DESAIN DAN PEMBUATAN TUNGKU KRUSIBEL UNTUK PELEBURAN ALUMINIUM DENGAN BAHAN BAKAR GAS DAN PROSES PENGUJIAN TUNGKU SERTA PROSES PENGECORAN MENGGUNAKAN CETAKAN PASIR MERAH DENGAN VARIASI JARAK PENUANGAN Disusun Sebagai Syarat Untuk Menyelesaikan Program Studi Strata 1 Pada Jurusan Teknik Mesin Fakultas Teknik Disusun oleh: Andrias Amin Wahyudi D 200 130 079 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA 2018

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

i
DESAIN DAN PEMBUATAN TUNGKU KRUSIBEL UNTUK
PELEBURAN ALUMINIUM DENGAN BAHAN BAKAR GAS
DAN PROSES PENGUJIAN TUNGKU SERTA PROSES
PENGECORAN MENGGUNAKAN CETAKAN PASIR MERAH
DENGAN VARIASI JARAK PENUANGAN
Disusun Sebagai Syarat Untuk Menyelesaikan Program Studi Strata 1
Pada Jurusan Teknik Mesin Fakultas Teknik
Disusun oleh:
Andrias Amin Wahyudi
D 200 130 079
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
2018
ii
HALAMAN PERSETUJUAN
DESAIN DAN PEMBUATAN TUNGKU KRUSIBEL UNTUK PELEBURAN
ALUMINIUM DENGAN BAHAN BAKAR GAS DAN PROSES PENGUJIAN
TUNGKU SERTA PROSES PENGECORAN MENGGUNAKAN CETAKAN
PASIR MERAH DENGAN VARIASI JARAK PENUANGAN
PUBLIKASI ILMIAH
Oleh:
ANDRIAS AMIN WAHYUDI
D 200 130 079
Telah diperiksa dan disetujui untuk diuji oleh:
Dosen
Pembimbing
Agus Yulianto, S.T., M.T.
i
iii
HALAMAN PENGESAHAN
DESAIN DAN PEMBUATAN TUNGKU KRUSIBEL UNTUK PELEBURAN
ALUMINIUM DENGAN BAHAN BAKAR GAS DAN PROSES PENGUJIAN
TUNGKU SERTA PROSES PENGECORAN MENGGUNAKAN CETAKAN
PASIR MERAH DENGAN VARIASI JARAK PENUANGAN
Oleh:
ANDRIAS AMIN WAHYUDI
D 200 130 079
Telah dipertahankan di depan Dewan Penguji
Fakultas Teknik
Universitas Muhammadiyah Surakarta
Pada hari kamis, 12 Juni 2018
Dewan Penguji:
1. Agus Yulianto, S.T., M.T. ( )
(Ketua Dewan Penguji)
2. Amin Sulistiyanto, S.T., M.T. ( )
(Anggota I Dewan Penguji)
3. M Alfatih Hendrawan, S.T., M.T. ( )
(Anggota II Dewan Penguji)
Dekan,
Ir. Sri Sunarjono, MT, Ph.D.
ii

iv
PERNYATAAN
Dengan ini saya menyatakan bahwa dalam publikasi ilmiah ini tidak terdapat
karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu perguruan
tinggi dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yeng
pernah ditulis atau diberikan orang lain, kecuali secara tertulis diacu dalam naskah
dan disebutkan dalam daftar pustaka.
Apabila kelak terbukti ada ketidakbenaran dalam pernyataan saya di atas,
maka akan saya pertanggungjawabkan sepenuhnya.
Surakarta, 13 Juli 2018
Penulis
Andrias AminWahyudi
D 200 130 079
iii

1
DESAIN DAN PEMBUATAN TUNGKU KRUSIBEL UNTUK
PELEBURAN ALUMINIUM DENGAN BAHAN BAKAR GAS DAN
PROSES PENGUJIAN TUNGKU SERTA PROSES PENGECORAN
MENGGUNAKAN CETAKAN PASIR MERAH DENGAN VARIASI
JARAK PENUANGAN
Abstrak
Tujuan penelitian ini yaitu membuat dan mengetahui sistem kerja tungku krusibel
yang berbahan bakar gas. Pengujian tungku krusibel dilakukan dengan cara
peleburan aluminium. Hasil peleburan dituangkan kedalam cetakan pasir merah.
Untuk ketinggian penuangan kecetakan dengan variasi 25 cm dan 50 cm.
Pembuata tungku krusibel dimulai dari komponen – komponen yang terdiri dari :
Tungku dibuat setinggi 85cm dengan diameter luar 75cm dan tebal 20cm
menggunakan bata api. Bahan pipa pembakaran menggunakan pipa besi
berdiameter 9cm dan panjang 125cm, kemudian dilas dengan pipa berdiameter
1cm sebagai masuknya gas, serta blower ditempatkan diujung pipa. Pipa
penghangat dibuat dari pipa besi galvanis berdiameter 2,5cm dan panjang 2m
sebanyak dua buah, las dengan pipa besi berdiameter 9cm dan panjang 12cm.
drum sebagai tempat gas dan air dengan diameter 57cm, tinggi 43cm, pada bagian
samping diberi lubang 2 bagian untuk menyambung pipa penghangat. Pada
penelitian ini dilakukan pengamatan perubahan suhu pada tungku setiap 5 menit
sekali dan konsumsi bahan bakar. Pengujian yang dilakukan untuk menguji hasil
pengecoran adalah uji penyusutan, pengamatan porositas, uji kimia, uji kekerasan
brinell (Portable Hardness), dan uji foto mikro (standar ASTM E 3). Dari hasil
pengujian dapat disimpulkan bahwa suhu tertinggi 790oC. Untuk meleburkan 10
kg aluminium menjadi cair diperluhkan waktu 30 menit, dengan konsumsi bahan
bakar 9 kg gas LPG (3 tabung ukuran 3 kg). Nilai penyusustan jarak penuangan
25 cm yaitu 5,691% untuk sepesimen berbentuk silinder, dan 3,864% untuk balok.
Sedangkan nilai penyusutan jarak penuangan 50 cm lebih besar dibandingkan
dengan jarak penuangan 25 cm, yaitu 6,842% untuk produk berbentuk silinder,
5,329% yang berbentuk balok. Hasil pengujian kekerasan, nilai HB ke dua
sepesimen kurang dari 70,00 kg/mm2. Hasi komposisi kimia di temukan unsur
kimia yaitu Alumunium (Al) 88,33% sebagai bahan utama,serta Silikon (Si)
7,01%, sehingga dari unsur yang ada material ini termasuk logam alumunium
paduan silicon (Al-Si).
Kata Kunci : Tungku Krusibel, Gas, Aluminium

2
DESAIN DAN PEMBUATAN TUNGKU KRUSIBEL UNTUK
PELEBURAN ALUMINIUM DENGAN BAHAN BAKAR GAS DAN
PROSES PENGUJIAN TUNGKU SERTA PROSES PENGECORAN
MENGGUNAKAN CETAKAN PASIR MERAH DENGAN VARIASI
JARAK PENUANGAN
Abstract
The purpose of this research is to make and know the working system of krusibel
furnace which is gas-fueled. Testing of crucible furnaces is done by means of
aluminum smelting. The melting result is poured into the red sand mold. For pour
casting height with variation 25 cm and 50 cm. The crucible furnace bedding
starts from components comprising: The furnace is made as high as 85cm with an
outer diameter of 75cm and a thickness of 20cm using a fire brick. Combustion
pipe material using iron pipe diameter 9cm and 125cm long, then welded with
1cm diameter pipe as the entry of gas, and blower placed at the end of the pipe.
Heat pipe made of galvanized iron pipe diameter 2.5cm and 2m long as much as
two pieces, weld with iron pipe diameter 9cm and length 12cm. drum as a place of
gas and water with a diameter of 57cm, height 43cm, on the side is given a hole 2
parts to connect the heating pipe. In this study observation of temperature changes
in the furnace every 5 minutes and fuel consumption. Tests performed to test the
casting result are depreciation test, porosity observation, chemical test, brinell
hardness test, and micro photo test (ASTM standard E 3). From the test results
can be concluded that the highest temperature 790oC. To meleburkan 10 kg of
aluminum into liquid diperluhkan time 30 minutes, with fuel consumption 9 kg
LPG gas (3 tubes size 3 kg). The value of pouring distance of 25 cm is 5.691% for
cylindrical specimens, and 3.864% for beams. While the depreciation value of
casting distance 50 cm greater than the casting distance of 25 cm, ie 6.842% for
cylindrical products, 5.329% in the form of blocks. The results of hardness
testing, the value of HB to two sepesimen less than 70.00 kg / mm2. The chemical
composition found in Alumunium (Al) 88.33% as the main material, and Silicon
(Si) 7.01%, so that the existing elements include aluminum alloy silicon (Al-Si).
Keywords: Krusibel Furnace, Gas, Aluminum

3
1. PENDAHULUAN
1.1 LATAR BELAKANG
Pengecoran adalah salah satu proses pembentukan bahan yang
melibatkan proses pembuatan pola, pembuatan cetakan, peleburan logam,
penuangan logam cair ke dalam cetakan, pembongkaran cetakan, dan
proses finishing. Sejarah pengecoran dimulai kira-kira tahun 4.000
sebelum masehi saat orang mengetahui bagaimana mencairkan logam
dan membuat cetakan. (Surdia dan Chijiiwa, 1975). Saat ini pengecoran
masih banyak digunakan dan menjadi pilihan utama dalam proses
pembentukan bahan, karena dapat untuk membuat bentuk-bentuk rumit
dengan konsistensi produk yang baik.
Aluminium (Al) adalah logam ringan yang mempunyai
sifat tahan terhadap korosi dan hantaran listrik yang baik. Aluminium
dapat dipakai secara luas, tidak hanya keperluhan rumah tangga
aluminium juga dipakai untuk bahan pesawat, kapal, mobil, konstruksi.
Aluminium dan aluminium paduan dapat dilebur secara baik tanpa
kontaminasi gas hidrogen, apa bila kita melakukan proses peleburan
dengan baik dan sesui perosedur.
Dalam pengecoran logam hal yang paling penting adalah
tungku (tanur) yang digunakan untuk meleburkan logam, tungku
dibedakan menjadi beberapa jenis yaitu tanur basalen, tanur tukik, tanur
kupola, tanur induksi, tanur krusibel.
Peleburan aluminium skala kecil dan sedang dilakukan
menggunakan tungku krusibel. Tungku ini dibedakan menurut jenis
bahan bakar yang digunakan yaitu, kokas atau arang, minyak dan gas.
Tungku krusibel berbahan bakar gas lebih ramah lingkungan
memerluhkan biaya sedikit dalam proses peleburan dibandingkan
dengan tungku krusibele berbahan bakar kokas atau arang dan minyak.
Cetakan pasir seringkali digunakan didalam industri kecil
dan menengah. Proses pengecoran menggunakan cetakan pasir yaitu
dengan menuangkan logam cair kedalam cetakan, tunggu sampai logam
4
cair membeku. Setelah logam cair membeku bongkar cetak, dan jadilah
hasil coran sesuia bentuk yang diinginkan.
Berdasarkan penjelasan diatas penelitian ini akan fokus
pada perancangan dan pembuatan tunku krusible berbahan bakar gas
LPG, dan pengaruh jarak penuangan cairan aluminium ke cetakan tidak
hanya pengaruh terhadap sifat fisis saja tetapi juga pengaruh terhadap
kekerasan produk pada pengecoran alumunium dengan cetakan pasir.
Dengan mempertimbangkan jarak penuangan diharapkan dapat
meningkatkan kualitas produk cor alumunium.
1.2 Rumusan Masalah
1) Bagaimana proses perencanaan tungku krusibel.
2) Bagaimana proses membuat tungku krusibel.
3) Bagaimana tungku krusibel bekerja terhadap peleburan logam non
ferro.
4) Bagaimana proses peleburan pengecorandengan cetakan pasir merah
terhadap variasi tinggi penuangan cairan logam ke cetakan.
1.3 Batasan Masalah
Batasan masalah pada penelitian ini adalah:
1) Desai tungku krusibel dalam media gambar 2D dan 3D.
2) Pembuatan tungku krusibel menggunakan bata api tanpa
menggunakan lapisan plat.
3) Pengujian dilakukan dengan melihat terjadinya perubahan suhu
selama 5 menit sekali tanpa melihat perpindahan panas.
4) Matrial yang digunakan aluminium bekas.
5) Bahan bakar tungku menggunakan gas LPG.
6) Tidak meneliti perpindahan temperature.
7) Menggunakan cetakan pasir merah.
8) Variasa tinggi penuangan logam cair ke cetakan yaitu 25 cm dan 50
cm.

5
9) Pengujian komposisi kimia.
10) pengujian kekerasan (Brinell).
11) Pengujian struktur mikro.
12) pengujian pasir cetak (bentuk butiran, kadar clay).
1.4 Tujuan Penelitian
Adapun tujuan penelitian tugas akhir ini adalah :
1) Mendesain dan membuat tungku krusibele berbahan bakar gas LPG.
2) Meneliti proses peleburan dengan tungku krusibel yang dibuat.
3) Meneliti kadar clay dan bentuk butiran pada cetakan pasir merah.
4) Meneliti kekerasan hasil pengecoran dari tungku krusibel.
5) Meneliti komposisi kimia hasil pengecoran dari tungku krusibel.
6) Meneliti struktur mikro hasil pengecoran dari tungku krusibel.
1.5 Tinjauan Pustaka
Budi (2016), merancang dan pengujian tungku peleburan aluminium
berbahan bakar minyak bekas (minyak jelantah). Tungku peleburan yang
dibuat berkapasitas 10 kg Aluminium. Dimensi luar tungku berbentuk
silinder dengan diameter 36cm, tinggi 40 cm dan diameter dimensi dalam
30 cm, tinggi 35 cm. Waktu yang dibutuhkan untuk melebur 1 kg
aluminium 25 menit pada temperatur mencapai 701oC dengan konsumsi
bahan bakar sebanayak 1,48 Liter.
Arianto, dkk (2014), membuat tungku peleburan aluminium dengan
economizer. Saluran buang pada tungku berdiameter sama dengan
saluran masuk. Saluran dibuat memanjang dan berbelok berfungsi
sebagai economizer. 11,78 kg aluminium dapat dicairkan dalam waktu
60 menit dengan konsumsi bahan bakar 2.6 kg gas LPG dengan
economizer. Sedangkan tanpa economizer membutuhkan 3.1 kg gas LPG
Dalam waktu 80 menit.
6
Diah (2012), melakukan penelitian tentang hubungan jenis cetakan
terhadap kualitas produk cor Aluminium . penelitian dilakukan secara
eksperimen menggunakan bahan cetakan : logam, parsir, kramik, dan
semen. Cacat cor yang paling banyak terdapat pada sepesimen yang
menggunakan cetakan semen, dan yang paling sedikit menggunakan
cetakan logam. Sedangkan kualitas produk cor menggunakan cetakan
pasir dan keramik berada diantara cetakan logam dan cetakan semen.
Helmi dan mulyonorejo (2010), melakukan penelitian tentang
pengaruh pengecoran ulang terhadap kekuatan tarik dan kekerasan.
Bahan yang digunakan aluminium. Material dilebur menggunakan
tungku pengecoran dan dituang kedalam cetakan pasir dengan suhu
750oC. Dilakukan tiga kali pengecoran dengan kondisi penuangan yg
sama. Dari hasil pengujian pengecoran ulang 1 terhadap pengecoran
ulang ke 2 kekuatan tarik turun 3.9 % dan kekerasan turun 5,1%,
sedangkan hasil pengecoran ulang ke 3 kekuatan tarik turun 8.9 % dan
kekerasan turun 27%. Pengecoran ulang akan menurunkan kualitas
material.

7
2. METODE
2.1 Diagram Alir Penelitian
Gambar 1. Diagram alir penelitian

8
2.2 Variabel Penelitian
Ada beberapa variabel dalam penelitian ini, yaitu : Variabel Bebas,
Variabel Terikat, Variabel Terkontrol.
2.2.1 Variabel Bebas
Variabel bebas mempengaruhi nilai dari variabel terikat, besarnya
ditentukan oleh peneliti. Dalam penelitian variabel bebas yang
digunakan adalah berbedaan tinggi penuangan aluminium cair ke
cetakan cetakan pasir merah, dengan tinggi 25 cm dan 50 cm
terhadap hasil pengecoran
2.2.2 Variabel Terikat
Menggunakan tungku krusibel berbahan bakar gas LPG. Dalam
variabel terikat ini tungku yang digunakan sama dengan peneliti
yang lain ( satu klompok).
2.2.3 Variabel Terkontrol
Variabel terkontrol adalah variabel yang menjaga nilai konstan
selama penelitian. Variabel yang dijaga konstannya adalah:
Temperatur Didih Aluminium : 700 oC
Temperatur penuangan : 425 oC
Waktu peleburan : 60 menit
2.3 Alat dan Bahan Penelitian
1) Alat yang digunakan dalam penelitian ini yaitu:
a. Gerinda i. Penumbuk
b. Las karbit j. Infra Red Thermometer
c. Blower k. Timbangan digital
d. Kowi l. Stowatch
e. Ladel dan saringan m. Alat uji komposisi kimia
f. Ayakan pasir n. Alat uji kekerasan
g. Cetakan kayu o. Mikroskop Metalografi
h. Alat ukur rol mrter

9
2) Bahan yang digunakan dalam penelitian ini yaitu:
a. Aluminum
b. Pipa
c. Pasir
d. Bata api dan Bata merah
e. Calcium Carbonate
f. Gas
2.4 Proses Penelitian
2.4.1 Proses Pembuatan Tungku Krusibel
Gambar 2. Tungku Krusibel.
Komponen tungku krusibel:
a. Tungku e. Drum.
b. Pipa penghangat. f. Tutup tungku.
c. Pipa pembakaran. G. Blower
d. Pipa gas
Tungku krusibel dibuat seperti gambar diatas. Berikut langkah –
langkah pembuatan tungku :
1) Mempersiapkan bahan dan alat yang akan digunakan.
2) Memotong pipa dan membelah drum sesuai ukuran yang sudah
direncanakan. Kemudian menghaluskan permukaan yang sudah

10
dipotong menggunakan gerenda supaya tidak tajam dan aman
pada saat dirakit atau digunakan.
3) Membuat Tungku.
Tungku dibuat dari bahan batu bata merah, batu bata api, pasir
putih, pasir hitam dan semen tahan api. Batu bata api disusun
dibawa berbentu silinder dengan tingi 30cm, batu bata merah
disusun diatas batu bata api. Direkatkan dengan adukan pasir
putih, pasir hitam, semen tahan api dengan komposisi 1:1/2:1
dan dikasih air secukupnya. Lapisi dinding tungku dengan
adukan perekat hingga merata. Kemudian bakar tungku bagian
dalam agar mengeras. Pembuatan tungku dengan diameter luar
85 cm, diameter dalam 75 cm, tinggi 85cm, lubang pembakara
dengan diameter 20 cm dan lubang logam 27 cm x 30 cm.
4) Membuat Pipa Pembakaran
Pipa pembakaran menggunakan pipa besi bekas dengan
diameter 9 cm dan panjang 125 cm. Lubangi dinding pipa
dengan diameter 1cm, sebagai tempat pipa gas. Jarak lubang
dengan ujung pipa 23cm. Las pipa pembakaran dengan pipa gas.
Pada ujung pipa yang paling belakang dikasih blower.
5) Membuat Pipa Penghangat
Pipa penghangat terdiri dari pipa galvalum 2 buah dengan
panjang 2 meter, diameter 2,5 cm dan pipa besi panjang 25 cm,
diameter 7,7 cm. Lubangi dinding pipa dengan diameter 2,6 cm
sebanyak dua buah dengan jarak 12 cm dan tutup kedua ujung
pipa. Masukan pipa galvalum kedalam lubang yg sudah dibuat
pada pipa besi dan sambung dengan las.
6) Membuat Drum Tempat Gas
Bahan yang digunakan dalam pembuatan tempat gas adalah
drum bekas. Drum dibelah menjadi dua dengan tinggi 43 cm
dan diameter 57 cm. Pada dinding drum dikasih lubang dua
buah sebagai tempat baut penyambung antara drum dengan pipa

11
penghangat. las baut dan drum supaya lebih kuat dan tidak
bocor.
7) Merakit komponen – komponen tungku krusibel seperti
Gambar 2.
8) Pengujian tungku krusibel dilakukan dengan cara peleburan
aluminium, apa bila tungkun krusibel tidak ada kesalahan dan
sesuai dengan yang direncanakan maka tungku krusibel siap
digunakan.
9) Selesai.
2.4.2 Proses Pembuatan Coran
Gambar 3. Diagram Peroses pengecoran.
2.4.3 Pembuata Pola
Gambar 4. Desain pola.

12
2.4.4 Pembuatan Cetakan Pasir
1) Mempersiapkan pasir merah, air, krangka cetak (flask), dan
pola produk cor.
2) Campur pasir merah 80% dan air 20%
3) Ayak atau saring pasir merah agar lembut.
4) Masukan pasir merah ke dalam krangka cetak bagian bawah
dan padatkan dengan penumbuk.
5) Masukan pola pada krangka bawah, serta menaburkan calsium
carbonat pada cetakan.
6) Memasang krangka cetakan atas, diatas krangka cetak bawah.
7) Masukan lagi pasir kedalam cetakan hingga penuh, sambil
ditumbuk supaya padat. Dan jangan lupa kasih pralon sebagai
sprue.
8) Setelah pasir padat lepaskan pipa pralon (sebagai sprue) dari
cetakan.
9) Lepaskan cetakan atas dari cetakan bawah.
10) Melebas pola dari cetakan pasir dan membuat saluran masuk
pada cetakan.
11) Satukan kembali cetakan atas dengan cetakan bawah.
12) Melepas krangka kayu dari dari cetakan pasir. Pada proses ini
cetakan siap dituangi aluminium cair.
13) Dibuat kembali cetakan yang ke dua untuk variasi jarak
penuangan ke seprue yaitu 25 cm dan 50 cm.
2.4.5 Peleburan Logam Aluminium
1) Menyiapkan tungku krusibel dan aluminium
2) Nyalakan api pembakaran dan hidupkan blower agar nyala api
lebih besar.
3) Panaskan kowi terlebih dahulu.

13
4) Masukan aluminium bekas kedalam tungku. Jangaan lupa
perbesar nyala api dengan cara membuka katup gas LPG lebih
besar dengan dikasih tekanan lebih besar dari blower.
5) Mengukur suhu air dan suhu aluminium setiap 5 menit sekali,
hingga aluminium mencair menggunakan alat infrared
thermometer.
2.4.6 Penuangan Aluminium Cair
1) Membersihkan aluminium cair dari kotoran.
2) Mengambil aluminium cair dari tungku menggunakan ladel.
3) Tuangkan aluminium cair kedalam cetakan 1 untuk jarak
penuanagan antara ladel dengan sepru yaitu 50 cm.
4) Ulangi langkah dua, kemudian tuangkan aluminium cair
kedalam cetakan 2 untuk jarak penuanagan antara ladel
dengan sepru yaitu 25 cm.
2.2.7 Pembongkaran Cetakan
Pembongkaran cetakan dilakukan 10 menit setelah penuangan
aluminium. Ukur suhu sepesimen setelah dibongkar
menggunakan infrared thermometer. Setelah itu bersihkan
sepesimen dari pasir.
2.2.8 Pengamatan Tungku
Dalam penelitian ini selama peroses peleburan suhu tungku dan
suhu air dicek secara berkala setiap 5 menit sekali menggunakan
infraret thermometer. Pengamatan dimulai sebelum aluminium
dimasukan kedalam tungku sampe aluminium mencair dan
dituangkan kedalam cetakan.

14
2.2.9. Pengamatan Cacat Penyusutan
Bertujuan untuk mengetahui penyusutan sepesimen terhadap
ukuran cetakan (ukuran mal).
Dimana : S : persentase penyusutan
P cetakan : Volume Cetakan
P produk : Volume Produk
2.2.10. Pengujian Bentuk Butiran Pasir Cetak
Penujian ini bertujuan untuk mengetahui bentuk butiran pasir cetak
yang digunakan saat penelitian. Dalam penelitian uji komposisi
kimia dilakukan di Laboratorium POLMAN, Ceper, Klaten.
2.2.11. Pengujian Kekerasan
Pengujian ini bertujuan untuk mengetahui tingkat kekeransan dari
sepesimen. Pengujian dilakukan 5 kali (5 titik), sehingga
diketahuhu rata- rata dari pengujian. Dalam pengujian ini
menggunakan alat uji birnell (portabel Hardness).
2.2.12. Pengujian Komposisi Kimia
Pada pengujian ini bertujuan untuk mengetahui prosentase
kandungan unsur-unsur paduan yang terdapat dalam benda uji.
Pengujian dilakukan dengan menggunakan alat uji Spektrum
Komposisi Kimia Universal (spectrometer) yang bekerja secara
otomatis. Pengujian dilakukan dengan penembakan terhadap
permukaan sampel uji (yang sudah dihaluskan) dengan gas argon.
Penembakan dilakukan sebanyak 3 titik.

15
2.2.13. Pengamatan Struktur Mikro
Pengujian struktur mikro bertujuan untuk mengetahui struktur
mikro produk.
3. HASIL DAN PEMBAHASAN
3.1 Konsumsi Bahan Bakar
Dalam peleburan ini kami menggunakan bahan bakar gas LPG dengan
ukuran 3 kg, dan dengan bantuan blower untuk menaikan tekanan gas
LPG. Untuk meleburkan 10 kg aluminium menjadi cair diperluhkan
waktu 50 menit, dengan konsumsi bahan bakar 9 kg gas LPG.
3.2 Perubahan Suhu Dalam Peroses Pelebura
Pengambilan data suhu tungku dan air dilakukan setiap 5 menit sekali
menggunakan infrared thermometer. Pengambialn data dimulai setelah
aluminium dimasukan kedalam tungku sampai aluminium mencair dan
siap dicetak. Suhu awal tungku 47,40 C dan dan suhu awal air 28
0 C.
Tabel 1. Perubahan Suhu Tungku dan Air
Waktu Suhu Tungku Suhu Air
(menit) (oC) (
oC)
0 150.7 30
5 417.2 39.4
10 557.8 41.9
15 630.1 43.2
20 680 45
25 748.7 46.7
30 790 47.9
35 660 46.3
40 720.9 48.2
45 780.2 48
50 820 49.6
16
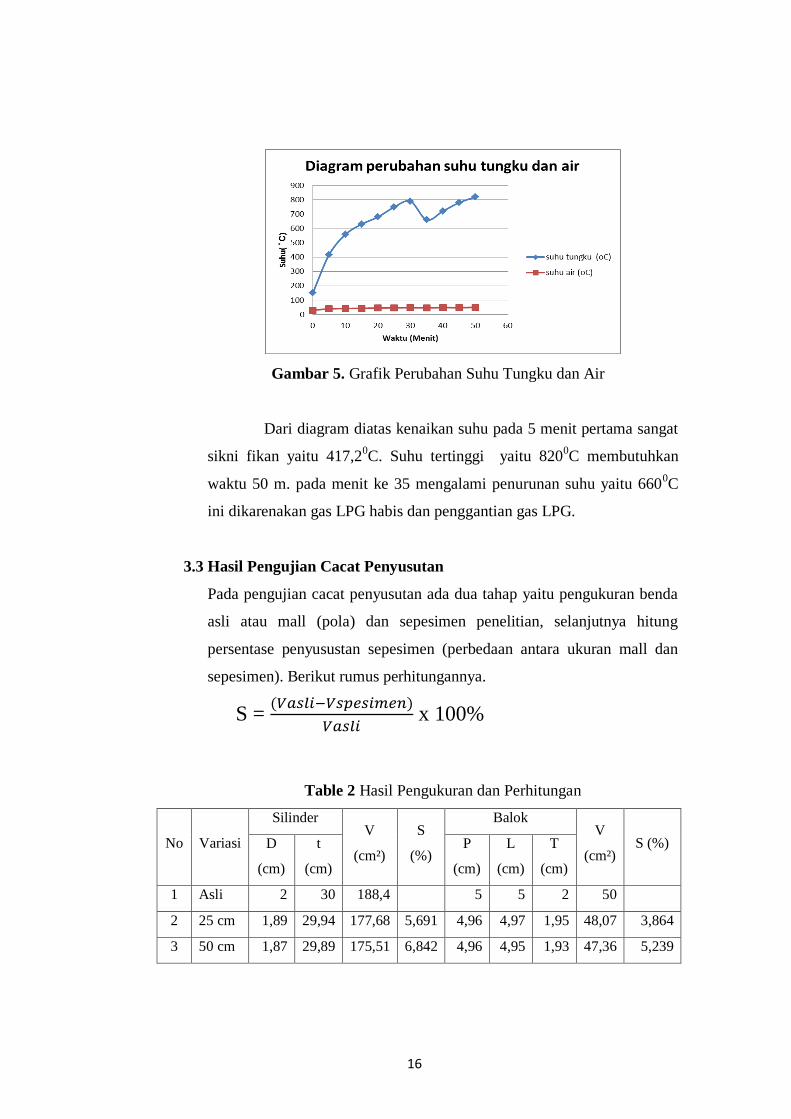
Gambar 5. Grafik Perubahan Suhu Tungku dan Air
Dari diagram diatas kenaikan suhu pada 5 menit pertama sangat
sikni fikan yaitu 417,20C. Suhu tertinggi yaitu 820
0C membutuhkan
waktu 50 m. pada menit ke 35 mengalami penurunan suhu yaitu 6600C
ini dikarenakan gas LPG habis dan penggantian gas LPG.
3.3 Hasil Pengujian Cacat Penyusutan
Pada pengujian cacat penyusutan ada dua tahap yaitu pengukuran benda
asli atau mall (pola) dan sepesimen penelitian, selanjutnya hitung
persentase penyusustan sepesimen (perbedaan antara ukuran mall dan
sepesimen). Berikut rumus perhitungannya.
S =
x 100%
Table 2 Hasil Pengukuran dan Perhitungan
No Variasi
Silinder V
(cm²)
S
(%)
Balok V
(cm²) S (%) D
(cm)
t
(cm)
P
(cm)
L
(cm)
T
(cm)
1 Asli 2 30 188,4 5 5 2 50
2 25 cm 1,89 29,94 177,68 5,691 4,96 4,97 1,95 48,07 3,864
3 50 cm 1,87 29,89 175,51 6,842 4,96 4,95 1,93 47,36 5,239
17
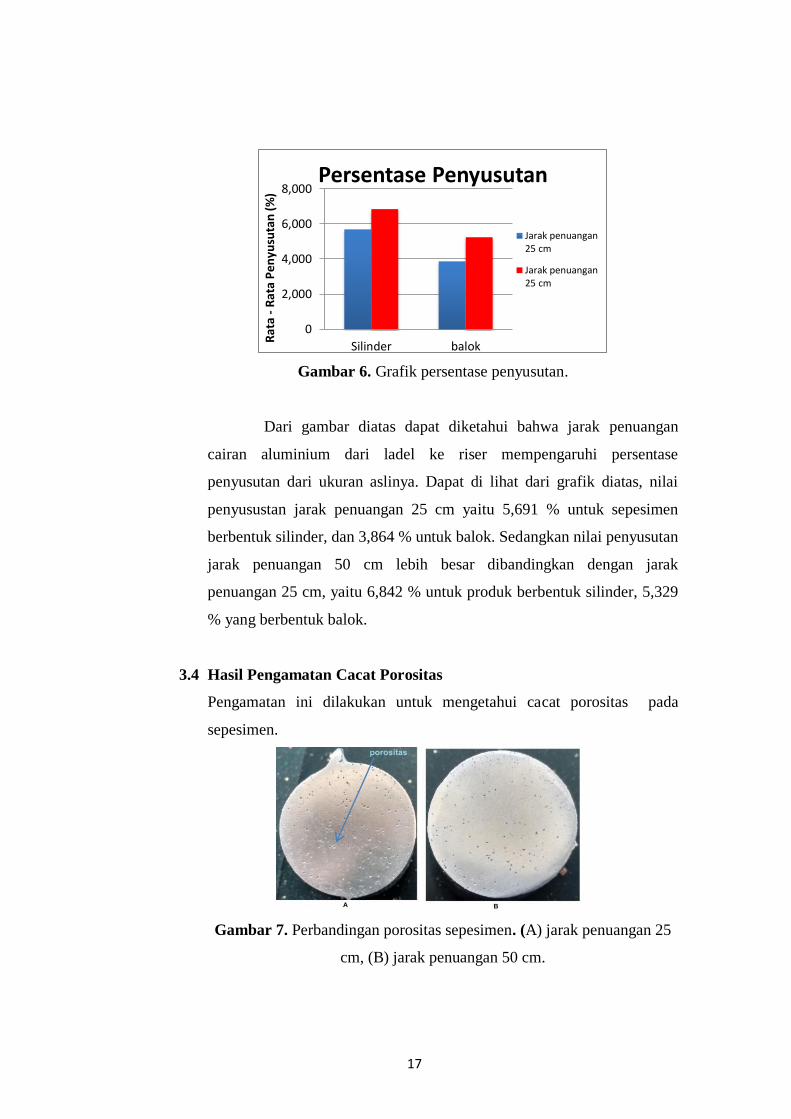
Gambar 6. Grafik persentase penyusutan.
Dari gambar diatas dapat diketahui bahwa jarak penuangan
cairan aluminium dari ladel ke riser mempengaruhi persentase
penyusutan dari ukuran aslinya. Dapat di lihat dari grafik diatas, nilai
penyusustan jarak penuangan 25 cm yaitu 5,691 % untuk sepesimen
berbentuk silinder, dan 3,864 % untuk balok. Sedangkan nilai penyusutan
jarak penuangan 50 cm lebih besar dibandingkan dengan jarak
penuangan 25 cm, yaitu 6,842 % untuk produk berbentuk silinder, 5,329
% yang berbentuk balok.
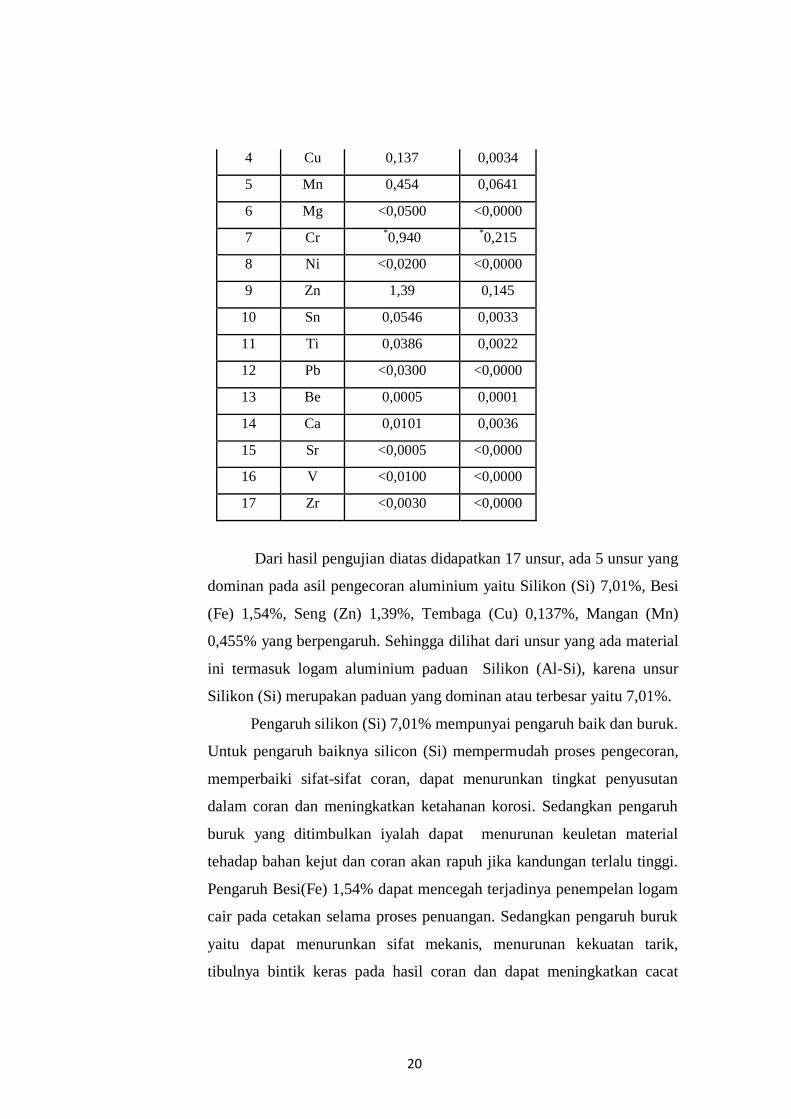
3.4 Hasil Pengamatan Cacat Porositas
Pengamatan ini dilakukan untuk mengetahui cacat porositas pada
sepesimen.
Gambar 7. Perbandingan porositas sepesimen. (A) jarak penuangan 25
cm, (B) jarak penuangan 50 cm.
0
2,000
4,000
6,000
8,000
Silinder balok
Rat
a -
Rat
a P
enyu
suta
n (
%)
Persentase Penyusutan
Jarak penuangan25 cm
Jarak penuangan25 cm

18
Dari gambar diatas dapat disimpulkan bahwa porositas paling
bayak terdapat pada sepesimen dengan jarak penuangan 25 cm.
Sedangkan sepesimen dengang jarak penuangan 50 cm porositasnya
lebih sedikit. Hal ini disebabkan adanya udara yang ter jebak didalam
cetakan.
3.5 Hasil Pengujian Pasir Cetak
Pengujian pasir cetak dilakukan di Laboratorium POLMAN, Ceper,
Klaten. Ada 2 pengujian terhadap pasir cetak yaitu pengujian kadar clay
dan pengujian bentuk butiran pasir.
1) Hasil Pengujian Kadar Clay
Tebel 3 Hasil pengujian kadar clay
Berat Awal
(gram)
Berat Kertas
(gram)
Berat Akhir
(gram)
Kadar Clay
(%)
50 1.17 43,12 16,10
Darihasil pengujian kadar clay yang terkandung dalam
pasir cetak yaitu 16,10 gram.
2) Hasil Pengujian Bentuk Butiran Pasir
Dari hasil pengujian yang dilakukan, bentuk butiran pasir
bersudut tajam. Butiran bersudut tajam ini memberikan kekuatan
yang lebih tinggi dibandingkan dengan bersudut bulat, dikarenakan
luas bidang kontaknya yang lebih besar dan rongga – rongga yang
ada sempit.
3.6 Hasil Pengujian Kekerasan
Pengujian kekerasan dilakukan di Laboratorium POLMAN, Ceper,
Klaten. Alat yangdigunakan untuk pengujian adalah Portable Hardness
(Brinell). Metode yang digunakan dalam penelitian adalah Manual Hand

19
Book. Beban yang diberikan sebesar 3000 kg dan diameter penetrator 10
mm.
Table 4. Hasil pengujian Kekerasan Portabel Hardness (Brineel)
Sampel Kekerasan HB Rata - rata
HB
311 2,65 2,60 2,60 2,65 2,65 2,63
Diameter (mm)
Konversi HB <70,00 <70,00 <70,00 <70,00 <70,00 <70,00
312 2,65 2,65 2,65 2,65 2,65 2,65
Diameter (mm)
Konversi HB <70,00 <70,00 <70,00 <70,00 <70,00 <70,00
Keterangan : kode 311 (jarak penuangan 50cm) dan kode 312 (jarak
penuangan 25cm)
Berdasarkan table diatas nilai HB ke dua sepesimen kurang dari
70,00 kg/mm2. Dilihat dari ukuran diameter, sepesimen dengan jarak
penuangan 50 cm (rata- rata diameter 2,63 cm) lebih keras dibandingkan
dengan sepesimen jarak penuangan 25 cm (rata – rata diameter 2,65 cm).
Karena semakin kecil diameter bekas tumbukan bola indentor, maka
semakin keras.
3.7 Hasil Pengujian Komposisi Kimia
Alat yang digunakan dalam pengujian komposisi kimia adalah alat uji
Spectrometer. Pengujian dilakukan di Laboratorium POLMAN Ceper,
Kelaten. Berikut aalah data hasil pengujian komposisi kimia :
Tabel 5. Data hasil uji komposisi kimia rata-rata aluminium
NO Unsur
Sampel Uji
18/S317 (%) Deviasi
1 Al 88,33 0,1116
2 Si 7,01 0,309
3 Fe 1,54 0,185
20
4 Cu 0,137 0,0034
5 Mn 0,454 0,0641
6 Mg <0,0500 <0,0000
7 Cr *0,940
*0,215
8 Ni <0,0200 <0,0000
9 Zn 1,39 0,145
10 Sn 0,0546 0,0033
11 Ti 0,0386 0,0022
12 Pb <0,0300 <0,0000
13 Be 0,0005 0,0001
14 Ca 0,0101 0,0036
15 Sr <0,0005 <0,0000
16 V <0,0100 <0,0000
17 Zr <0,0030 <0,0000
Dari hasil pengujian diatas didapatkan 17 unsur, ada 5 unsur yang
dominan pada asil pengecoran aluminium yaitu Silikon (Si) 7,01%, Besi
(Fe) 1,54%, Seng (Zn) 1,39%, Tembaga (Cu) 0,137%, Mangan (Mn)
0,455% yang berpengaruh. Sehingga dilihat dari unsur yang ada material
ini termasuk logam aluminium paduan Silikon (Al-Si), karena unsur
Silikon (Si) merupakan paduan yang dominan atau terbesar yaitu 7,01%.
Pengaruh silikon (Si) 7,01% mempunyai pengaruh baik dan buruk.
Untuk pengaruh baiknya silicon (Si) mempermudah proses pengecoran,
memperbaiki sifat-sifat coran, dapat menurunkan tingkat penyusutan
dalam coran dan meningkatkan ketahanan korosi. Sedangkan pengaruh
buruk yang ditimbulkan iyalah dapat menurunan keuletan material
tehadap bahan kejut dan coran akan rapuh jika kandungan terlalu tinggi.
Pengaruh Besi(Fe) 1,54% dapat mencegah terjadinya penempelan logam
cair pada cetakan selama proses penuangan. Sedangkan pengaruh buruk
yaitu dapat menurunkan sifat mekanis, menurunan kekuatan tarik,
tibulnya bintik keras pada hasil coran dan dapat meningkatkan cacat
21
porositas. Pengaruh Seng (Zn) 1,39% menghasilkan efek yang tidak
bagus, konsentrasi paduan kurang dari 3% sehingga dapat menaikkan
kekuatan yang tinggi dan cenderung memproduksi tegangan retak.
Pengaruh Tembaga (Cu) 0,132% menghasilkan efek yang baik
peningkatan kekerasan bahan, perbaikan kekuatan tarik, dan
mempermudah peoses pengerjaan dengan mesin dan mengurasi
ketahanan terhadap korosi secara umum. Dan kandungan mangan (Mn)
0,137% dapat menaikkan kekuatan dalam temperatur yang tinggi. Dari
data diatas dapat disimpulkan bahwa material ini termasuk logam
alumunium paduan silikon (Al– Si). Menurut klasifikasi paduan
alumunium cor (Tabel 2.2) termasuk dalam seri 4000.
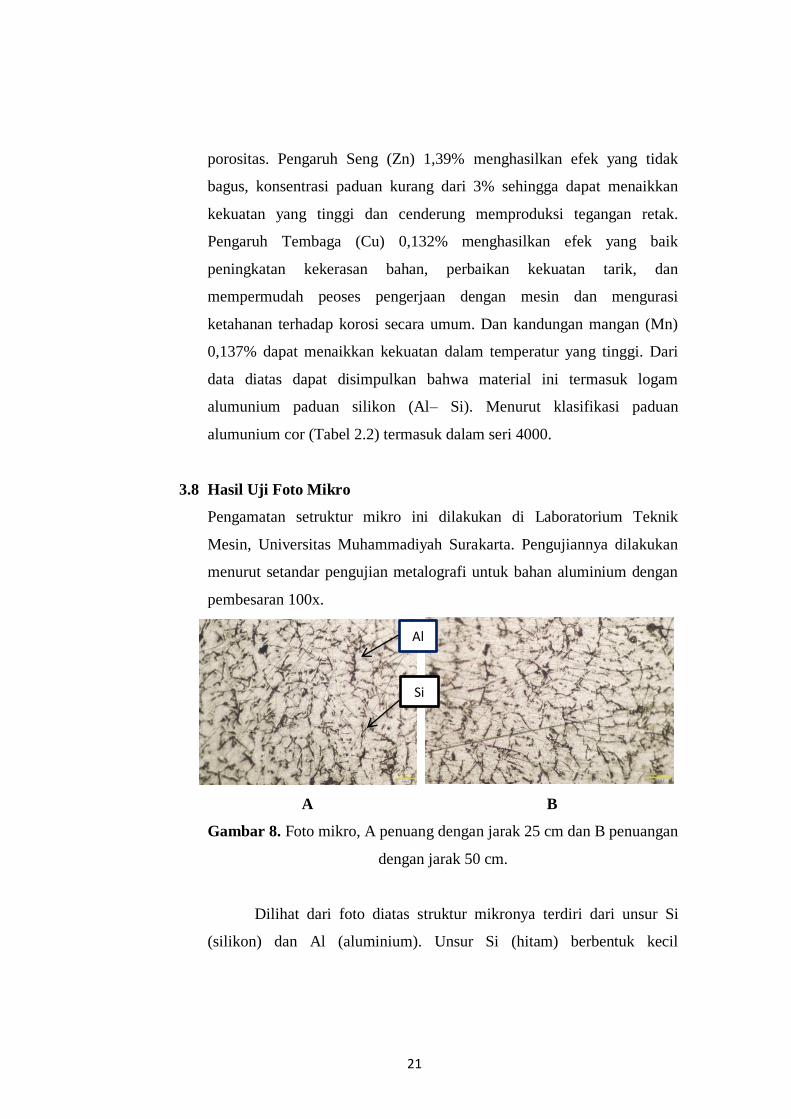
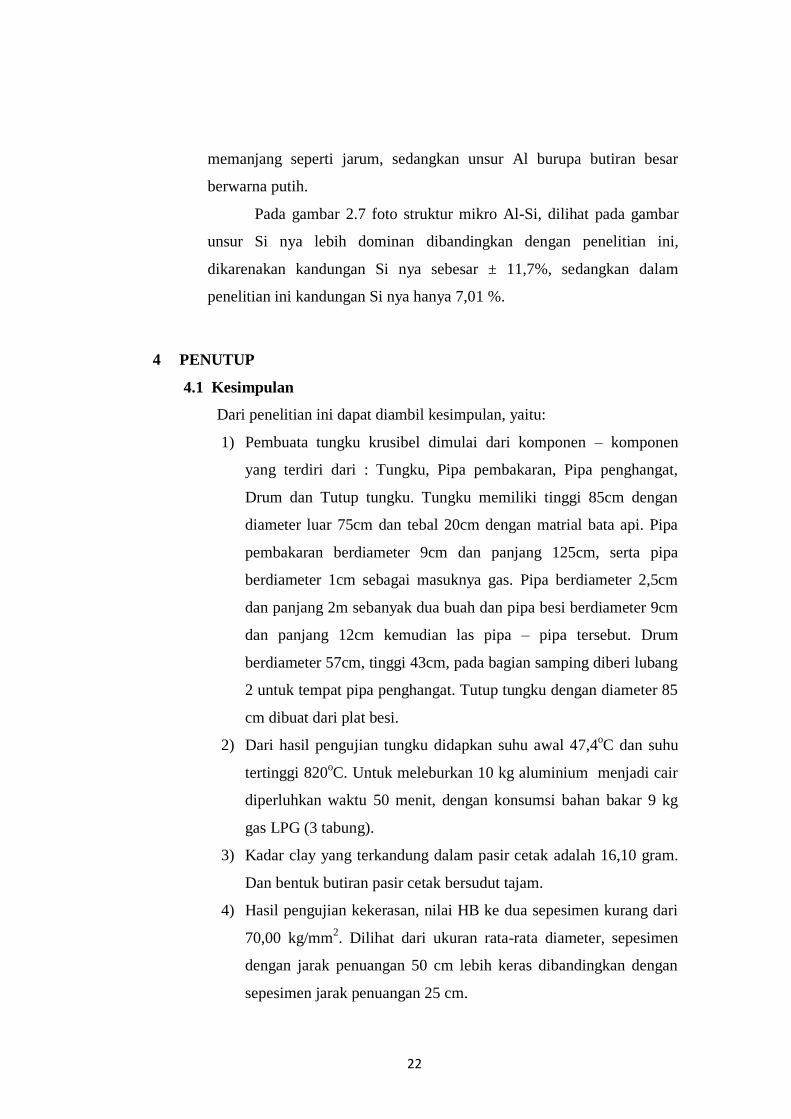
3.8 Hasil Uji Foto Mikro
Pengamatan setruktur mikro ini dilakukan di Laboratorium Teknik
Mesin, Universitas Muhammadiyah Surakarta. Pengujiannya dilakukan
menurut setandar pengujian metalografi untuk bahan aluminium dengan
pembesaran 100x.
A B
Gambar 8. Foto mikro, A penuang dengan jarak 25 cm dan B penuangan
dengan jarak 50 cm.
Dilihat dari foto diatas struktur mikronya terdiri dari unsur Si
(silikon) dan Al (aluminium). Unsur Si (hitam) berbentuk kecil
Al
Si
22
memanjang seperti jarum, sedangkan unsur Al burupa butiran besar
berwarna putih.
Pada gambar 2.7 foto struktur mikro Al-Si, dilihat pada gambar
unsur Si nya lebih dominan dibandingkan dengan penelitian ini,
dikarenakan kandungan Si nya sebesar ± 11,7%, sedangkan dalam
penelitian ini kandungan Si nya hanya 7,01 %.
4 PENUTUP
4.1 Kesimpulan
Dari penelitian ini dapat diambil kesimpulan, yaitu:
1) Pembuata tungku krusibel dimulai dari komponen – komponen
yang terdiri dari : Tungku, Pipa pembakaran, Pipa penghangat,
Drum dan Tutup tungku. Tungku memiliki tinggi 85cm dengan
diameter luar 75cm dan tebal 20cm dengan matrial bata api. Pipa
pembakaran berdiameter 9cm dan panjang 125cm, serta pipa
berdiameter 1cm sebagai masuknya gas. Pipa berdiameter 2,5cm
dan panjang 2m sebanyak dua buah dan pipa besi berdiameter 9cm
dan panjang 12cm kemudian las pipa – pipa tersebut. Drum
berdiameter 57cm, tinggi 43cm, pada bagian samping diberi lubang
2 untuk tempat pipa penghangat. Tutup tungku dengan diameter 85
cm dibuat dari plat besi.
2) Dari hasil pengujian tungku didapkan suhu awal 47,4oC dan suhu
tertinggi 820oC. Untuk meleburkan 10 kg aluminium menjadi cair
diperluhkan waktu 50 menit, dengan konsumsi bahan bakar 9 kg
gas LPG (3 tabung).
3) Kadar clay yang terkandung dalam pasir cetak adalah 16,10 gram.
Dan bentuk butiran pasir cetak bersudut tajam.
4) Hasil pengujian kekerasan, nilai HB ke dua sepesimen kurang dari
70,00 kg/mm2. Dilihat dari ukuran rata-rata diameter, sepesimen
dengan jarak penuangan 50 cm lebih keras dibandingkan dengan
sepesimen jarak penuangan 25 cm.

23
5) Dari hasil pengujian komposisi kimia didapatkan 17 unsur, ada 5
unsur yang dominan pada hasil pengecoran aluminium yaitu
Silikon (Si) 7,01%, Besi (Fe) 1,54%, Seng (Zn) 1,39%, Tembaga
(Cu) 0,137%, Mangan (Mn) 0,455% yang berpengaruh. Sehingga
dilihat dari unsur yang ada material ini termasuk logam aluminium
paduan Silikon (Al-Si), karena unsur Silikon (Si) merupakan
paduan yang dominan atau terbesar yaitu 7,01%.
6) Dari pengujian struktur mikro didapat bahwa, setruktur yang
terdapat pada produk terdiri dari unsur Si (silikon) dan Al
(aluminium). Unsur Si (hitam) berbentuk kecil memanjang seperti
jarum, sedangkan unsur Al burupa butiran besar berwarna putih.
4.2 Saran
1) Diperluhkan pembelajaran secara mendalam terhadap pembuatan
tungku dan proses pengecoran agar saat penelitian dan pembuatan
tidak ada kendala.
2) Memperhatikan dengan seksama dalam mempersiapkan alat dan
bahan agar dapat melakukan proses penelitian serta memperoleh
data yang akurat.
3) Pada saat proses pengujian komposisi kimia, kekerasan Brinell, dan
struktur mikro harus dengan tata cara sesuai dengan prosedur yang
sudah ditentukan dan melakukan dengan sangat teliti untuk
menghindari kesalahan pada saat proses pengujian.

24
DAFTAR PUSTAKA
Istana, Budi., 2016, Merancang dan Pengujian Tungku Peleburan Aluminium
Berbahan Bakar Minyak Bekas, Universitas Muhammadiyah Riau.
Leman, Ariyanto, dkk., 2014, Tungku Peleburan Aluminium Dengan
Economizer, Universitas Negri Yogyakarta.
Nasution, A,. 2018, Pengaruh Variasi Volume dan Bentuk Saluran Penambah
(riser) Terhadap Sifat Fisis dan Kekerasan Aluminium Cetakan
Pasir, Universitas Muhammadiyah Surakarta, Surakarta.
Pratiwi, Diah., 2012, Hubungan Jenis Cetakan Terhadap Kualitas Produk Cor
Aluminium, Universitas Sriwijaya, Palembang.
Purwanto, Helmi dan Mulyonorejo., 2010, Pengaruh Pengecoran Ulang
Terhadap Kekuatan Tarik dan Kekerasan Pada Aluminium Cor
Dengan Cetakan Pasir, Universitas Wahid Hasyim Semara
Sudjana, Hardi., 2008, Teknik Pengecoran, Jilid 1, Direktorat Sekolah Menengah
Kejuruan, Jakarta.
Sudjana, Hardi., 2008, Teknik Pengecoran, Jilid 2, Direktorat Sekolah Menengah
Kejuruan, Jakarta.
Sudjana, Hardi., 2008, Teknik Pengecoran, Jilid 3, Direktorat Sekolah Menengah
Kejuruan, Jakarta.
Surdia , Tata., 2000, Teknik Pengecoran Logam, Edisi ke-2, Cetakan ke-7, PT.
Pradnya Paramita, Jakarta.
Related Documents











