1 Budapest University of Technology and Economics April 28 th of 2015 CORROSION PROTECTION OF STEEL STRUCTURES Construction Technology Student: Tuane de Souza Schuenke Neptun Code:BE6WGQ

Corrosion Protection by Ts
Dec 06, 2015
Corrosion Protection by Ts
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
Budapest University of Technology and Economics
April 28th of 2015
CORROSION PROTECTION OF STEEL
STRUCTURES
Construction Technology
Student: Tuane de Souza Schuenke
Neptun Code:BE6WGQ

2
Table of Contents: 1. Introduction .................................................................................................................................. 3
2. Aspects of Corrosion Protection of Steel Structures: ...................................................... 4
2.1. The Corrosion .......................................................................................................................... 4
2.2. Surface Preparation: .............................................................................................................. 5
2.2.1. Hand and Power Tool Cleaning: ..................................................................................... 5
2.2.2. Abrasive Blast Cleaning: .................................................................................................. 6
2.2.3. Flame Cleaning: .................................................................................................................. 6
2.2.4. Acid Pickling: ....................................................................................................................... 6
2.2.5. Removal of Soluble Iron Corrosion Products: ........................................................... 7
2.2.6. Surface Dust: ....................................................................................................................... 7
2.2.7. Additional Surface Treatments: ...................................................................................... 7
2.3. Methods of Corrosion Protection: ..................................................................................... 8
2.3.1. Paint Coatings: .................................................................................................................... 8
2.3.1.1. Primers: .............................................................................................................................. 8
2.3.1.2. Undercoats (Intermediate Coats): .................................................................................. 8
2.3.1.3. Finish Coat: ........................................................................................................................ 9
2.3.1.4. Stripe Coat: ........................................................................................................................ 9
2.3.1.5. The Paint System: ............................................................................................................ 9
2.3.1.6. Main Types of Paint and Their Properties: ................................................................... 9
2.3.1.7. Prefabricated Primers: ................................................................................................... 10
2.3.1.8. Application of Paint Coatings: ....................................................................................... 10
2.3.2. Metallic Coatings: ............................................................................................................. 11
2.3.2.1. Hot-dip Galvanizing: ....................................................................................................... 11
2.3.2.2. Thermally Sprayed Metal Coating: ............................................................................... 12
2.3.2.3. Other metallic coatings: ................................................................................................. 13
2.3.2.4. Bolts, Nuts and Washers: .............................................................................................. 13
2.4. Influence of design on corrosion: .................................................................................... 14
2.5. Choice of the Protection:.................................................................................................... 14
2.6. Appropriate Specifications: ............................................................................................... 15
2.7. Quality Control: ..................................................................................................................... 15
2.8. Health and Safety: ................................................................................................................ 15
3. Conclusion: ................................................................................................................................ 16
4. References:……………………………………………………………………………………….…………………………………17

3
1. Introduction
Construction is the most important steel using industry, representing more than
50% of world steel production. The majority of this steel is used for reinforced
concrete. But the use of steel material for structures has many advantages, which
include great strength to weight ratio, ductility, predictable material properties, speed
of erection, ease of repair, adaptation to prefabrication, good fatigue strength, steel
buildings can be easily expanded and have possibility of reuse the material.
The disadvantages of steel as a structural material include the higher general
cost, the needing of adequate fireproofing, susceptibility to bucking and the possibility
of corrosion of the material. The corrosion can be really dangerous for some
structures, depending mostly of the environment to which the structure is exposed. It
requires an adequate protection and maintenance.
The key to success involves recognizing corrosivity of the environment and
defining the appropriate coating and its specifications. If the steel is in a dry heated
inside interior, the risk of corrosion is low and no protective coating is necessary.
However, if the structure is exposed on an aggressive environment, a sophisticated
protection may be required and also a maintenance plan should be organized to
guarantee the adequate lifetime of the structure.
The optimum protection treatment combines surface preparation, suitable coating
materials, required durability and minimum cost. The aspects of protection,
environmental effects and techniques are the subject of this work and will be
presented during this paper.

4
2. Aspects of Corrosion Protection of Steel Structures:
2.1. The Corrosion
The Corrosion of steel is a electrochemical reaction between a material and its
environments, resulting in deterioration of the material and its properties. It requires
presence of oxygen and moisture. The presence of pollutes can accelerate the
process. The iron in the steel is oxidized to produce rust, as we can see in the
equation below:
Fe + 3O2 + 2H2O = 2Fe2O3H2O (Steel + Oxygen + Water = Rust)
The progress of corrosion depends of the micro-climate surrounding the
structure, mostly the time of wetness and atmospheric pollution level. We can classify
the environment according to the corrosivity categories and obtain some indications
about the rate of corrosion in which case. It’s important to recognize the corrosivity of
the environment which the structure will be exposed to define the appropriate coating
specifications.
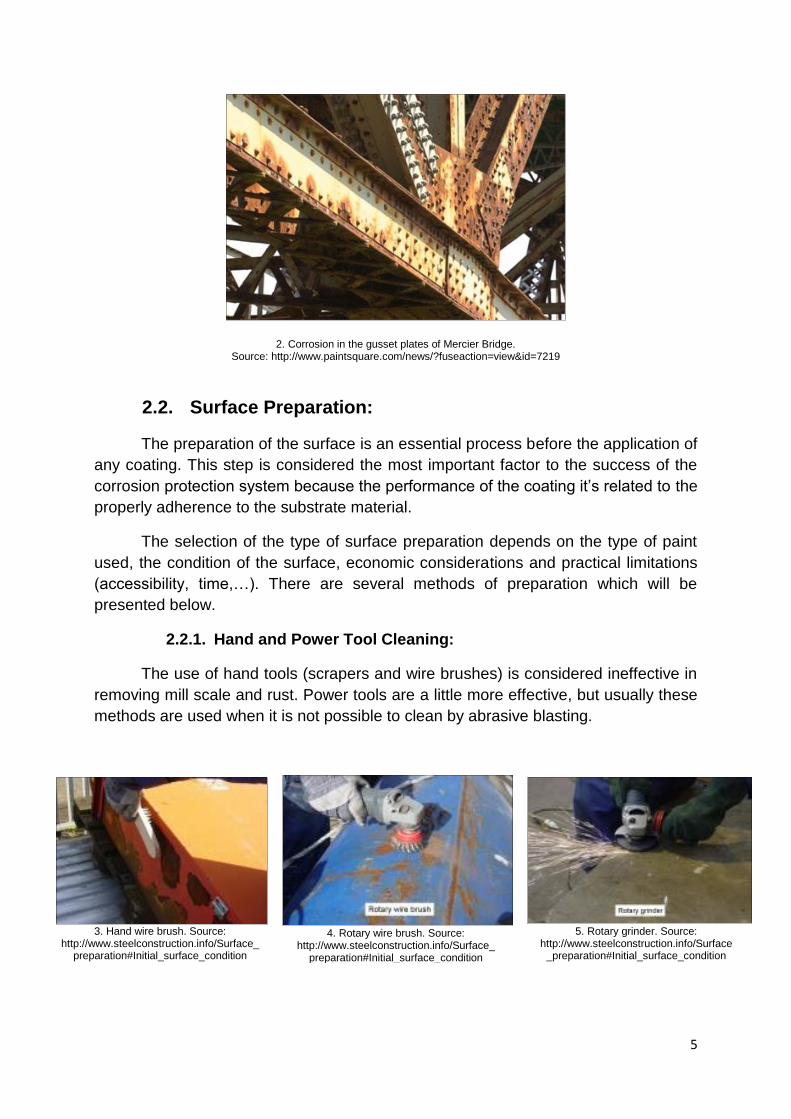
Below, we can see some examples of corrosion of steel structures:
1. Corrosion in Devil's Elbow Bridge. Source:http://www.rollanet.org/~conorw/cwome/article51&52combined.htm
5
2. Corrosion in the gusset plates of Mercier Bridge. Source: http://www.paintsquare.com/news/?fuseaction=view&id=7219
2.2. Surface Preparation:
The preparation of the surface is an essential process before the application of
any coating. This step is considered the most important factor to the success of the
corrosion protection system because the performance of the coating it’s related to the
properly adherence to the substrate material.
The selection of the type of surface preparation depends on the type of paint
used, the condition of the surface, economic considerations and practical limitations
(accessibility, time,…). There are several methods of preparation which will be
presented below.
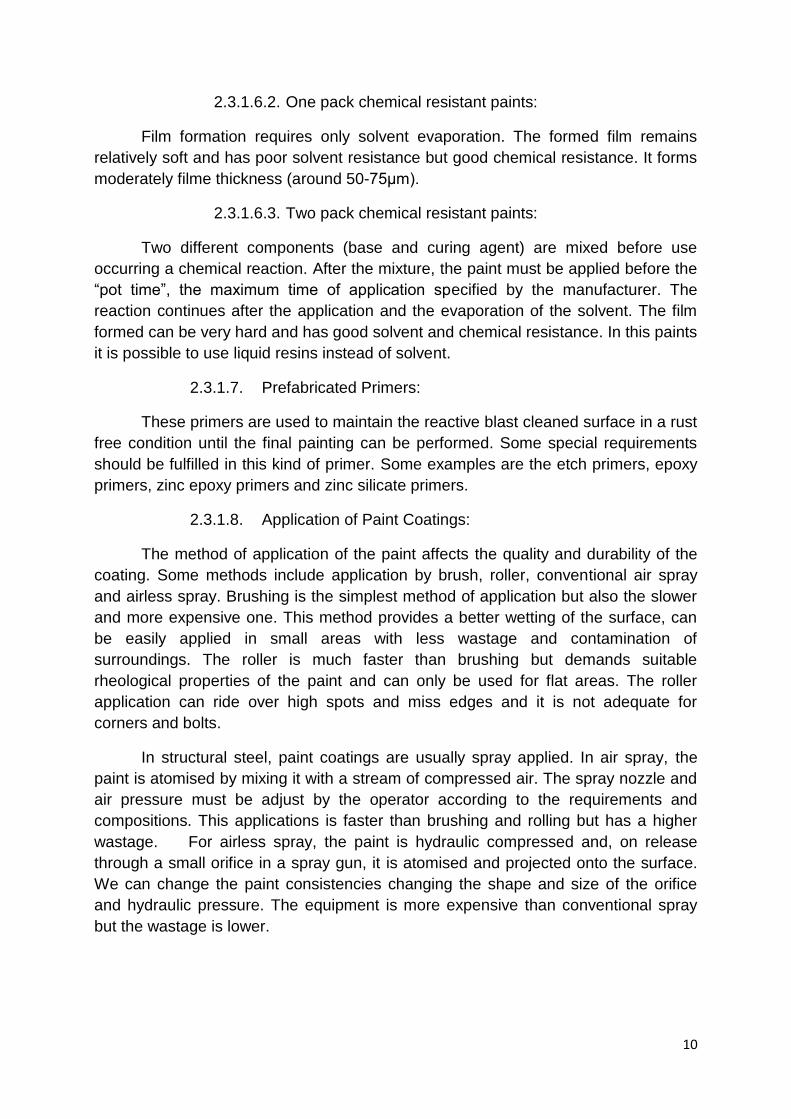
2.2.1. Hand and Power Tool Cleaning:
The use of hand tools (scrapers and wire brushes) is considered ineffective in
removing mill scale and rust. Power tools are a little more effective, but usually these
methods are used when it is not possible to clean by abrasive blasting.
3. Hand wire brush. Source:
http://www.steelconstruction.info/Surface_ preparation#Initial_surface_condition
4. Rotary wire brush. Source:
http://www.steelconstruction.info/Surface_ preparation#Initial_surface_condition
5. Rotary grinder. Source:
http://www.steelconstruction.info/Surface _preparation#Initial_surface_condition

6
2.2.2. Abrasive Blast Cleaning:
This method is the most important used for remove mill scale, rust and
corrosive salts. It works by the continuous impact of abrasive particles at high
velocities on the steel surface, using a jet stream of compressed air or by centrifugal
impellers.
The particle size of the abrasive affects the rate and efficiency of the cleaning.
Fine grades are efficient for new steel work while coarse grades are more used for
heavily corroded surfaces, for example. Sometimes is necessary a mixture of grades
for a better preparation.
Many local air pollution control agencies may restrict dry abrasive blasting
because of the dust emitted during the cleaning. In this case, it is possible to add
water to the abrasive to meet the air pollution control regulations. A rust inhibitor
needs to be added to the water to prevent rusting before the application of the
protection. In the figure 6 we can see a man executing the abrasive blast cleaning.
6. Abrasive Cleaning. Source: http://www.chescoat.com/abrasive_blasting.html
2.2.3. Flame Cleaning:
In this method, an oxy/gas flame is passed over the steel surface. Due to
differential expansion between the scales and the steel, the rust scales flake off with
the heating. All the loose rust can be removed by scraping, wire brushing and dust
removal. This method is not so effective to remove all the dust. Also, this is an
expensive method and it can damage coatings in the reverse side of the structure.
2.2.4. Acid Pickling:
The structure is submerged in suitable inhibited acids that dissolve the mill
scale and the rust without attacking the steel. This cleaning can be 100% effective.
This method usually is used for structural steel intended for hot-dip galvanizing.

7
2.2.5. Removal of Soluble Iron Corrosion Products:
Depending on the condition of steelwork, it could contain contaminants within
the pits that may not be removed by dry blast cleaning process. We can use the wet
abrasive blast cleaning (already mentioned at 2.2.2) with this propose. Another
alternative is the ultra-high pressure jetting which uses lower volumes of water
comparing the previous method and do not need abrasive particles (but they can be
used in small amounts). It can remove high proportion of soluble salts.
7. Wet abrasive blast cleaning. Source:
http://www.alibaba.com/product-detail/Aqua-Jet-Wet-Abrasive-Blasting-System_123201793.html
8. Ultra-high pressure jetting. Source:
http://www.steelconstruction.info/ Surface_preparation#Initial_surface_condition
2.2.6. Surface Dust:
The blast cleaning operation produces dust and debris that must be removed
from the surface. It can be removed by mechanical brushes, air blowing, sweeping
and vacuum cleaning. The presence of not visible residual dust can be checked
using a pressure sensitive tape on the surface.
2.2.7. Additional Surface Treatments:
After abrasive blast cleaning, it is easy to search for imperfections and surface
alterations during fabrication process. Some imperfections will not influence the
effectiveness of the coating system, but others may affect and they need to be
removed. Welding process can create uneven surfaces or sharp projections that can
damage the coating.
The meeting between two surfaces can also be a problem. In case of sharp
edges coating will not cover it properly. Usually smooth the corner to a radius of
around 2mm is enough. Chamfering to 45° can also solve the problem but it is
difficult to avoid sharp edges using hand tools for this procedure.

8
2.3. Methods of Corrosion Protection:
The corrosion protection can be divided in paint coatings and metallic
coatings. Their types, characteristics, specifications will be shown below.
2.3.1. Paint Coatings:
This protection works by coating the steel with a protection, isolating the
material from its environment and consequently forming a solid barrier against
oxygen, water and pollutes. The protection is better when the permeability is lower.
The corrosion in the material will not occur if the barrier is intact. However, if the
barrier is disrupted the corrosion will begin.
Paints are composed by three components: pigments, binder and solvent. The
pigments provide color, opacity, film cohesion and can provide also corrosion
inhibition. The binder is the film forming component in the paint. The solvent is used
to facilitate the application of the paint, dissolving the binder.
The paint is applied to the surface and after the evaporation of the solvent a
“dry” film is formed in the surface. Usually the thickness of the film is proportional to
the protection of the painting. The paint coating systems consist of primer,
undercoat(s) and finish coats. But there are available coat systems that combine
primer and finish coat. They are applied one on the top of another and each of them
has a specific function.
2.3.1.1. Primers:
The function of the primers is wet the surface and provide good adhesive for
the further coats. It is applied directly onto the cleaned steel surface or after the
sealed metal coating (duplex systems). For primers applied directly onto the surface,
it should provide corrosion inhibition. The primers are divided in two basic types:
Primers pigmented with metallic elements anodic to steel and primers relying on the
high adhesion and chemical resistance properties of the binder.
The first one, in case of damage in the coating (exposing the substrate), the
primer will corrode sacrificially instead of the steel. It happens until the anodic
material is exhausted. The most used primer of this type is the zinc-rich primer. The
second type of primers provides a good adhesion sufficient to prevent under-rusting
in case of damages in the coating. The necessary adhesion is obtained only if the
surface was cleaned adequately. Two-pack epoxy primers are typical in this case.
These primers may contain inhibitive pigments to interfere with corrosion process.
2.3.1.2. Undercoats (Intermediate Coats):
The undercoat is used to increase the thickness of the coating and provide
more protection. It can contain pigments which decrease the permeability of the

9
coating to oxygen and water, or laminar pigments that reduce (or delays) the
moisture penetration and improves tensile strength.
2.3.1.3. Finish Coat:
This coat provides appearance and surface resistance of the system. It will
also provide first line protection against weather exposure, sunlight and
condensation.
2.3.1.4. Stripe Coat:
Additional coat applied to welds, fasteners and external corners. They will
build a satisfactory thickness in these places where the paint tends to contract. When
they will be applied depends of specifications, as the type and number.
2.3.1.5. The Paint System:
The different coats need to be compatible with each other. All paints of the
same system should be obtained from the same manufacturer and used according
recommendations. After the finish of the coat system, it is important to measure the
thickness of the dry film. Individual values less than 80% of the nominal thickness are
not accepted. Values between 80% and 100% are accepted if the overall average is
equal or greater than the nominal value. The system should respect the minimum
thickness and an over application can result in high stresses and premature failure of
the system.
9. Protective paint system. Source: http://www.npl.co.uk/upload/pdf/steelwork.pdf
2.3.1.6. Main Types of Paint and Their Properties:
2.3.1.6.1. Air drying paints:
These materials dry and form a film by an oxidative process, involving
absorption of oxygen. The formed film has limited solvent resistance and poor
chemical resistance, and this process forms relatively thin films (typically 40μm).
10
2.3.1.6.2. One pack chemical resistant paints:
Film formation requires only solvent evaporation. The formed film remains
relatively soft and has poor solvent resistance but good chemical resistance. It forms
moderately filme thickness (around 50-75μm).
2.3.1.6.3. Two pack chemical resistant paints:
Two different components (base and curing agent) are mixed before use
occurring a chemical reaction. After the mixture, the paint must be applied before the
“pot time”, the maximum time of application specified by the manufacturer. The
reaction continues after the application and the evaporation of the solvent. The film
formed can be very hard and has good solvent and chemical resistance. In this paints
it is possible to use liquid resins instead of solvent.
2.3.1.7. Prefabricated Primers:
These primers are used to maintain the reactive blast cleaned surface in a rust
free condition until the final painting can be performed. Some special requirements
should be fulfilled in this kind of primer. Some examples are the etch primers, epoxy
primers, zinc epoxy primers and zinc silicate primers.
2.3.1.8. Application of Paint Coatings:
The method of application of the paint affects the quality and durability of the
coating. Some methods include application by brush, roller, conventional air spray
and airless spray. Brushing is the simplest method of application but also the slower
and more expensive one. This method provides a better wetting of the surface, can
be easily applied in small areas with less wastage and contamination of
surroundings. The roller is much faster than brushing but demands suitable
rheological properties of the paint and can only be used for flat areas. The roller
application can ride over high spots and miss edges and it is not adequate for
corners and bolts.
In structural steel, paint coatings are usually spray applied. In air spray, the
paint is atomised by mixing it with a stream of compressed air. The spray nozzle and
air pressure must be adjust by the operator according to the requirements and
compositions. This applications is faster than brushing and rolling but has a higher
wastage. For airless spray, the paint is hydraulic compressed and, on release
through a small orifice in a spray gun, it is atomised and projected onto the surface.
We can change the paint consistencies changing the shape and size of the orifice
and hydraulic pressure. The equipment is more expensive than conventional spray
but the wastage is lower.

11
10. Brushing. Source:
http://www.steelconstruction.info/Paint_coatings#Composition_of_paints_and_film_formation
11. Rolling. Source:
http://www.steelconstruction.info/Paint_coatings#Composition_of_paints_and_film_formation
12. Air spray. Source:
http://www.steelconstruction.info/Standard_corrosion_protection_systems_for_buildings
13. Airless spray. Source:
http://www.steelconstruction.info/Paint_coatings#Composition_of_paints_and_film_formation
The temperature and humidity can affect the application of paint coatings.
These conditions can be more easily controlled in shops. Paints should not be
applied if there is condensation on the steel surface or in certain relative humidity of
the atmosphere.
2.3.2. Metallic Coatings:
Steel substrate is coated with a layer of zinc, a zinc/aluminum alloy, a
zinc/silicon alloy or pure aluminum using different processes. There are four
methods: Hot-dip galvanizing, thermal spraying, electroplating and sherardizing. The
last two are not used for structural steelwork.
2.3.2.1. Hot-dip Galvanizing:
In this process the steel component is immerged in a bath of molten zinc about
450°. This is the most common method of applying a zinc coat into structural steel.
The first step of the process is remove oil or grease from the surface using suitable
degreasing agents. Then the surface is cleaned by acid pickling and sometimes blast
cleaning. The steel is submerged in a fluxing agent to ensure good contact between
the steel and the zinc. Then the steel is immersed into the molten zinc. The steel
reacts with the zinc and form a series of zinc/iron alloys integral with the surface.
After removing the piece from the bath, a layer of pure zinc is applied on the top.

12
The thickness of the surface will vary according to the size and thickness of
the piece and the surface preparation. The resulting coating is durable, tough,
abrasion resistant and provides sacrificial protection in case of damages. The size of
the pieces to be treated is limited.
During the design of the structure components, it is important to take
galvanizing process into account, because some special cares are necessary to
avoid further problems. After the process, the steel can be used without other
protection. Paint coatings can be applied for esthetic reasons or to provide extra
durability. The combination of paint and metal coating is called duplex coating. In the
figures below we can see some steps of the process.
14. Steps of hot-dip galvanizing process. Source: http://archive.galvanizeit.org/sd-seminar/what-is-hot-dip-galvanizing
15. Steel piece been submerged in the zinc bath. Source:
http://www.weland.se/?ID=YTBEHANDLING1&sLang=en-gb
16. Piece after the whole process. Source: http://www.tube-mill.com/products/Hot-dip-galvanizing-tube-pipe-line.html
2.3.2.2. Thermally Sprayed Metal Coating:
This method is another alternative of applying metallic coating to the steel
surface. It is possible to use zinc or aluminum. The metal (powder or wire form) is
thermally sprayed at the steel surface by a special spray gun containing a heat
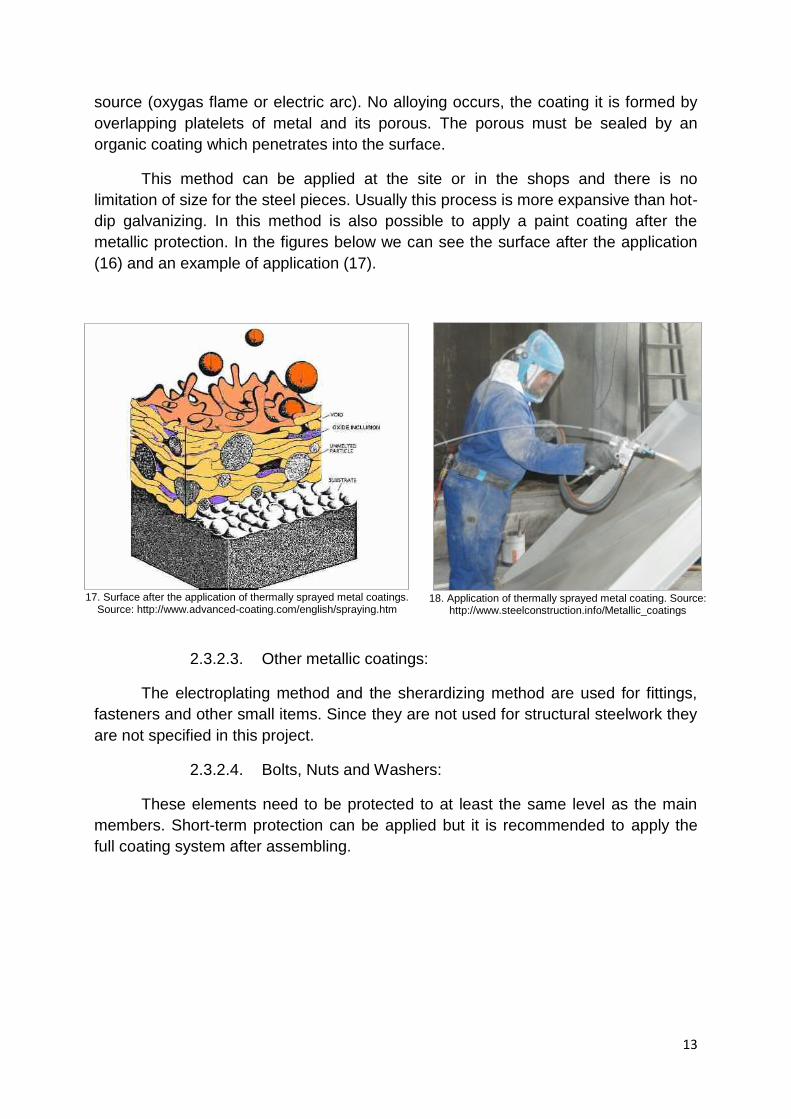
13
source (oxygas flame or electric arc). No alloying occurs, the coating it is formed by
overlapping platelets of metal and its porous. The porous must be sealed by an
organic coating which penetrates into the surface.
This method can be applied at the site or in the shops and there is no
limitation of size for the steel pieces. Usually this process is more expansive than hot-
dip galvanizing. In this method is also possible to apply a paint coating after the
metallic protection. In the figures below we can see the surface after the application
(16) and an example of application (17).
17. Surface after the application of thermally sprayed metal coatings.
Source: http://www.advanced-coating.com/english/spraying.htm
18. Application of thermally sprayed metal coating. Source:
http://www.steelconstruction.info/Metallic_coatings
2.3.2.3. Other metallic coatings:
The electroplating method and the sherardizing method are used for fittings,
fasteners and other small items. Since they are not used for structural steelwork they
are not specified in this project.
2.3.2.4. Bolts, Nuts and Washers:
These elements need to be protected to at least the same level as the main
members. Short-term protection can be applied but it is recommended to apply the
full coating system after assembling.

14
2.4. Influence of design on corrosion:
The design of a structure can influence in the corrosion protection applied to
the surface. Small pieces are more difficult to protect. It is important to consider the
accessibility for coating application and maintenance, avoid accumulation of water
and dirt and be careful with the management of contact with other materials. The
figure below (19) shows some recommendations for better results of the corrosion
protection.
19. Recommendations for the design. Source: http://www.infosteel.be/publicaties/guide-to-protection-of-steel-against-corrosion.pdf
2.5. Choice of the Protection:
The choice of the more adequated protection is affected by several factors, including
expected life of the structure, feasibility of maintenance, the environment, size and shape of
structural members, shop treatments facilities available to the fabricator or sub-contractor,
site conditions and the cost.
15
2.6. Appropriate Specifications:
It is important to have a well-prepared document providing clear and precise
instructions to the contractor. This specification should be done by a technical expertise and
should contain a logical sequence and all the necessary information for the execution of the
protection work.
The most important items in a specification are the method of surface preparations,
metal dressing to remove sharp edges and steel contamination, maximum interval between
surface preparation and application of coating, the types of coating that should be used and
their standards, the application methods to be used, number of coats and intervals of
application, wet and dry film thickness, where each coat should be applied and their
application conditions, details of treatment for connections and procedure for damages.
2.7. Quality Control:
The inspetions ensure that the requirements are being met. Inspetion of the materials,
the processes and procedures are quite important since a mistake not identified can
compromise the next steps of the coating and reduce the quality of the protection system.
2.8. Health and Safety:
There are some special cares to be taken account during the operations process.
Certain materials and components have restrictions of use because of their toxicity. Noise
produced by some processes (blast cleaning for example) should be below the level that
would damage hearing. Explosion hazarads must be avoided and operators have to use
protective equipaments according to their function.

16
3. Conclusion:
Nowadays, there are special technique developed with steel which not require
corrosion protection (stainless steel, weathering-resistance), but these materials are
more expensive and are economical feasible only in special cases. So, the coating as
a corrosion protection is the most important method utilized to avoid the corrosion of
the steel and its consequences.
The corrosion protection of steel structures is an essential factor to guarantee
the appropriate lifetime of the structure. The choice of the appropriate technique is
really important, besides the application of the coating and preparation of the surface
also play an important role to the success of the protection, as explained in this
project.
The corrosion protection which will be applied in the structures must be
thought since the design of the structure. The engineers involved in the project
(design, execution…) must always work together to obtained better results.

17
4. References:
http://www.steelconstruction.info/Corrosion_protection
http://user.engineering.uiowa.edu/~swan/courses/53086/Corrosion_Protection.pdf
http://www.bd.gov.hk/english/documents/code/SUOS2011.pdf
http://www.galvanizeit.org/hot-dip-galvanizing/why-specify-galvanizing/corrosion-
protection
http://www.infosteel.be/publicaties/guide-to-protection-of-steel-against-corrosion.pdf
http://www.npl.co.uk/upload/pdf/steelwork.pdf
http://www.steelconstruction.info/Surface_preparation#Initial_surface_condition
http://www.steelconstruction.info/Paint_coatings#Composition_of_paints_and_film_fo
rmation
http://www.steelconstruction.info/Metallic_coatings
http://www.szs.ch/user_content/editor/files/Downloads_Stahlwerkstoffe/metallic%20c
oated%20steel.pdf
http://resource.npl.co.uk/docs/science_technology/materials/life_management_of_ma
terials/publications/online_guides/pdf/protection_of_steel_bridges.pdf
Related Documents











