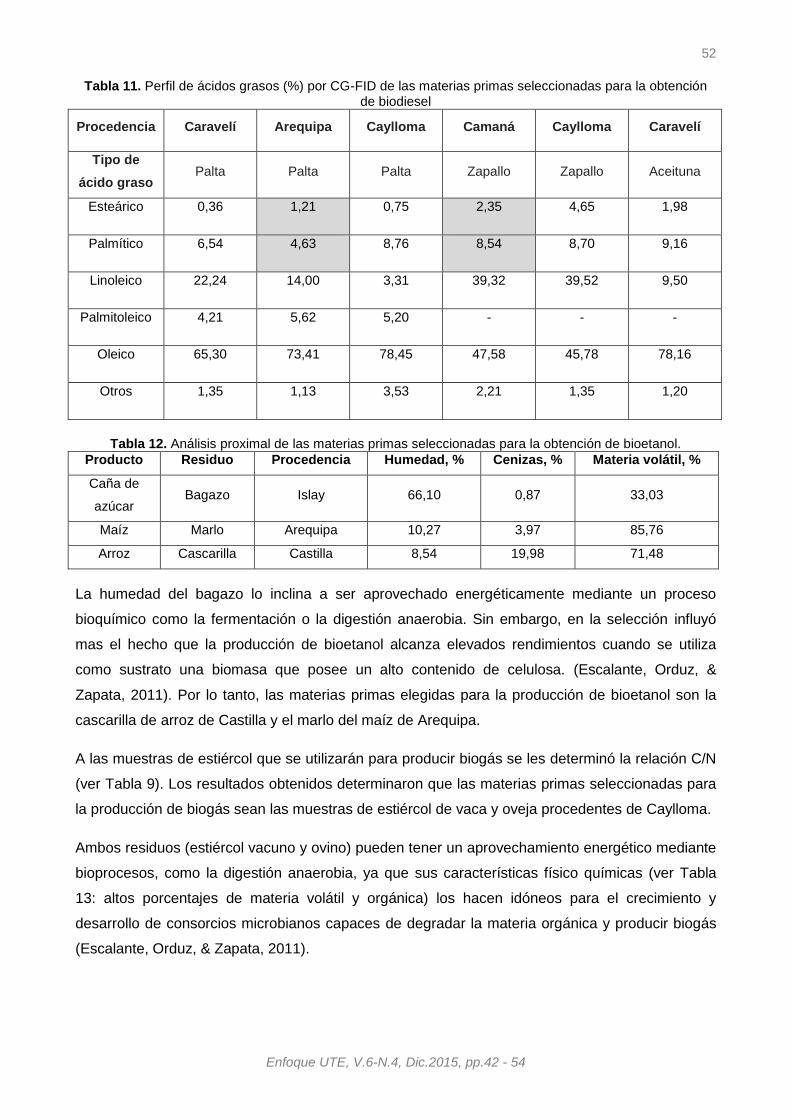
52
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Tabla 11. Perfil de ácidos grasos (%) por CG-FID de las materias primas seleccionadas para la obtención de biodiesel
Procedencia Caravelí Arequipa Caylloma Camaná Caylloma Caravelí
Tipo de
ácido graso Palta Palta Palta Zapallo Zapallo Aceituna
Esteárico 0,36 1,21 0,75 2,35 4,65 1,98
Palmítico 6,54 4,63 8,76 8,54 8,70 9,16
Linoleico 22,24 14,00 3,31 39,32 39,52 9,50
Palmitoleico 4,21 5,62 5,20 - - -
Oleico 65,30 73,41 78,45 47,58 45,78 78,16
Otros 1,35 1,13 3,53 2,21 1,35 1,20
Tabla 12. Análisis proximal de las materias primas seleccionadas para la obtención de bioetanol.
Producto Residuo Procedencia Humedad, % Cenizas, % Materia volátil, %
Caña de
azúcar Bagazo Islay 66,10 0,87 33,03
Maíz Marlo Arequipa 10,27 3,97 85,76
Arroz Cascarilla Castilla 8,54 19,98 71,48
La humedad del bagazo lo inclina a ser aprovechado energéticamente mediante un proceso
bioquímico como la fermentación o la digestión anaerobia. Sin embargo, en la selección influyó
mas el hecho que la producción de bioetanol alcanza elevados rendimientos cuando se utiliza
como sustrato una biomasa que posee un alto contenido de celulosa. (Escalante, Orduz, &
Zapata, 2011). Por lo tanto, las materias primas elegidas para la producción de bioetanol son la
cascarilla de arroz de Castilla y el marlo del maíz de Arequipa.
A las muestras de estiércol que se utilizarán para producir biogás se les determinó la relación C/N
(ver Tabla 9). Los resultados obtenidos determinaron que las materias primas seleccionadas para
la producción de biogás sean las muestras de estiércol de vaca y oveja procedentes de Caylloma.
Ambos residuos (estiércol vacuno y ovino) pueden tener un aprovechamiento energético mediante
bioprocesos, como la digestión anaerobia, ya que sus características físico químicas (ver Tabla
13: altos porcentajes de materia volátil y orgánica) los hacen idóneos para el crecimiento y
desarrollo de consorcios microbianos capaces de degradar la materia orgánica y producir biogás
(Escalante, Orduz, & Zapata, 2011).

53
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Tabla 13. Análisis físico químico de las muestras de estiércol seleccionadas para la obtención de biogás
Análisis Vacuno Ovino
Sólidos totales, % 41,80 59,20
Materia volátil, % 59,00 43,15
Humedad, % 58,20 40,80
Ceniza, % 13,04 30,20
Materia orgánica, % 86,96 69,80
Nitrógeno, % 1,16 1,27
pH 8,00 8,00
Relación C/N 43,48 31,88
4. Conclusiones y Recomendaciones
Tomando en consideración la influencia del perfil de ácidos grasos en las propiedades
combustibles del biodiesel, se han seleccionado como materias primas para su obtención las
semillas de palta de Arequipa y zapallo de Camaná.
Teniendo en cuenta su porcentaje de celulosa, las materias primas que se seleccionaron para
realizar las pruebas de obtención de bioetanol son la cascarilla de arroz de la provincia de Castilla
y el marlo del maíz de Arequipa.
La producción de biocombustibles de segunda generación se basa en la lignocelulosa, pues
ofrece la posibilidad de usar aquellas partes de las plantas o cultivos que no tienen valor para la
alimentación humana.
A partir de los resultados obtenidos en la determinación de la relación C/N, se seleccionaron las
muestras de estiércol de vaca y oveja de la provincia de Caylloma para realizar las pruebas
experimentales de producción de biogás y ver cuál de ellas produce un biocombustible de mejor
calidad.
El contenido de sólidos volátiles orgánicos (grasas, carbohidratos y proteínas) representa el
material disponible para el desarrollo y reproducción de bacterias anaeróbicas, y ha sido un factor
determinante en la selección de las excretas bovinas y ovinas para la producción de biogás.
Agradecimiento
Las autoras agradecen al Programa Nacional de Innovación para la Competitividad y
Productividad por el financiamiento del presente trabajo, realizado como parte del proyecto
identificado con contrato nº 151-FINCyT-IB-2013.

54
Enfoque UTE, V.6-N.4, Dic.2015, pp.42 - 54
Bibliografía
Castillo, D., & Tito, C. (2011). Obtención de biogás a partir de excremento de cuy en condiciones
ambientales en Tacna, Perú. Ciencia & Desarrollo, 13-20.
Escalante, H., Orduz, J., & Zapata, H. (2011). Atlas del Potencial Energético de la Biomasa
Residual en Colombia. . En Anexo B: Muestreo y caracterización de la biomasa residual en
Colombia (págs. 131-136). Colombia.
FOCER. (2002). Biomasa. Manual sobre energía renovable. Costa Rica: BUN-CA.
Karmakar, A. K. (2010). Properties of various plants and animals feedstocks for biodiesel
production. Bioresource Technology, 101-7202.
Meher, L., & Vidya Sagar & Naik, S. (2006). Technical aspects of biodiesel production by
transesterification - a review. Renewable & Sustainable Energy Reviews, 10-251.
RAE. (2001). Diccionario de la lengua española. España.
Razo, C., Ludeña, C., & Saucedo, A. (2007). Producción de biomasa para biocombustibles
líquidos: El potencial de América Latina y el Caribe. Santiago de Chile: CEPAL.
Roldán, J. (2013). Energías Renovables. Lo que hay que saber. Madrid: Ediciones Paraninfo.

Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66 http://ingenieria.ute.edu.ec/enfoqueute/
e-ISSN: 1390‐6542 / p-ISSN: 1390-9363
Recibido (Received): 2015/11/02 Aceptado (Accepted): 2015/12/07
CC BY-NC-ND 3.0
Formulación y caracterización de bebidas nutricionales con base a zapallo y lactosuero, enriquecidas con avena y
maracuyá
(Formulation and characterization of a nutritional pumpkin-based whey beverages, enriched with oatmeal and passion
fruit)
Alex Valencia1, Liliana Acurio1, Lander Pérez1, Diego Salazar1, Verónica Tamayo1
Resumen:
En este trabajo se determinó el efecto de la incorporación de avena (Avena sativa) y maracuyá
(Passiflora edulis) en el contenido en fibra, calcio, hierro, fósforo y vitamina A en bebidas
formuladas a base de zapallo (Cucurbita máxima), leche y suero. Las bebidas sufrieron
cambios significativos durante el tiempo de almacenamiento, el pH disminuyó mientras que la
acidez mostró un ligero incremento. Las coordenadas de CIELAB (L*, a* y b*) se ubicaron en el
cuadrante 1 que indican una clara tendencia al color amarillo producto de la presencia de
carotenoides provenientes del zapallo y la maracuyá. En base al análisis sensorial se
seleccionó el mejor tratamiento, aquel que fue superior en 3 de los 4 parámetros evaluados.
Esta bebida presentó además un comportamiento de fluido pseudoplástico con un índice de
consistencia de 3,57 Pa.s0.24
y con un tiempo de vida útil de 9 días.
Palabras clave: bebidas; zapallo; avena; maracuyá; leche; suero.
Abstract:
In this work, the effect on the addition of oatmeal (Avena sativa) and passion fruit (Passiflora
edulis) in the content of fiber, calcium, iron, phosphorus and A vitamin in beverage formulation
based on pumpkin (Cucurbita maxima), milk and whey, was determined. The beverages
undergone significant changes during the storage time, the pH decreased as the acidity showed
a slight increase. The coordinates of CIELAB (L *, a * and b *) were located in quadrant 1
indicating a clear tendency to yellow caused by the presence of carotenoids from the pumpkin
and passion fruit. Based on the sensory analysis it was selected best treatment who was higher
in 3 of the 4 parameters evaluated. This sample also presented a pseudoplastic behavior with a
consistency index of 3.57 Pa.s0.24
and a shelf life of 9 days.
Keywords: beverages; pumpkin; oatmeal; passion fruit; milk; whey.
1 Universidad Técnica de Ambato, Ambato – Ecuador ( avalencia, lp.acurio, lv.perez, dm.salazar, v.tamayo
@uta.edu.ec )

56
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
1. Introducción
El zapallo, la avena y la maracuyá son cultivos tradicionales en la región andina de América del
Sur. Son ricos en aminoácidos, fibra y vitaminas además de ser reconocidos por sus propiedades
beneficiosas para la salud. El zapallo (Cucurbita máxima) es una cucurbitácea cuya característica
principal de la pulpa es su contenido de carotenoides. Algunos como β-caroteno y α-caroteno, son
precursores de la vitamina A, una vitamina soluble en grasa que es importante para el crecimiento
y desarrollo normal del cuerpo humano (Rao & Rao, 2007). La avena (Avena sativa), contiene β-
glucanos los cuales presentan numerosas aplicaciones en la formulación de alimentos funcionales
útiles para reducir el contenido de grasa y calorías (Lee et al., 2004b).
La maracuyá (Passiflora edulis), es una fruta muy apreciada por su sabor y aroma (Deliza et al.,
2004), rica en carotenoides que a su vez son responsables de diversas funciones biológicas como
la actividad antioxidante (Rosso & Mercadante, 2007). Lo anterior permite establecer la posibilidad
de desarrollar formulaciones de bebidas con base a zapallo, suero y leche, que además pueden
ser enriquecidas con avena y maracuyá.
Por otro lado, los programas gubernamentales de alimentación de países en vías de desarrollo
podrían verse favorecidos al disponer de un alimento con el aporte de proteínas de alto valor
biológico de la leche (Salgado & Restrepo, 2008), de bajo contenido en colesterol por la presencia
de suero (Inda, 2000)., fibra de la avena y vitaminas y sabor de la maracuyá. Para tal fin, se
requiere encontrar la mezcla óptima de ingredientes que permita generar las mejores
características organolépticas, físicas, reológicas o químicas. Con base en lo anterior, el objetivo
del trabajo fue desarrollar una bebida con base a zapallo, leche y suero, enriquecida con avena y
maracuyá, destinada a niños en edad escolar.
2. Metodología
Preparación de la bebida
La bebida fue elaborada a partir de: zapallo, leche, suero, avena y maracuyá adquiridos en un
supermercado de la ciudad de Ambato. La Tabla 1 muestra los niveles de zapallo, leche, suero,
avena y maracuyá que se utilizan como límites para la aplicación del diseño experimental de
mezclas (Statgraphics Centurión) y que permiten obtener las proporciones que se muestran en la
Tabla 2.
Del zapallo se retiraron las semillas y la cáscara y se llevó a ebullición durante 60 minutos. El
suero de leche, donado por una quesería local y obtenido por fermentación enzimática, fue
pasteurizado por separado a 60 °C por 30 min, transcurrido ese tiempo se incorporó hojuelas de
avena, leche, pulpa de maracuyá y se ajustó los sólidos solubles a 15 °Brix, finalmente todos los

57
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
ingredientes se licuaron y la mezcla se sometió a ebullición (92 °C) por 15 min. Las muestras
fueron envasadas en recipientes de vidrio y almacenadas en refrigeración a 4 °C.
Tabla 1. Niveles de los componentes para la aplicación el diseño experimental de mezclas para la elaboración de bebidas con base a zapallo y lactosuero
Componentes Niveles
Unidades Bajo Alto
A: Leche 30 40 %
B: Suero 25 35 %
C: Zapallo 30 40 %
D: Avena 2 4 %
E: Maracuyá 3 6 %
Tabla 2. Concentración de los diferentes componentes utilizados para la elaboración de bebidas con base a zapallo y lactosuero
Nomenclatura Componente (%)
Leche Suero Zapallo Avena Maracuyá
40L25S30Z2A3M 40 25 30 2 3
30L35S30Z2A3M 30 35 30 2 3
30L25S40Z2A3M 30 25 40 2 3
38L25S30Z4A3M 38 25 30 4 3
30L33S30Z4A3M 30 33 30 4 3
30L25S38Z4A3M 30 25 38 4 3
37L25S30Z2A6M 37 25 30 2 6
30L32S30Z2A6M 30 32 30 2 6
30L25S37Z2A6M 30 25 37 2 6
35L25S30Z4A6M 35 25 30 4 6
30L30S30Z4A6M 30 30 30 4 6
30L25S35Z4A6M 30 25 35 4 6
L: leche; S: suero; Z: zambo; A: avena y M: maracuyá
Propiedades fisicoquímicas
Se determinó la variación de pH y acidez desde el momento de la elaboración hasta 9 días de
almacenamiento en condiciones de refrigeración (4 °C ± 2 °C). El pH se determinó mediante un
potenciómetro HANNA HI 9126 (Rhode Island, EE.UU.). La acidez fue determinada por titulación
con NaOH 0,1N, utilizando como indicador fenolftaleína acorde a la metodología descrita en la
AOAC 947.05. Cada determinación se realizó al menos por triplicado.
Determinación de color
Después de la pasteurización se midieron los parámetros de color, L* (luminosidad), a*
(rojo/verde) b* (amarillo/azul), índice de amarillo y brillo con un colorímetro Konica Minolta CM -
3500 d (Konica Minolta, España), calibrado con el iluminador D65 (luz natural) y el observador
estándar D10. La coordenada polar chroma o saturación C*, puede ser calculada a partir de la

58
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
expresión C*=√(a*2+b*2). Las medidas se realizaron en 5 zonas diferentes de la muestra y cada
valor fue el promedio de las medidas de al menos 3 muestras diferentes
Análisis reológico
Se utilizó un viscosímetro rotacional Quimis Q860M21 (Sao Paulo, Brasil) de medición relativa y
un vaso de precipitados de 500 mL, en el cual se introdujo la muestra a analizar a 4 °C ± 2 °C, por
triplicado. Se preparó el equipo colocando el rotor #1 ya que se adaptó óptimamente a las
características del producto estudiado. Se procedió a realizar las lecturas de viscosidad
respectivas para cada muestra, siguiendo las directrices de Steffe (1996) y Schramm (1994). A
partir de los datos de viscosidad obtenidos a diferentes gradientes de cizalladura se determinó el
tipo de comportamiento reológico.
Análisis sensorial
Para el análisis sensorial, se evaluaron 12 formulaciones de bebidas (Tabla 2) y un control (marca
comercial), para el efecto se consideraron los atributos de color, aroma, sabor y aceptabilidad. El
ensayo se llevó a cabo con un panel formado por 26 niños en edad escolar de la Unidad
Educativa Gabriela Mistral (Ambato-Ecuador), de entre 8 a 10 años. Se aplicó un diseño de
bloques ajustados (Cocchran, 1974). Cada catador recibió tres muestras de 100 ml cada una. El
tipo de ficha que se adoptó fue gráfica con caras de expresión de agrado o desagrado, es decir,
una escala hedónica de 1 a 5, siendo 1 la puntuación más baja y 5 la más alta, apropiada para
niños que evalúan el producto.
Análisis proximal
A la bebida determinada como mejor tratamiento, se analizó humedad, siguiendo la metodología
descrita en la AOAC 19 927.05; cenizas, según el método de calcinación (AOAC 923.03);
contenido de proteína según el método AOAC 2001.11; grasa con el método Soxlet (AOAC
2033.06); fibra dietética según lo descrito en la AOAC 985.29; carbohidratos totales por diferencia,
energía metabolizante mediante el porcentaje de kilocalorías que cada nutriente energético tiene
en relación al total.
Además, se analizó el perfil de minerales, hierro por el método AOAC 944.02; calcio según el
método APHA 4500-CA; potasio basado en el método APHA 3500-K; fósforo por
espectrofotometría mediante la formación de un complejo coloreado de fosfomolibdato
[(MoO24MoO3)2H3PO4] que en presencia de ácido ascórbico se reduce a azul de molibdeno y
cuya absorbancia se lee a una longitud de onda de 660 nm. Y finalmente se analizó el contenido
de vitamina A según el método AOAC 992.06. Cada determinación se realizó al menos por
triplicado.

59
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
Vida útil
La bebida se almacenó en envases de vidrio de 240 ml en refrigeración (4 °C ± 2 °C) durante 0, 2,
5, 7, 9 y 12 días. Durante este período se realizaron recuentos de aerobios mesófilos totales
según lo descrito en la norma técnica ecuatoriana INEN 1529-5:2006.
Diseño experimental
Las concentraciones de los componentes, establecidas en las diferentes formulaciones
(codificadas en composición y fracción de 0 a 100, según el intervalo alto o bajo): leche 30-40%,
suero 25-35%, zapallo 30-40%, avena 2-4% y maracuyá 3-6% y los resultados de los análisis
realizados, fueron tabulados utilizando la herramienta Statgraphics (Virginia, EE.UU.). Las
diferencias se evaluaron mediante la prueba de Tukey HSD al 95% de confianza
3. Resultados y discusión
En la Figura 1 se muestran las variaciones de pH de las bebidas durante el almacenamiento (9
días), de los datos obtenidos se observa que los porcentajes que corresponden a los niveles altos
de leche y maracuyá influyen en la variación del pH.
Figura 1. Variación de pH durante el almacenamiento
La variación de acidez expresada en porcentaje de ácido láctico mostró un incremento en los
tratamientos, posiblemente debido al efecto conjunto de los componentes en la mezcla (Figura 2).
Según De Paula et al. (2014), la disminución de pH se debe a la fermentación bacteriana de los
azúcares presentes (glucosa, galactosa y lactosa), lo cual podría estar asociado con las
diferencias obtenidas en el pH de las bebidas.
bcd
abc ab
a
d
cd
d d
d
bcd
ab
ab
0
0,05
0,1
0,15
0,2
0,25
0,3
Vari
ació
n d
e p
H

60
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
Figura 2. Variación de acidez durante el almacenamiento
Los resultados del análisis de color L*, a*, b*, índice de amarillo y brillo se presentan en la Figura
3. La luminosidad (L) fue similar en todas las muestras, no se encontraron diferencias
significativas entre muestras. Con respecto a los valores de a* y b* si se obtuvieron diferencias
significativas (P<0.05), muchas de ellas asociadas principalmente a la diferente concentración de
maracuyá y zapallo en la formulación.
Los valores del índice de amarillo mostraron diferencias significativas (P<0.05) en todas las
muestras. La bebida 30L25S40Z2A3 (30% leche, 25% suero, 40% zapallo, 2% avena, y 3%
maracuyá) presentó, de entre todas las bebidas, un mayor índice de amarillo, una mayor
tendencia al amarillo (*b) y en un color vívido por un C* alto en relación al resto de las muestras.
Estos resultados se pueden atribuir al alto contenido de zapallo en comparación con las demás
bebidas. Resultados similares fueron observados por Gonçalves et al. (2007), quienes explicaron
que la disminución en los valores de CIEL a*, b* y C* y las variaciones en el color de calabaza
cocida están relacionadas a la degradación de los carotenoides.
ab
b b
ab
b
ab
ab ab
a
b b
b
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
Va
ria
ció
n d
e a
cid
ez

61
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
Figura 3. Parámetros de color L (a), a* (c), b* (d), índice de amarillo (b), brillo (e) y saturación o Croma (C*), de las diferentes bebidas. L: leche; S: suero; Z: zambo; A: avena y M: maracuyá.
En cuanto al comportamiento reológico, se observó mayor índice de consistencia en los
tratamientos que contienen: 30% leche, 25% suero, 35% zapallo, 4% avena, 6% maracuyá y 30%
leche, 25% suero, 38% zapallo, 4% avena, 3% maracuyá (Tabla 3). Evidentemente la leche y el
suero por su estructura fluida disminuyen la viscosidad de la bebida, mientras que la presencia de
avena aumentan la consistencia del producto. La avena ejerce un efecto espesante que se debe a
la alta cantidad de hidratos de carbono (60 g/100 g) constituidos principalmente por almidón
(Sandhu et al.2015), y a la fibra dietética soluble presente en cantidades de 1,8 a 7,5 g/100 g
(Bhatty, 1992). La fibra soluble está compuesta principalmente por β-glucano, que presenta buena
retención de agua y proporciona estabilidad a la bebida, éste efecto es aprovechado

62
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
industrialmente para mejorar las propiedades texturales y reológicas de diferentes alimentos (Lee
et al., 2002; Rosell et al., 2001; Sandhu et al.2015).
Al aplicar la Ley de la Potencia se observó que el índice de comportamiento al flujo (n) presenta
valores menores a uno, confirmando que la bebida tiene un comportamiento no newtoniano del
tipo pseudoplástico.
Tabla 3. Valores de índice de comportamiento de flujo (n) e índice de consistencia (K) [Pa.s
n] para cada bebida.
Muestra K [Pa.sn] n
40L25S30Z2A3M 11,17 ± 1,83 0,25 ± 0,04
30L35S30Z2A3M 9,71 ± 0,58 0,25 ± 0,05
30L25S40Z2A3M 7,97 ± 0,48 0,26 ± 0,08
38L25S30Z4A3M 5,63 ± 0,27 0,23 ± 0,02
30L33S30Z4A3M 9,04 ± 0,54 0,40 ± 0,02
30L25S38Z4A3M 16,13 ± 0,80 0,42 ± 0,03
37L25S30Z2A6M 5,07 ± 0,18 0,42 ± 0,01
30L32S30Z2A6M 7,95 ± 0,49 0,33 ± 0,02
30L25S37Z2A6M 5,48 ± 0,32 0,33 ± 0,08
35L25S30Z4A6M 3,57 ± 0,30 0,24 ± 0,02
30L30S30Z4A6M 9,03 ± 0,53 0,24 ± 0,04
30L25S35Z4A6M 16,86 ± 1,14 0,32 ± 0,02
L: leche; S: suero; Z: zapallo; A: avena y M: maracuyá
De la evaluación sensorial de las bebidas, se pudo establecer a un 95% de nivel de confianza, que
existe diferencias significativas entre tratamientos, siendo el de mejor puntuación aquel que
contiene 35% leche, 25% suero, 30% zapallo, 4% avena, y 6% maracuyá (35L25S30Z4A6M)
(Figura 4). Esta bebida obtuvo las puntuaciones más altas en 3 de los 4 atributos (aroma, sabor y
aceptabilidad).
Figura 4. Resultados de la evaluación sensorial de las bebidas obtenidas. L: leche; S: suero; Z: zapallo; A: avena y M: maracuyá.
3,5
3,7
3,9
4,1
4,3
4,5
4,7
Color
Aroma
Sabor
Aceptabilidad
35L25S30Z4A6M
30L35S30Z2A3M
30L25S40Z2A3M
38L25S30Z4A3M
30L33S30Z4A3M
30L25S38Z4A3M
37L25S30Z2A6M
30L32S30Z2A6M
30L25S37Z2A6M
40L25S30Z2A3M
30L30S30Z4A6M
30L25S35Z4A6M
Testigo

63
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
En el diseño de mezclas los factores que intervienen son las proporciones de los componentes de
la mezcla y las respuestas a optimizar son función de esas proporciones, con respecto al total y no
dependen de la cantidad de cada componente (Solís et al., 2008). El analisis de varianza permitió
establecer un efecto altamente significativo (valor-p=0,000) en el modelo lineal que permite medir
el efecto de las variables (leche, suero, zapallo, avena y maracuyá) sobre la apreciación óptima
del pH, acidez, índice de amarillo e índice de consistencia.
Los parámetros derivados del diseño presentan características diversas, el pH se ajusta a una
relación lineal (Ec. 1).
𝑝𝐻 = 4,88 𝐿 + 5 𝑆 + 4,84 𝑍 + 6,85 𝐴 + 4,46 𝑀 Ecuación 1
La acidez se ajusta a la Ecuación 2.
𝐴𝑐𝑖𝑑𝑒𝑧 = 0,16 𝐿 + 0,15 𝑆 + 0,16 𝑍 − 0,04 𝐴 + 0,3 𝑀 Ecuación 2
El índice de amarillo a la Ecuación 3.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑎𝑚𝑎𝑟𝑖𝑙𝑙𝑜 = 86,4 𝐿 + 86,5 𝑆 + 91,18 𝑍 + 70,34 𝐴 + 72,01 𝑀 Ecuación 3
El brillo la Ecuación 4.
𝐵𝑟𝑖𝑙𝑙𝑜 = 12,19 𝐿 + 12,08 𝑆 + 10,93 𝑍 + 15,81 𝐴 + 19,27 𝑀 Ecuación 4
Y el índice de consistencia a la Ecuación 5.
Í𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑐𝑜𝑛𝑠𝑖𝑠𝑡𝑒𝑛𝑐𝑖𝑎 = 6,33 𝐿 + 8,84 𝑆 + 11,42 𝑍 + 19,58 𝐴 + 2,34 𝑀 Ecuación 5
Donde L, S, Z, A y M corresponden a leche, suero, zapallo, avena y maracuyá respectivamente.
La Tabla 4 presenta la ecuaciones y el tiempo de vida útil (9 días), obtenido mediante recuento en
placa de aerobios mesófilos totales con base al límite máximo de 50000 ufc/cm3 presentado en la
Norma NTE INEN 2564:201. El desarrollo microbiano mostrado corrobora las tendencias de
disminución de pH e incremento de acidez discutidos anteriormente. Salazar & Sepúlveda (2005),
documentaron 18 días de vida de anaquel en una bebida nutritiva de máchica y leche, del mismo
modo Choto (2012) obtuvo 21 días en una bebida con suero y avena. Este periodo depende de
muchas variables en donde se incluyen tanto el producto como las condiciones ambientales y el
envase.
Tabla 4. Ecuación de regresión y tiempo de vida útil a partir del recuento microbiológico (ufc/ml)
Muestra Regresión R2
Tiempo de vida útil (días)
35L25S30Z4A6M Ln C(ufc)= 0,715(t) + 4,75 0,99 9

64
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
En la Tabla 5, se presentan los resultados del análisis proximal de donde, el consumo de 100
gramos de esta bebida aportarían al organismo 57 kcal debido principalmente al 2,03% de
proteína, 1,46% de grasa y 9% de carbohidratos. La bebida desarrollada posee 4,45% de fibra
dietética y 0,63% de cenizas dentro de la que se encuentran micro elementos, obteniendo un alto
contenido de calcio, hierro, fosforo y vitamina A, este último se debe al elevado contenido de β-
carotenos aportados por el zapallo y maracuyá. La bebida, por sus características nutricionales
superiores, puede ser muy útil en programas gubernamentales, bares de instituciones educativas,
entre otras, y así contribuir en las etapas de desarrollo y crecimiento de los niños en edad escolar.
(8-10 años). Las necesidades de la población infantil están condicionadas por el crecimiento del
cuerpo y el desarrollo de los huesos, dientes, músculos, entre otros. Los niños requieren energía
en forma de hidratos de carbono y grasa, proteínas de alto valor biológico, minerales como el
hierro, calcio y vitaminas (Cervera et al., 1992).
Tabla 5. Contenido nutricional en 100 g de bebida que contiene 35% leche, 25% suero, 30% zapallo, 4% avena, y 6% maracuyá (35L25S30Z4A6M).
Ensayos Unidades Resultados
Humedad % 82
Cenizas % 0,63
Proteínas %(N*6,25) 2,03
Grasa % 1,46
Fibra dietética Total % 4,45
Carbohidratos Totales % 9
Energía kcal/100g 57
Hierro mg/100g 1,958
Calcio mg/100g 136,17
Potasio mg/100g 77,88
Fósforo mg/100g 109,17
Vitamina A UI/100g 414,27
4. Conclusiones
La investigación permitió desarrollar una nueva alternativa tecnológica para elaborar una bebida
utilizando como materia prima zapallo, avena y maracuyá. Además se identificó la mejor
formulación como aquella que contiene 35% leche, 25% suero, 30% zapallo, 4% avena, y 6%
maracuyá lo cual fue ratificado de acuerdo al mejor criterio de los niños de 8 a 10 años.
La bebida nutricional contiene cantidades significativas de proteína, fibra dietética, calcio, hierro,
fósforo y vitamina A. Con un tiempo de vida útil de 9 días en condiciones de refrigeración (4 °C ±
2), lo que la convierte en una bebida con una alto contenido nutricional.

65
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
Bibliografía
Bhatty, R. S. (1992). Total and extractable β-glucan contents of oats and their relationship to
viscosity. Journal of Cereal Science, 15(2), 185-192. doi: http://dx.doi.org/10.1016/S0733-
5210(09)80070-2
Cervera, P., Clapes, J., & Rigolfas, R. (1992). Alimentación y Dietoterapia. Barcelona-España:
Grupo Editorial Interamericana Mc Graw-Hill.
Choto, E. (2012). Diseño del proceso de elaboración de una bebida nutritiva de machica y leche
para la molinera San Luis. Tesis de grado de Ingeniería Química. Facultad de Ciencias-
ESPOCH, Riobamba-Ecuador.
Cocchran, W. (1974). Técnicas de muestreo (Cuarta ed.). México, España, Argentina y Chile:
Continental, S. A.
De Paula, C., Martinez, A. P., & Nuñez, M. (2014). Evaluación sensorial de una bebida
deslactosada y Fermentada a partir de Lactosuero adicionada con pulpa de maracuyá.
Congreso Iberamericano de Ingeniería de Alimentos (CIBIA 9), 93-100.
Deliza, R., MacFie, H., & Hedderley, D. (2004). The consumer sensory perception of passion-fruit
juice using free-choice profiling. Journal of Sensory Studies, 19, 557-587.
Goncalves, E.; Pinheiro, J.; Abreu, M.; Brandao, T., & Silva, F. (2007). Modelling the kinetics of
peroxidase inactivation, colour and texture changes of pumpkin (Cucurbita maxima L.) during
blanching. Journal of Food Engineering. 81 (4): 693-701.
Inda, A. (2000). Optimización de Rendimiento y Aseguramiento de Inocuidad en la Industria de la
Quesería. México: Organización de los Estados Americanos OEA.
Lee, M., Baek, M., Cha, D., Park, H., & Lim, S. (2002a). Freeze-thaw stabilization of sweet potato
starch gel by polysaccharide gums. Food Hydrocolloids, 16, 345-352.
Lee, S., Inglett, G., & Carriere, C. (2004b). Effect of nutrim oat bran and flaxseed on rheological
properties of cakes. Cereal Chemistry, 81, 637-642.
Rao, A., & Rao, L. (2007). Carotenoids and human health. Pharm, 207-206.
Rosell, C., Rojas, J., & De Barber, C. B. (2001). Influence of hydrocolloids on dough rheology and
bread quality. Food Hydrocolloids, 15(1), 75-81.

66
Enfoque UTE, V.6-N.4, Dic.2015, pp.55 - 66
Rosso, V., & Mercadante, A. (2007). Identification and quantification of carotenoids, by HPLC–
PDA–MS/MS, from Amazonian fruits. Journal of Agricultural and Food Chemistry, 55, 5062–
5072.
Solís, N., Márquez, J., Cervantes, E., & Armijo, J. (2008). Diseño de experimentos. México: UANE
Salazar, B. M., & Sepúlveda, J. (2005). Viabilidad de un aislado nativo de Lactobacillus brevis en
una bebida láctea Fermentada . Scielo, 350-353.
Salgado, C., & Restrepo, M. (2008). Importancia de los Lácteos en la Nutrición. Revista I
Alimentos, 38-40.
Sandhu, K. S., Godara, P., Kaur, M., & Punia, S (2015). Effect of toasting on physical, functional
and antioxidant properties of flour from oat (Avena sativa L.) cultivars. Journal of the Saudi
Society of Agricultural Sciences. doi: http://dx.doi.org/10.1016/j.jssas.2015.06.004
Schramm, G. (2000). A Practical Approach to Rheology and Rheometry. 2nd Ed. (R. Steinbrüggen,
Trans.): Gebrueder HAAKE GmbH, Karlsruhe (RFA).
Steffe, J. (1996). Rheological Methods in Food Process Engineering. East Lansing, Michigan
(USA): Freeman Press

Enfoque UTE, V.6-N.4, Dic.2015, pp.67 – 80 http://ingenieria.ute.edu.ec/enfoqueute/
e-ISSN: 1390‐6542 / p-ISSN: 1390-9363
Recibido (Received): 2015/10/30 Aceptado (Accepted): 2015/12/09
CC BY-NC-ND 3.0
Impactos ambientales asociados con el proceso de producción
del concreto
(Aspects and environmental impacts associated with the
production of concrete)
Aura Navas de García1, Rosa E. Reyes Gil1,2 y Luis E. Galván Rico1,3
Resumen:
Las Plantas de Concreto son importantes para la economía de un país. Sin embargo, este tipo
de industria ocasiona importantes impactos ambientales en cada uno de los pasos involucrados
en el proceso industrial de producción del concreto los cuales son analizados en esta
investigación. Adicionalmente, se evaluó la percepción de los expertos y los trabajadores en el
área, respecto a los impactos ambientales asociados con la actividad de una empresa
productora de concreto. La metodología aplicada para el análisis de pasos del proceso de
producción fue de tipo documental en tanto que la utilizada para evaluar la percepción de los
impactos ambientales fue descriptiva de campo de corte transversal, aplicando entrevistas a los
trabajadores relacionados con el proceso de fabricación del concreto. Entre los principales
impactos ambientales identificados se encuentran las emisiones de polvo y el manejo
inadecuado de efluentes, materiales peligrosos y no peligrosos. Entre las propuestas
presentadas para enfrentar estos impactos están: instalación de colectores de polvo, fosas de
sedimentación, planes de manejo de materiales peligrosos y no peligrosos, entre otras. Del
análisis de los resultados obtenidos se propone la incorporación de los principios de
Responsabilidad Social Empresarial para la mejora o minimización de los impactos adversos
detectados.
Palabras clave: Plantas de concreto; aspectos ambentales; ciclo de vida; responsabilidad
social empresarial.
Abstract:
Concrete plants are important to the economy of a country. However, this industry causes major
environmental impacts in each of the steps involved in the manufacturing process of concrete
production which are analyzed in this research. In addition, the perception of experts and
workers in the area, about the environmental impacts associated with the activity of a producer
of concrete was evaluated. The methodology used for the analysis of steps in the production
process was as kind documentary. For to evaluate perception of environmental impacts the
methodology used was descriptive non experimental, using interviews with workers related to
the manufacturing process of the concrete. Among the major identified environmental impacts
are dust emissions and improper handling of effluents, hazardous and non-hazardous materials.
Among the proposals put forward to address these impacts include: installation of dust
collectors, settling tanks, management plans for hazardous and non-hazardous materials,
among others. An analysis of the results incorporating the principles of corporate social
responsibility for improving or minimizing adverse impacts are detected proposed.
Keywords: Concrete plants; environmental aspects; life cycle; corporate social responsibility.
1 Universidad Simón Bolívar, Caracas – Venezuela ([email protected])
2 Universidad de Guayaquil, Guayaquil – Ecuador
3 Instituto Tecnológico Superior Simón Bolívar, Guayaquil – Ecuador ([email protected])

68
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
1. Introducción
La producción de concreto premezclado es una actividad industrial fundamental para la
implantación de proyectos de construcción en general, y como tal, está vinculada al crecimiento
económico del país. Sin embargo, cuando esta actividad no cuenta con una gestión ambiental
bien concebida y eficazmente llevada a la práctica, se ocasionan impactos significativos al
ambiente debido al uso intensivo de energía y materia prima (minerales y agua), generando
desechos, emisiones y efluentes contaminantes (Prolys, 2008). En efecto, las Plantas de Concreto
Premezclado se encuentran entre las obras, cuyo establecimiento inevitablemente genera
alteraciones del ambiente donde se localizan (Fonseca y Reyes, 2015).
Desde el punto de vista de la legislación ambiental vigente en la mayoría de los países, estas
plantas son consideradas como actividades susceptibles de degradar el ambiente y requieren de
la presentación de un Estudio de Impacto Ambiental manera obligatoria. En este contexto, la
elaboración del concreto premezclado debe considerar exigencias legales y técnicas que permitan
garantizar un desempeño ambiental responsable en el marco del Desarrollo Sustentable
(Gabaldón, 2006).
Desde el punto de vista empresarial, el sector industrial ha percibido que los aspectos ambientales
bien administrados pueden generar valor económico corporativo, bien sea por la reducción del
riesgo, la reducción de los costos totales de producción, el aumento de los ingresos y la buena
imagen pública de la empresa (Clemente et al., 2005). En este sentido, la creciente preocupación
de la opinión pública por los problemas ambientales ha obligado a muchas empresas a adoptar
procedimientos de mejora en sus procesos de producción y a buscar soluciones a los problemas
generados por sus actividades empresariales. Estas soluciones se han manifestado a través de
diversas líneas de acción, entre las que destacan: el establecimiento de controles operativos, el
desarrollo de políticas públicas y legislaciones en materia ambiental que buscan resguardar el
ambiente mundial a través de la difusión de campañas formativas e informativas, el
establecimiento de programas de educación ambiental y la adopción de herramientas de gestión
ambiental por parte de las empresas (Reyes et al., 2002, 2003; Guédez et al., 2003; Villegas et al.,
2004,2005; Galván et al., 2009, 2012).
Con base en estas consideraciones, el presente trabajo tiene como objetivo diagnosticar la
situación actual de una empresa de concreto en su entorno ambiental y formular propuestas para
su mejora. Para ello se analizaron las diferentes etapas del proceso de producción del concreto
premezclado para determinar los problemas ambientales generados en cada etapa y proponer
soluciones. También se indagó la percepción de los trabajadores de la empresa en relación a los
problemas existentes con su entorno ambiental.

69
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
2. Metodología
El presente estudio fue desarrollado en una Planta de Concreto ubicada en el área central de
Venezuela, encargada de la fabricación y venta de concreto premezclado, con una capacidad
instalada de producción de 96.000 m3/ año y cuyas instalaciones están ubicadas en un área
aproximada de 14.000 m2 de superficie.
La investigación se realizó en dos etapas:
1. Levantamiento de la información documental, a través de la revisión bibliográfica de
documentos y publicaciones para conocer con detalle el proceso de producción, los impactos
ambientales asociados y las medidas propuestas (García, 2004; Galán, 2010; O'Reilly et al., 2010;
Fonseca y Reyes, 2015).
2. Visitas in situ a la planta de concreto premezclado para la constatación de la información
documental y la aplicación de las entrevistas para determinar la percepción de los trabajadores.
En esta etapa, la investigación es descriptiva de corte transversal por cuanto se analiza la
situación actual de la planta de concreto sin manipular variable alguna y la información es
colectada solo una vez (Hernández et al., 2010; Arias, 2012).
La entrevista aplicada fue abierta semiestructurada, probada y validada por expertos, a la que
posteriormente se le aplicó un análisis de contenido. Las entrevistas se aplicaron a una muestra
representativa de 15 trabajadores, con un tiempo promedio de trabajo de 5 años en la planta de
concreto, con disposición para suministrar información e involucrados con los aspectos de
producción.
3. Resultados y Discusión
3.1. Análisis de las etapas del proceso de producción del concreto premezclado. Impactos
ambientales
La Figura 1 muestra el proceso de producción del concreto premezclado incluyendo las entradas y
salidas en cada etapa del proceso.
Etapa 1. Recepción de la materia prima. La materia prima para la producción del concreto está
constituida por arena, piedra, agua, cemento y aditivos. Cada uno de ellos posee un origen
distinto. La arena o agregado fino está conformado por arena natural o arena obtenida por
trituración. La piedra o agregado grueso, está constituida por rocas provenientes de la trituración y
de río, los orígenes más comunes son caliza, gneis y silicio. El cemento es un material polvoriento
que al mezclarse con agua, forma una pasta que es capaz de fraguar y endurecerse, se le conoce
también como conglomerante hidráulico. Los aditivos son productos químicos, líquidos o sólidos,
que se pueden agregar a la mezcla del concreto antes o durante el mezclado; el uso de aditivos
ayuda a modificar las propiedades del concreto tanto en estado fresco como endurecido.

70
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
Figura 1. Proceso de producción del concreto premezclado
Debe considerarse la energía y el agua como insumos imprescindibles para el proceso de
producción del concreto. La energía eléctrica es proporcionada por la empresa nacional
proveedora de electricidad permitiendo la movilización de los equipos de las Plantas y el
funcionamiento de las áreas administrativas. Otra forma de energía utilizada es la obtenida a partir
de combustibles fósiles como el gasoil para los camiones trompos y retroexcavadoras, entre otros.
El agua juega un papel fundamental a lo largo del todo el proceso de la elaboración del concreto.
En este caso de estudio, proviene de la red de suministro público. El agua a ser utilizada en este
proceso de producción industrial debe cumplir con las Normas COVENIN 2385:2000.
El principal impacto ambiental generado en esta etapa es la generación de emisiones de polvo
provenientes del manejo de los agregados en el punto de descarga, acarreo y consumo en la
Planta. Para ello se ejecutan algunas medidas de control, tales como:
1. Colocar lonas sobre la carga de los camiones.
2. Para el caso de la piedra de ¾”, se realiza el riego mediante aspersores.

71
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
Los impactos ambientales causados por el cemento se encuentran presentes a lo largo del
proceso de producción del concreto, por ello se propones las siguientes acciones:
1. Disposición en silos para su adecuado almacenamiento con un colector de polvo para la
captura de partículas de cemento.
2. Utilización del equipo que actúa como aspiradora del cemento (drybatch) que se dispersa en el
punto de descarga cuando el material es depositado en el camión.
3. El cemento también se encuentra presente en la lechada de cemento; la retención de este
material ocurre en la fosa de decantación. Cuando se realiza el mantenimiento de esta fosa el
material depositado es considerado como escombro y dispuesto en los vertederos.
Etapa 2. Producción del concreto. El concreto es el material resultante de la mezcla del
cemento con agregados de diferente tamaño (grava, gravilla y arena) y agua. El cemento,
mezclado con el agua y los agregados, se convierte en una pasta moldeable con propiedades
adherentes, que en pocas horas fragua y se endurece tornándose de la forma del recipiente que lo
contiene.
El proceso de producción de concreto en el área de estudio sigue los siguientes pasos:
1. El conductor de la unidad mezcladora coloca el camión en la zona de carga y acelera el trompo
mezclador a una velocidad aproximada de 15-20 revoluciones/min.
2. Se descarga un porcentaje de agua correspondiente a la capacidad del camión.
3. También, junto con el agua, se descarga la cantidad de aditivo correspondiente por cada
bacheo.
4. Se abre la jaiba de la báscula de agregados, y comienza a adicionarse la piedra y la arena
simultáneamente junto con la descarga del cemento.
5. Finalizada la descarga de cemento y agregados, se añade el resto del agua según el diseño.
Esto ayuda a limpiar el embudo de la tolva del camión de restos de cemento y agregados.
6. Al finalizar la mezcla, el conductor de la Unidad Mezcladora reduce la velocidad del trompo a
velocidad de agitación y da inicio al proceso de Distribución del Concreto Premezclado. La
correcta mezcla se realiza en aproximadamente 70 revoluciones del trompo mezclador del
camión, es decir, en 3,5 minutos.
Este proceso es controlado por el sistema automático o mediante la Consola Manual, aparte de la
intervención del conductor de la Unidad Mezcladora en el manejo y control del trompo mezclador
de los camiones.

72
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
Los principales impactos ambientales en esta etapa son:
1. Afectación de la calidad del aire por la generación de polvos y gases. Se propone el diseño y
puesta en marcha de un Programa de prevención y control de emisiones atmosféricas durante la
operación de la planta en función de la legislación ambiental vigente (Decreto Nº 638 relativo a
Normas sobre calidad del aire y control de la contaminación atmosférica y Decreto N° 2.673
relativo a las Normas sobre emisiones de fuentes móviles).
2. Incremento de los niveles de ruido en la planta de concreto y áreas cercanas. Se propone el
diseño y puesta en ejecución de un Programa de prevención y control de ruido durante la etapa de
operación de la planta para el cumplimiento de la legislación vigente (Decreto Nº 2.217 relativo a
las Normas sobre el control de la contaminación generada por ruido).
3. Afectación de la calidad de las aguas por descargas de efluentes parcialmente tratados en la
etapa de operación de la planta. Se propone la implantación de los controles necesarios, con el fin
de realizar el adecuado manejo de los efluentes producto de la operación de la planta de concreto,
para evitar con ello problemas de contaminación de las aguas y suelos, sobre todo en el caso de
aquellos de tipo peligroso. Asimismo, cumplir con la normativa vigente sobre control de la calidad
de agua subterránea establecida en la Ley de aguas (GO No 38.595) y el Decreto Nº 883 relativo a
la Normas para la clasificación y el control de la calidad de los cuerpos de agua y vertidos o
efluentes líquidos.
4. Manejo inadecuado de desechos peligrosos y no peligrosos en la planta, el taller de
mantenimiento mecánico y áreas cercanas. Se propone el diseño y puesta en práctica de un Plan
de manejo de los desechos no peligrosos y peligrosos generados en la etapa de operación de la
planta para el cumplimiento de la normativa correspondiente (Decreto Nº 2.216 sobre Normas
para el manejo de desechos sólidos de origen doméstico, comercial, industrial o de cualquier otra
naturaleza que no sean peligrosos, Decreto Nº 2.635 sobre Normas para el control de la
recuperación de materiales peligrosos y el manejo de desechos peligrosos, Ley sobre sustancias,
materiales y desechos peligrosos, GO Nº 5.554 y Ley de gestión integral de la basura, GO Nº
6.071).
Etapa 3. Uso del producto. Los productos de concreto son variados y numerosos; y se pueden
clasificar en dos grandes grupos:
Los hormigones premezclados y morteros pre-dosificados (productos intermedios).
Productos prefabricados de hormigón.
La diferencia entre estos dos grupos de productos es que el primero de ellos, luego de realizada la
mezcla, se despacha directamente a la obra de construcción, donde es usado para hacer
productos in situ. Los prefabricados, en cambio, son elaborados dentro de la fábrica, donde se

73
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
almacenan, para luego ser comercializados como productos determinados (CONAMA, 2001). La
durabilidad del concreto es un atributo sustentable debido a que no se oxida, no se pudre y no se
quema, al mismo tiempo que se requiere menos energía y recursos a lo largo del tiempo para
reparar o reemplazar edificaciones hechas con concreto.
Por otro lado, el concreto es el material de construcción más utilizado actualmente en el mundo
entero, las estructuras de concreto han pasado la prueba del tiempo por más de 200 años. Debido
a su longevidad, su uso es una solución de diseño viable para el desarrollo sustentable. Las
estructuras ejecutadas con concreto tienen un desempeño óptimo en cuanto al consumo de
energía. En efecto, las edificaciones hechas con paredes de concreto no están sujetas a altas
fluctuaciones diarias de temperatura, lo que se traduce en una reducción de aproximadamente del
25% en el consumo de calefacción y aire acondicionado y por lo tanto en menores costos. De
igual forma, los equipos de ventilación, calefacción y aire acondicionado pueden diseñarse para
capacidades menores.
Etapa 4. Disposición final. Cuando este concreto no puede ser colocado en las diferentes obras
de construcción puede tener distintas opciones de uso tendientes a la minimización, reciclaje y
recuperación (CONAMA; 2001). Entre los posibles usos del concreto al final de su ciclo de vida se
encuentran:
1.Como relleno y recuperación de terrenos y para construcción de terraplenes.
2.Reciclaje para utilizar en el asfalto
3.Como sub-bases de carreteras
4.El concreto pobre se puede utilizar para hacer molde para pisos.
Lo más sencillo es utilizar los desechos como relleno de escombros. En el caso de su empleo
como sub-base o base de carreteras deben ser molidos adecuadamente y cumplir con los
requerimientos para este uso.
La Tabla 1 muestra los principales impactos ambientales asociados con las etapas del proceso de
producción de concreto premezclado.
3.2. Percepción de los trabajadores sobre los problemas en su entorno ambiental
Conocimiento del proceso de producción.
Los trabajadores entrevistados ( 57%) tienen más de 10 años en la compañía, lo cual permite
inferir que conocen bien la acción de la empresa en relación con la problemática ambiental y las
mejoras implementadas. El 64% de la muestra seleccionada trabaja en el área operativa de la
Planta de Concreto, lo cual permite suponer que estos trabajadores se hallan totalmente
involucrados con el proceso de producción y lo conocen integralmente. Todos los trabajadores

74
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
entrevistados conocen el proceso de elaboración de concreto y por ende, los insumos de entrada,
el proceso propiamente dicho y el producto final, sus características físicas, aplicaciones y usos.
Tabla 1. Impactos ambientales asociados con cada etapa del proceso productivo del concreto premezclado
ETAPA DEL PROCESO IMPACTOS AMBIENTALES ASOCIADOS
1.Recepción de la materia prima
Contaminación atmosférica: generación de emisiones de polvo.
Abundante uso de agua y energía.
Disposición en fosas de decantación que requieren saneamiento y disposición del material solidificado.
2.Producción del concreto
Afectación de la calidad del aire: generación de polvos y gases.
Incremento de los niveles de ruido en la planta de concreto y áreas cercanas.
Afectación de la calidad de las aguas por descargas de efluentes parcialmente tratados durante la operación de la planta.
Manejo inadecuado de desechos peligrosos y no peligrosos en la planta y áreas cercanas.
3.Uso del producto
Afectación de la calidad de las aguas como consecuencia del proceso de lavado y mantenimiento de las diversas obras.
Manejo inadecuado de desechos sólidos en obras de remodelación.
4.Disposición final
Disposición inadecuada de los desechos generados en las obras de demolición.
Incremento en los niveles de ruido durante las obras de desmantelamiento y demolición.
Contaminación atmosférica por generación de polvo y gases.
Afectación a la calidad de las aguas por generación de efluentes contaminados.
Percepción de los problemas ambientales y soluciones propuestas.
La contaminación del agua y del aire fueron seleccionados como los mayores problemas
ambientales que los trabajadores perciben en el proceso de la fabricación del concreto. El agua se
utiliza a lo largo del todo el proceso de elaboración de concreto, ya que es un recurso fundamental
para la mezcla de la materia prima, adicionalmente se emplea para el lavado de camiones, en la
etapa de muestreo y lavado de patios para el control de las emisiones de polvo fugitivas. En el
caso del aire, las emisiones de polvo son evidentes para los trabajadores y espectadores casuales
de la Planta de Concreto, debido al bombeo del cemento hacia los silos (área de
almacenamiento), acarreo de la piedra hasta la tolva y por el paso constante de los vehículos
pesados y livianos. El caso de la contaminación de los suelos, no es tan evidente para los
trabajadores porque ésta está referida a casos puntuales por la manipulación inadecuada de los
materiales peligrosos recuperables y desechos peligrosos. Sin embargo, en el caso de materiales
no peligrosos de tipo industrial como los escombros, se manejan grandes volúmenes generados
por el mantenimiento de la fosa de lavado y los cilindros o probetas de muestreo.

75
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
Los trabajadores señalaron un conjunto de alternativas para detectar y solventar los problemas
ambientales que ocasionan las Plantas de Concreto en su entorno inmediato. Entre ellas se
encuentran: el uso de aspersores, la instalación de plantas recicladoras, el mantenimiento
periódico de los filtros, la realización de Estudios de Calidad del Aire, el mantenimiento de las
fosas de lavado, el confinamiento de los agregados y la pavimentación del área del proceso de
producción, y la dotación de equipos de protección personal.
Actividades ambientales y participación
Las campañas ambientales son realizadas por las empresas para moldear el comportamiento
ambiental de su personal y construir una imagen corporativa respetuosa con el ambiente. Estas
campañas ambientales deberían promover cambios en el comportamiento que pueden llegar
hasta el entorno familiar de los trabajadores, logrando de esta manera ahorros importantes en el
consumo de agua y energía (Reyes y Galván, 2009). En la medida en que se proteja el ambiente
inmediato, se pueden conservar los recursos naturales y garantizar un legando de supervivencia
para las futuras generaciones (Prolys, 2008; Galván y Reyes, 2009).
En este contexto, los trabajadores entrevistados perciben que no existe una campaña ambiental
efectiva por parte de la empresa. Hasta la fecha, esta campaña se viene realizando a través de la
intranet y si el trabajador no dispone de un computador no tendrá acceso a la información, es
decir, la campaña ambiental no se está realizando de forma efectiva para todo el personal.
En relación con la participación en diferentes actividades ambientales, los trabajadores
manifestaron su disposición a participar en talleres de educación ambiental (40%), en proyectos
de mejoras ambientales para la planta de producción (44%) y en trabajos con la comunidad (10%).
Los talleres ambientales bien planificados deben estar enfocados en la prevención y el control de
la contaminación que causa el proceso productivo de la empresa, por lo tanto la incorporación de
las buenas prácticas ambientales y el cumplimiento de la legislación deben ser incluidos en estas
actividades ya que apuntan hacia los principios básicos del Desarrollo Sustentable (Gabaldón,
2006). Cuando se hace referencia a talleres ambientales bien estructurados se pretende
fundamentar los principios básicos de la Educación Ambiental (UNESCO/PNUMA, 1987). En este
contexto, la Educación Ambiental se ha convertido en una estrategia para fomentar el desarrollo
de una cultura de valoración y respecto hacia el medio ambiente e incentivar la participación activa
de la ciudadanía en la gestión ambiental. Una vez implementado y consolidado un programa de
Educación Ambiental por parte de la empresa será posible dar cabida a otras acciones que
fomenten la valoración del ambiente como un patrimonio natural y cultural, enfocado hacia la
comunidad para participar y cooperar activamente de forma conjunta (Reyes y col., 2002; Ochoa y
col., 2014).

76
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
Los resultados de las entrevistas muestran que existe poca receptividad de los trabajadores hacia
la participación en trabajos con la comunidad cercana a la empresa. Esta percepción responde a
la idea de que esta actividad no es su responsabilidad y que no cuentan con la información
vinculante. En efecto, el trabajo con las comunidades requiere realizar previamente (Caride,
2001):
• Diagnóstico ambiental y sociocultural del área de estudio
• Diseño e implementación del Programa de Educación Ambiental
• Disponer del Recurso humano capacitado y soporte económico
• Evaluación del programa
Este tipo de proyecto requiere que las comunidades se encuentren organizadas e identifiquen los
problemas ambientales de su entorno, trabajando de forma conjunta con la empresa para
solventarlos.
Responsabilidad Social Empresarial (RSE)
Los resultados obtenidos indican que la mayoría de los entrevistados, conocen los términos de
Responsabilidad Social Empresarial. Esto podría facilitar la implementación de una propuesta de
RSE enfocado hacia el ambiente. La RSE estaría basada en la prevención, el control primario en
la fuente, el enfoque sistemático, la reducción de la generación de materiales peligrosos y no
peligrosos, el manejo integral y la planeación estratégica.
La mayoría de los trabajadores entrevistados (71%) perciben que la empresa no realiza trabajos
de RSE. Esta percepción parece ajustarse a la realidad, porque la empresa sólo realiza
actividades enmarcadas en:
•Operativos de venta de cemento a la comunidad
•Operativos de venta de rubros que comprenden la cesta básica
• Cursos de capacitación a los trabajadores como: programas de Excel y otros
• Trabajo voluntario de los trabajadores internamente para recuperar algún área de la instalación
• Jornadas deportivas
• Jornadas de vacunación al personal de Planta.
Revisando estas actividades se puede observar que el enfoque de la empresa es meramente
filantrópico. En la actualidad la RSE promueve una nueva forma de gestión de la empresa, más
allá de acciones sociales o de la filantropía. Se trata de una manera de actuar que significa una
mejor y eficaz interrelación entre accionistas, clientes, consumidores, proveedores y trabajadores;
y una mejora del funcionamiento interno de las empresas, con especial referencia a los Consejos
de Administración y a los aspectos vinculados a las relaciones laborables, en particular los
relativos a la igualdad, al estímulo en la formación especializada continua de los trabajadores, el
establecimiento de planes sociales y a la prevención de los riesgos laborales. Se trata de un
77
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
enfoque que se basa en un conjunto integral de políticas, actuaciones y programas centrados en
el respeto por la ética, las personas, los aspectos sociales y el medio ambiente (Estrada, 2005;
NORMA ISO 26.000:2010; Lara, 2012).
4. Conclusiones y Recomendaciones
A través de la identificación de los impactos ambientales generados por el proceso de producción
del concreto premezclado, se pudo determinar que el aspecto más relevante y visible son las
emisiones de polvo; por ello es importante apuntar todos los esfuerzos en prevenir, mitigar y
corregir dichas emisiones mediante mejoras tecnológicas.
A partir de las entrevistas se pudo determinar que es conveniente la elaboración de un Programa
de Educación Ambiental, ya que los trabajadores manifestaron su interés en este sentido. La
esencia de este programa de Educación Ambiental debería contemplar el cambio de actitud de los
trabajadores, en relación a una toma de conciencia sobre la importancia de conservar el ambiente
y mejorar la calidad de vida.
Disponer de una Planta de Concreto premezclado obliga a la empresa a llevar un control estricto
en cuanto a los impactos adversos significativos que causa la Planta a su entorno y a sus
trabajadores, por ello es importante mantener una buena relación con los vecinos que vaya más
allá del hecho de proveer concreto para la fabricación de viviendas y la construcción de vías y
calles; su imagen corporativa ante la comunidad debe ser más activa en cuanto a su interés en lo
ambiental y lo social.
En Venezuela existe el marco normativo que regula la materia de la RSE (Norma ISO
26000:2010) el cual permitiría implementar un Programa de Responsabilidad Social Empresarial y
Gestión Ambiental integrado, tanto en las empresas públicas como privadas, con repercusiones
positivas en su buen desempeño, fortaleciendo la confianza, mejorando la reputación y generando
valor (Lara, 2012).
Bibliografía
Arias F. (2012). El Proyecto de Investigación. Sexta edición. Caracas: Episteme.
Caride J. (2001). La Educación Ambiental en el desarrollo humano: horizontes para la
sustentabilidad ecológica y la responsabilidad social. Segovia: Centro Nacional de
Educación Ambiental-CENEAM.
Comisión Nacional del Medio Ambiente (CONAMA). (2001). Guía para el Control y la Prevención
de la Contaminación Industrial. Rubro Productos de Cementos y Hormigón. Chile.

78
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
Constitución de la República Bolivariana de Venezuela (2000). Gaceta Oficial N° 5.453 / G.O.
5.908 E del 19-2-2009.
Clemente A, Souza A, Galván L y Reyes R. (2005). Estrategias empresariales para la
Conservación ambiental en el Sector Industrial. Universidad, Ciencia y Tecnología. 9(33):
3-9.
Decreto Nº 2.217. (1992). Normas sobre el control de la contaminación generada por ruido,
Publicado en Gaceta Oficial Nº 4.418 Extraordinario del 27-04-92.
Decreto Nº 2.216. (1992). Normas para el manejo de desechos sólidos de origen doméstico,
comercial, industrial o de cualquier otra naturaleza que no sean peligrosos, publicado en
la Gaceta Oficial Nº 4.418 Extraordinario del 27-04-92.
Decreto N° 883. (1995). Normas para la clasificación y el control de la calidad de los cuerpos de
agua y vertidos o efluentes líquidos. Gaceta oficial N° 5.021 Extraordinario, de fecha
18-12- 95.
Decreto Nº 638. (1995). Normas sobre calidad del aire y control de la contaminación atmosférica,
publicado en Gaceta Oficial Nº 4.899 Extraordinario del 19-04-95.
Decreto Nº 1.257 (1996). Normas sobre evaluación ambiental de actividades susceptibles de
degradar el ambiente, publicado en Gaceta Oficial Nº 35.946 del 25-04-96.
Decreto N° 2.673. (1998). Normas sobre emisiones de fuentes móviles. Gaceta Oficial N°36.532
de fecha 04-09-98.
Decreto Nº 2.635. (1998). Normas para el control de la recuperación de materiales peligrosos y el
Manejo de desechos peligrosos, publicado en la Gaceta Oficial Nº 5.245 Extraordinario del
03-08-98.
Estrada J. (2005). Ética, Responsabilidad Social Empresarial y Desarrollo Sustentable en las
Organizaciones. Revista Administración y Organizaciones. 2005, Año 8, No. 15,
pp. 27-45.

79
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
Fonseca M y Reyes R. (2015). El concreto. Proceso productivo e impacto al ambiente. En: Una
visión general de la investigación en la Facultad de Arquitectura y Diseño de la
Universidad de los Andes. Mérida, Venezuela: Publicaciones ULA (FADULA).
Gabaldón A. (2006). Desarrollo Sustentable. La salida de América Latina. Primera Edición.
Barcelona:Grijalbo.
Galán, I. (2010). Estudio del efecto sumidero de C02 de los materiales de base cemento. Revista
Técnica Cemento Hormigón, No. 939. Consultado el 12 de Marzo de 2014. Disponible en:
http://oa.upm.es/8747/
Galván L y Reyes R. (2009). Algunas herramientas para la prevención, control y mitigación de la
contaminación ambiental. Universidad, Ciencia y Tecnología. 13(53): 287-294.
Galván L, Clemente A y Reyes R. (2012). Diagnóstico ambiental del sector industrial de Paraná,
Brasil. Universidad, Ciencia y Tecnología.16(64): 76-84.
García, N. (2004). Manifestación de impacto ambiental. Extracción y trituración de roca caliza.
México: Grupo Calider SA de CV.
Guédez C, de Armas D, Reyes R y Galván L. (2003). Los sistemas de gestión ambiental en la
industria petrolera internacional. Interciencia. 28(9): 528-533.
Hernández, R., Fernández, C & Baptista, P. (2010). Metodología de la investigación (5ta. Edición).
México, DF: McGraw-Hill/Interamericana Editores, SA de CV.
Lara, J. (2012). La Responsabilidad Social Empresarial. El camino para la organización
innovadora, competitiva y sostenible. Memorias del Congreso Internacional RSE.
Caracas: Universidad Católica Andrés Bello.
Ley sobre sustancias, materiales y desechos peligrosos. (2001). Gaceta Oficial Nº 5.554
Extraordinario del 03-11-01.
Ley de Aguas. (2007). Gaceta Oficial Nº 38.595 del 02-01-07.
Ley de Gestión Integral de la Basura. (2010). Gaceta Oficial Nº 6.071Extraordinario del 30-12-10.

80
Enfoque UTE, V.6-N.4, Dic.2015, pp.67 - 80
Normas COVENIN 2385:2000. (2000). Concreto y Mortero. Agua de Mezclado. Requisitos.
NORMA ISO 26.000: 2010. Guía de Responsabilidad Social Empresarial. 2010.
Ochoa A, Pellegrini N y Reyes R. (2014). Programa de Educación Ambiental: Herramientas para la
sustentabilidad agroambiental. Revista de Investigación-UPEL. 81(38): 201-213.
O'Reilly, V., Bancrofft, R. y Ruiz, L. (2010). Las tecnologías del concreto en su ciclo de vida.
Revista Concreto y Cemento, Investigación y Desarrollo.1(2): 42-47.
PROLYS, CA. (2008). Taller: Gestión Ambiental en la Industria del Concreto. Caracas.
Reyes R y Galván L. (2009). Preventing Environmental Pollution through Monitoring, Clean
Technologies, Education, Economics and Management. En: Laboy-Nieves (Ed.).
Environmental Management, Sustainable Development and Human Health. New York:
Taylor and Francis Publishers.
Reyes R, Galván, L, Guédez C y de Armas D. (2002). La Gerencia Ambiental en el sistema
Productivo venezolano. Universidad, Ciencia y Tecnología. 6(23): 155-159.
Reyes R, Pellegrini N y Farah D. (2003). La educación ambiental para la pequeña minería aurífera
en la reserva forestal Imataca, Estado Bolívar, Venezuela. Universidad, Ciencia y
Tecnología. 7(28): 262-266.
UNESCO/PNUMA. Congreso Internacional UNESCO-PNUMA sobre la Educación y la Formación
Ambientales. Divulga 1987. Consultado el 12 de marzo 2014. Disponible en:
http://unesdoc.unesco.org/images/0007/000750/075072sb.pdf
Villegas A, Reyes R y Galván L. (2004). Problemática ambiental en Venezuela y el mundo.
Universidad, Ciencia y Tecnología. 8(30): 117-125.
Villegas A, Reyes R y Galván L. (2005). Gestión ambiental bajo ISO 14001 en Venezuela.
Universidad, Ciencia y Tecnología. 10(34): 63-69.

Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97 http://ingenieria.ute.edu.ec/enfoqueute/
e-ISSN: 1390‐6542 / p-ISSN: 1390-9363
Recibido (Received): 2015/10/31 Aceptado (Accepted): 2015/12/09
CC BY-NC-ND 3.0
Delimitación automática de microcuencas utilizando datos
SRTM de la NASA
(Automatic delimitation of microwatershed using SRTM data of
the NASA)
Freddy Aníbal Jumbo Castillo1
Resumen:
La cuenca hidrográfica considerada como la unidad territorial básica de planificación y gestión
de los recursos hídricos, requiere la adecuada delimitación del área de captación o drenaje,
ante tal situación la carencia de información geográfica de microcuencas de la unidad
hidrográfica del río Casacay debe solucionarse, para tal efecto la investigación tuvo como
objetivo la delimitación automática de microcuencas utilizando técnicas de Sistemas de
Información Geográfica (SIG) y datos del proyecto Shuttle Radar Topographic Mission (SRTM)
de 30 metros de resolución espacial. La metodología seleccionada fue la de Pfafstetter, con la
cual se obtuvieron nueve microcuencas con su respectiva codificación, permitiendo continuar
con la estandarización de cuencas adoptada por la Secretaría del Agua de Ecuador. Con los
resultados de la investigación se actualiza la información de cuencas con mayor detalle,
favoreciendo la ejecución de las tareas o actividades relacionadas con la gestión integral de la
unidad hidrográfica estudiada.
Palabras clave: Cuenca hidrográfica; método Pfafstetter; delimitación automática; Modelo
Digital de Elevación, Sistemas de Información Geográfica.
Abstract:
The watershed as the basic territorial unit of planning and management of water resources,
requires its proper delimitation of the catchment or drainage area, faced with this situation, the
lack of geographic information of Casacay river micro watersheds, hydrographic unit should be
resolved, for this purpose the research was aimed at automatic delimitation of micro watersheds
using of Geographic Information Systems (GIS) techniques and the project Shuttle Radar
Topographic Mission (SRTM) 30 meters spatial resolution data. The selected methodology was
the Pfafstetter one, with which nine micro watersheds were obtained with their respective
codification allowing to continue with watersheds standardization adopted by Ecuador Water's
Secretariat. With the investigation results watersheds will be updated with more detail
information, promoting the execution of tasks or activities related to the integrated management
of the hydrographic unit studied.
Keywords: Watershed; Pfafstetter method; automatic delimitation; Digital Elevation Model;
Geographic Information Systems.
1 Universidad Técnica de Machala, Machala –Ecuador ([email protected])

82
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
1. Introducción
El Ecuador a través de la Secretaría del Agua, se encarga de la gestión de los recursos hídricos,
en cumplimiento a lo estipulado en la Ley Orgánica de Recursos Hídricos, Usos y
Aprovechamiento del Agua publicado en el Registro Oficial Nº 305 del 6 de agosto de 2014, donde
se considera a la cuenca hidrográfica como la unidad territorial básica de planificación y
administración de los recursos existentes en su entorno.
De acuerdo al CNRH (2002), la cuenca es aquella área de drenaje que está delimitada por una
línea divisoria de las aguas, la cual corresponde a las máximas alturas o elevaciones. En 1989
con Pfafstetter surge el concepto de unidad hidrográfica, definiéndola como áreas de drenaje
cuyos límites se encuentran definidos por las líneas divisorias de aguas, relacionadas por su
código espacialmente y cuya jerarquización se basa en el tamaño de las áreas de captación. La
importancia de la cuenca como unidad de planificación, radica en que al funcionar sistémicamente
no solo se analizan aspectos hidrológicos, sino también desde la perspectiva biológica o
ambiental.
Según Gomes & Lobão (2009), la delimitación de cuencas es fundamental y va más allá del
establecimiento del límite natural del área de drenaje, hasta convertirse en la unidad principal de
análisis ambiental, permitiendo identificar y evaluar procesos, así como las interacciones que en
ella ocurran, aspectos esenciales para la planificación y toma de decisiones sobre los recursos
naturales. Lo anteriormente mencionado aplica también para la definición de microcuenca y es
corroborado por Casillas (2006), quien manifiesta que microcuencas son las unidades
naturales que sirven como base territorial para articular procesos de gestión, que promueven el
desarrollo integral y sustentable.
La delimitación automática de áreas de drenajes, ha remplazado el método tradicional realizado
manualmente sobre la carta topográfica, disminuyendo esfuerzos y optimizando recursos. El
procedimiento para la obtención de cuencas, subcuencas y microcuencas hidrográficas, se ha
fortalecido en función al crecimiento vertiginoso que han tenido en los últimos años los Sistemas
de Información Geográficos (SIG), que han aportado con nuevas herramientas enfocadas a
estudios hidrográficos. Para Guevara (1987), los SIG se han adaptado a los avances tecnológicos,
proporcionando nuevos medios para la manipulación y análisis de información en función a la
perspectiva del usuario y del problema a resolver.
Varios estudios realizados para la obtención de unidades hidrográficas, han utilizado como insumo
principal los datos liberados por la misión Shuttle Radar Topography Mission (SRTM),
destacándose los aportes de Alves et al. (2010), Pontes et al. (2009) y Gomes et al. (2007). El
SRTM obtuvo información altimétrica de la tierra utilizando la técnica radar interferometría, la cual
83
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
se encuentra disponible públicamente a nivel mundial, en las versiones de 3 y 1 segundo de arco;
es decir de 90 y 30 metros de resolución espacial respectivamente.
Una de las metodologías para la delimitación de unidades hidrográficas es la de Pfafstetter, en los
últimos años utilizada en varios países de Sudamérica, como demostración de su aplicación
sobresalen los trabajos de Pires & Faria (2013), Gomes & Barros (2011), Secretaría del Ambiente
(2011), UICN Sur & SGCAN (2010) y UICN (2009b). El Ecuador a través de la Secretaría del Agua
(2011), oficializó la información geográfica de cuencas hasta el nivel 5 generadas según el método
Pfafstetter, las cuáles son análogas a la denominación de subcuencas y obtenidas utilizando el
MDE de 90 metros de resolución espacial, que según la UICN (2009a), no era óptimo para
incrementar los niveles de subdivisión de unidades hidrográficas.
La unidad hidrográfica del río Casacay es una de las más representativas de la cuenca baja del río
Jubones dadas las actividades que en ella se ejecutan, por lo cual la falta de información espacial
de unidades de drenaje a mayor detalle, equivalentes al nivel de microcuencas afectan los
procesos de gestión relacionados con los recursos hídricos, así como las tareas enfocadas a la
conservación del paisaje natural. De este modo el objetivo de este trabajo es delimitar
automáticamente las microcuencas correspondientes a la unidad hidrográfica del río Casacay,
utilizando técnicas de SIG y datos SRTM de 30 metros de resolución espacial, que permita la
actualización de información geográfica, para el soporte a la correcta toma de decisiones en la
gestión y conservación de los recursos hídricos.
Como hipótesis se planteó lo siguiente: La resolución espacial del MDE influye significativamente
en la delimitación de las microcuencas de la unidad hidrográfica del río Casacay.
2. Metodología
La unidad hidrográfica del río Casacay, geográficamente está localizada en la parte baja de la
cuenca del río Jubones, correspondiente a la Demarcación Hidrográfica de Jubones (DHJ), como
se puede apreciar en la Figura 1. Su extensión territorial es de 12,178 ha y cubre parte de los
cantones de Chilla y Pasaje, pertenecientes a la provincia de El Oro.

84
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Figura 1. Ubicación geográfica de la subcuenca del río Casacay.
Las coordenadas métricas de localización de la unidad hidrográfica en datum WGS84 UTM Zona
17 Sur, se especifican en la Tabla 1.
Tabla 1. Coordenadas de localización.
Orientación X Y
NORTE 641,017 9,633,388
SUR 655,268 9,614,627
ESTE 655,913 9,620,502
OESTE 643,178 9,623,799
La cartografía base existente para la ejecución de este proyecto, es la unidad hidrográfica en nivel
5 del río Casacay, así como la cartografía oficial liberada por el Instituto Geográfico Militar (IGM) a
escala 1:50,000 y 1:250,000, correspondiente a la hidrografía del área de estudio. Los archivos se
encuentran disponibles en formato shapefile.
El proceso de delimitación se regirá bajo las normativas establecidas por el método Pfafstetter,
que según la UICN (2009b), identifica 3 tipos de unidades hidrográficas descritas a continuación:
Cuenca: Es el área de captación que no recibe drenaje de ninguna otra área, pero que sí
aporta con flujo a otra unidad hidrográfica.
Intercuenca: Es considerada como una unidad de drenaje de transito del río principal, a la
cual también aporta su propio recurso hídrico. Se puede mencionar también, que es
aquella unidad que capta el flujo de una unidad hidrográfica que se ubica aguas arriba, y
que drena por el río principal conjuntamente con el caudal que genera.
Cuenca interna: Es el área de drenaje aislada que no recibe flujo ni aporta caudal a otra
área de captación.
La metodología Pfafstetter seleccionada para el proceso de delimitación de las microcuencas se
representa gráficamente a través de la Figura 2.

85
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Figura 2. Diagrama de la metodología.
Cada una de las etapas de la metodología se llevará a cabo utilizando la herramienta de SIG
ArcGIS 10, las cuales son descritas a continuación:
Obtención de datos SRTM y pre-procesamiento: Los datos altimétricos de 30 metros de
resolución espacial correspondiente al MDE del área de estudio, están disponibles para la
descarga desde la página http://earthexplorer.usgs.gov/. En el visor se especifican las
coordenadas de localización de la unidad hidrográfica del río Casacay.
El pre-procesamiento consiste en la eliminación de imperfecciones de fuente de origen presentes
en el MDE, dentro de los cuales se encuentran las zonas sin datos o vacías “NoData”, que según
Olaya (2011) deben corregirse aplicando métodos de interpolación. Otro factor que afecta la
calidad de los datos SRTM, es la presencia de picos y sumideros, que de acuerdo a Medeiros et
al. (2009), las imperfecciones presentes en el modelo de datos ocasionan errores en el mapa de la
dirección de flujo.
Una de las formas de eliminar la presencia de valores NoData en el modelo es mediante
estadisticas focales, procedimiento que se efectúa a través del la herramienta ArcToolbox>Spatial
Analyst Tools>Map Algebra>Raster Calculator. Posteriormente se corrijen los picos y sumideros a
través del recurso Spatial Analyst>Hidrology>Fill.
Dirección de flujo: En esta etapa se obtiene un raster con las orientaciones de flujo de cada
celda vecina, calculadas en función a las pendientes. Walchholz et al. (2013), menciona que las
direcciones de flujo expresan las relaciones hidrológicas entre diferentes puntos de una cuenca
hidrográfica.
Para ESRI(2013a), el cálculo de dirección de flujo es un proceso sigue la secuencia mostrada en
la Figura 3.
Obtención de datos SRTM y pre-
procesamiento
Dirección de flujo
Acumulación de flujo y cálculo
del umbral
Red de drenajes
Generación de cuencas
Vectorización y codificación
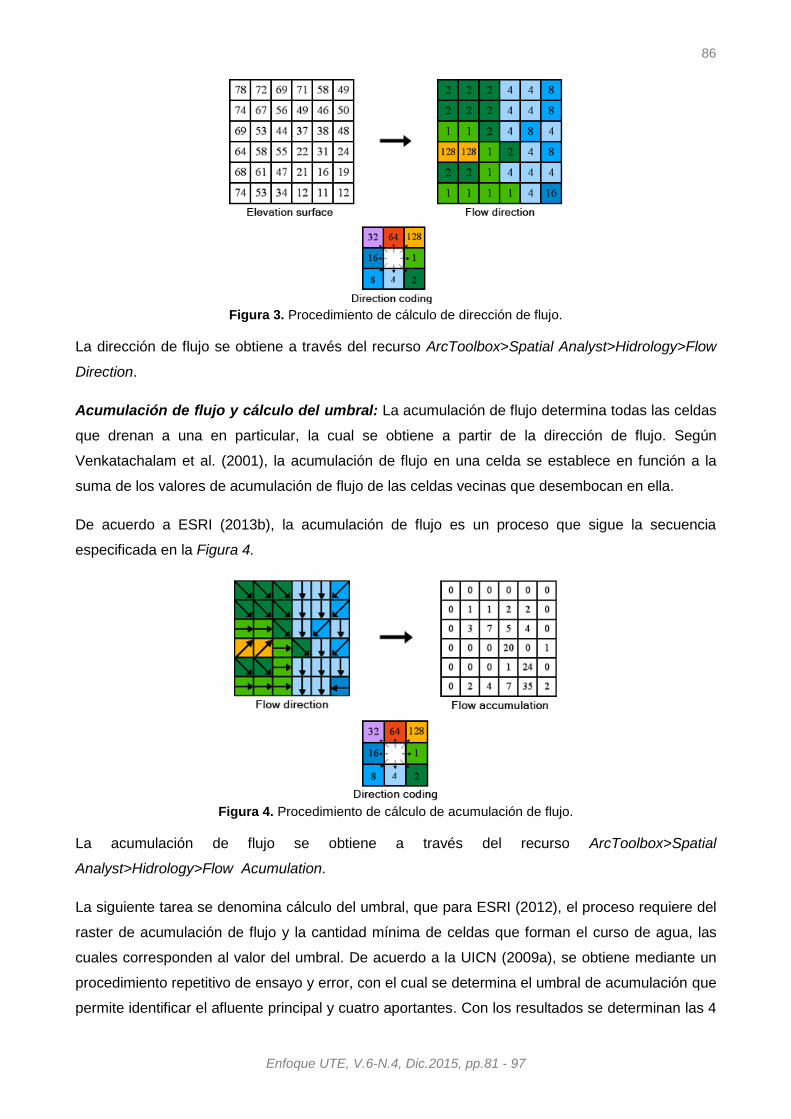
86
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Figura 3. Procedimiento de cálculo de dirección de flujo.
La dirección de flujo se obtiene a través del recurso ArcToolbox>Spatial Analyst>Hidrology>Flow
Direction.
Acumulación de flujo y cálculo del umbral: La acumulación de flujo determina todas las celdas
que drenan a una en particular, la cual se obtiene a partir de la dirección de flujo. Según
Venkatachalam et al. (2001), la acumulación de flujo en una celda se establece en función a la
suma de los valores de acumulación de flujo de las celdas vecinas que desembocan en ella.
De acuerdo a ESRI (2013b), la acumulación de flujo es un proceso que sigue la secuencia
especificada en la Figura 4.
Figura 4. Procedimiento de cálculo de acumulación de flujo.
La acumulación de flujo se obtiene a través del recurso ArcToolbox>Spatial
Analyst>Hidrology>Flow Acumulation.
La siguiente tarea se denomina cálculo del umbral, que para ESRI (2012), el proceso requiere del
raster de acumulación de flujo y la cantidad mínima de celdas que forman el curso de agua, las
cuales corresponden al valor del umbral. De acuerdo a la UICN (2009a), se obtiene mediante un
procedimiento repetitivo de ensayo y error, con el cual se determina el umbral de acumulación que
permite identificar el afluente principal y cuatro aportantes. Con los resultados se determinan las 4

87
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
unidades de drenaje tipo cuenca y 5 de tipo intercuenca, correspondiéndoles a las primeras las
mayores áreas de drenaje y acumulación de flujo según el método Pfafstetter.
En ArcGIS el proceso se realiza desde ventana Layer>Properties>Symbology>Classified>Classify,
donde se especifica la clasificación en dos rangos o clases aplicando el método Natural Breaks ‐
Jenks; el primero va de 1 a N valor calculado por la herramienta, mientras que el segundo del N
valor al número máximo que alcanza la acumulación de flujo. El valor N es con el cual se realizan
los ensayos a través de la opción Classify>Break Value.
El cálculo del umbral finaliza con la reclasificación de los resultados obtenidos, y se realiza por
medio de la herramienta ArcToolbox>Spatial Analyst Tools>Reclass>Reclassify, asignándole el
valor de 0 al primer rango y 1 al segundo rango, siendo el segundo rango el requerido para la
siguiente etapa del proceso, ya que almacena los afluentes principales. (UICN Sur & SGCAN,
2010)
Red de drenajes: La generación de la red de drenajes es fundamental para la determinación de
las cuencas hidrográficas, el insumo principal en esta etapa es la reclasificación de la acumulación
del rango cuyo valor asignado fue 1 en la anterior fase.
El procedimiento se realiza desde la caja de herramientas ArcToolbox>Spatial Analyst
Tools>Hydrology>Stream Link. Según criterio de Johnson (2008), Stream Link asigna valores
únicos a las secciones de una red de drenajes entre las intersecciones, que para la UICN (2009b),
los enlaces o links son los segmentos de una red de drenajes que conectan a dos aportantes de
forma sucesiva.
Generación de cuencas: Según Alves et al. (2010), el proceso para la generación de las áreas
de drenaje requiere del mapa de dirección y acumulación de flujo y se lo realiza mediante la
herramienta ArcToolbox>Spatial Analyst Tools>Hydrology>Wathershed.
Para UICN (2009b), Wathershed establece el área aportante de la cuenca que drena dentro de
ella y fluye a una determinada salida.
Vectorización y codificación: La vectorización consiste en convertir las cuencas de formato
raster a vector. Es la etapa final de la metodología y arroja como resultado el archivo shapefile con
los polígonos de las unidades hidrográficas delimitadas. De acuerdo a lo establecido por la
UICN(2009b) en el manual de procedimientos de delimitación y codificación de unidades
hidrográficas para el Ecuador, la vectorización de las cuencas se logra a través de la siguiente
herramienta ArcToolbox>Conversion Tools>From Raster>Raster To Polygon.
Las codificación de cuencas hidrográficas basadas en el método Pfafstetter (1989), es jerárquica y
utiliza 10 digitos relacionados directamente con el área de drenaje y cursos de agua. Según
Galvão & Meneses (2005), los códigos pares 2, 4, 6 y 8 se asignan a las cuatro cuencas

88
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
principales a las cuales corresponden las mayores áreas de drenaje, mientras que las
intercuencas identifican a las cinco unidades de drenaje de menor tamaño y reciben los digitos 1,
3, 5, 7 y 9. La Secretaría del Ambiente (2011), corrobora lo manifestado por los autores
anteriormente, pero además manifiesta que en caso de existir intercuencas, éstas se codifican con
el digito 0, como se puede observar en la Figura 5.
Figura 5. Codificación del método Pfasfstetter.
El proceso de codificación se realiza desde aguas abajo(desembocadura), hacia aguas arriba
(naciente de la cuenca). En ArcGIS el digito correspondiente a cada unidad hidrográfica se asigna
en la tabla de atributos del archivo vectorial shapefile de las unidades delimitadas.
3. Resultados y Discusión
Los resultados son presentados en función a los productos obtenidos en cada etapa de la
metodología:
Obtención de datos SRTM y pre-procesamiento: Se descargó el MDE en formato GeoTIFF, de
acuerdo a las coordenadas de localización de la unidad hidrográfica del río Casacay. Como
resultado del pre-procesamiento se corrigieron las celdas que contenían valores NoData y se
eliminaron los picos y sumideros presentes en el modelo, lo cual se puede observar en la Figura 6.
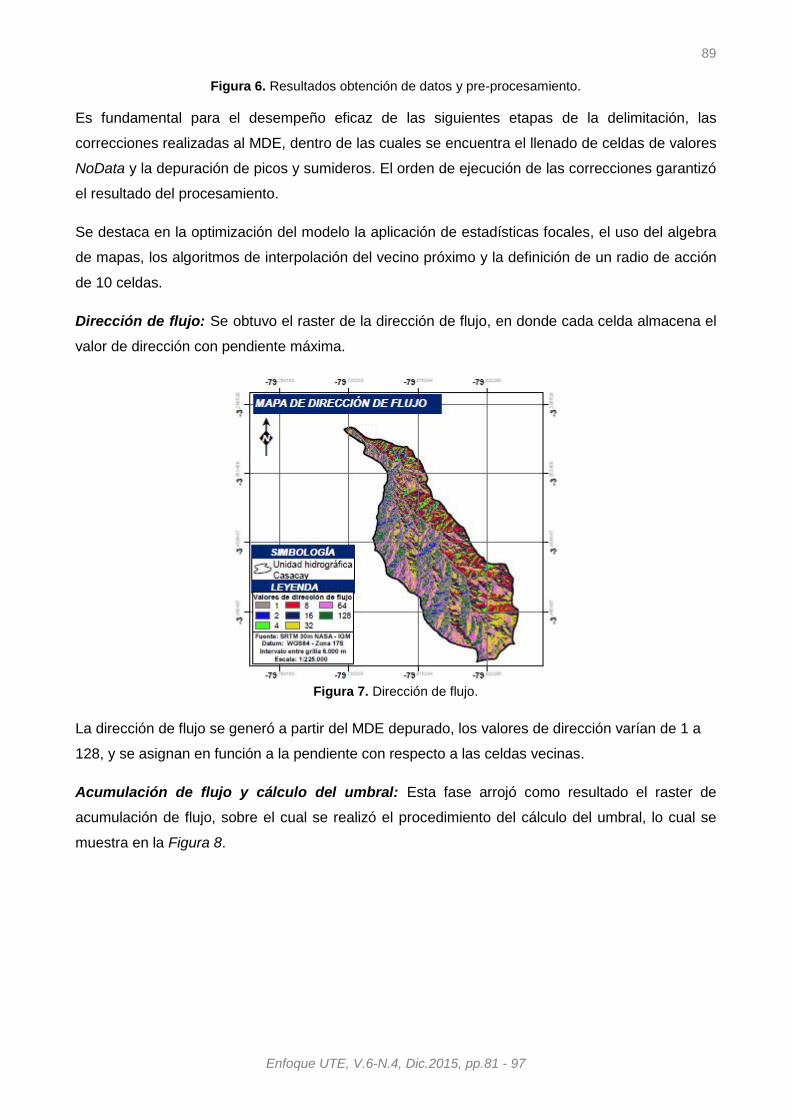
89
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Figura 6. Resultados obtención de datos y pre-procesamiento.
Es fundamental para el desempeño eficaz de las siguientes etapas de la delimitación, las
correcciones realizadas al MDE, dentro de las cuales se encuentra el llenado de celdas de valores
NoData y la depuración de picos y sumideros. El orden de ejecución de las correcciones garantizó
el resultado del procesamiento.
Se destaca en la optimización del modelo la aplicación de estadísticas focales, el uso del algebra
de mapas, los algoritmos de interpolación del vecino próximo y la definición de un radio de acción
de 10 celdas.
Dirección de flujo: Se obtuvo el raster de la dirección de flujo, en donde cada celda almacena el
valor de dirección con pendiente máxima.
Figura 7. Dirección de flujo.
La dirección de flujo se generó a partir del MDE depurado, los valores de dirección varían de 1 a
128, y se asignan en función a la pendiente con respecto a las celdas vecinas.
Acumulación de flujo y cálculo del umbral: Esta fase arrojó como resultado el raster de
acumulación de flujo, sobre el cual se realizó el procedimiento del cálculo del umbral, lo cual se
muestra en la Figura 8.

90
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Figura 8. Acumulación de flujo y cálculo del umbral.
El raster de acumulación de flujo se clasificó en dos clases. En la segunda clase se especificó el
valor de 8,700, el cual se estableció como el umbral de acumulación permitiendo identificar el flujo
del río principal y de sus cuatro aportantes.
Red de drenajes: Se obtuvo el raster de red de drenajes que identifica el curso principal del río, y
los cuatro aportantes principales que definen a las unidades hidrográficas tipo cuenca, los cuales
se enumeran con digitos pares en la Figura 9.
Figura 9. Mapa red de drenajes.
Además, la red de drenajes determina las 5 unidades hidrográficas tipo intercuenca. A los
segmentos correspondientes a las nueve unidades hidrográficas, el proceso automático les asigna
un único código.
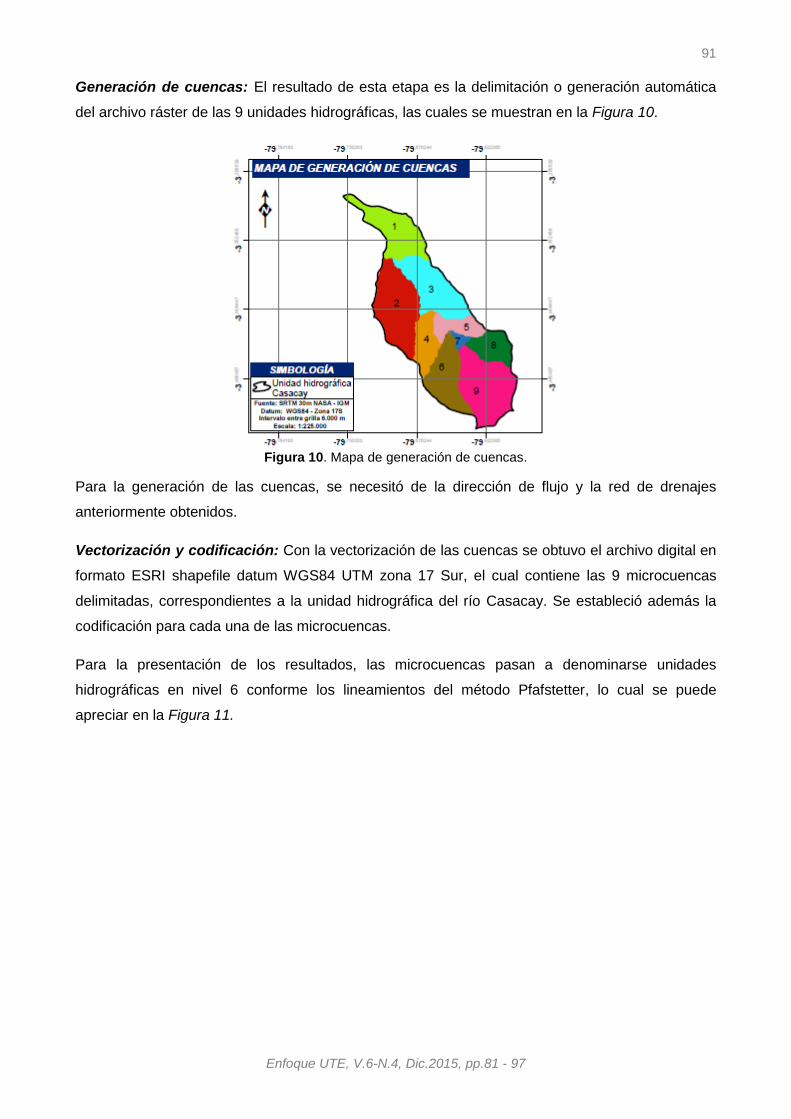
91
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Generación de cuencas: El resultado de esta etapa es la delimitación o generación automática
del archivo ráster de las 9 unidades hidrográficas, las cuales se muestran en la Figura 10.
Figura 10. Mapa de generación de cuencas.
Para la generación de las cuencas, se necesitó de la dirección de flujo y la red de drenajes
anteriormente obtenidos.
Vectorización y codificación: Con la vectorización de las cuencas se obtuvo el archivo digital en
formato ESRI shapefile datum WGS84 UTM zona 17 Sur, el cual contiene las 9 microcuencas
delimitadas, correspondientes a la unidad hidrográfica del río Casacay. Se estableció además la
codificación para cada una de las microcuencas.
Para la presentación de los resultados, las microcuencas pasan a denominarse unidades
hidrográficas en nivel 6 conforme los lineamientos del método Pfafstetter, lo cual se puede
apreciar en la Figura 11.

92
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Figura 11. Mapa de unidades hidrográficas delimitadas nivel 6.
Los atributos establecidos en el archivo shapefile, para los 9 polígonos de las unidades de drenaje
delimitadas, se pueden observar en la Tabla 2.
Tabla 2. Atributos de las unidades hidrográficas delimitadas.
Cuenca Nivel 6 Nombre 6 Tipo Área km2 Área Ha.
Unidad hidrográfica río Casacay
(Código nivel 5: 13942)
139421 Unidad hidrográfica 139421 Intercuenca 16.54 1,654.24
139422 Unidad hidrográfica 139422 Cuenca 22.90 2,290.32
139423 Unidad hidrográfica 139423 Intercuenca 18.29 1,829.69
139424 Unidad hidrográfica 139424 Cuenca 8.65 865.99
139425 Unidad hidrográfica 139425 Intercuenca 6.83 683.65
139426 Unidad hidrográfica 139426 Cuenca 15.02 1,502.21
139427 Unidad hidrográfica 139427 Intercuenca 1.36 136.10 139428 Unidad hidrográfica 139428 Cuenca 8.26 826.54
139429 Unidad hidrográfica 139429 Intercuenca 23.73 2,373.45
Como se puede apreciar en la Tabla 2, la codificación del nivel 6 se obtuvo a partir del código nivel
5, establecido para la unidad hidrográfica del río Casacay. El número de dígitos del código permite
identificar el nivel de delimitación actual y conforme las directrices de la metodología se definieron
las 4 unidades tipo cuenca y las 5 intercuencas.
Los resultados de esta investigación, se integran adecuadamente a la información de cuencas
hidrográficas oficializada por la Secretaría del Agua aplicando el método Pfafstetter. La topografía
del terreno favoreció la delimitación de las unidades hidrográficas en nivel 6, permitiéndo obtener
las áreas de captación, que por su tamaño y detalle favorecen el análisis de la distribución
espacial de las comunidades, usuarios del agua y fuentes hídricas.

93
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
La subdivisión de la unidad hidrográfica del río Casacay, favorece la planificación y el trabajo de
campo, de forma concreta se puede analizar la oferta hídrica estableciendo como punto de
descarga la desembocadura de cada unidad hidrográfica en nivel 6.
En los trabajos desarrollados por la UICN (2009a) no se incrementaron los niveles de delimitación,
debido a que la resolución del MDE no era favorable para continuar subdividiendo el nivel 5, sin
embargo las bases definidas en ese estudio, así como las del manual elaborado por la UICN
(2009b), aportaron significativamente a la consecución del nivel 6 de unidades hidrográficas. En el
estudio realizado por Ramírez et al. (2011), la base del proceso fue el SRTM de 90 metros, siendo
necesario reproyectarlo a un MDE de 30 metros de resolución para cumplir con el propósito de la
investigación.
Con los datos SRTM de 30 metros de resolución espacial liberados por la NASA en el año 2014,
la delimitación de cuencas, subcuencas y microcuencas; es factible, necesitándose corregir
únicamente la presencia de errores de fuente.
La propuesta desarrollada por el CNRH (2002), arrojó como resultado las cuencas y subcuencas
del Ecuador, sin embargo el método con el cual se realizó el proceso de delimitación, obedecía a
los requerimientos planteados a nivel de país y a la cartografía base disponible localmente.
4. Conclusiones y Recomendaciones
A nivel de país se carece de información geográfica de unidades hidrográficas en nivel 6, con los
resultados del presente trabajo se solucionó ese requerimiento para subcuenca del río Casacay.
Los factores por los cuales se eligió la metodología Pfafstetter, fueron los diversos estudios
desarrollados en diferentes países de Sudamérica, sustentándose también en la oficialización del
uso del método para el Ecuador por parte de la Secretaría del Agua. Con la metodología se
utilizaron los datos altimétricos del MDE de 30 metros de resolución espacial y la cartografía
validada de cuencas hidrográficas disponible de forma oficial hasta el nivel 5; la cual fue
delimitada en base al MDE de 90 metros de resolución.
Los datos del MDE de 30 metros de resolución espacial liberados en el año 2014, presentan
errores o celdas vacías en la parte alta de la cuenca del río Casacay, siendo necesario la
utilización del algebra de mapas y estadísticas focales para el proceso de optimización, el cual
consistió en llenar los vacíos con valores interpolados considerando un radio de acción de 10
celdas, este último valor puede variar dependiendo del tamaño de la zona a corregir. Fue
importante la optimización del MDE, puesto que se utilizó en cada una de las etapas de la
metodología.

94
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Con la utilización del MDE de la NASA, se omite en la delimitación de microcuencas el proceso
para la generación de un MDE, a partir de la cartografía de curvas de nivel, la cual necesita de
una revisión minuciosa para corregir los errores topológicos.
El procedimiento automático para la generación de unidades hidrográficas en nivel 6, fue asistido
por la herramienta Hydrology, arrojando resultados satisfactorios en cada fase. Para el
establecimiento de las áreas de drenaje o captación, fue fundamental el cálculo del umbral de
acumulación de la cuenca, ya que permitió identificar el curso del río principal y sus aportantes,
contribuyendo a la identificación y obtención de las 9 unidades hidrográficas, equivalentes a la
denominación de microcuencas.
La codificación de las unidades de drenaje delimitadas se basó en el código 13942, establecido
para la unidad hidrográfica nivel 5 del río Casacay. Las unidades hidrográficas codificadas fueron:
139421, 139422, 139423, 139424, 139425, 139426, 139427, 139428 y 139429, las cuales
corresponden al nivel 6 de acuerdo a los lineamientos definidos por el método aplicado.
Los resultados obtenidos fueron almacenados en un archivo shapefile datum WGS84 UTM zona
17 Sur, con el cual se actualiza la información geográfica de cuencas a mayor detalle y se
beneficia a la gestión integral de los recursos hídricos, por lo tanto se cumple el objetivo planteado
en esta investigación y se acepta la hipótesis formulada. Las microcuencas permiten continuar con
la estandarización de unidades hidrográficas definida hasta el nivel 5 por la Secretaría del Agua.
Es factible desarrollar el proceso de delimitación en nivel 6, para el resto de unidades
hidrográficas oficializadas hasta el nivel 5 según el método Pfafstetter, sin embargo es importante
que el organismo rector del agua conozca los resultados del estudio realizado, y los que puedan
emprenderse para otras cuencas hidrográficas.
La cartografía actualizada debe utilizarse para resolver otros requerimientos en la unidad
hidrográfica del río Casacay, pero esencialmente valorar mediante un estudio la ocupación
humana del territorio, el uso de la tierra actual y la tendencia de cambio. Las microcuencas
obtenidas permiten la formulación de nuevos proyectos, orientados a la conservación de las
fuentes hídricas que abastecen de agua a los cantones de El Guabo, Machala y Pasaje.
Los resultados son valiosos para la gestión operativa y de alto nivel de la Secretaría del Agua -
DHJ, esencialmente fortalecen el Plan Nacional de Recursos Hídricos y al proyecto emblemático
de la institución denominado Inventario Participativo de Recursos Hídricos de la unidad
hidrográfica del río Casacay, los cuales enfocan sus investigaciones a nivel de microcuencas. Con
los datos de las unidades hidrográficas en nivel 6, se actualiza el banco de datos del sistema de
autorizaciones de usos de agua y del inventario participativo.

95
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Bibliografía
Alves, T., Oliveira, P., Rodrígues, D., & Ayres, F. (2010). Delimitação automática de bacias
hidrográficas utilizando dados SRTM. Scielo, 30(1), 46-57.
Asamblea Nacional. (2014). Ley Orgánica de Recursos Hídricos, Usos y Aprovechamiento del
Agua. Registro Oficial, 32.
Casillas, M. (2006). Programa Nacional de Microcuencas: Una Estrategia de Desarrollo Integral. El
manejo integrado de cuencas en México. Estudios y reflexiones para reorientar la política
ambiental. SEMARNAT-INE, 259-275.
CNRH, Consejo Nacional de Recursos Hídricos. (2002). Memoria Técnica: División Hidrográfica
del Ecuador, Propuesta del CNRH y el Grupo Interinstitucional para oficializar en el
Ministerio de Relaciones Exteriores.
ESRI, E. S. (11 de 9 de 2013). ArcGIS Resources. Recuperado el 26 de 08 de 2015, de
http://resources.arcgis.com/es/help/main/10.1/index.html#/na/009z00000062000000/
ESRI, Environmental Systems Research Institute. (07 de 11 de 2012). ArcGIS Resources.
Recuperado el 10 de 09 de 2015, de
http://help.arcgis.com/es/arcgisdesktop/10.0/help/index.html#//009z00000068000000
ESRI, Environmental Systems Research Institute. (09 de 11 de 2013). ArcGIS Resources.
Recuperado el 20 de 8 de 2015, de
http://resources.arcgis.com/es/help/main/10.1/index.html#/na/009z00000063000000/
Galvão, W. S., & Meneses, P. R. (2005). Avaliação dos sistemas de classificação e codificação
das bacias hidrográficas brasileiras para fins de planejamento de redes hidrométricas.
Simpósio Brasileiro de Sensoriamento Remoto (SBSR), 12, 2511-2518.
Gomes, C., Cunha, A., dos Santos, A., Alvés, N., de Andrade, E., Simplicio, B., & de Oliveira, A.
(2007). Comparação do uso do SRTM para delimitação e caracterização fisiográfica de
uma micro-bacia hidrográfica. 21-26.
Gomes, J., & Barros, R. (2011). A importância das Ottobacias para gestão de recursos hídricos.
Simpósio brasileiro de sensoriamento remoto, 15, 1287-1294.

96
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
Gomes, T., & Lobão, J. (2009). Delimitação de sub-bacias a partir do uso de imagem
SRTM/NASA: um estudo da Bacia do Rio Jacuípe-BA. Simpósio Brasileiro de
Sensoriamento Remoto (SBSR), 3841-3848.
Guevara, J. (1987). Guía para la implementación de un Sistema de Información Geográfica para la
planificación regional y nacional. In I Conferencia latinoamericana sobre informática en
Geografía. pp. 301-322.
Johnson, L. E. (2008). Geographic information systems in water resources engineering. CRC
Press.
Medeiros, L. C., Ferreira, N. C., & Ferreira, L. G. (2009). Avaliação de modelos digitais de
elevação para delimitação automática de bacias hidrográficas. Revista Brasileira de
Cartografía, 137-151.
Pfafstetter, O. (1989). Classificação de Bacias Hidrográficas – Metodologia de Codificação. Rio de
Janeiro, RJ: Departamento Nacional de Obras de Saneamento (DNOS). Manuscrito não
publicado.
Pires, C., & Faria, S. (2013). Construção da base Otto-codificada em Minas Gerais:
implementação da metodologia desenvolvida por Otto Pfafstetter (1989) para escalas
1:100.000 e 1:50.000. Anais XVI Simpósio Brasileiro de Sensoriamento Remoto - SBSR.
Pontes, E., Linhares, M., & Santos, W. (2009). Delimitação das bacias hidrográficas da Ilha do
Maranhão a partir de dados SRTM. INPE, 4631-4638.
Ramírez , A., Castillo, J., & Gonzalez, J. (2011). Delimitación, codificación de las cuencas
hidrográficas según los métodos de Pfafstetter y Strahler utilizando Modelos de Elevación
Digital y técnicas de Teledetección. XV Simpósio Brasileiro de Sensoriamento Remoto -
SBSR - INPE, 1105-1112.
Secretaría del Agua. (2011). Resolución 2011-245.
Secretaría del Ambiente. (2011). Criterios técnicos de delimitación y codificacion de cuencas, caso
específico Región Oriental del Paraguay. Asunción: Dirección General de Protección y
Conservación de los Recursos Hídricos.
UICN Sur, Unión Internacional para la Conservación de la Naturaleza; SGCAN, Secretaría
General de la Comunidad Andina de Naciones. (2010). Manual de procedimientos de

97
Enfoque UTE, V.6-N.4, Dic.2015, pp.81 - 97
delimitación y codificación de unidades hidrográficas. Ministerio de Medio Ambiente y
Agua, Bolivia.
UICN, Unión Internacional para la Conservación de la Naturaleza. (2009a). Delimitación y
codificación de Unidades Hidrográficas del Ecuador Escala 1:250000 Nivel 5.
UICN, Unión Internacional para la Conservación de la Naturaleza. (2009b). Manual de
procedimientos de delimitación y codificación de Unidades Hidrográficas. Caso: Ecuador.
Quito.
Venkatachalam, P., Mohan, B., Kotwal, A., Mishra, V., Muthuramakrishnan, V., & Pandya, M.
(2001). Automatic delineation of watersheds for hydrological applications. 5, 9.
Walchholz, C., Bazílio, S., Costa, S., & Mercante, E. (2013). Delimitação automática da microbacia
hidrográfica do Rio das Lontras, através de dados SRTM. Anais XVI Simpósio Brasileiro de
Sensoriamento Remoto - SBSR, Foz do Iguaçu, PR, Brasil.
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112 http://ingenieria.ute.edu.ec/enfoqueute/
e-ISSN: 1390‐6542 / p-ISSN: 1390-9363
Recibido (Received): 2015/09/09 Aceptado (Accepted): 2015/12/09
CC BY-NC-ND 3.0
Diseño de un amplificador de potencia para comunicaciones
inalámbricas utilizando tecnológica microcinta y Microwave
Office
(Design of a power amplifier for wireless communications
using microstrip technology and Microwave Office)
Christian Tipantuña1, José Antonio Estrada1, Juan Carlos Estrada2, Carla Parra3
Resumen:
En el presente artículo se realiza una descripción detallada de los parámetros y procedimientos
que deben ser considerados en el diseño de un amplificador de potencia con tecnología
microstrip utilizando el software de diseño AWR Microwave OfficeTM
; en específico, en el diseño
se considera una frecuencia central de 14 GHz, pero los mismos principios y fundamentos
pueden ser aplicados y tomados en cuenta en posteriores diseños y en diferentes frecuencias.
En el diseño se considera como elemento activo un transistor de tipo MESFET y redes
simultáneas de adaptación de impedancia de entrada y de salida. Los valores de los diferentes
parámetros en cada etapa son calculados y analizados utilizando la herramienta de simulación
AWR Microwave OfficeTM
. Al final del documento se muestra el diseño del amplificador tanto en
dos y tres dimensiones y con todos los elementos necesarios para garantizar su funcionalidad.
Palabras clave: amplificador de potencia; redes de adaptación; microstrip; transistor MESFET;
AWR Microwave Office
Abstract:
This paper provides a detailed description and all the procedures involved in designing a power
amplifier using microstrip technology and the design software Microwave OfficeTM
. Specifically,
the design is oriented to build an amplifier with central frequency at 14 GHz, but the same
fundamentals and principles could be applied in the whole range of radio frequency. For the
design, a MESFET transistor and simultaneous input and output matching networks are
considered. The values of the parameters and the simulation for every stage are computed and
performed using AWR Microwave OfficeTM
. At the end of the document, a fully functional circuit
layout represented in 2D and 3D is shown with all their complementary elements.
Keywords: power amplifier; matching networks; microstrip; MESFET transistor; AWR
Microwave Office
1 Escuela Politécnica Nacional, Quito – Ecuador (christian.tipantuna, [email protected])
2 Corporación Nacional de Telecomunicaciones, Quito – Ecuador ([email protected])
3 Escuela Politécnica Nacional - Estudiante, Quito – Ecuador ([email protected])
99
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
1. Introduction
In order to cover large distances and to provide a suitable signal power level, the amplification
stage is a very important component in a communication system, and especially in wireless
communications (Pirola, Teppati, & Camarchia, 2007). A lot of information and literature is
available with respect to the design for low frequency amplifiers (i.e. for frequencies lower than 300
KHz). The design of these amplifiers considers lumped components. On the other hand, the
description of our design is for a higher frequency and it uses distributed components (rather than
lumped components) through the use of microstrip technology (Raab, Asbeck, Cripps, & Sokal,
2002).
For performing microwave implementations basically there are two options, which are: using planar
circuits (based on microstrip technology), and using waveguide circuits. Now a days, planar circuits
are a trend because of their low cost and small size in comparison with the large size and cost of a
microwave implementation.
Microstrip technology is currently used in a plenty of RF and microwave design applications.
Elements such as: antennas, amplifiers, couplers, splitters, diplexers and other devices are built
using microstrip technology because it has some significant characteristics such as small size and
lightweight. In addition, respect to planar implementations i.e. implementations based on microstrip
at the same time there are two options: hybrid and monolithic implementations, and the differences
between two technologies are shown in the Table 1 (Pirola, 2012).
Table 1. Comparison of hybrid and monolithic implementations MMIC - Monolitic Microwave Integrated
Circuits HIC - Hybrid Integrated Circuits
Cheap in large quantities Simple circuits can be cheap
Very good reproductibility Poor reproducibility: device
placement / bond wires
Reliable Mostly “glued” together and so
reliabilities suffers
Space is premium; must be as small as possible
Substrate is cheap, micro-strip to be used abundantly
Long turn-around-time (3 months) Can be very fast, making
redesigns easy
Both implementations MMIC and HIC are cutting edge technologies and they have a good
performance, but in our current design has been considered the hybrid implementation due its low
cost and because it is easier to build. Furthermore, to build MMIC circuits is needed very
expensive and sophisticated materials and machineries, for this reason in an eventual
implementation of our design, this option (MMIC) has a low probability to be implemented.
In the design of RF and microwave devices and components, it is very important to have an
accurate and sophisticated tool both for the calculations and the simulation. Currently, there are
some good tools to perform these activities such as Agilent Advanced Design Software ADS, AWR

100
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Microwave Office and others (Alabaster). The tool selected for this work was AWR Microwave
Office (MWO) because it offers a friendly environment in comparison with other tools and also due
to the availability of licenses at the campus of Politecnico di Torino.
2. Parameters and requirements
As mentioned at the beginning of this paper, our purpose is to describe a generic process for the
design of a power amplifier; however, in this case and to show the rest of the processing in the
next sections, the parameters of the current design are shown below in Table 2.
Table 2. Parameters and requirements for the design.
General Characteristics - Power Amplifier
Parameter Value / Type
Central Frequency 14 GHz
Transistor Type MESFET
Microstrip characteristics
Parameter Value / Type
Metal Copper, thickness 15 μm
Teflon εr=2.08, thickness 0.5 mm, tg(δ)=4e-4
3. Design and Methodology
The first step consists on checking the behavior and the characteristics of the active element, i.e.
the MESFET transistor, then the transistor gain and finally the input and output matching networks.
In the next sections we make a deeper explanation of these topics.
In our design has been used a MESFET transistor due to its availability, but this is not the unique
option, in the Table 3, are shown in a brief description the different options according to the
materials (Pirola, 2012).
Table 3. Materials and devices in RF and microwave electronics
Materials and devices Characteristics
Silicion IC’s Mosfet and bipolars Ok up to 5-10 GHz but not for power
Silicon-Germanium (SiGe) Heterojunction Bipolar Transistors (HBT)
Low noise and low power up to 40 GHz
GaAs IC’s (MESFETs and HEMTs) Up to 50 GHz, also for high power
GaN (HEMTs) High power up to 30 GHz, not yet
mature
GaSb (HEMTs) Low noise up to mm waves, not yet
mature
3.1. Checking the stability
First of all, the stability of the transistor needs to be checked. To do that, two conditions have to be
verified, the first condition is that the stability coefficient being greater than one (K > 1), where:
𝐾 = 1 − |𝑆11|2 − |𝑆22|2 + |Δ𝑠|2
2|𝑆21||𝑆12| (1)

101
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
The second condition is that the module of the determinant of scattering matrix (S) being lower
than 1 (|∆S| <1), where:
∆𝑠= 𝑆11 𝑆22 − 𝑆12 𝑆21 (2)
All the different S parameters, S11, S12, S21, S22, as well as, the stability coefficient K and the
determinant ∆S are computed using MWO.
To check the stability it is also useful to have the information provided by the scattering matrix
obtained from the transistor MESFET (FET2_1 in simulation). The scattering matrix of the
transistor and the different graphs are obtained through MWO. The schematic needed to compute
both the matrix S and the determinant is the shown in Fig. 1, where the 50 ohms impedance on
both input and output corresponds to the requested values of the input and output matching
networks. The schematic shown in the Figure 1, is a starting point of the design and it is suggested
in some literature as in (Pirola, Teppati, & Camarchia, 2007) and (Camarchia, Teppati, Corbellini, &
Pirola, 2007).
Figure 1. Schematic to check the stability (scattering parameters FET2_1)
Both, K and |∆S| fulfill with the conditions mentioned above, and their different values in a region of
analysis from 5 GHz to 25 GHz are shown in Figure 2.
Figure 2. K and |∆S| to check the stability
3.2. Transistor Gain
In order to know the behavior of the active element (transistor FET2), it is also suggested to check
the power gains, the MAG Maximum Available Gain (the maximum gain GMax), and |S21|, which is
the gain when the device is close on both ports with the normalization impedance (50 Ω). Both
gains in dB are shown in the Figure 3.

102
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Figure 3. GMAX and S21 of Transistor FET2
In Figure 3, it can be noted that the device behavior is linear (stability condition) in terms of gain.
Now, based on the analysis from Fig. 2 (K > 1 and |∆S| <1) and observing the Fig 3., it is noted
that when the device is working in a range of frequencies between 5 GHz and 25 GHz, and of
course in 14 GHz, it has a behavior “unconditionally stable”. In addition, Fig. 3 shows that the
maximum device gain at 14 GHz is Gmax= 9.206 dB, and |S21|= 4.7161 dB, i.e. S21 < Gmax; at end
of design it is expected to get Gmax = S21 at 14 GHz. The maximum power transfer occurs when
the generator yields the maximum power, i.e. the input power is the generator (input) available
power and the power on the load is the output available power. The maximum power transfer
implies power impedance matching simultaneously at the input and output (if this is possible). The
maximum operational gain is:
𝐺𝑜𝑝𝑚𝑎𝑥 = |𝑆21
𝑆12| (𝐾 − √𝐾2 − 1) (3)
Furthermore, to completely understand the behavior of the device, it is convenient to plot the
constant gain circles and the stability circles. According to the gain circles, GOP circle (GOP:
operating gain – Gamma L) is respect to output, and GAV circle (GAV: available gain – Gamma G)
is respect to input, see Figure 4 (Teppati, Ferrero, Pisani, Colantonio & Limiti, 2005).

103
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Figure 4. Constant gain circle ΓG and Constant gain circle ΓL, f= 14 GHz
As it is expected, the stability circles (SCIR 1 and SCIR 2) do not appear since the element
(transistor) is “unconditionally stable”. Meanwhile in the analysis of the gain circles, it is verified that
there is a maximum in the plane ΓG for GAV and a maximum in ΓL for GOP. These maximum
values correspond to optimum values ΓG opt. and ΓL opt., It can be noted that MWO is able to
directly compute the value of ΓG opt, and ΓL opt.. MWO define these parameters as GM1 (ΓG opt
) and GM2 (ΓL opt.). In Table 4, it can be noted the complex values of ΓG opt. and ΓL opt.; these
values of GM1 and GM2 expressed in magnitude and angle will be very useful for the design of the
matching networks as it will be shown later.
Table 4. GM1 and GM2 at 14 GHz.
GM
GM1 and GM2 in magnitude and angle for the matching networks
Real Imaginary Magnitude Angle
GM1 -0,61361 0,40344 0,73436 146,68
GM2 0,07789 0,47437 0,48073 80,674
GM1 and GM2 indicate that working with the current active device in a given frequency (e.g. 14
GHz), and considering 50 Ω of input and output impedance, there are only two passive loads, one
at the input port (GM1), and the other at the output port (GM2) that ensure the simultaneous match
at the two ports of active device (MESFET), hence now the task consists in designing two lossless
matching networks.
3.3. Design considerations and simultaneous matching networks
Considering that the design consists of making an amplifier that works with maximum gain, it is
necessary to design the corresponding lossless matching networks, remembering that a two-port
unconditionally stable system can be simultaneously matched at both ports. In this case, all the
power will be transferred from generator (maximum power) to the load ZL, i.e. GOP = GAV =
GMAX; in other words, when the device sees GM1 at the input port, and GM2 at the output port, it
achieves the maximum gain GMAX (i.e. |S21| = Gmax).

104
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Considering the active device (transistor) and the input and output matching network, the general
scheme of the desired amplifier is shown below in Figure 5, (Camarchia, Teppati, Corbellini, &
Pirola, 2007).
Figure 5. RF Amplifier with simultaneous matching networks
In order to implement the input and output matching networks, it is necessary to work with
conjugate values of GM1 and GM2, so as to eliminate the imaginary parts of GM1 and GM2, as it
is show in Table 5 and in Figure 6, i.e. the matching network is a conjugate matching of an active
two-port device.
Table 5. GM1 and GM2 conjugate.
GM Magnitude Angle
GM1 0,73436 146,68
GM2 0,48073 80,674 GM1* (conjugate) 0,73436 - 146,68
GM2* (conjugate) 0,48073 - 80,674
Figure 6. Specifications GM1* and GM2*, matching networks
When the matching condition is satisfied, S11 and S22 of the amplifier will be zero and |S21| =
GMAX. Now, all the considerations to design the matching networks are available, but before,
some parameters in MWO have to be configured , as it is done below.
3.4. Design considerations in MWO
The design must be implemented using microstrip lines, whose parameters (substrate and metal)
are described in Table 1 and shown in Figure 7.
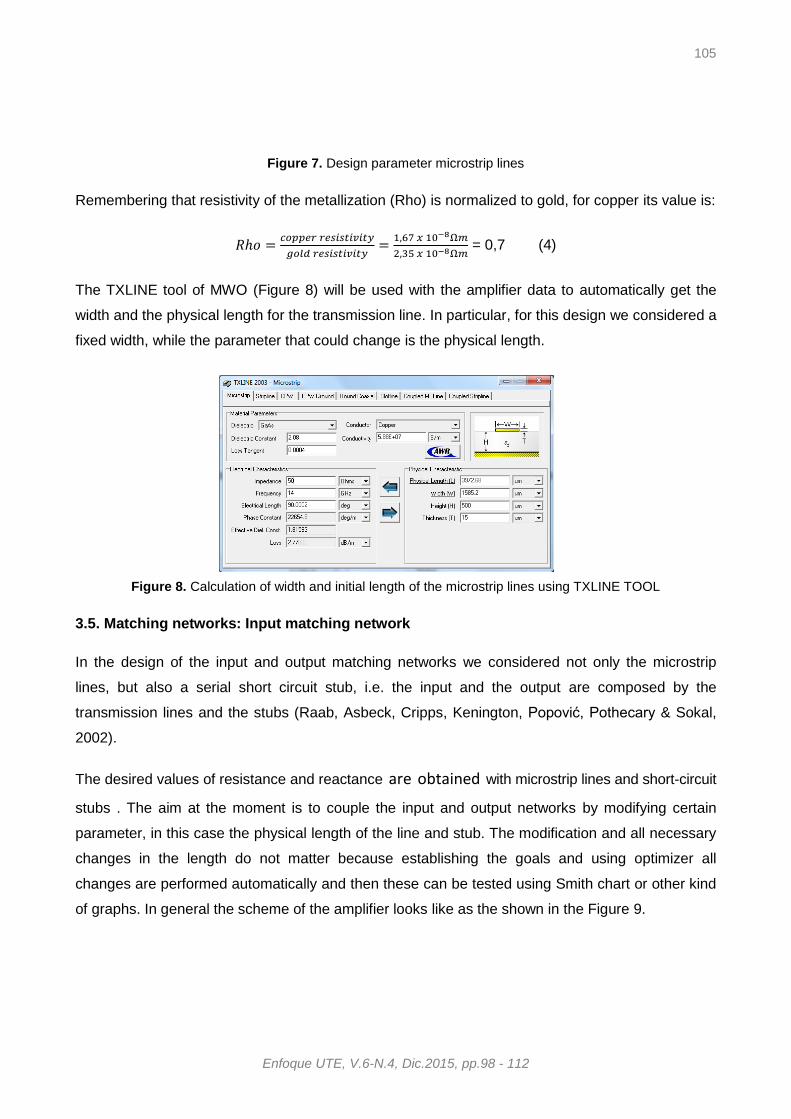
105
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Figure 7. Design parameter microstrip lines
Remembering that resistivity of the metallization (Rho) is normalized to gold, for copper its value is:
𝑅ℎ𝑜 =𝑐𝑜𝑝𝑝𝑒𝑟 𝑟𝑒𝑠𝑖𝑠𝑡𝑖𝑣𝑖𝑡𝑦
𝑔𝑜𝑙𝑑 𝑟𝑒𝑠𝑖𝑠𝑡𝑖𝑣𝑖𝑡𝑦=
1,67 𝑥 10−8Ω𝑚
2,35 𝑥 10−8Ω𝑚 = 0,7 (4)
The TXLINE tool of MWO (Figure 8) will be used with the amplifier data to automatically get the
width and the physical length for the transmission line. In particular, for this design we considered a
fixed width, while the parameter that could change is the physical length.
Figure 8. Calculation of width and initial length of the microstrip lines using TXLINE TOOL
3.5. Matching networks: Input matching network
In the design of the input and output matching networks we considered not only the microstrip
lines, but also a serial short circuit stub, i.e. the input and the output are composed by the
transmission lines and the stubs (Raab, Asbeck, Cripps, Kenington, Popović, Pothecary & Sokal,
2002).
The desired values of resistance and reactance are obtained with microstrip lines and short-circuit
stubs . The aim at the moment is to couple the input and output networks by modifying certain
parameter, in this case the physical length of the line and stub. The modification and all necessary
changes in the length do not matter because establishing the goals and using optimizer all
changes are performed automatically and then these can be tested using Smith chart or other kind
of graphs. In general the scheme of the amplifier looks like as the shown in the Figure 9.
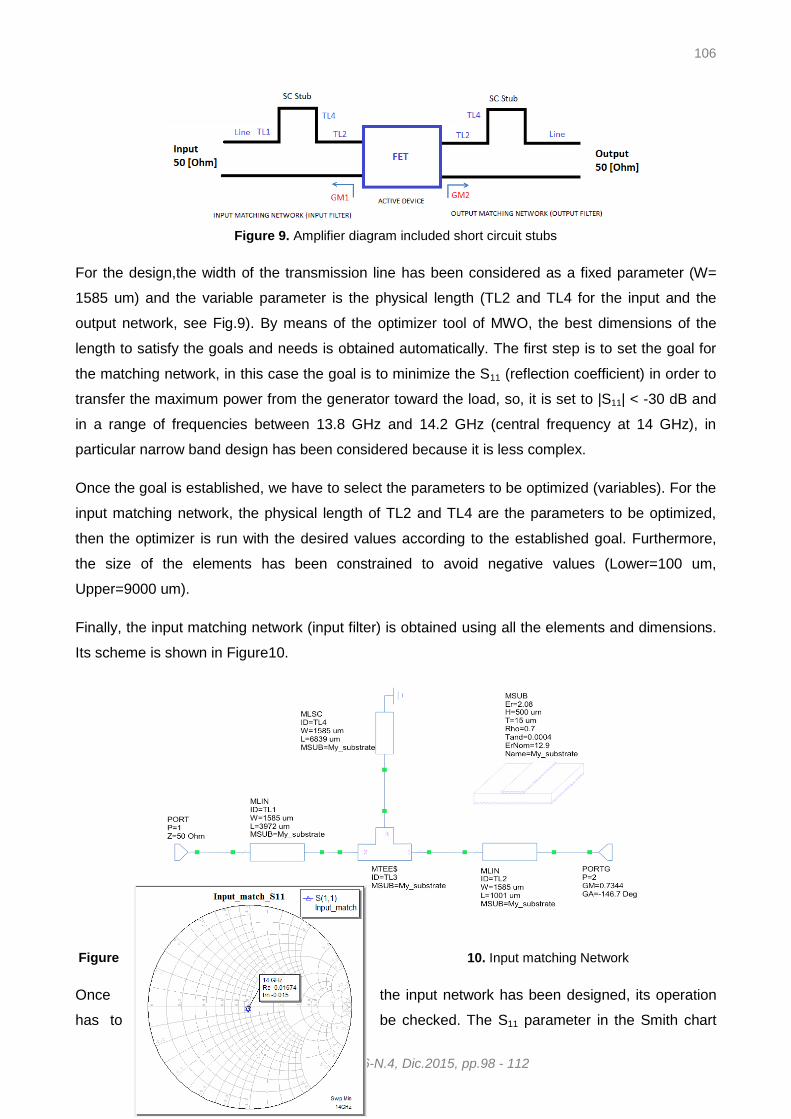
106
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Figure 9. Amplifier diagram included short circuit stubs
For the design,the width of the transmission line has been considered as a fixed parameter (W=
1585 um) and the variable parameter is the physical length (TL2 and TL4 for the input and the
output network, see Fig.9). By means of the optimizer tool of MWO, the best dimensions of the
length to satisfy the goals and needs is obtained automatically. The first step is to set the goal for
the matching network, in this case the goal is to minimize the S11 (reflection coefficient) in order to
transfer the maximum power from the generator toward the load, so, it is set to |S11| < -30 dB and
in a range of frequencies between 13.8 GHz and 14.2 GHz (central frequency at 14 GHz), in
particular narrow band design has been considered because it is less complex.
Once the goal is established, we have to select the parameters to be optimized (variables). For the
input matching network, the physical length of TL2 and TL4 are the parameters to be optimized,
then the optimizer is run with the desired values according to the established goal. Furthermore,
the size of the elements has been constrained to avoid negative values (Lower=100 um,
Upper=9000 um).
Finally, the input matching network (input filter) is obtained using all the elements and dimensions.
Its scheme is shown in Figure10.
Figure 10. Input matching Network
Once the input network has been designed, its operation
has to be checked. The S11 parameter in the Smith chart
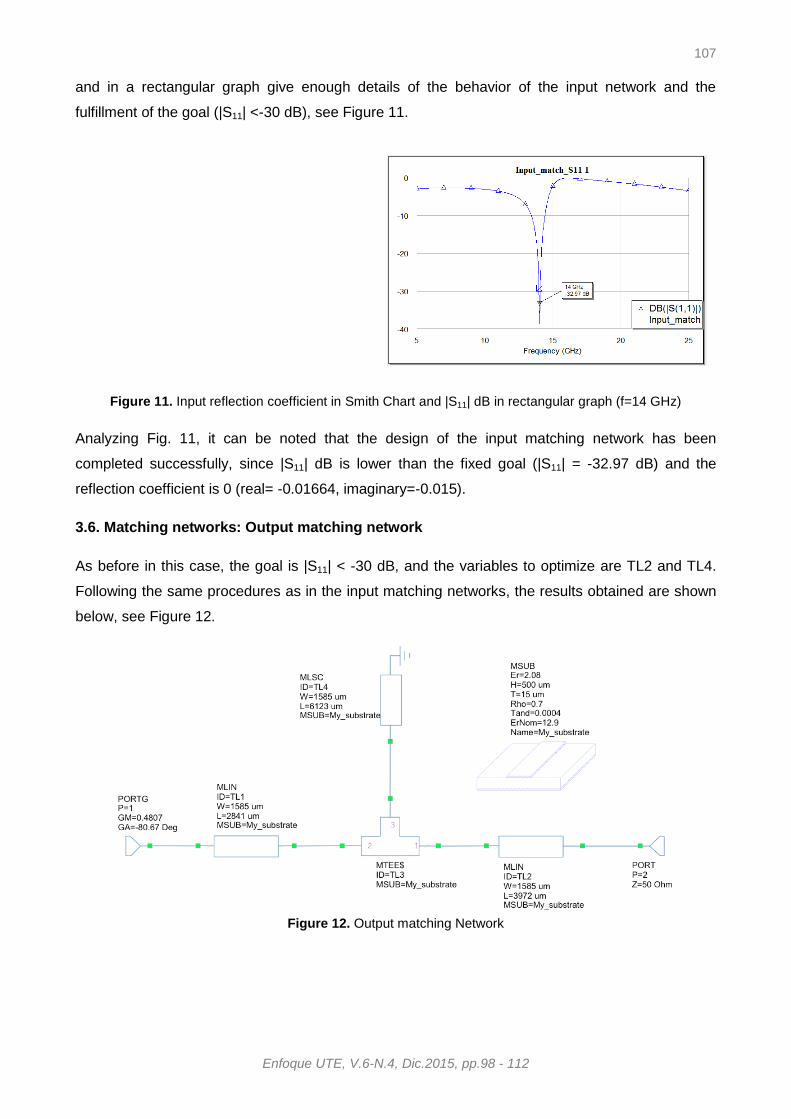
107
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
and in a rectangular graph give enough details of the behavior of the input network and the
fulfillment of the goal (|S11| <-30 dB), see Figure 11.
Figure 11. Input reflection coefficient in Smith Chart and |S11| dB in rectangular graph (f=14 GHz)
Analyzing Fig. 11, it can be noted that the design of the input matching network has been
completed successfully, since |S11| dB is lower than the fixed goal (|S11| = -32.97 dB) and the
reflection coefficient is 0 (real= -0.01664, imaginary=-0.015).
3.6. Matching networks: Output matching network
As before in this case, the goal is |S11| < -30 dB, and the variables to optimize are TL2 and TL4.
Following the same procedures as in the input matching networks, the results obtained are shown
below, see Figure 12.
Figure 12. Output matching Network

108
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Figure 13. Output reflection coefficient and |S11| dB in rectangular graph (f=14 GHz)
Analyzing Figure 12 and Figure 13, it can be concluded that the design of the output matching
network has been completed successfully, since |S11| dB is lower than the fixed goal (|S11| = -
47.838504 dB) and the reflection coefficient is 0 (real= -0.0006447, imaginary=-0.004004).
4. Results
Up until this point, both networks, input and output, are designed and they need to be combined
with the active element. The whole amplifier is shown in Figure 14.
Figure 14. Diagram of amplifier – composed by 3 subcircuits
Of course, and as stated above, it is necessary to evaluate the behavior and the performance of
the amplifier in terms of reflection coefficient and gain.
Figure 15. Reflection coefficient of amplifier, maximum Gain and S21 (f=14 GHz)

109
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Analyzing the graphs of Figure 15, it can be concluded that the objective of designing an amplifier
at 14 GHz with maximum gain has been fulfilled. Finally, appropriate lossless matching networks
help to build amplifiers providing maximum power (GMAX), as illustrated in Figure 15 that shows
that S21 = GMAX at 14 GHz and S11 and S22 (input and output reflectionn coefficients) are very
small values (under -30 dB).
4.1. Layout of the amplifier
Having designed the amplifier, is very easy to get its layout. MWO gives the possibility to plot 2-D
or 3-D layouts, with the option “layout”. Taking in mind that the amplifier contains an active device
(transistor), it is necessary to consider a power supply in the design (BIAS), and capacitors in the
input and in the output to block the DC component (Camarchia, Moreno, Pirola, Quaglia &
Wegeland, 2013), so the final implementation of the amplifier looks like the shown in Fig. 16,
(Kawai, Ohta & Enokihara, 2010).
Figure 16. RF amplifier considering a power supply
In order to obtain the final layout, the scheme will change a little due to the association of the
different elements (transistor, capacitors). The bias capacitor value was calculated based on the
consideration about the work frequency, taking into account that the capacitor should act as a short
circuit at 14 GHz of frequency, and that:
𝑋𝑐 = 1
2𝜋𝑓𝐶 (5)
The value of the capacitor is 22 pF and the amplifier with all additional elements is the shown in the
Figure 17, it is shown a layout in 2-D and 3-D.

110
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Figure 17. Amplifier layout 2-D and 3-D
5. Conclusions
Analyzing all the graphs above, we conclude that the objective of designing an amplifier at 14 GHz
with the maximum gain has been fulfilled. With the support of MWO, the processes were achieved
in a more simple way, but all the processes need to be performed in the correct order and with
coherence to obtain the best results. The steps and procedures above could be used in other
designs since the principles and the considerations done for the design wew generic and not
oriented to a particular frequency or transistor. A correct preliminary analysis of the matching
networks is very useful and necessary in order to obtain the maximum available gain of the
transistor. A plenty of choices are possible to match the impedance of the transistor and to choose
the correct one it is necessary to consider the physical length and the final size of the amplifier.
Microstrip technology provides tremendous advantages regarding the design. Some elements such
as amplifiers, matching networks, couplers, diplexers and a lot microwave devices could be
implemented using microstrip technology, and this technology has some advantages , which are
mainly the little space these devices need and their reduced weight.
The traditional design is a good starting point to have an idea of the goals and the expected
behavior of the amplifier; however, the active element i.e. the transistor, the parameters and the
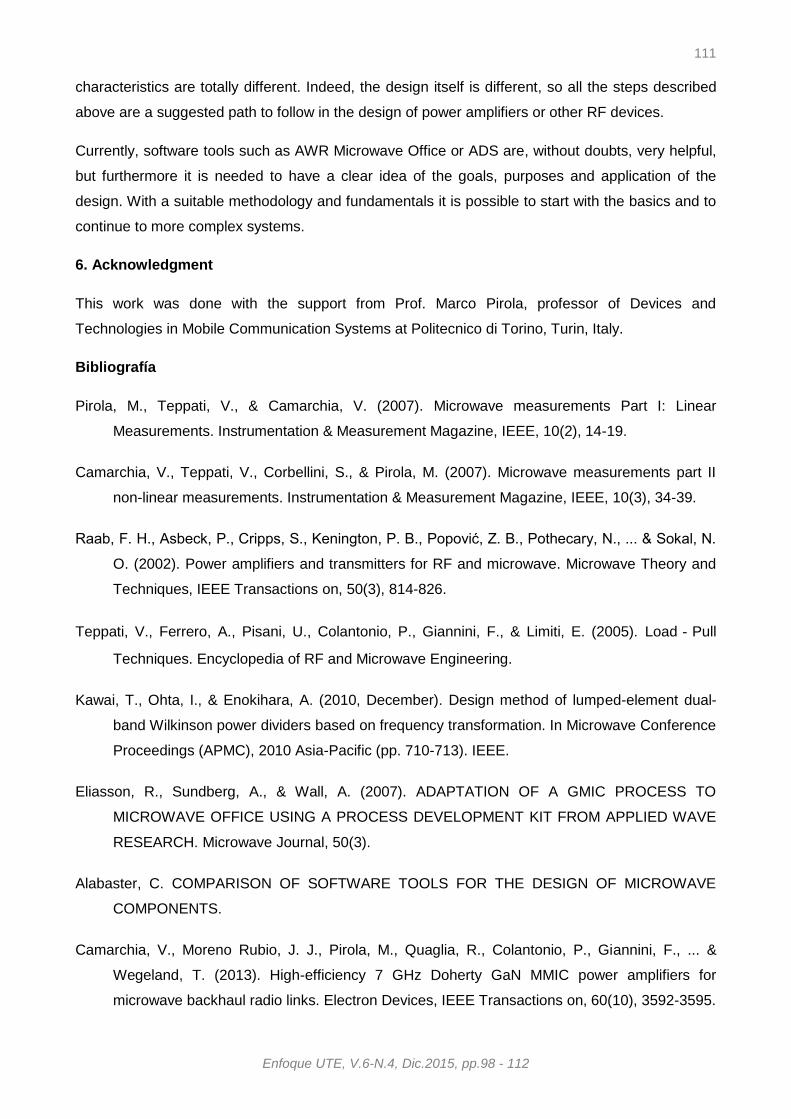
111
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
characteristics are totally different. Indeed, the design itself is different, so all the steps described
above are a suggested path to follow in the design of power amplifiers or other RF devices.
Currently, software tools such as AWR Microwave Office or ADS are, without doubts, very helpful,
but furthermore it is needed to have a clear idea of the goals, purposes and application of the
design. With a suitable methodology and fundamentals it is possible to start with the basics and to
continue to more complex systems.
6. Acknowledgment
This work was done with the support from Prof. Marco Pirola, professor of Devices and
Technologies in Mobile Communication Systems at Politecnico di Torino, Turin, Italy.
Bibliografía
Pirola, M., Teppati, V., & Camarchia, V. (2007). Microwave measurements Part I: Linear
Measurements. Instrumentation & Measurement Magazine, IEEE, 10(2), 14-19.
Camarchia, V., Teppati, V., Corbellini, S., & Pirola, M. (2007). Microwave measurements part II
non-linear measurements. Instrumentation & Measurement Magazine, IEEE, 10(3), 34-39.
Raab, F. H., Asbeck, P., Cripps, S., Kenington, P. B., Popović, Z. B., Pothecary, N., ... & Sokal, N.
O. (2002). Power amplifiers and transmitters for RF and microwave. Microwave Theory and
Techniques, IEEE Transactions on, 50(3), 814-826.
Teppati, V., Ferrero, A., Pisani, U., Colantonio, P., Giannini, F., & Limiti, E. (2005). Load‐Pull
Techniques. Encyclopedia of RF and Microwave Engineering.
Kawai, T., Ohta, I., & Enokihara, A. (2010, December). Design method of lumped-element dual-
band Wilkinson power dividers based on frequency transformation. In Microwave Conference
Proceedings (APMC), 2010 Asia-Pacific (pp. 710-713). IEEE.
Eliasson, R., Sundberg, A., & Wall, A. (2007). ADAPTATION OF A GMIC PROCESS TO
MICROWAVE OFFICE USING A PROCESS DEVELOPMENT KIT FROM APPLIED WAVE
RESEARCH. Microwave Journal, 50(3).
Alabaster, C. COMPARISON OF SOFTWARE TOOLS FOR THE DESIGN OF MICROWAVE
COMPONENTS.
Camarchia, V., Moreno Rubio, J. J., Pirola, M., Quaglia, R., Colantonio, P., Giannini, F., ... &
Wegeland, T. (2013). High-efficiency 7 GHz Doherty GaN MMIC power amplifiers for
microwave backhaul radio links. Electron Devices, IEEE Transactions on, 60(10), 3592-3595.

112
Enfoque UTE, V.6-N.4, Dic.2015, pp.98 - 112
Pirola, M., (2012). Introduction to RF and microwave integrated circuits. Advanced Theory and
Technology of Devices. Masters course. Master in Wireless Systems and Related
Technologies. Politecnico di Torino.

Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123 http://ingenieria.ute.edu.ec/enfoqueute/
e-ISSN: 1390‐6542 / p-ISSN: 1390-9363
Recibido (Received): 2015/09/10 Aceptado (Accepted): 2015/12/11
CC BY-NC-ND 3.0
Evaluación y control del riesgo químico por vapores orgánicos
en los despachadores de combustible de una estación de
servicio
(Assessment and control of chemical risk from organic vapors
for attendants in a gas station)
Stephanie Ehmig Santillán1
Resumen:
El trabajo de investigación se fundamenta en el monitoreo, evaluación y recomendaciones para el
control del riesgo químico producido por vapores orgánicos (benceno, tolueno y xileno) procedentes
del combustible (gasolina súper y extra), al que están expuestos los despachadores de combustible
de una estación de servicio. Dada la concentración medida de los vapores orgánicos (benceno,
tolueno y xileno), el riesgo químico al que están expuestos los despachadores de combustible
es aceptable en el área de abastecimiento o despacho de combustible. Las recomendaciones
constituyen medidas de control enfocadas a reforzar la prevención para preservar la salud y
bienestar de este grupo de trabajadores y evitar la manifestación de enfermedades
ocupacionales a mediano y largo plazo.
Palabras clave: monitoreo; evaluación; riesgo químico; enfermedades ocupacionales; medidas
de control.
Abstract:
This research comprises monitoring, assessment and recommendations for chemical risk originating
from organic vapors (benzene, toluene and xylene) of fuel (super and extra gasoline) to which
attendants at a gas station are exposed. Given the concentration measured of organic vapors
(benzene, toluene and xylene) the chemical risk to which attendants are exposed in the supply
area is acceptable. Control measures are recommended to ensure healthy working conditions
for gas station attendants and also to avoid occurrence of occupational diseases in the medium
or long term.
Keywords: monitoring; assessment; chemical risk; occupational diseases; control measures.
1 EP PETROECUADOR, Quito – Ecuador ([email protected])
114
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
1. Introducción
Existen emisiones de vapores orgánicos provenientes del combustible durante su despacho a los
vehículos livianos en una estación de servicio. Su capacidad de almacenamiento de combustible
es de 130.200 galones, de los cuales aproximadamente son despachados 45.000 galones diarios.
Actualmente en dicha estación de servicio trabajan 43 despachadores de combustible que están
expuestos a vapores orgánicos durante las 8 horas diarias de su jornada laboral.
Según la concentración de vapores orgánicos a la que estén expuestos los despachadores de
combustible, podrían manifestarse afectaciones en su salud, mediante efectos agudos (corta
duración y se presentan enseguida) o crónicos (larga duración y se presentan paulatinamente)
pudiendo desencadenar en una enfermedad ocupacional en el trabajador o hasta en su deceso.
En tal virtud, La principal motivación para emprender esta investigación fue la incertidumbre
respecto a la concentración de los vapores orgánicos benceno, tolueno y xileno a la que se
encuentran expuestos los despachadores de combustible de una estación de servicio durante su
jornada laboral. Considerando que al menos el benceno es un agente químico clasificado como
categoría A1 carcinógeno humano confirmado tanto por American Conference of Governmental
Industrial Hygientists, así como por International Agency for Research on Cancer of the World
Health Organization (World Health Organization, 2011) (Tufts University, 2001). Además si bien
existen varios factores que inciden en la manifestación de efectos agudos o crónicos además de la
exposición a estos vapores orgánicos, es importante determinar el riesgo químico de exposición
para así poder controlarlo y prevenir cualquier consecuencia indeseable.
En tal virtud, se realizó la medición de la concentración de vapores orgánicos, específicamente de
benceno, tolueno y xileno, a la que se encuentran expuestos los despachadores de combustible
durante el tiempo que dura su jornada laboral (8 horas); se efectuó la evaluación del riesgo
químico de exposición de estos vapores orgánicos en los despachadores de combustible para
determinar si es alto, medio o bajo; se establecieron medidas de control, con recomendaciones
coherentes con el riesgo químico de exposición determinado, que estén encaminadas a la
prevención de efectos agudos o crónicos en la salud de los despachadores de combustible por
exposición a los vapores orgánicos benceno, tolueno y xileno. De esta manera se pretende
controlar y disminuir el riesgo químico en los despachadores de combustible por dichos vapores
orgánicos.
La investigación pretendió comprobar que el de riesgo químico de exposición a vapores orgánicos,
específicamente de benceno, tolueno y xileno en los despachadores de combustible es seguro y
consecuentemente evita la manifestación de efectos agudos o crónicos en su salud.
El estudio consistió en desarrollar información primaria y recabar información secundaria de
diversas fuentes bibliográficas inherentes al tema de estudio. La información primaria se

115
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
fundamentó en el monitoreo de benceno, tolueno y xileno con monitores personales pasivos 3M
3500, análisis de laboratorio, cálculo de las concentraciones, tratamiento estadístico de resultados
(Castejón, 1994) y evaluación del riesgo a través de la comparación con los límites de exposición
respectivos (Bartual Sánchez, y otros, 1989).
Del total de despachadores de combustible (43) fue seleccionada una muestra denominada grupo
homogéneo de exposición (9). El tiempo de muestreo correspondió a la duración de una jornada
laboral completa (8 horas).
Si bien en 8 de 9 muestras, los resultados demostraron un riesgo aceptable en el área de
abastecimiento o despacho de combustible, 1 muestra excede el límite de exposición profesional
para benceno, esto quiere decir que probablemente en otras áreas de la estación de servicio
existen concentraciones de benceno superiores al límite de exposición establecido para una
jornada laboral de 8 horas.
2. Metodología
Sujetos: La existencia de varias personas que realizan tareas similares en condiciones
ambientales parecidas, plantea la posibilidad de realizar mediciones de la exposición a una parte
de ellas y ahorrar recursos, considerando así una sola exposición común para todas. A esta parte
se le denomina Grupo Homogéneo de Exposición (GHE) (Castejón, 1994). La norma UNE-EN 689
(Comité Técnico CEN/TC, 1995) recomienda tomar un mínimo de 1 trabajador por cada 10, quien
constituirá el GHE. En este caso se tomaron 2 trabajadores por cada 10.
Técnicas e instrumentos: para obtener información primaria se efectuó el monitoreo de benceno,
tolueno y xileno con monitores personales pasivos 3M 3500. Este es un dispositivo de muestreo
diseñado para medir una concentración promedio de ciertos contaminantes sobre un intervalo de
tiempo medido. Cuando es utilizado como un monitor personal debe ser ubicado cerca de la zona
de respiración del individuo expuesto a ambientes potencialmente peligrosos. (3M OHES Division,
2003) El monitor 3M 3500 contiene una sola almohadilla de carbón adsorbente que sirve para
captar un amplio rango de vapores orgánicos2, tiene un peso de 9 g por lo que es liviano, pequeño
y no interfiere con las actividades del trabajador. No necesita de baterías, bombas o equipos de
calibración. La figura 1 muestra una imagen del monitor pasivo 3M 3500:
2 “3M Technical Data Bulletin, Organic Vapor Monitor, Sampling and Analysis Guide”. (s.f.). Recuperado, de
http://multimedia.3m.com/mws/media/110731O/organic-vapor-monitor-sampling-and-analysis- guide.pdf
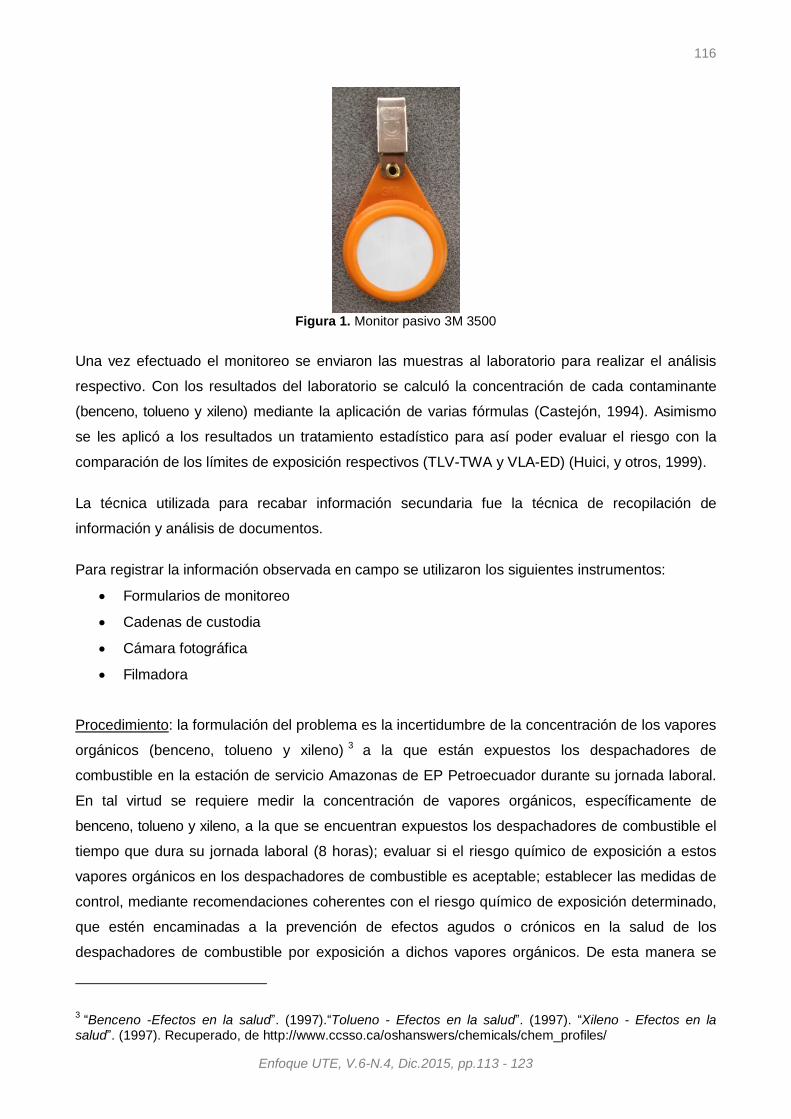
116
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
Figura 1. Monitor pasivo 3M 3500
Una vez efectuado el monitoreo se enviaron las muestras al laboratorio para realizar el análisis
respectivo. Con los resultados del laboratorio se calculó la concentración de cada contaminante
(benceno, tolueno y xileno) mediante la aplicación de varias fórmulas (Castejón, 1994). Asimismo
se les aplicó a los resultados un tratamiento estadístico para así poder evaluar el riesgo con la
comparación de los límites de exposición respectivos (TLV-TWA y VLA-ED) (Huici, y otros, 1999).
La técnica utilizada para recabar información secundaria fue la técnica de recopilación de
información y análisis de documentos.
Para registrar la información observada en campo se utilizaron los siguientes instrumentos:
Formularios de monitoreo
Cadenas de custodia
Cámara fotográfica
Filmadora
Procedimiento: la formulación del problema es la incertidumbre de la concentración de los vapores
orgánicos (benceno, tolueno y xileno) 3 a la que están expuestos los despachadores de
combustible en la estación de servicio Amazonas de EP Petroecuador durante su jornada laboral.
En tal virtud se requiere medir la concentración de vapores orgánicos, específicamente de
benceno, tolueno y xileno, a la que se encuentran expuestos los despachadores de combustible el
tiempo que dura su jornada laboral (8 horas); evaluar si el riesgo químico de exposición a estos
vapores orgánicos en los despachadores de combustible es aceptable; establecer las medidas de
control, mediante recomendaciones coherentes con el riesgo químico de exposición determinado,
que estén encaminadas a la prevención de efectos agudos o crónicos en la salud de los
despachadores de combustible por exposición a dichos vapores orgánicos. De esta manera se
3 “Benceno -Efectos en la salud”. (1997).“Tolueno - Efectos en la salud”. (1997). “Xileno - Efectos en la
salud”. (1997). Recuperado, de http://www.ccsso.ca/oshanswers/chemicals/chem_profiles/
117
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
procura controlar y disminuir el riesgo químico en los despachadores de combustible por vapores
orgánicos del benceno, tolueno y xileno.
Se realizó un análisis de factores de riesgo mediante la identificación de las características físico-
químicas del agente, condiciones del puesto de trabajo y comportamiento de los individuos.
Además se realizó la evaluación de la exposición a agentes químicos que consistió en estimar la
magnitud del riesgo y sus características mediante las siguientes etapas: identificación de posibles
exposiciones; determinación de factores ligados al puesto de trabajo; valoración inicial y
evaluación detallada.
Para llevar a cabo el monitoreo, que fue considerado la parte crucial de la investigación, se recabó
bastante información sobre los condicionantes tecnológicos y estratégicos que definieron el
agente, el cómo, dónde y cuándo medir. De tal forma que se definieron como agentes al benceno,
tolueno y xileno; el sistema e instrumental para la toma de muestras fue a través del sistema de
captación por difusión (pasiva) (Bartual, 1982) (Guardino, y otros, 2001) mediante los monitores
pasivos 3M 3500; la ubicación de los monitores fue en el área respiratoria del trabajador (en la
solapa del overol, lo más cerca posible del cuello); el tiempo de monitoreo fue Tipo A que equivale
a la toma de una muestra de duración igual al período de exposición, es decir las 8 horas de una
jornada laboral completa; el número de muestras se aplicó al grupo homogéneo de exposición, es
decir a 9 despachadores de combustible; el criterio para seleccionar los trabajadores sujetos al
monitoreo fue según las islas de despacho con mayor movimiento; la técnica analítica utilizada por
el laboratorio fue la cromatografía de gases-FID.
Una vez obtenidos los resultados del laboratorio, se procedió a aplicar las fórmulas para el cálculo
de las concentraciones de los contaminantes por cada muestra tomada, incluyendo aquellas
consideraciones (Martí Veciana, 2000) (Martí, 2000) establecidas para el efecto. Posteriormente
se aplicó un tratamiento estadístico a los datos y la evaluación del riesgo mediante la comparación
con los límites de exposición respectivos (TLV-TWA y VLA-ED).
3. Resultados
En las tablas 1 y 2 se ilustra el riesgo químico de exposición de los despachadores de
combustible a benceno, tolueno y xileno en el área de abastecimiento o despacho de combustible,
el cual es bajo, debido a que su concentración está muy por debajo de los límites establecidos
para el efecto.

118
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
Tabla 1. Concentración de BTX y comparación con VLA-ED
Código de
Muestra
C8 Benceno
(mg/m3)
C8 Tolueno
(mg/m3)
C8 Xileno
(mg/m3)
M1-i7 0,0123521 0,0243200 1,3122322
M2-i1 0,0373697 0,1226283 0,6818735
M3-i9 8,8505818 23,5110730 8,9433919
M4-i8 0,0619541 0,0968103 0,6847317
M5-i4 0,0226614 0,0330503 0,6769036
M6-i7 0,0086504 0,0141931 1,3128262
M7-i1 0,0117645 0,0135457 1,3155900
M8-i9 0,0101637 0,0132019 1,3496874
M9-i8 0,0278759 0,0304915 0,6790506
VLA-ED
(mg/m3)
(INSHT, 2014) 3,25 192 221
Tabla 2. Concentración de BTX y comparación con TLV-TWA
Código de
Muestra
C8 Benceno
(ppm)
C8 Tolueno
(ppm)
C8 Xileno
(ppm)
M1-i7 0,0038633 0,0064624 0,3026022
M2-i1 0,0116880 0,0325852 0,1572408
M3-i9 2,7681607 6,2474392 2,0623559
M4-i8 0,0193771 0,0257247 0,1578999
M5-i4 0,0070877 0,0087822 0,1560947
M6-i7 0,0027055 0,0037714 0,3027392
M7-i1 0,0036795 0,0035994 0,3033765
M8-i9 0,0031789 0,0035081 0,3112394
M9-i8 0,0087186 0,0081023 0,1565898
TLV-TWA
(ppm)
(ACGIH, 2005) 0,5 50 100
Se verificó que el riesgo químico de exposición de los despachadores de combustible a los
vapores orgánicos benceno, tolueno y xileno, es seguro en el área de abastecimiento o despacho
de combustible, lo cual evitaría la manifestación de efectos agudos o crónicos en su salud.
A pesar de que en el monitoreo realizado al individuo codificado como M3-i9, el contaminante
benceno excede tanto el valor límite ambiental de exposición diaria (VLA-ED) como el valor límite
umbral – concentración promedio ponderada para 8 horas (TLV-TWA). Es importante señalar que
el individuo no se mantuvo en su lugar de trabajo asignado para el día de muestreo (isla de
despacho # 9), debido a que en reiteradas ocasiones estuvo en el interior del área administrativa
(oficinas), cuadrando caja, almorzando, conversando con otros compañeros de trabajo, en
definitiva estuvo entrando y saliendo del área administrativa. Este resultado plantea la hipótesis de
que posiblemente haya mayor concentración de benceno inclusive en valores superiores a los
límites establecidos para el efecto en el área administrativa, especialmente debido a la migración
de contaminantes por el comportamiento de las corrientes aéreas, factores de dispersión en el aire
y velocidad del viento.

119
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
El resultado final de la desviación estándar geométrica, calculada sin las concentraciones de
benceno, tolueno y xileno del monitor codificado como M3-i9, determina que las demás
concentraciones de benceno, tolueno y xileno expresan una dispersión de distribución logarítmico-
normal (Luna Mendaza, 2000) por debajo de la dispersión máxima de valores y que los valores son
similares y precisos.
A pesar de que las concentraciones de benceno, tolueno y xileno incluyen su valor de
incertidumbre, tampoco superan los valores límites ambientales de exposición diaria (VLA-ED) ni
los valores límites umbral – concentración promedio ponderada para 8 horas (TLV-TWA), a
excepción de la muestra codificada como M3-i9 únicamente en el contaminante benceno.
Las concentraciones de los contaminante benceno, tolueno y xileno no son iguales en las mismas
islas de despacho monitoreadas en diferentes días, corroborando así la afirmación de (Luna,
2000) “Es un hecho comprobado que la concentración ambiental en un puesto de trabajo varía de
forma aleatoria a lo largo de la jornada laboral y de una jornada a otra”.
De conformidad con la afirmación de (Luna Mendaza, 1998) “A menudo no es posible conocer la
verdadera concentración media existente en un puesto de trabajo a causa de las múltiples
variaciones que sufre la concentración ambiental a lo largo de la jornada laboral y entre diferentes
jornadas”; no obstante, en función del valor de la media geométrica (gc), el valor más probable de
la media de las concentraciones se acerca a 0,0115620 mg/m3
.
De acuerdo con la recomendación de (3M España, 1999) “Los valores TLV deben utilizarse como
directrices o recomendaciones para el control de riesgos potenciales para la salud. No están
pensados para ser utilizados como estándares legales”, los valores límite umbral (TLV) fueron
utilizados únicamente como directrices para el control de riesgos potenciales para la salud.
El tiempo de monitoreo de los vapores orgánicos benceno, tolueno y xileno al que se encuentran
expuestos los despachadores de combustible fue de 463 – 477 minutos, es decir una duración
equivalente a un rango del 96.5% al 99.4% del turno de trabajo o de la jornada laboral (mínimo
25% o 120 minutos).
Si bien el 56% del GHE trabaja de 3 a 6 años y apenas el 22% trabaja más de 6 años en la
estación de servicio en el puesto de trabajo despachador de combustible, están expuestos a un
riesgo químico aceptable en el área de abastecimiento o despacho de combustible, no obstante se
desconoce la concentración de estos vapores a la que estén expuestos los demás trabajadores
en las áreas: administrativa, de almacenamiento de combustible, de descarga de combustible para
auto-tanques y de acceso.

120
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
Debido a que el riesgo químico por exposición a vapores orgánicos en los despachadores en el
área de abastecimiento o despacho de combustible es aceptable, no es necesario implementar
medidas de control, sin embargo se proponen varias medidas de control en la fuente y en el
receptor que podrían ser adoptadas para reforzar la prevención.
3. Discusión
De conformidad con estudios similares al presente trabajo de investigación, realizados a partir del
año 2000, las concentraciones de (benceno, tolueno y xileno) están por debajo de los límites de
exposición respectivos para el puesto de trabajo de despachador de combustible en estaciones de
servicio que expenden combustibles.
Hubo un estudio en donde se realizaron monitoreos en ciertas estaciones climáticas del año y en
diferentes años, debido a que desde el año 2000 se emitieron regulaciones en países europeos y
sudamericanos que limitaron el contenido de benceno en las gasolinas. En este estudio, se
determinó que a mayor temperatura mayor volumen de vapores orgánicos y mayor concentración
de benceno, pero a pesar de ello las concentraciones se mantuvieron por debajo de los límites de
exposición profesional.
Cabe mencionar que en el presente estudio, los monitoreos fueron realizados a temperaturas
moderadas 17°C – 18°C.
Las ventajas de este estudio fueron principalmente:
El acceso y apertura para realizar la investigación en la estación de servicio.
Colaboración para la provisión de recursos tecnológicos, así como el servicio de análisis
en el laboratorio.
Respecto al aporte personal realizado fue minucioso y significativo para poder llevar a cabo el
monitoreo y posteriormente el análisis e interpretación de resultados.
4. Conclusiones y Recomendaciones
El riesgo químico en los despachadores de combustible por exposición a los vapores orgánicos
del combustible benceno, tolueno y xileno en el área de abastecimiento o despacho de
combustible en el tiempo que dura su jornada laboral (8 horas) diarias es aceptable y seguro.
La concentración medida de los vapores orgánicos benceno, tolueno y xileno está muy por
debajo de los límites establecidos para el efecto, lo cual evitaría la manifestación de efectos
agudos o crónicos en la salud de los despachadores, corroborando así que la hipótesis planteada
en la presente tesis es certera.
Debido a que el riesgo químico por exposición a vapores orgánicos en los despachadores en el
121
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
área de abastecimiento o despacho de combustible es aceptable, no es necesario implementar
medidas de control, sin embargo a continuación se proponen varias medidas de control en la
fuente y en el receptor que podrían ser adoptadas para reforzar la prevención.
Incorporar nuevas tecnologías para minimizar la exposición delos despachadores de combustible
a vapores orgánicos, como dotara las mangueras de suministro del surtidor de un ajuste flexible y
hermético a la boca del depósito de combustible del vehículo, con una doble tubuladura, una que
conduzca el combustible al tanque del vehículo mientras que la otra recoja los vapores orgánicos
emanados durante la carga de combustible, de esta forma el cierre hermético impedirá que se
escapen los vapores orgánicos a la atmósfera y sean reconducidos nuevamente al mismo tanque
de almacenamiento de combustible. Esta medida contribuirá significativamente en la reducción
de las concentraciones de benceno, tolueno y xileno.
Sugerir la implementación de políticas de Estado, como limitar el contenido de benceno a un
máximo de 1% (v/v), mediante importantes modificaciones legales en lo que respecta a la calidad
de los combustibles que se expenden a nivel nacional.
Realizar monitoreos en las demás áreas de la estación de servicio Amazonas, tales como:
administrativa, almacenamiento de combustible, descarga de combustible para auto-tanques y de
acceso.
Considerar la alternativa de optar por el abastecimiento de combustible en los vehículos,
mediante el autoservicio.
Capacitar a todo el personal de la estación de servicio sobre los diferentes tipos de riesgos a los
que se encuentran expuestos en sus puestos de trabajo.
Continuar sometiendo a los trabajadores de la estación de servicio a los exámenes médicos
ocupacionales periódicos. Incluir la realización de exámenes especiales como la medición de
indicadores biológicos a través de metabolitos con la determinación del ácido SPMA en orina.
Realizar indagaciones asociadas a hábitos, actividades y trabajos efectuados por los
despachadores de combustible fuera de su jornada laboral en la estación de servicio.
Introducir la realización de pausas activas laborales a todo el personal de la estación de servicio
a fin de incrementar su productividad.
Considerar la alternativa de un cambio en la modalidad de trabajo definida para los
despachadores de combustible de 10 días de trabajo x 5 días de descanso a 5 x 2.

122
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
Bibliografía
3M España. (abril de 1999). 3M. Recuperado el 14 de febrero de 2015, de multimedia.3m.com:
http://multimedia.3m.com/mws/media/331049O/monitor- badge.pdf?fn=MonitorES.pdf
3M OHES Division. (2003). 3M. Recuperado el 20 de febrero de 2015, de
www.multimedia.3m.com: http://multimedia.3m.com/mws/media/211130O/air- monitoring-
guide-3500-3510-3520-3530-3550-3551.pdf
ACGIH. (2005). Secretaría del Trabajo y Previsión Social, Estados Unidos Mexicanos.
Recuperado el 26 de febrero de 2015, de www.stps.gob.mx:
http://www.stps.gob.mx/DGIFT_STPS/PDF/2005TLVsBEIsofACGIHHandbook.pdf
Bartual Sánchez, J., & Guardino Solá, X. (1989). Instituto Nacional de Seguridad e Higiene en el
Trabajo. Recuperado el 25 de febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/201a300/ntp_244.pdf
Bartual, J. (1982). Instituto Nacional de Seguridad e Higiene en el Trabajo. Recuperado el 13 de
febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/101a200/ntp_151.pdf
Castejón Vilella, E. (1994). Instituto Nacional de Seguridad e Higiene en el Trabajo. Recuperado
el 21 de febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/301a400/ntp_347.pdf
Comité Técnico CEN/TC. (1995). Instituto Técnico de Prevención Seguridad e Higiene Industrial.
Recuperado el 2 de marzo de 2015, de www.itpshi.es:
http://www.itpshi.es/documents/jornada_silicio/UNE_EN_689.pdf
Guardino, X., & Ramos, J. (2001). Instituto Nacional de Seguridad e Higiene en el Trabajo.
Recuperado el 12 de febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/501a600/ntp_587.pdf
Huici, A., & Ferrer, R. (1999). Instituto Nacional de Seguridad e Higiene en el Trabajo.
Recuperado el 26 de febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/501a600/ntp_526.pdf

123
Enfoque UTE, V.6-N.4, Dic.2015, pp.113 - 123
INSHT. (2014). Instituto Nacional de Seguridad e Higiene en el Trabajo. Recuperado el 27 de febrero
de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/LEP%20_VALORES%20LIMITE/Valor
es%20limite/Limites2014/FINAL%20-%20Web%20v5%20-%20LEP%202014%20-%2029-01-
2014.pdf
Luna Mendaza, P. (2000). Instituto Nacional de Seguridad e Higiene en el Trabajo. Recuperado
el 20 de febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/501a600/ntp_554.pdf
Luna Mendaza, P. (2000). Instituto Nacional de Seguridad e Higiene en el Trabajo. Recuperado
el 13 de febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/501a600/ntp_553.pdf
Luna, P. (1998). Instituto Nacional de Seguridad e Higiene en el Trabajo. Recuperado el 22 de
febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/401a500/ntp_406.pdf
Martí Veciana, A. (2000). Instituto Nacional de Seguridad e Higiene en el Trabajo. Recuperado el
14 de febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/501a600/ntp_548.pdf
Martí, A. (2000). Instituto Nacional de Seguridad e Higiene en el Trabajo. Recuperado el 14 de
febrero de 2015, de www.insht.es:
http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Fichero
s/501a600/ntp_547.pdf
Tufts University. (Abril de 2001). Tufts University, Department of Public and Environmental Safety.
Recuperado el 26 de Abril de 2015, de www.publicsafety.tufts.edu:
http://publicsafety.tufts.edu/ehs/files/carcinogens.pdf
World Health Organization. (2011). International Agency for Research on Cancer. Recuperado el
26 de Abril de 2015, de www.monographs.iarc.fr:
http://monographs.iarc.fr/ENG/Classification/List_of_Classifications_Vol1-113.pdf
Related Documents











