CRITICAL OBSERVATIONS DURING SHUT DOWN AUDIT OF A 330 MW PULVERIZED COAL FIRED BOILER By K.K.Parthiban, B.Tech ( IIT-M), M.E Thermal Engineering- RECT Trichy Introduction Boiler maintenance cost can be reduced, if every failure & shortcoming are analysed and addressed. In a power plant, engineers are stressed and hard-pressed for early restart of the unit and hence they do not have time to analyze the failures. However, employing specialists for unit inspection during shut down would help to identify defects in boiler & reasons for past failures. Actions could be taken to stop repetitive failures. In future, unscheduled outages can be avoided. Performance of the plant can be greatly improved. There have been cases wherein two or three annual shut down audits have led to much better understanding of the boilers. There have been cases where the plant engineers stopped calling us when they became clear of what to inspect in the annual shut downs. The value addition of a shutdown audit by experienced boiler consultants can be known only if it is experienced. We bring below the value addition by us in a tower type PF boiler outside India. Features of the unit The boiler is a once through unit with a centrifugal separator. The furnace is made of spiral wall rifle tube construction. All the tube banks of superheaters, reheaters and economizers are horizontally arranged in a single pass directly above the furnace. The screen tubes are arranged above the furnace. The screen outlet tubes act as support tubes for all the tube banks except for the low temperature economiser. The tower type configuration is a bold configuration selected by the designers. It certainly improves the free board for better burn out of the coal particles. The lateral pitch of bank assemblies decrease, as the gas moves up. Thus, required gas side velocities are maintained for good heat transfer. The low temperature economiser is constructed out of square finned tube. The unit is provided with two rotary airheaters. Gas recirculation fans are provided for startup purpose and for low load operation. 5 mills are provided. Electrostatic precipitator is provided for dust capture. Condensate polishing units are provided for ensuring the feed water / return condensate quality. Detailed observations at shut down We bring out our observations in the unit which was inspected by us. We feel this technical paper would help the unit operators to understand about methodical approach to be taken for inspection of the boiler and correlate to the failures being experienced in the unit. We have compiled below the important observations in this unit. Photo 1: Distant view of the unit

Critical observations during a shut down audit of a pf boiler final
Jan 21, 2017
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
CRITICAL OBSERVATIONS DURING SHUT DOWN AUDIT OF A 330 MW PULVERIZED COAL FIRED BOILER By K.K.Parthiban, B.Tech ( IIT-M), M.E Thermal Engineering- RECT Trichy Introduction Boiler maintenance cost can be reduced, if every failure & shortcoming are analysed and addressed. In a power plant, engineers are stressed and hard-pressed for early restart of the unit and hence they
do not have time to analyze the failures. However, employing specialists for unit inspection during shut down would help to identify defects in boiler & reasons for past failures. Actions could be taken to stop repetitive failures. In future, unscheduled outages can be avoided. Performance of the plant can be greatly improved. There have been cases wherein two or three annual shut down audits have led to much better understanding of the boilers. There have been cases where the plant engineers stopped calling us when they became clear of what to inspect in the annual shut downs. The value addition of a shutdown audit by experienced boiler
consultants can be known only if it is experienced. We bring below the value addition by us in a tower type PF boiler outside India. Features of the unit The boiler is a once through unit with a centrifugal separator. The furnace is made of spiral wall rifle tube construction. All the tube banks of superheaters, reheaters and economizers are horizontally arranged in a single pass directly above the furnace. The screen tubes are arranged above the furnace. The screen outlet tubes act as support tubes for all the tube banks except for the low temperature economiser. The tower type configuration is a bold configuration selected by the designers. It certainly improves the free board for better burn out of the coal particles. The lateral pitch of bank assemblies decrease, as the gas moves up. Thus, required gas side velocities are maintained for good heat transfer. The low temperature economiser is constructed out of square finned tube. The unit is provided with two rotary airheaters. Gas recirculation fans are provided for startup purpose and for low load operation. 5 mills are provided. Electrostatic precipitator is provided for dust capture. Condensate polishing units are provided for ensuring the feed water / return condensate quality. Detailed observations at shut down We bring out our observations in the unit which was inspected by us. We feel this technical paper would help the unit operators to understand about methodical approach to be taken for inspection of the boiler and correlate to the failures being experienced in the unit. We have compiled below the important observations in this unit.
Photo 1: Distant view of the unit
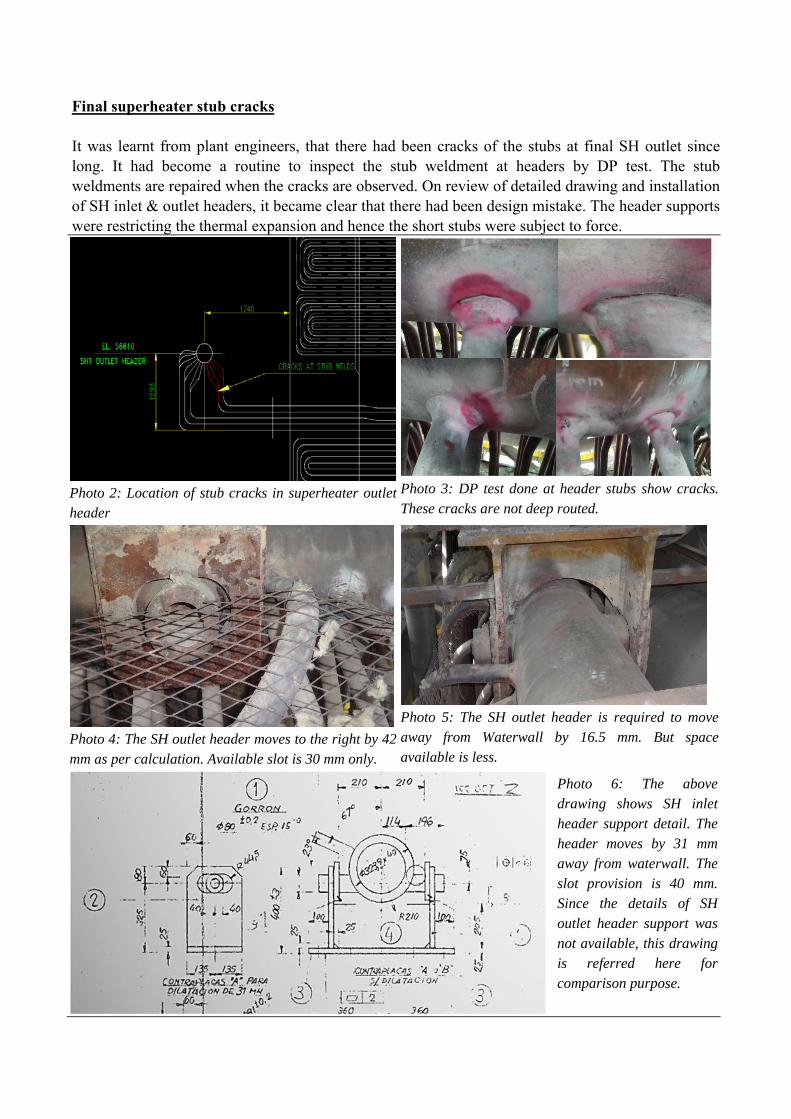
Final superheater stub cracks It was learnt from plant engineers, that there had been cracks of the stubs at final SH outlet since long. It had become a routine to inspect the stub weldment at headers by DP test. The stub weldments are repaired when the cracks are observed. On review of detailed drawing and installation of SH inlet & outlet headers, it became clear that there had been design mistake. The header supports were restricting the thermal expansion and hence the short stubs were subject to force.
Photo 2: Location of stub cracks in superheater outlet header
Photo 3: DP test done at header stubs show cracks. These cracks are not deep routed.
Photo 4: The SH outlet header moves to the right by 42 mm as per calculation. Available slot is 30 mm only.
Photo 5: The SH outlet header is required to move away from Waterwall by 16.5 mm. But space available is less.
Photo 6: The above drawing shows SH inlet header support detail. The header moves by 31 mm away from waterwall. The slot provision is 40 mm.Since the details of SH outlet header support was not available, this drawing is referred here for comparison purpose.
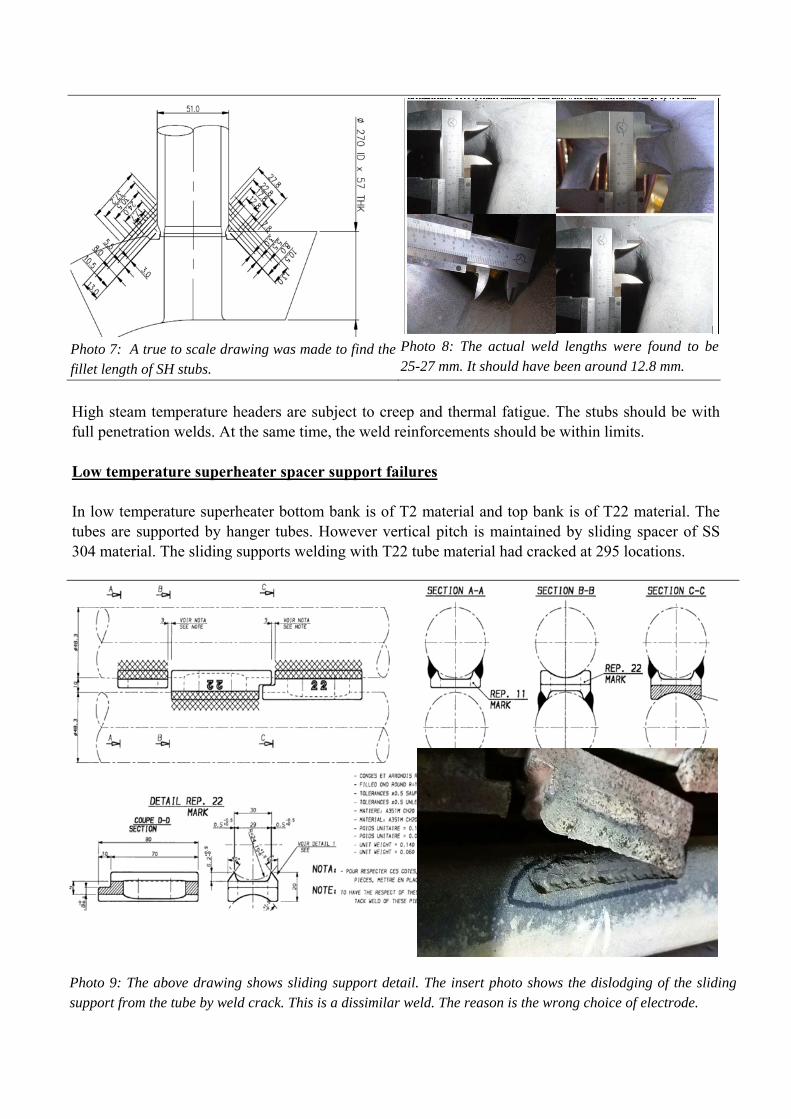
Photo 7: A true to scale drawing was made to find the fillet length of SH stubs.
Photo 8: The actual weld lengths were found to be 25-27 mm. It should have been around 12.8 mm.
High steam temperature headers are subject to creep and thermal fatigue. The stubs should be with full penetration welds. At the same time, the weld reinforcements should be within limits. Low temperature superheater spacer support failures In low temperature superheater bottom bank is of T2 material and top bank is of T22 material. The tubes are supported by hanger tubes. However vertical pitch is maintained by sliding spacer of SS 304 material. The sliding supports welding with T22 tube material had cracked at 295 locations.
Photo 9: The above drawing shows sliding support detail. The insert photo shows the dislodging of the sliding support from the tube by weld crack. This is a dissimilar weld. The reason is the wrong choice of electrode.
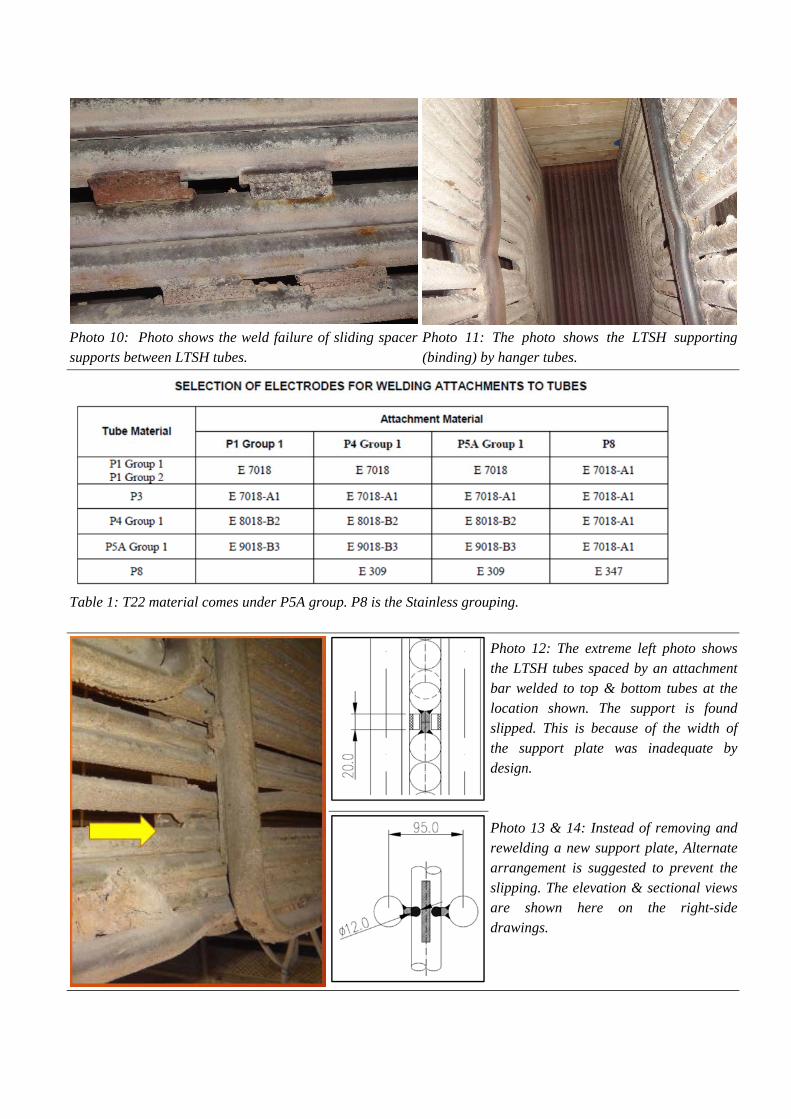
Photo 10: Photo shows the weld failure of sliding spacer supports between LTSH tubes.
Photo 11: The photo shows the LTSH supporting (binding) by hanger tubes.
Table 1: T22 material comes under P5A group. P8 is the Stainless grouping.
Photo 12: The extreme left photo shows the LTSH tubes spaced by an attachment bar welded to top & bottom tubes at the location shown. The support is found slipped. This is because of the width of the support plate was inadequate by design. Photo 13 & 14: Instead of removing and rewelding a new support plate, Alternate arrangement is suggested to prevent the slipping. The elevation & sectional views are shown here on the right-side drawings.
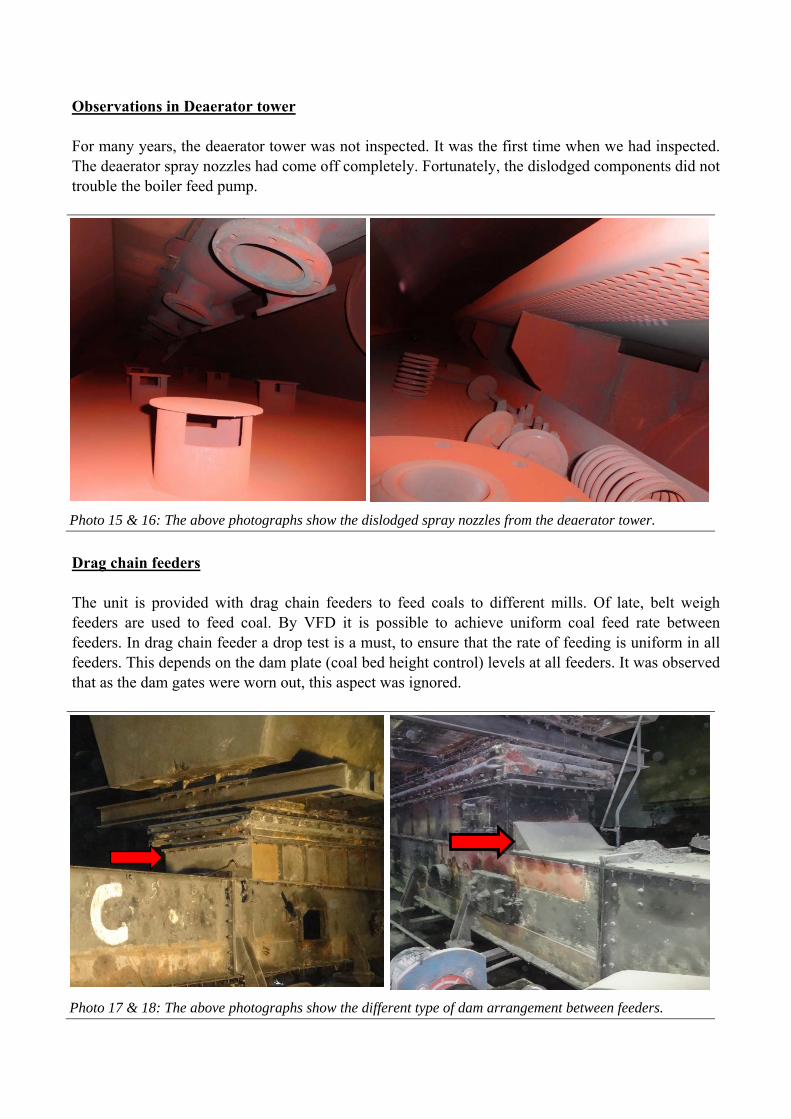
Observations in Deaerator tower For many years, the deaerator tower was not inspected. It was the first time when we had inspected. The deaerator spray nozzles had come off completely. Fortunately, the dislodged components did not trouble the boiler feed pump.
Photo 15 & 16: The above photographs show the dislodged spray nozzles from the deaerator tower.
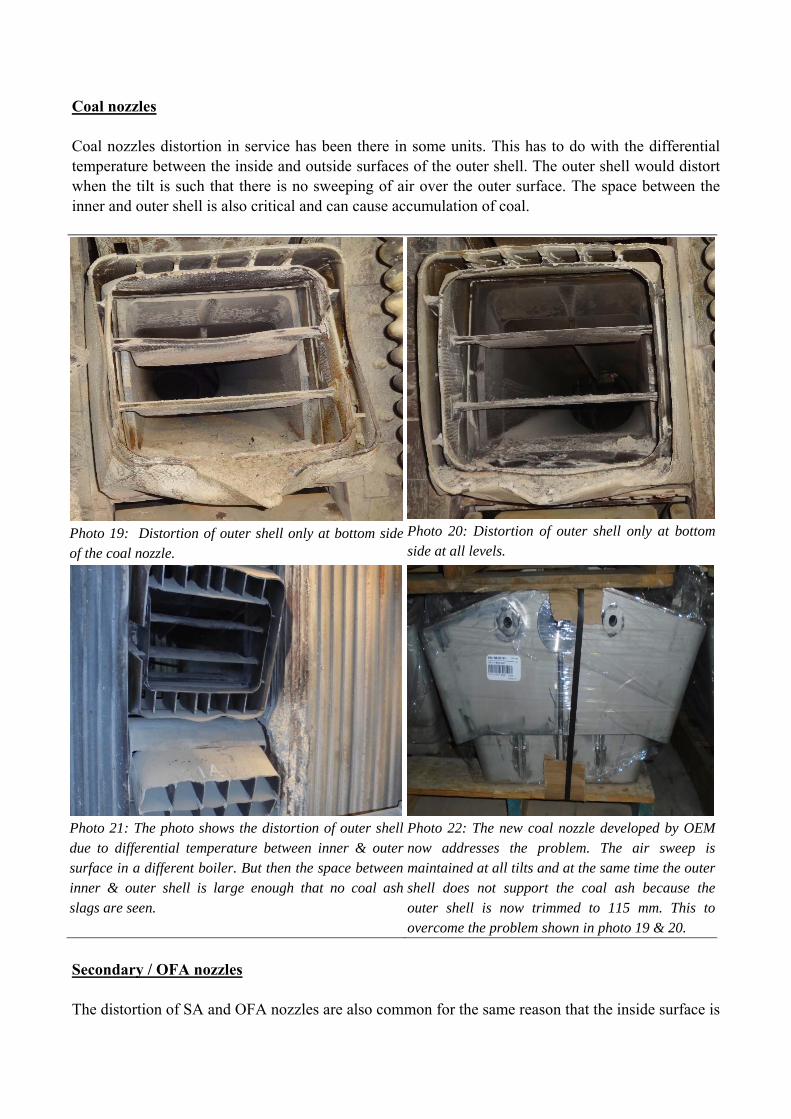
Drag chain feeders The unit is provided with drag chain feeders to feed coals to different mills. Of late, belt weigh feeders are used to feed coal. By VFD it is possible to achieve uniform coal feed rate between feeders. In drag chain feeder a drop test is a must, to ensure that the rate of feeding is uniform in all feeders. This depends on the dam plate (coal bed height control) levels at all feeders. It was observed that as the dam gates were worn out, this aspect was ignored.
Photo 17 & 18: The above photographs show the different type of dam arrangement between feeders.
Coal nozzles Coal nozzles distortion in service has been there in some units. This has to do with the differential temperature between the inside and outside surfaces of the outer shell. The outer shell would distort when the tilt is such that there is no sweeping of air over the outer surface. The space between the inner and outer shell is also critical and can cause accumulation of coal.
Photo 19: Distortion of outer shell only at bottom sideof the coal nozzle.
Photo 20: Distortion of outer shell only at bottom side at all levels.
Photo 21: The photo shows the distortion of outer shell due to differential temperature between inner & outer surface in a different boiler. But then the space between inner & outer shell is large enough that no coal ash slags are seen.
Photo 22: The new coal nozzle developed by OEM now addresses the problem. The air sweep is maintained at all tilts and at the same time the outer shell does not support the coal ash because the outer shell is now trimmed to 115 mm. This to overcome the problem shown in photo 19 & 20.
Secondary / OFA nozzles The distortion of SA and OFA nozzles are also common for the same reason that the inside surface is
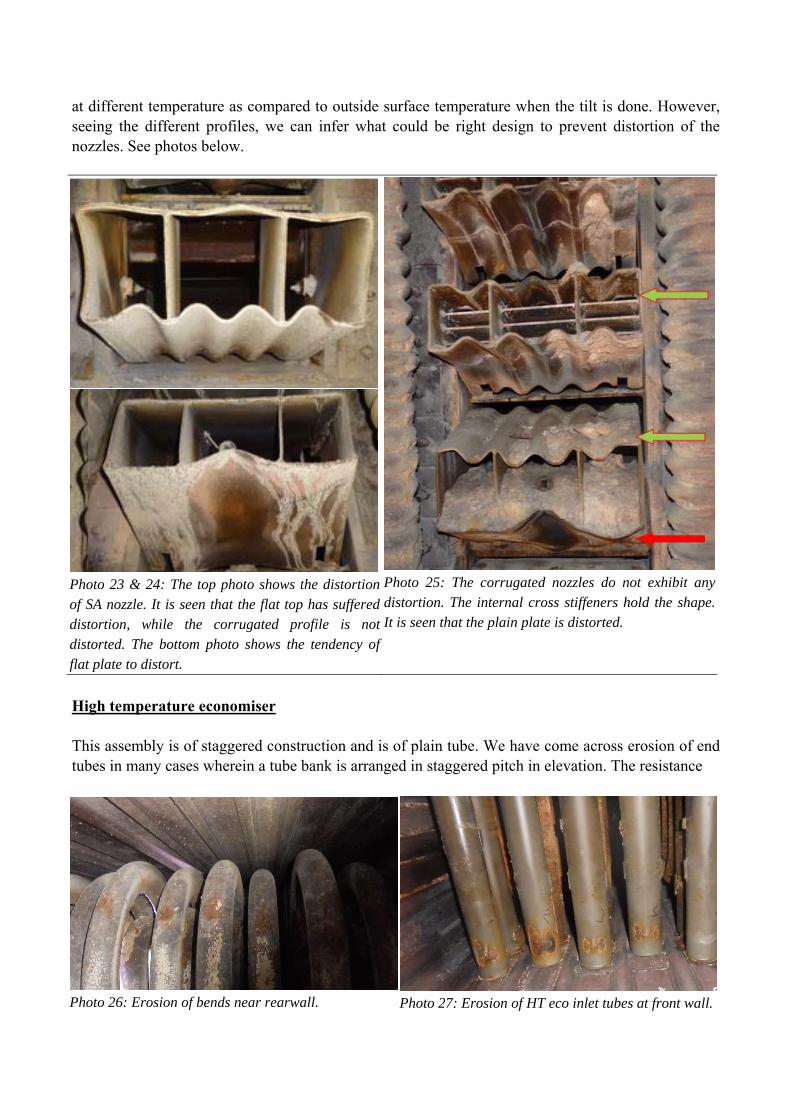
at different temperature as compared to outside surface temperature when the tilt is done. However, seeing the different profiles, we can infer what could be right design to prevent distortion of the nozzles. See photos below.
Photo 23 & 24: The top photo shows the distortion of SA nozzle. It is seen that the flat top has suffered distortion, while the corrugated profile is not distorted. The bottom photo shows the tendency of flat plate to distort.
Photo 25: The corrugated nozzles do not exhibit any distortion. The internal cross stiffeners hold the shape. It is seen that the plain plate is distorted.
High temperature economiser This assembly is of staggered construction and is of plain tube. We have come across erosion of end tubes in many cases wherein a tube bank is arranged in staggered pitch in elevation. The resistance
Photo 26: Erosion of bends near rearwall. Photo 27: Erosion of HT eco inlet tubes at front wall.
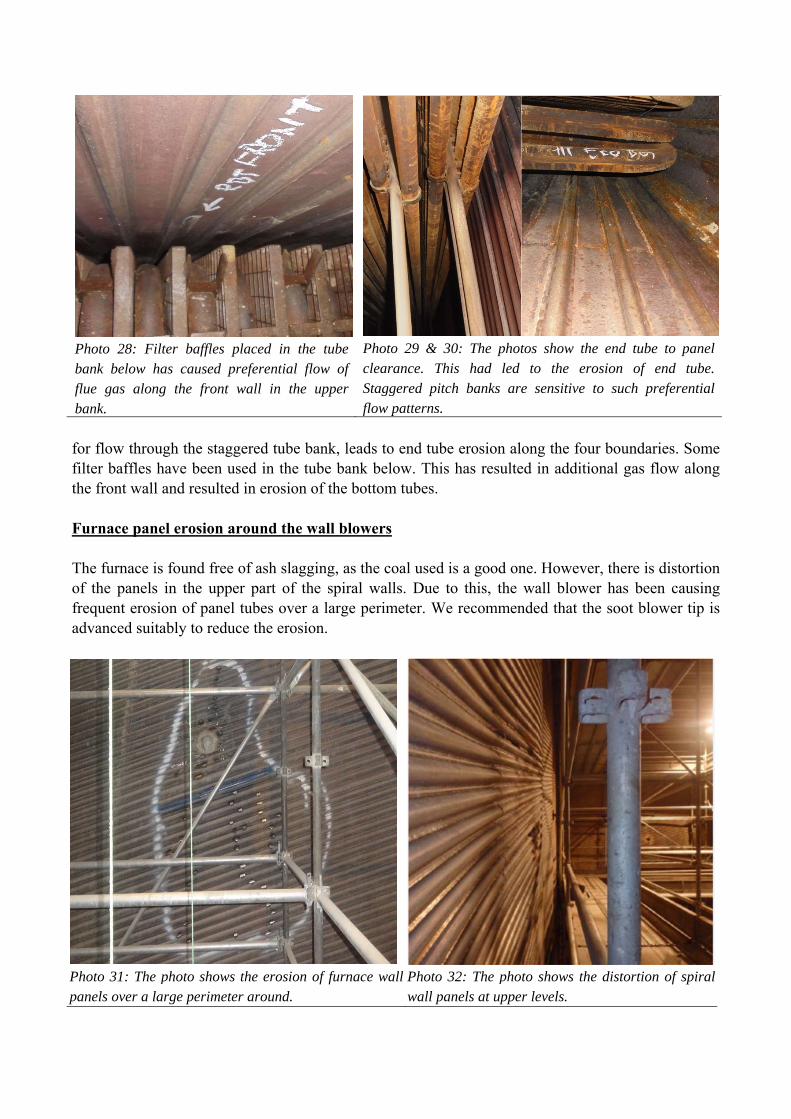
Photo 28: Filter baffles placed in the tube bank below has caused preferential flow of flue gas along the front wall in the upper bank.
Photo 29 & 30: The photos show the end tube to panel clearance. This had led to the erosion of end tube. Staggered pitch banks are sensitive to such preferential flow patterns.
for flow through the staggered tube bank, leads to end tube erosion along the four boundaries. Some filter baffles have been used in the tube bank below. This has resulted in additional gas flow along the front wall and resulted in erosion of the bottom tubes. Furnace panel erosion around the wall blowers The furnace is found free of ash slagging, as the coal used is a good one. However, there is distortion of the panels in the upper part of the spiral walls. Due to this, the wall blower has been causing frequent erosion of panel tubes over a large perimeter. We recommended that the soot blower tip is advanced suitably to reduce the erosion.
Photo 31: The photo shows the erosion of furnace wall panels over a large perimeter around.
Photo 32: The photo shows the distortion of spiral wall panels at upper levels.
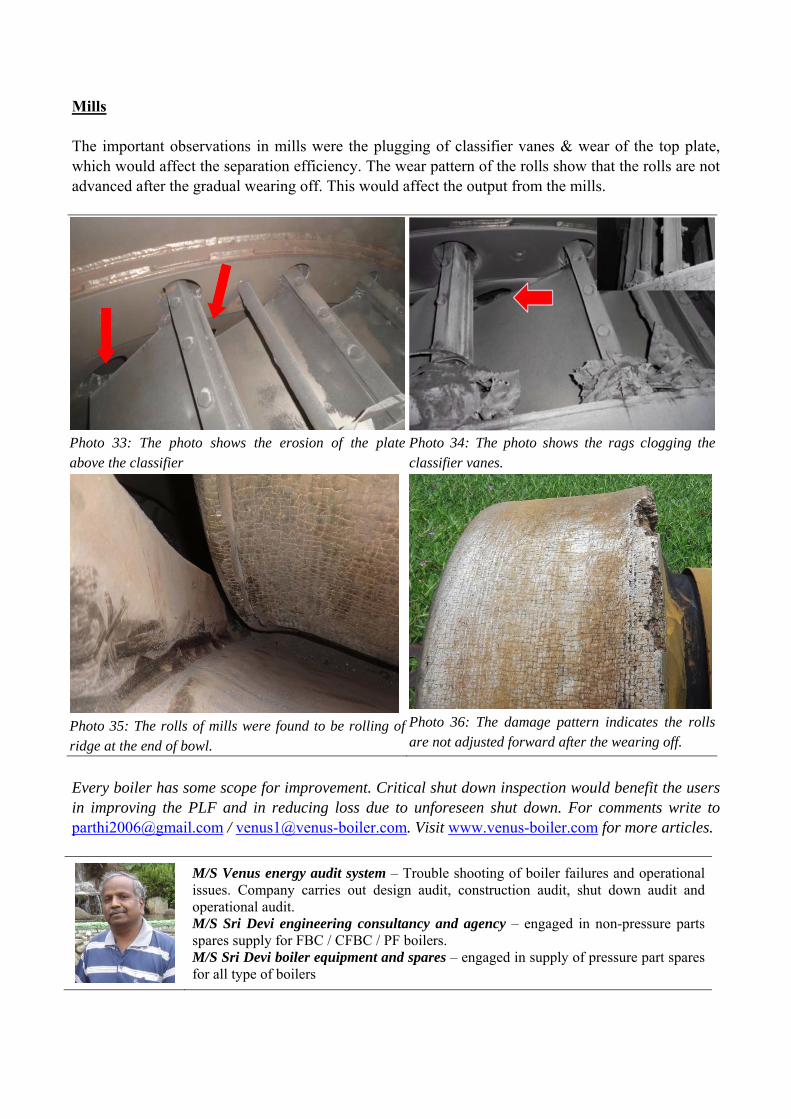
Mills The important observations in mills were the plugging of classifier vanes & wear of the top plate, which would affect the separation efficiency. The wear pattern of the rolls show that the rolls are not advanced after the gradual wearing off. This would affect the output from the mills.
Photo 33: The photo shows the erosion of the plate above the classifier
Photo 34: The photo shows the rags clogging the classifier vanes.
Photo 35: The rolls of mills were found to be rolling of ridge at the end of bowl.
Photo 36: The damage pattern indicates the rolls are not adjusted forward after the wearing off.
Every boiler has some scope for improvement. Critical shut down inspection would benefit the users in improving the PLF and in reducing loss due to unforeseen shut down. For comments write to [email protected] / [email protected]. Visit www.venus-boiler.com for more articles.
M/S Venus energy audit system – Trouble shooting of boiler failures and operational issues. Company carries out design audit, construction audit, shut down audit and operational audit. M/S Sri Devi engineering consultancy and agency – engaged in non-pressure parts spares supply for FBC / CFBC / PF boilers. M/S Sri Devi boiler equipment and spares – engaged in supply of pressure part spares for all type of boilers
Related Documents











![BOILER LOCATION Provide a level, solid foundation for the boiler. should be ... After getting up a gay:] head of steam, shut the boiler down and](https://static.cupdf.com/doc/110x72/5aef988e7f8b9aa17b8dfd76/boiler-location-provide-a-level-solid-foundation-for-the-boiler-should-be-.jpg)