COST EFFECTIVE PERFORMANCE DRIVEN IMPROVED SAFETY BENEFITS FROM HORIZONTAL PAINTED PAVEMENT MARKING SYSTEMS. Bob Carnaby, Potters Industries Pty Ltd, Australia. ABSTRACT Horizontal painted pavement marking materials are applied to road surfaces to provide safe guidance for the travelling road user public. These markings need to function both day and night, wet and dry, to provide safe guidance and clear signals at a consistent level while presenting a preview of the forward road geometry. Such delineation systems may create a potential hazard if the differential friction between the marking and the pavement exists, particularly for cyclists and motorcyclists. Potters Industries, having the luxury of a dedicated purpose built R&D application test vehicle (The DART) (see Figure 1) and the luxury of suitable test deck areas, has taken the initiative in developing safer systems and generating data to assist the pavement marking industry. Requirements for Performance Based Contracts for pavement markings are fast approaching, with little data to assist the specifying engineer on realistic intervention levels that can deliver safe performance outcomes. These ‘safe outcomes’ should include minimum levels in dry night visibility, wet night visibility and skid resistance for both transverse and longitudinal pavement markings, throughout the life of these markings. To provide the anticipated levels of skid resistance, usually requires a surface application of angular particles. These angular particles may create shadows over the surface applied glass beads and render the line invisible during night conditions. The challenge has been to find a balance between angular and spherical surface applied particles, in size, quality, quantity, ratio and method of application, that can provide durable cost effective horizontal pavement markings with excellent dry night delineation, excellent wet night delineation and a high level of skid resistance. CONCLUSIONS Accelerated wear testing in ‘extreme conditions’ has to date provided some very useful data. Nearly two million lane vehicles, including 400,000 heavy vehicles, have ‘screwed’ around the curves where some of these markings have been applied. With some of the pavement marking treatments it is becoming obvious that high levels of skid resistance may be achieved and maintained without compromise to high levels of both dry-night and wet-night visibility. In fact, it appears that the addition of angular surface applied particles, to some quality binder and glass bead marking systems, may provide further improvements to the durability of these road- marking systems. The method of application may have considerable effect on the performance of the pavement markings, particularly for the combinations of waterborne paint and wet-night-visible sized (1mm) glass beads. Adhesive coated glass bead treatments should be mandatory for application to many types of road-marking binder systems.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

COST EFFECTIVE PERFORMANCE DRIVENIMPROVED SAFETY BENEFITS FROM HORIZONTALPAINTED PAVEMENT MARKING SYSTEMS.Bob Carnaby, Potters Industries Pty Ltd, Australia.
ABSTRACT Horizontal painted pavement marking materials are applied to road surfaces to provide safeguidance for the travelling road user public. These markings need to function both day andnight, wet and dry, to provide safe guidance and clear signals at a consistent level whilepresenting a preview of the forward road geometry. Such delineation systems may create apotential hazard if the differential friction between the marking and the pavement exists,particularly for cyclists and motorcyclists.
Potters Industries, having the luxury of a dedicated purpose built R&D application test vehicle(The DART) (see Figure 1) and the luxury of suitable test deck areas, has taken the initiative indeveloping safer systems and generating data to assist the pavement marking industry.Requirements for Performance Based Contracts for pavement markings are fast approaching,with little data to assist the specifying engineer on realistic intervention levels that can deliversafe performance outcomes. These ‘safe outcomes’ should include minimum levels in dry nightvisibility, wet night visibility and skid resistance for both transverse and longitudinal pavementmarkings, throughout the life of these markings.
To provide the anticipated levels of skid resistance, usually requires a surface application ofangular particles. These angular particles may create shadows over the surface applied glassbeads and render the line invisible during night conditions. The challenge has been to find abalance between angular and spherical surface applied particles, in size, quality, quantity, ratioand method of application, that can provide durable cost effective horizontal pavementmarkings with excellent dry night delineation, excellent wet night delineation and a high levelof skid resistance.
CONCLUSIONSAccelerated wear testing in ‘extreme conditions’ has to date provided some very useful data.Nearly two million lane vehicles, including 400,000 heavy vehicles, have ‘screwed’ around thecurves where some of these markings have been applied. With some of the pavement markingtreatments it is becoming obvious that high levels of skid resistance may be achieved andmaintained without compromise to high levels of both dry-night and wet-night visibility. In fact,it appears that the addition of angular surface applied particles, to some quality binder and glassbead marking systems, may provide further improvements to the durability of these road-marking systems.
The method of application may have considerable effect on the performance of the pavementmarkings, particularly for the combinations of waterborne paint and wet-night-visible sized(1mm) glass beads.
Adhesive coated glass bead treatments should be mandatory for application to many types ofroad-marking binder systems.

POTTERS INITIATIVEPotters initiative has been to test various road-marking systems (materials and methods ofapplication) in an attempt to generate data to assist industry and to improve shared cycle andmotor vehicle roadways with the aim of improving road safety.
In order to be able to deliver on this, Potters has commissioned an application vehicle known asthe DART (Delineation Assessment, Roadmarking Technology). The DART is capable ofapplying waterborne paint, extruded thermoplastic and audible tactile thermoplastic at realworld speeds, on real roads and in real environments. Other roadmarking binder systems canand have been retrofitted.
Potters Industries has initiated a series of practical road-marking field trials with the intention ofgenerating ‘real world’ data to identify a range of road-marking applications that may offerimprovements in both skid resistance and in the night time visibility of these markings, wet ordry.This paper contains extracts from some of Potters current field trials and data collected fromothers involved with the roads industry.
PARTNERINGNone of this data would be available but for the partnering with the New South Wales Roadsand Traffic Authority’s Scientific Staff, The ACT’s Department of Urban Services and serviceprovider Totalcare Industries. Support from Bristol Paint, Degaroute, Rohm and Haas, andCrystalite Design is also appreciated.
SCOPEData presented in this paper centres largely around waterborne traffic paint as the binder.Performance data generated using Thermoplastic and Cold Plastic roadmarking binders is alsoincluded.Most roadmarking trial combinations are of longitudinal lines, although there are also sometransverse trial combinations.There has already been much written on skid resistance using small ‘drop-on’ glass beads (300-400 microns). These beads do not generally provide wet-night visibility. Performance contractsare in most cases specifying a minimum wet retroreflectivity to provide visible lines inconditions of wetness. The focus in this paper has been to generate skid resistance data usinglarge wet-night visible glass beads (1-1.2mm) to AS/NZS 2009-2002, Type D Large wet-weather glass beads.
ROAD SUBSTRATEPotters has a variety of roadmarking field trials in progress on a variety of road substrates androad alignments, both longitudinal and transverse. For the purpose of field testing of skidresistance it was decided to limit testing to the area of most concern. Dense grade asphalt is theleast textured of road surfaces and provides consistency as a testing surface for the skidresistance of pavement markings. All field trialing data generated by Potters Australia andpresented in this paper are on dense grade asphalt. There is also some performance dataincluded on chipseal road surfaces, but only the retroreflectivity has been measured andreported.
ROAD ALIGNMENTAll longitudinal marking combinations have been applied to both: a) straight aligned left-side edge-lines (to generate data under ‘normal wear’ condition), and b) on left-curve left-side edge-lines ( to generate data under ‘extreme’ conditions.)

FIELD TRIAL LOCATIONSMuch of the initial testing was carried out ‘off road’ with simulated trafficking and also appliedon Potters Test Decks before any trials were taken to public roads.Canberra, in the Australian Capital Territory, was chosen as an ideal site. Majura Road Canberra is a tough piece of road. With an average traffic count of 6,191 per day,and 20% of these being heavy vehicles (Dec 2001), this road is representative of a typicalAustralian trunk road. Poorly aligned, narrow lanes, with no sealed shoulders, complete withdeformities and of a variety of chipseal types, it makes for an ideal road on which to testroadmarking materials in the ‘real world’. Although for this particular series of skid resistancetesting, sections of dense grade asphalt were chosen that were in very good condition and in factmuch better than the rest of the described road. Average weather conditions are extreme, withthe air temperature rising to 40°C in summer and falling to minus 6 °C in winter, with a totalprecipitation of 547mm falling over 86 days (Nov ’97 to Sept ’98).
PERFORMANCE CONTRACTSEurope leads the world with performance contracting for road marking, even if we may notagree that their ‘initially designed’ performance levels are set high enough. At least it’s a goodstart in setting minimum standards of performance that are expected to be delivered throughoutthe designed serviceable life of the marking.
The four performance criteria are usually:• Luminance (day time visibility)• Dry retroreflectivity (level of visibility on a dry night)• Wet retroreflectivity (level of visibility on a wet night)• Skid resistance (slippery-ness)
INTERVENTION LEVELS‘Intervention level’ is a minimum performance mark, that horizontal pavement markings mustperform above, in order to provide safe travel for the road user.From world sampling it is assumed that the minimum intervention levels (minimum standards)would not be set less than as listed below for these four criteria:
1. Skid ResistanceThis is contentious, and very dependent on the situation and road alignment etc. However, basedon what some experts have advised, for the purpose of this exercise we have set the interventionlevel at 40BPN for longitudinal markings and 45BPN for transverse markings..Skid resistance: 40 BPN minimum. (British Pendulum Number measured by a BritishPendulum Tester).The European CEN equivalent is stated as .40 SRT (Skid Resistance Tester?)
2. Retroreflectivity in DryA measure of night time roadmarking visibility in dry conditions.Retroreflectivity in dry conditions: 100mcd/lux/m² minimum. (MX30 Retroreflectometer).Although there is no real correlation between reflectometer types the equivalent with a Mirolux12 reflectometer may be around 130mcd/lux/m², and a Mirolux 7 may measure around180mcd/lux/m².
3. Retroreflectivity in WetA measure of night time visibility in wet conditionsRetroreflectivity in wet conditions: 100mcd/lux/m² minimum. (MX30 Retroreflectometer).

NOTE: In field testing with Type D large wet-weather glass beads it has been found that duringwet conditions the retroreflectivity measurement provided are usually around 70% that of thedry measures. (Ref CEN test method).
4. LuminanceThe day time visibility of pavement markings is referred to as the luminance coefficient underdiffuse illumination (Qd).The measuring technology has generally not been available in Australia to date. It is generallyassumed that if the retroreflectivity measure provided is satisfactory, then the luminance willalso be acceptable. Alternatively, some use either the ‘Computer Image Analysis’ or the‘Photographic Method’ with Pictorial Standards.This paper will not make any further reference to Luminance.
ROADMARKINGS FOR WET-NIGHT VISIBILITY Large beads (1mm) are used to add wet-weather retroreflectivity to conventional markings. Thelarge beads allow the water to drain off more quickly than smaller beads thus more quicklyrecovering their dry weather retroreflectivity. This gives a level of wet weather retroreflectivity.It has been established that the beads need to be at least 1mm in size and preferably larger.When rain starts to fall, the exposed surface of the beads and the paint start to get wet. Theinitial wetness will distribute itself uniformly over the surface until the force of gravity withinthe water film overcomes the surface tension which holds it in place. Then the water will flowdown off the bead surfaces into the valleys between them. The process of wetting starts with arapid build up of water film until it reached around 55 microns, after which the film increasesonly slightly in thickness on the beads because the rate of flow off the beads surfaces increasesrapidly as the rainfall rate increases.In ‘worst case’ testing it has been established that a dry marking with 1mm glass beads and aretroreflective measurement of about 250mcd/lux/m², when exposed to artificial rainfall rates ofup to 125mm/hour (5 inches/hour), will provide a measurement of about 100mcd/lux/m²throughout the steady state rainfall conditions.When the rainfall stops the excess water will drain away , leaving the equilibrium film whichadheres by surface tension. This film disappears reasonably quickly, and the measure ofretroreflectivity will be seen to quickly climb towards the ‘dry’ measurement.Similarly, with observations before, during and after artificial rain, the roadmarkings with thesmaller standard beads showed that the readings drop rapidly to near zero in rain and do notrecover for a considerable period after the rain stops. As the 100mcd/lux/m² (30m geometry) level of retroreflectivity appears to satisfy mostscientific criteria ,by providing a minimum safe level of delineation in dry nighttime conditions,it is reasonable to assume that roadmarkings with a minimum dry retroreflectivity level of250mcd/lux/m², and a glass bead diameter of 1mm, can provide a reasonable level ofdelineation in almost all driving conditions.
SKID RESISTANCE VS RETROREFLECTIVITYAngular particles are generally surface applied to the wet painted markings to provide improvedskid resistance. Spherical particles are also generally surface applied to the wet paintedmarkings to provide night time visibility of these markings.The angular particles, used to improve skid resistance, may create shadows and reduce the levelof retroreflectivity. It is therefore important to design the correct angular and spherical particlesapplication , with consideration to particle sizes, application rates, ratio of angular : spherical,quality of materials and application method.
Hardness of the surface applied particles is an important consideration. On the Mohs scale (ameasure of hardness) ,glass beads measure 6. So the angular material would ideally be of atleast a similar strength. (The Mohs scale is for expressing hardness of solids by comparing themwith ten standards ranging from talc, with a value of 0, to diamond , with a value of 10.)

In much of Potters field testing it is becoming obvious that, for longitudinal roadmarkingapplications, it is important that ;• angular particles be of a cubic shape,• be of a toughness of at least Mohs 6,• match the particle size of the glass beads, • be applied at a ratio of 1 part angular to 2 parts glass beads,• should not exceed 275g/m² angular to 550g/m² of glass beads, • should not be applied at an application rate of less than 200g/m² of angular to 400g/m² of
glass beads,• should have angular material applied first and followed immediately by an application of
glass beads, and,• most importantly, only quality products should be used.
Some of the angular materials that Potters has used include: • Safety Grit. This is produced from a high purity white quartz plug. The crystalline nature
of the quartz tends to fracture in facets when crushed with a jaw type primary crusher andthe ‘flakes’ produced tend to lie flat. Further crushing with a rolls type crusher ‘cubes up’the grit particles. After three passes through the rolls. (triple crushing), the particles losetheir flaky shape and don’t fall flat when dropped onto the wet paint surface. More cornersare exposed which produces higher skid resistance values. Available in a variety of sizesfrom Crystalite Design, Australia. It is of hardness, Mohs 7.
• True Grit. This product is available from Degaroute Australia. It is available in avariety of sizes, with a strength of Mohs 8.
• Sand. The sand we used was sourced from a quarry located west of Sydney which isof a very white colour. The problem with sand is that it can be formed from a variety ofminerals, and the strength may vary. Also sand is not angular and skid resistance may not beso good as crushed and cubic quartz or similar.
COMPARE RETROREFLECTOMETER INSTRUMENTSAlthough there is no real correlation between the reflectometer types listed, the chart below(see Figure 2) demonstrates the variation in retroreflectivity numbers produced by threedifferent model reflectometer instruments. Use this only as a guide.
Only the MX30 has been used to collect data that is presented in this paper.
OTHER PAPERS RE SKID RESISTANCEMuch has already been written on skid resistance. If more detail is required, the reader isreferred to Dennis Richards papers :Adelaide 1998, 14th ARRB Conf 1988, RIAA ConfCanberra 2000, and: Peter Cairney ARRB Dec 1997, and: Donbavand, Dravitzki and MunsterNZRMF Conf 1999.
THERMOPLASTICIn Australia, Potters has only in the last two years commenced field trials to test bothretroreflectivity and skid resistance of longitudinal thermoplastic roadmarkings. While quite a bit of background work has been done, the only actual data that can be presentedat this stage is for Preformed Thermoplastic. This material has been used as a control in Pottersfield trial AU011, to compare performance against Rohm and Haas new waterborne paintpolymer, HD21A. Although, to compare apples with apples, it would have been more desirableto have either a sprayed or extruded thermoplastic application, we had to be satisfied with whatwas available.

Potters Europe has supplied the following graph (see Figure 3) that demonstrates the hugevariation that temperature control of the Thermoplastic material during extrusion applicationcan have on the performance of both retroreflectivity and skid resistance.
Thermoplastic with Adhesive Coated Glass BeadsIn Potters field trial AU011, part of the testing looked at the benefit of using an adhesive coatingon the Visibead® 2000VHR Safety Marking Spheres. Preformed Thermoplastic was applied asa left side edgeline to both straight and left-curved road alignments on dense grade asphalt.Transverse markings were also applied. Applications of Visibead 2000VHR and crushed quartzwere ‘flood’ applied at a ratio of 2 part beads to 1 part quartz. The quartz particles were of 1.6 to1.0mm. Each application was duplicated with and without an adhesive coating (AC07) on theglass beads.
The results to date, after eighteen months of trafficking are shown below. The lines in the graphdemonstrate the measure of retroreflectivity over the period and the boxes contain the skidresistance at each time of measurement. Where the lines are exposed to transverse ‘roll overs’ (see Figure 4) and longitudinal straightaligned road (see Figure 5), the results in retroreflectivity are similar for both the coated anduncoated bead sections. It isn’t until we look at the markings applied to the longitudinaledgeline where exposed to accelerated wear through traffic ‘screwing’ around the curve(seeFigure 6), that the benefit in using an adhesive coating on the beads becomes obvious (seeFigure 7). Note that the uncoated bead section has a higher level of skid resistance aftertrafficking (see Figure 8). This is because of the texture provided where the glass beads havedislodged.
When we compare the performance of Preformed Thermoplastic with Bristol HD21AFastrack™ waterborne paint as left side edgelines on a left curve alignment (accelerated weartesting) we see the retroreflectivity of the Thermo lines start near intervention level and quicklyrise under trafficking. The coated beaded Thermo line levels off at the 500 mark, while theuncoated beaded section has been deteriorating for the past year (see Figure 9). The waterbornepaint lines have started in the low to high 400s and are current in the high 300s and maintainedretro levels. Skid resistance numbers have generally held above 40BPN for all combinations todate. (see Figure 10)(NOTE: FTB is another process being tested and is not yet commercial).
Transverse Testing with ThermoplasticIn this transverse part of Field trial AU011, testing Thermoplastic using Visibead 2000VHR, weapply three particle size ranges of angular materials at various ratios of beads to quartz. Thelarger sized quartz at the heavier application rate surprisingly appears to be providing the lowestmeasures to date in both retroreflectivity and skid resistance.It is still early days, and all combinations are providing good numbers for both retroreflectivity(see Figure 11) and skid resistance (see Figure 12). The results to date are shown in the twographs below. (NOTE: For transverse the skid resistance intervention level has been set at 45BPN. This follows with some State requirements.
Waterborne PaintWhile some testing has been done using the Rohm and Haas HD21A polymer based paint, themajority of field testing has been with the more commonly used Bristol waterborne paint basedon 3427 Rohm and Haas polymer.At the time of writing this paper, Potters Field Trial AU008 had been on the pavementproviding data for a period of twenty months. In this trial we used two types of anti-skidtreatments. One of sand with a particle size of 1.5mm to 1.0mm, and the other of crushed quartzwith a particle size of 1.6mm to 1.0mm. We also compared standard Visibead safety markingspheres with the new high-index Visibead 2000VHR. Each combination was duplicated on bothstraight and curved alignment.

The best performing combination in the accelerated wear testing to date, with Waterbornepaint, has been Section 24. This is of quality waterborne paint at 300 micron (dry filmthickness), followed by a surface application of crushed quartz of 1.6 to 1.0mm at 200g/m² andVisibead® 2000VHR Safety Marking Spheres of predominantly 1.2 to 1.0mm at 400g/m². (seeFigure 13)
Other combinations of pavement markings have also performed well. Large glass beads of twoqualities have been compared in both ‘normal’ and accelerated’ wear testing and found toprovide good retroreflectivity numbers (see Figure 14) and good skid resistance numbers (seeFigure 15). Comparisons have also been made with and without angular surface applied materialand with another process, known as FTB, which is not yet commercial, to test the durability inretroeflectivity (see Figure 16) and skid resistance (see Figure 17).
Transverse Testing of PaintOnly two lines have been applied transversely using waterborne paint. These were of Rohm andHaas HD21A polymer based paint.The paint was applied at two thicknesses, 500 micron wet film and 750 micron wet film. A ratioof 1:1 of Visibead 2000VHR and Crushed Quartz of 1.6 to 1.0mm was ‘flood’ applied to thewet painted surface. All retro and skid measurements were taken in the wheel tracks. (seeFigure 18)
Method of ApplicationIn a lead up to the longitudinal on-road field trials, there was work done to establish the bestmethod of applying angular materials to roadmarking binders for improved skid resistance.
Four application methods were looked at. They were:• Pre-mixing of angular and spherical particles (glass beads) for surface application.• Surface application of spherical particles, followed by angular particles.• Surface application of angular particles followed by spherical particles.• External intermixing of angular particles with binder, followed by surface application of
spherical particles.
Pre-mixing of angular and spherical is to mix a ratio of both together to be applied togetherfrom a single calibrate-able dispenser. Pre-mixing of angular and spherical particles wasconsidered unsatisfactory, as segregation may occur during transportation. If angular andspherical particles separated during transport, there would be no guarantee of surface particleuniformity to provide consistency of skid resistance nor retroreflectivity.
When a surface application of spherical particles preceded a surface application of angularparticles, it appeared that not all of the angular particles were able to secure a good embedmentand bond with the paint. The spherical particles having already occupied most of the territory.
With angular particles surface applied first, it was observed that the irregular shapes could findgood placement and embedment without interference. The spherical particles following andreadily fitting into the voids created by the angular material. In all of the field testing applied byPotters Australia and reported in this paper, this is the method used for application. (see Figure19)
Most of the surface applications of spherical particles were with the use of PottersSpeedbeader™ equipment. Speedbeader delivers the glass beads to the painted line in such away as to create a static-bead-drop-environment, thereby minimising ‘bounce’ and ‘roll’ of theglass beads (see Figure 20). Retroreflectivity is equalised for bi-directional traffic movementand bead loss is minimised with this method of application.During the development of the Speedbeader static bead application method and the developmentof the dual paint gun application method for improved placement of paint to chipseals, the

following photos and retros were recorded by the RTA Road Authority. In the first image wesee painted marking applied in a conventional manner to a chip seal pavement at an applicationspeed of 15km/hr, with a retroreflectivity of 170mcd/lux/m² (see Figure 21). Compare this tothe following application using the new improved method and on a similar road surface.Applied at 20km/hr the retroreflectivity measures 340mcd/lux/m² (see Figure 22). When wecompare the two application methods of conventional (see Figure 23) with the new applicationmethod (see Figure 24), we see that at 15km/hr the retroeflectivity is 200mcd/lux/m², while theimproved method at 20km/hr provides retroreflectivity of 470mcd/lux/m².
In all of Potters trials, using waterborne paint, since trial No AU006 we have used the dual paintgun method. This method requires two paint guns to be angled in toward one another so as tocause the two paint streams to intersect at the pavement and create an angle between the streamsof around 60°.Conventional paint applications, using airless paint application equipment, generally has thepaint forces through very small spray tip apertures at very high pressures of between 1,000 to3,000 psi. At these pressures the paint is fired from the paint gun at a velocity of 300km/hr orgreater. The terminal velocity of the paint with the pavement has many effects on the placementof the paint. Some paint may be injected into the pavement, while there is also much fine mistedsplashing and some flash vaporisation.The newly developed dual gun method had provided much improved results on irregularsubstrates such as chip-seals, by providing a more even film of paint over the aggregate, therebyproviding improved bead embedment, durability and retroreflectivity.This method has not proven to be any more beneficial on the smoother asphalt surfaces, apartfrom possible limiting of the ‘injection’ of the paint, however, it does not appear to have anyadverse effects either. And as road surfaces change regularly in texture it has been found betterto retain this paint gun geometry for applications to all types of road surfaces.Further to this it has been identified that the lower the pressure, using very large spray tips, thebetter the result.Now that a ‘spare area’ has been created with this paint gun geometry, Potters has been trialinga method of encapsulating the angular particles into waterborne paint applications to improvethe durability (see Figure 25).Dennis Richards of Transport South Australia has already identified the durability benefit andimproved skid resistance available by intermixing the angular particles into the paint prior toapplication. This needs to be done with air atomised spray equipment.As most of our industry appears to be set up with airless equipment, it is impossible to useDennis’s technology for most longitudinal applications.Although it is not yet known if there is sufficient time in this new process for ‘wetting’ of theparticles, this ‘external intermixing’ method has had success in providing good initial skidresistant numbers.
Measurement EquipmentEquipment used to measure the performance of the pavement markings include the BritishPendulum Tester (see Figure 26) of the Roads and Traffic Authorities Scientific ServicesSection. Retroeflectivity measures have been collected with Potters Industries TechnicalServices Staff’s MX30 retroreflectometer (see Figure 27).
Undercoat - The Effect on Glass Bead Retention.At current Potters Trial site AU008, located in Canberra, it has been observed that where thetrial linemarking has not been applied over a previous painted marking (Section 23), theretention of glass beads has not been so successful (see Figure 28).The marking which has been applied over a single previous marking, displays better glass beadretention and higher levels of retroreflectivity (see Figure 29).This is consistent with other similar observations using a variety of applications of paint to avariety of road substrates.It is assumed that the very high pressure used to apply the paint contributes to this problem.

Paint is traditionally blasted from the spray gun through a very small aperture and at very highpressures. Paint velocity can be as great as 300km/hr. The paint may be injected into thesubstrate, leaving a less than targeted film thickness of paint to support the glass beads, thusreducing the durability.In Potters field test AU008 the intention is to generate data in improved skid resistance, whilemaintaining high levels of retroreflectivity for both wet and dry conditions. Paint velocity wasreduced in these applications by using the dual opposing paint gun geometry, with lowerpressure and greater volume. Even so, the velocity has been calculated at 110km/hr from eachpaint gun.We need to continue R&D in the area of paint placement to the pavement to provide the correcttargeted film thickness on the road surface of paint to support the glass beads. Merelycalibrating the correct output and reconciling material usage is no guarantee of the paint filmthickness on the pavement.Potters Australia is currently trialing larger spray tips and very low paint pressures (velocity<40km/hr), with the aim of improving the performance of currently used products. The dualpaint gun geometry, having already proven its worth, will be retained in all future field testing.
Test Paints on a New ChipsealTwo waterborne paints were applied to a newly sealed and previously unpainted section of LongGully Road in Canberra. These markings were applied approximately two weeks after theresealing. The test included the current Bristol 3427 Fastrack™ waterborne paint and BristolFastrack HD21A waterborne paint. All markings had a Speedbeader™ application of Largesized wet weather visible glass beads to AS2009 Type D standard applied at the rate of 600g/m².Paint gun geometry was set at the newly developed dual opposing paint gun application system(except for the 3427 application, where the paint was applied conventionally because of acalibration problem on the day). The markings were applied to the left side edgeline on a leftcurve road alignment (see Figure 30), to generate accelerated wear data. The seal is of 12mm.After eighteen months of trafficking, with approximately 2,500,000 lane vehicles ‘screwingaround the curve to date, the retention of the glass beads at Section 44a is very good (see Figure31). Plotting the retroreflectivity has shown the marking applied in the conventional mannerfailing at around the one year mark (see Figure 32), while the new polymer based paint, appliedto the new method is providing outstanding performance. It is my experience that the initialpainted marking to a new chipseal would be lucky to provide six months service at a safe levelof delineation (above 100mcd/lux/m²).
Two Component Cold Applied PlasticTwo component cold applied plastic (Degaroute) has been applied as Potters Field Trial AU014.In this trial we are looking at the performance of three types of angular materials.We are also comparing Type D wet weather visible glass beads (Visibeads) that have beenfactory treated with an adhesive, AC07, to improve the bond to the binder.As the ‘Intermix’ sized bead has been used for surface applications by some Contractors to thisparticular binder, it was decided to include it in this round of testing. (‘Intermix’ beads areintended for mixing into the formula of Thermoplastics. Intermix beads usually form aminimum 20% of the content of Thermoplastic make up.) There is no coating on this type ofbead.The results to date are shown in two groups. Firstly the results in retroreflectivity (see Figure33) and skid resistance (see Figure 34) in accelerated wear conditions (left side edgline on a leftcurve alignment. Secondly, the results in retroreflectivity (see Figure 35) and skid resistance(see Figure 36) in normal wear conditions (left side edgeline on a straight road alignment).
This trial with Degaroute, two component cold applied plastic, has been under traffic now forfourteen months. Each combination of products were duplicated on both a straight roadalignment (to generate data in normal conditions) and on a curved road alignment (to generatedata in extreme conditions).This report focuses on the ‘extreme’ test only. AADT for this road is 6,100, with 20% heavyvehicles. It is assumed that half of this traffic has travelled in the lane used for this test.

Therefore 1,300,000 vehicles have ‘screwed’ around this curve, with 260,000 of them beingheavy vehicles.The road surface is of dense grade asphalt.
Three types /sizes of angular particles were surface applied where nominated. These were, TrueGrit of 2 to 1mm, True Grit of 1 to 0.5mm and Crushed Quartz of 1.6 to 1mm. (True Grit is abrand name. (The product is of carborundum).An adhesive coating, AC07, was applied to some of the Visibead application where nominated.There was also an application using a surface applied ‘Intermix’ type beads.
At fourteen months the uncoated Visibead sections are considered redundant because of theheavy loss of glass beads. The best performer in ‘retro’ and ‘skid’ at this stage is that of coatedVisibeads with the larger sized True Grit. Running second is the coated Visibead section withthe smaller sized True Grit. The coated Visibead section with Crushed Quartz is marginalbecause of low skid resistance values due to heavy loss of the quartz.
As with the accelerated wear sections of this trial, the larger True Grit is providing the best‘skid’ performances to date. High skid numbers have been initially achieved, with high numbersstill holding strong, above 55BPN.
All of the Visibead sections without the adhesive coating (AC07) have began to decline inlevels of retroreflectivity. While all of the Visibeads sections with adhesive coatings aregradually climbing in value at the approximately avg rate of 15mcd/lux/m² / month.
Transverse Testing with Cold PlasticOnly three transverse line have been applied and tested to date. Of these none have providedless than 53BPN at any stage of testing. The uncoated Visibead are on the decline inretroreflectivity, while the coated Visibeads are on the increase in retroreflectivity. Intermixbeads climbed for a while but levelled out at nine months. The results to date are shown infigure 37 (see Figure 37).
OTHER FIELD TRIALSPotters have many other field trials current in a variety of locations across Australia, generatingperformance data in a variety of environmental conditions and on a variety of road surfaces.These trial have been arranged in partnership with various State Road Authorities, including theQueensland Main Roads, The New South Wales Roads and Traffic Authority, The AustralianCapital Territory’s Department of Urban Services, Victoria’s Vicroads and Main Roads WesternAustralia.
SUMMARYIt is early days, however it has been established in some of Potters field trials, using curved roadalignments to generate accelerated wear data, that improved levels of skid resistance may beachieved and maintained without significant compromise to performance in either dry-night orwet-night visibility. In fact the durability of the marking may be improved.
It has also become obvious how important adhesive coated glass bead treatments are inproviding sustained durability. So much so that it appears that adhesive coated bead treatmentsshould be made mandatory for many types of roadmarking binder systems.
While it is important to use correctly matched particles in size and with correctly tuned ratiosand quantities of quality, it is also very important to use glass beads with a high refractive index(RI 1.55) or glass beads that are manufactured from pristine glass and of a size (1mm) that willprovide very high levels of retroreflectivity that can compete with the potential shadowing ofthe angular particles and provide wet night visibility.

REFERENCES
1. ‘A cost effective first step towards safe highways’. Tim Palmer, Silk Road Conference,Tashkent. Sept ’99.
2. ‘Extent and need for reflectorised markings’. VK Dravitzki and S Potter, NZ CentralLaboratories Report 99-527540.
3. ‘The visibility of roadmarkings as a function of age, retroreflectivity under low beam andhigh beam illumination at night’. Helmut T Zwalen and Thomas Schnell, TRB 77th AnnualMeeting, Washington DC, Nov ’97.
4. Retroreflection’. Justin J Rennilson, Gamma Scientific, San Diago California 92123.5. ‘Retroreflectivity instruments’. Chris Davies, NZ Roadmarkers Conference, July 1999.6. ‘Field surveys of pavement marking retroreflectivity’. Migirtz, Graham, Bauer and
Harwood, Transportation Record 1657.7. New South Wales Roads and Traffic Authority Report No 1841.2.8. ‘Retroreflectivity performance, Tuggeranong Parkway’. Totalcare Industries ACT. March
’00.9. ‘Reflectorised Markings’ – Current International Practice’. Bob Jones, NZ Roadmarking
Industry, March ’99.10. ‘Large Glass Beads for Pavement Marking’. James Kalchbrennar. TRB Conference. 1989
Paper No 880267. Washington DC.11. ‘Retroreflectivity - Wet and Dry’. Robert DeJaiffe., Manager Advanced Technology.
Potters Industries Inc. NJ, USA.12. ‘European Standard for Testing of Retroreflectivity in Condition of wetness’. EN1436:1997
Part B6.
AUTHOR BIOGRAPHYBob has been involved in the pavement marking industry for thirty-four years. Originallyemployed by the NSW Department of Main Roads (now RTA) for twenty-seven of these years,he joined Potters Industries as their Technical Services Manager in 1996 to service the AsiaPacific Region.
Although Bob has been mainly involved in the application operations of the industry, it hasn’tstopped his involvement in contributing in the areas of Specifications, Equipment design,Management and Accounting Systems, Australian Standards, Road Safety, Training design anddelivery. He has presented many papers at industry conferences and represented industry onmany committees.
Bob has both initiated large-scale field trials and attended trials to lend technical assistance invarious locations throughout Australia, New Zealand, Fiji, Thailand, South Korea, Malaysia,United Kingdom, France and the United States.

Figure 1. Potters Australia R &D roadmarking application vehicle, the DART (DelineationAssessment, Roadmarking Technology)
Figure 2. Although there is no real correlation between these three models ofretroreflectometer instruments, some work done by Vicroads, Opus Laboratories and others
has been ‘pulled together’ to provide this guide.

Figure 3. Potters Technical Centre in France has produced this graph to demonstrate theimportance of well regulated temperature control when applying thermoplastic roadmarking
material.

Figure 4. Transverse ‘roll over’ testing of Thermoplastic roadmarking material, with wet-night visible glass bead, with and without adhesive coating.
Figure 5. Longitudinal field testing of thermoplastic roadmarkings on a straight roadalignment, to study the benefit of wet-night-visible glass beads, with and without adhesive
coating.

Figure 6. Longitudinal field testing of thermoplastic roadmarkings on an inside curvedalignment to generate data in an ‘extreme’ environment, comparing wet-night-visible glass
beads with and without adhesive coating.
Figures 7 and 8. Photographic comparison of thermoplastic after exposure to extreme testingon a longitudinal marking on an inside curve alignment. Wet-night visible glass bead, bothwith and without adhesive coating. The uncoated bead section displaying the craters wherebeads have dislodged.

Figure 9. Retroreflectivity comparison after accelerated wear testing, of longitudinalmarkings on an inside curved alignment, using Waterborne HD21A paint and Thermoplastic.
Both with and without adhesive coated wet-night-visible sized glass beads.

Figure 10. Skid resistance results of the same combinations shown in Figure 9.

Figure 11. Transverse ‘roll over’ retroreflectivity testing of thermoplastic with variouscombinations of surface applied spherical and angular particles.

Figure 12. Skid-resistance testing results to date of the same combinations as in Figure 11.

Figure 13. This is the best overall performer to date in accelerated wear testing of thecurrently used waterborne paint applied as a longitudinal marking on an inside radius. Wet-night visible sized glass beads were surface applied at a rate of 400g/m², and crushed quartz
of 1.6 to 1.0mm was surface applied at the rate of 200g/m².

Figure 14. Two grades* of ‘wet-night-visible’ sized glass beads (* standard glass and pristineglass) are measured for retroreflectivity over a near two year period, in both normal and
extreme environment testing.

Figure 15. The same combinations as in Figure 14 are measured for skid resistance.Although 45BPN is used as an intervention level minimum for skid resistance of transverselines in some Australian States, it is thought that a figure of around 40BPN may be more
realistic if specified for all longitudinal markings.

Figure 16. Retroreflectivity testing of HD21A based waterborne paints, with different surfaceapplied treatment, in accelerated wear conditions.
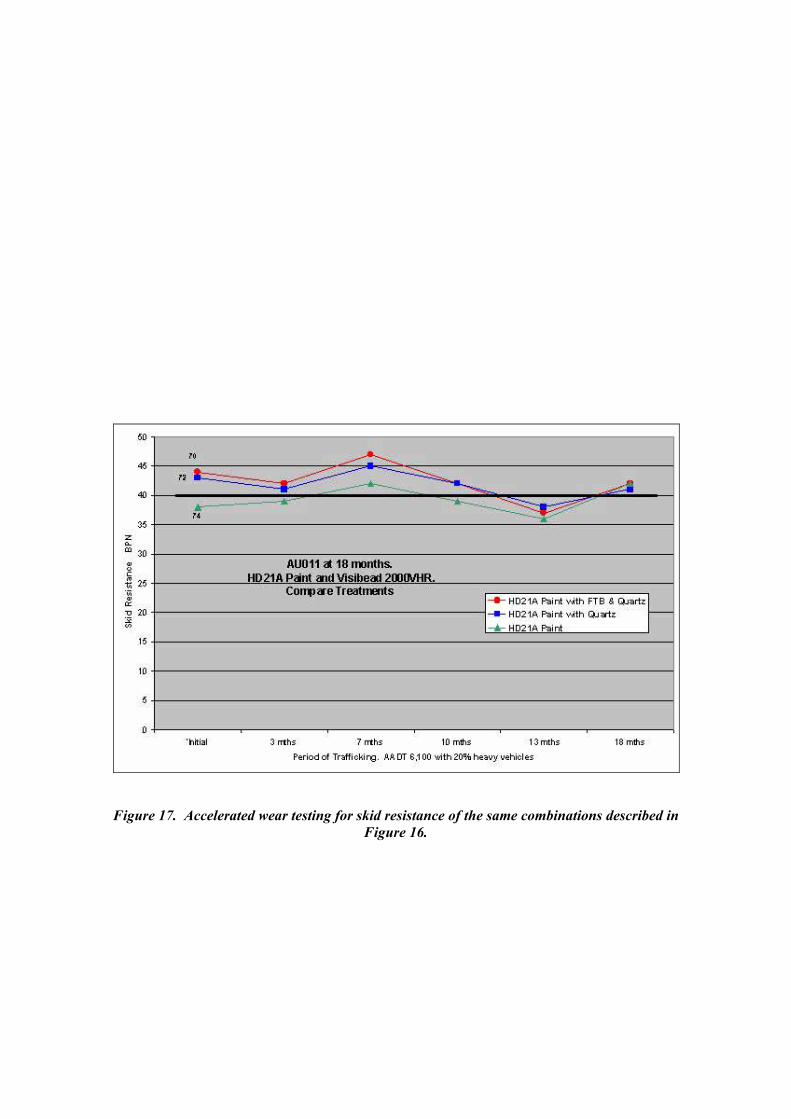
Figure 17. Accelerated wear testing for skid resistance of the same combinations described inFigure 16.

Figure 18. Comparison of performance of two thicknesses of waterborne paint applied astransverse marking. Wet-night-visible’ sized glass beads and crushed quartz were ‘flood
applied’ into the wet painted markings. Both the retroreflectivity and the skid resistance havebeen plotted over an eighteen-month period to date.

Figure 19. The DART paint gun carriage is designed to accommodate a variety ofinnovations.
Figure 20. Dual paint guns are tuned for the two paint streams to intersect just above thepavement. This provides a more consistent film of paint over textured road surfaces that
provide better glass bead embedment. Glass beads are fires in a reverse direction to match theforward speed of the application vehicle. This provides a ‘static’ bead drop that delivers thebeads all ‘sunny side up’, eliminating the ‘bounce’ and ‘roll’ of the glass beads that occurs
during conventional application.

Figure 21. Painted pavement markings, applied conventionally to a chipseal surface at anapplication speed of 15km/hr. Retroreflectivity measured 170mcd/lux/m².
Figure 22. Painted pavement markings applied to a chipseal road surface using the modifieddual paint gun and static drop (Speedbeader) glass bead system, at an application speed of
20km/hr. Retroreflectivity measured 340mcd/lux/m².

Figure 23. Painted pavement markings applied to a dense grade asphalt surface, usingconventional application methods at a speed of 15km/hr. Retroreflectivity measured
200mcd/lux/m². (NOTE the way the paint has been dragged and the paint film deformed asthe beads have made contact with this conventional and uncontrolled application method.)
Figure 24. Painted pavement marking, applied to a smooth dense grade asphalt road surfaceat a speed of 20km/hr. Retroreflectivity measured 470mcd/lux/m². Excellent placement of the
glass beads. All ‘sunny side up”.

Figure 25. External intermixing of the crushed quartz particle by ‘sandwiching’ between thetwo streams of paint.
Figure 26. Measuring the skid resistance of transverse applied painted pavement markingsusing a British Pendulum Tester.

Figure 27. The MX30 Retroreflectometer has been used to gather measures ofretroreflectivity from all current field trials. The MX30 measures at a 30m observationgeometry that is specified throughout all of Europe and North America. This ‘geometry’ hasbeen written into the new Draft Australian Standard AS/NZS4009 Parts 1,2 and 3, and at thetime of preparing this paper, was out for public comment.
Figures 29 and 28. Comparing the glass bead retention of two longitudinal painted lines,after accelerated wear testing. The line on the left had a previous thin coat of paint prior to
the trail marking being applied, while the line on the left did not. The ‘craters’ provideevidence of the bead loss.

Figures 31 and 30. After 2,500,000 lane vehicles have ‘screwed’ around this left-curved roadalignment, this single coat of paint on a new chipseal surface shows excellent retention of the
large wet-night-visible glass beads. Section 44a is measuring near 300mcd/lux/m² aftereighteen months of trafficking.

Figure 32. Compare three waterborne paint treatments to a new chipseal (markings wereapplied two weeks after the 12mm aggregate sealing). Accelerated wear test on an inside
radius alignment.

Figure 33. Compare two component cold-applied plastic accelerated wear performance inretroreflectivity with a variety of surface applied large sized spherical (coated and uncoated)
and angular particles.
Figure 34. Compare the accelerated wear performance in skid resistance of the samecombinations shown in Figure 33. Note that the uncoated bead combinations have been
considered redundant as from the nine-month mark, because of heavy loss of glass beads,and the measures will not be continued at these locations.

Figure 35. Compare the retroreflectivity in normal wear testing of the same combinations asshown in Figure 33.

Figure 36. Compare the normal wear performance in skid resistance of the samecombinations shown in Figure 34.

Figure 37. Compare the performance in retroreflectivity of two-component cold appliedplastic applied as transverse lines for ‘roll over’ testing.
Related Documents











