Control del calidad saia Diciembre 20016 AÑO 1– NUMERO 1 MODA O REVOLUCION

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Control del calidad saia
Diciembre 20016 AÑO 1– NUMERO 1
MODA O REVOLUCION

¿ La capacidadcapacidad de un proceso de fabricación se suele interpretar como su aptitud para producir artículos de acuerdo con las especificaciones. También se suele interpretar como la aptitud del proceso o de una sola má-quina para cumplir los límites de tole-rancia.El análisis de la capacidad de un proceso deberá realizarse cuando
dicho proceso esté bajo control.“
Análisis de capacidad del proceso
Página 2 EnRed@dOs
El análisis de la capacidadanálisis de la capacidad de un proceso debería reali-zarse cuando dicho proceso esté bajo control. Dicho análi-sis se suele iniciar cuando se necesita estudiar un nuevo proceso, cuando se ha modi-ficado alguna de las partes esenciales del proceso, cuando se han emplazado una o más máquinas en otro lugar, cuando ha habido un reajuste en el funcionamiento de las máquinas, cuando los gráficos de control muestran cierta inestabilidad, etc.

Limites de Especificaciones
Los límites de especifica-límites de especifica-
ción ción son los valores entre los cua-
les deberían operar los productos
o servicios. Estos límites por lo ge-
neral se establecen de acuerdo
con los requisitos del cliente. Por
ejemplo, usted imprime etiquetas
para un proceso de envío.
La especificación inferior es
2.50 pulgadas y la especificación
superior es 2.687 pulgadas. Cual-
quier etiqueta que sea más peque-
ña que 2.5 pulgadas o más grande
que 2.687 pulgadas no es acepta-
ble.
AÑO 1– NUMERO 1 Página 3
¿En qué difieren los límites ¿En qué difieren los límites
de especificación de los lí-de especificación de los lí-
mites de control?mites de control?
Los límites de control se calculan a partir de los datos del proceso. Representan el desempeño verdadero de su proceso. Los límites de espe-cificación son definidos por su cliente y representan el desempeño deseado de su proceso.
Los límites de especifica-especifica-
ciónción y los límites de control se utilizan para fines diferen-tes. Los límites de control le permiten evaluar si su proce-so es estable. Los límites de especificación le permiten evaluar qué tan capaz es su proceso de satisfacer los re-quisitos del cliente.
Un procesoproceso es una
combinación única de
herramientas, métodos,
materiales y personal
dedicados a la labor de
producir un resultado
medible; por ejemplo
una línea de produc-
ción para el ensamble
de puertas de vehícu-
los.
Todos los procesos
tienen una variabilidad
estadística inherente
que puede evaluarse
por medio de métodos
estadístico
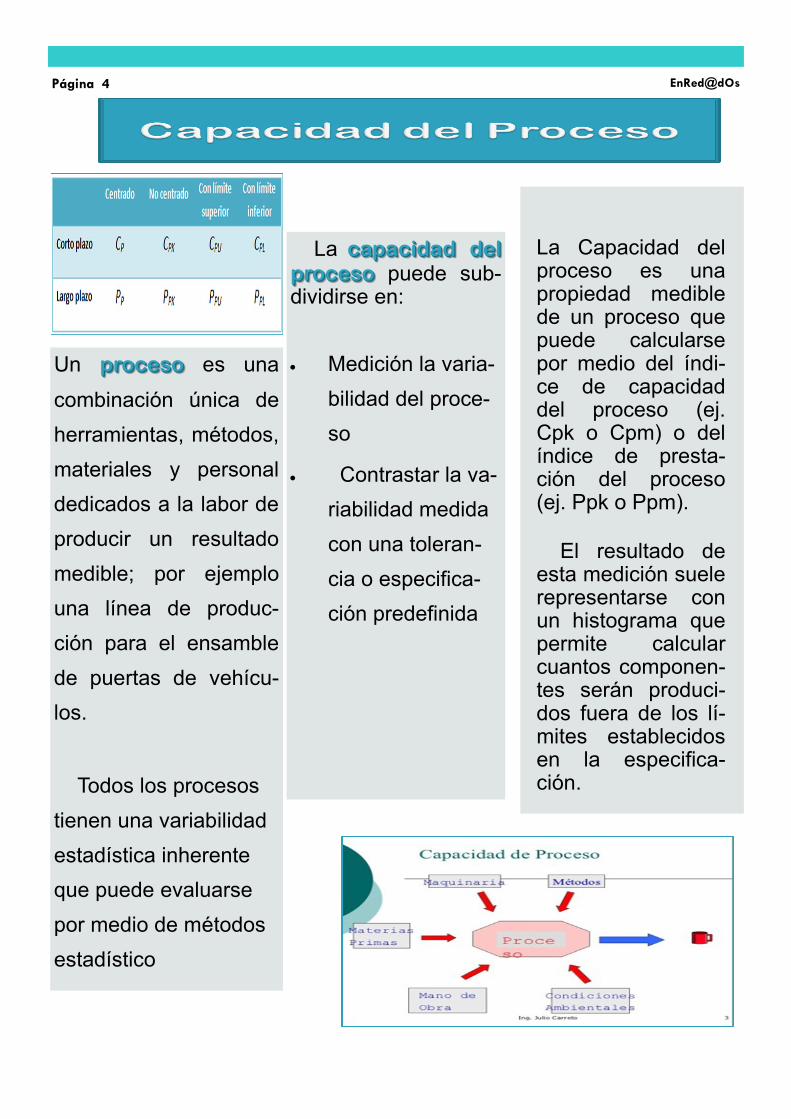
La capacidad del capacidad del
procesoproceso puede sub-dividirse en:
Medición la varia-
bilidad del proce-
so
Contrastar la va-
riabilidad medida
con una toleran-
cia o especifica-
ción predefinida
Página 4 EnRed@dOs
La Capacidad del proceso es una propiedad medible de un proceso que puede calcularse por medio del índi-ce de capacidad del proceso (ej. Cpk o Cpm) o del índice de presta-ción del proceso (ej. Ppk o Ppm).
El resultado de esta medición suele representarse con un histograma que permite calcular cuantos componen-tes serán produci-dos fuera de los lí-mites establecidos en la especifica-ción.

Estimar la capaci-dad de un proceso se resume en estimar σ. La estimación de σ se puede hacer median-te diferentes herra-mientas:
El mercado (los
clientes) establecen
•Histogramas
•Gráficos de probabilidad
•Gráficos de control.
las tolerancias
que debe cumplir
el producto. Un
producto fabrica-
do fuera de esas
tolerancias se
considerará un
producto sin la
calidad requerida,
es decir, defec-
tuoso. Para rela-
cionar ambos
conceptos se defi-
ne el índice de
capacidad Cp co-
mo el cociente entre el rango
de tolerancias del proceso y
la capacidad (intervalo natu-
ral de variación) del mismo:
Capacidad del proceso
Volumen 1, nº 1 Página 5

El índice de capaci-índice de capaci-
daddad del proceso, Cpk, tam-
bién denominado ratio de
capacidad del proceso, es
un cálculo estadístico sobre
la capacidad del proceso:
La capacidad de un proce-
so para producir un resulta-
do dentro de unos límites
predefinidos (TS, tolerancia
El concepto de capacidad
del proceso es solo válido
para procesos que están
sometidos a control esta
dístico.
Este índice jue-
ga un papel funda-
mental en las plan-
tas de producción
a la hora de de-
mostrar que un
proceso (ej. de
producción de tor-
nillos) es fiable y
está bajo control.”.
Índices de capacidad
Página 6 EnRed@dOs

Limites de especificaciones
Volumen 1, nº 1 Página 7
Límites de especificaciónLímites de especificación
TITI, (tolerancia inferior) y TSTS, (tolerancia superior) son los límites supe-rior e inferior de la especificación. Siendo T la media objetivo del proceso, la media estimada del proceso es , y la variabili-dad estimada del proceso es , donde los índices de capacidad aceptados de forma general son los siguientes:

INSTITUTO UNIVERSITARIO DE
TECNOLOGIA ANTONIO JOSE
DE SUCRE
.
Seis sigmaSeis sigma utiliza herramientas es-
tadísticas para la caracterización y
el estudio de los procesos, de ahí
el nombre de la herramienta, ya
que sigma es la desviación típica
que da una idea de la variabilidad
en un proceso y el objetivo de la
metodología seis sigma es reducir
ésta de modo que el proceso se
encuentre siempre dentro de los lí-
mites establecidos por los requisi-
tos del cliente.
HECHO POR: BR. CRISTIAN PUERTAS
ESCUELA: 79
Seis sigmas
LENGUA Y COMUNICACION
Es una metodología de mejora de procesos, centrada en la reducción de la variabilidad de los mismos, consiguiendo reducir o eliminar los defectos o fallos en la entrega de un
producto o servicio al cliente. La meta de 6 Sigma es llegar a un máximo de 3,4 defectos por millón de eventos u oportunidades (DPMO), entendiéndose como defecto
cualquier evento en que un producto o servicio no logra cumplir los requisitos del cliente.
Related Documents











