© Gastech 2005 Criticality Assessment of Ageing LNG Plants Antony Kane and Mark Rogers, Advantica Limited, Ashby Road, Loughborough, England, LE11 3GR

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

© Gastech 2005
Criticality Assessment of Ageing LNG Plants
Antony Kane and Mark Rogers, Advantica Limited, Ashby Road, Loughborough, England, LE11 3GR

© Gastech 2005 Kane & Rogers 2
Background LNG plants encompass a number of different types of facility which include baseload liquefaction plants for LNG production, regasification terminals and LNG peak shaving facilities. Although this paper is intended to generally apply to any LNG plants, it is based on work performed on an LNG peak shaving facility. This type of facility includes liquefaction plant equipment to produce LNG from pipeline quality gas, LNG storage tanks and regasification plant to enable export to the gas transmission grid. The plants therefore encompass many common issues with baseload production plants and regasification terminals. Figure 1 illustrates the range of operations on the facility.
LiquefactionPlant LNG TanksFEED
GASGas
PretreatmentRegasification
Plant
Boil-Off Gas
LNG Export
LIQUEFACTION SYSTEM STORAGE EXPORT SYSTEM
Road Tanker
Grid
Local Main
Figure 1 : Process Block Diagram
The liquefaction operation is intermittent and a typical campaign usually takes place during the summer months (when gas demand is low) and typically extends for about 4-5 months. The storage tanks are usually full after the liquefaction campaign and there are three export routes for LNG from the plants. These are LNG regasification for export to the transmission grid, boil-off gas from tankage to the local main and LNG export by road tanker to independent networks and road fuel depots. The facility in question has been operating for over 20 years and as expected there are certain plant issues specifically arising due to the age of the equipment. In addition, there has been a recent trend to change the operating philosophy of the facility in terms of export to the transmission grid only during winter high demand months to year round export capability. The boil-off gas and LNG export by road tanker are already year round activities on the site. Methodology The initial aim of criticality assessment is to identify unavailability and shortfall of the liquefaction and export streams and identify the main contributors. Unavailability is the proportion of time that the plant is not operating and shortfall is the proportion of demand that is not delivered. Once the contributors are known, an assessment of the impact of such failures in terms of contractual, financial, environmental and safety issues can be made. The final stage is then to identify strategies to mitigate the effects of failures. Figure 2 illustrates the methodology used to perform the criticality assessment.

© Gastech 2005 Kane & Rogers 3
GAS PLANTAVAILABILITY
MODEL
UNAVAILABILITY SHORTFALL
LOST REVENUE
CONTRACTUALPENALTIES
FINANCIAL IMPACT
ENVIRONMENTALISSUES SAFETY ISSUES
STRATEGY MITIGATE CRITICALFAILURES
GENERIC FAILUREDATA
SITE SPECIFIC FAILUREDATA
CONTRIBUTORS
Figure 2 : Methodology for Criticality Assessment Advantica have developed an in-house availability software model, OPTAGONTM, which has been extensively used on previous natural gas and LNG projects. It was used as the software tool to model the LNG peak shaving facility. The whole LNG facility incorporating both liquefaction and export streams was set up and the block diagrams in Figures 3 and 4 show the main plant items.
Selexol unit
MolSieveunit II
MolSieveunit I Cold Box I
Cold Box II
Utilities Boil Off GasCompressor LNG TanksFEED
GAS Preheaters
Figure 3 : Liquefaction Block Diagram The liquefaction system consists of CO2 removal and dehydration pre-treatment units (Selexol and molecular sieve) prior to the cold box where the liquefaction takes place. The LNG is then routed to tankage and the associated flashing that takes place on route to the tank is handled by the boil-off gas compressor. The utilities such as cooling water, steam, fuel gas and electricity also have an impact on availability and are therefore also included in the model set-up.

© Gastech 2005 Kane & Rogers 4
Utilities
LNG Tanks
Boil Off GasCompressor
Vent
Ex-TankPumps
LoadingPumps
Vaporisers Utilities
Utilities
TO LOCAL MAIN
TO ATMOSPHERE
EXPORT TO GRID
EXPORT VIA TANKER
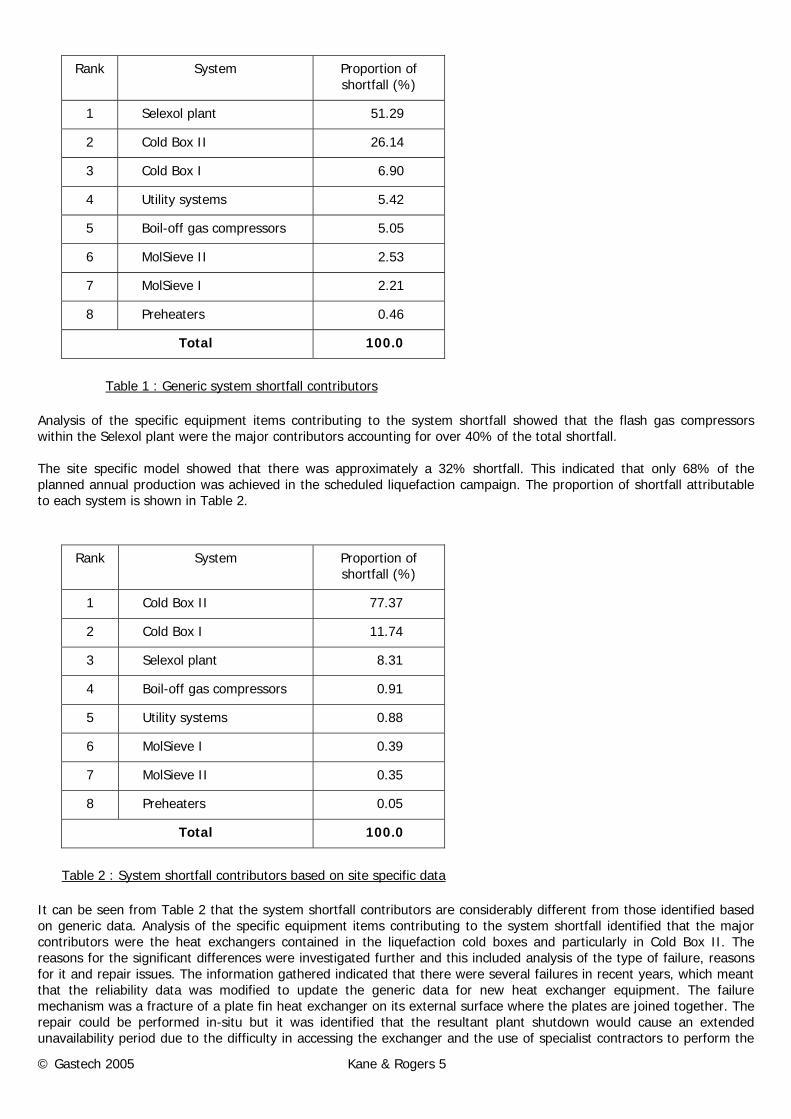
Figure 4 : Export System Block Diagram The export system illustrates the three available routes which include boil-off gas to the local gas distribution main, the main export route to grid and LNG shipment by road tanker. Boil-off gas constantly occurs due to atmospheric pressure fluctuations and also because of heat ingress into the tanks. Any excess boil-off gas which cannot be handled by the boil-off gas compressors would ultimately be vented to atmosphere. Again, utilities are included in the model set-up as they have a direct impact on the system availability. Initially, generic failure data from public domain databases, client databases and other data sources was used to populate the reliability fields in the software. However, data was also collected regarding site specific data regarding failures and plant downtimes. This was sourced from site records, discussions with operational staff and the site control system. Much of this data showed increased failure rates compared to the generic data and this was generally attributed to the age of the facility and the individual items of process equipment. The availability model was set up with export demand data and also to attribute costs associated with downtime both from a production shortfall and contractual penalty viewpoint. The precise downtimes were calculated by entering values for manning levels and repair times on the facility so that a repair team could be scheduled. The model was also engineered to identify when extra emissions may be caused due to limitations in boil-off gas handling capability. It was also designed for regular updating of reliability data so it can be used on an ongoing basis to support site management decisions. Two model runs were performed, one for the generic failure data and the other for site specific data. The results were then analysed. Evaluation Liquefaction System The model results indicated that the liquefaction shortfall based on generic data was calculated to be 6%. This indicated that only 94% of the planned annual production was achieved in the scheduled liquefaction campaign. The proportion of shortfall attributable to each system is shown in Table 1.
© Gastech 2005 Kane & Rogers 5
Rank System Proportion of
shortfall (%)
1 Selexol plant 51.29
2 Cold Box II 26.14
3 Cold Box I 6.90
4 Utility systems 5.42
5 Boil-off gas compressors 5.05
6 MolSieve II 2.53
7 MolSieve I 2.21
8 Preheaters 0.46
Total 100.0
Table 1 : Generic system shortfall contributors
Analysis of the specific equipment items contributing to the system shortfall showed that the flash gas compressors within the Selexol plant were the major contributors accounting for over 40% of the total shortfall. The site specific model showed that there was approximately a 32% shortfall. This indicated that only 68% of the planned annual production was achieved in the scheduled liquefaction campaign. The proportion of shortfall attributable to each system is shown in Table 2.
Rank System Proportion of shortfall (%)
1 Cold Box II 77.37
2 Cold Box I 11.74
3 Selexol plant 8.31
4 Boil-off gas compressors 0.91
5 Utility systems 0.88
6 MolSieve I 0.39
7 MolSieve II 0.35
8 Preheaters 0.05
Total 100.0
Table 2 : System shortfall contributors based on site specific data It can be seen from Table 2 that the system shortfall contributors are considerably different from those identified based on generic data. Analysis of the specific equipment items contributing to the system shortfall identified that the major contributors were the heat exchangers contained in the liquefaction cold boxes and particularly in Cold Box II. The reasons for the significant differences were investigated further and this included analysis of the type of failure, reasons for it and repair issues. The information gathered indicated that there were several failures in recent years, which meant that the reliability data was modified to update the generic data for new heat exchanger equipment. The failure mechanism was a fracture of a plate fin heat exchanger on its external surface where the plates are joined together. The repair could be performed in-situ but it was identified that the resultant plant shutdown would cause an extended unavailability period due to the difficulty in accessing the exchanger and the use of specialist contractors to perform the

© Gastech 2005 Kane & Rogers 6
repair. Another useful trend that was identified was that the frequency of failure was expected to increase. This was because repairs to the exchangers cause the metallurgy to become work hardened and therefore more susceptible to subsequent failures. On the basis of identifying the major impact on shortfall during the liquefaction campaign, the models allowed data to be extracted to compare the options available to the site owners. The options were either a heat exchanger repair or a new heat exchanger. A summary of the benefits of the options is presented in Table 3.
Case Shortfall (%)
Base Case
Plant specific failure data 31.99
Option 1
Heat exchanger repair 24.36
Option 2
New heat exchanger 9.54
Table 3 : Liquefaction system strategies
It was clear from Table 3, that there were major improvements to be made regarding shortfall by replacing the failing exchanger in the cold box rather than continued repair. This shortfall translates into lost revenue for the facility. A subsequent economic analysis indicated that the reduction in shortfall was potentially worth an extra £0.5 million of revenue per year and therefore replacement of the failing exchanger in cold box II merited further consideration by the site owners. In fact, a decision to install a new cold box has now been made. Export System The principal export route from the facility is export to the grid which entails pumping of the LNG to grid pressure in the ex-tank LNG pumps and regasification in the vaporisers. The issues regarding the implications to site for failure to meet demand are complex. The facility has to declare an export capacity on a daily basis and this is related to the availability of the plant export system. This capacity will fall from the site maximum where vital equipment is unavailable due to failure and currently under repair. Higher availability will therefore lead to increased production nominations in order to maximise revenue. Figure 5 indicates the declared availability of the export system.
70%
80%
90%
100%
0 20 40 60 80 100
Plant Export Capacity (%)
Ava
ilabi
lity
(%)
Figure 5 : Export System Declared Availability

© Gastech 2005 Kane & Rogers 7
The site was found to be available at maximum capacity for 86% of the time. The declaration of reduced capacity is calculated to result in a potential lost revenue to the site of £0.25 million per year. Analysis of the specific equipment items contributing to the export system unavailability identified that the major contributors were the vaporisers. The age of the vaporisers was causing some impact on their reliability but there was also the issue that capability to export at 100% capacity was desirable throughout the year and not just in the traditional high demand, winter months. This was a change to the original design philosophy for the plants. On the basis of identifying the major impact on export system declared availability, further investigations revealed that the provision of a spare vaporiser would increase availability to over 99% at the maximum plant capacity. However, the more attractive alternative was found to be a modification of the existing burner arrangement in the vaporiser to improve reliability to similar levels. This could be achieving by modification of the existing multi burner design to a single burner design that would increase vaporiser reliability from below 50% to above 95% due to the simpler configuration, reduced number of components and more robust equipment design. As a result, site are considering the modification of all vaporisers to a single burner design. Once an export nomination has been agreed, failure to supply the required nomination on demand at the agreed flowrate will result in contractual penalties in addition to the lost production costs. The export shortfall based on generic data was calculated to be 13% at maximum capacity. This indicated that potentially only 87% of the demand could be supplied in the event of all demands requiring the full export rate. Analysis of the specific equipment items contributing to the export system unavailability showed ex-tank LNG pumps account for 90% of the shortfall (due to failure for such reasons as bearing failure, instrumentation failure and pump cavitation). However, this was not confirmed by site specific data as no major failures had been reported at that time and not all demands were required at full export rate. On the basis of identifying the major potential impact on export demand, an investigation into the operation of the ex-tank LNG pumps indicated that the risk of shortfall is exacerbated by the fact that the pumps are not routinely checked before export (as this would entail a cool down of the whole export system). This increases the chances of failure to start and the potential penalty for failure of the pumps to start on export demand is major and could be in excess of £1 million for a single export. Mitigation strategies were investigated based on increasing functional testing. Table 4 illustrates the reduction in shortfall by regular functional checking of the pumps.
Case Shortfall (%)
Base Case
Generic export failure data
13.00
Option 1
Periodic functional testing of pumps
4.88
Option 2
Regular functional testing of pumps
0.76
Table 4 : Export system strategies
It was clear from Table 4 that there were major improvements to be made regarding shortfall by more frequent functional checking of the ex-tank LNG pumps. The shortfalls can be directly translated into contractual financial penalties for the site. The economic analysis indicated that this strategy merited further consideration by the site owners despite the implications for increased operating complexity and increased flash gas production. Emissions and Safety The boil-off gas acts as the pressure relief from the LNG storage tanks. The boil-off gas export route is via the boil-off gas compressors which allows the gas to be injected into the local gas main. Failure to export the stream would result in the inability to maintain low pressure in the tank and ultimately result in lifting of the tank pressure relief valves for safety reasons to avoid tank damage. Lifting of the tank relief valves is undesirable from both a safety and environmental standpoint. If the environmental emissions exceed the permissible levels specified by the environmental authorities, it could even jeopardise the site’s licence to operate. The boil-off gas rate is also dependent on the operating scenario as it includes any extra flash gas produced during liquefaction and that produced during preparation for an export when the plant is switched from 6 hour standby to half hour standby mode. The operating philosophy of the plant has changed over time and the potential for exports during liquefaction periods is possible. This has resulted in significant variability of boil-off gas production as shown in Figure 6.

© Gastech 2005 Kane & Rogers 8
0
2
4
6
8
10
12
Boil Off Gas rate
% P
roba
bilit
y
Figure 6 : Variability in boil-off gas Production
It was identified from the model that in certain operating scenarios, the total boil off gas rate could exceed the boil off gas compressor capability (which was not envisaged to handle the current variations). This could in turn result in venting of gas unless some of the operations on the plant were shutdown to minimise boil off gas and additional flash gas. It was identified that the addition of a spare boil off gas compressor would permit better flexibility of the facility and a reduction in the risk of potential venting of gas. The benefits in terms of improved safety, environmental performance and increased operating flexibility merited further consideration by the site owners and a new boil-off gas compressor is now awaiting installation. Conclusions
• The criticality assessment identified significant differences between site specific and generic reliability data and this was largely due to ageing plant equipment. It therefore allowed a much better representation of ageing LNG plants.
• The assessment identified the main contributors for liquefaction and export system shortfall and quantified the magnitude of the financial implications due to lost revenue and contractual issues. Any impact of the failures on environmental and safety issues can then be assessed.
• Alternative strategies for mitigation of the impact of critical items were easier to identify based on the availability model results.
• Critical items can be identified for a change in operating philosophy that may not have been envisaged in the original plant design.
• Site management can make informed decisions to address the plant issues which have a critical impact on contractual, financial, environmental and safety issues.
• The availability model can be updated with the latest site specific reliability information as the plant ages to allow an ongoing assessment of the critical site issues.
Related Documents











