APV Technology Update Long Life Dairy, Food and Beverage Products

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

APV Technology UpdateLong Life Dairy, Food and Beverage Products

APV provides clients with access to the most up-to-date global technologies for the dairy, beverage, brewery, food and personal healthcare markets. An early pioneer in steam infusion development in the 1960s, APV has more dairy and soy steam infusion systems around the world than all other manufacturers combined. We have continued to improve our steam infusion technology which has resulted in several patented designs that improve product quality, increase time between CIP, reduce CIP duration times, reduce product losses, and make APV’s Infusion Systems easy and less costly to maintain. Also, we have expertise with a wide range of products that are being processed on our UHT systems. Our systems include steam injection, tubular UHT and plate UHT in addition to our steam infusion technology. Our experience with the products allows us to offer system modifications as needed to address any issues our customers may have.

INTRODUCTION .................................................................................................................... 2
MICROBIOLOGY ................................................................................................................... 3Bacteria ...................................................................................................................................... 3Molds .......................................................................................................................................... 4Yeast.............................................................................................................................................. 4Bacteriophages ......................................................................................................................... 4Toxicity .......................................................................................................................................... 4
PROCESS CLASSIFICATION ............................................................................................ 4Pasteurization ............................................................................................................................ 4Extended shelf life .................................................................................................................... 5UHT treatment ........................................................................................................................... 5Sterilization ................................................................................................................................. 5
EU classification ....................................................................................................................... 5
PROCESS EVALUATION ...................................................................................................... 6The logarithmic reduction of spores and sterilizing efficiency ....................................... 6Terms and expressions to characterize heat treatment processes .............................. 6Residence time ......................................................................................................................... 7Commercial sterility .................................................................................................................. 9Chemical and bacteriological changes at high heat treatment ..................................... 9Raw material quality ................................................................................................................. 9Shelf life ...................................................................................................................................... 9
CHOOSING THE RIGHT PROCESS ..............................................................................10
THE HEAT TREATMENT PROCESSES ...........................................................................10Plate Heat Exchangers ............................................................................................................11Tubular Heat Exchangers ........................................................................................................11Corrugated Tubular Heat Exchangers .................................................................................11Steam Injection Nozzles ..........................................................................................................11Steam Infusion ...........................................................................................................................12 Scraped Surface Heat Exchangers ......................................................................................12
VARIOUS ASEPTIC UHT SYSTEMS ...............................................................................13Indirect Plate Sterilizer ............................................................................................................13Indirect Tubular Sterilizer ........................................................................................................14Steam Infusion Sterilizer .........................................................................................................15High Heat Infusion Sterilizer ..................................................................................................16Instant Infusion Pasteurizer ....................................................................................................17Steam Injection Sterilizer ........................................................................................................18Scraped Surface Heat Exchanger Sterilizer ......................................................................19Pilot UHT Plant .........................................................................................................................20Sterile Tank .................................................................................................................................20Deaerator ....................................................................................................................................20
PROCESS CONTROLS .......................................................................................................21
FILLING AND PACKAGING .................................................................................................21
PRODUCT DEVELOPMENT ................................................................................................21
COMPARISON BETWEEN DIFFERENT SYSTEMS ....................................................22
Contents

IntroductionAs one of the most complete food products of all, dairy products are very important in human nutrition. But dairy products are also highly perishable and would easily lose their nutritional value, flavor and appearance if protective measures were not taken.
Consequently, the dairy industry is one of the most advanced industries in the food processing area, taking care of the milk from when it leaves the udder of the cow — through transportation to the dairy, processing, packaging, and distribution — until it reaches the consumer.
The technology of producing long-life products is today applied throughout the food and beverage industries, and in many cases, the processing plants are designed for multipurpose operation.
When aseptic technology was introduced more than 35 years ago, it revolutionized the food industry by making it possible to distribute high quality food products over long distances in a cost-effective way.
The heart of aseptic technology for production of long-life dairy products is aseptic processing. Since its introduction this concept has been developed and refined to a point where any need in respect of capacity, product viscosity, particulate content, acidity or sensitivity to heat treatment can be met while securing high quality, long-life products.
APV was one of the pioneers in aseptic processing and over the years we have developed a wide range of processing concepts to satisfy all the needs of the industry.
In this Technology Update, we will first discuss some of the micro-biological factors which must be considered in all aseptic processing, together with the heating processes most commonly used for reducing micro-organisms in dairy products: pasteurization, sterilization and ultra high temperature (UHT) treatment.
So-called commercial sterility is the aim of all UHT processes, and the extent to which this is achieved in a particular process can be measured, notably by reference to the bacteriological effect (B*) and the chemical effect (C*) of such processes. These factors are explained in the section “Process Evaluation” on page 7.
The main part of the Technology Update is devoted to an analysis of the processing systems of most interest to the dairy, food and beverage industries: Indirect Plate Sterilizer, Indirect Tubular Sterilizer, Steam Infusion Sterilizer, High Heat Infusion Sterilizer, Instant Infusion Pasteurizer, Steam Injection Sterilizer and Indirect Scraped Surface Heat Exchanger (SSHE) Sterilizer.
In each case we describe the system, discuss its advantages and limitations, and list a number of products for which the system in question is particularly suitable (See Tables 1 and 4).The Pilot UHT Plant is able to combine most of the aseptic processes in one unit, which provides an efficient tool for pilot trials and product development.
In aseptic processing, special consideration must be given to some of the auxiliary equipment required. Aseptic tanks are not
a necessary requirement but often serve as a useful buffer for sterilized products.
The area of extended shelf life products is becoming increasingly important. APV has developed concepts, offering the industry and consumers new solutions and exciting opportunities.
With the large number of options available it becomes important to be able to choose the solution which provides the best quality product at a reasonable cost, giving safe and trouble-free operation. A separate section has been made to cover this subject.
The process control system is not only necessary, it must incorporate up-to-date technology — not least on the software side.
Special attention must be given to the subsequent filling and packaging of aseptically processed products.
Finally, we address the area of product development. APV’s worldwide capabilities in respect to product testing makes it possible to work closely with customers in their efforts to upgrade production and launch new products.
This Technology Update purely deals with the indirect and direct heat transfer processes.
APV also manufactures various types of electrical — or “electroheat” thermal processing equipment such as ohmic heating. This is dealt with in a separate Technology Update.
Table 1: A variety of dairy, food & beverage products and their suitability for treatment in thermal heat processing systems
2

Mesophilic bacteria (loving the middle range) have optimum •growth temperatures between 68°F and 111°F.
Thermophilic bacteria (heat loving) have their optimum growth •temperatures between 113°F and 140°F.
Thermoduric bacteria (heat enduring) can tolerate high •temperatures — above 150°F. They do not grow and reproduce at high temperatures, but can resist them without being killed.
Bacteria can only develop within certain temperature limits, which vary from one species to another. Temperatures below the minimum cause growth to stop, but do not kill the bacteria. They are, however, damaged by repeated freezing and thawing. If the temperature is raised above the maximum, the bacteria are soon killed by heat. Most cells die within a few seconds of being exposed to 158°F, but some bacteria can survive heating to 185°F for 15 minutes, even though they do not form spores.
A third way of classifying micro-organisms is by their oxygen requirement. The availability of oxygen is vital to the metabolism of all organisms. Some bacteria consume oxygen from the atmosphere; they are called aerobic bacteria. However, to some bacteria free oxygen is a poison; they are called anaerobic bacteria and obtain the oxygen they need from chemical compounds in their food supply.
Some bacteria consume free oxygen if it is present, but they can also grow in the absence of oxygen; they are called facultatively anaerobic.
The acidity of the nutrient substrate for bacteria is also important. Sensitivity to pH changes varies from one species to another, but most bacteria prefer a growth environment with a pH around 7. Furthermore, the salt and/or sugar concentration of a substrate has an important influence on the growth of bacteria. The higher the concentration, the more growth is inhibited. This is caused by the high osmotic pressure which will draw water out from the cell, thereby dehydrating it. Osmotic pressure is used as a means of food preservation in sweetened condensed milk, salted fish and fruit preserves like jam and marmalade.
Spores. The spore is a form of protection against adverse conditions, e.g. heat and cold, lack of moisture, lack of nutrients, or presence of disinfectants. Only a few bacteria are spore forming e.g. Bacillus and Clostridium. The spores germinate back into a vegetative cell and start reproduction when conditions become favorable again. The spores have no metabolism and can survive for years in dry air and are much more resistant to adverse conditions than bacteria. This includes heat treatment, and it takes typically 20 minutes at 248°F to kill them with 100 percent certainty. The UHT time/temperature combination reduces the number of bacteria spores by a minimum of log 9, leaving very few bacteria spores in UHT treated products.
Enzymes. When milk leaves the udder it contains enzymes, the so-called original enzymes. Enzymes are also produced by the bacteria in the milk, the so-called bacterial enzymes. Enzymes are not micro-organisms but are formed as a result of the metabolism of micro-organisms. The ability of enzymes to trigger chemical reactions can be important when UHT products are produced.
MicrobiologyThe key to production of long-life products with aseptic technology is a detailed understanding of the microbiology of food. Using the example of the dairy industry, the milk in the udder of a healthy cow is free from bacteria, but as soon as the milk comes into contact with the air it becomes contaminated with micro-organisms.
If the temperature is favorable, the micro-organisms multiply and very soon the milk will turn sour (or putrefy), developing an unpleasant flavor. To prevent this from happening, the raw milk is subjected to heat treatment.
The term “aseptic” is usually defined as “free from or keeping away” disease-producing or putrefying micro-organisms. In the food industry the terms “aseptic”, “sterile” and “commercially sterile” are often used interchangeably. This is not strictly correct. Sterilization means 100% destruction of all living organisms, including their spores, and this is very difficult to achieve. “Commercial sterility” means that the product is free from micro-organisms which grow and consequently contribute to the deterioration of the product. Micro-organisms are extremely small and can only be seen under a microscope. However, hundreds or thousands of individual cells or groups of cells can form colonies — which are visible to the naked eye — and some colonies have colors, shapes, textures or odors which make the organism identifiable.
BacteriaThe term “bacteria” strictly means rod-shaped micro-organisms only, but is also used in a loose sense to include all micro-organisms except yeast and molds. The individual bacterium varies in size from 0.5 to 3 micron.
The groups of bacteria which are most important in the dairy industry are the lactic acid, coliform, butyric acid, and putrefaction bacteria. The bacterial count in milk coming from the farm varies from a few thousand bacteria/ml for high-quality milk; to several million if the standard of cleaning, disinfection and chilling is poor.
For milk to be classified as top quality, the CFU (Colony Forming Units) should be less than 100,000/ml.
Bacteria are single-celled organisms which normally multiply by binary fission, i.e. splitting in two. The simplest and most common way to classify bacteria is according to their appearance and shape. However, in order to be able to see bacteria, they must first be stained and then studied under a microscope at a magnification of approximately 1,000 X. Based on a method of staining, developed by the Danish Bacteriologist Gram, bacteria are divided into Gram negative (red) and Gram positive (blue). The three characteristic shapes of bacteria are spherical, rod-shaped and spiral. Diplococci arrange themselves in pairs, staphylococci form clusters, while streptococci form chains.
Another way of classification is according to temperature preference:
Psychotrophic bacteria (cold tolerant) reproduce at •temperatures of 45°F or below.
Psychrophilic bacteria (cold loving) have an optimum growth •temperature below 68°F.
3

Some of the bacterial enzymes are able to cause sweet coagulation of milk products which destroys the product. The majority of these enzymes are produced by Gram negative Pseudomonas bacteria developing mainly in cold raw milk stored for excessive time in milk cooling tanks, road tankers or milk silos. This problem will be aggravated if the milk has been contaminated because of unhygienic conditions or lack of cleaning-in-place (CIP). The vast majority of enzymes will be destroyed by UHT treatment, but a few may still be active in the final product.
Molds Molds belong to the fungi group of micro-organisms which are widely distributed in nature among plants, animals and human beings. Molds normally grow anaerobically, and their optimum growth temperature is between 68°F and 86°F. Molds can grow in substrates with pH 2-8.5, but many species prefer an acid environment. The most common species in milk do not survive pasteurization conditions, and the presence of mold in pasteurized products is therefore a sign of re-infection. The penicillium family is one of the most common types of molds. Their powerful protein splitting properties make them the chief agent in ripening of, for instance, blue cheese.
YeastYeast also belong to the fungi group of micro-organisms. They vary greatly in size. Saccharomyces cerivisiae, used for brewing of beer, has a diameter of 2-8 micron, but other species may be as large as 100 micron.
Yeast has the ability to grow both in the presence and absence of oxygen. The optimum temperature is between 68°F and 86°F. Optimum pH values are 4.5-5.0, but yeast will grow in the pH range of 3-7.5.
From a dairy point of view, yeast are generally undesirable organisms. They ferment milk and cream, and cause defects in cheese and butter. In the brewing, baking and distillation industries, on the other hand, they are very valuable organisms.
BacteriophagesBacteriophages belong to the group of micro-organisms called viruses. Viruses have no metabolism of their own and therefore cannot grow on a nutrient substrate. Viruses infect living cells in plants and animals. Bacteriophages (also known as phages) infect bacteria and are consequently a problem in all dairy processes where bacteria cultures are used. They are very small in size — 0.02-0.06 microns — and can only be seen with an electron microscope.
Bacteriophages grow at temperatures between 50°F and 113°F. They are killed by exposure to 145-190°F for 30 minutes and tolerate pH values in the range of 3-11.
ToxicityMicro-organisms which are harmful to man or animals are called pathogens. They can cause death or severe illness by the secretion of toxins either directly into contaminated foodstuffs, which are subsequently eaten, or by transfer to an animal host offering ideal conditions for reproduction and further generation of toxins. Some toxins are inactivated by heat treatment at 140°F for one hour.
Temperature
Time
283°FESL
248°FHigh pasteurization
162°FLow pasteurization
Process ClassificationA number of different expressions are commonly used in the food industry in relation to food preservation. This section will, in brief terms, describe the most common terms used.
PasteurizationMost commercial liquid food products undergo some form of heat treatment and pasteurization is the most common. As it is usually bacterial growth that causes food to deteriorate, pasteurization preserves the freshness of the food product. There are basically two ranges of pasteurization:
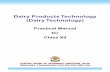
Low-temperature pasteurization. For milk, this is based •on heating the product to 162-169°F and holding at that temperature for at least 15-20 seconds (or equivalent) (Fig. 1). The pasteurization may vary from country to country according to national legislation. A common requirement in all countries, however, is that the heat treatment must guarantee the destruction of unwanted micro-organisms and all pathogenic bacteria. The shelf life of pasteurized milk is limited (typically 5-7 days), and primarily depends on raw milk quality and storage temperature. During low-temperature pasteurization the phosphatase enzyme is destroyed, while the peroxidase enzyme is preserved. This serves as a measure to control the process and distinguish it from high-temperature pasteurization.
High-temperature pasteurization. This is based on heating the •product to 185°F or higher for a few seconds (or equivalent) (Fig. 1). The aim is to kill the entire population of bacteria which are pathogenic for both man and animals, and almost all other bacteria as well. By careful monitoring of the process parameters, a product with excellent quality can be obtained with minimum heat damage. The shelf life can be extended to several weeks in the cooling chain.
During high-temperature pasteurization, both the phosphatase and the peroxidase enzymes are destroyed, and this serves as a measure to confirm that the process has actually taken place as specified.
Figure 1: Temperature profiles for pasteurization processes
4

Extended Shelf Life/UltrapasteurizationThe term “extended shelf life,” or “ESL,” is being applied more and more frequently. There is no single general definition of ESL. Basically, what it means is the capability to extend the shelf life of a product beyond its traditional well-known and generally accepted shelf life without causing any significant degradation in product quality. A typical temperature/time combination for high-temperature pasteurization of ESL milk is 257-266°F for 2-4 seconds.
UHT TreatmentUHT — or Ultra High Temperature — treatment is based on the fact that higher temperatures permit a much shorter processing time. With proper time and temperature combination it is possible to achieve commercial sterility with only limited, undesirable, chemical changes in the product. In terms of nutritive value, flavor and appearance, the quality of the product is more vulnerable to the duration of the treatment than to the temperature applied.
In the UHT process, the milk is typically heated to 279-302°F and held at that temperature for just a few seconds before it is rapidly cooled down to room temperature (Fig. 2). After the product has been cooled it is led to an aseptic filling machine in a closed piping system — either directly or by way of an aseptic storage tank. The product obtained in this way has a shelf life at room temperature of several months.
The quality of the final product depends on the raw material quality but also to a large extent, on the type of heat treatment system applied. This is the case for UHT milk and for a wide range of long-life food products like sauces, salad dressings, mayonnaise and soups, as well as for juices and soft drinks.
In order to combat the Heat Resistant Spores (HRS) APV has developed the patented so-called High Heat Infusion system. It enables heat treatment temperatures as high as 302°F without adversely affecting the product quality and still maintaining acceptable running times in the order of 24 hours between cleaning.
Products with very high viscosity are more difficult to handle in a UHT system, and APV has developed a special patented version of the infusion system to handle high viscosity products. This so-called Instant Infusion system is based on very short but controllable and well defined retention time in the infusion chamber.
SterilizationSterilization is another type of heating process used for products to increase keeping quality without refrigeration. The heat treatment takes place after the product is packed. The package, with its content, is heated to approx. 248°F and held at that temperature for 10 to 20 minutes, after which it is cooled to room temperature (Fig. 3). Because of the lengthy heat treatment at a relatively high temperature, this process reduces the nutritive value of the product, and it is also liable to change its color and flavor considerably.
EU ClassificationIn Europe, the EU milk Hygiene Directive (92/46) suggests that “limits and methods to enable a distinction to be made between different types of heat treated milk” may be established (Article 20). The proposed parameters, limits and methods may be summarized as shown in Table 2.
By this method the hygienic requirements concerning food safety can be satisfied taking into consideration the keeping qualities over varying length of time. This method also makes it possible to establish a new definition of different types of fluid milk products in a way that is independent of the technology of the heat treatment and the filling.
It should be noted that the chemical criteria in Table 2 are the recommendation given by IDF and EU to the legislators, but the general perception is that this proposal will be followed.
0
122
212
302
Time
°F
Direct Infusion
High Heat Infusion
Indirect UHT
Fig. 2: Temperature profiles for direct infusion, high heat infusion & indirect UHT
processes.
°F302
212
122
010 20 30 40 50 60
Minutes
Fig. 3: Temperature profiles for conventional in-container sterilization
5

Process EvaluationAll UHT processes are designed to achieve commercial sterility. This calls for application of heat to the product and a chemical sterilant or other treatment that renders the equipment, final packaging containers and product free of viable micro-organisms able to reproduce in food under normal conditions of storage and distribution. In addition, it is necessary to inactivate toxins and enzymes present, and to limit chemical and physical changes in the product. In very general terms it is useful to have in mind that an increase in temperature of 50°F increases the sterilizing effect 10-fold whereas the chemical effect only increases approximately 3-fold. In this section we will define some of the more commonly used terms and how they can be used for process evaluation.
The Logarithmic Reduction of Spores and Sterilizing EfficiencyWhen micro-organisms and/or spores are exposed to heat treatment not all of them are killed at once.
However, in a given period of time a certain number is killed while the remainder survives. If the surviving micro-organisms are once more exposed to the temperature treatment for the same period of time an equal proportion of them will be killed. On this basis the lethal effect of sterilization can be mathematically expressed as a logarithmic function:
K · t = log N/Nt where N = number of micro-organisms/spores originally present Nt = number of micro-organisms/ spores present after a
given time of treatment (t) K = constant t = time of treatment
A logarithmic function can never reach zero, which means that sterility defined as the absence of living bacterial spores in an unlimited volume of product is impossible to achieve. Therefore, the more workable concept of “sterilizing effect” or “sterilizing efficiency” is commonly used.
The sterilizing effect is expressed as the number of decimal reductions achieved in a process. A sterilizing effect of 9 indicates that out of 109 bacterial spores fed into the process, only 1 (100) will survive.
Spores of Bacillus subtilis or Bacillus stearothermophilus are normally used as test organisms to determine the efficiency of UHT systems, because they form fairly heat resistant spores.
Terms and Expressions to Characterize Heat Treatment ProcessesQ10 value. The sterilizing effect of heat sterilization increases rapidly with the increase in temperature as described above. This also applies to chemical reactions which take place as a consequence of an increase in temperature. The Q10 value has been introduced as an expression of this increase in speed of reactions and specifies how many times the speed of a reaction increases when the temperature is raised by 50°F. Q10 for flavor changes is in the order of 2 to 3, which means that a temperature increase of 50°F doubles or triples the speed of the chemical reactions.
A Q10 value calculated for killing bacterial spores would range from 8 to 30, depending on the sensitivity of a particular strain to the heat treatment.
Table 2: Present legislation according to EU directive 92/46 **IDF & EU suggestions for Dual Chemical Criteria
6

D-Value. This is also called the decimal reduction time and is defined as the time required to reduce the number of micro-organisms to one-tenth of the original value, i.e. corresponding to a reduction of 90%.
Z-Value. This is defined as the temperature change which gives a 10-fold change in the D-value.
F0 Value. This is defined as the total integrated lethal effect and is expressed in terms of minutes at a selected reference temperature of 250°F. F0 can be calculated as follows:
F0 = 10(T - 250.1) /z · t/60, where
T = processing temperature (°F)
z = Z-value (°F)
t = processing time (seconds)
F0 = 1 after the product has been heated to 250°F for one minute. To obtain commercially sterile milk from good quality raw milk, for example, an F0 value minimum of 5 to 6 is required.
B* and C* Values. In the case of milk treatment, some countries are using the following terms:
Bacteriological effect: •B* (known as B star)
Chemical effect •C* (known as C star)
B* is based on the assumption that commercial sterility is achieved at 275°F for 10.1 seconds with a corresponding Z-value of 51°F; this reference process is giving a B* value of 1.0, representing a reduction of thermophilic spore count of 109 per unit (log 9 reduction). The B* value for a process is calculated similarly to the F0 value:
B* = 10 ( T - 275 ) / 51 · t/10.1, where:
T = processing temperature (°F)
t = processing time (seconds)
The C* value is based on the conditions for a 3 percent destruction of thiamine (vitamin B1); this is equivalent to 275°F for 30.5 seconds with a Z-value of 89°F. Consequently the C* value can be calculated as follows:
C* = 10 ( T - 275 ) /89 · t/30.5
Fig. 4 shows that a UHT process is deemed to be satisfactory with regard to keeping quality and organoleptic quality of the product when B* is > 1 and C* is < 1.
The B* and C* calculations may be used for designing UHT plants for milk and other heat sensitive products. The B* and C* values also include the bacteriological and chemical effects of the heating up and cooling down times, and are therefore important in designing a plant with minimum chemical change and maximum sterilizing effect. The more severe the heat treatment is, the higher the C* value. For different UHT plants the C* value corresponding to a sterilizing effect of B* = 1 will vary greatly. A C* value of below 1 is generally accepted for an average design UHT plant. Improved designs will have C* values significantly lower than 1.
The APV Steam Infusion Sterilizer has a C* value of 0.15.
Residence Time Particular attention must be paid to the residence time in a holding cell or tube and the actual dimensioning will depend on several factors such as turbulent versus laminar flow, foaming, air content and steam bubbles. Since there is a tendency to operate at reduced residence time in order to minimize the chemical degradation (C* value < 1), it becomes increasingly important to know the exact residence time.
The APV infusion system has been designed with a special pump mounted directly below the infusion chamber, which ensures a sufficient over-pressure in the holding tube in order to have a single phase flow free from air and steam bubbles. This principle enables APV to define and monitor the holding time and temperature precisely and makes it the only direct steam heating system which allows true validation of flow and temperature at the point of heat transfer.
The concept is illustrated in Fig. 5
FromAPV InfusionChamber
ToVacuumChamber
ToVacuumChamber
TURBULENT FLOW OF LIQUID IS WELL DEFINED
V
SIGHT GLASS
SIGHT GLASS
V1V2
3V
HOLDING TIME NOT DEFINED
V > V > V3 2 1
Holding Tube Without Centrifugal Pump
Holding Tube With Centrifugal Pump
From otherDirect UHT Systems
Multi-phase system:
Single-phase system:
Fig. 5: Holding Tube
7

2.7 2.6 2.5 2.4 2.3
1T
4000
2000
3000
1000
800
900
600
700
400
500
200
300
100
80
60
70
90
40
50
20
30
10
8
6
4
5
7
9
2
3
1230212 248 266 284 302 320°F
loss of thiamine = 80%
threshold range of discoloration
loss of thiamine = 3%/C*=1
HM
F 1 µmol/l
HM
F 100 µmol/l
HM
F 10 µmol/l
60%
40%
10%
loss of lysine = 1%
lactulose 600 mg/llactulose 400 mg/l
20%
region ofsterilization
thermal death value =
9
thermophilic spores /B
*=1
UHT-region
Hea
ting
time
or e
quiv
alen
t hea
ting
time
in s
econ
ds
·10 in K3 -1
Fig. 4: Bacteriological and chemical changes of heated milk
8

Commercial SterilityThe expression of commercial sterility has been previously mentioned and it has been pointed out that complete sterility in its strictest sense is not possible. In working with UHT products, commercial sterility is used as a more practical term, and a commercially sterile product is defined as one which is free from micro-organisms which grow under the prevailing conditions.
Chemical and Bacteriological Changes at High TemperaturesHeating milk and other food products to high temperatures results in a range of complex chemical reactions causing changes in color (browning), development of off-flavors and formation of sediments. These unwanted reactions are largely avoided through heat treatment at a higher temperature for a very short time. It is important to seek the optimum time/temperature combination which provides sufficient kill effect on spores but at the same time, limits the heat damage in order to comply with market requirements for the final product.
Even though the time/temperature combination is decisive for the final quality of the product attention also has to be paid to the actual heating profile since various reactions take place at different temperatures. This is illustrated in Fig. 6 in which type A deposit is a voluminous protein-rich deposit, whereas type B deposit is a mineral-rich deposit primarily developing at high temperatures. In particular type A deposit — which originates from protein denaturation — must be minimized since it is harmful to the product quality.
Raw Material QualityIt is important that all raw materials are of very high quality as the quality of the final product will be directly affected. Raw materials must be free from dirt and have a very low bacteria spore count, and any powders must be easy to dissolve.
All powder products must be dissolved prior to UHT treatment, because bacteria spores can survive in dry powder particles even at UHT temperatures. Undissolved powder particles will also damage homogenizing valves, causing sterility problems.
Heat stability. The question of heat stability is an important parameter in UHT processing.
Different products have different heat stabilities, and although the UHT plant will be chosen on this basis, it is desirable to be able to measure the heat stability of the products to be UHT treated. For most products, this is possible by applying the alcohol test. When samples of milk are mixed with equal volumes of an ethyl alcohol solution, the proteins become unstable and the milk flocculates. The higher the concentration of ethyl alcohol is without flocculation the better the heat stability of the milk. Production and shelf-life problems are usually avoided provided the milk remains stable at an alcohol concentration of 75%.
High heat stability is important because of the need to produce stable homogeneous products, but also to prevent operational problems as e.g. fouling in the UHT plant. This will decrease
running hours between CIP cleanings and thereby increase product waste, water, chemical and energy consumption. Generally, it will also disrupt smooth operation and increase the risk of insterility.
Shelf LifeThe shelf life of a product is generally defined as the time for which the product can be stored without the quality falling below a minimum acceptable level. This is not a very sharp and exact definition and it depends to a large extent on the perception of “minimum acceptable quality.” Having defined this, it will be raw material quality, processing and packaging conditions and conditions during distribution and storage which will determine the shelf life of the product.
Milk is a good example of how wide a span the concept of shelf life covers:
Product Shelf Life StoragePasteurized milk 5-10 days refrigeratedESL 20-45 days refrigeratedUHT milk 3-6 months ambient
temperature The usual organoleptic factors limiting shelf life are deteriorated taste, smell and color, while the physical and chemical limiting factors are incipient gelling, increase in viscosity, sedimentation and cream lining.
176 194 212 230 248 266 284
Type A deposit
Deposit build-up
Type B deposit
Temperature, ˚F
Inlet to Heater Milk Flow Outlet to Holding Tube
Fig. 6 Deposits in UHT plants
9

Capacity l/h
6,604 gal/h
50 cP
200 cP100 cP
50,000 cP
500 cP
Plate S
teril
izer
Steam In
jection S
teril
izer
Steam In
fusio
n Ste
rilize
r
Tubular S
teril
izer
SSHE Ste
rilize
r
Increasingparticle size
Viscosity cP
Choosing the Right ProcessIn order to be able to produce a product with specific product qualities in the most cost-effective way, it is essential to make the correct choice with respect to processing system and technology.In many cases the choice is straightforward, but in other cases there may be more options to choose between. Some of the more important questions to ask when choosing a system are:
What is the specification of the product to be processed?•
What are the quality requirements to the final product?•
Viscosity specifications of products and raw materials?•
Specification of particulate and fiber content/size and shape •and variation in content?
Acidity of product/high or low acid?•
Sensitivity to high temperatures/heat stability?•
Requirement for flexibility/multi-purpose systems?•
Requirement for variable capacity?•
Requirement for direct or indirect systems?•
Skills of technical personnel/operators?•
Fig. 7 illustrates three of the selection criteria — viscosity, capacity and content of particulates — for the most common processing systems.
The systems are often flexibly designed to allow for processing a range of products in the same plant.
It is quite common to process both low-acid (pH>4.5) and high-acid (pH<4.5) products in the same UHT plant.
However, only low-acid products require UHT treatment to make them commercially sterile.
Spores cannot develop in high-acid products such as juice, and the heat treatment is therefore only intended to kill yeast and molds.
Consequently high-temperature pasteurization at 194-203°F for 15-30 seconds is sufficient to make most high-acid products commercially sterile.
In some cases where new products have to be processed it may be necessary to carry out trials on a small scale to observe the performance of specific products in different types of systems. APV has designed a pilot unit for this purpose.
The trend for processors to focus increasingly on flexibility to process a range of products and the importance of being able to produce high quality products, have driven the choice of systems towards indirect tubular systems and direct steam infusion systems. The following sections deal with the various heating principles and UHT systems followed by a more detailed comparison of the individual systems.
The Heat Treatment ProcessesAPV invented the plate heat exchanger in 1923 and has pioneered new heat treatment principles ever since. Scraped surface heat exchangers (Crepaco) were developed in the USA while the direct steam infusion system was developed in Denmark (Pasilac). The tubular systems were developed partly in Denmark and partly in Germany (Rosista), and later supplemented by the corrugated tubular heat exchangers in Spain (ICTC). In addition, APV is known for electroheat thermal processing equipment which is dealt with in a separate Technology Update.
10
Fig. 7: Aseptic processing systems

Media out
Media in
Productout
Productin
Product in Product out
Media inMedia out
11
Plate Heat ExchangersThe plate heat exchanger is the most cost-effective and versatile method for indirect heating or cooling of liquid food products. Today, APV’s comprehensive Para-flow range of plates is the basis for a wide range of plate heat exchanger applications in many industries. In the food and dairy industry, the plate heat exchanger is one of the most indispensable pieces of equipment.
As illustrated in Fig. 8.1, the plate heat exchanger incorporates a number of parallel, closely spaced stainless steel, gasketed and corrugated plates which are compressed and locked together in a rugged frame. As product is pumped through the plate heat exchanger, the flow is distributed through narrow, corrugated flow passages which produce a high level of turbulence resulting in high rates of heating or cooling with low hold-up volume. Product contact time is thereby reduced to a matter of seconds, minimizing thermal damage.
A very important advantage of the plate heat exchanger is its extremely high regenerative capability, reducing energy requirements for heating or cooling by more than 90%. Plate heat exchangers provide a maximum amount of heat exchange surface
in a minimum amount of floor space.
Tubular Heat ExchangersAPV has developed a range of sanitary tubular heat exchangers for the food industry, and an increasing number of customers choose this system. Various tubular systems are available, but the most commonly used system is the multi-tube-in-tube (MTNT) system as illustrated in Fig. 8.2.The heat transfer modules are multiple, small diameter sanitary tubes aligned within a large diameter shell. The diameter of the inner tubes may vary but is usually in the range of 10-12 mm for low viscous products like milk and juice.
The APV tubular system is designed with a “loose” jacket around the tube bundles giving a floating head design. This allows thermal expansion without any risk of tube cracking, prevents stress corrosion and allows easy inspection of all heat exchange surfaces.
In some countries, e.g. Germany, the tubular system has become very popular because of its rugged construction and easy operation and maintenance.
Corrugated Tubular Heat ExchangersAPV has extended its range of heat exchangers with corrugated tubular heat exchangers. By corrugating the tube wall it is possible to improve the heat transfer coefficient and consequently reduce the requirement for heating surface area. The corrugation causes increased turbulence and breaks the laminar flow in high viscosity products.
Double tube, triple tube, quadruple tube and multi tube in tube are the basis for the range as illustrated in Fig. 8. 3.1, 8.3.2, 8.3.3 and 8.3.4. The design of the double, triple and quadruple tube makes it possible to arrange direct regeneration, because both sides of the tube wall are a sanitary design.
Through a variety in corrugation depth, pitch and angle it is possible to optimize heat transfer and pressure drop depending on shear characteristics of the product. Furthermore, the possibility of adjusting the annular space adds one further parameter for optimizing the design.
Steam Injection NozzlesAPV was one of the pioneers in applying steam in direct contact with a product to heat it to aseptic temperatures. The first generation systems were based on the steam injection principle and were launched under the Uperiser brand name.
The system operates by direct injection of steam through a specially designed nozzle as illustrated in Fig. 8.4. The injection of steam instantly raises the product temperature. In order to prevent the product from boiling, it is necessary to pressurize the product during the steam injection to a pressure of 3-4 bar, depending on the sterilization temperature.
Flash cooling takes place in a vacuum expansion vessel where the vacuum is maintained by means of a vacuum pump. The vacuum is controlled in order to ensure that the same amount of water is flashed off as was injected into the product as steam in order to prevent dilution/concentration of the product.
Steam
Product
Fig 8.1 APV Plate Heat Exchanger
Fig. 8.2: APV Tubular Heat Exchanger
Fig. 8.3.1: APV Double Tube
Fig. 8.3.2: APV Triple Tube
Fig. 8.3.3: APV Quadruple Tube
Fig. 8.3.4: APV Multi-Tube-in-Tube
Fig. 8.4: APV Steam Injection Nozzle

12
Steam InfusionIn the 1960s APV launched the first steam infusion system under the Palarisator brand name. Since then significant developments and progress have taken place which have led to one of the most sophisticated systems in the world.
After preheating, the product is pumped into the infuser — a pressure vessel fitted with cones at both top and bottom as illustrated in Fig 8.5.
At the top cone, the product is distributed through a number of nozzles (patented) and passes down through a steam atmosphere in a number of jets without hitting the walls of the vessel until it reaches the bottom cone.
The bottom cone is equipped with a cooling jacket, keeping the temperature of the inner cone wall below the product temperature inside the vessel. This creates a condensate film on the inner cone wall which effectively prevents any burn-on of product. During the heating of the air, unwanted gases and odors are stripped off through the CIP inlet at the top of the cone.
The product leaves the infusion chamber through the bottom of the cone through a pump and an expansion valve before it passes through the holding tube into the expansion vessel, where the product is cooled in a similar way as described for the injection heating system.
As previously mentioned (Fig. 5) this system ensures a single phase flow and a very accurate flow profile.
The pump and the valve in the holding tube also serve as level control, which means that there is no product level prior to the pump, and consequently, no influence on the holding time due to varying liquid level at the bottom of the cone, since it will always be empty.
The heating in the infuser is extremely rapid, and the final sterilization temperature is reached in less than 0.2 seconds, which corresponds to a heating rate of 932-1112°F/second.
The system is very flexible and can be used for a wide range of products covering a broad viscosity range. It provides an excellent product quality due to the gentle and rapid heating and subsequent cooling.
Scraped Surface Heat ExchangersAPV’s product range includes a number of scraped surface heat exchangers specially designed to heat or cool viscous or sticky products, or products containing particulates.
The scraped surface heat exchanger consists of a smooth cylinder through which the product is pumped, counter current to the service medium in the surrounding jacket.
Rotating scraper blades keep the heating surface free from deposits. The scraper blades are fixed to a rotating shaft called a dasher (Fig. 8.6).
Selection of different blades and dasher types depends on the product being processed. The cylinders are usually characterized by their diameter, and APV supplies units of 4, 6 and 8 inches.
Furthermore, both vertical (Fig. 9) and horizontal models (Fig. 10) are available.
The most recent addition to the range is a VT+660 model with 0.65 m2 surface area which is 41 percent higher than for the 4” range.
The maximum operating pressure for the VT range is 6 bar while the HD range is able to operate at 12 bar maximum pressure.
In terms of viscosity, the VT model is able to process products with viscosity up to 100,000 cP.
The HD range is a heavy-duty model able to handle viscosity as high as 500,000 cP.
Fig. 8.5: APV Steam Infusion Chamber
Product out Product in
Media in Media outFig. 8.6: APV Scraped Surface Heat Exchanger
Fig. 10: APV VT+660 Scraped Surface Heat Exchanger
Fig. 10: APV HDRT & HEXRT Scraped Surface Heat Exchanger

13
Various Aseptic UHT SystemsThe best way to characterize UHT systems is to rank them according to the primary type of heating principle used for bringing the product into the aseptic area.
The type of system preferred has developed differently in different countries at different times. In the following section we will give a brief description of each type of system available on the market today. For each system the advantages and limitations will be emphasized, and finally, the products most commonly processed in the system will be listed.
All APV UHT systems are preassembled and tested in the factory with steam. This minimizes installation and start-up costs, and ensures a safe and trouble-free plant commissioning.
Indirect Plate SterilizerUHT systems based on plate heat exchangers are used where the manufacturer’s primary requirement is a dependable system for heating liquid products at minimum operating costs. In Fig. 11.1 a flow diagram illustrates the principle design including some of the processing parameters.
Careful design of the heating and regenerative systems optimizes the performance of the APV system and minimizes product damage. Fig. 11.2 compares some key data for plate and tubular systems.
The APV system has a high degree of flexibility and can be supplied with variable capacity and with two-speed or variable speed homogenizers.
The system can be built up to a maximum capacity of 25-30,000 l/hour. Fig. 11.3 shows a typical design for an APV Plate Sterilizer.
Advantages: Excellent for low viscosity products•
High regenerative effect and low energy consumption•
High heat transfer area in minimal space•
Easy inspection•
Low hold-up volume•
High degree of flexibility•
Variable capacity•
Large capacity plants•
Relatively low investment•
Low CIP costs •
Limitations: Limited capability for particulates or fibers•
Exchange of gaskets required periodically •
Unsuitable for high pressure drops•
Some product degradation may occur•
Products:Milk, flavored milk•
Fermented milk products, drinking yogurt•
Cream, coffee whiteners•
Soy milk•
Baby food•
Juice•
Coffee, tea•
Combination plants for milk, juice, coffee, tea, etc.•
PRODUCT FILLING
STEAM
1. Product to productregenerative
2. Homogenizer
3. Indirect heating4. Holding tubes5. Indirect cooling
6. Sterile tank7. CIP unit8. Sterilizing loop
COOLINGWATER
31
2
6
7
8
41°F 167°F
3 5
CHILLED
4 4194°F 280°F
5
<77°F77°F
WATER
LOW MEDIUM HIGH
Energy recovery
PLATE
TUBULAR
LOW MEDIUM HIGH
Heat transfer at equivalent surface
TUBULAR
LOW MEDIUM HIGH
Product shear at equivalent heat transfer
TUBULAR
LOW MEDIUM HIGH
Plant volume at 90% regenerative
TUBULAR
PLATE PLATE
Fig. 11.1: Flow diagram for Plate Sterilizer
Fig. 11.3: APV Plate Sterilizer
Fig. 11.2: Comparison of data for Plate & Tubular Sterilizer

14
Indirect Tubular SterilizerUHT systems based on tubular heat exchangers have become popular in many countries and are typically chosen where large volumes of commodity products have to be processed at the lowest possible costs.
In Fig. 12.1 a flow diagram illustrates the principle design including some of the processing parameters. Fig. 12.2 shows how the pressure drop affects the maximum running hours.
In a plate based sterilizer, the increase in pressure drop is limited to 30-40 percent. This is not a limiting factor in tubular systems, and 16-20 hours operating time between CIP is possible. It is also possible to operate with an intermediate cleaning each 20 hours and reduce the full CIP cycles to once a week, which may increase the capacity by as much as 7-9 percent. Exact times will depend on particular products and micro-biological considerations.
Advantages: Less vulnerable to fouling, giving long production runs•
High operating pressures are acceptable•
Processes products with fibers and particulates•
Processes high viscosity products•
Low shear characteristics for cream•
Low requirement for gasket material and easy gasket •exchange
Very robust design•
Low maintenance costs•
Can be designed as a multi-purpose plant •
Easy to operate•
Limitations:Lower regenerative effect than for plate sterilizers•
Slightly higher investment costs compared with plate •sterilizers
Higher degree of product degradation•
Products:Milk, flavored milk•
Fermented milk products, drinking yogurt•
Cream, coffee whiteners•
Whipping cream, ice cream mix•
Evaporated milk, desserts, puddings•
Soy milk•
Coffee, tea•
Juices, juices with pulp•
Salad dressings•
Gravy, sauces, soups•
Combination plants for milk, juice, coffee, tea, etc.•
PRODUCT FILLING
4
8
5
10
6
79
41°F
167°F
21 1
203°F 284°F
77°F
STEAM
COOLINGWATER
1. Tubular regenerativepreheaters
2. Homogenizer3. Holding tubes
4. Tubular final heater5. Tubular regenerative
cooler6. Final cooler
7. Sterile tank8. CIP unit9. Sterilizing loop10. Water Heater
3 3
Fig. 12.1: Flow diagram for the Tubular Sterilizer
Tolerated pressure drop (bar)0 50 80 90706010 20 30 40 100
Tubular UHTPlate UHT
10 305 252015
Particle sizes/Fiber lengths (mm)
Tubular UHTPlate UHT
Running time (hours)0 84 12 16 20 24
Tubular UHTPlate UHT
240
220
200
180
160
140
120
100
80
Operating Time of Plant [hour]5 10 15 20 25
Tubular UHT
Common practice tube
Common practiceplate
Plate UHT max. limit
Pre
ssur
e in
crea
sere
lativ
e to
cle
an p
lant
(%)
Plant Feed Pressure —Milk Fouling in Tubular UHT Plant
Fig. 12.2: Comparison of data for Tubular & Plate Sterilizer
Fig. 12.3: APV Tubular UHT Plant - STH

15
Steam Infusion SterilizerUHT systems based on infusion heating are used where the manufacturer wants to produce a high quality product with as little heat degradation as possible. Also, flexibility in throughput and variety in product range speak for an infusion based system.
In Fig. 13.1 a flow diagram illustrates the principle design including some of the processing parameters.
The system can be supplied from 40 gal./hr. (pilot plant) to 11.624 gal./hr. with a temperature profile as shown in Fig. 13.2. The plate heat exchangers for preheating and cooling can be replaced with tubular heat exchangers as an option. The APV infusion UHT concept can also be supplied as an add-on solution to all common UHT plants from other manufacturers.
Fig. 13.2 shows a comparison of various temperature profiles for infusion based processes which are all characterized by a very rapid and controlled heating and cooling profile, and a short and carefully monitored holding time.
Fig 13.3 shows an APV Steam Infusion Sterilizer.
Advantages: Gentle and accurate heating in the •infusion chamber
Accurate holding time•
Superior product quality•
Closed loop during pre-sterilizing •
High product flexibility•
Low fouling rate•
Long operating time•
Operator friendly•
Limitations: Relatively higher capital costs compared to indirect systems•
Relatively higher operating costs due to lower heat •regeneration
Requirement for culinary steam•
Products:Milk, flavored milk, creams•
Soy milk products•
Vla, custard, pudding•
Soft ice mix, ice cream mix•
Baby food, condensed milk•
Processed cheese•
Sauces•
Various Temperature Profiles for Direct Infusion
41
77
122
167
212
259
°F302
Time
Hot Filling/Spray Drying
Filling
Cold Filling
Insta
nt
ESL UHT
6 6
289°F 167°F 77°F <77°F
FILLING
5
7
VACUUM
STEAM
1. Plate preheaters2. Steam infusion chamber3. Holding tube
4. Flash vessel5. Aseptic homogenizer6. Plate coolers
7. Aseptic tank8. Non aseptic cooler9. Condenser
COOLINGWATER
2
STEAM
167°F
COOLING
COOLING
WATER
WATER
4
9
3
1
PRODUCT
41°F
8 COOLINGWATER
Fig. 13.1: Flow diagram for Steam Infusion Sterilizer
Fig. 13.2: Time/temperature profiles for various infusion based processes
Fig. 13.3: APV Steam Infusion Sterilizer

16
High Heat Infusion SterilizerThe growing incidents of heat resistant spores (HRS) are challenging traditional UHT technologies and setting new targets. The HRS are extremely heat resistant and require a minimum of 293-302°F for 3-10 seconds to achieve commercial sterility. If the temperature is increased to this level in a traditional indirect UHT plant it would have an adverse effect on the product quality and the overall running time of the plant. Furthermore, it would result in higher product losses during startup and shutdown, and more frequent CIP cycles would have to be applied. Using the traditional direct steam infusion system would result in higher energy consumption and increased capital cost. On this basis APV developed the new High Heat Infusion system.
In Fig. 14.1 a flow diagram illustrates the principle design including the most important processing parameters, while Fig. 14.2 shows the temperature/time profile in comparison to conventional infusion and indirect systems.
Note that the vacuum chamber has been installed prior to the infusion chamber. This design facilitates improvement in energy recovery and it is possible to achieve 75% regeneration compared to 40 % with conventional infusion systems and 80-85% with indirect tubular systems.
Fig. 14.3 shows a design of a High Heat Infusion system delivered as a combi-plant consisting of an APV Tubular Sterilizer with the infuser module added on.
Advantages: Micro-biological product safety by elimination of HRS spores•
Very long operating time between CIP•
Reduced contamination risk having vacuum chamber on non-•aseptic side
No flavor losses•
Add-on solutions and combi systems•
Limitations:Capital investment costs•
Requirement for culinary steam•
Products: Milk and milk products•
Desserts•
Other products as with conventional •infusion systems
PRODUCT
FILLING
64
9
VACUUM
COOLINGWATER
5
STEAM
711 7
41°F 140°F
2
194°F 257°F
2
810 8
302°F 167°F 77°F
STEAMSTEAM
1. Tubular preheaters2. Holding tube3. Flash vessel (non aseptic)
5. Steam infusion chamber4. Non aseptic flavor dosing (option)
6. Homogenizer (aseptic)
7. Tubular coolers8. Tubular heaters9. Aseptic tank
10. Non aseptic cooler
COOLINGWATER
3
UHT of products with HRS (comparative temperature profiles with Fo= 40)
32
122
212
302
Time
°F
Direct UHT 302°FHigh Heat Infusion 302°FIndirect UHT 297°FReference Indirect UHT 284°F
Fig. 14.1: Flow diagram for High Heat Infusion Sterilizer
Fig. 14.1: APV High Heat Infusion Sterilizer
Fig. 14.2: Time/temperature profiles illustrating High Heat Infusion processing
parameters

17
Instant Infusion PasteurizerThe infusion heating principle has increasingly been used for high viscous and sticky products. However, some products have been found to be very difficult or nearly impossible to handle unless very short run-times were accepted.
This challenge led APV to develop the patented Instant Infusion system. The objective was to design a system where a high kill rate can be achieved using high pasteurization temperatures and very low holding time (<0.5 second) for products like egg whites and whey protein concentrate.
The patented design principle for the Instant Infusion Pasteurizer is based on the conventional infusion system. In order to have an efficient removal of the viscous and sticky product from the infusion chamber, a positive displacement pump has been placed in the outlet tube from the bottom cone very close to the actual cone. This effectively prevents any type of buildup of product at the bottom of the infusion chamber, and it has been possible to increase the number of operating hours between CIP cycles from a few to more than 20 hours for some products.
In Fig 15.1 it shows the design of the infusion chamber with the pump arrangement.
Fig. 15.2 shows an industrial installation of an Instant Infusion plant.
Advantages: Can handle high fouling products with long running time (>20 •hours)
High degree of flexibility•
Reduced chemical changes in comparison to conventional •infusion
Very high product quality•
Product: Whey protein concentrate •
Egg-based products•
Baby food •
Processed cheese•
Fig. 15.1: Instant Infusion Chamber
Fig. 15.2: Instant Infusion Pasteurizer

18
Steam Injection SterilizerThis system operates by direct injection of steam into the product through a specially designed nozzle as previously described (Fig. 8.4).
The heating is followed by flash cooling and final cooling, which take place in either plate heat exchangers or tubular heat exchangers.
The system is in its basic design, quite similar to an infusion system where the infuser has been replaced with an injection nozzle (Fig. 16.1).
Long operating times are possible because only a very small area in the nozzle is subject to fouling.
The operating economy has been optimized through optimization of plant design, processing parameters and careful process control.
The injection system handles low to medium viscosity products, in the capacity range from 528 to 6,604 gal./hr.
Advantages:Good product quality•
Long production runs•
Handles heat-sensitive products•
Limitations:Higher capital costs than for indirect systems •
Higher operating costs due to lower heat regeneration•
Mostly used for low viscosity products •
Requirement for culinary steam•
Products:Milk, flavored milk, cream•
Soy milk•
Ice cream mix•
PRODUCT
6 6
289°F 167°F 77°F
FILLING
5
7
VACUUM41°F
STEAM
1. Plate preheaters2. Steam injection nozzle3. Holding tube
4. Flash vessel5. Aseptic homogenizer6. Plate coolers
7. Aseptic tank8. Non aseptic cooler9. Condenser
2
STEAM
167°F
COOLING
COOLING
WATER
WATER
4
9
3
1
8 COOLINGWATER
Steam
Product
Fig. 16.1: Flow diagram for Steam Injection Sterilizer
Fig. 16.2: APV Steam Injection Sterilizer

19
Scraped Surface Heat Exchanger SterilizerScraped surface heat exchangers (SSHE) are the most suitable equipment for treatment of high viscosity food products and food products containing larger particles.
In a typical aseptic plant, the product is pumped by a rotary lobe pump (or similar) to feed one or more heating cylinders, followed by a holding tube and one or more cooling cylinders. Capacities up to approximately 2,642 gal./hour are available but this depends — to a large extent — on the physical characteristics of individual products.
Since the nature of the products can vary considerably in terms of viscosity, stickiness or size and fragility of the particles, each system is individually engineered to suit a particular product.
Even though systems based on SSHE are relatively expensive, both in terms of investment and energy consumption, they are still very competitive compared with batch sterilizing systems.Fig. 17 shows an SSHE based sterilizer equipped with VT 4” cylinders.
Advantages:Handles high-viscosity products•
Handles sticky products•
Handles particulates up to approximately 13 mm•
Handles heavy-fouling products•
Limitations:Relatively high capital cost•
Relatively high energy requirements•
Higher maintenance costs due to scraper blades, bearings •and seals
High spare parts requirement•
Limitation in respect to size of particulates•
Products: Milk concentrate•
Yogurt•
Processed cheese•
Whey protein concentrate•
Quarg products•
Baby food •
Compotes•
Puddings, dips •
Sauces, soups•
Fig. 17: APV SSHE Sterilizer

20
Sterile Tank It is not always possible to feed a sterile product directly from the processing plant to the filling machine. This is where the aseptic tank comes in as a buffer between processing and filling units.
Besides serving as a buffer and storage tank for the sterilized product, the aseptic tank also adds an important degree of flexibility to the production process as it provides for:
Continuation of production regardless of interruption in filling •rate. Usually one UHT line is connected to several filling machines with variable capacity. If the filling rate is not at a maximum, the UHT plants need to have a variable capacity or the product must be recirculated if allowed by local regulations.
Pilot UHT PlantThe constant pressure on manufacturers to produce quality products at the lowest possible cost creates a need for evaluating the most suitable process system and optimizing processing parameters. Using production plants for tests on new products and processes is both uneconomical and difficult.
Therefore, APV has developed a new generation of pilot plants, which gives manufacturers the possibility of performing tests on a small scale with easy operation, flexibility and scaling up accuracy.The continuous UHT pilot plant has a capacity of 16-59 gal./hour and is designed for indirect tubular and direct steam infusion heating. However, the following options can be included in the standard system and/or any combinations:
High Heat Infusion•
Indirect Plate•
Direct Steam Injection•
Pasteurization•
Deaeration/Deodorization•
Scraped Surface Heat Exchanger•
It is also possible to provide variable temperature and holding time profiles. This makes the pilot plant extremely versatile. The plant can be supplied with a 132 gallon sterile tank, which will form a link between the pilot plant and a filling machine.
Many manufacturers choose to invest in their own pilot plant for in-house testing and product evaluation, but in other cases they may choose to use one of APV’s test and development centers. Fig. 18 shows an APV UHT Pilot Plant.
Fig. 18: APV UHT Pilot Plant
Continuation of filling during intermediate CIP or interruption •in UHT operations. Many UHT plants need intermediate CIP after 8-12 hours of operation, depending on the UHT system, product quality and type of product to be processed. The aseptic tank ensures that this process can be performed without interrupting the operation of the filling lines.
Reduced investment. Since the filling machines are the most •expensive part of an aseptic processing line, it is important that they are utilized to their full capacities. To this end, the aseptic tank is installed. By increasing the operating time of the fillers, a small increase in the capacity of the UHT plant creates the possibility of lengthening the production run significantly.
The aseptic tank is equipped with steam-shielded aseptic valve clusters and supplied with sterile air at constant pressure. This provides for a perfect balance between supply and demand from the aseptic tank.The aseptic tank is also fully automated, using programmable logic controllers (PLC), and the control system can be connected either to the UHT control system or to one of the filling machines.
DeaeratorDeaeration is essential for production of high quality products. While the products in the infusion systems are deaerated in the infusion chamber, this is not the case when indirect heating systems are used. In these cases, the dearation can be solved through the installation of the APV Parasol Deaerator, designed to remove dissolved or entrained air under vacuum. The product is sprayed as a thin film in a parasol form into a vessel, maximizing product surface area and deaeration efficiency. The APV WI+ centrifugal pump is used to ensure pumping of high viscous products under vacuum. The APV WI+ pump is equipped with an APV UNIversal inducer acting as a helical screw pump mounted to the pump shaft in front of the impeller, which reduces the risk of cavitation especially when pumping high viscous products. The air content can be reduced to as low as 0.5 ppm oxygen.
Fig. 19: APV Sterile Tank
Fig. 20: APV Deaerator

21
Comparison Between Different SystemsAs illustrated in the presentation of the various technologies on the next page, there is a wide choice and there are several considerations to be made before the final decision is taken. APV’s team of experts is available to advise on selecting the most appropriate technology for each specific requirement.
Table 4 provides a rough guideline of the advantages and disadvantages of different technologies in relation to a variety of products. This is meant as a guideline to make the right choice, which in many cases may be obvious, while in other cases more difficult. As mentioned in the section on the APV Pilot Plant, this provides a tool for testing different products using different heating technologies, and this may sometimes become necessary to ensure the correct choice.
Process ControlsOne of the most important aspects of an aseptic plant is the process control system. It must continuously monitor all process parameters and take reliable, corrective action in case of a failure. Today, all of APV’s UHT systems operate under a PLC (Programmable Logic Controller) or a DCS (Distributed Control System), based on the world-leading brands, providing the best possible repeatability and reliability in the operation. This means consistent product quality, package after package, day after day. Human error is minimized and greater production efficiency is achieved.
There are many systems which are capable of successfully operating an aseptic plant. But when it comes to choosing the right concept for the process control system, there are additional factors to take into consideration. Such factors include hardware durability and availability, service from the supplier and communication ability with surrounding control systems in the plant. The operating personnel’s familiarity with a particular control system is also important, and there may be special regulatory codes which require adaptation of control systems.
The world leading process technology — a result of many years’ development and experience — is built into our software packages. The control system has already been tested in many similar applications, and they are always pretested prior to delivery
Filling and Packaging In order to preserve their high micro-biological quality, aseptically processed products must be aseptically packed. Even at room temperature, the packaged product then has a shelf life of several months. In aseptic filling and packaging, the aseptically processed product is filled under aseptic conditions into commercially sterile
containers, which are either pre-formed or formed in conjunction with the filling operation. After the filling has been completed, the containers are hermetically sealed. The resultant packages are liquid-proof and exclude air, light and bacteria. This method of processing and packaging allows for the use of paper-board, plastic containers or pouches as packaging materials, and eliminates the need for cans and energy inefficient retort heating systems.
The choice of packaging concept depends on product type, unit cost and customer preference. Environmental concerns, volume of waste and the possibility of recycling of packaging material become increasingly important depending, however, on the stage of development of the community.
APV is not a manufacturer of packaging systems but cooperates with all companies in the packaging sector and is able to supply the appropriate solution for complete and turnkey systems.With an APV system, customers are assured of a complete aseptic processing line producing high-quality products packed for the specific market in the most cost-effective way.
Product DevelopmentNew products are developed more rapidly than ever before in order to satisfy demands in the consumer market. Simultaneously, the lifecycle of the individual products tends to shorten. These conditions force the producers to intensify and accelerate product development. Capabilities in aseptic processing and related disciplines enable APV to support customers to develop new value-added products at the highest possible speed.
This can be achieved through product testing in APV’s test and development centers around the world or by means of an APV Pilot Plant installed at the customer’s site.
APV is keen to work in partnership with customers in order to accelerate the product development process.
It is the objective of APV to deliver innovation, quality and reliability to the dairy, food and beverage industries in order to contribute to the safety and high quality products to the customer.
Fig. 22: An APV Color graphic PLC control system
Fig. 21: An APV production management system

Table 4: Comparison between the most commonly used processing systems rated on a scale from 1 to 5:
1 = excellent; 2 = good; 3 = acceptable; 4 = possible; 5 = not recommended
Your local contact:
APV, An SPX Brand105 CrossPoint ParkwayGetzville, NY 14068Phone: (800) 207-2708 Fax: (716) 692-1715Email: [email protected]
For more information about our worldwide locations, approvals, certifications, and local representatives, please visit www.apv.com.
SPX Corporation reserves the right to incorporate our latest design and material changes without notice or obligation.Design features, materials of construction and dimensional data, as described in this bulletin, are provided for your information only and should not be relied upon unless confirmed in writing.
Issued: 08/2008 6750-01-08-2008-US Copyright © 2008 SPX Corporation
Comparison Between Different Systems
Related Documents