Biotecnolog Biotecnolog í í a Industrial a Industrial Producci Producci ó ó n industrial de Metabolitos n industrial de Metabolitos Biorreactores Biorreactores CONCEPTOS y TECNICAS de CONCEPTOS y TECNICAS de BIOTECNOLOGIA BIOTECNOLOGIA ( ( FCEyN FCEyN – – UBA ) UBA ) Miryan Cassanello PINMATE – Dep. Industrias, FCEyN-UBA E-mail: [email protected]

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

BiotecnologBiotecnologíía Industriala IndustrialProducciProduccióón industrial de Metabolitos n industrial de Metabolitos
BiorreactoresBiorreactores
CONCEPTOS y TECNICAS de CONCEPTOS y TECNICAS de BIOTECNOLOGIABIOTECNOLOGIA
((FCEyNFCEyN –– UBA )UBA )
Miryan CassanelloPINMATE – Dep. Industrias, FCEyN-UBA
E-mail: [email protected]

Estadística: año 2002(Fuente: Kent y Riegel, 2007)
Relevancia económica de los productos generados industrialmente mediante procesos biotecnológicos
Productos Productos biotecnolbiotecnolóógicosgicos:: están en todos los sectores de la
•drogas (genéricas y no-genéricas)
•productos de belleza
•procesamiento de alimentos para humanos y animales
•procesamiento textil y artículos de limpieza
•aplicaciones industriales: producción masiva de alcohol
•suplementos nutricionales
vida diaria:

Productos Organismo típico utilizado Mercado mundial(ton/año)
Alcoholes Etanol Saccharomyces cerevisiae 20 millones
Butanol/acetone Clostridium acetobutylicum 2.000Ácidosorgánicos
Acido cítrico Aspergillus niger 230.000Acido glucónico Aspergillus niger 50.000Acido láctico Lactobacillus delbrueckii 20.000
Aminoácidos Acido L-glutámico
Corynebacterium glutamicum 300.000
L-lisina Brevibacterium flavum 30.000L-fenilalanina Corynebacterium glutamicum 2.000L-arginina Brevibacterium flavum 2.000
Antibióticos Penicilinas Penicillium chrysogenum 40.000Cefalosporinas Cephalosporium acremonium 10.000Tetraciclinas Streptomyces aureofaciens 10.000
Productos obtenidos mediante procesos biotecnolProductos obtenidos mediante procesos biotecnolóógicosgicos
(Fuente: Doran, 1995)(Fuente: Doran, 1995)

Producto Organismo típico utilizado Mercado mundial(ton/año)
Enzimas Proteasas Bacillus spp. 600α-Amilasa Bacillus amyloliquefaciens 400Glucoamilasa Aspergillus niger 400Glucosa isomerasa Bacillus coagulans 100Pectinasa Aspergillus niger 10
Polímeros Xantanos Xanthomonas campestris 5.000Dextrano Leuconostoc mesenteroides 200
Vitaminas B12 Propionibacterium shermanii 10Vacunas Difteria Corynebacterium diphterie < 50 kg/año
Tétanos Clostridium tetani PequeñaProteínasterapéuticas
Insulina Escherichia coli recombinante < 20 kg/añoInterferón-α2 Escherichia coli recombinante 10Hormona de crecimiento
Escherichia coli recombinante o células recombinantes de mamíferos
Pequeña

BIOTECNOLOGIABIOTECNOLOGIA
BiotecnologBiotecnologííaaROJAROJA
BiotecnologBiotecnologííaaBLANCABLANCA
BiotecnologBiotecnologííaaVERDEVERDE
BiotecnologBiotecnologííaaAZULAZUL
Biotecnología BLANCA (o industrial): Aplicación en la industria en general, productos químicos, nuevos materiales, biocombustibles, etc.
Biotecnología VERDE: Aplicación en agro-alimentos
Biotecnología AZUL: Aplicación en organismos marinosBiotecnología ROJA:
Aplicación en medicina
IngenierIngenierííaa QuQuíímicamicaQuQuíímicamicaBiologBiologííaa
BioquBioquíímicamica

BIOTECNOLOGIA BIOTECNOLOGIA INDUSTRIALINDUSTRIAL
Biotecnología : actividad multidisciplinaria que comprende la aplicación de los principios científicos y de la ingeniería al procesamiento de materiales por agentes biológicos para proveer bienes y servicios. (Definición de la OECD)
Agentes biológicos: células microbianas, animales, vegetales y enzimas.
Bienes: cualquier producto industrial (alimentos, bebidas, productos medicinales, etc.
Servicios: especialmente los relacionados con la purificación de aguas y tratamiento de efluentes.

Bibliografía – libros de textoBioprocess Engineering. Basic concepts, Michael L. Shuler, Fikret
Kargi, Prentice Hall Int. Series, 2nd Ed. 2002.Kent and Riegel’s Handbook of Industrial Chemistry and
Biotechnology, J.A. Kent (Ed.), Chapter 30: Industrial Biotechnology: Discovery to Delivery, G. Chotani, T. Dodge, A. Gaertner, M. Arbige, Springer, 11th Ed. 2007.
Principios de Ingeniería de los bioprocesos, Pauline M. Doran, Editorial Acribia S.A, Zaragoza, España. 1995. (Traducido 1998)•Biochemical Engineering Fundamentals, James E. Bailey, David. F. Ollis, McGraw-Hill Int. Ed., 2nd. Ed. 1986.•Biochemical engineering and biotechnology, Ghasem Najafpour, Elsevier, (2007) ISBN-10: 0444528458; ISBN-13: 978-0444528452•Bioreaction Engineering Principles, Jens Nielsen, John Villadsen, Gunnar Lidén. Springer, 2da. Ed. (2005). ISBN-10: 0306473496; ISBN-13: 978-0306473494

Bibliografía – algunos reprints de biotecnologia industrial•Xu, J., Ge, X., Dolan, M.C., Towards high-yield production of pharmaceutical proteins with plant cell suspension cultures. Biotechnology Advances 29 (2011) 278–299•Brennan, L., Owende, P., Biofuels from microalgae—A review of technologies for production, processing, and extractions of biofuels and co-products. Renewable and Sustainable Energy Reviews 14 (2010) 557–577•Huang, T-K., McDonald, K.A., Review: Bioreactor engineering for recombinant protein production in plant cell suspension cultures. Biochemical Engineering Journal 45 (2009) 168–184•Rosche, B., Li, X.Z., Hauer, B., Schmid, A., Buehler, K., Microbial biofilms: a concept for industrial catalysis? Trends in Biotechnology 27 (2009) 636–643•Lacaze, G., Wick, M., Cappelle, S., Emerging fermentation technologies: Development of novel sourdoughs. Food Microbiology, 24 (2007) 155–160Gavrilescu, M., Chisti, Y., Biotechnology—a sustainable alternative for chemicalindustry. Research review paper. Biotechnology Advances, 23 (2005) 471–499•Butler, M., Animal cell cultures: recent achievements and perspectives in the production of biopharmaceuticals. Appl Microbiol Biotechnol, 68 (2005) 283–291•Kretzmer, G., Industrial processes with animal cells. Appl Microbiol Biotechnol, 59(2002) 135–142

Objetivo de la producción industrial de células o de
microorganismos
Producir las mismas células o microorganismos (biomasa) en gran escala
Producir en gran escala compuestos (intracelulares o extracelulares) resultantes del crecimiento celular (metabolitos)
Metabolitos Primarios
Metabolitos Secundarios

Metabolitos primariosMetabolitos primarios-Moléculas generalmente sencillas, que participan de los caminos metabólicos esenciales. Son casi idénticos en todos los organismos.
-Son más baratos y sencillos de producir, tienen bajo contenido de “actividad biológica” y frecuentemente son “commodities”
1. Componentes esenciales de las células/microorganismos: proteínas, ácidos nucléicos, polisacáridos (gelanos, xantanos) y poliésteres, ácidos grasos (insaturados), esteroles.
2. Derivados del metabolismo intermedio: azúcares (fructosa, ribosa, sorbosa), ácidos orgánicos (gluconato, ácido láctico, cítrico, acético, propiónico, succínico, fumárico), alcoholes (xilitol, etanol, glicerol, sorbitol, butanol), aminoácidos (Lys, Thr, Glu, Trp, Phe), vitaminas (B2, B12), nucleótidos saborizantes (ácidos inocínico y guanílico), polisacáridos y poliésteres de reserva.
Microorganismos productores: bacterias, levaduras y hongos

Metabolitos secundariosMetabolitos secundarios-Moléculas mas complejas, que participan de caminos metabólicos no-esenciales, pero confieren capacidades de supervivencia en situaciones de stress.
-Son muy variados y su estructura es fuertemente dependiente de la especie y variedad utilizada para su producción. Se generan en condiciones particulares y son más valiosos y complicados de producir ⇒ alto contenido de “actividad biológica”
-Generalmente son productos especiales (alto precio). Funcionan en los organismos que los producen como:1. Armas contra otros microorganismos (antibióticos, toxinas,
inhibidores enzimáticos, pesticidas)2. Factores de crecimiento (hormonas)3. Ionóforos4. Agentes de interacción microbiana5. Efectores externos

PROCESOS BIOTECNOLOGICOS o PROCESOS BIOTECNOLOGICOS o FERMENTACIONESFERMENTACIONES
Biorreactoro
Fermentador
Procesos que se llevan a cabo en un “bio”-reactor mediante los cuales se transforman los sustratos de un medio de cultivo (materias primas) en metabolitos y/o en biomasa (productos) empleando para este fin microorganismos, células o enzimas.
Operaciones unitarias
Operaciones unitarias

Principales etapas de un proceso biotecnolPrincipales etapas de un proceso biotecnolóógico industrial:gico industrial:
1)Propagación de cultivos: comienza en un tubo de ensayo o un tubo congelado o liofilizado donde se conserva la cepa de interés, o de una colonia del microorganismo previamente seleccionado. Se propaga en el laboratorio progresivamente aumentando el volumen del medio de cultivo.
EsterilizaciónPreparación de
medios
FermentaciónSeparación
Purificación
Propagación de los cultivos
2)Fermentación: Se prepara el medio de nutrientes y se esteriliza. Se siembra un tanque de inóculos cuyo volumen depende de la escala industrial. Vinoculos~50-1000L y Vfermentador industrial~10-1000 m3).
Tratamiento de efluentes
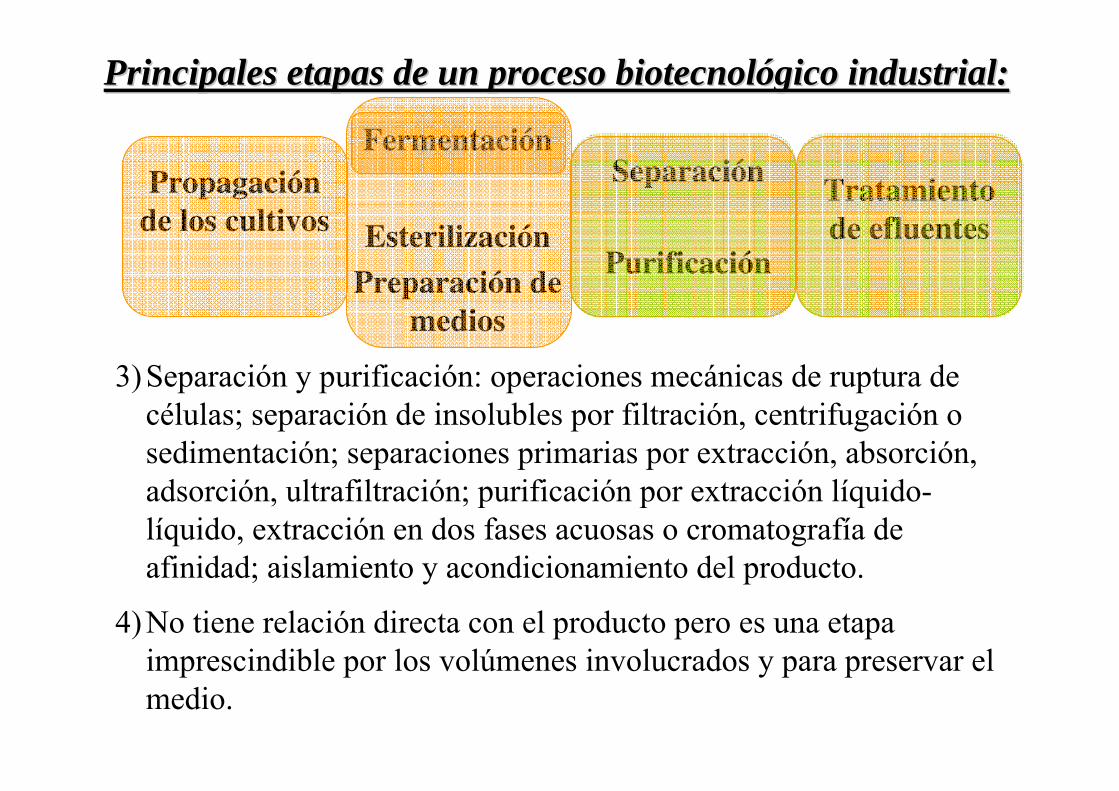
3)Separación y purificación: operaciones mecánicas de ruptura de células; separación de insolubles por filtración, centrifugación o sedimentación; separaciones primarias por extracción, absorción, adsorción, ultrafiltración; purificación por extracción líquido-líquido, extracción en dos fases acuosas o cromatografía de afinidad; aislamiento y acondicionamiento del producto.
Principales etapas de un proceso biotecnolPrincipales etapas de un proceso biotecnolóógico industrial:gico industrial:
EsterilizaciónPreparación de
medios
FermentaciónSeparación
Purificación
Tratamiento de efluentes
Propagación de los cultivos
4)No tiene relación directa con el producto pero es una etapa imprescindible por los volúmenes involucrados y para preservar el medio.

SelecciSeleccióón (n (screeningscreening))En la selección del microorganismo/célula, se debe tener en cuenta:
1. La cepa a utilizar debe ser genéticamente estable.
2. La velocidad de crecimiento debe ser alta.
3. La cepa debe estar libre de contaminantes.
4. Sus requerimientos nutricionales deben cubrirse con medios de cultivo de costo reducido.
5. Deben ser de fácil conservación por largos períodos de tiempo sin pérdida de sus características.
6. Debe realizar el proceso fermentativo completo en tiempo corto.
7. Si el objetivo es un producto, este debe ser de alto rendimiento y de fácil recuperación a partir del medio de cultivo.

Los nuevos métodos de “screening” incorporan técnicas de ingeniería genética para crear diversidad.

PreparaciPreparacióón de medios de cultivo n de medios de cultivo –– EsterilizaciEsterilizacióón n
Los componentes de los medios de cultivo son los “efectores externos” de naturaleza química que deben cumplir con los requerimientos del crecimiento y de formación de productos y suministrar energía para el mantenimiento celular.
Componentes de un medio de cultivo:
1. Macronutrientes, agregados en concentraciones de g/L, fuentes de C, N, S, P, K y Mg
2. Micronutrientes o elementos trazas, representados por las sales de Fe, Mn, Mo, Ca, Zn y Co, agregados en conc. de mg o µg/L
3. Factores de crecimiento, constituidos por compuestos orgánicos que no son sintetizados por las células y de función metabólica específica; se suministran en baja concentración (vitaminas, algunos aminoácidos, etc.)
PreparaciPreparacióón de medios de cultivo n de medios de cultivo –– EsterilizaciEsterilizacióón n
Los medios pueden clasificarse considerando la naturaleza química de los componentes en:
1. Medios sintéticos o medios químicamente definidos
2. Medios complejos, en cuya composición intervienen sustancias de origen animal o vegetal (ej.: extracto de levadura, macerado de maíz, harina de soja, etc.) que aportan las sustancias fundamentales pero son químicamente indefinidas y de composición variable.
Cualquiera sea el medio de cultivo, se debe esterilizar previamente a ponerse en contacto con el inóculo. Esterilizar significa eliminar toda forma de vida de un medio o material. Generalmente se llevaa cabo por filtración o calentamiento.

SeparaciSeparacióón y purificacin y purificacióón (n (downstreamdownstream)): depende de la eficiencia del proceso y del producto a obtener

Cinética de crecimiento de biomasaDefinicionesCrecimiento en cultivos discontinuos o batch: Factores que afectanCuantificación de la velocidad de crecimiento: Modelos, Ecuación
de MonodCrecimiento en cultivos continuos: Quimiostato, turbidistato
Fermentaciones Fermentaciones -- fermentadores o fermentadores o biorreactoresbiorreactoresEs el corazón del proceso y debe optimizarse para evitar posteriores etapas de separación y purificación.
Fermentaciones
Para el diseño de los biorreactores se debe considerar la cinética del crecimiento de las células o microorganismos (“biomasa”) y la velocidad de formación de los productos deseados.
discontinuas o batchsemicontinuas (fed-batch)continuas

CinCinéética de crecimiento microbianotica de crecimiento microbiano
nX P X S +→+ ∑∑
El crecimiento microbiano es un ejemplo de reacción auto-catalítica. La velocidad de crecimiento está relacionada con la concentración de células.
biomasa decantidadmayor aresextracelul
productos biomasa ustratoS +→+
aumento en el número de célulasaumento del tamaño de las célulasCrecimiento
dtdX
X1
neta ≡µX: concentración másica de células (g/L)t: tiempo (h)
Velocidad específica neta de crecimiento (h-1):

La velocidad específica neta de crecimiento es la diferencia entre la velocidad de crecimiento y la velocidad de desaparición de biomasa por muerte celular o por metabolismo endógeno:
También se puede expresar la velocidad en función de la concentración de número de células en lugar de la concentración másica de las mismas. Si no se pueden medir las dos, se prefiere la concentración másica.
Formas de medir la concentración de células
DirectosIndirectosMétodos
Se busca un método rápido, fácil de seguir en línea o de respuesta rápida.
dgneta k−µ=µ

DeterminaciDeterminacióón de la concentracin de la concentracióón mn máásica de csica de céélulas:lulas:Métodos directos (en ausencia de otros sólidos en suspensión):
•Masa de células secas (centrifugado/filtrado/lavado/secado)•Volumen de células centrifugadas en condiciones estándar•Absorción de luz por células en suspensión
Métodos indirectos: se basan en un efecto que inducen, como ser la velocidad de consumo de un sustrato o de formación de un producto.
•Productos: etanol, CO2•Sustratos: consumo de O2 o de un sustrato base de C o N•Propiedades físico-químicas: viscosidad, pH
Ejemplo: seguir la concentración de ATP, ≅ proporcional a la masa de células.
UZL O ATP uciferinal luciferasa2 ⎯⎯ →⎯++ Sensible
> 10-12 gATP/L

CinCinéética de crecimiento de un cultivo en tica de crecimiento de un cultivo en batchbatch
Etapas:Etapas:1) de latencia o
inducción2) de crecimiento
exponencial 3) de desacelera-
ción4) estacionario5) de muerte o
declinación celular
1) 1) LatenciaLatencia:: adaptación del inóculo al medio. Depende del inóculo (edad y tamaño) y de los nutrientes. Se puede adaptar ex-situ.
2) 2) Crecimiento exponencial:Crecimiento exponencial: rápida multiplicación de células crecimiento balanceado (composición de células constante).
3) 3) DesaceleraciDesaceleracióón:n: por consumo de un nutriente esencial o generación de subproductos tóxicos crecimiento desbalanceado, las células deben readaptarse a las condiciones hostiles.
4) 4) Estacionario:Estacionario: velocidad de crecimiento nula. Las células aún son activas y pueden producir metabolitos secundarios (ej. antibióticos, hormonas) productos de la desregulación celular
5) 5) Muerte:Muerte: baja el número de células, difícil definir el límite con la etapa anterior.
1) 1) LatenciaLatencia:: adaptación del inóculo al medio. Depende del inóculo (edad y tamaño) y de los nutrientes. Se puede adaptar ex-situ.
2) 2) Crecimiento exponencial:Crecimiento exponencial: rápida multiplicación de células crecimiento balanceado (composición de células constante).
3) 3) DesaceleraciDesaceleracióón:n: por consumo de un nutriente esencial o generación de subproductos tóxicos crecimientodesbalanceado, las células deben readaptarse a las condiciones hostiles.
4) 4) Estacionario:Estacionario: velocidad de crecimiento nula. Las células aún son activas y pueden producir metabolitos secundarios (ej. antibióticos, hormonas) productos de la desregulación celular
5) 5) Muerte:Muerte: baja el número de células, difícil definir el límite con la etapa anterior.

t0netanetag
netaeXX dtX
dX dtdX
X1 µ=⇒µ=⇒=µ≅µ
Crecimiento balanceado: todos los componentes de las células crecen con la misma velocidad → la composición media de las mismas permanece constante. Es válido para la etapa de crecimiento etapa de crecimiento exponencialexponencial. En este período, la velocidad de crecimiento es independiente de los nutrientes y resulta en una cinética de primer orden.
netad0
)2ln( X2Xµ
=τ⇒=
Tiempo necesario para duplicar la biomasa:

Crecimiento no balanceado: los componentes de las células no crecen con la misma velocidad → la composición media se modifica. Esta situación caracteriza especialmente a la etapa estacionariaetapa estacionariaEl estrés producido por la falta de nutrientes o por la existencia de subproductos o toxinas inhibidoras que generan un medio hostil induce una reestructuración de las células para adaptarse a las nuevas condiciones.
dgnetag k−µ=µ≠µPuede ocurrir:•La concentración másica de células (X) es constante pero baja el número de células viables.•X baja por lisis de células. Puede aparecer un segundo período de crecimiento, los productos de lisis o las células muertas constituyen un sustrato alternativo (crecimiento críptico).•X constante pero su metabolismo es activo; cambia la regulación celular produciendo metabolitos secundarios.
Coeficiente de mantenimientoCoeficiente de mantenimiento:: se emplea para definir la velocidad específica de consumo de sustrato para energía de mantenimiento.
mdtSd
X1 - m ⎟
⎠⎞=
EnergEnergíía de mantenimientoa de mantenimiento:: necesaria para mantener la membrana celular activa y el transporte de nutrientes, y para funciones metabólicas esenciales como la movilidad y la reparación de estructuras dañadas.
Si no hay sustrato disponible, el mantenimiento inducirá pérdida de masa celular (metabolismo endógeno para adaptarse al medio).

Otras definiciones: Coeficientes de rendimientoOtras definiciones: Coeficientes de rendimiento: se definen en base a la cantidad consumida de otro componente.Rendimiento de formación de células por masa de sustrato consumida (g células/g S)YX/S es un valor constante en la etapa de crecimiento exponencial.Luego de la etapa de crecimiento exponencial, YX/S deja de ser constante, es un rendimiento aparente porque el sustrato se emplea para otros fines:
tenimiento-man para
energia
cimiento-cre para
energiaproductos de
formacionbiomasa de
formacion SSSSS ∆+∆+∆+∆=∆
También se pueden definir rendimientos basados en otros componentes:
SPY ;
DOXY P/SOX 2 ∆
∆−=
∆∆
−=/
SXY S/X ∆
∆−=
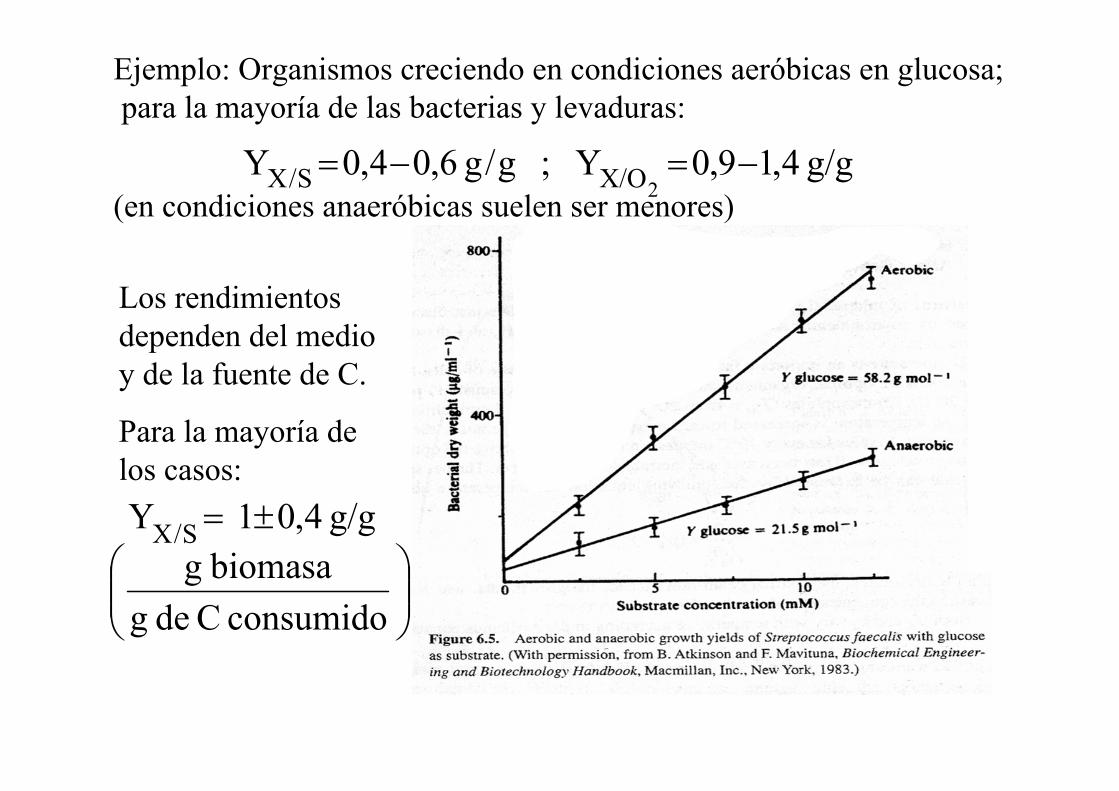
g/g 4,19,0Y ; g/g 6,04,0Y2X/OS/X −=−=
Ejemplo: Organismos creciendo en condiciones aeróbicas en glucosa; para la mayoría de las bacterias y levaduras:
(en condiciones anaeróbicas suelen ser menores)
Los rendimientos dependen del medio y de la fuente de C.
Para la mayoría de los casos:
⎟⎟⎠
⎞⎜⎜⎝
⎛±=
consumido C de gbiomasa g
g/g 4,01 Y S/X

(c) qP no-asociada al crecimiento celular (etapa estacionaria, donde la µg=0) ej.: metabolitos secundarios como antibióticos.
RelaciRelacióón del crecimiento de biomasa con la formacin del crecimiento de biomasa con la formacióón de n de productos:productos:
gX/PP YdtdP
X1q µ==
Definimos la velocidad específica de formación
de producto, qP
X/PgP Y q =α⇒α= µ
β+α= µgP q
Se encuentran 3 situaciones:(a) qP asociada al crecimiento celular, ej: producción de una enzima constitutiva de la biomasa (metabolito primario).
(b) qP parcialmente asociada (etapa de desaceleración y estacionaria), ej: fermentación de ácido láctico, xantanos y algunos metabolitos secundarios.
0 ;tetanconsq gP ==β= µ

RelaciRelacióón del crecimiento de biomasa con la formacin del crecimiento de biomasa con la formacióón de n de productos:productos:
dtdX
X1 Y Y
dtdP
X1q X/PgX/PP === µ
gP q µα= β+α= µgP q β=PqAsociada Parcialmente asociada No asociada
Metabolitos primarios Metabolitos secundarios

Factores que influyen Factores que influyen –– Temperatura del medioTemperatura del medio
-psicrófilos (Top < 20°C)
-mesófilos (20<Top<50°C)
-termófilos (Top > 50°C)
La velocidad de crecimiento
disminuye por encima de la Top
La velocidad de crecimiento
aproximadamente se duplica cada ∆T = 10°C
•Por encima de Top ocurre muerte celular → disminuye el número de células viables cuando la velocidad de muerte supera la de crecimiento.
•Ambas velocidades siguen una ecuación tipo Arrhenius con
Ea ≅ 10–20 kcal/mol Ed ≅ 60–80 kcal/mol
La muerte celular es más sensible a T que el crecimiento (importante para la esterilización)
•La T también afecta la velocidad de formación de producto pero la Top y la Ea suelen ser distintas.
•También influye sobre el YX/S porque para T>Top, la energía de mantenimiento es mayor baja YX/S
•Para organismos inmovilizados puede cambiar el control.
)/exp(' RTEA ag −=µ )/exp( RTEAk ddd −=

Factores que influyen Factores que influyen –– pHpH del mediodel medio
Variación de la velocidad específica de crecimiento con el pH. Existe un pH óptimo para cada tipo de célula, generalmente próximo a 7. Se puede
incrementar el rango adaptando las células por incrementos pequeños.
Rango de pH óptimo

•El pH óptimo suele ser distinto para el crecimiento que para la formación de producto.
•Los pH aceptables varían en ±1 o 2 unidades respecto del óptimo.
•El pH óptimo depende de la biomasa, el rango va de 3 a 8.- levaduras: 3 – 6 - hongos: 3 – 7 - células vegetales: 5 – 6 - células animales: 6,5 – 7,5
•Algunos organismos pueden regular el pH empleando energía de mantenimiento.
•El pH puede variar mucho por efecto del medio (fuente de N, aminoácidos, CO2)

Factores que influyen Factores que influyen –– concentraciconcentracióón de On de O22 disuelto (DO):disuelto (DO):Es un sustrato importante para las fermentaciones aeróbicas.•Debido a la baja solubilidad del O2 en agua, puede ser un limitante de la velocidad de crecimiento. •La solubilidad del oxígeno en agua depende de la presión, de la temperatura y de las sales disueltas (a presión atmosférica es 7ppm).•La concentración crítica de oxígeno disuelto CO2,critica es aquella por debajo de la cual comienza a controlar la velocidad de crecimiento:• 5–10% de la concentración de saturación para bacterias y levaduras y≅ 10–50% de la concentración de saturación para hongos (según el tamaño)

Transporte de oxígeno a las células
•El O2 se introduce por burbujeo y su concentración depende de la agitación.
⎟⎠⎞⎜
⎝⎛ −= bO
*OLGL 22
CCakOTR
•Velocidad de consumo de oxígeno (OUR):
22 O/X
gO Y
XXqOUR
µ==
•Velocidad de transferencia:

Factores que influyen Factores que influyen –– otros factoresotros factores
•Potencial redox: afecta las reacciones de óxido-reducción. Esta relacionado con la concentración de O2, el pH y las concentraciones de otros iones.Potencial de reducción del medio:
Se puede reducir bajando la concentración de O2 (burbujeo de nitrógeno) o por agregado de agentes reductores (cisteína, Na2S, HCl).
•Concentración de CO2 disuelta puede afectar. Puede ser tóxica para algunas células y necesaria para otras. Se regula modificando la concentración en la corriente de burbujeo.
•Fuerza iónica: afecta el transporte de ciertos nutrientes desde y hacia el interior de las células. Depende de la concentración y de la carga de los iones en el medio:
( ) ( ) ( )( )+++= HP060EmVE2O0 loglog,
∑=i
2ii2
1 ZcFI

GeneraciGeneracióón de calor por crecimiento microbianon de calor por crecimiento microbiano•40–50% de la energía suministrada por las fuentes de C se convierten en ATP (forma en que las células acumulan energía) →el resto se libera como calor. •El calor liberado se puede calcular a partir de las entalpías de combustión del sustrato y de la biomasa formada:
celulas OH CO 22 ++
Ciclo entálpicopara calcular el calor generado
Combustión de las células∆Hc (kJ/g)
Crecimiento microbiano y respiración
1/YH (kJ/g célula)
OH COO Sustrato 22)g/kJ(H sustrato,
del combustion
2S +⎯⎯⎯⎯⎯ →⎯+ ∆
cS/XS
S/XH
Hc
S/X
SHYH
YY
Y1H
YH
∆−∆=⇒+∆=
∆

•Algunos valores típicos: ∆Hc ~ 20 – 25 kJ/g célulasYH ~0,42 g/kcal (glucosa); 0,30 g/kcal (malato); 0,18 g/kcal (etanol)
0,12 g/kcal (metanol); 0,061 g/kcal (metano)
•El grado de oxidación del sustrato afecta fuertemente la cantidad de calor que evoluciona por el metabolismo de las células.
•Para células en crecimiento activo, el requerimiento para mantenimiento es bajo →la evolución de calor está directamente relacionada con el crecimiento.
•Velocidad total de generación de calor en una fermentación batch se calcula considerando la velocidad de crecimiento.
•En una fermentación aeróbica, se correlaciona con la velocidad de consumo de oxígeno, dado que es el aceptor final de electrones.
VY1X QH
netagenerado µ=
2Ogenerado Q 12,0 Q =

Configuraciones de refrigerantes en biorreactores: (a) camisa externa (b) serpentín externo (c) serpentín interno helicoidal (d) serpentín interno tipo deflector (e) intercambiador de calor externo

Reactor Reactor batchbatch de de escala laboratorioescala laboratorio

Reactor Reactor batchbatch de de escala industrialescala industrial

EstequiometrEstequiometrííaa del crecimiento microbiano y formacidel crecimiento microbiano y formacióón de n de productosproductos Procesos complejos →reflejan el transcurso de miles de reacciones intracelulares.
Es importante poder comparar el rendimiento y la generación de calor que se obtiene empleando distintos sustratos → la estequiometría de conversión de sustratos a biomasa y a productos extracelulares se suele representar por ecuaciones pseudoquímicas simples.
→ 22
32nm CO e OH d NOCH c NH b O a OCH ++++ δβα
CHmOn representa un mol del carbohidrato empleado como sustrato
CHαOβNδ representa un mol del material celular
La composición del material celular depende del tipo de organismo. Un mol de material biológico es aquel que contiene un átomogramo de C

Composición elemental de la bacteria Escherichia coliElemento % en masa seca
C 50O 20N 14H 8P 3S 1K 1Na 1Ca 0.5Mg 0.5Cl 0.5Fe 0.2
Otros 0.3
92% de la masa seca total esta formado por C, O, N, H
Componentes minoritarios no se tienen en cuenta en la fórmula mínima
Por que una fórmula mínima escrita como: CHaObNd ?
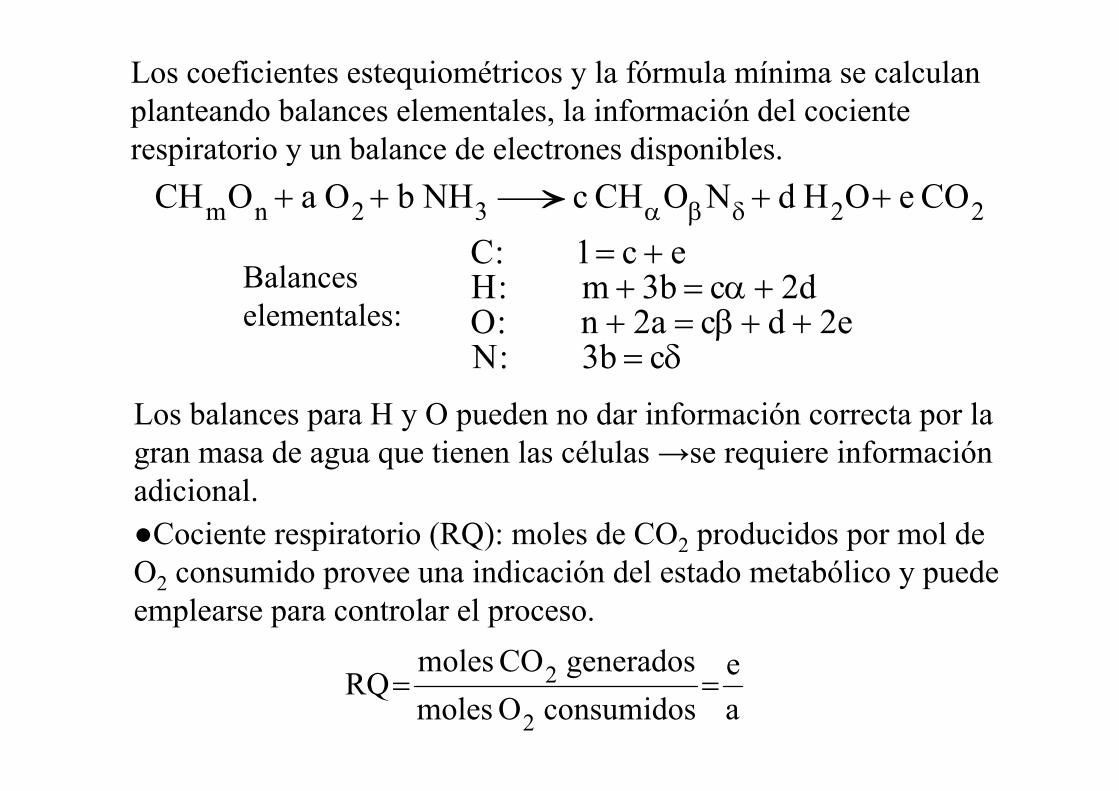
Balances elementales:
→ 22
32nm CO e OH d NOCH c NH b O a OCH ++++ δβα
δ=++β=+
+α=++=
c 3b :N 2e d c 2a n :O
2d c 3b m :He c 1 :C
●Cociente respiratorio (RQ): moles de CO2 producidos por mol de O2 consumido provee una indicación del estado metabólico y puede emplearse para controlar el proceso.
ae
consumidos O molesgenerados CO moles
RQ2
2 ==
Los balances para H y O pueden no dar información correcta por la gran masa de agua que tienen las células →se requiere información adicional.
Los coeficientes estequiométricos y la fórmula mínima se calculan planteando balances elementales, la información del cociente respiratorio y un balance de electrones disponibles.

Para las reacciones mas complejas, con formación de productos extracelulares, se agregan componentes hay un coeficiente estequiométrico más y se requiere mayor información.Además, los balances elementales no se relacionan con los cambios de energía involucrados en la reacción.
se desarrolló el concepto de grado de reducción, γ, para poder plantear balances de electrones y protones en bioreacciones.
●Balance de electrones disponibles:
Grado de reducción: número de equivalentes de electrones disponibles por átomo-gramo de C. Los electrones disponibles son aquellos que se transfieren al O2 al formarse CO2 o H2O.
∑∑ γν=γν productos,i iisustratos,i ii
reduccion de grados: ; costriestequiome.coef: ii γν

CinCinéética de crecimiento microbiano: Modelostica de crecimiento microbiano: Modelos
nX P X S +→+ ∑∑
( )dtdX
X1kdgneta ≡−µ≡µ
biomasa decantidadmayor productos biomasa ustrato +→+ aresextracelulS
X: concentración másica de células (g/L)t: tiempo (h)
µneta: Velocidad específica neta de crecimiento (h-1)µg: Velocidad específica de crecimiento de biomasa (h-1)kd: constante de muerte celular o disminución de masa celular por metabolismo endógeno (h-1)

CuantificaciCuantificacióón de la cinn de la cinéética de crecimiento: modelos cintica de crecimiento: modelos cinééticosticos
Descripción detallada debería involucrar diferenciaciones en la estructura de la célula y la segregación del medio de cultivo en unidades que pueden tener diferentes concentraciones y propiedades físico-químicas modelos estructurados-segregados
Modelos Estructurados Tienden a representar la estructura de las células. Pueden dividir la célula en sus componentes y considerar las reacciones y cambio de metabolismo que tienen lugar en cada zonade la célula, como respuesta a cambios en el medio.
Modelos Segregados Tienen en cuenta que el medio no es homogéneo, permiten variaciones de concentraciones de biomasa y de nutrientes y diferencias en las propiedades fisicoquímicas del medio (viscosidad, densidad, pH, T, etc.). También permiten considerar la posibilidad de agregación de células.

El grado de realismo y complejidad de un modelo depende del depende del objetivo objetivo se debe elegir el modelo más simple capaz de
representar en forma adecuada al sistema que nos interesa.
No estructurados
No segregados
Estructurados
No segregados
No estructurados
Segregados
Estructurados
Segregados
MA
YO
R C
OM
PL
EJI
DA
D
MAYOR CAPACIDAD DE REPRESENTAR LA REALIDAD
Son más realistas, pero
son complejos y demandantes de
tiempo de cálculo.

Modelos No-Estructurados Suponen una composición fija de la célula (equivalente a suponer crecimiento balanceado). -Son estrictamente válidos para la etapa de crecimiento exponencial en batch-No andan bien para transientes, salvo que la respuesta de la célula sea rápida y/o las perturbaciones sean leves.
Modelos No-Segregados Consideran un medio homogéneo.
-Representan adecuadamente muchos casos.
Nos restringimos a los modelos No-estructurados/No-segregados

S (µM)
µg(h-1)
Modelos cinModelos cinééticos de crecimiento: controlados por sustratoticos de crecimiento: controlados por sustrato
Suponen que la cinética depende solamente de un único sustrato esencial (por ej., glucosa). Los cambios en los otros sustratos no afectan. Más difundido Modelo de Modelo de MonodMonod
Supone que un Supone que un úúnico sistema nico sistema enzimenzimáático controla el consumo de tico controla el consumo de
sustrato y que dicho sistema sustrato y que dicho sistema determina la velocidad de determina la velocidad de crecimiento de biomasacrecimiento de biomasa.
La premisa es generalmente falsa, pero la ecuación de Monod ajusta
una amplia gama de resultados experimentales y es la expresión más empleada para el diseño de
fermentadores.
SKS s
mg +=µµ

S (µM)
µg(h-1)
SKS s
mg +=µµ
µm: máxima velocidad específica de crecimiento de biomasa
smg KS cuando >>=µµ
Ks: constante de saturación o de velocidad media
sm21
g KS cuando == µµ
Monod da buenos resultados para cultivos con baja velocidad de crecimiento y baja densidad de células. Para cultivos concentrados se usan expresiones similares, modificando Ks:
SSKS 0S
mg
0+
=µµ
SSKKS
o 0ss
mg
01++
=µµ

Nociones de diseNociones de diseñño de fermentadores o o de fermentadores o biorreactoresbiorreactores•La elección del tipo de reactor y de la estrategia de operación define la producción a obtener y la pureza del producto (número y tipo de impurezas, reactivos sin convertir). También determina si se puede lograr un producto de calidad constante y una operación confiable.•En bioprocesos los reactores representan un gran % del capital.
Tipos de reactores comúnmente empleados
Discontinuos o batch: una vez que se carga, el proceso ocurre sin ingreso de sustrato ni salida de productos.
Continuos (quimiostato): hay alimentacioncontinua de sustrato y retiro continuo de productos
Semicontinuos (Fed-batch): hay ingreso continuo o intermitente de sustratos, sin retiro de productos.
Reactores discontinuos o batchProducción de biomasa o de un producto asociado a crecimiento (metabolito primario):En un batch se observan 4 etapas:1) Preparación para la nueva operación (limpieza, esterilización,
llenado del reactor)2) Sembrado y período de inducción3) Período de crecimiento exponencial4) Recuperación del producto del reactor
La suma del tiempo involucrado en las etapas 1+2 y 4 es un tiempo muerto, tm, a considerar en el diseño del reactor varía con el tamaño del reactor y con el tipo de fermentación pero
generalmente es del orden de las horas (3–10 hs)tiempo total de operación para llegar a una concentración final de
biomasa Xf :
⎟⎟⎠
⎞⎜⎜⎝
⎛+= µ 0
f
netamc X
X1tt ln

La concentración final de biomasa, Xf , depende de la cantidad de sustrato limitante del crecimiento y del rendimiento:
( )SSYXX 0S/X0f −=−
La mayoría de las fermentaciones operan con una relación Xf/X0 de aproximadamente 10–20. La velocidad de producción de biomasa por operación del reactor batch, rb , se calcula dividiendo la masa total que podemos formar por el tiempo que lleva la operación:
( ) ( ) m0fneta
0SXb tXX1
SYr
+= µ ln/
/
Una operación en un quimiostato en condiciones óptimas conduce a una producción significativamente superior. De todos modos, la De todos modos, la mayormayoríía de las fermentaciones son procesos discontinuosa de las fermentaciones son procesos discontinuos..
smkg
3
3mkg

Por qué?• En muchos casos no interesa el producto asociado a crecimiento;el crecimiento de las células puede incluso inhibir la producción del producto deseado. En esos casos el producto deseado se genera solo con velocidades de dilución muy bajas, muy por debajo de la que lleva a la óptima productividad de biomasa.
Para Para producciproduccióón de metabolitos secundarios, la productividad n de metabolitos secundarios, la productividad en un en un batchbatch puede superar significativamente a la de un puede superar significativamente a la de un quimiostatoquimiostato. .
•Otra razón importante para que se prefiera la operación discontinua es la inestabilidad genética. Los microorganismos que se emplean suelen ser especies que han sido manipuladas y tienenmenor velocidad de crecimiento que las originales.
Un Un quimiostatoquimiostato impone una selecciimpone una seleccióón severa cuando hay n severa cuando hay mezclas de cultivo, conduciendo a la cepa de mayor velocidad mezclas de cultivo, conduciendo a la cepa de mayor velocidad de crecimiento.de crecimiento.

Por qué? •Otro factor a tener en cuenta es la operabilidad y la confiabilidad de la operación. Los reactores batch conducen a productos con mucha variabilidad genera problemas en las etapas de purificación. Sin embargo en los sistemas continuos una falla mecánica o de control de alguna variable de operación o de la esterilización del proceso puede conducir a problemas severos.
Las consecuencias de una falla de operaciLas consecuencias de una falla de operacióón son mas graves n son mas graves en un sistema continuo y las pen un sistema continuo y las péérdidas mayores. rdidas mayores.
•La economía de mercado influye en la selección del reactor. Un sistema continuo es un sistema dedicado a un dado proceso unúnico producto.
Muchos productos de fermentaciones se requieren en pequeMuchos productos de fermentaciones se requieren en pequeññas as cantidades y su demanda es difcantidades y su demanda es difíícil de proyectar. Los sistemas cil de proyectar. Los sistemas batchbatch son mson máás verss versáátiles, el mismo reactor puede emplearse tiles, el mismo reactor puede emplearse para distintos productos.para distintos productos.

Cultivos continuosCultivos continuos se agrega un medio con nutrientes frescos en forma continua, a un volumen de control que contiene las células. Se retiran continuamente productos y parte de las células.-Cuando se alcanza el estado estacionario, X, S y P permanecen constantes en un dado punto del reactor.-Los cultivos continuos proveen un medio de cultivo constante para el crecimiento de las células y para la formación de productos
calidadcalidad uniforme de los productosuniforme de los productos-Pueden ser una herramienta importante para determinar como un microorganismo responde al medio, y para generar un producto en condiciones óptimas.
Sistemas para lograr cultivos
continuos
Quimiostato
Turbidistato
Flujo Pistón Ideal (FPI): mezclado radial mezclado radial perfecto y mezclado axial nuloperfecto y mezclado axial nulo; poco empleado, salvo para inmovilizados
Sistemas con mezclado mezclado perfectoperfecto: Tanques continuos idealmente agitados (TCIA)

Quimiostato: el crecimiento de biomasa suele estar controlado por un nutriente esencial y el resto se agrega en exceso. Las condiciones químicas del medio son constantes.

Turbidistato: la concentración de células en el reactor se mantiene constante. La alimentación se regula mediante el monitoreo de la densidad óptica del cultivo. Se alimenta medio fresco cuando la turbidez supera un límite prefijado. El volumen se mantiene constante retirando una cantidad de fluido equivalente a la que se agrega.•Se usa menos que el quimiostato porque es más elaborado y porque el medio cambia.
•Puede ser muy útil para seleccionar subpoblaciones que puedan soportar condiciones de stress, porque la concentración de células se mantiene constante.

FPI (Flujo Pistón Ideal):
como no hay retromezclado, los elementos de fluido con células activas no pueden inocular elementos de fluido nuevos aguas arriba
se requiere el reciclo continuo de células para inoculación continua del medio fresco alimentado.
•Un FPI es equivalente a un batch, en el cual la posición en el reactor equivale a un dado tiempo en el reactor batch.
•Equipos con células inmovilizadas (trickling filters) se asemejan a un FPI y no necesitan el reciclo, se usan extensamente en tratamiento de efluentes.
L(+G,S)
L(+G,S)

Fotobiorreactor tubular helicoidal de 1000 L (Murdoch University, Australia)
Recuperación de microalgas a partir del medio de cultivo por filtración
Cyanotech Corporation(www.cyanotech.com), Hawaii, USA.

Cultivos continuos: Quimiostato idealEs un tanque agitado que se opera con circulación continua (TCIA) del medio de cultivo. La mayoría requiere control (pH, T y CO2).•Se alimenta medio estéril (X0= 0) a un tanque perfectamente agitado (y aireado si es fermentación aeróbica). Se deja salir la suspensión de células para mantener las concentraciones y el volumen de líquido constante.
Burbujeo de gas
FvS0, X0, P0
FvS, X, P
Volumen de líquido = volumen de reactor = V
Las concentraciones a la salida del reactor son
iguales a las del interior por la hipótesis de mezclado perfecto

Balances de masa Ecuaciones de diseñoPlanteando balances de masa para los distintos componentes, se obtienen las ecuaciones de diseño.
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛=⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛−⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛+⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛−⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
V.C. del dentro
acumulada Masa
V.C. del dentro
generada Masa
V.C. del dentro
consumida Masa
reactivos loscon
VC al entra que Masa
productos loscon
VC del saleque Masa
Si el volumen de control V.C. es un QUIMIOSTATO
Un quimiostato opera en estado estacionario se cancela el término de acumulación de masa:
⎟⎠⎞⎜
⎝⎛+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛=⎟⎠⎞⎜
⎝⎛+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛V.C. del dentro
generada Masareactivos los
con V.C. al entra que Masa
V.C. del dentro consumida Masa
productos loscon V.C. del sale que Masa

Gas
FvS0, X0, P0
FvS, X, P
V
Quimiostato - ecuaciones de diseño
Balance de masa de células:
⎟⎠⎞⎜
⎝⎛+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛=⎟⎠⎞⎜
⎝⎛+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛V.C. del dentro
generada Masareactivos los
con V.C. al entra que Masa
V.C. del dentro consumida Masa
productos loscon V.C. del sale que Masa
XVXFXF neta0VV µ+=
( )XkVXFXF dg0VV −+=⇒ µ
Definiendo el factor de dilución como caudal/volumen: D = FV/V
( )XkDXDX dg0 −+=⇒ µ Si se alimenta medio estéril (X0= 0) y el mecanismo endógeno es despreciable
( )XkDXDX dg0 −+=⇒ µgD µ=⇒
FV: caudal volumétrico de medio de cultivo agregado (L/h)
Importancia de este resultado: En un quimiostato en EE, alimentado con medio estéril y en condiciones en las que el metabolismo endógeno es despreciable,la velocidad o factor de dilución, D, iguala a la velocidad de crecimiento de células
se puede manipular la velocidad de crecimiento como un parámetro independiente modificando las variables de operación
el quimiostato es una herramienta experimental poderosa
Si la velocidad de crecimiento sigue la expresión de Monod
SKS
D s
mg +==µµ S: concentración de sustrato limitante
del crecimiento de biomasa en EE
Si se impone un factor de dilución D > µm , las células no se podrán reproducir lo suficientemente rápido para mantenerse se lavan, o se vacía el quimiostato (“washout”)
gD µ=

FV: caudal volumétrico de medio de cultivo agregado (L/h)S: concentración de sustrato limitante del crecimiento (g/L)V: volumen del reactor (L)µg: velocidad especifica de crecimiento de biomasa (1/h)X: concentración de biomasa (g/L)qP (gP/gcélulas/h): velocidad específica de productos extracelularesYM
X/S (g células/gS) : máximo rendimiento de biomasa a partir de SYP/S (gP/gS) : rendimiento de producto extracelular a partir de S
BM sustrato en estas condiciones (EE y sin metabolismo endógeno):
0VS/P
PMS/X
gV SF Y
1XVq Y
1XV SF =++ µ
⎟⎠⎞⎜
⎝⎛+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛=⎟⎠⎞⎜
⎝⎛+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛V.C. del dentro
generada Masareactivos los
con V.C. al entra que Masa
V.C. del dentro consumida Masa
productos loscon V.C. del sale que Masa
Formación de biomasa Formación de producto
Concentración másica de células en estas condiciones (EE y sin metabolismo endógeno):
( ) Yq
X Y
X SSDS/P
PM
S/X
g0 +=−
µ
Como además µg = D , si la formación de productos extracelulares es despreciable: ( ) SSY X 0
MS/X −=
Estrictamente, depende de la concentración de sustrato y de la velocidad de crecimiento, no es exactamente igual para cualquier S0
MS/XY
La productividad en un fermentador continuo se obtiene como el producto del factor de dilución por la
concentración de células, DX (g/Lh)

Productividad en un quimiostato, suponiendo válida Monod (EE sin metabolismo endógeno ni formación de productos extracelulares): se obtiene del producto del factor de dilución por la concentración de células, DX (g/Lh):
La velocidad de dilución que maximiza la producción de biomasa se obtiene de derivar DX con respecto a D e igualar a cero:
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
+−=µ
0s
sm)X(op SK
K1 D
Es muy difícil lograr una operación estable para D ≅ µm. Generalmente, se usa un valor de D algo menor que Dop(X) como solución de compromiso para mejorar la estabilidad con buena productividad.
Normalmente Ks<< S0 ⇒Dop(X) →
D = µm , o sea al punto de lavado
( )
DDK
S SKS
D
SSYX
m
s
s
mg
0M
S/X
−=⇒
+==
−=
µµµ ⎟
⎟⎠
⎞⎜⎜⎝
⎛
−−=⇒ µ D
KDDSY DX
m
s2
0M
S/X
)⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
−−= µ opm
sop0op
MS/Xop D
KDSDY DX
Reemplazando la expresión de Dop en la ecuación que da la productividad de biomasa DX:
Se obtiene la máxima productividad de biomasa que se puede alcanzar en un quimiostato en EE, sin metabolismo endógeno y sin formación de productos extracelulares:
) ( )( )0sss00s
sm
MS/Xop SKKKS
SKK
1Y DX +−+⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
+−= µ
Normalmente Ks<< S0 ⇒DX)op→ 0mM
S/X SY µ

Efecto del factor de dilución sobre la concentración de células, concentración de sustrato y la productividad. D (1/h) S (kg/m3) X (kg/m3)
0.06 0.006 0.4270.12 0.013 0.4340.24 0.033 0.4170.31 0.04 0.4380.43 0.064 0.4220.53 0.102 0.4270.6 0.122 0.4340.66 0.153 0.4220.69 0.17 0.430.71 0.221 0.390.73 0.21 0.352
0
0.1
0.2
0.3
0 0.2 0.4 0.6 0.8
DX (kg/h.m3)
D (h-1)
0
0.1
0.2
0.3
0.4
0.5
0 0.2 0.4 0.6 0.80
0.2
0.4
0.6
0.8
1
X (kg/m3)
S (kg/m3)
D (h-1)
0S
mµ

Algunas aplicaciones de los sistemas continuos:- producción de algunas proteínas - tratamiento de efluentes, en particular cuando se emplean
microorganismos o enzimas inmovilizadas.- producción de etanol- producción de productos asociados a crecimiento, especialmente en gran escala (por ejemplo, ácido láctico)
Modificaciones de los sistemas continuos para emplearse en bioprocesosQuimiostato con recicloLa generación de biomasa es “autocatalitica” mayor concentracion de biomasa lleva a mayor velocidad de crecimiento.Para lograr en un quimiostato una concentración de biomasa mayor, se pueden reingresar al reactor las células que salen.
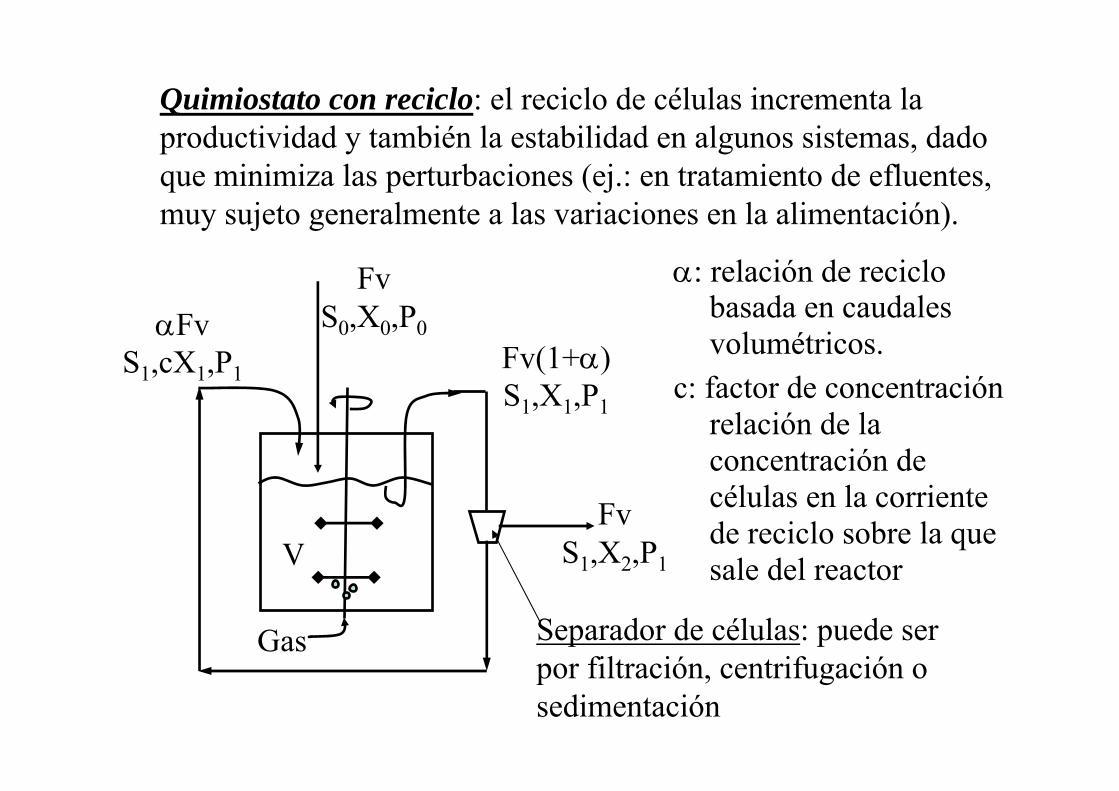
Quimiostato con reciclo: el reciclo de células incrementa la productividad y también la estabilidad en algunos sistemas, dado que minimiza las perturbaciones (ej.: en tratamiento de efluentes, muy sujeto generalmente a las variaciones en la alimentación).
Gas
FvS0,X0,P0
FvS1,X2,P1V
Fv(1+α)S1,X1,P1
αFvS1,cX1,P1
Separador de células: puede ser por filtración, centrifugación o sedimentación
α: relación de reciclo basada en caudales volumétricos.
c: factor de concentración relación de la concentración de células en la corriente de reciclo sobre la que sale del reactor

Balances de biomasa :
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛=⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛−⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛+⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛−⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
V.C. del dentro
acumulada Masa
V.C. del dentro
generada Masa
V.C. del dentro
consumida Masa
reactivos loscon
VC al entra que Masa
productos loscon
VC del saleque Masa
Gas
FvS0,X0,P0
FvS1,X2,P1V
Fv(1+α)S1,X1,P1
αFvS1,cX1,P1
( ) ( ) 0XV cXF XF XF 1 1neta1V0V1V =−α+−α+ µfresca reciclo
En EE: dX1/dt = 0 y si se alimenta medio
estéril X0=0 ⇒
( ) ( )1V1V1neta cXFXF 1XV α−α+=µ
( ) c1Dneta α−α+=µ

Gas
FvS0,X0,P0
FvS1,X2,P1
V
Fv(1+α)S1,X1,P1
αFvS1,cX1,P1
[ ] )c1(1Dneta −α+=µ
Como c > 1 ⇒ α(1-c) < 0
D neta <µCuando hay reciclo, el
quimiostato puede operar con una velocidad de dilución
mayor que la de crecimientoBM sustrato limitante (en EE):
( ) 1V0VS/P
1PMS/X
1g1V SF SF Y
1XVq Y
1XV SF1 α+=++α+ µ
⎟⎠⎞⎜
⎝⎛+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛=⎟⎠⎞⎜
⎝⎛+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛V.C. del dentro
generada Masareactivos los
con V.C. al entra que Masa
V.C. del dentro consumida Masa
productos loscon V.C. del sale que Masa
Formación de biomasa Formación de producto

BM sustrato limitante (en EE y en ausencia de productos extracelulares):
( ) 1V0VS/P
1PMS/X
1g1V SF SF Y
1XVq Y
1XV SF1 α+=++α+ µ
( ) ( ) 1V10VMS/X
1g SF1S SF Y
1XV α+−α+=⇒ µ
( )10M
S/Xg
1 SSY DX −=⇒ µ
[ ] )c1(1D0k Si netagd −α+==⇒= µµ( )( )c-11
SSY X 10
MS/X
1 α+
−=⇒
La concentración de células en un quimiostato en EE con reciclo se incrementa por el factor 1/[1+α(1-c)]
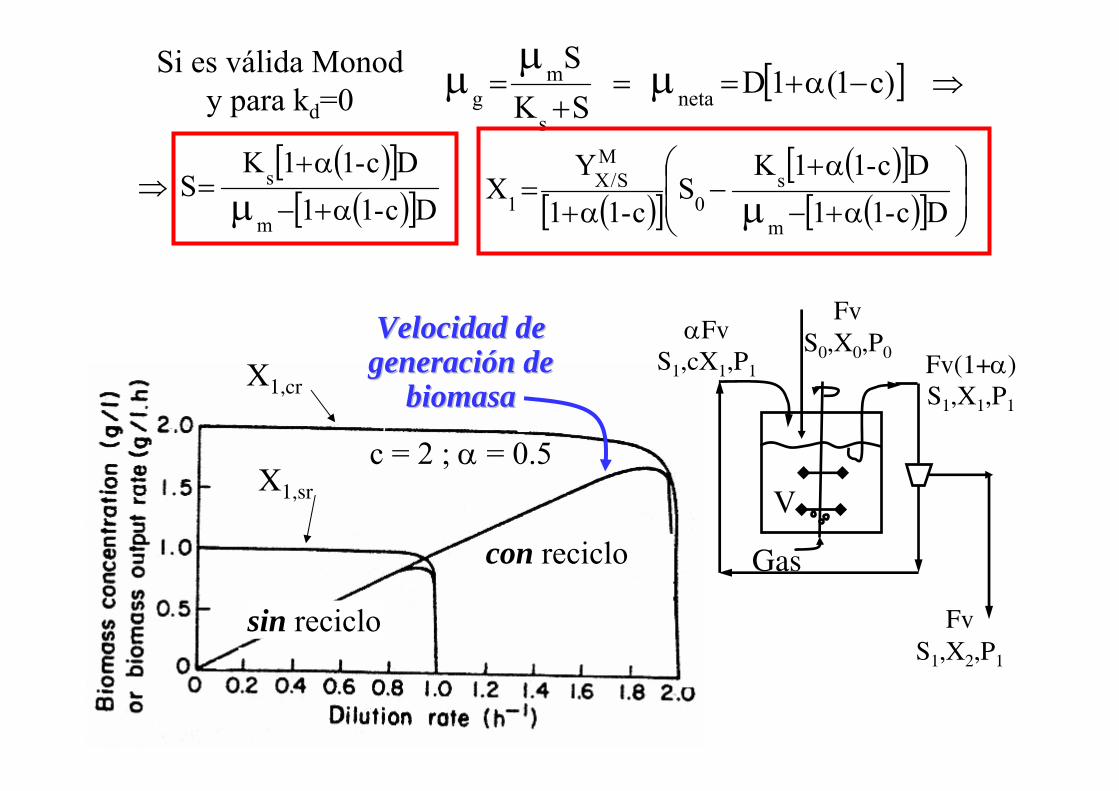
Si es válida Monody para kd=0 [ ] ⇒−α+==
+= µµµ )c1(1D
SKS
netas
mg
( )[ ]( )[ ]Dc-11
Dc-11K S
m
s
α+−
α+=⇒ µ ( )[ ]
( )[ ]( )[ ] ⎟
⎟⎠
⎞⎜⎜⎝
⎛
α+−
α+−
α+= µ Dc-11
Dc-11K S
c-11Y
Xm
s0
MS/X
1
sin reciclo
con reciclo
X1,sr
Velocidad de Velocidad de generacigeneracióón de n de
biomasabiomasa
c = 2 ; α = 0.5
Gas
FvS0,X0,P0
FvS1,X2,P1
V
Fv(1+α)S1,X1,P1
αFvS1,cX1,P1X1,cr
Quimiostatos múltiples en cascada: en algunas fermentaciones, particularmente para la producción de metabolitos secundarios (ej.: un antibiótico), conviene separar las etapas de crecimiento de biomasa y de formación del producto deseado pues las condiciones óptimas son diferentes
con mcon múúltiples ltiples quimiostatosquimiostatos, se pueden fijar condiciones , se pueden fijar condiciones distintas en cada uno: distintas en cada uno: pHpH, temperatura, , temperatura, concconc. de nutrientes. de nutrientes
por ejemplo, se pueden ajustar las condiciones para tener:-Un primer tanque donde se promueva el crecimiento de biomasa-Un segundo tanque donde se promueva la formación de producto(*)
(*) el crecimiento será desbalanceado y un modelo no-estructurado no es el más apropiado. Los resultados serán aproximados.

V1 V2
X1
S1
X2
S2
Fv,X2,S2Fv,X1,S1Fv,S0,X0
Fv’,S0’,X0’Quimiostatos múltiples en cascada:
Primer quimiostato
en EE, válido Monod y con metabolismo endógeno despreciable
1m
1s1 D
DK S
−= µ
( )10M
S/X1 S SYX −=
Segundo quimiostato
BM de biomasa EEen 0dt
dXVXVXF XF 2
222,neta22V1V ==+− µ
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛−=⇒=− µµ
2
122,neta22,neta12
2
V
XX
1D XXXVF
Como X1 < X2 ⇒ µneta,2 < D2

Ejemplo de aplicación de un sistema multietapa con agregado de una corriente: cultivo de células modificadas por ingeniería genética
•En general se agregan promotores a los sistemas con células que contienen ADN recombinante para inducir la producción de la proteína de interés. •La presencia del promotor favorece la producción de la proteína pero reduce la velocidad de crecimiento de las células que contienen plásmidos, respecto de las que lo han perdido.
un quimiostato de una única etapa tendrá problemas de inestabilidad genética.
empleando un sistema de 2 etapas: Primer quimiostato para producción de células (sin promotor)Segundo quimiostato para producción de la proteína (c/promotor):
Se logra mantener la estabilidad genética por el continuo agregado de células frescas.

Operación con alimentación semi-continua “Fed-batch”: En este tipo de sistemas se agregan nutrientes frescos al fermentador en forma continua o intermitente. Muy apropiado para mitigar problemas de inhibición por sustrato
V0
S0,X0,P0
X0,S0,P0
1)CargaX,S,P
V
Fv,S0 (X0)
2)Realimentación
Xf,Sf,Pf
Vf
Xf,Sf,Pf
3)Recuperación del producto
1) Desde la carga hasta el momento de la realimentación periódica, el sistema se comporta como un batch:
0M
S/Xm SYX =⇒Xm es la máxima X a alcanzar con S0 , que se da cuando S << S0 y para la cual también X0 << Xm
( )S SYXX 0M
S/X0 −+=
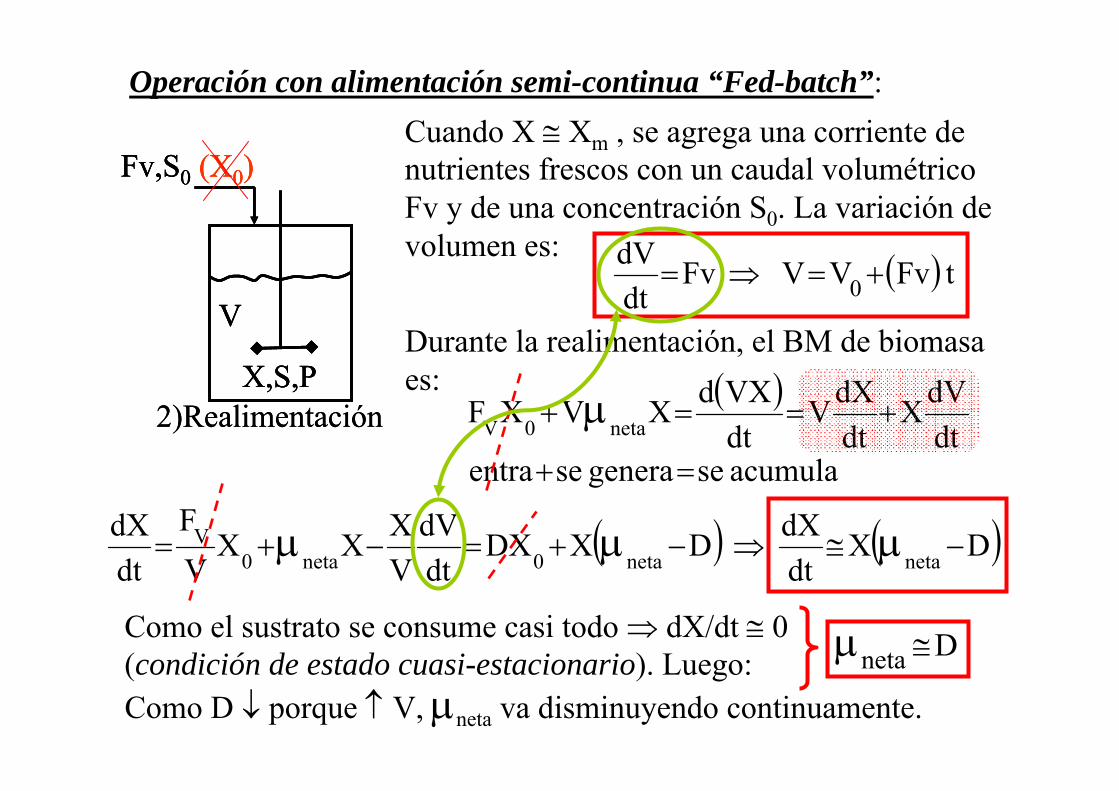
Operación con alimentación semi-continua “Fed-batch”:Cuando X ≅ Xm , se agrega una corriente de nutrientes frescos con un caudal volumétrico Fv y de una concentración S0. La variación de volumen es:
( ) tFvVV FvdtdV
0 +=⇒=
Durante la realimentación, el BM de biomasa es:
Como el sustrato se consume casi todo ⇒ dX/dt ≅ 0 (condición de estado cuasi-estacionario). Luego: Dneta ≅µ
X,S,P
V
Fv,S0 (X0)
2)RealimentaciónX,S,P
V
Fv,S0 (X0)
X,S,P
V
Fv,S0 (X0)
2)Realimentación
( ) ( )DXdtdX DXDX
dtdV
VXXX
VF
dtdX
netaneta0neta0V −≅⇒−+=−+= µµµ
( )dtdVX
dtdXV
dtVXdXVXF neta0V +==+ µacumula segenera seentra =+
Como D ↓ porque ↑ V, µneta va disminuyendo continuamente.

Operación con alimentación semi-continua “Fed-batch”:BM para el sustrato:
Si no consideramos la formación de productos y dado que la masa de sustrato se mantiene siempre baja y ≅ constante:
( ) ( ) ( ) tYSFVXXV YSF XVdtXVd M
S/X0V00M
S/X0Vneta +=⇒≅=⇒ µ(es igual en ausencia de metabolismo endógeno)
Es decir, la masa de células generadas es linealmente proporcional al tiempo, lo cual se observa experimentalmente en un fed-batch.
X,S,P
V
Fv,S0 (X0)
2)RealimentaciónX,S,P
V
Fv,S0 (X0)
X,S,P
V
Fv,S0 (X0)
2)Realimentación( )M
S/X
g0V Y
XVSF
µ=
( )dtVSd
YXVq
Y
XVSF
S/P
PM
S/X
g0V =−−
µ
acumula se onsumec se entra =−

Operación con alimentación semi-continua “Fed-batch”:
Variación de las concentraciones de biomasa, sustrato y producto, y de la velocidad de crecimiento y volumen del cultivo en función del tiempo, para el primer ciclo de un reactor alimentado (fed-batch):
0
200
400
600
800
1000
0 0.5 1 1.5 20
0.2
0.4
0.6V (mL)
V (mL)X (g/L)P (g/L)
X (g/L)P (g/L)
µ (h-1)
µ (h-1)
t (h)
Sistemas con microorganismos inmovilizados: la inmovilización de microorganismos tiene aplicación si los productos son extracelulares
Ventajas sobre los cultivos con células en solución:•Proveen una alta concentración de células•Las células se usan en forma continua y se eliminan costosos procesos de recuperación y reciclo de células•Se eliminan el problema del “washout” a altas velocidades de dilución•Se pueden lograr altas productividades•Se puede lograr un medio local favorable que conduce a mayores rendimientos y una mejor performance del biocatalizador•En algunos casos mejora la estabilidad genética•En algunos casos disminuye el daño por abrasión de las células

Sistemas con microorganismos inmovilizados
Desventajas respecto de los cultivos en solución:
•El problema más grave es que no se pueden emplear para productos que no sean excretados de las células
•La inmovilización generalmente conduce a problemas de limitaciones por transferencia de masa
•El sistema se torna muy heterogéneo por las limitaciones de transporte y es difícil de controlar
•Si las células están vivas, el crecimiento y la evolución de gases ocasiona problemas y puede conducir a ruptura del soporte.
Los métodos de inmovilización son similares a los que se utilizan para enzimas. Se complica con las células vivas.

InmovilizaciónActiva: captura o unión de células por
métodos físicos o químicos
Pasiva: formación de biofilms, crecimiento de múltiples capas de células sobre un soporte sólido
•También se pueden emplear reactores de membrana, generalmente tubulares (la estructura se asemeja a un intercambiador de calor de carcasa y tubos). Los tubos son de una membrana semipermeable. Las células se inoculan en la carcasa y el sustrato se bombea por los tubos, a los cuales difunde el producto.
•Un buen soporte debe ser rígido y químicamente inerte; debe contener a las células firmemente y tener alta capacidad.
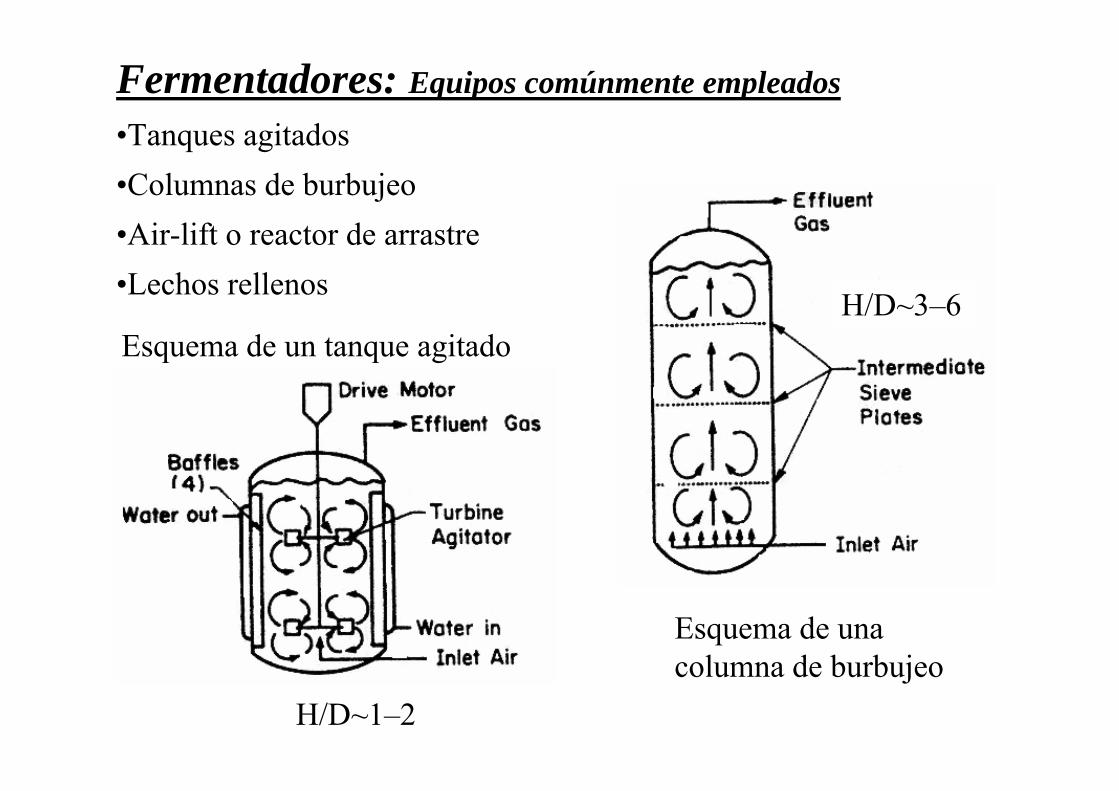
Esquema de una columna de burbujeo
Fermentadores: Equipos comúnmente empleados •Tanques agitados •Columnas de burbujeo•Air-lift o reactor de arrastre•Lechos rellenos
Esquema de un tanque agitado
H/D~1–2
H/D~3–6

Tanques agitados de escala laboratorio

Tanques agitados de escala laboratorio con células
inmobilizadas

Fermentadores comerciales de escala laboratorio (V ~ 2Fermentadores comerciales de escala laboratorio (V ~ 2--20 litros)20 litros)
Global Medical Instrumentation – http://www.gmi-inc.com
Fermentadores de escala bancoFermentadores de escala banco--piloto (V ~ 15piloto (V ~ 15--75 litros)75 litros)

Fermentadores de Fermentadores de escala pilotoescala piloto
V ~ 100V ~ 100--1000 litros1000 litros

Biorreactor de escala piloto

Planta piloto de bioprocesos

Esquema de un tanque Esquema de un tanque agitado de mayor escala agitado de mayor escala

Variables que se controlan en un Variables que se controlan en un biorreactorbiorreactor industrialindustrial
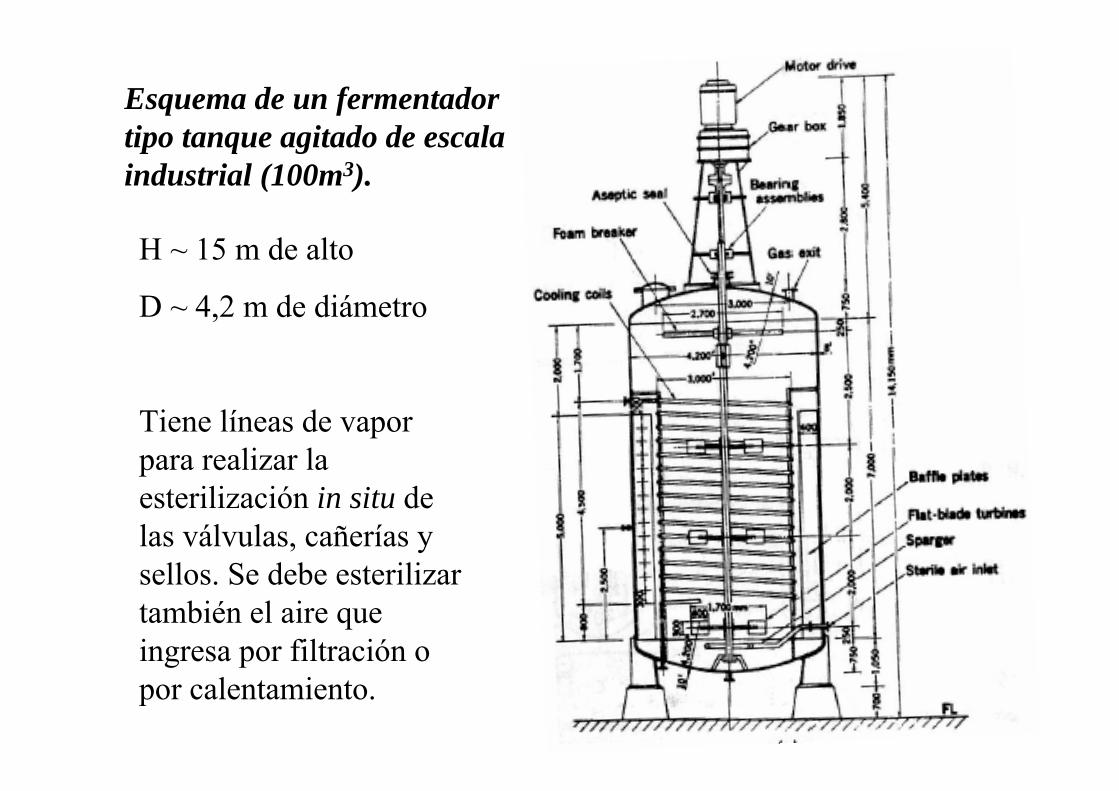
Esquema de un fermentador tipo tanque agitado de escala industrial (100m3).
H ~ 15 m de alto
D ~ 4,2 m de diámetro
Tiene líneas de vapor para realizar la esterilización in situ de las válvulas, cañerías y sellos. Se debe esterilizar también el aire que ingresa por filtración o por calentamiento.
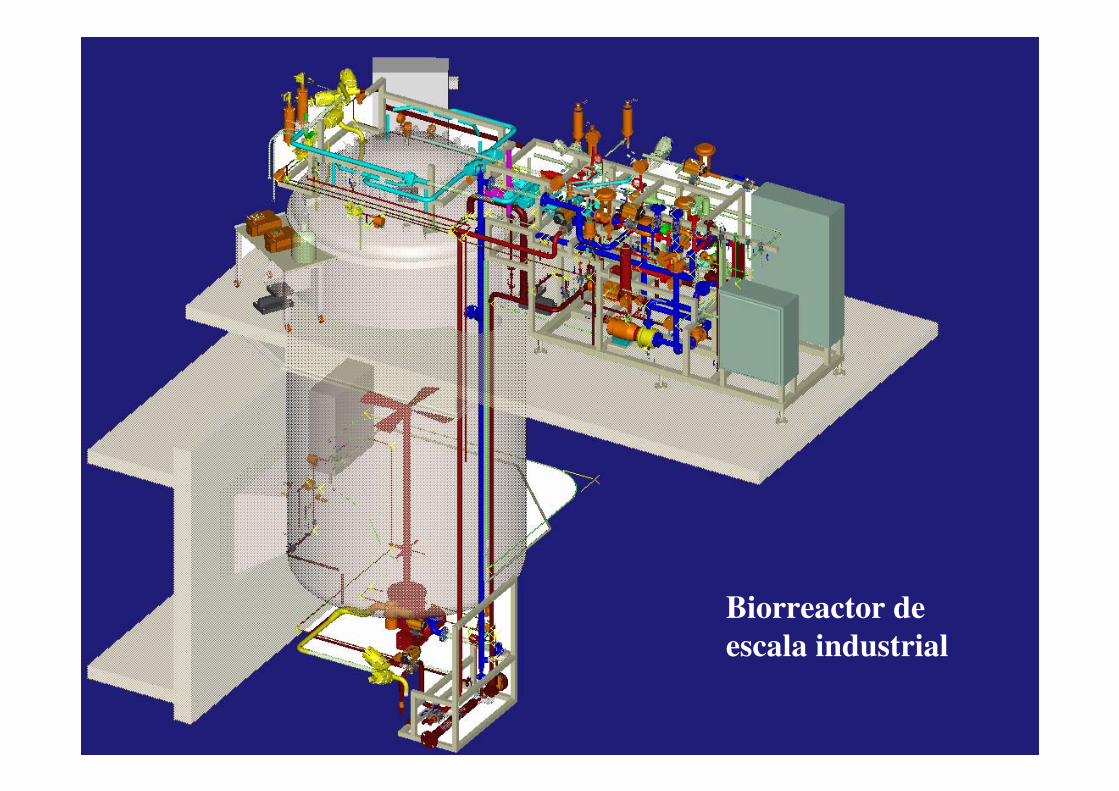
Biorreactor de escala industrial



Reactor tanque industrial-generalmente de acero inoxidable 316L SS, puede operar presurizado.-debe minimizar zonas muertas y permitir la inserción de sensores-relación de aspecto H/D=2.5–3.0 para crecimiento de bacterias porquemejora la transferencia de oxígeno. Para células animales se usan tanquesde baja relación de aspecto H/D=1.5 para facilitar el mezclado-se debe poder vaciartotalmente-si tiene menos de500L pueden ser de vidrio

Reactor tanque agitado: tipos de turbinas empleadas y efectos en la agitación que inducen
Agitación inducida por turbinas radiales del tipo Rushton
Agitación inducida por turbinas axiales

Interior de un tanque agitado


Reactor tanque agitado: efecto de los baffles
Los baffles mejoran notablemente la turbulencia, rompen los vórtices que se forman por la agitación. Se los ubica levemente desplazados de la pared para disminuir la formación de zonas estancas.

Reactor tanque agitado: efecto de los baffles en un reactor de 2L
400rpm – sin baffles 400rpm – con baffles
vórtice
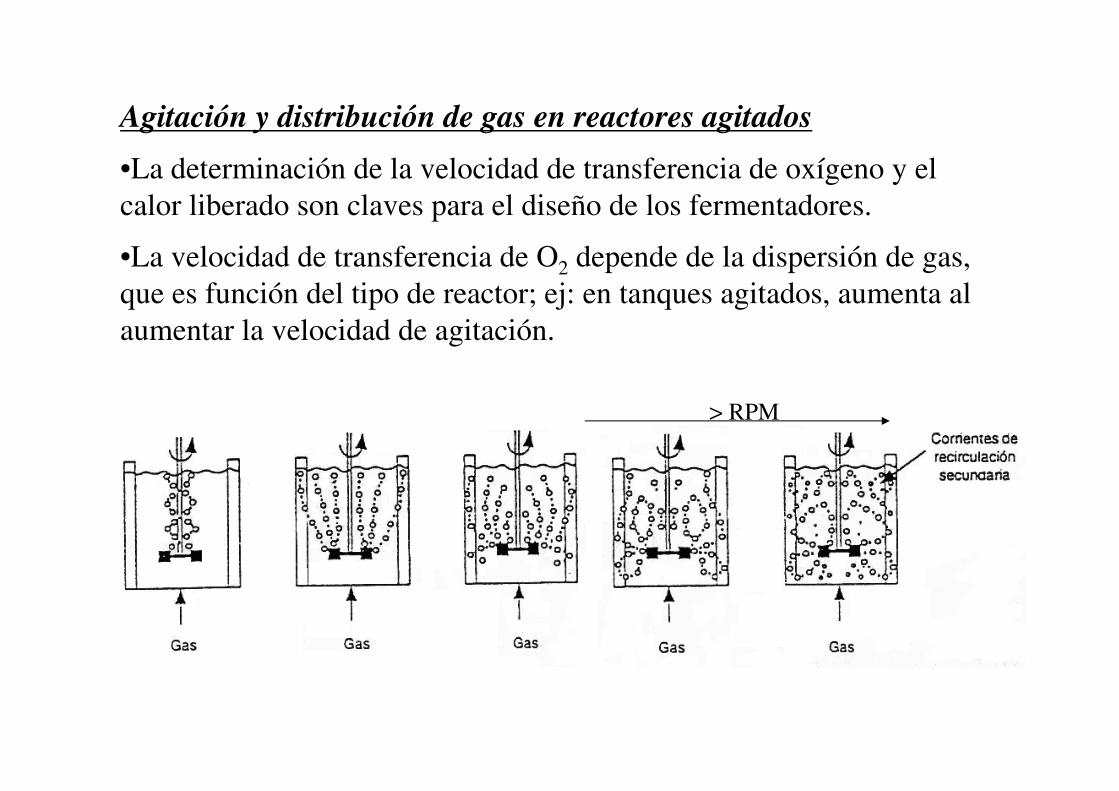
Agitación y distribución de gas en reactores agitados
•La determinación de la velocidad de transferencia de oxígeno y el calor liberado son claves para el diseño de los fermentadores.
•La velocidad de transferencia de O2 depende de la dispersión de gas, que es función del tipo de reactor; ej: en tanques agitados, aumenta al aumentar la velocidad de agitación.
> RPM

Influencia de la velocidad de agitación sobre la turbulencia y la dispersión de gas inducida por agitación mecánica en un reactor de laboratorio de 2L.
300 rpm 450 rpm 750 rpm

Tomografía de una sección del reactor agitado.
Jets gaseosos de los inyectores de gas
Perfil de velocidades (cm/s) del líquido en un reactor gas-líquido agitado. Se
observa la formación del vórtice característico de las turbinas radiales.
Reactor agitado en suspensión de escala
banco: 20cm de diámetro y de alto (volumen ~ 8L)
Fracción gaseosa (adimensional)

Reactor tanque agitado:
Problemas ocasionados por la evolución de espuma:
-peligro de contaminación
-complica la circulación de gases
-complica el mezclado
-cambian las velocidades de transferencia masa y de calor
vórtice

Columna de burbujeo de escala banco: V~10LConfiguraciones comunes de fermentadores: columnas de burbujeo

Columnas de burbujeo
Regímenes de flujo en columnas de burbujeo: depende del caudal de gas y del distribuidor que se emplee

Columnas de burbujeo para el cultivo de algas

Configuraciones de recirculación interna inducida por el flujo de aire “Air-lift”
Air-lift con inserción de
aire en el tubo central
Air-lift con inserción de aire en el anillo y mezclado en el tubo
central
Air-lift con inserción de aire en el tubo central y recirculación
inducida
Configuraciones comunes de fermentadores

Reactor air-lift de laboratorio con entrada de aire en el anillo circular
Riser: zona donde se hace la inyección de aire, el flujo es
ascendente y contiene burbujas
Downcomer: zona donde el líquido desciende, a lo sumo tiene pequeñas
burbujas disueltas
Zona donde se produce la separación entre el gas que se
libera hacia el exterior del reactor y el líquido que recircula

Shear Stress Kinetic Energy
Air-lift vertical con mezclado en el tubo central: perfiles de velocidades, energía cinética y tensión de deformación
Escala banco
(0,2 x 2)m

Reactor de tipo air-lift circulante
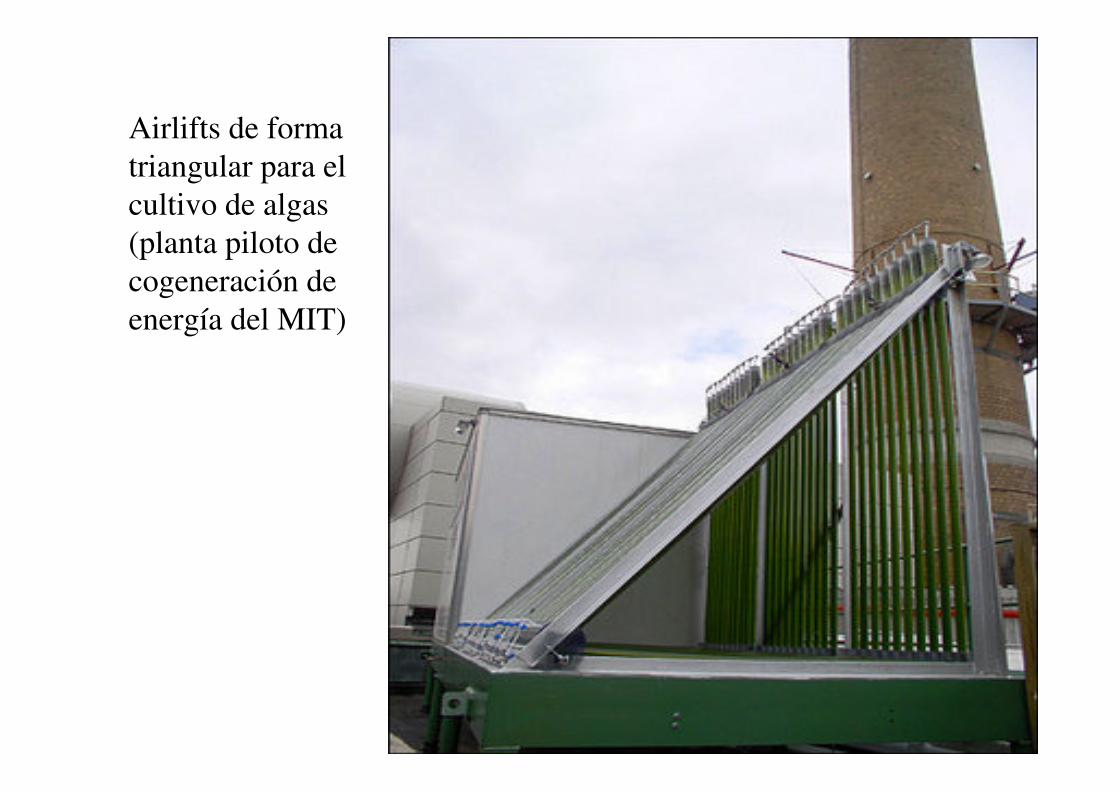
Airlifts de forma triangular para el cultivo de algas (planta piloto de cogeneración de energía del MIT)

Configuraciones comunes de fermentadores
Reactores de lecho fijo – uso frecuente en tratamiento de efluentes y en producciones dedicadas
Reactores trickle-beds o de lecho a goteoCocorriente Contracorriente
Columnas de burbujeo rellenas

Inmovilización pasiva (biofilms):Los biofilms son grupos de células que crecen en multicapas
sobre soportes sólidos. •El soporte puede ser inerte o biológicamente activo. •La formación de biofilms es común en equipos de fermentación industriales (ej: tratamiento de efluentes y fermentaciones de hongos).• La interacción entre las células y el soporte puede ser muy compleja. •Los biofilms presentan ventajas y desventajas similares a las de los sistemas de microorganismos inmovilizados en forma activa.•Las condiciones dentro de un biofilm grueso varían con la posición y afectan la fisiología de las células porque los nutrientes difunden hacia el interior del film y los productos hacia fuera.•El espesor del biofilm afecta la performance: biofilms muy finos van a dar baja velocidad de crecimiento por la baja concentración de biomasa y los muy gruesos tienen problemas difusionales, que pueden ser o no un inconveniente, dependiendo de lo que se quiera lograr. Normalmente existe un espesor de film optimo para el crecimiento de biomasa y otro para la formación de productos.




Estrategias de escalado:
-Multiplicación
-Reglas de uso
-Análisis del régimen y escalado hacia menor tamaño
La multiplicación implica replicar muchas veces el resultado que se obtiene en un reactor de escala relativamente pequeña, en lugar de llevar a cabo el proceso en un reactor de mayor tamaño.

Producción de ácido glucónico
Producción de gluconato de sodio con A. niger
Producción de antibiótico

Producción de lisina (10000 ton/año) en 20 fermentadores de 250 m3


Drogas medicinales

% de uso en la industria Criterio de escalado
30 Potencia/Volumen
30 kLaLG
20 Velocidad en la punta del agitador
20 Concentración de oxígeno
Reglas de uso : basadas en análisis dimensional y criterios de similaridad de algunos parámetros
Otras: velocidad (rpm) del agitador o impeler; diámetro del agitador; caudal desplazado por el impeler; caudal desplazado por el impeler, por unidad de volumen; numero de Reynolds
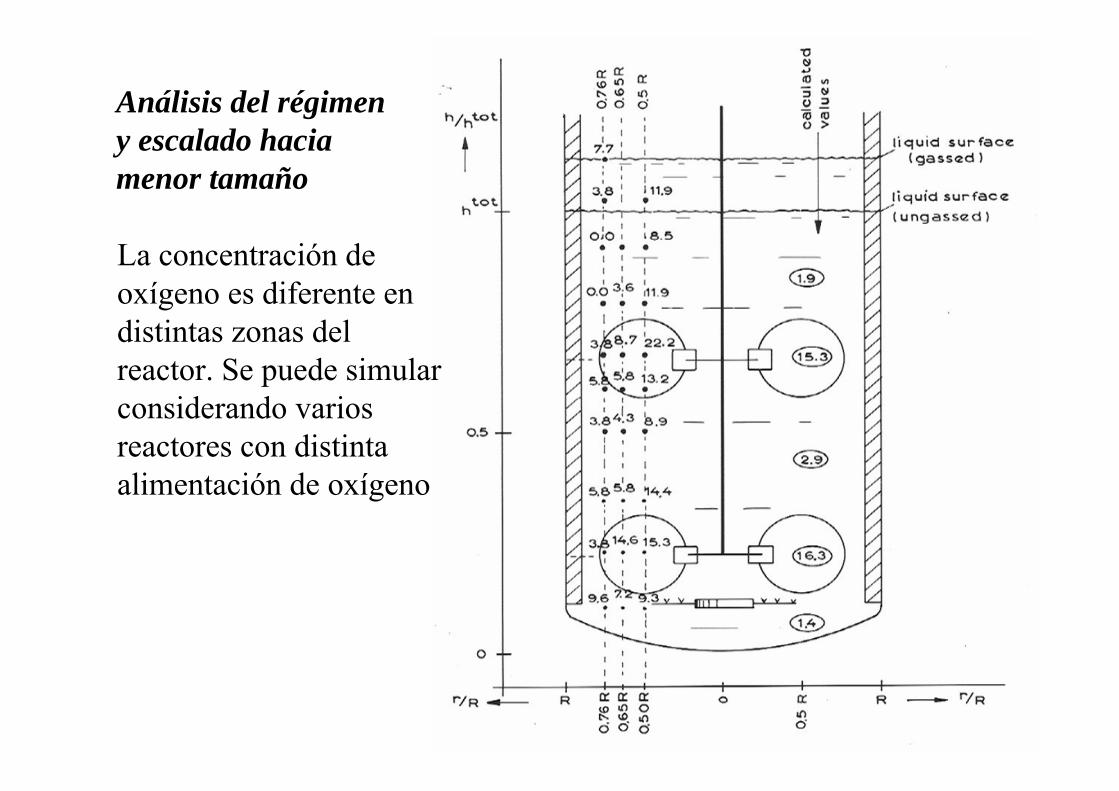
La concentración de oxígeno es diferente en distintas zonas del reactor. Se puede simular considerando varios reactores con distinta alimentación de oxígeno
Análisis del régimen y escalado hacia menor tamaño

Modelo del sistema que supone dos compartimientos con distinta concentración de oxigeno
Related Documents











