SAP R/3 - PP Planification de la production Camille Salinesi Université Paris 1 - Sorbonne [email protected]

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
SAP R/3 - PPPlanification de la production
Camille Salinesi
Université Paris 1 - Sorbonne

Plan
Introduction au processus de production Données de base
– organisation– fiche article– nomenclature– gamme
Scénario de planification et exécution avec montage final Autres données
– besoins– ordres de production– ordres de fabrication
Variantes

Customizing
Options utilisateur :– valeurs prédéfinies pour faciliter la saisie– menus personnalisés d ’accès au transactions
Données de base :– définition de données de gestion à cycle de vie long– conditions dans les règles de gestion
Points de custo :– statique (cycle de vie très très très long)– projections sur les données de base– groupes de valeurs typiques des données de base
User exits :– procédures vides invoquées systématiquement lors de l ’exécution des
transactions Développement propriétaire en ABAP :
– nouvelles transactions ou surcharges de transactions
Moi
ns s
tabl
e, p
lus
coût
eux,
moi
ns é
volu
tif

Données, données de base et méta données
Transaction
Données
Donnéesde base
conditions
message
opérations
Metadonnées
Users exits

Impact sur la modélisation
Les modèles incluent un certain nombre de variantes
Impact sur les modèles statiques : – relations peu ou pas normalisées– redondance éventuelle de l ’information
Impact sur les modèles dynamiques :– règles de gestion complexes– conditions variables en fonction des données de base et des méta
données
Exemple : la bibliothèque
Des abonnés empruntent de livres. Il y a donc trois entités principales : abonné, emprunt, et livre
Chacun imagine individuellement les exigences pour sa propre bibliothèque : – qu’est-ce qu’un abonné, un emprunt et un livre, – quelles sont les informations qui leurs sont associées, – quelles sont les règles de gestion à prévoir et quelles sont les
données nécessaires pour les mettre en œuvre, – Qu’est-ce qui distingue votre bibliothèque des bibliothèques
imaginées par les autres étudiants ? Définir un schéma conceptuel unique permettant de mettre en œuvre
les exigences de chacune des bibliothèques imaginées par les membres du groupe
Exemple bibliothèque : grandes orientations
Bibliothèque multi-sites, Bibliobus Commande de livres en ligne, avec livraison à domicile Prêt de livres par les abonnés de la bibliothèque Prêts multi-abonnés pour favoriser les rencontres Borne de retrait (type distributeur de DVD) Contribution des abonnés à la rédaction des livres Consultation des livres en ligne, livraison en ligne Option d’achat, de livraison Réseau de bibliothèque Réseau d’abonnés partageant des livres Associer des critiques aux emprunts, évaluer les livres
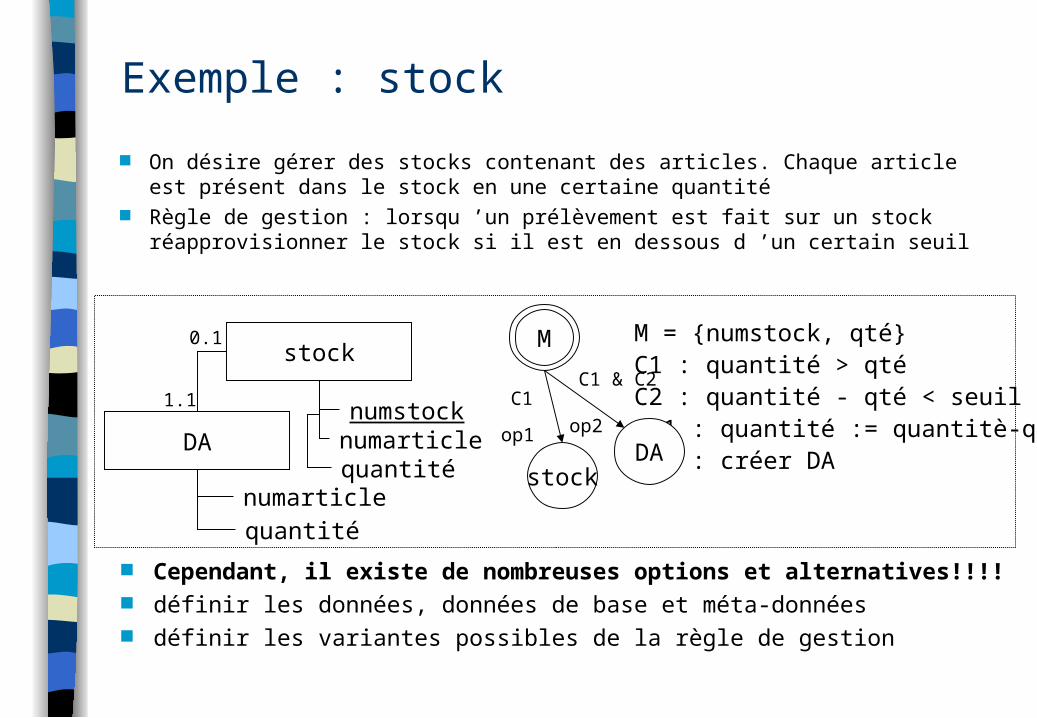
Exemple : stock
On désire gérer des stocks contenant des articles. Chaque article est présent dans le stock en une certaine quantité
Règle de gestion : lorsqu ’un prélèvement est fait sur un stock réapprovisionner le stock si il est en dessous d ’un certain seuil
Cependant, il existe de nombreuses options et alternatives!!!! définir les données, données de base et méta-données définir les variantes possibles de la règle de gestion
stock
numarticlequantité
M
stock
M = {numstock, qté}C1 : quantité > qtéC2 : quantité - qté < seuilop1 : quantité := quantitè-qtéop2 : créer DA
op1DA
numarticle
quantité
1.1
0.1
C1
DA
C1 & C2
op2numstock
Variantes et options
Qu ’est-ce qui peut varier dans la gestion de stock ?– unité de gestion du stock : pièce / kilo / litre / mètre / m2– seuil minimal: constant / dynamique (dépend de la période)– taille limite du stock : infinie / finie– quantité de réapprovisionnement : unitaire / par lot / à maximum– horizon de réapprovisionnement : fixe / par période / non prédéfini– ordre de prélèvement : FIFO / LIFO / sans ordre– identification d ’article en stock : individuelle / par lot / aucune– raz le stock avant réappro : oui / non– prélèvements partiels en fin de stock : autorisés / systématiques /
interdits– mode prélèvement : unitaire / par lot en majoration / par lot en minoration– prélèvements et demande d ’appro historisés ou pas– etc.
Autres variantes et options
Si le prélèvement est supérieur à une certaine quantité, il faut demander un réapprovisionnement, que le seuil minimal soit dépassé ou pas
On distingue les prélèvements prévisionnels des prélèvements retro-actifs (réels)
On autorise le prélèvement dès lors que la quantité est disponible, même si l ’on est en dessous du seuil de sécurité
Problème du besoin
Hypothèses pour l ’exemple de modélisation
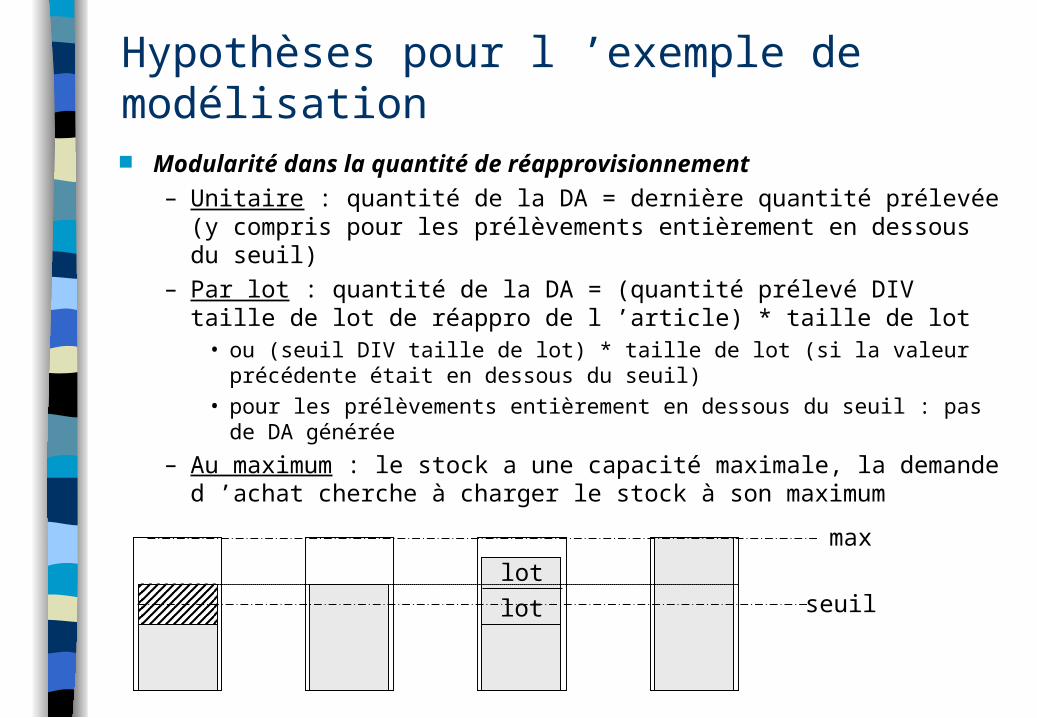
Modularité dans la quantité de réapprovisionnement– Unitaire : quantité de la DA = dernière quantité prélevée (y compris
pour les prélèvements entièrement en dessous du seuil)– Par lot : quantité de la DA = (quantité prélevé DIV taille de lot de
réappro de l ’article) * taille de lot • ou (seuil DIV taille de lot) * taille de lot (si la valeur précédente était en
dessous du seuil)
• pour les prélèvements entièrement en dessous du seuil : pas de DA générée
– Au maximum : le stock a une capacité maximale, la demande d ’achat cherche à charger le stock à son maximum
seuillot
lot
max

Modélisation de la statique
DA
numstock
quantité
1.1 0.1
Ddb stock
seuilcapacité
Stratégie réappro
prélèvements entièrement en dessous du seuil autorisés
taille de lot
appro cumulables
1.1
0.n
0.11.1
origine quantité DA
Données de gestion
Méta Données
numéro stratégie
Données de base
numarticle
numarticle
stock
quantiténumstock
Modélisation de la dynamique
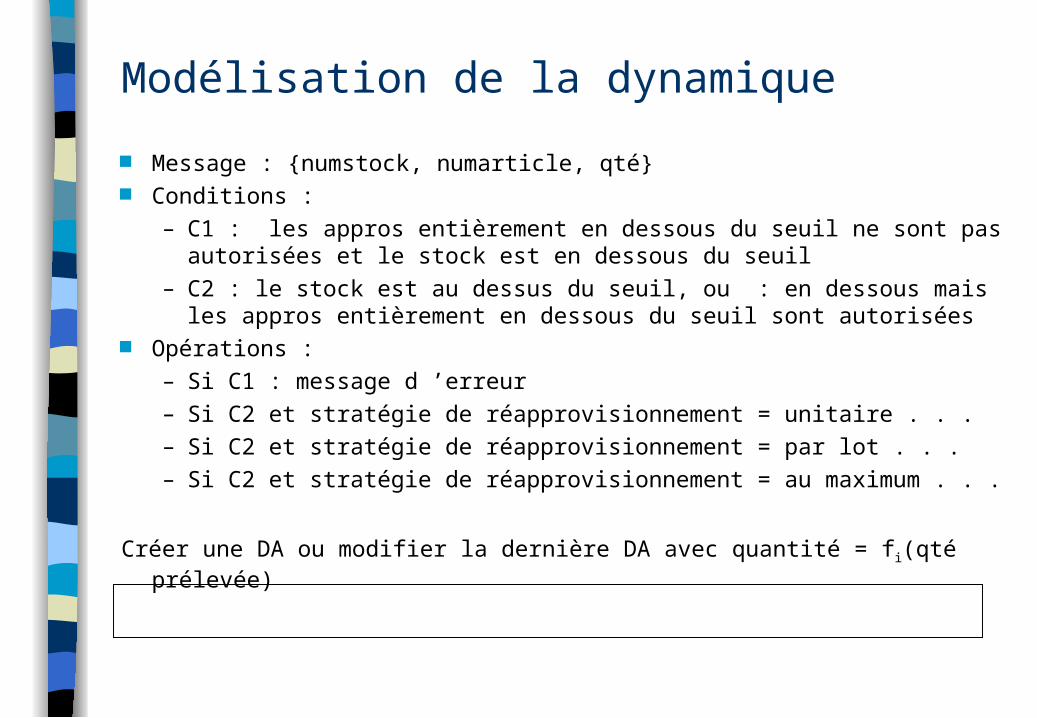
Message : {numstock, numarticle, qté} Conditions :
– C1 : les appros entièrement en dessous du seuil ne sont pas autorisées et le stock est en dessous du seuil
– C2 : le stock est au dessus du seuil, ou : en dessous mais les appros entièrement en dessous du seuil sont autorisées
Opérations :– Si C1 : message d ’erreur– Si C2 et stratégie de réapprovisionnement = unitaire . . . – Si C2 et stratégie de réapprovisionnement = par lot . . .– Si C2 et stratégie de réapprovisionnement = au maximum . . .
Créer une DA ou modifier la dernière DA avec quantité = fi(qté prélevée)
SAP Module PP (Production Planning)
Le module PP concerne la gestion de la Production. Y sont intégrées des notions telles que :
La planification de la production Le calcul des besoins : MRP I, PIC, PDP, MRP II Plan Industriel et Commercial : prévision des ventes (au niveau
entreprise) Plan Directeur de Production : prévision de la production (au niveau
usine) Calcul des besoins et des ressources (hommes et machines) Planification des capacités Contrôle de la fabrication et suivi de la production Calcul du coût de revient Gestion des nomenclatures et des gammes

Introduction au processus de production
Objectifs :– définir des plans de production cohérents avec
• les besoins (prévisionnels, commandes clients, etc)
• les ressources disponibles (machines, main d'œuvre, etc)
– exploiter ces plans pour fabriquer, contrôler leur exécution et les mettre à jour
Pour que :– les dates de livraison des produits concorde avec les besoins
(commandes)– les dates de réception des achats soient celles prévues– les ressources ne soient pas surchargées (capacité à produire)– les coûts de revient puissent être définis

Contexte de la planification
Articles =– produits finis = vendus– produits semi-finis = stockés– matières = achetées
Acteurs / activités =– bureau d'étude : définit les articles, nomenclatures, gammes– vente : établit plans de vente, communique commandes clients – gestion de planification : établit plans de production et
d'approvisionnement en matières premières, communique ordres de fabrication
– atelier : ré-agence le plan de production à très court terme, exécute la production
Planification - objectifs
Objectifs principaux :– établir un planning prévisionnel des activités– gérer les approvisionnements
Objectifs secondaires :– Prévoir les coûts– Prévoir les ressources– Prévoir les productions en atelier
Préoccupations :– éliminer les stocks d'en cours inutiles– favoriser les flux tirés plutôt que les flux poussés

Processus de production - intervenants et activités
Bureau d ’étude
Ordre deproduction Ordre de
fabrication
Demanded ’achat
Commande
Client
Fournisseur
Bon delivraison
Vente Gestionde production
Production
Fichesarticle
Nomenclatures Gammes
BesoinsPrévisionnels
Besoinsclients
Donnéesde base
Gestionde la demande
Stockage etLivraison
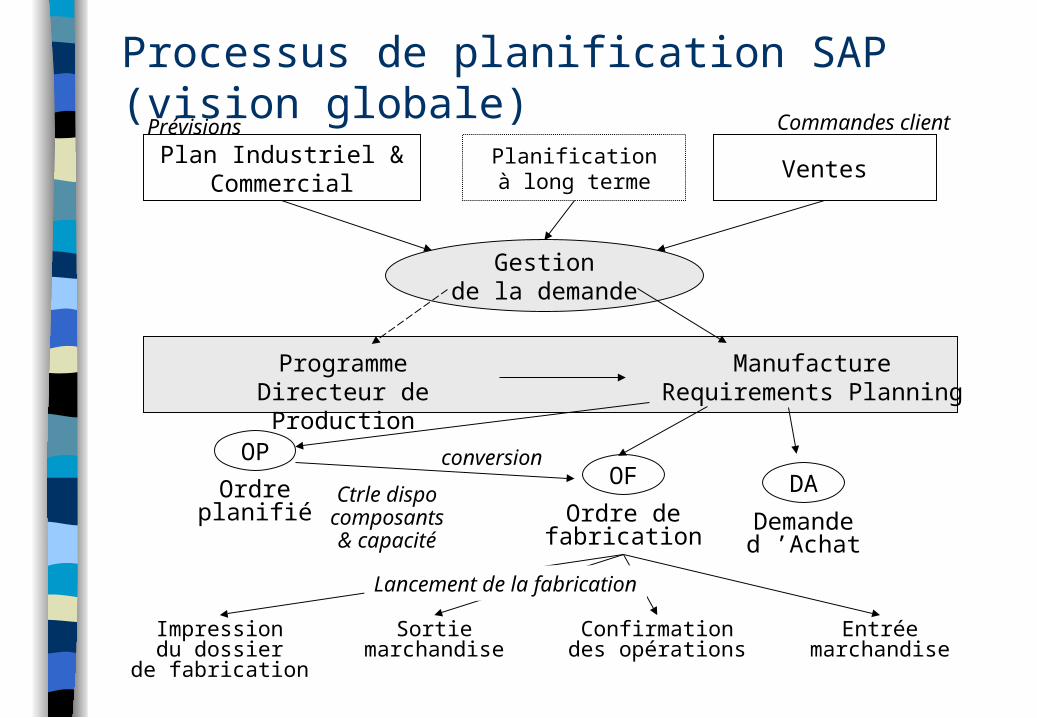
Processus de planification SAP (vision globale)
Plan Industriel &Commercial
Ventes
Gestionde la demande
Planificationà long terme
Prévisions Commandes client
Programme Directeur de Production
ManufactureRequirements Planning
OP
Ordreplanifié
OF
Ordre defabrication
DA
Demanded ’Achat
Impressiondu dossier
de fabrication
Sortiemarchandise
Confirmationdes opérations
Entréemarchandise
conversion
Lancement de la fabrication
Ctrle dispocomposants& capacité

Information manipulée pour supporter ce processus
Fiche article
Nomenclature
Gammes de fabrication
Etats des stocks
Ordres de fabrication
Données techniquespour la planification
Données informationnelles
Données de base SAP

Fiche article - Introduction
Catalogue des articles :– fabriqués– approvisionnés– stockés– vendus
Contient :– données descriptives :
nom, taille, dimensions, etc– données de gestion :
type de planification, règles de maj comptable, etc
dans SAP, la fiche article contient un certain nombre de
vues
Fiche article - Exemple
Une entreprise fabrique des jeux de réflexion en bois : dames, échecs, tam-gram, casse-têtes, etc.
Les articles nécessitant une fiche dans le catalogue :– produits fabriqués et vendus :
les différents jeux, les pièces de rechange
– produits stockés :plateaux de jeux, pièces de jeu, matières premières, notices,
emballages
– matières achetées :plaques de bois, tronçons de bois, peinture, laque, boîtes de
rangement, notices, emballages, boîtes de conditionnement pour expédition, etc

Exemple de fiche article dans SAP (1)
Identification du numéro de l'article
dont on désire voir la fiche
Fenêtre de choix des vues que l'on désire visualiser
Nomenclatures et gammes - Introduction
Définies par le bureau d'étude Utilisées :
– par le gestionnaire de planification pour calculer les besoins en quantités de matières, en quantités de ressources, et en dates, et pour définir les ordres de fabrication
– mais aussi pour la vente, la maintenance, le calcul des coûts de revient, et la constitution des ordres de fabrication
Définissent :– la composition des articles fabriqués par l'usine– les processus (séquences d'opérations) de fabrication

Nomenclature
Décomposition de l'article :
– produit fini (stockés, vendus),
– sous-ensembles (sous-produits stockés),
– matières premières (achetées)
L'information doit permettre de prévoir les besoins en approvisionnement :
– quantités, taille, poids, volume,
– type d'approvisionnement, provenance et lieu de stockage,
– remplacements possibles (en cas de stock insuffisant, lors des fins de série),
– validité du composant dans la nomenclature (dates, géographique),
– etc
Peintureblanche
Feuillebois
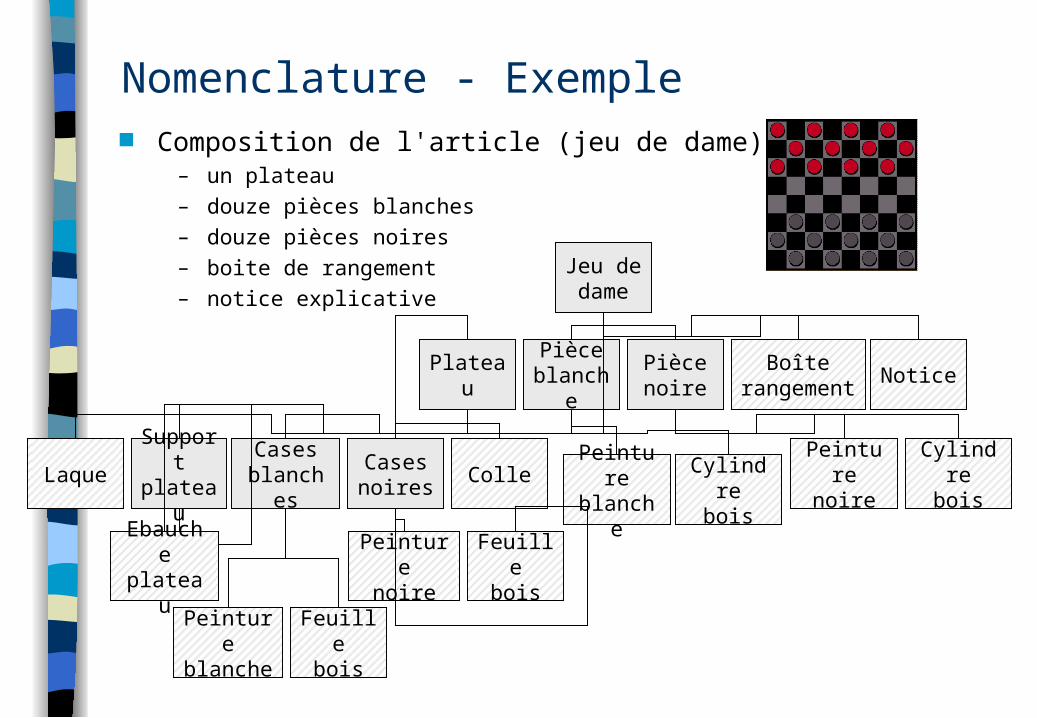
Nomenclature - Exemple Composition de l'article (jeu de dame)
– un plateau– douze pièces blanches– douze pièces noires– boite de rangement– notice explicative
Jeu de dame
PlateauPièce
blancheBoîte
rangement
Cylindre bois
Notice
Peinturenoire
Supportplateau
Casesblanches
Casesnoires
Piècenoire
Colle Cylindre bois
Peintureblanche
Peinturenoire
Feuillebois
Ebaucheplateau
Laque
Nomenclatures dans SAP
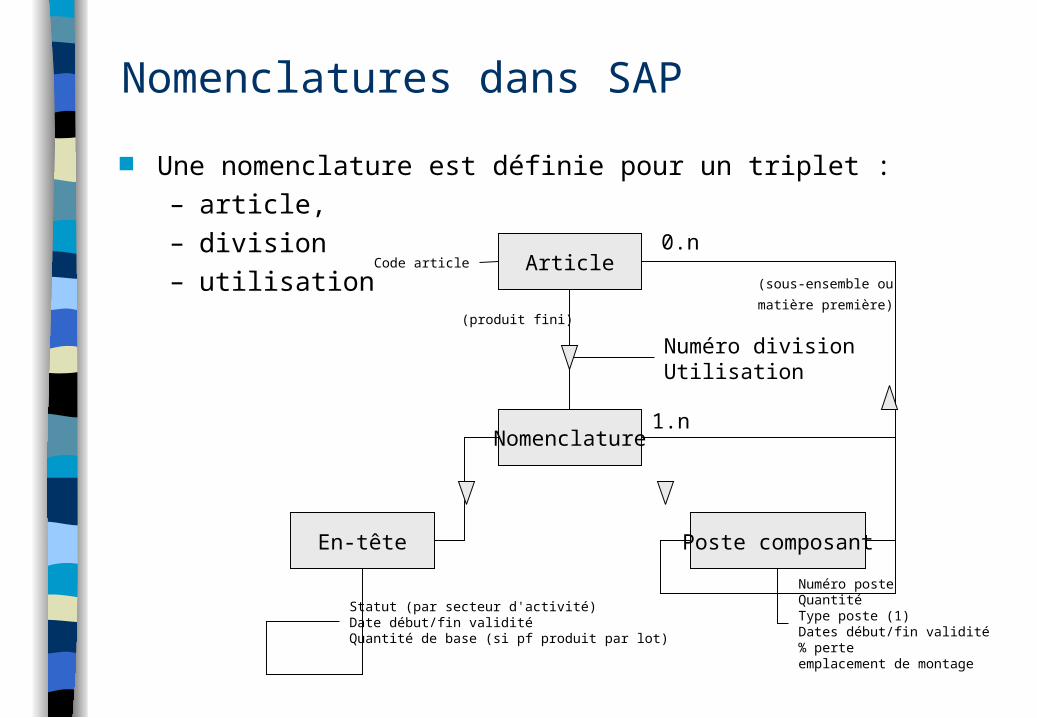
Une nomenclature est définie pour un triplet :– article,– division– utilisation
Article
Nomenclature
Numéro divisionUtilisation
En-tête Poste composant
Numéro posteQuantitéType poste (1)Dates début/fin validité% perteemplacement de montage
Code article
Statut (par secteur d'activité)Date début/fin validitéQuantité de base (si pf produit par lot)
0.n
1.n
(produit fini)
(sous-ensemble ou
matière première)

Nomenclatures dans SAP
Utilisations :– fabrication– ingénierie– calcul du coût de revient– maintenance– SD
Gammes
Chaque opération à réaliser pour la fabrication nécessite un certain temps d'exécution
Il faut être capable d'anticiper les échelons de la production pour livrer le produit final à une date donnée
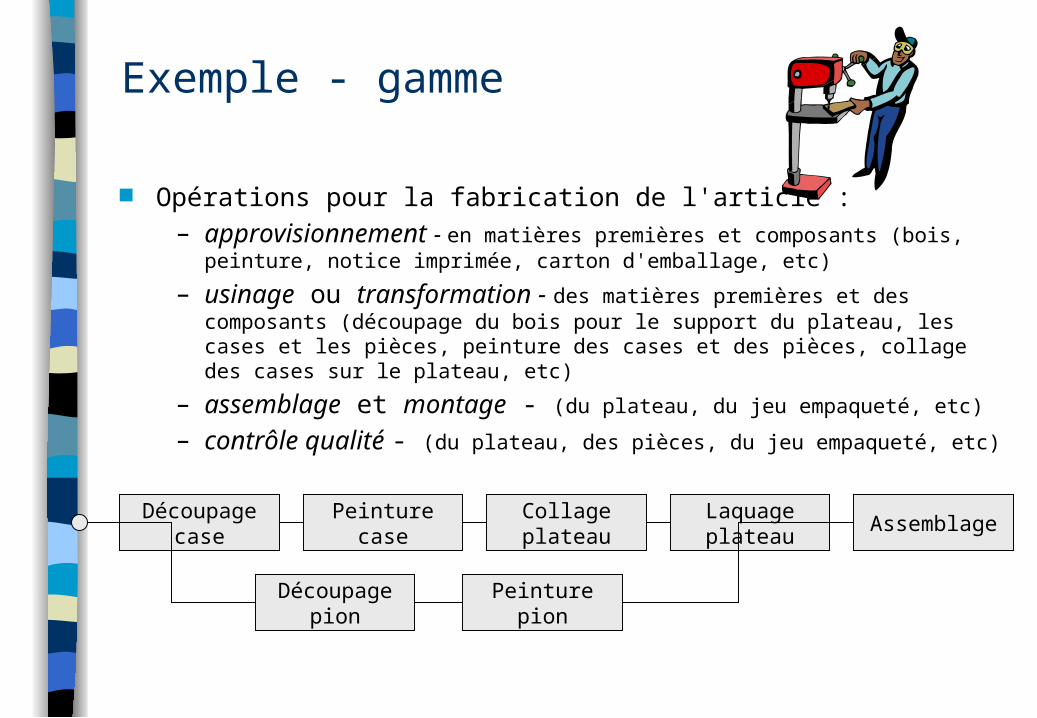
Exemple - gamme
Opérations pour la fabrication de l'article :– approvisionnement - en matières premières et composants (bois, peinture,
notice imprimée, carton d'emballage, etc)
– usinage ou transformation - des matières premières et des composants (découpage du bois pour le support du plateau, les cases et les pièces, peinture des cases et des pièces, collage des cases sur le plateau, etc)
– assemblage et montage - (du plateau, du jeu empaqueté, etc)
– contrôle qualité - (du plateau, des pièces, du jeu empaqueté, etc)
Découpagepion
Découpagecase
Peinturecase
Collageplateau
Laquageplateau
Peinturepion
Assemblage
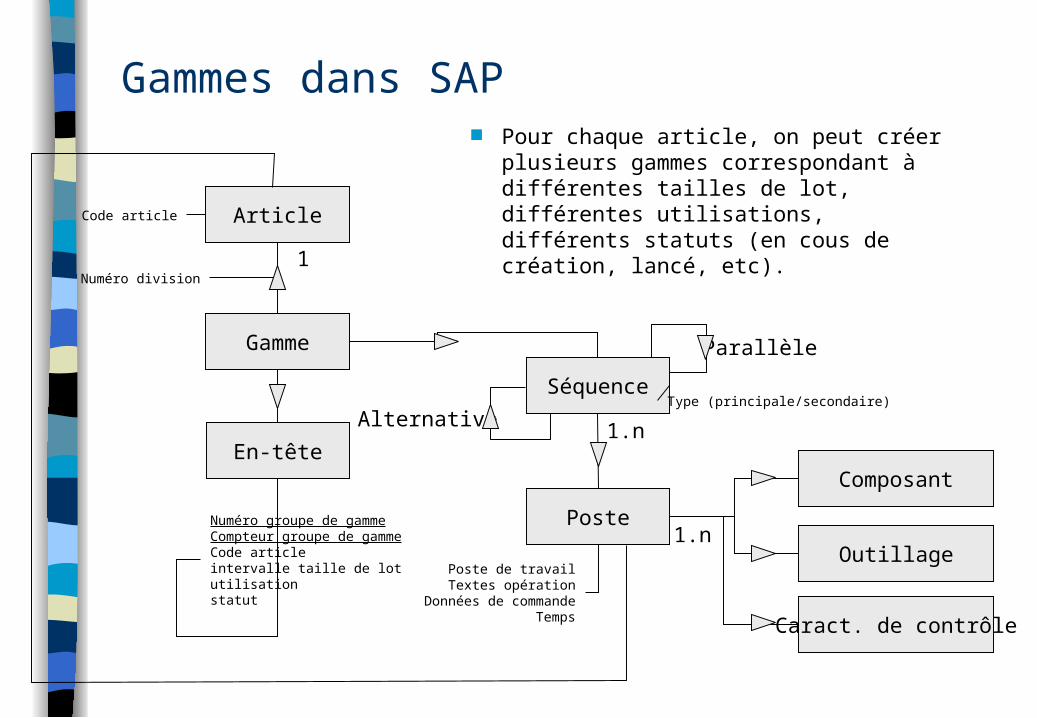
Gammes dans SAP Pour chaque article, on peut créer
plusieurs gammes correspondant à différentes tailles de lot, différentes utilisations, différents statuts (en cous de création, lancé, etc).
Article
Poste
Gamme
Caract. de contrôle
Code article
Numéro groupe de gammeCompteur groupe de gammeCode articleintervalle taille de lotutilisationstatut
1.nOutillage
Composant
Poste de travailTextes opération
Données de commandeTemps
1Numéro division
En-tête1.n
Séquence
Parallèle
AlternativeType (principale/secondaire)
Besoins - demandes
Besoin = article quantité date
Besoins indépendants :– résultent directement des commandes (réelles ou prévues) de
clients.– concernent des produits finis ou des composants intermédiaires
(sous-ensembles)
Besoins dépendants :– induits par les besoins indépendants (voir nomenclature)– concernent tous les sous-produits de la nomenclature d'un produit
fini

Données SAP
T-F100Pompe - 1pc
T-B200Roue - 1pc
T-B100Boîtier - 1pc
T-B300Arbre - 1pc
T-B400Couvercle - 1pc
100-130Vis - 8pc
T-T000Ebauche roue
1pc
T-T400Ebauche arbre
1pc
T-T500Ebauche couv
1pc
T-T100Ebauche - 1pc
T-T200Garniture - 1pc
T-T300Vis - 8pc
Nomenclature de T-F100 / Division 1000 / Utilisation = fabrication(transaction C-S03)

Le besoin
indépendant : sur produit fini (ou éventuellement sous ensemble) dépendant : sur composant de pf prévisionnel : pas spécialement rattaché à une vente client : rattaché à une vente à un client
BIP : besoin indépendant prévisionnel=> il existe une transaction SAP pour définir des échéanciers et des tableaux de répartition des prévisions
BIC : besoin indépendant client=> provient des ventes (module SD)
(+ réservation et stock de sécurité)
La gestion de la demande enregistre BIPs, BICs et besoins dépendants
Le calcul de planification
MRP :– identifie les articles et besoins à prendre en compte– calcule les ordres à planifier (et des of) et les génères– met à jour l ’état des stocks (EDS)– décompose le besoins indépendants en besoins dépendants– calcule les besoins en réapprovisionnement et génère les DA
PDP :– même chose, mais seulement au niveau des articles directeurs =>
• PF sur lesquels on a une demande indépendante (BIC/BIP)
• demande dépendante, mais ressource ou approvisionnement critiques
Ces calculs se font en capacité infinie
MRP
Génère des ordres planifiés avec :
– quantité
– date de début
– date de fin
– lien vers besoins dépendants si article composé
5 étapes :
– calcul des besoins nets (calcul de la rupture de stock qui n ’est pas toujours à 0, et peut varier en fonction de la demande)
– calcul des lots : quels OF, quelles quantités
– détermination du type d ’approvisionnement (interne/externe/mixte) et calcul des dates (en fonction des délais de fabrication et de réapprovisionnement)
– éclatement de la nomenclature

Différentes stratégies de planification
Planification et exécution avec montage final Production sur stock Production à la commande Montage final à la commande Fabrication par lot Planification au niveau des sous-ensembles Planification au niveau des sous-ensembles sans montage final . . .
Dans SAP, chaque stratégie est identifiée par un numéro
Stratégies
Elles indiquent au PDP/MRP quels sont les types de besoin à prendre en compte pour faire la planification de la production
Principales orientations :– production sur stock (uniquement prévisionnel) avec les BIP– production à la commande (uniquement cmdes) avec les BIC– mixte, avec consommation des prévisions par les commandes
La stratégie est associée à l ’article=> Fiche article / vue MRP3 / groupe de stratégies(plusieurs stratégies avec priorité)

Stratégies de planification et options de custo
Y a-t ’il calcul PDP/MRP ? Les BIP sont-ils pris en compte dans le PDP/MRP ? Les BIC sont-ils pris en compte dans le PDP/MRP ? Y a-t ’il calcul au niveau des sous-ensembles ? L ’état des stocks est-il géré par client (individuel ou magasin) ? Les BIC consomment-ils les BIP ? Y a-t ’il réduction des besoins ? Quel événement déclenche la réduction ? Quelle source de donnée pour la réduction ? Etc.
Il en existe un bon nombre, et de nouvelles stratégies peuvent être définies par paramétrage
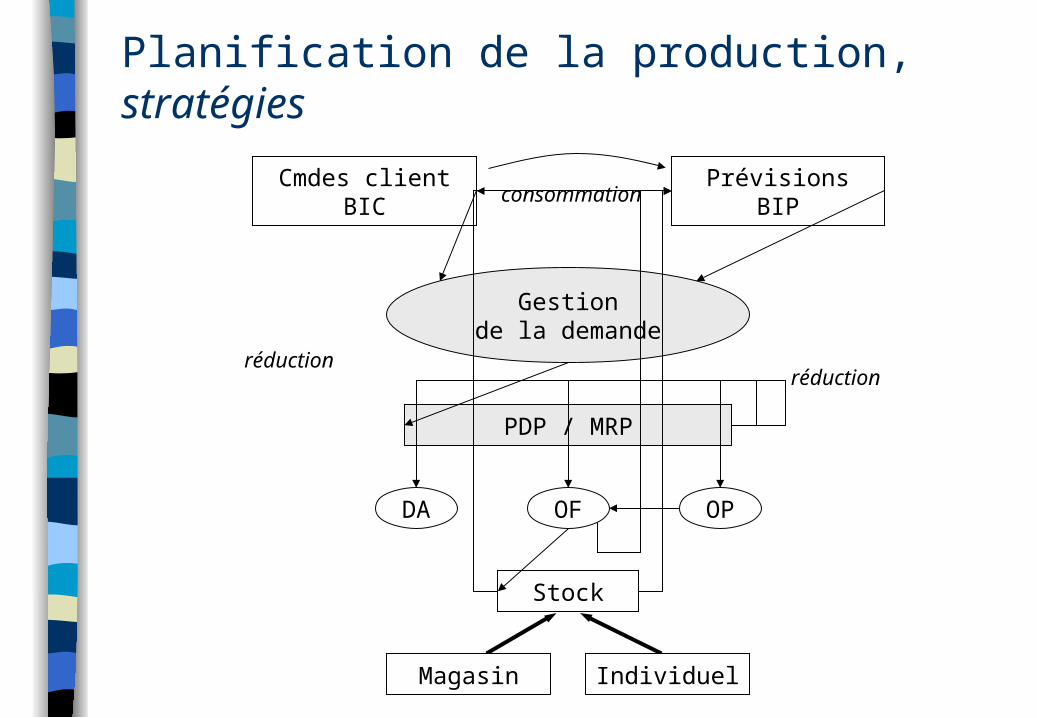
Planification de la production, stratégies
PrévisionsBIP
Cmdes clientBIC
Gestionde la demande
PDP / MRP
OPOFDA
Stock
IndividuelMagasin
réductionréduction
consommation
Stratégies de planification (1)
BIP pris en compte dans PDP/MRP : 10, 11, 30, 40 BIC pris en compte dans PDP/MRP : 20, 84 Calcul PDP/MRP : 10, 11, 20, 30, 40 Réduction des BIP : 10, 11, 30, 40 Déclenchement de la réduction des BIP
– livraison client : 10, 40– entrée marchandise : 11– sortie anonyme : 30
Origine de la réduction des BIP– stock magasin : 10, 30, 40– OF : 11
Stratégies de planification (2)
Réduction des BIC : 10, 11, 20, 30, 40 Déclenchement de la réduction des BIC
– livraison client : 10, 11, 20, 30, 40 Origine de la réduction des BIC
– stock individuel : 20– stock magasin : 10, 11, 30, 40
Consommation des BIP par les BIC : 40 EDS avec segment individuel par client : 20

Exemple (1): stratégie 10
Le carnet de commande n ’est pas pris en compte dans le calcul PDP/MRP
Environnement de production en masse (grande distribution tq hi-fi, tv, alimentaire), pas de fidélisation du client
délais de livraison au client très courts
très forte saisonalité de la demande (jouets à Noël, glaces en été)
« production sur stock »
BICBIP
Gestiondemande
PDP / MRP
OF
OP
Stock magasin
Réduction dela cmde client
BIP
Réduction FIFOdes prévisions
lorsque l ’on livre les commandes
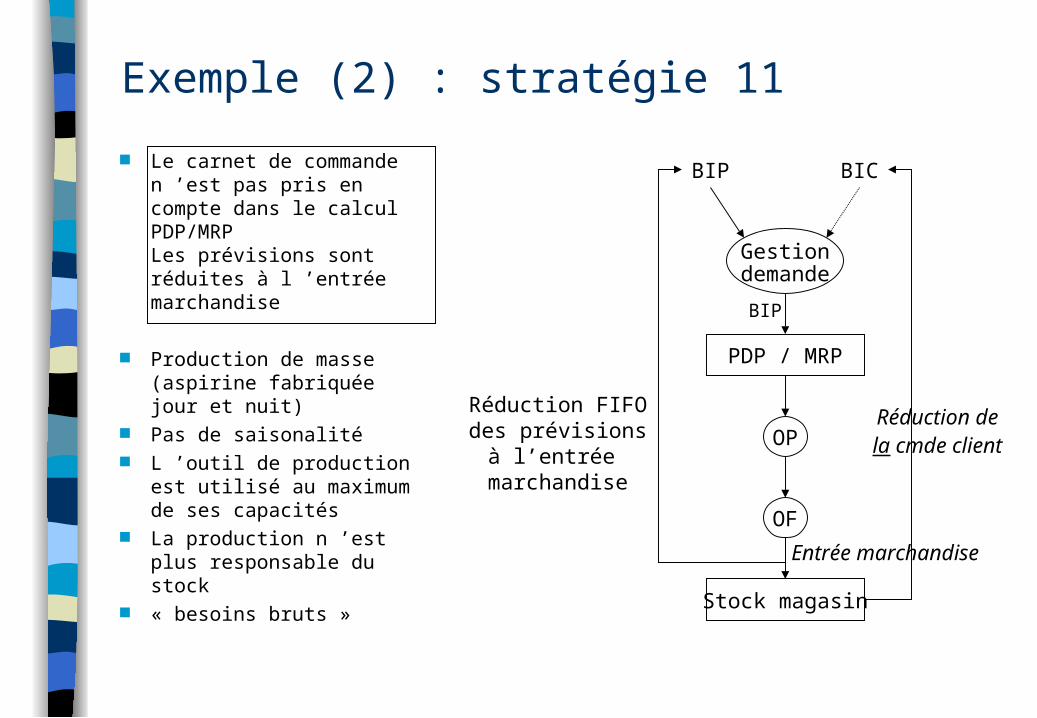
Exemple (2) : stratégie 11
Le carnet de commande n ’est pas pris en compte dans le calcul PDP/MRPLes prévisions sont réduites à l ’entrée marchandise
Production de masse (aspirine fabriquée jour et nuit)
Pas de saisonalité L ’outil de production est
utilisé au maximum de ses capacités
La production n ’est plus responsable du stock
« besoins bruts »
BICBIP
Gestiondemande
PDP / MRP
OF
OP
Stock magasin
Réduction dela cmde client
BIP
Réduction FIFOdes prévisions
à l’entrée marchandise
Entrée marchandise

Exemple (3) : stratégie 20
Pas d ’OP Les OF ne regroupent
pas les commandes => valorisation spécifique
Pas de prévisions (BIP) possibles
Produits spécifiques et personnalisés tq grosses machines outils
« Production à la commande »
BIC
Gestiondemande
PDP / MRP
OF
Stock individuelcommande client
Réduction dela commande à la
livraison client
Commande clientgérée par segment
individuel dans l ’EDS
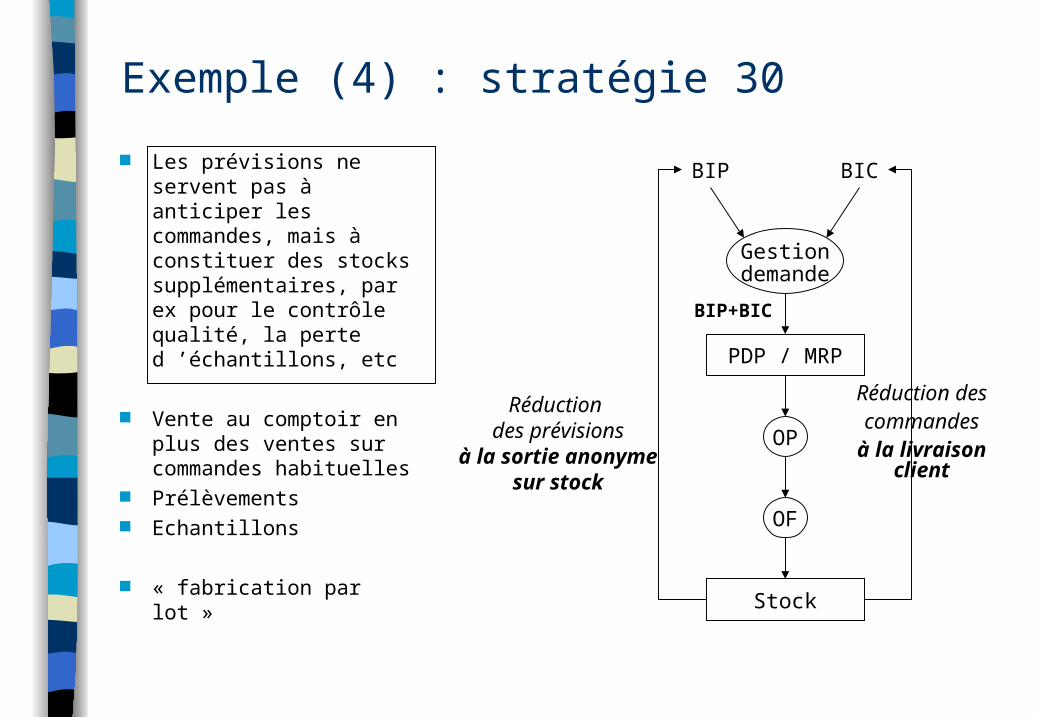
Exemple (4) : stratégie 30
Les prévisions ne servent pas à anticiper les commandes, mais à constituer des stocks supplémentaires, par ex pour le contrôle qualité, la perte d ’échantillons, etc
Vente au comptoir en plus des ventes sur commandes habituelles
Prélèvements Echantillons
« fabrication par lot »
BICBIP
Gestiondemande
PDP / MRP
OF
OP
Stock
Réduction descommandes
à la livraison client
BIP+BIC
Réduction des prévisions
à la sortie anonymesur stock

Exemple (5) : stratégie 40
Les prévisions servent à anticiper les besoins client
si les cmdes sont > aux prévisions, le plan de production est augmenté
sinon, reliquats en stock
La consommation n ’est calculée que pour affichage de l ’EDS, alors que la réduction maj la bdd
« planification avec montage final »
la plus courante !!!
BICBIP
Gestiondemande
PDP / MRP
OF
OP
Stock magasin
Réduction descommandes
à la livraison client
BIP+BIC
Réductiondes prévisions
à la livraison client
consommation
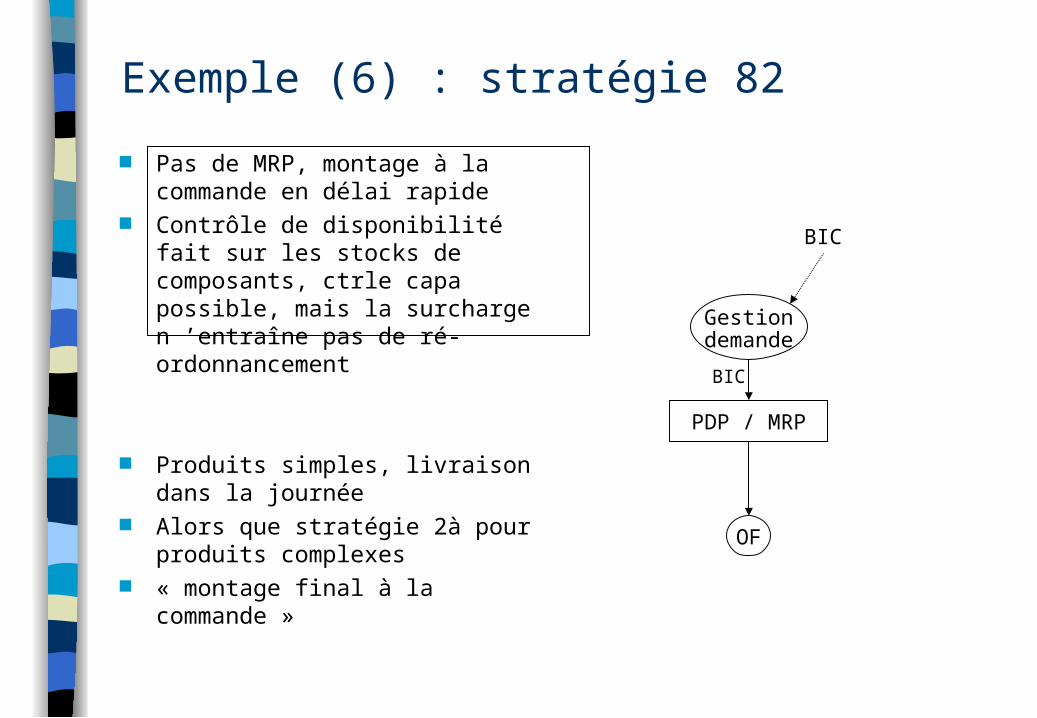
Exemple (6) : stratégie 82
Pas de MRP, montage à la commande en délai rapide
Contrôle de disponibilité fait sur les stocks de composants, ctrle capa possible, mais la surcharge n ’entraîne pas de ré-ordonnancement
Produits simples, livraison dans la journée
Alors que stratégie 2à pour produits complexes
« montage final à la commande »
BIC
Gestiondemande
PDP / MRP
OF
BIC

Autres exemples de stratégies
Au niveau des sous-ensembles
– 50 « sans montage final » : PF trop cher à monter, très forte valeur ajoutée du dernier niveau de nomenclature => le montage final est déclenché par la commande
– 59 « au niveau de l ’article fantôme » : permet de faire un tableau de prévision pour plusieurs sous-ensembles à la fois
– 60 « avec art/nom de planification anticipée » : nombreuse variantes de production similaires (par ex conditionnement) pour lesquelles on désire faire des prévisions communes au niveau des sous-ensembles
– 70 « au niveau des sous-ensembles » : on ne sait pas faire de prévision au niveau du PF (par ex trop de variantes pour prédire exactement les ventes), mais on en fait au niveau des sous ensembles pour accélérer le temps de réponse aux BIC
Related Documents











