MODE D’EMPLOI Merci beaucoup d’avoir choisi la CX-500/400/300. • Pour une utilisation correcte et sans danger avec une parfaite compréhension des possibilités de cette machine, veuillez lire ce manuel dans sa totalité et conservez-le ensuite en lieu sûr. • La copie ou le transfert non autorisés de ce manuel, en totalité ou partie, sont interdits. • Le contenu de ce manuel et les caractéristiques de ce produit sont sujets à modification sans préavis. • Le manuel et l’appareil ont été conçus et testés avec le plus grand soin. Si vous rencontriez toutefois une erreur ou faute d’impression, merci de nous en informer. • Roland DG Corp. n’assume aucune responsabilité concernant toute perte ou tout dommage direct ou indirect pouvant se produire suite à l’utilisation de ce produit, quelle que soit la panne qui puisse concerner une partie de ce produit. • Roland DG Corp. n’assume aucune responsabilité concernant tout dommage ou parte, direct ou indirect, pouvant survenir sur tout article fabriqué à l’aide de ce produit.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
-
MODE DEMPLOI
Merci beaucoup davoir choisi la CX-500/400/300.
Pour une utilisation correcte et sans danger avec une parfaite comprhensiondes possibilits de cette machine, veuillez lire ce manuel dans sa totalit etconservez-le ensuite en lieu sr.
La copie ou le transfert non autoriss de ce manuel, en totalit ou partie, sontinterdits.
Le contenu de ce manuel et les caractristiques de ce produit sont sujets modification sans pravis.
Le manuel et lappareil ont t conus et tests avec le plus grand soin. Sivous rencontriez toutefois une erreur ou faute dimpression, merci de nous eninformer.
Roland DG Corp. nassume aucune responsabilit concernant toute perte outout dommage direct ou indirect pouvant se produire suite lutilisation de ceproduit, quelle que soit la panne qui puisse concerner une partie de ce produit.
Roland DG Corp. nassume aucune responsabilit concernant tout dommageou parte, direct ou indirect, pouvant survenir sur tout article fabriqu laidede ce produit.
-
2
Table des Matires1 Contrle des lments fournis ................................................................................................ 32 Noms et fonctions des pices ................................................................................................. 3
2-1 Vue de face ......................................................................................................................... 32-2 Vue de larrire .................................................................................................................... 42-3 Tableau de commandes ...................................................................................................... 4
3 Installation ................................................................................................................................. 53-1 Installation ........................................................................................................................... 53-2 Connexion ........................................................................................................................... 63-3 Mise sous tension ............................................................................................................... 73-4 Installer et configurer le pilote logiciel ................................................................................. 7
4 Procdures de base .................................................................................................................. 84-1 Chargement du matriau dcouper (en rouleau) ............................................................. 84-2 Installation dune lame ...................................................................................................... 144-3 Rglage de la pression et de la vitesse de dcoupe ........................................................ 154-4 Dtermination du point dorigine ....................................................................................... 174-5 Dmarrage de la dcoupe ................................................................................................ 184-6 Une fois la dcoupe termine ........................................................................................... 20
5 Procdures avances .............................................................................................................. 225-1 Rglages dtaills des conditions de dcoupe ................................................................. 225-2 Dtails sur lemplacement du point dorigine et de la zone de dcoupe ........................... 255-3 Pour faire une dcoupe longue ......................................................................................... 285-4 Chargement dune feuille (matriau au format, chutes, etc.) ............................................ 305-5 Rptition de la mme dcoupe ....................................................................................... 315-6 Chargement frontal ........................................................................................................... 325-7 La fonction Overcut (Dbord) ............................................................................................ 345-8 La fonction Preset (Prrglage) ........................................................................................ 365-9 La fonction Crop Mark (Hirondelles) ................................................................................. 38
6 A propos des lames et des matriaux................................................................................... 406-1 Combinaisons de lames et de matriaux .......................................................................... 406-2 A propos des matriaux spciaux ..................................................................................... 41
7 Descriptions des fonctions .................................................................................................... 427-1 Fonctions commandes par les touches .......................................................................... 427-2 Synoptique des menus ..................................................................................................... 437-3 Liste des fonctions ............................................................................................................ 46
8 Maintenance ............................................................................................................................ 508-1 Nettoyage .......................................................................................................................... 508-2 Consommables ................................................................................................................. 518-3 Comment remplacer le cutter de sparation .................................................................... 52
9 Si un problme survient ......................................................................................................... 539-1 Vrification par auto-test ................................................................................................... 539-2 Que faire si.. ...................................................................................................................... 549-3 Messages derreur ............................................................................................................ 58
10 Caractristiques techniques .................................................................................................. 5910-1 Caractristiques ................................................................................................................ 5910-2 Caractristiques de linterface........................................................................................... 6110-3 Tableau des instructions reconnues.................................................................................. 62
Copyright 2001 Roland DG Corporation http://www.rolanddg.com/
-
3
Pin
2 Nom et fonction des pices
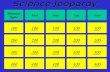
2-1 Vue de face* Le schma reprsente la CX-500 monte sur son stand PNS-502.
Galet coulissant (central)Utilis quand la laize du matriau couper dpasse 762 mm.Il est alors plac mi-chemin des roulettes droite et gaucheou la verticale du contre-galet central.
Plateau
Bande de protection de la lame(Bande de Tflon)
Galet coulissant (Gauche)Placez-le sur le bord gauchedu matriau.
Dtecteur dematriau
Tableau de commande
ChariotCest ici quest mont loutil(lame ou feutre).
Cutter de sparationTranche le matriau enrouleau sur toute la laize.
Commutateur dalimentationMarche sur [ ].Arrt sur [ ] .
Lignes de guidageServent de guides pour aligner lematriau. Aligner le borddroit du matriau sur ces repres.
Contre-galets dentranementLes galets et contre-galetsdentranement pincent lematriau et le dplace verslavant et larrire.
Galet coulissant (Droit)Placez-le sur le bord droit dumatriau.
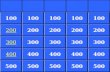
1 Contrle des lments fournisContrlez les lments suivants pour vous assurer davoir bien reu tous les accessoires fournis avec lappareil.
Lame de remplacementpour cutter de sparationLogicel Roland
Cordon dalimentation LameOutildalignement
Porte-outils(XD-CH3)
Mode demploi Consignes de scurit
Pince de Cble
-
4
Tmoin POWER/ERRORSallume quand la machine est sous tension. Clignote lorsquune erreur se produit.
Tmoin PAUSESallume en mode Pause.
Touche MENUPermet de passer en mode Menu. Voir 7-1.
Touche CURSEUR
Leviers de blocageIls montent et descendent les roulettesservant au pincement du matriau.
Connecteur parallle (Centronics)Pour connecter un ordinateur laidedun cble parallle (pour imprimante).
Connecteur dalimentation [AC IN]Branchement du cordon dalimentationsecteur.
Dtecteur dematriau
RangementZone de stockage deslames
Connecteur USBSert connecter un ordinateurau moyen dun cble USB.
Frein
2-2 Vue de larrire
2-3 Tableau de commandePour de plus amples informations sur les touches, voir les sections correspondantes et 7-3 Liste des Fonctions.
-
5
3-1 Installation
3 Installation
Le dballage, linstallation et ledplacement de lappareil doiventtre effectus par deux personnesou plus.Le non-respect de cette consigne pourraitcauser des pannes pouvant entraner desblessures
Manipuler avec prcaution pourviter de se coincer les doigts lorsde linstallation de lappareil sur lesupport.Une ngligence pourrait provoquer desblessures.
ATTENTION
Utilisez les vis fournies pour fixer lamachine sur son stand.Ne pas respecter cette consigne peutentraner la chute de la machine et parconsquent des blessures.
REMARQUE Ninstallez jamais cette machine dans les conditions suivantes, sous peine de lendommager :Lieux dont la surface dinstallation est instable ou non plane.Lieux soumis des parasites lectriques excessifs.Lieux o humidit ou poussire sont excessives.Lieux mal ars, car la CX-500/400/300 produit une chaleur non ngligeable en fonctionnement.Lieux sujets des vibrations excessives.
Dbloquer le mcanisme darrt desroulettes du support avant de ledplacer.Sinon lappareil pourrait se renverser etprovoquer des blessures.
Installer dans un endroit stable et deniveau.Sinon lappareil pourrait se renverser etprovoquer des blessures.
Pour une explication sur linstallation de la machine sur son stand (PNS-502/402/302), rfrez-vous aux schmas ASSEMBLYINSTRUCTIONS fournis avec le stand.Lorsque vous utilisez la machine sur stand, veillez avoir suffisammentdespace pour linstallation. Les espaces dinstallation ncessaires pourchaque modle sont les suivants.CX-500 : 1200 mm en hauteur, 1700 mm en largeur,
et 900 mm en profondeurCX-400 : 1200 mm en hauteur, 1500 mm en largeur,
et 900 mm en profondeurCX-300 : 1200 mm en hauteur, 1250 mm en largeur,
et 900 mm en profondeurLe matriau se dplace au cours du processus de dcoupe. Tout objetrisquant de gner le dplacement du matriau doit tre plac au moins60 cm de lavant et de larrire de la machine.
600mm(23-5/8")600mm
(23-5/8")
-
6
3-2 Connexion
Branchez cette machine avec soncordon de mise la terre.Ne pas respecter cette consigneentranerait un risque dlectrocution en casde problme mcanique.
Ne pas utiliser avec une alimentationlectrique ne respectant pas lescaractristiques indiques surlappareil.Une utilisation avec toute autre alimentationlectrique pourrait provoquer un incendieou une lectrocution.
AVERTISSEMENTNutilisez que le cordondalimentation fourni avec ceproduit.Lusage dun cordon dalimentation autreque celui fourni pourrait provoquer unincendie ou une lectrocution.
Veillez utiliser un cble USB blind. Ne pas interposer de concentrateur (hub) dans le cble USB.
Il est possible dutiliser la CX-500/400/300 lorsquelle est connecte par les deux types de cbles en mmetemps. Les donnes sont reues par le port auquel les donnes ont t envoyes en premier. Lorsque la dcoupeutilisant les donnes reues en premier est termine, les donnes issues de lautre port sont reues.
Connectez soigneusement le cordon dalimentation, le cble dE/S de lordinateur, etc. afin quils ne puissentpas tre dbranchs accidentellement et provoquer un chec de lopration, ce qui conduirait une oprationerrone ou une panne.
ConnecteurUSB
Prisesecteur
Cordon secteur
REMARQUE
-
7
3-3 Mise sous tension
Utilisez le commutateur situ du ct droit de la machine pour la mettre sous tension.
3-4 Installer et configurer le pilote logiciel
Le logiciel Roland fourni sur CD-ROM contient un pilote (Driver) permettant deffectuer la dcoupe avec la CX-500/400/300.Reportez-vous au Guide de Prise en Main (Startup Manual) fourni et installez-le sur votre ordinateur.
-
8
4 Procdures de base
ATTENTION
Les rouleaux de matriau doiventtre placs en positionprdtermine sur lesbarres porte-rouleau.Le non respect decette consigne peutentraner la chute durouleau, au risque deblessures.
4-1 Chargement du matriau dcouper (en rouleau)
Laize (dimension horizontale) du matriau et laize maximale de dcoupe
Laizes de matriau acceptables Laize max. de dcoupe
CX-500 Min.90 mm (3-1/2) Max.1372 mm (54) 1195 mm (47)
CX-400 Min.90 mm (3-1/2) Max.1178 mm (46) 1000 mm (39)
CX-300 Min.50 mm (2) Max.915 mm (36) 737 mm (29)(50 540 mm (2 21), 582 915 mm (23 36) )
Il ny a pas de restrictions particulires quant la longueur (dimension verticale), tant quelle dpasse 200 mm.Cela signifie que vous pouvez utilisez des matriaux coups au format (ANSI, ISO, etc.), des chutes, ou des rouleaux.Pour de plus amples informations, voir 5-4 Chargement dune feuille (matriau au format, chutes, etc.).La position des galets dentranement (qui maintiennent le matriau) varie dun modle lautre, et les plages de rglage de laize sontdtermines par les galets coulissants gauche et droit. Voir Position de chargement du matriau dans les pages suivantes.Placer un galet hors de la plage de positionnement permise dclenche lapparition dun message derreur.
Pour que le matriau puisse tre dtach (tranch) en fin de travail par le cutter de sparation, positionnez-le dans laplage ci-dessous.Un positionnement hors de cette plage peut rendre impossible laction du cutter de sparation. (p.17)
-
9
Tubes Tubes
Tubes
Si vous employez unrouleau de fort diamtre
S'il ne reste que peu de matriau sur le rouleau (diamtre gal ou infrieur 72 mm)...
Mauvais
Leviers de blocage
Potenceporte-rouleau
Potenceporte-rouleau
Frein
Tubes
Chargement de matriau en rouleau* Pour des dcoupes longues de 1,5 m ou plus, rfrez-vous la section Pour faire
une dcoupe longue un peu plus loin dans ce manuel..
Pour des informations sur linstallation du porte rouleau, du frein et des bagues darrt, rfrez-vous au manuel dassemblage duPNS-502/402/302 (stand pour CX-500/400/300).
1 Montez les tubes constituant le porte-rouleau comme indiqu dans le schma pour que leur positioncorresponde au diamtre extrieur du rouleau utilis. Si sa position est incorrecte, le rouleau peut tomber.
2 Placez le rouleau sur les tubes.
3 Baissez les leviers des galets pour relever cesderniers.Relchez le frein et passez le bord avant dumatriau entre galets et contre-galets pour quilressorte lavant de la machine. Vous pouvezaligner aisment le matriau afin quil soit droiten le tirant jusqu ce quil soit align avec lesrepres des lignes de guidage infrieure etsuprieure.
Effectuer une dcoupe grande vitesse alors quil reste peu de matriau sur le rouleaupeut provoquer la chute du rouleau hors du tube. Si cela se produit, il peut tre utile depasser le tube dans le rouleau.
-
10
4 Positionnez le matriau pour que son bord gauche passe sur un des contre-galets. Dplacez-le aussi pour que son bord droitatteigne le contre-galet le plus droite.
Contre-galet
Matriau
Contre-galet (Droit)Dtecteur
Avec le matriau en place,vrifiez la bonne position par rapport aux contre-galets.
6" (approx.152 mm)
12" (approx. 305 mm)
18" (approx. 457 mm)
24" (approx. 610 mm)
30" (approx. 762 mm)
36" (approx. 914 mm)
48" (approx. 1219 mm)
54" (approx. 1372 mm)
: Contre-galet
: Galet gauche: Galet droit
(1*)
(2*)
* Vrifiez que chaque galet surplombe un contre-galet d'entranement.
54" (approx. 1372 mm)
Matriau
CX-500Position de chargement du matriau
-
11
(1*)
46" (approx. 1178 mm)
6" (approx.152 mm)
12" (approx. 305 mm)
18" (approx. 457 mm)
24" (approx. 610 mm)
30" (approx. 762 mm)
Material
CX-400Position de chargement du matriau
: Contre-galet
: Galet gauche: Galet droit
* Vrifiez que chaque galet surplombe un contre-galet d'entranement.
36" (approx. 914 mm)
46" (approx. 1178 mm)
-
12
Mat riau de laize6".
6" (approx.152 mm)
12" (approx. 305 mm)
18" (approx. 457 mm)
24" (approx. 610 mm)
30" (approx. 762 mm)
Mat riau de laize 12".
: Contre-galet
: Galet gauche : Galet droit
Mat riau de laize 18".
Mat riau de laize
24", 30" et 36"
36" (approx. 915 mm)
Material
CX-300Position de chargement du matriau
* Vrifiez que chaque galet surplombe un contre-galet d'entranement.
-
13
Galet (droit)
Levier de blocage
A l'arrire
5 Placez le matriau pour quil soit bien droit et align avec les repres, puis amenez les galets gauche et droit au dessus descontre-galets les plus extrieurs couverts par le matriau.Positionnez le galet mdian la verticale du contre-galet situ entre les galets gauche et droit.Si un galet coulissant nest pas facile dplacer, il peut tre plus ais de le saisir par larrire laide de son levier et dedplacer le tout. Chargez le matriau bien droit. Si le matriau est de travers, un chargement droit est impossible obtenir.
* Le CX-300 ne dispose pas de galet mdian.
Vis
Frein
Rouleau
6 Relevez les leviers de blocage.Les galets sont alors abaisss et le matriau est pris entenaille.Avec un matriau de laize infrieure 762 mm (30"),ne baissez pas le galet mdian.
7 Placez les bagues darrt pour quelles touchent peine les bords du rouleau, et fixez-les en serrant leurvis afin que le matriau en rouleau ne bouge paslatralement pendant le chargement.
Placez les galets sur lematriau, prs des bords.
-
14
ATTENTION
Poussoirde retrait
Porte-outil
MOUVEMENT FEUILLEROULEAU FEUILLE
W1195mm L____mm
DEPLACER PINCERENROULER
8 Utilisez les touches [ ] et[ ] pour choisir[ROULEAU], puis pressez la touche [ENTER].Pour de plus amples informations sur la slection dumatriau, voir 5-2 Dtails sur lemplacement dupoint dorigine et de la zone de coupe.
9 Le tmoin SETUP sallume, et la laize du matriau estdtecte puis indique sur lafficheur.
Si un galet est incorrectement plac (sans contre-galet en opposition), le messagede droite apparat quand vous pressez la touche [ENTER].Si cela se produit, baissez les leviers de blocage et placez les galets en positioncorrecte au dessus des contre-galets.Repositionnez le matriau en fonction de ce nouvel alignement, puis baissez lesleviers de chargement pour bloquer le matriau en place.
Si le matriau est en rouleau, avant de commencer la dcoupe il faut tirer lalongueur adquate de matriau du rouleau.Pour de plus amples informations sur la slection du matriau, voir Test delavance du matriau dans le 4-5 Dmarrage de la dcoupe.
4-2 Installation dune lame
Ne touchez pas lextrmit de lalame avec vos doigts.Vous pourriez la fois vous blesser etaltrer les performances de dcoupe de lalame.
Veillez bien soutenir lanneau du chariot par en dessous lors de linstallation du porte-outil.La qualit de dcoupe peut diminuer si vous faites vos installations sans ce soutien.
REMARQUE
1 Insrez une lame dans le porte-outil jusqu cequelle glisse en place avec un clic audible. P14.
2 Reserrez fond le capuchon du porte-lame.
-
15
Porte-outil
Lame
Chariot
Vis de fixation
Serrer
3 Insrez la lame.
4 (1) Dserrez la vis de fixation du chariot de dcoupe.(2) Maintenez cette vis par en dessous et installez leporte-outil. Insrez le porte-outil jusqu ce queson anneau de blocage vienne au contact duchariot.
(3) Serrez la vis de fixation pour que le porte-outil soitmaintenu en place.
Si vous utilisez le matriau fourni ou un matriau quivalent, le capuchon doit normalement tre rgl sa position laplus haute (dpassement maximal de la lame = 2.5 mm). Si vous dcoupez un matriau dont la base papier est fine parrapport au matriau lui-mme, ou si le matriau na pas de base papier, le dpassement de la lame doit tre ajust pourque la base papier ou le matriau sans base papier ne soit pas transperc. Pour de plus amples informations, voir le 5-1 Rglages dtaills des condition de dcoupe.
4-3 Rglage de la pression et de la vitesse de dcoupeAvant de faire une dcoupe, vous pouvez vouloir effectuer un test pour voir si la machine coupe bien votre matriau.Le test de dcoupe doit tre rpt jusqu obtention des rglages de dcoupe appropris au matriau utilis.
Test de dcoupe
1 Utilisez les touches [ ], [ ], [ ] et [ ] pouramener le chariot jusqu lendroit o se fera le test dedcoupe.
Notez quune zone denviron 2 cm 2 est ncessaire ce test (ce test seffectuant partir de la positionactuelle de la lame qui reprsentera le coininfrieur gauche du test).
2 Pressez la touche [TEST CUT] au moins 0,5 secondes.Le test de dcoupe commence.Le rsultat apparatra comme sur lillustration.
(Position de loutilinstall ltape 1)
-
16
Pression de la lame
MOINS PLUS
50cm/s0.250mm 50gf
3 Vrifiez ltat de la dcoupe. (1) chenillez la section arrondie (identifie par ).Si lchenillage se fait sans difficult, sansenlever le carr (identifi par ), cest que la pressionde dcoupe est bien rgle.
(2) Retirez la section carre (identifie par ).La pression optimale est correcte si vous pouvez nettementvoir les marques laisses par la lame.
Pour les matriaux ayant une forte couche dadhsifSi vous utilisez un matriau ayant une forte couche dadhsif, celle-ci peut adhrer avec elle-mme immdiatementaprs la dcoupe. Cela signifie que mme si la dcoupe sest bien effectue, elle peut sembler ne pas lavoir t, et vouspouvez tre tent de rgler la pression sur une valeur trop leve.Si le test de dcoupe montre que lchenillage est ais et que les traces de la lame sur le papier de soutien sontoptimales, alors considrez que le matriau est coup. Prenez garde ne pas rgler la pression excessivement haut.
Rglage de la pression (Pen Force)
Examinez le rsultat du test de dcoupe et rglez la pression de la lame en consquence.
Plage de rglage:20 350 gf (par palier de 10 gf)
Aprs avoir utilis la faade de commande pour rgler la pression, si vous dsirez lgrement augmenter ou diminuer la pression enfonction de la longueur de la lame, vous pouvez utilisez le curseur Pen Force pour un rglage prcis.Dplacez le curseur vers la gauche ou la droite pour graduellement augmenter ou diminuer la pression et lui fixer une valeurapproprie.La plage de rglage fin pour la pression laide de ce curseur est de plus ou moins 30 gf par rapport la valeur fixe laide de lafaade de commande.Quand vous utilisez la faade de commande pour programmer la pression, amenez le curseur Pen Force en position centrale (dfaut).
Pression de la lame
1 Placez le curseur de pression [PEN FORCE] enposition centrale (par dfaut).2 Pressez la touche [FORCE] pour obtenir laffichagesuivant.
3 Puis avec les touches [ ] et [ ], changez la valeurnumrique, et pressez la touche [ENTER] pour validerle rglage.
-
17
Pression
Trop
Pas assez
Compensation (offset)
Trop
Pas assez
W 146mm L___mm 372mm
50cm/s0.250mm 30gf
Rglage de la vitesse de dcoupeExaminez le rsultat du test de dcoupe et rglez la vitesse de dcoupe en consquence.
1 Pressez la touche [SPEED] pour obtenir laffichagesuivant.Plage de rglage: 1 85 cm/s
(par palier de 1 cm/s)
Vitesse de dcoupe
2 Puis avec les touches [ ] et [ ], changez la valeurnumrique, et pressez la touche [ENTER] pour validerle rglage.
Des conditions de dcoupe incorrectes peuvent tre lorigine des symptmes ci-dessous.P.25
4-4 Dtermination du point dorigineLa CX-500/400/300 autorise le choix du point dorigine (0,0) en toute position lintrieur de la zone de dcoupe.Le fait de charger le matriau et de presser la touche [ENTER] dtermine le premier point dorigine. Sil nest pas ncessaire dechanger le point dorigine initialement rgl, il nest alors pas ncessaire de dterminer un point dorigineimmdiatement aprs chargement du matriau.Vous pouvez galement placer lorigine dans une partie du matriau encore non dcoupe pour conomiser au mieux le matriau.
1 Utilisez les touches [ ], [ ], [ ] et [ ] pourdplacer la lame lendroit que vous avez choisicomme point dorigine.
2 Pressez la touche [ORIGIN] au moins 0,5 secondes.
-
18
MOUVEMENT MATERIAUX 1.0m
MOUVEMENT MATERIAUX 1.0m 2.0m
MOUVEMENT MATERIELDEPART
4-5 Dmarrage de la dcoupe
Test de lavance du matriau
Commencez par tester lavance du matriau pour vous assurer que le rouleau nest pas trop fortement tir pendant la dcoupe.Car dans ce cas, une erreur moteur se produirait, ou la position serait dplace. Ce test peut aussi tre effectu pour tre sr que lematriau est charg bien droit.Au moyen de la fonction [MOUVEMENT MATERIAUX] il est simple deffectuer ce test sur la portion dsire.
1 Vrifiez que le frein est relch.
2 Appuyez sur la touche [MENU] pour passer en modeMenu, puis plusieurs fois sur [ ] jusqu ce quelcran indique ce qui figure droite.
3Appuyez sur la touche [ ] pour atteindre lcran derglage, puis avec les touches [ ] et [ ] faites lesrglages pour la longueur de matriau dsire.Dans la zone de dcoupe, rglez une longueurdenviron 0,1 m de plus que la longueur de matriaudsire.(Rglez la longueur pour la valeur indique par . reprsente le dplacement du matriau verslavant et le dplacement du matriau verslarrire. est utilis lorsquun chargement parlavant est employ. Pour plus dinformations, voir le 5-6 Chargement frontal )
4 Appuyez sur la touche [ENTER].Lcran affiche ce qui est indiqu droite.Un autre appui sur la touche [ENTER] produitlavance du matriau sur la longueur choisie. Si lematriau est mal align et semble schapper desgalets, ou sen chappe compltement, il fautrecharger le matriau.
5 Appuyez sur la touche [ ] pour quitter le modeMenu.
Avec [ ] ou [ ] changer la valeur.Appuyer une fois sur [ENTER].
Appuyer une fois sur [ ].
Envoi des donnes de dcoupe
La machine commencera la dcoupe rception des donnes de lordinateur.
Si le matriau schappe ou sil y a un problme de fonctionnement, appuyez immdiatement sur la touche[PAUSE] mettez la machine hors tension en appuyant sur linterrupteur se trouvant du ct droit.
REMARQUE
Lutilisation de la CX-500/400/300 avec des donnes de dcoupe cres au moyen dun programme ncessite le driver CAMM-1.Le driver CAMM-1 est inclus dans le Package Roland Software. Pour de plus amples informations sur son installation, reportez-vousau Manuel de Prise en Main fourni.
Vers lavant
-
19
CONTINUE PAUSESTOP ENTER
50cm/s0.250mm 50gf
Pour trancher le matriau
Avec la CX-500/400/300, il est possible de dtacher (trancher) le matriau aprs avoir effectu la dcoupe.Appuyer sur la touche [SHEET CUT] pendant au moins 0,5 seconde aura pour effet de dtacher le reste du matriau.
Pressez la touche [PAUSE].La dcoupe est mise en pause et lcran de droite saffiche.
[Reprise de la dcoupe]Pressez la touche [PAUSE].La dcoupe reprend.
[Arrt de la dcoupe]Avant tout, arrtez lenvoi de donnes depuis lordinateur.Puis appuyez sur la touche [ENTER] pendant au moins 0,5seconde. La dcoupe sarrte et laffichage revient au menu debase.
Pour changer la vitesse ou la puissance de la lame pendant la dcoupe
Vous pouvez modifier ces rglages pendant la dcoupe en appuyant sur la touche [SPEED] ou [FORCE].
Vous pouvez aussi effectuer des rglages prcis de la puissance de la lame lors du droulement de la dcoupe en agissant sur lecurseur [PEN FORCE].Pour de plus amples informations ce sujet, voir le 4-3 Rglage de la puissance et de la vitesse de dcoupe.
Pause durant la dcoupe
Si vous dsirez stopper momentanment la CX-500/400/300 pendant la dcoupe, suivez la procdure dcrite ci-dessous.
-
20
Chariot
Vis de fixation
Porte-outil
Appuyez sur le poussoir de retrait
Lame
4-6 Une fois la dcoupe termine
En cas dinutilisation durant unelongue priode, dbranchez lecordon de la prise secteur.Ne pas respecter cetteconsigne entraneraitun risque dlectrocution,ou dincendie en cas dedtrioration delisolation lectrique.
ATTENTION
Ne laissez pas serre la vis de fixation du porte-outil. Serrer la vis rendra plus difficile linstallation du porte-outil.Ne pas laisser la machine avec les galets abaisss. Les galets pourraient se dformer, ce qui rendraitimpossible le dvidage normal du matriau.
1 Baissez les leviers de blocage et retirez le matriau.
2 (1) Dserrez la vis du chariot de dcoupe.(2) Retirez le porte-outil du chariot.
3 Pressez le poussoir de retrait et retirez la lame duporte-outil.Si la lame a t employe, essuyez-la avec un chiffondoux pour retirer toute particule pouvant y adhrer.
REMARQUE
-
21
4 teignez la machine.
-
22
Max. : 2,5 mmMin. : 0 mm
Porte-outils
Lame
Couche base-papier 1/2 de la base papier
COMPENS0.250mm
5 Procdures avances
5-1 Rglages dtaills des conditions de dcoupe
Rglage du dpassement de la lame
Si vous dsirez effectuer un rglage prcis de la profondeur de la dcoupe, par exemple pour dcouper un matriau dont le supportpapier est fin ou pour faire du rainurage sur un matriau sans support papier, vous obtiendrez de bons rsultats en ajustant le dpasse-ment de la lame de son porte-outil, qui se rgle par rotation du capuchon de ce dernier.
Les indicateurs (point) sont distants dun intervalle correspon-dant 0,1 mm, soit une valeur de 0,5 mm pour un tourcomplet.
Tournez le capuchon afin dajuster le dpassement de lalame, qui doit tre approximativement gal la profondeurde la dcoupe.Rglez la pression de la lame un peu plus fort quen tempsnormal pour obtenir une profondeur de dcoupe constante.
[Rapide calcul du dpassement de la lame]
Utilisez la formule suivante pour dfinir le dpassement de lalame.
Dpassementde la lame =
Epaisseur dumatriau seul +
2
Epaisseur dela base papier
Rglage de la compensation (Offset) de la lame
La compensation de la lame est dtermine en fonction de celle-ci. La lame fournie est conue pour dcouper correctement unrglage de 0,25 mm, mais un rglage peut savrer ncessaire si vous utilisez un autre type de lame. Pour de plus amples informa-tions sur la compensation optimum de chaque lame, voir le 6. A propos des lames et des matriaux. De bons rsultats peuventaussi tre obtenus en effectuant un rglage prcis de la compensation de la lame en fonction du matriau.
1 Pressez la touche [MENU] pour passer en modeMenu, puis appuyez plusieurs fois sur la touche[ ] jusqu ce que lcran ci-contre apparaisse.
-
23
CBA
VITESSE DEPLACEMENT50cm/s
COMPENS0.250mm 0.275mm
Plage de rglage :0 1,000 mm (par paliers
de 0,025 mm)
Rglage de la compensation2 Pressez la touche [ ] pour aller lcran de rglage,puis utilisez les touches [ ] et[ ] pour entrer lavaleur de compensation.
3 Pressez la touche [ENTER] pour confirmer cettevaleur.
4 Pressez la touche[ ] pour quitter le mode Menu.
valuation de la compensation par un test de dcoupe
La croix restante sert dterminer si la compensation (offset)est correctement rgle. Quand la valeur doffset est bien rgle, les coins de la croix
sont bien dcoups comme dans la figure A. Si la valeur doffset est insuffisante, les coins sont lgre-
ment arrondis comme en B; une valeur doffset excessiveconduit au contraire un rsultat tel quen C.
Avant de procder au rglage de la compensation (offset) de la lame, nous vous recommandons de rgler dabord lapression et le dpassement de la lame.
Changer la vitesse lorsque loutil est relev (Up Speed)
Avec la CX-500/400/300, vous pouvez rgler la vitesse du passage au point de dcoupe suivant lorsque loutil est relev pendant ledroulement de la dcoupe.Si le matriau slve au-dessus du plateau lorsquil se dplace davant en arrire et que sa surface est endommage par la lame alorsque loutil est relev, vous pouvez viter ce problme en diminuant la vitesse.
1 Pressez la touche [MENU] pour passer en modeMenu.
2 Appuyez plusieurs fois sur la touche [ ] jusqu ceque lcran ci-contre saffiche.
-
24
LOURD NORMALE H.VIT.
Priorit la qualit
Priorit la vitesse
QUALITENORMALE
VITESSE DEPLACEMENT50cm/s 40cm/s
QUALITENORMALE LOURD
Rglage de Up Speed3 Pressez la touche [ ] pour aller lcran de rglage,puis utilisez les touches [ ] et [ ] pour entrer lavaleur VITESSE DEPLACEMENT.
4 Pressez la touche [ENTER] pour confirmer cettevitesse.
5 Pressez la touche [ ] pour quitter le mode Menu.
Rglage de la qualit de la dcoupe
Vous pouvez choisir de donner la priorit la rapidit ou la qualit de la dcoupe.Ce rglage est galement efficace pour viter le mauvais alignement et les erreurs moteur lors de la dcoupe dun matriau lourd.
1 Pressez la touche [MENU] pour passer en modeMenu.
2 Appuyez plusieurs fois sur la touche [ ] jusqu ceque lcran ci-contre saffiche.
Valeurs : NORMAL,HEAVY,HI-SPEED
Rglage de Qualit de dcoupe3 Pressez la touche [ ] pour aller lcran de rglage,puis utilisez les touches [ ] et [ ] pour slectionnerla qualit de la dcoupe.
4 Pressez la touche [ENTER] pour confirmer la qualitde dcoupe.
5 Pressez la touche[ ] pour quitter le mode Menu.
Plage de rglage :1 85 cm/s (par paliers
de 1 cm/s)
-
25
5-2 Dtails sur lemplacement du point dorigine et de lazone de dcoupe
Emplacement du point dorigine immdiatement aprs le chargement dumatriau
Sur la CX-500/400/300, le permier point dorigine est dtermin lorsque vous chargez le matriau et appuyez sur la touche [ENTER].Ce point initialement dtermin par lappui de la touche [ENTER] diffre en fonction de la slection effectue pour [MOUVEMENTFEUILLE] sur le tableau de commandes lors du chargement.
[ROULEAU] Plac prs du galet situ gauche[FEUILLE] La taille du matriau est dtecte et lorigine est place en bas gauche sur le matriau[AVANT] Plac sur le bord gauche avant du matriau[ARRIERE] Plac sur le bord gauche intrieur du matriau (utilisation du chargement frontal)
Pour de plus amples informations, voir page suivante. * Si [ROTATION] est rgl sur [90deg], le point dorigine initial est plac en bas droite, les axes X et Y subissant une rotation de90 degrs.
-
26
(0.0)Galet
Marge
Emplacement du point dorigine immdiatement aprs charge-ment du matriau (si [ROTATION] est rgl sur [0deg])
ROULEAU (Pour matriau en rouleau)
Le point dorigine se trouve lendroit o le matriau a tcharg, prs du galet gauche.
(0.0)
25 mm(1")
30 mm(1-3/16")
Galet
Marge
FEUILLE (Pour matriau en feuille)
Aprs dtection de la longueur, dans le sens du dplace-ment du matriau, un retrait de 25 mm vers larrire dumatriau est effectu et le point dorigine est plac prs dugalet gauche.* Si la longueur du matriau est de 1 600 mm ou plus, le
matriau est considr comme tant en rouleau. Lepoint dorigine est plac comme pour ROULEAU -ci-dessus.
(0.0)
25 mm(1")
Galet
Marge
AVANT (Dcoupe aussi prs que possible du bord avant du matriau)
Place le point dorigine en laissant une marge de 25 mm partir du bord avant du matriau.
30 mm(1-3/16")
Galet(0.0)
ARRIERE (Emploi du chargement frontal)
Place le point dorigine en laissant une marge de 25 mm partir du bord de fuite du matriau.Dans cet tat, la zone de dcoupe est rduite zro.
* Pour des informations dtaille sur la zone de dcoupe, voir page suivante.
-
27
X
Y
Point dorigine
X
Y
Point dorigine
[0deg] [90deg]
ROTATION0deg
ROTATION0deg 90deg
Rglage de la rotation des coordonnes
Permet une rotation des coordonnes de dcoupe de 90 degrs. Le rglage par dfaut est [0deg], et le point dorigine est alors placen bas gauche du matriau. Un rglage de [90deg] place le point dorigine en bas droite du matriau et fait pivoter le texte (ou lesgraphiques) de 90 degrs.* Notez que les axes de coordonnes changent lors dune rotation pour que vos rglages correspondent au programme que vous
utilisez. (Si vous effectuez une sortie au moyen du driver CAMM-1, rglez ce paramtre sur [0deg].)
Avec une rotation de 90 degrs, les axes X et Y ainsi que le point dorigine changent de la manire suivante.
1 Pressez la touche [MENU] pour passer en modeMenu, puis appuyez plusieurs fois sur la touche [ ]jusqu ce que lcran ci-contre saffiche.
2 Pressez la touche [ ] pour aller lcran de rglage,puis utilisez les touches [ ] et [ ] pour slectionner[0deg] ou [90deg].
3 Pressez la touche [ENTER] pour confirmer cescoordonnes. Pressez la touche[ ] pour quitter lemode Menu.
-
28
CX-500
CX-400
CX-300
1195 mm (47")
1000 mm (39")
737 mm (29")
24998 mm(984-1/8")
10 mm
30 mm(1-3/16")
25 mm (*)(1")
Galet (gauche)
Galet (droit)
1 mm
15 mm
Frein
A propos de la zone de dcoupe
Le ct horizontal (la direction de dplacement du chariot) de la surface de dcoupe est dtermin par la position des galets. La laizede dcoupe se situe entre les deux galets, moins une marge denviron 1 mm des deux cts.Si la longueur du matriau dpasse 1 600 mm, la CX-500/400/300 considre que cest du matriau en rouleau, mme si vous navezcharg quune feuille, et fixe la longueur de matriau 24 998 mm. De plus, si vous utilisez une feuille (cest--dire quand[FEUILLE] a t slectionn), il vous faut que sa longueur dpasse de 100 mm la dimension verticale ncessaire la dcoupe.
* Si vous slectionnez [AVANT] ou[FEUILLE], la marge est de 25 mm. Sivous slectionnez [ROULEAU], tout cequi se trouve entre lavant et le pointdorigine est la marge. (Voir le Emplacement du point dorigineimmdiatement aprs le chargementdu matriau dans cette section.)Aprs avoir spar le matriau aumoyen de la touche [SHEET CUT],cest la valeur de [MARGE] dans[MENU MASSIC]. Voir le 7-3 Listedes fonctions.
Lors de la dcoupe ou de lavance du matriau, veillez dserrer le frein.Si vous ne le faites pas, cela peut rendre impossible lavance normal du matriau et entraner unglissement de celui-ci.
Plus la dcoupe est longue, plus il y a de risque que le matriau dvie. Cela signifie quil est important de charger le matriau biendroit, en laissant des marges suffisamment larges et en effectuant un test pour vrifier le bon dplacement du matriau.La prsence de fixation et de frein de prcision sur cette machine minimise le risque de dviation du matriau.
Utilisez un morceau de matriau au moins 50 mm plus large que la laize de dcoupe.Le risque de dviation du matriau sous les galets peut tre rduit en bloquant les tubes porte-rouleau avec le frein et en chargeant lematriau tout en tirant dessus. Suivez les tapes ci-dessous pour charger le matriau.
5-3 Pour faire une dcoupe longue
1 Placez le rouleau sur le porte-rouleau et bloquez lefrein du tube.
REMARQUE
-
29
Lignes de guidage
25 mm(1")ou plus
25 mm(1")ou plus
Freins
Rouleau
Vis
Frein
2 Tirez le matriau du rouleau et faites le passer autravers de la machine.Maintenez-le bien tendu.
3 Placez les galets gauche et droit comme indiqu dans le schma.Placez le galet mdian la verticale du contre-galet situ entre les galets gauche et droit.
4 Tout en maintenant le matriau bien tendu, relevez lesleviers de blocage des galets. Les galets sont alorsabaisss et le matriau bloqu en place.Avec un matriau de laize infrieure 762 mm (30"),ne baissez pas le galet mdian.
5 Placez les bagues darrt pour quelles touchent peine les bords du rouleau, et fixez-les en serrant leurvis.
6 Relchez le frein.
-
30
MOUVEMENT FEUILLEROULEAU FEUILLE
W 500mm L1000mm
7 Employez le tableau de commande pour effectuer le test suivant.Le matriau avance de la longueur fixe.Vrifiez que le matriau reste maintenu par les galets.Si le matriau schappe des galets, remettez-le en place.
Pressez [ENTER].
Pressez [MENU].Pressez [ ].
Pressez [ENTER].
Pressez [ ] ou [ ]pour choisir [ROULEAU].
Rglez la longueur du matriau dcouper plus 0,10 m.
Pressez [ENTER].
Pressez [ ] ou [ ] pour changer la valeur.Pressez [ ].
MOUVEMENT FEUILLEROULEAU FEUILLE
MOUVEMENT MATERIAUX 1.0m
MOUVEMENT MATERIAUX 1.0m 1.0m
MOUVEMENT MATERIELDEPART
MOUVEMENT MATERIAUX 1.0m 5.0m
W 500mm L____mm
5-4 Chargement dune feuille (matriau au format, chutes,etc.)
En plus des matriaux en rouleau, vous pouvez aussi charger des matriaux en feuille sur cette machine.
Si le matriau heurte les bagues darrt durant la dcoupe, retirez ces dernires.
1 Baissez les leviers de blocage des galets et faitespasser le matriau entre les galets et les contre-galets.
2 Suivez les tapes 4, 5, et 6 du 4-1 Chargement dematriau en rouleau pour mettre en place une feuillede matriau.
3 Utilisez les touches [ ] et [ ] slectionner[FEUILLE], puis pressez la touche [ENTER].
4 Le chariot se dplacera dun ct lautre et lematriau se dplacera davant en arrire pour effectuerla dtection des bords.Lorsque la mesure est termine, lafficheur vous donnela taille de la feuille charge.* Pour de plus amples informations sur la zone de
dcoupe, voir le 5-2 Dtails sur lemplacementdu point dorigine et de la zone de dcoupe.
-
31
RETRACERLANCER
RETRACERLANCER LANCER
RETRACERLANCER EFFACER
DEPLACER PINCERENROULER
Si un galet est incorrectement plac (sans contre-galet en opposition), lemessage de droite apparat quand vous pressez la touche [ENTER].
Si cela se produit, baissez les leviers de blocage et placez les galets en positioncorrecte au dessus des contre-galets.Repositionnez le matriau en fonction de ce nouvel alignement, puis baissez lesleviers de blocage des galets pour bloquer le matriau en place.
Lors de la dtection de la taille du matriau ltape 4, si le matriau est mal align et semble devoir chapper aux galets, ou a djchapp aux galets, veuillez le replacer correctement.
5-5 Rptition de la mme dcoupe
La fonction Retracer permet de rpter une dcoupe identique.
1 Pressez la touche [MENU] pour passer en modeMenu, utilisez la touche [ ] pour slectionner[RETRACER], puis la touche [ ] pour afficherlcran dexcution de la fonction Replot.
2 Pressez la touche [ENTER] pour relancer la mmedcoupe.La fonction Replot rappelle les donnes conserves en mmoire tampon et lance la dcoupe selon ces donnes. Pour cela, suivez lestapes ci-dessous afin de vider la mmoire tampon avant lenvoi par lordinateur de donnes devant ensuite tre rptes.
1 Effectuez ltape 1 ci-dessus.
2 Utilisez les touches [ ] et [ ] pour slectionner[EFFACER] puis pressez la touche [ENTER] poureffacer les donnes prsentes dans la mmoire tampon.
3 Pressez la touche[ ] pour quitter le mode Menu.
-
32
5-6 Chargement frontal
La possibilit de chargement frontal de la CX-500/400/300 permet de charger du matriau par lavant de la machine, en installant leporte-rouleau lavant.
Installation du porte-rouleau
Installez le porte-rouleau lavant de la machine.Pour une explication sur la manire de monter la machine et lestand (PNS-502/402/302), reportez-vous aux INSTRUC-TIONS DASSEMBLAGE qui accompagnent le stand.
Chargement du matriau
1 Reportez-vous au 4-1 Chargement du matriau(Matriau en rouleau) et effectuez le chargement.
2
3 Suivez les tapes du Rglage du point dorigine dansla section suivante pour dterminer un nouveau pointdorigine. En particulier, notez que si vous avez choisi[ARRIERE], la dcoupe ne pourra pas tre ralisetant vous naurez pas dtermin un nouveau pointdorigine.
Arriv [MOUVEMENT FEUILLE], choisisssez[ROULEAU] ou [ARRIERE].
-
33
GaletGalet
Vue de face
Si ROULEAU a t slectionn Si ARRIERE a t slectionn
30 mm (1-3/16")
(0.0) 30 mm(1-3/16")
(0.0)
MOUVEMENT MATERIAUX 1.0m
MOUVEMENT MATERIEL 1.0m 0.5m
Rglage du point dorigine
Avec la CX-500/400/300, comme dcrit au 5-2 Dtails sur lemplacement du point dorigine et de la zone de dcoupe, le pointdorigine dtermin au dpart dpend du choix effectu pour [MOUVEMENT FEUILLE]. (La figure ci-dessous montre un exempleo le rglage de la rotation est [0deg].)
[ROULEAU] Prs du galet situ gauche[ARRIERE] Sur le bord gauche intrieur du matriau
Avant denvoyer les donnes de dcoupe, faites avancer la longeur de matriau ncessaire la dcoupe et rglez le nouveau pointdorigine qui assure que la zone de dcoupe est valable.
1 Vrifiez que le frein est desserr.
2 Pressez la touche [MENU] pour passer en modeMenu.
3 Appuyez plusieurs fois sur la touche [ ] jusqu ceque lcran ci-contre saffiche.
4 Pressez la touche [ ] pour passer lcran derglage, puis sur les touches [ ] et [ ] pour rgler lalongueur de matriau ncessaire la dcoupe. Rglezune valeur plus longue denviron 0,1 m que cellementionne dans les donnes de dcoupe. (Si vouseffectuez un chargement frontal, rglez la longueur surla valeur indiques par . signifie que lematriau se dplace vers lavant, et quil sedplace vers larrire.)
Vers larrire
-
34
W 500mm L____mm 250mm
AREA MOVESTART
5 Pressez la touche [ENTER].Lcran affiche ce qui est montr droite.Presser une seconde fois la touche [ENTER] faitavancer le matriau de la longueur indique, verslarrire de la machine. Aprs cela, le nouveau pointdorigine est automatiquement dtermin en bas gauche de la zone de dcoupe disponible.
6 Pressez la touche [ ] pour quitter le mode Menu. Sile matriau est de travers et semble schapper desgalets, ou se dfait compltement, rechargez-le.
En plus de la mthode dcrite prcdemment, vous pouvez aussi rgler le pointdorigine au moyen des touches [ ] et [ ] pour faire avancer le matriau de lalongueur ncessaire vers larrire de la machine, puis en appuyant sur la touche[ORIGIN]. A ce moment-l, la longueur du dplacement apparat lcran, commeindiqu droite. Pour plus dinformations, voir le 4-4 Rglage du point dorigine .
Si vous utilisez le Driver CAMM-1
Le Driver (pilote) CAMM-1 dispose de fonctions de test de lavance du matriau et du rglage du point dorigine qui sont compati-bles avec la fonction de chargement frontal.Slectionnez Feed material before cutting (Dplacement du matriau avant la dcoupe) pour activer lavance du matriau selon lalongueur dfinie par Length avec le Driver CAMM-1 et aussi dfinir automatiquement le point dorigine de la longueur dplace.
SURDECOUPE :INACTIVE
SURDECOUPE :ACTIVE
Ligne dedcoupe
Ligne dedcoupe
5-7 La fonction Surdcoupe (Dbord)
Cette fonction dcoupe une marge suplmentaire de 1 mm partir des premier et dernier segments de ligne. Cest utile lorsque vousdsirez finir des angles particulirement aigus, lorsque vous travaillez sur un matriau pais.Ce rglage doit normalement rest rgl sur [INACTIVE]. Lorsque vous dsirez dcouper des coins avec un soin particulier, rglez-le sur [ACTIVE]. Notez que lorsque vous dcoupez des petites lettres et des formes trs imbriques, une dcoupe excessive peut seproduire sur une partie du matriau, dans ce cas, il faut laisser ce rglage sur [INACTIVE].
Les rsultats de dcoupe diffrent, comme le montrent les figures ci-dessous, en fonction du rglage de la fonction Surdcoupe surINACTIVE ou ACTIVE.
-
35
SETTING MENU
OVER CUTDISABLE
OVER CUTDISABLE ENABLE
1 Pressez la touche [MENU] pour passer en modeMenu.
2 Appuyez plusieurs fois sur la touche [ ] jusqu ceque lcran ci-contre saffiche.
3 Pressez la touche [ ] pour passer au menu Overcut.
Pour activer la fonction Surdcoupe (rglage [ACTIVE]), procdez comme ceci.
4 Pressez la touche [ ] pour aller lcran de rglage,puis utilisez les touches [ ] et [ ] pour slectionner[ACTIVE].
5 Pressez la touche [ENTER] pour confirmer cerglage.
6 Pressez la touche[ ] pour quitter le mode Menu.
-
36
PRESETPRESET1
PRESETPRESET1 PRESET1
5-8 La fonction Preset (Prrglage)
Avec la CX-500/400/300, vous pouvez rgler et mmoriser huit ensembles de conditions de dcoupe pour diffrents outils etmatriaux. Vous pouvez ensuite rappeler ces rglages simplement par lappui de la touche [PRESET].
Pour mmoriser
2 Pressez la touche [MENU] pour passer en modeMenu.
3
4 Pressez la touche [ ] pour aller lcran de rglage,puis utilisez les touches [ ] et [ ] pour slectionnerle numro du prrglage dans lequel vous dsirezmmoriser les conditions de dcoupe.
5 Pressez la touche [ENTER] pour confirmer cerglage.
6 Pressez la touche[ ] pour quitter le mode Menu.
1 Utilisez le menu lcran pour effectuer les rglages des conditions de dcoupe correspondant loutil et au matriauemploy. Vous pouvez rgler les cinq types de paramtres suiavnts.Pression de la lame : Touche [FORCE]Compensation : Mode Menu [COMPENS]Vitesse de dcoupe : Touche [SPEED]Qualit de dcoupe : Mode Menu [QUALITE]Vitesse de dplacement : Mode Menu [VITESSE DE DEPLACEMENT]
La mmorisation est alors termine. Lorsque vous mmorisez un prrglage, les conditions dj mmorises sous ce numro sontautomatiquement mises jour (remplaces) par les nouveaux rglages de paramtres. Si vous souhaitez conserver les conditions dedcoupe prcdentes, il faut mmoriser les nouvelles sous un autre numro. Vous avez la possibilit de mmoriser huit ensembles deconditions de dcoupe, en suivant les instructions ci-dessus.
Appuyez plusieurs fois sur la touche [ ] jusqu ceque lcran ci-contre saffiche.
-
37
PRESET150-0.250-50
Pressez [ ].
Speed - Offset - Force
PRESET1NORMAL-50
Quality - Up SpeedPressez [ ].
PRESET1 50cm/s0.250mm 50gf
MENU SUB
REGLAGE USINEPRESET
REGLAGE USINEPRESET PRESET
ETES-VOUS CERTAIN?NON: OUI:
Rappel des rglages
1 Pressez la touche [PRESET].
2 Utilisez les touches [ ] et [ ] pour slectionner lenumro du prrglage rappeler. Les paramtresrgls dans le prrglage slectionn apparaissent lcran. Utilisez alors les touches [ ] et [ ] pourconfirmer ces paramtres.
3 Pressez la touche [ENTER]. Le prrglage que vousavez slectionn est rappel et lcran change pourindiquer ce qui figure droite.
Effacer les rglages
Vous pouvez effacer les rglages mmoriss pour les conditions de dcoupe, et revenir au rglage dusine par dfaut. Veuillez noterque tous les numros de prrglages 1 8 seront effacs.
1 Pressez la touche [MENU] pour passer en modeMenu.
2
3 Pressez la touche [ ] pour passer au menu[REGLAGE USINE].
4 Pressez la touche [ ] pour aller lcran de rglage,puis utilisez les touches [ ] et [ ] pour slectionner[PRESET].
5 Pressez la touche [ ].
Appuyez plusieurs fois sur la touche [ ] jusqu ceque lcran ci-contre saffiche.
6 Pressez la touche [ENTER].Les rglages mmoriss dans les prrglages 1 8 sonteffacs et les rglages dusine par dfaut sontrestaurs.
7 Pressez la touche [ ] pour quitter le mode Menu.
-
38
CROPMARK
BASEPOINT0mm 0mm
5-9 La fonction Crop Mark (Hirondelles)
Utilisez cette fonction lorsque vous ralisez des auto-collants ou autres objets crs au moyen dun programme dans lequel lesdonnes dimpression et de dcoupe sont imbriques, et sont dcoups autour de figures dj imprimes sur le matriau.Avec la CX-500/400/300, le matriau est toujours charg paralllement la machine. Cela signifie que, moins que les graphiques dcouper naient t imprims paralllement au matriau, les lignes de dcoupe sont dcales par rapport aux graphiques, et quildevient impossible de dcouper avec prcision tout autour (voir Figure A ci-dessous).Si les graphiques imprims ont des hirondelles (ou repres dalignement), les positions de ces hirondelles peuvent tre mmoriseset utilises comme points de rfrence par la CX-500/400/300. Grce ce rglage, il devient possible de dtourer des graphiquesavec prcision mme sils nont pas t imprims paralllement au matriau (Figure B).
Les mthodes de rglage des hirondelles sont dcrites ci-dessous. Veuillez vous reporter aux figures ci-dessus lorsque vous faites cerglage.
Sans alignement des hirondelles
Hirondelles : Ligne de
dcoupe:
B Avec alignement des hirondellesA
Point dalignementPoint de base
Le rglage des hirondelles ne peut pas tre fait si langle du point de base et du point dalignement est suprieur 5. Les hirondelles ne peuvent pas tre rgles si le paramtre [ROTATION] est rgl sur [90 deg].
Chargez le matriau (imprim avec un dessin) et loutil dalignement fourni (voir les 4-1 Chargement du matriau, 4-2 Installa-tion de la lame et 5-4 Chargement dune feuille (matriau au format, chutes, etc.)). Linstallation loutil dalignement est identique celle du porte-outil.
1 Pressez la touche [MENU] pour passer en modeMenu.
2 Appuyez plusieurs fois sur la touche [ ] jusqu ceque lcran ci-contre saffiche.
3 Pressez la touche [ ] pour passer au menu[BASEPOINT].
-
39
ALIGNPOINT0mm 0mm
CROPMARK SETTINGCOMPLETED !
CROPMARK SETTINGFAILED,SET AGAIN
4 A laide des touches [ ], [ ], [ ] et [ ] dplacezle chariot gauche des hirondelles imprimes sur lematriau. Alignez loutil dalignement sur le centre deshirondelles. Aprs avoir positionn correctementloutil dalignement, appuyez sur la touche [ENTER].Laffichage passe ensuite au menu de rglage du pointdalignement.
5 A laide des touches [ ], [ ], [ ] et [ ] dplacezle chariot sur les hirondelles imprimes en bas droitedu matriau. Alignez loutil dalignement sur le centredes hirondelles. Aprs avoir positionn correctementloutil dalignement, appuyez sur la touche [ENTER].
7 Lorsque les rglages ont russi, pressez la touche [ ]pour quitter le mode Menu.
6 Aprs avoir rgl les hirondelles de manire adquate,lcran (A) est affich, retournez alors lcran affich ltape 2. Remplacez loutil dalignement par unelame. Si le rglage des hirondelles ne peut pas treralis, lcran (B) sera affich avant de revenir lcran affich ltape 2. Si cela se produit,rechargez le matriau et recommencez le rglage.
(A)
(B)
-
4 0
6 A propos des lames et des matriaux
6-1 Combinaisons de lames et de matriaux
Cette section indique les bonnes conditions de dcoupe pour divers types de matriaux, ainsi que lesprance de vie dune lame.Conditions de dcoupe et esprance de vie dune lame varient en fonction de la duret du matriau et des conditions dutilisation.Faire les rglages ci-dessous ne vous garantit pas automatiquement les meilleurs rsultats de dcoupe dans tous les cas. Avant delancer la dcoupe de votre travail, veillez faire un test de dcoupe et tous les rglages ncessaires (voir 4-3 Rglage de lapression et de la vitesse de dcoupe). Si le matriau nest pas totalement dcoup mme en augmentant de 50 60 gf les valeursci-dessous, cela signifie quil est temps de changer de lame. Remplacez-la par une neuve.
* Les valeurs de dure de vie sont donnes titre indicatif pour la dcoupe de matriaux identiques.* Lorsque vous dcoupez des petites lettres (caractres alphanumriques dau moins 3 mm de haut), la ZEC-U3017 peut produire de
meilleurs rsultats que les autres lames.* Utiliser la lame fournie sous des conditions quivalentes celles mentionnes pour la ZEC-U5025.
Matriau
Vinyle communMatriau Polyolefin
Vinyle communVinyle fluorescentVinyle rflchissantMatriau Polyolefin
Masque de sablage
Vinyle commun(paisseur du matriau0,1 mm au plus)
Lame
ZEC-U1005
ZEC-U5025
ZEC-U1715
ZEC-U3017
Dpassementde la lame
0,25 mm (0.01)0,25 mm (0.01)
0,25 mm (0.01)0,25 mm (0.01)0,.25 mm (0.01)0,25 mm (0.01)
0,25 mm (0.01)
0,175 mm (0.007)
Pression
50 150 gf100 200 gf
30 100 gf120 200 gf100 200 gf70 140 gf
100 200 gf
100 gf oumoins
Vitesse
85 cm/sec.85 cm/sec.
85 cm/sec.85 cm/sec.85 cm/sec.85 cm/sec.
20 cm/sec.
85 cm/sec.
Dure dune lame(indication)
8 000 m2 500 m
4 000 m4 000 m4 000 m2 500 m
Varie selon letype de matriau
4 000 m
-
4 1
6-2 A propos des matriaux spciaux
[A propos du cutter servant couper le travail fini pour le sparer du rouleau]Il peut tre impossible de sparer certains matriaux pais (tels que des masques de sablage) ou au contraire trop fins ou fragiles.Dans de tels cas, utilisez un cutter ou des ciseaux pour couper la bande de matriau. Un matriau ayant tendance se r-enrouler(cest--dire se recourber vers la surface de dcoupe) peut se heurter au chariot ou au capot aprs avoir t coup. Ne pas dtacherces matriaux laide du cutter de sparation.
[Masques de sablage pouvant tre dcoups]A) Matriaux dune paisseur maximale de 1 mm.
B) Matriaux nayant une base papier que sur les bords (positionnez les galets gauche et droit sur les bandes de papier).
C) Matriaux dont la base papier est suffisamment rigide pour permettre lavance correcte du matriau.
A) 1 mm ou moins
Bande de papier
B) 15 mm ou plusB) 15 mm ou plus
[Matriau avec perforations]Il sagit dun matriau permettant lavance grce des picotsdentranement, muni de perforations des deux cts.Si ce type de matriau est charg avec ses perforations posessur les galets, il navancera pas de manire correcte.Si vous utilisez ce type de matriau sur la CX-500/400/300,chargez-le comme indiqu sur la figure ci-contre.
-
42
Touche [ ]
Touche [ ] Touche [ENTER]
Touche [ ] [ ]
7 Descriptions des fonctions
7-1 Fonctions commandes par les touches
Ce paragraphe dcrit les oprations bases sur les touches. Reportez-vous galement au synoptique des menus figurant dans lespages suivantes pour effectuer les rglages au moyen des menus.
Touches directes
[PRESET] Un appui sur nimporte laquelle de ces trois touche affiche lcran de rglage.[FORCE] Utilisez les touches [ ] et[ ] pour modifier la valeur, puis pressez [ENTER] pour valider le rglage.[SPEED]
Si vous appuyez sur une autre touche sans presser [ENTER], le rglage de la valeur ne changera pas.
Mode Menu
Appuyez sur [MENU] pour passer en mode Menu. Les oprations bases sur des touches en mode Menu sont les suivantes.
[ ] [ ] Passer lcran de menu prcdent ou suivant Slection dune valeur Avance du matriau
[ ] Passer lcran de rglage Dplacer le chariot
[ ] Revenir lcran prcdent (quitter le mode Menu) Dplacer le chariot
[ENTER] Excuter une option de menu Valider un rglage
Appuyer sur la touche [ ] sans presser [ENTER] vous ramne lcran prcdent sans changer le rglage.
Guide des oprations bases sur les touches en Mode MenuLorsque vous tres en mode Menu, un guide des oprations apparat du ct droitde lcran. Les touches affiches lcran ce moment-l sont celles utiliserpour lopration.
-
43
Mise sous tension
MENU DE BASE [PRESET]: Rappel des prrglages
VITESSE-COMPENS.-PRESSION
[MENU] + Mise sous tension
Utiliser [ ] ou [ ] pour changer la valeur, et presser [ENTER] pour confirmer.20 350 gf (par paliers de 10 gf)
Utiliser [ ] ou [ ] pour choisir. Presser [ENTER] pour confirmer le r glage.
Utiliser [ ] ou [ ] pour changer la valeur, et presser [ENTER] pour confirmer.1 85cm/s (par paliers de 1cm/s)
[FORCE]: Rglage de la pression de la lame
[SPEED]: Rglage de la vitesse de dcoupe
[ ][ ][ ][ ]
[ORIGIN SET] clignote.
[PAUSE]
[FORCE]
[SPEED]
MOUVEMENT FEUILLEROULEAU FEUILLE
MOUVEMENT FEUILLEAVANT ARRIERE
CX-500 Roland DG Corp.
W1195mm L____mm
LOADING SHEETROULEAU
50cm/s0.250mm 50gf
50cm/s0.250mm 50gf
PROCESSING 50gf0.250mm 50cm/s
50cm/s0.250mm 50gf
50cm/s0.250mm 50gf
50cm/s0.250mm 50gf
PRESET1 50cm/s0.250mm 50gf
CONTINUE PAUSESTOP ENTER
W1195mm L____mm 100mm
W1195mm L____mmORIGIN SET
PRESET150-0.250-50
PRESET1NORMAL-50
LANGUAGEENGLISH ENGLISH
7-2 Synoptique des menus
Pour les dtails concernant chacun des menus, voir le 7-3 Liste des Fonctions.
-
44
PRESETPRESET1
COMMANDE MASSICINACTIVE INACTIVE
[MENU]
MODE MENU
[ ]
mm/Inch
0 1.000 mm(par paliers de 0,025 mm)
NORMALE/H.VIT/LOURD
1 85 cm/s(par paliers de 1 cm/s)
Preset 1 8
0deg/90deg
TYPE1/TYPE2
DISABLE/ENABLE
MOUVEMENT MATERIAUX 1.0m
MOUVEMENT MATERIEL 1.0m 1.0m
MOUVEMENT MATERIELDEPART
NOW AREA MOVING
COMPENS0.250mm
COMPENS0.250mm 0.250mm
VITESSE DEPLACEMENT50cm/s
VITESSE DEPLACEMENT50cm/s 50cm/s
QUALITENORMALE
QUALITENORMALE NORMALE
INSTALINSTAL DESINSTAL
ROTATION0deg
ROTATION0deg 0deg
PRESETPRESET1 PRESET1
MENU SUB
MENU MASSIC COMMANDE MASSICINACTIVE
REGLAGE USINEPRESET
UNITES AFFICHEESmm
CONTRASTE 5
UNITES AFFICHEESmm mm
CONTRASTE 5 5
MOTIF TESTTYPE1
MOTIF TESTTYPE1 TYPE1
AUTOCUT SPEED50cm/s
AUTOCUT SPEED50cm/s 50cm/s
DECOUPE DEMOLANCER
REGLAGE USINEPRESET PRESET
ETES-VOUS CERTAIN?NON: OUI:
-
45
AUTO/MODE1/MODE2
INACTIVE/ACTIVE
INACTIVE/ACTIVE
INACTIVE/ACTIVE
ACTIVE/INACTIVE
LANCER/EFFACER
INACTIVE/ACTIVE
INACTIVE/ACTIVE
1/2
RETRACERLANCER
RETRACERLANCER LANCER
SURDECOUPEDISABLE
MENU REGLAGES SURDECOUPEINACTIVE INACTIVE
AUTO PREFEEDINACTIVE
AUTO PREFEEDINACTIVE INACTIVE
LISSAGEACTIVE
LISSAGEACTIVE ACTIVE
CALIB X0.00%
CALIB X0.00% 0.00%
CALIB Y0.00%
CALIB Y0.00% 0.00%
CROPMARK
MENU COMMANDE
MARGE30mm
MARGE30mm 30mm
AUTOCUT PASSES1
AUTOCUT PASSES1 1
MODE DE COMMANDEAUTO
MODE DE COMMANDEAUTO AUTO
BASE POINT0mm 0mm
ALIGNPOINT0mm 0mm
CROPMARK SETTINGCOMPLETED !
CROPMARK SETTINGFAILED,SET AGAIN
COMMANDE VSINACTIVE
COMMANDE VSINACTIVE INACTIVE
COMMANDE !FSINACTIVE
COMMANDE !FSINACTIVE INACTIVE
COMMANDE SPINACTIVE
COMMANDE SPINACTIVE INACTIVE
-
46
Touche Fonction Valeur Par dfaut
PRESET Sert rappeler les conditions dfinies correspondant Prrglages 1 8
loutil et au matriau employ.
FORCE Dtermine la pression de la lame pendant la dcoupe. 20 350 gf 50 gf
Faites un test de dcoupe et fixez les conditions (paliers de 10gf)
adaptes au matriau charg et la lame installe.
SPEED Dtermine la vitesse de la lame durant la dcoupe. 1 85 cm/s 50 cm/s
Faites un test de dcoupe et fixez les conditions (paliers de 1 cm/s)
adaptes au matriau charg et la lame installe.
CURSOR Dplace le matriau et le chariot.
[ ] [ ] [ ] [ ] Lorsquun menu est affich, change les options de
menu et les valeurs de rglage.
PAUSE Suspend la dcoupe. Le tmoin PAUSE sallume
pendant cette interruption. Un second appui annule
la pause.
Pour arrter totalement la dcoupe maintenir [ENTER]
pendant au moins 0,5 seconde.
MENU Pour passer en mode Menu.
En mode Menu, utilisez les touches [ ] et [ ] pour
passer au menu suivant, [ ] sert passer lcran de
rglage et [ ] revenir lcran prcdent.
ENTER Confirme, lance, ou mmorise les options affiches sur
lcran.
ORIGIN Maintenir cette touche pendant au moins 0,5 seconde
dtermine le point dorigine lemplacement actuel
de la lame (en son centre).
SHEET CUT Maintenir cette touche pendant au moins 0,5 seconde
dcoupe le matriau lemplacement actuel du cutter
de sparation. Appuyer dessus pour dtacher une
pice dj dcoupe du rouleau. Ceci ne peut pas tre
effectuer pendant la dcoupe elle-mme.
TEST CUT Maintenir cette touche pendant au moins 0,5 seconde
effectue un test de dcoupe lemplacement actuel.
de la lame. Pour plus dinformations, voir le 4-3
Rglage de la pression et de la vitesse de dcoupe.
MENU+Mise sous tension Choix de la langue pour les messages affichs. / ENGLISH/ ENGLISH
(LANGUAGE) Vous avez le choix entre sept langues : PORTUG / ITALIANO/
Japonais, Anglais, Portugais, Italien, Espagnol, ESPAOL / FRANE/
Franais et Allemand. Deutsch
Mise sous tension Dtermine le type de matriau utilis et valide ltat ROULEAU/FEUILLE/
(SELECT SHEET) des rglages. Pour plus dinformations, voir le AVANT/ARRIERE
5-2 Dtails sur lemplacement du point dorigine et de
la zone de dcoupe.
7-3 Liste des fonctions
Fonctions commandes par une toucheDcrit les fonctions correspondant lappui dune des touches de commande.
-
47
Description des options de menuDcrit les options et fonctions disponibles lorsque vous appuyez sur la touche [MENU] pour passer en mode Menu.
Menu Fonction Valeur Par dfaut
INSTAL Annule les rglages concernant le matriau. COMPENS Dfinit le dpassement de la lame lors de la dcoupe.
Effectuer un test et rgler les conditions pour quelles (paliers decorrespondent au matriau charg et la lame installe. 0.025 mm)Si vous utilisez la lame fournie, la dcoupe peut treeffectue avec les rglages par dfaut.
QUALITE Rgle la qualit de dcoupe. Normalement, laissez-la NORMALE/ NORMALsu r[NORMALE]. Si une dcoupe trs rapide est nces- H.VIT./saire, comme dans le cas dun grand travail, choisissez LOURD[H.VIT.]. Si la pression est leve, ou si le matriaunest pas bien dcoup, ou quand du petit texte doittre dcoup avec prcision, choisissez [LOURD].
VITESSE DEPLACEMENT Dtermine la vitesse de dplacement quand loutil est 1 85 cm/s 50 cm/srelev pour accder au prochain point de dcoupe. (paliers de 1 cm/s)
PRESET Il est possible de rgler les paramtres de dcoupe Prrglages 1 8 correspondant la lame et au matriau et de lesmmoriser pour les rutiliser plus tard. Cinq rglagessont mmoriss : vitesse de dcoupe, dpassement etpression de la lame, [VITESSE DE DPLACMENT] et[QUALITE]. Ces rglages sont mmoriss sous laforme de huit prrglages (numrots de 1 8).
ROTATION Rotation de 90 degrs du point dorigine de la dcoupe. 0deg/90deg 0deg
Le rglage par dfaut est [0deg], qui signifie quelorigine est dans le coin infrieur gauche du matriau.Un rglage de [90deg] dplace lorigine dans le coininfrieur droit du matriau, ce qui entrane une rotationdu travail de 90 degrs.* Noubliez pas que laxe des coordonnes changeen cas de rotation.
MOUVEMENT MATRIAUX Fait avancer, en pralable la dcoupe, la longueur de 24,9 m vers 1.0 mmatriau ncessaire celle-ci, pour vous assurer que lavant 24,9 m vers lavantle matriau navance pas de travers ou ne schappe vers larrirepas des galets. Si vous faites de la dcoupe en continusur le mme rouleau, cette fonction peut aussi treemploye pour vrifier quil reste suffisamment dematriau pour votre prochain travail.Si vous effectuez un chargement frontal, le matriauavancera de la longueur spcifie vers larrire, pourprsenter la zone de dcoupe, et dcaler le point dorigine.
Sous-menu REGLAGE Slectionner [TOUS] pour que les valeurs des options PRESET/TOUS USINE de menu reviennent leur valeur par dfaut.
Slectionner [PRESET] pour que les conditions dedcoupe mmorises dans les prrglages 1 8reviennent leur valeur par dfaut.
UNITES Dfinit lunit de mesure des coordonnes indiques mm/Inch mmAFFICHEES sur lafficheur.
Lorsque vous faites ce rglage avec le menu [MOUVE-MENT MATERIAUX], slectionner [mm] affiche lesvaleurs en mtres et [Inch] les affiche en pieds.
-
48
Menu Fonction Valeur Par dfaut
CONTRASTE Change le contraste de lcran. 5 1 5MOTIF Change le motif de test de dcoupe excut lorsque TYPE1/TYPE2 TYPE1TEST vous appuyez sur la touche [TEST CUT].
Le test de dcoupe ordinaire est obtenu avec [TYPE 1].Pour les matriaux fins ou quand le motif est trop petitPour obtenir de bons rsultats, faites le test avec lemotif [TYPE 2].
DECOUPE Dclenche une procdure de test utile lorsque la CX-500/ DEMO 400/300 ne semble pas fonctionner correctement.
Menu COMMANDE Pour activer la fonction MASSICOT (sparation de la INACTIVE/ACTIVE INACTIVEAUTOCUT MASSIC. feuille dcoupe) laide dune commande, choisissez
[ACTIVE]. Sur [ACTIVE] le matriau est automatique-ment dcoup lors de lenvoi dune commande dedcoupe par lordinateur.Que le rglage soit sur [ACTIVE] ou [INACTIVE], lematriau peut tre coup et donc spar du rouleau enpressant [SHEET CUT].
AUTOCUT Dtermine la vitesse de la fonction MASSICOT 40 85 cm/sSPEED (sparation de la feuille dcoupe). Choisissez une 50 cm/s
vitesse adapte au matriau et la lame utiliss. (paliers de 1cm/s)MARGE Fixe la marge, du ct du bord de coupe du matriau, 5 50 mm 30 mm
dterminant le nouveau point dorigine de dcoupe (paliers de 5 mm)aprs sparation de la feuille prcdente.
AUTOCUT Nombre de passages du cutter de dcoupe (une fois 1/2 1PASSES pour [1] ou deux fois pour [2]). Quand le matriau est
difficile couper, choisissez [2]. Presser la touche[SHEET CUT] dclenche le nombre de passagesde la lame fix ici.
Menu MODE DE Slectionne le type dinstructions comprises par la AUTO/ AUTOCOMMANDE COMMANDE machine. Vous pouvez rgler la machine pour quelle MODE 1/
accepte les instructions des modes 1 ou 2 CAMM-GL III. MODE 2Rgle sur [AUTO], la CX-500/400/300 dtecteautomatiquement le type dinstructions reues enen premier aprs la mise sous tension et seconfigure toute seule pour accepter ces instructions.Pour changer de type dinstructions, changez dabord lerglage, teignez la machine puis rallumez-la.
COMMANDE Pour que la dcoupe se fasse la vitesse dtermine INACTIVE/ACTIVE INACTIVEVS par une commande VS (commande de rglage de
vitesse) envoye par lordinateur, rglez ce paramtresur [ACTIVE]. Avec un rglage sur [INACTIVE], ladcoupe est accomplie selon les valeurs rgles pour[VITESSE] et [VITESSE DE DEPLACEMENT].
COMMANDE Pour que la dcoupe se fasse la pression dtermine INACTIVE/ACTIVE INACTIVE!FS par une commande VS (commande de rglage de
pression) envoye par lordinateur, rglez ce paramtresur [ACTIVE]. Avec un rglage sur [INACTIVE], ladcoupe est accomplie selon les valeurs rgles pour[PRESSION].
TYPE 1 TYPE 2
-
49
Menu Fonction Valeur Par dfaut
COMMANDE Normalement rgl sur [INACTIVE] lors de la dcoupe. INACTIVE/ACTIVE INACTIVE
SP Quand une instruction de slection doutil ou plume (SP(instruction SP) est envoye par lordinateur alors quece paramtre est rgl sur [INACTIVE], linstruction SPest ignore et la dcoupe se poursuit sans interruption(Pause). Rgl sur [ACTIVE], les instructions dechangement doutil sont acceptes et la machine semet en pause. Si ce changement doutil est ncessaire,
ouvrez le capot, changez loutil, puis pressez ENTER.
CROP MARK Sert lors de la dcoupe de matriaux portant des
hirondelles (repres) imprims autour du dessin,
comme des auto-collants. Ces hirondelles servent de
rfrence pour la correction permettant une dcoupe
de dtourage prcise.
Menu SURDECOUPE Dpassement de dcoupe de 1 mm sur les premier et INACTIVE/ACTIVE INACTIVE
REGLAGES dernier segments de trac dcouper. Cette option
reste normalement rgle sur [INACTIVE], et nest
rgle sur [ACTIVE] que si des coins excessivement
nets sont dsirs. Pour les petites lettres et dtails,
le rglage doit toujours tre [INACTIVE] pour viter les
recoupements.
AUTO Sur [ACTIVE] dclenche une avance automatique du INACTIVE/ACTIVE INACTIVE
PREFEED matriau avant la dcoupe. Sur [ACTIVE], quand les
donnes de dcoupe sont reues de lordinateur, le
traceur lance la dcoupe aprs une avance de 1 m du
matriau. (Certaines donnes peuvent provoquer une
avance infrieure 1 m, par ex. si le prochain point de
mouvement est situ plus d1 m de larrire.
* Si la fonction [MOUVEMENT MATERIAUX] sert faire
avancer le matriau au pralable, celui-ci navancera
pas automatiquement mme si [AUTO PREFEED] est
rgl sur [ACTIVE].
LISSAGE Si vous dsirez un lissage de la dcoupe des courbes ACTIVE/INACTIVE ACTIVE
et des cercles rglez ce paramtre sur [ACTIVE].
Toutefois, le petit texte ou les dtails risquent de
prsenter des coins arrondis. Dans ce cas, rglez-le sur
[INACTIVE] et refaites la dcoupe.
CALIB X Ajuste les distances respectives de laxe des X. -0.19% 0.19% 0.00%
Comparez les mesures relles des rsultats de
dcoupe avec les donnes envoyes par lordinateur
puis calculez et dterminez la valeur dajustement.
CALIB Y Ajuste les distances respectives de laxe des Y. -0.19% 0.19% 0.00%
Comparez les mesures relles des rsultats de
dcoupe avec les donnes envoyes par lordinateur
puis calculez et dterminez la valeur dajustement.
RETRACER Lance la dcoupe selon les donnes prsentes dans la
mmoire tampon. Slectionner [EFFACER] supprime
toutes les donnes prsentes dans cette mmoire.
-
50
8 Maintenance
8-1 Nettoyage
REMARQUE teignez toujours la CX-500/400/300 avant de la nettoyer.
Ne lubrifiez jamais les mcanismes.
Utilisez une petite quantit deau ou dalcool pour le nettoyage. Nemployez jamais de solvants tels quessenceou diluants qui pourraient dgrader ou dcoller des lments de la machine.
[Nettoyage extrieur]Utilisez de leau ou de lalcool pour nettoyer les capots enrsine, et essuyez dlicatement avec un chiffon doux. Essuyezle tableau de commandes et lafficheur avec un chiffon propreet doux.
[Nettoyage du plateau]Si le plateau de dcoupe est sale, nettoyez-le avec de leau oude lalcool et essuyez dlicatement avec un chiffon.
[Nettoyage des contre-galets]Avec les leviers de blocage abaisss et les galets levs, utilisezune brosse du commerce pour retirer poussires et autresdtritus. Brossez horizontalement en tournant les galets.Si de la poussire ou des rsidus se sont incrusts, cela peutempcher le bon maintien du matriau et altrer la prcisionde guidage et de dcoupe.
[Nettoyage des galets]Avec les leviers de blocage abaisss et les galets levs, utilisezun chiffon humect deau ou dalcool, et frottez dlicatementpour nettoyer les galets de tout rsidu.
[Nettoyage du capuchon du porte-outil]Si un dbris de matriau adhre la surface interne ducapuchon du porte-outil, dvissez et retirez le capuchon, puistez ces dbris.Si les angles et les courbes ne sont pas nettement dcoups, ousi la dcoupe est discontinue, cest quil faut nettoyer lecapuchon du porte-outil.
-
51
8-2 Consommables
[Lame]Sil se produit un des faits suivants, cest que la lame est use et doit tre remplace par uneneuve.
Le bout de la lame est cass. Il reste des zones non dcoupes alors que la pression est rgle sur 50 ou 60 gf. Les tracs de dcoupe ne sont pas aussi nets quils ltaient avant. Lors des dcoupes de dtails ou dangles, la couche adhsive au matriau se dcolle de
la base papier.
Aprs un usage prolong ou aprs la dcoupe dun matriau dur, le bout de la lame peut treabim, comme indiqu sur la figure. Une dcoupe nette est alors impossible obtenir, il fautremplacer la lame par une neuve.
[Porte-outil]Lorsque vous rglez le bout de la lame et effectuez des dcoupes, le capuchon du porte-outil frotte contre le matriau au cours de ladcoupe, et lextrmit du capuchon finit par sabimer. Lorsquil est trop us, le bout de la lame ne peut plus tre ajust correctementet une dcoupe nette est alors impossible obtenir. Remplacez le porte-outil par un neuf.
Lorsque le porte-outil a t longuement utilis, le support de la lame se dtriore, ce qui empche la rotation de la lame. Si vouscontinuez lutiliser dans cet tat, vous nobtiendrez plus aucune dcoupe nette car la lame ne peut plus pivoter comme il faut.
Si les angles et les courbes ne sont pas nettement dcoups, ou si la dcoupe est discontinue, reportez-vous au 8-1 Nettoyage etnettoyez le capuchon du porte-outil. Si cela namliore pas les rsultats, cest quil faut remplacer le porte-outil.
[Bande de Tflon]Si la dcoupe est ralise alors que le dpassement et la pression de la lame nont pas t correctement ajusts, le bout de la lame peutpercer la base papier du matriau, ce qui abimera la bande de Tflon. Des dcoupes nettes sont impossibles obtenir avec une bandede Tflon endommage.
Lorsque la surface de la bande de Tflon est dforme par des entailles ou autres, il est ncessaire de la remplacer. Contactez votrerevendeur Roland DG Corp. agr. Le remplacement sera factur par le service aprs-vente.
Lame neuve
-
52
ATTENTION
Assurez-vous que la machine esthors tension avant de remplacer lecutter de sparation.Vous risqueriez de vous blesser.
8-3 Comment remplacer le cutter de sparation
1 teignez la CX-500/400/300.Si la lame de sparation est use, remplacez-la par la lame de rechange fournie avec la CX-500/400/300.Suivez les tapes ci-dessous pour remplacer la lame.
3 Remplacez-le par un cutter neuf.
2 Retirez le cutter de sparation usag.(1) Dserrez la vis jusqu ce quelle se dtache.(2) Saisissez la partie visse, et tirez-la doucement
dans la direction de la flche.* Ne tirez pas dans le sens avant-arrire.
4 Installez le nouveau cutter.(1) Saisissez la partie visse et insrez-la doucementdans son rail.* Veillez ce que la lame ne glisse pas
(2) Serrez la vis.
Encoche de position
La lame est maintenue enplace par laimant.
* Si la lame reste dans le chariot, utilisez les pinces fourniespour la retirer.
(2)
(1)
(2)
(1)
-
53
9 Si un problme survient
9-1 Vrification par auto-test
La CX-500/400/300 dispose dune fonction dauto-test permettant de vrifier que son fonctionnement est correct. Si la CX-500/400/300 ne fonctionne pas correctement, suivez les tapes ci-dessous pour vrifier son fonctionnement.(Aucun ordinateur nest ncessaire pour effectuer lauto-test.)
1 Reportez-vous au 4-1 Chargement du matriau(Matriau en rouleau) et chargez le matriau.
3
4 Appuyez plusieurs fois sur la touche [ ] jusqu ceque lcran ci-contre saffiche.
5 Pressez la touche [ ] pour accder au sous-menu.
6 Ustilisez les touches [ ] et [ ] pour slectionner[DEMO CUT].
Pressez la touche [MENU] pour passer en modeMenu.
7 Pressez la touche [ENTER].Lopration de vrification commence. Le fonctionne-ment est correct si une dcoupe ressemblant celleindique sur la figure est effectue.
2 Reportez-vous au 4-2 Installation de la lame etinstallez le porte-outil dans le chariot.
MENU SUB
REGLAGE USINEPRESET
DECOUPE DEMOLANCER
-
54
9-2 Que faire si...
Le cordon dalimentation est-il correcte-ment branch ?
Connectez le cordon dalimentation fourni avec la CX-500/400/300 celle-ci, etbranchez son autre extrmit une prise secteur (voir le 3-2 Connexion).
Dpannage de la CX-500/400/300
La CX-500/400/300 est-elle sous tension ? Mettez la machine sous tension.
La CM-500/400/300 est-elle en arrttemporaire ? Son travail a-t-il t mis enpause ?
Si lcran ci-contre est affich, cela signifie que lamachine est en pause. Pour reprendre la dcoupe,pressez nouveau la touche [PAUSE].Pour stopper la dcoupe, arrtez dabord lenvoi des donnes depuis lordinateur.Puis maintenez enfonce la touche [ENTER] pendant au moins 0,5 seconde.
Lordinateur et la CX-500/400/300 sont-ils relis par le bon cble ?
Le type de cble ncessaire est dtermin par votre ordinateur et le logiciel quevous employez. Mme sans changer dordinateur, un autre logiciel peut ncessiterlemploi dun autre cble. Utilisez le cble indiqu dans votre logiciel.
La machine est-elle en mode Setup ? Si le tmoin SETUP nest pas allum, aucune dcoupe ne peut tre effectue,mme si des donnes sont envoyes.
Les rglages du Driver logiciel sont-ilscorrects ?
Faites les rglages adquats pour le port de sortie.
Lordinateur et la CX-500/400/300 sont-ils connects correctement ?
Connectez correctement lordinateur et la CX-500/400/300 (voir le 3-2Connexions ).
Le systme dexploitation est-il correc-tement configur ?
Vrifiez les lments suivants : Slection du port de sortie Slection du priphrique de sortie Autresrglages Lisez le mode demploi de lordinateur et configurez-le correctement.
Les rglages de lapplication logiciellessont-ils corrects ?
Lorsque vous spcifiez le priphrique de sortie, slectionnez le nom dunmodle acceptant lensemble des instructions. Si lensemble des instructions estdiffrent, des instructions compltement diffrentes peuvent tre envoyes, cequi provoquera une erreur. Des rglages pour le point dorigine et autres peuventtre ncessaires.Vrifiez dans le mode demploi du logiciel, quil est correctement configur.
La machine est-elle en mode Menu ? Lorsque le menu est affich, aucune dcoupe ne peut tre effectue, mme si desdonnes sont reues. Il faut quitter le mode Menu.
CONTINUE PAUSESTOP ENTER
-
55
Un message apparat sur lcran
Lemplacement dau moins un des galets est incorrecte.Dans ce cas, baissez les leviers de blocage du matriau et ramenez les galets enbonne position au dessus des contre-galets. Repositionnez le matriau en fonctionde ce nouvel alignement, puis relevez les leviers de blocage pour maintenir lematriau en place. (Voir le 4-1 Chargement du matriau (Matriau en rouleau)).
Saffiche quand le matriau a t plac en une position o le dtecteur defeuille ne peut pas fonctionner.Suivez les tapes du 4-1 LChargement du matriau (Matriau en rouleau)pour mettre en place le matriau au-dessus du dtecteur.Saffiche quand on retire le matriau aprs avoir press la touche [ENTER].Rechargez le matriau et pressez nimporte quelle touche pour effacer le message.
Indique un problme rencontr par le moteur.Saffiche quand la CX-500/400/300 rencontre une rsistance, en cas de bourrage,quand un rouleau doit tre coup sur une longue distance alors quaucune pr-avance na t faite ou quand le matriau est brutalement tir du rouleau en coursde dcoupe.Dans ce cas, teignez et rallumez la machine (si un bourrage de matriau estsurvenu, rsolvez-le avant de rallumer).Pour les grandes dcoupes avec du matriau en rouleau, utilisez la fonction[MOUVEMENT MATERIAUX] du menu pour faire avancer le matriau durouleau de la longueur dcouper (accordez-vous une marge de 0,1 m en plus dela longueur dcouper).Si vous employez un matriau pais, changez le rglage de [QUALITE] enpassant de [NORMALE] [LOURD]. (Voir le 7-3 Liste des fonctions etreportez-vous [QUALITE].) Si ce message apparat et que la machine sarrtependant la dcoupe alors que vous avez choisi [LOURD], teignez et rallumez lamachine, puis pressez [SPEED] et rglez le paramtre [** cm/s] sur une valeurplus petite. (Voir le 7-3 Liste des fonctions).
La machine est en attente pour remplacement de loutil.Si le remplacement de loutil nest pas ncessaire, il suffit dappuyer sur [ENTER].Loption de menu [COMMANDE SP ] doit normalement tre rgle sur [INAC-TIVE].
DEPLACER PINCERENROULER
SETUP SVP
Err Moteur 00800080REDEMARRER
CHG OUTIL:OUTIL No. 2
-
56
La lame et le porte-lame sont-ils correc-tement installs ?
Installez-les pour quil ny ait pas de jeu. (Voir 4-2 Installation dune lame ).
Les dcoupes sont irrgulires et pas nettes
Utilisez-vous un matriau pais ? Avec un matriau pais, faites passer le rglage [QUALITY] sur [HEAVY]. (Voirle 5-1 Rglages dtaills des conditions de dcoupe).
Le porte-outil est-il dtrior ? Remplacez-le par un porte-outil neuf. (Voir le 8-2 Consommables).
La bande de Tflon est-elle abime ? Remplacez-la par une protection de lame neuve. (Voir le 8-2 Consommables).
La compensation de la lame est-ellergle correctement ?
Rglez-la sur une valeur approprie. (Voir le 5-1 Rglages dtaills desconditions de dcoupe). De plus, en fonction du programme que vous utilisez,vous avez la possibilit de rgler la compensation (offset) avec le programme.Dans ce cas, vrifiez que les rglages du programme ne sont pas en conflit avecceux de la machine.
La lame est-elle mousse ? Dans ce cas, remplacez-la par une neuve (Voir le 4-2 Installation dune lame ).
Il reste des zones non dcoupes
La vitesse et la compensation de lalame sont-elles rgles de faon appro-prie pour le matriau dcoup ?
Faites un test de dcoupe et utilisez le menu pour choisir les valeurs appropries.(Voir les 5-1 Rglages dtaills des conditions de dcoupe et 4-3 Rglage dela pression et de la vitesse de dcoupe).
Le dpassement et la pression de lalame sont-ils rgls de faon appropriepour le matriau dcoup ?
Rglez le dpassement et la pression de la lame sur des valeurs appropries. (Voirles 5-1 Rglages dtaills des conditions de dcoupe et 4-3 Rglage de lapression et de la vitesse de dcoupe).
La base papier est coupe
Utilisez-vous un matriau large ? Si vous utilisez un matriau de laize suprieure 762 mm, abaissez le galet mdianen position centrale par rapport au rouleau.
Le matriau remonte pendant la dcoupe ou la lame raye le matriau
La vitesse est-elle trop rapide ? Utilisez le menu pour rduire le rglage de [UPSPEED]. (Voir le 5-1 Rglagesdtaills des conditions de dcoupe).
La lame et le porte-lame sont-ils correc-tement installs ?
Installez-les en veillant ce quils ne bougent pas. Voir le 4-2 Installation dunelame ).
Les points de dpart et de fin de la dcoupe ne se raccordent pas
Utilisez-vous un matriau pais ou dur ? Avec un matriau pais ou dur, les points de dpart et de fin de la dcoupe peuventne pas correspondre.
Reste-t-il des rsidus sur le porte-outil ? Retirez le capuchon du porte-outil et enlevez les dbris. (Voir 8-1 Nettoyage.)
-
57
Les zones vides sont-elles dues auxspcifications techniques ?
Des limitations mcaniques peuvent produire des marges techniques lavant, larrire ou sur les cts du matriau. (Voir 5-2 Dtails sur lemplacement dupoint dorigine et de la zone de dcoupe).
Prsence de zones vides sur le matriau
La longueur est-elle suprieure 1,60 m(63) ?
Si vous essayez dinstaller un matriau en feuille dune longueur suprieure 1,60 mavec le paramtre [PIECE], celui-ci sera considr comme du matriau en rouleau.(Voir 5-2 Dtails sur lemplacement du point dorigine et de la zone de dcoupe).
Le matriau en feuille ne peut tre rgl sur PIECE (longueur non affiche)
Utilisez-vous un matriau perfor surles bords pour entranement par picots?
Si un tel matriau est employ, placer un galet sur la portion perfore entrane unglissement du matriau. Veillez placer le galet lintrieur des parties perfores,sur le matriau.
Le matriau schappe des galets durant le processus de dcoupe
Si un matriau plat (dcoup au formatou en feuille) a t charg, le rglagePIECE a-t-il t fait pour ce type dematriau ?
Lors du chargement du matriau, slectionnez [PIECE] dans le menu [SELECTSHEET].(Voir 5-4 Chargement dune feuille (Matriau au format, chutes, etc.)).
Le matriau dcoup est-il bloqu parendroits ?
Vrifiez que les
Related Documents