ELSEVIER PROGRESS IN ORGANIC COATINGS Progress in Organic Coatings 28 ( 1996) 59-76 Review Paper Corrosion mechanisms of phosphated zinc layers on steel as substrates for automotive coatings A. Amirudin, D. Thierry * Swedish Corro.~ion Insfiture, Roslugsvtipn 101, Hus 25. S-104 05 Stockholm. Sweden Received 30 January 1995; revised 19 March 1995; accepted 22 March 1995 Abstract The literature has been reviewed with regard to the mechanisms of cosmetic corrosion of zinc coated and painted automotive materials. The general consensus of opinion seems to be that degradation is by cathodic delamination, anodic undermining, mechanical delamination or a combination of these mechanisms. These variations are due to the many factors that influence the mechanism, such as the extent of physical damage, the type of metallic coating, the coating thickness, the pretreatment, the paint-metal adhesion, the test conditions and the paint system. There is a need to carry out a systematic study with strict control of all these variables in order to confirm the mechanisms of cosmetic corrosion of automotive materials. Keywords: Cosmetic corrosion of zinc; Cathodic delamination; Anodic undermining; Mechanical delamination; Corrosion Contents 1. 2. 3. 4. 5 6 7 8 9 Introduction ............................................................................................................ The automotive body panel ............................ ..... ......................................................... 2.1. Metallic coating .................................................................................................... 2.2. Phosphate coating ........................... .................................................................... 2.3. Organic coating ................................................................................................... Corrosion testing ............................................................................... ........................ Atmospheric corrosion of zinc .......................................................................................... General mechanisms of coating disbondment ............................................... ......................... The mechanisms of cosmetic corrosion of automotive panels ................ ......................................... 6.1. General ............................................................................................................. 6.2. Methods used to determine the mechanisms ..... ............................................................... 6.3. Initial processes ................................................................................................... 6.4. Damage exposing the primer ..................... ............................................................. 6.S. Damage exposing the zinc coating .............................................................................. 6.6. Damage exposing the steel ........................................................................................ The different mechanisms proposed ..................................................................................... 7.1. Cathodic delamination ............................................................................................ 7.2. Anodic undermining .............................................................................................. 7.3. Anodic undermining and mechanical delamination ............................................................... 7.4. Anodic undermining and cathodic delamination .................................................................. 7.5. Anodic undermining changing to cathodic delamination .......................................................... 7.6. Summary of mechanisms .......................................................................................... Factors influencing the cosmetic corrosion of automotive panels ....................................................... 8.1. Type of metallic coating ........................................................................................... 8.2. Zinc coating thickness ................................................... ........................................ 8.3. Pretreatment ....................................................................................................... 8.4. Pair&metal adhesion ............................................................................................. 85 Exposure conditions .............................................................................................. 8.6. Paint system ................................ ..................................................................... Conclusions ............................................. ............................................................... Acknowledgements References * Corresponding author. 0300.9440/96/$15.00 0 1996 Elsevier Science S.A. All rights reserved SSDIO300-9440( 95 )00554-R 60 60 60 61 61 62 62 63 64 64 64 64 64 65 65 66 66 67 68 69 69 70 71 71 71 72 72 73 74 15 7s 75

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
ELSEVIER
PROGRESS IN ORGANIC COATINGS
Progress in Organic Coatings 28 ( 1996) 59-76
Review Paper
Corrosion mechanisms of phosphated zinc layers on steel as substrates for automotive coatings
A. Amirudin, D. Thierry * Swedish Corro.~ion Insfiture, Roslugsvtipn 101, Hus 25. S-104 05 Stockholm. Sweden
Received 30 January 1995; revised 19 March 1995; accepted 22 March 1995
Abstract
The literature has been reviewed with regard to the mechanisms of cosmetic corrosion of zinc coated and painted automotive materials. The general consensus of opinion seems to be that degradation is by cathodic delamination, anodic undermining, mechanical delamination or a combination of these mechanisms. These variations are due to the many factors that influence the mechanism, such as the extent of physical damage, the type of metallic coating, the coating thickness, the pretreatment, the paint-metal adhesion, the test conditions and the paint system. There is a need to carry out a systematic study with strict control of all these variables in order to confirm the mechanisms of cosmetic corrosion of automotive materials.
Keywords: Cosmetic corrosion of zinc; Cathodic delamination; Anodic undermining; Mechanical delamination; Corrosion
Contents
1. 2.
3. 4. 5 6
7
8
9
Introduction ............................................................................................................ The automotive body panel ............................ ..... ......................................................... 2.1. Metallic coating .................................................................................................... 2.2. Phosphate coating ........................... .................................................................... 2.3. Organic coating ................................................................................................... Corrosion testing ............................................................................... ........................ Atmospheric corrosion of zinc .......................................................................................... General mechanisms of coating disbondment ............................................... ......................... The mechanisms of cosmetic corrosion of automotive panels ................ ......................................... 6.1. General ............................................................................................................. 6.2. Methods used to determine the mechanisms ..... ............................................................... 6.3. Initial processes ................................................................................................... 6.4. Damage exposing the primer ..................... ............................................................. 6.S. Damage exposing the zinc coating .............................................................................. 6.6. Damage exposing the steel ........................................................................................ The different mechanisms proposed ..................................................................................... 7.1. Cathodic delamination ............................................................................................ 7.2. Anodic undermining .............................................................................................. 7.3. Anodic undermining and mechanical delamination ............................................................... 7.4. Anodic undermining and cathodic delamination .................................................................. 7.5. Anodic undermining changing to cathodic delamination .......................................................... 7.6. Summary of mechanisms .......................................................................................... Factors influencing the cosmetic corrosion of automotive panels ....................................................... 8.1. Type of metallic coating ........................................................................................... 8.2. Zinc coating thickness ................................................... ........................................ 8.3. Pretreatment ....................................................................................................... 8.4. Pair&metal adhesion ............................................................................................. 85 Exposure conditions .............................................................................................. 8.6. Paint system ................................ ..................................................................... Conclusions ............................................. ...............................................................
Acknowledgements References
* Corresponding author.
0300.9440/96/$15.00 0 1996 Elsevier Science S.A. All rights reserved
SSDIO300-9440( 95 )00554-R
60 60 60 61 61 62 62 63 64 64 64 64 64 65 65 66 66 67 68 69 69 70 71 71 71 72 72 73 74 15 7s 75
60 A. Amirudin, D. Thierry / Progress in Organic Coatings 28 (I 996) 59-76
1. Introduction
The corrosion protection of automobiles is a problem of
great economic importance, both from a national point of
view and for the private car owner. For instance, the annual cost of automobile corrosion in the US in 1975 was reported
to be about 16 billion dollars [ 11. The cost due to the corro- sion of passenger cars in Sweden was estimated to be about 9 billion Swedish Crowns in 1987 [ 2 J
Rusting of steel sheet that starts at an interior surface of a
body panel, penetrates the sheet and eventually shows through as rust at the exterior exposed surface is known as
perforation corrosion. It often occurs at locations which are
difficult to clean, phosphate and coat during manufacture
because of limited access, or in crevices which collect dirt, salt and moisture.
The term cosmetic corrosion is applied to attack which
starts at the exterior surface, usually at regions where the paint film is damaged. It can be usually be distinguished from
perforation corrosion by the fact that whereas the latter occurs from the inside of the car body the former occurs from the outside [ 31.
Although cosmetic corrosion may eventually lead to per-
foration, the main concerns are with appearance, Usually, these concerns are threefold:
(i) red rust - rust stain and bleeding at scratches in the
paint; (ii) paint creep - undercutting of the paint film (scab)
and loss of adhesion at scratches; (iii) chipping - removal of paint and corrosion of steel
due to the combined effects of corrosion and impact damage by stones and road debris.
The concern of automobile manufacturers for corrosion
protection may be summed up by the General Motors’ lO- 5-2 target which means 10 years protection from perforation,
5 years from cosmetic corrosion and 2 years from engine compartment corrosion. Such targets are achieved mainly by
coating the steel with zinc or its alloys. Zinc and alloy coatings protect steel from corrosion by one
or more of the following mechanisms: (i) Barrier - the steel is isolated from the corrosive envi-
ronment by the coating. (ii) Galvanic - steel exposed at coating voids is galvan-
ically protected by the preferential anodic dissolution of the
zinc coating and concomitant cathodic polarization of the steel.
(iii) Zinc corrosion products - steel exposed at coating
voids is protected by a barrier layer of precipitated zinc com- pounds. The elevated pH at the surface of the cathodically protected steel promotes deposition of dissolved zinc in the form of hydroxide and related compounds.
According to a recent report on the European automotive
industry [ 41, on average, 40% of the body of an automobile is zinc-coated, of which a third is hot-dipped and the remain- ing two-thirds electrogalvanized. Plastics now constitute about lO-12% of the body. 25% of the manufacturing cost
of the body shell is due to corrosion protection. A body
weighing 300 kg includes 22 kg of corrosion protection mate- rials in addition to the weight of the zinc which amounts to
2.5 kg in a 50% galvanized body.
2. The automotive body panel
The coated metal system in the automobile consists gen- erally of a cold-rolled steel substrate which is either mild unalloyed or of high strength (e.g. micro-alloyed, dual-phase,
P-alloy) and on which about five layers of coating, zinc or
zinc alloy coating, a phosphate treatment layer, a cathodic electrodeposited organic primer coat, a spray applied colour
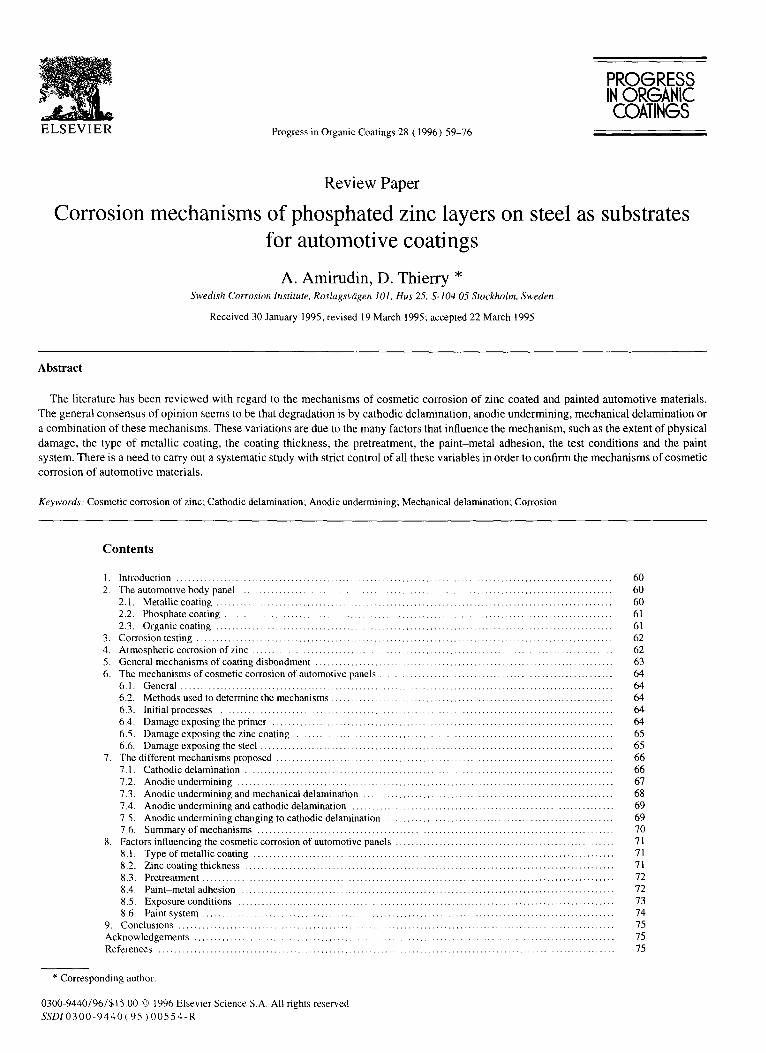
coal (filler) and a clear topcoat, are supplied (Fig. 1) . Thus the steel substrate is protected by all three types of coatings in general use - metallic, inorganic and organic.
2.1. Metallic coating
An overview of the major coated products in use today has been given by Townsend [ 51. The main zinc-coated steel sheets seem to be the hot-dip galvanized (HDG), the galvan-
neal (GA), the electrogalvanized (EG), the Zn-Ni coating
(ZiNi) and the electroplated zinc-iron alloy coating (ZnFe). Galvanized sheet, steel sheet coated with zinc by the hot-
dip process (HDG), was the first widely-used coated product in car bodies. Today, it is widely used for many unexposed
body components with a coating thickness from about 6 to 20 pm (40 to 140 g/m’). Hot-dipped galvanized steel costs 20% more than uncoated steel.
Galvanneal (GA) is hot-dip zinc-coated sheet which has
been heated after the application of the coating in order to allow interdiffusion of zinc and iron, thus forming an alloy
coating. This product has been used mostly for unexposed components but is being increasingly used for exposed parts. Typical coating thicknesses for automotive galvanneal are in
the range of 6 to 11 pm (40 to 80 g/m*) per side. This product has a dull grey matte surface with no spangle.
Electroplated zinc-coated sheet (EG) is currently the most
widely used coated sheet for exposed body panels because of its generally uniform coating thickness and surface charac- teristics compared to HDG sheet. Electrogalvanized steel
- Primer
- Phosphate
Galvanic Coating
SW
Fig. I, Schematic cross-section view of a coated automotive material

A. Amirudin, D. Thierty /Progress in Organic Coatings 28 (I 996) 59-76 61
costs 40% more than uncoated steel. However, its surface
quality is better than that of hot-dipped sheet. Coating thick- nesses range from 4 to 14 pm (30 to 100 g/m*) per side.
Electroplated zinc-nickel alloy coatings (ZnNi) generally contain 10 to 14% Ni. They are electrodeposited in a process similar to that described for zinc coatings, except that a zinc- nickel electrolyte is substituted for the zinc electrolyte. Coat-
ing thicknesses are typically in the range of 36 pm (20-40 g/m’). Zinc-nickel coated sheet is used for exposed and
unexposed panels. Electroplated zinc-iron (ZnFe) is applied to sheet for
exposed panels where the characteristics of the zinc-iron hot- dip coating are desired along with the uniformity and surface
appearance of an electroplated coating. The alloy coating is usually in the range of 15 to 25% iron and is applied in thicknesses up to 7 pm (50 g/m’) per side. Processing is similar to that of EG except that an iron-zinc electrolyte is employed.
The major advantages of zinc- and zinc alloy-coated steels are their much improved resistance to cosmetic corrosion
(and perforation) with the degree of resistance being inversely proportional to the amount of coating [78]. Their
disadvantages are their less favourable weldability and form-
ability (better corrosion resistance but inferior mechanical properties). It is for this reason that automotive industries are still developing and testing new materials, as for example, coated steels with thinner zinc-alloy coatings with improved
mechanical properties without loss of corrosion performance.
The main motivations for seeking better systems are to decrease vehicle weight and increase performance and dura-
bility, each consistent with environmental considerations and safety. Some of these materials are quite complex. For exam- ple, a ternary Zn-C+Cr alloy coating which also contains dispersed particles of A&O, has recently been proposed [ 61.
Sagiyama et al. [ 71 have reported the development of a Zn- Mn alloy which shows good workability, weldability, wet
adhesion and anti-cratering characteristics. Zinc-nickel coated sheet with the addition of a proprietary chromate pre-
treatment layer and a thin (1 to 2 pm) organic topcoat has been developed in Japan [ 81.
2.2. Phosphate coating
The finishing treatment generally used in the car industry consists of degreasing in mild alkaline phosphate baths fol- lowed by the phosphating treatment in a mixed spraydip
process. This last treatment leads to the formation of a phos- phate crystal layer with a total weight of about 2-5 g/m*. The chemical composition and the crystallographic structure of this layer depend on the compositions of the substrate and the phosphating bath. Two of the common phosphate struc- tures are hopeite [ Zn, (PO,) 2. 4H,O] and phosphophyllite
( [ Zn,Fe( PO,) 2. 4H20]. After phosphating, the material is given a standard chromate rinse, a process which would be
eventually phased out due to disposal problems arising from the toxicity of the chromate.
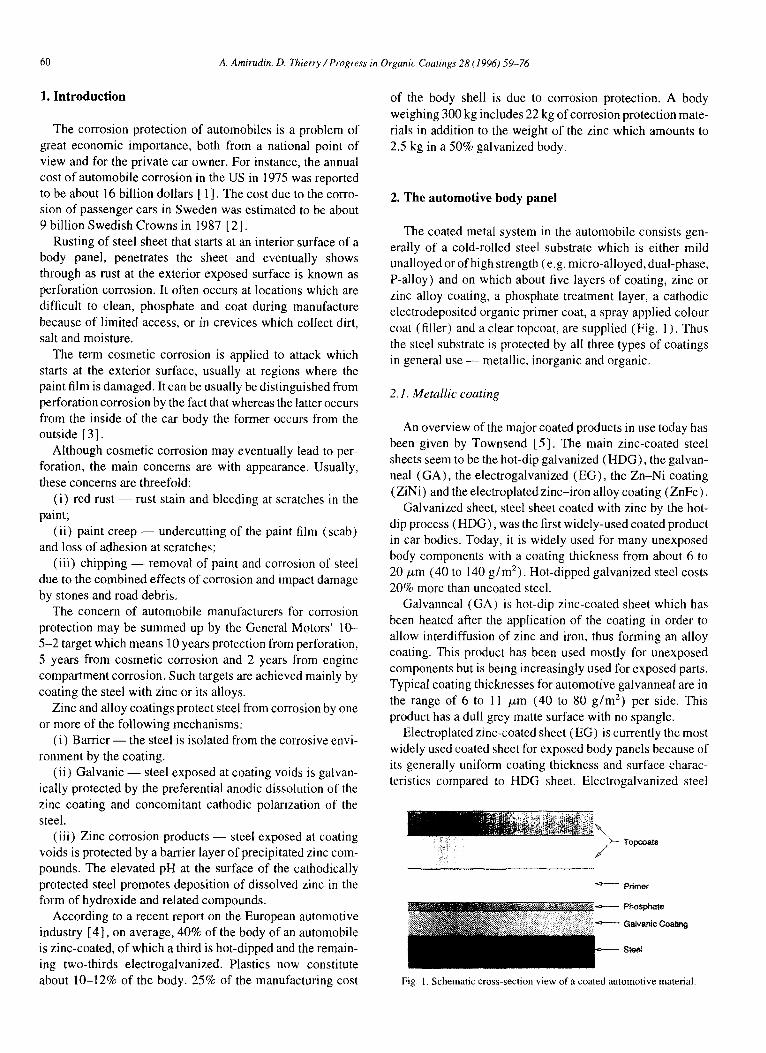
PH
70 80 SO
Fig. 2. Dissolution of phosphate coating in 5% NaCl [ 141
The integrity of this phosphate layer is however only short lived [ 91. During the very next stage of treatment, which is
the cathodic electrodeposition of the primer, the phosphated substrate is attacked by the alkalies formed at the interface
[ 101. Miyoshi et al. [ 111 have reported that at the pH com- monly encountered during this electrodeposition (12 or
above), phosphophyllite is more resistant than hopeite and
alloy-coated (Zn-Fe and Zn-Ni-Co) sheets are more resis-
tant than those coated with pure Zn. Their explanation for the latter observation is that the pores arising from the dissolution
of the phosphate are filled up by the deposition of iron or
nickel hydroxides.
The phosphate is then subjected to thermal aggression
when the painted metal is baked at up to 200 “C for 30 min
when both hopeite and phosphophyllite lose two of their four
molecules of water [ 121. When the painted metal is in serv-
ice, the water from the environment permeates into the paint
film reacting with the partially dehydrated phosphate.
Depending on the pH of the water, the iron-zinc phosphates
can dissolve entirely or lose POd2- or Zn, or both selectively
[ 131. Finally, the low and high pH values encountered in the
anodic and cathodic sites respectively of the corroding mate-
rial, dissolve the phosphate especially in the presence of NaCI
solutions (Fig. 2) [ 141. Sometimes, the phosphate layer can
even be completely destroyed [ 151.
2.3. Organic coatings
The primer coat typically consists of an amino-epoxy resin
mixed with a blocked di-isocynate crosslinker which cross-
links the polymer during the paint bake at about 170 “C to form an epoxy-urethane structure. Most systems have a high
resistance to overbake and underbake conditions. This is
important as it has recently been shown that paint adhesion and underfilm corrosion vary with the degree of crosslinking
[IhI. The filler and the topcoat used in North America are both
usually of a poly(urethane) type with a total thickness of
about 100 pm. In Europe, three layers are usually applied on
top of the primer. Typically, a system may consist of a primer
(20 pm), a poly (ester) -containing alkyd-melamine surfacer
(40 pm), a sealer (20 Frn) and a topcoat (40 pm).
62 A. Amirudin, D. Thierry / Progress in Orgunic Coatings 28 (1996) 59-76
Table 1
Corrosion testing procedures used by different automakers [ 171
Type of test
Salt spray
NaCl5%
Immersion
NaCl(5%) Humidity cabinet
Laboratory
Freezer cabinet
Oven drying
Cycle duration
Length of test
GM Scab test
No
15 min
ambient
22.5 h, 60 “C
85% RH
75 min
30 min, 23 “C
once/week
1 h, 60 “C
once/week
24-25.5 h
20 cycles
Ford test
15 nun, 23 “C
No
8 h, 25 “C
100% RH
48 h
No
No
1 week
10 cycles
APG test
modified Ford
No
15 min, 23 “C
22.5 h, 25 “C
85590% RH
75 min
No
No
24 h
60 cycles
Chrysler test
15 min, 23 “C
No
15min,25”C
90-100% RH
6h
No
No
12 h
50 cycles
Volkswa-
gen
24 h. 35 “C
No
8 h,40”C
100% RH
16h
No
No
1 week
3 cycles
Renault 3C
24 h, 35 “C
No
8 h,40”C
95% RH
16 h
No
48 h, 20 “C
64% RH
1 week
7 cycles
A.P. test
4 h, 35 “C
twice
16.5 h, 40 “C
distilled water
18 h,40”C
90% RH
6h
2 h, 23 “C
No
48 h
10 cycles
3. Corrosion testing
There is a need to test the materials for their corrosion
resistance. Existing field tests of automobiles are reliable but are costly and time-consuming but accelerated laboratory tests, though quick and inexpensive, cannot totally reproduce natural atmospheres. Accelerated outdoor exposure tests like the scab test, in which specimens are placed outdoors with
periodic applications of salt solution, represent a case of inter- mediate time, cost and reliability.
Most of the accelerated laboratory tests are cyclic in nature
consisting of repeated cycles of intermittent exposure to salt
solution, elevated humidity/temperature and drying. Today, virtually all the world’s automobile makers use some form
of cyclic corrosion test. The various tests differ in the con-
ditions and durations of the various stages and results may vary accordingly. A detailed description of all accelerated
test methods that are used in the automotive industry is beyond the scope of this review. However, a good review has
been given by Massinon [ 171. Table 1 gives an overview of the corrosion testing procedures used by different automobile
manufacturers.
The Corrosion Task Force of the American Iron and Steel Institute (AISI) set about developing an accelerated labora-
tory test for cosmetic corrosion resistance that will provide an accurate ranking of automotive sheet steel products.
According to their latest report, the GM 954OP cyclic corro- sion test seems to give the best correlation with on-vehicle
tests [ 181. Davidson and Schumarcher conclude [ 191 that all accel-
erated tests are too severe for galvanized steel. In their opin- ion, the best test is the outdoor scab test and, in the laboratory,
the GM-9450B test. They have recommended the use of salt concentrations below 1%. According to them, the time-of-
wetness is not a critical factor but a drying phase should be included in the cyclic test. Schmitz et al. [ 791 also concluded
that the scab test was the best while the salt spray test was
the worst.
Kurokawa et al. [ 201 have reviewed these cyclic tests and have concluded that while cosmetic corrosion in atmospheric
exposure can be duplicated in the cyclic test if the wet time is 40% or less, perforation corrosion can be simulated best if
the wet time is about 50%. Strom and Strom [ 801 performed eight factorially designed 12-week tests in the laboratory which simulated diverse outdoor conditions and observed good correlation with outdoor scab tests and on-vehicle tests when the acceleration factor was less than 10.
To date, only Volvo seems to have developed a laboratory
test chamber where, in addition to Cl-, samples are exposed to small amounts of atmospheric pollutants such as SO,, NO,
etc. and there are temperature and humidity fluctuations to simulate actual atmospheric conditions [ 2 1,221.
Another approach has been made by Hoogovens [23] based on the in situ observation of microclimates in running cars. In this test, the relative humidity and the temperatures are changed on a daily and seasonal basis.
4. Atmospheric corrosion of zinc
Only a brief summary of the atmospheric corrosion mech- anisms of zinc will be given here. A good review has been
given by Graedel [ 241. The corrosion reactions of zinc can be expressed as follows:
Anodic reactions
Zn+2H,O-+ Zn(OH),+2Ht+2e- (1)
Zn(OH),--+ ZnO+H,O
Cathodic reactions
(2)
0?+2H20+4e- --+ 40H- (3)
When zinc coating is corroded, Zn( OH), forms first (reac- tion ( 1)) and covers the surface. Since its electrical conduc- tivity is low, Zn(OH), retards oxygen reduction (reaction
(3)) and is therefore effective in suppressing reaction ( 1).
A. Amirudin, D. Thierry / Progress rn Orgumc Courings 28 (1996) 59-76 63
Zn( OH), is, however, dehydrated into ZnO by reaction (2).
ZnO is an n-type semiconductor and thus is less effective in suppressing reaction (3), thereby allowing the progress of corrosion. If reaction (2) is inhibited, the corrosion could be retarded. It has been observed that alloying zinc with Al, Mg, Ni, Co and Mn inhibits reaction (2) thereby improving the corrosion resistance of the coating [ 111.
Next to oxides/hydroxides, carbonates are the most abun-
dant corrosion product found in the atmospheric corrosion of
zinc [25]. The most common carbonates found are smith- sonite [ ZnCO,] and hydrozincite [ Zn,( CO,) *( OH),] ; the
latter is found even in zinc exposed to fresh and sea water
~241. Laboratory experiments have shown that SOz enhances the
corrosion of zinc [ 26,271. Any sulphur gas dissolving into the surface film will be oxidized to the bisulphite ion [ HS03- ] [ 241 which is readily converted to the sulphate ion by ozone, hydrogen peroxide or transition metal ions (largely iron or manganese) [ 281. The presence of the sul- phate ion in corrosion layers has been confirmed [ 291. Odne-
vall and Leygraf detected the presence of naumwite [ (ZnCu),SO,( OH),.4H,O] under sheltered conditions in
a rural atmosphere [ 301.
In a chloride environment, which is the most common one used in accelerated testing, hydroxychlorides are formed. It has been reported that the mixed salt 4Zn( OH), . ZnCl, is found in samples exposed to industrial atmospheres [ 3 11,
marine atmospheres [ 291 and in the salt-spray cabinet [ 111. At a higher pH, 6Zn( OH)7. ZnCl, would form [ 321. How- ever, it has also been reported that zinc-coated steel exposed to an aggressive marine atmosphere was covered mostly with
basic sulphates and carbonates and with little chloride [ 331. Other workers have identified two new corrosion products,
NaZn,Cl (OH),SO, .6H,O in marine atmospheres and Zn,Cl,( OH),SO, .5H,O in industrial, rural and urban atmos-
pheres [ 341.
5. General mechanisms of coating disbondment
Granata [ 351 has summed up the several mechanisms of coating disbondment as follows:
(i) Anodic undermining is the dissolution of the metal beneath the phosphate layer and is associated with the pres- ence of cathodic regions formed at defects where the oxygen
concentration level is higher or the metal coating becomes galvanically coupled to the more noble steel substrate in auto- motive systems. This process is associated with acidification resulting from hydrolysis of metal ions formed in the anodic
reaction, for example,
Zn’+ +H*O---+ ZnO+2Hi (4)
(ii) Thermal cycling, alone or in conjunction with other disbondment processes, causes stresses on the coatings which
can break adhesive bonds to the substrate.
(iii) Cathodic blistering is the formation of blisters asso-
ciated with the electrochemical reduction of oxygen, forming alkali beneath a coating having no physical damage (defect). Oxygen, water and cations diffuse through the paint film as cathodic reactants and the centre of the blister is considered to be the anode. For cathodic blistering to occur, cations
should migrate to the cathodes. Otherwise, concentration polarization would stop corrosion. Cations could diffuse
through the film, or more probably, through defects or the
coating-substrate interface. (iv) Swelling of the polymer in some paint films is due to
uptake of water and it induces stress on the coating leading to possible disbondment in systems with poor adhesion.
(v) Gas blistering is unusual but technically possible (especially with pure Zn coatings), and is due to hydrogen ion reduction to form Hz. It is associated with acidic environ- ments where hydrogen ion reduction is more likely than oxy- gen reduction.
(vi) Osmotic blistering is a process by which blistering
occurs due to high water pressure induced by soluble mate-
rials beneath polymer films. (vii) Cathodic delamination is a mechanism by which
cathodic processes cause disbondment leading to a separation
of a coating from a metallic substrate. The common cathodic reaction is
0,+2H,0+4em + 40HP (5)
In addition to the three reactants, cations should also be avail-
able to maintain electroneutrality. The degree to which the above reaction damages the coating-metal interface depends
on the nature of the cations present [ 361, the greatest damage
occurring with alkali metal cations as they allow the attain-
ment of very high pH, even higher than 14 [ 371. High alka- linity greatly damages many polymers, dissolves oxides,
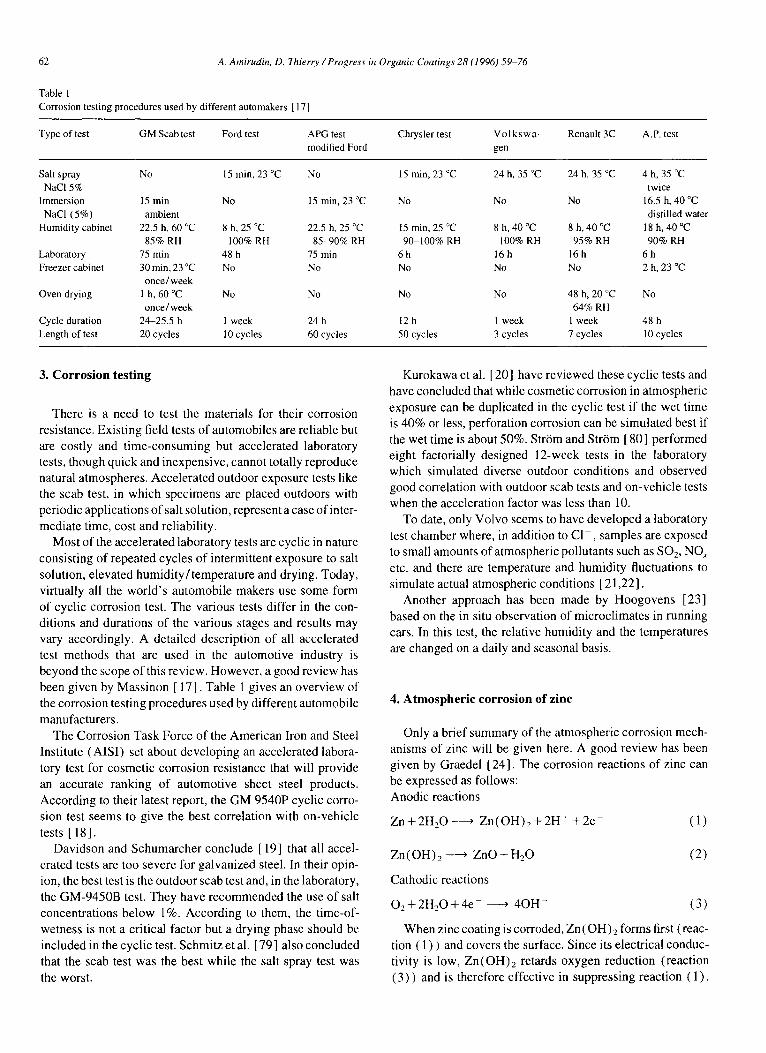
phosphates and many types of surface treatment layers and promotes the corrosion of Fe and Zn by shifting the electrode potential to more active values. A schematic view of the general cathodic delamination is shown in Fig. 3. If there is
no defect in the film, the reactants slowly diffuse through the coating but in the presence of a defect, the reactants rapidly reach the interface through the defect. In the event of partial perforation (i.e. when the damage does not perforate the
I Paint -j
o.xide or Phosphete CWersd Metal -
Fig. 3. Mechanism of cathodic delamination [35].

64 A. Amirudin, D. Thierry /Propw in Organic Coatings 28 (19%) 59-76
polymer system completely), the result can be cathodic blis-
ter formation with little or no rust until the blister breaks.
(viii) Mechanical delamination is the disbondment of the paint film from the substrate caused by corrosion products [ 38,391. The main significance of this delamination mecha- nism is in its relationship to corrosion processes generating stresses resulting in the propagation of coating system dam- age. The origin of stresses causing mechanical delamination at scribes and blisters is associated with the anodic corrosion reaction generation of metal ions (Fe’+ and Zn2+ ) and their precipitation. In the case of zinc ions, precipitation depends
mainly upon the achievement of a sufficiently high zinc ion
concentration by anodic process or water evaporation, pH effect and combination with anions. In the case of iron ions,
the precipitation is due to the same effects as for zinc, plus oxidation of Fe*+ to Fe3+ by oxygen which causes precipi-
tation of the less soluble ferric compounds. Precipitates for zinc and iron include oxides, hydroxides, oxychlorides and sulphates. Solid phase corrosion products are known to exert high pressures in crevice geometries [40] and easily lift
delaminated paint films. The lifting of the paint film forms a cavity near the advancing delamination front which can serve
as a reservoir for the aggressive agents. (ix) Combined effects: cathodic delamination at the paint
film/phosphate-metal interface, anodic undermining at the delamination front and mechanical delamination associated with voluminous corrosion product precipitation from the
area of the original paint film damage, have a catalytic effect on the overall disbondment mechanism under cyclic environ- mental conditions. The mechanism has a catalytic component in the sense that upon completion of each wet/dry cycle, the process proceeds at an increased rate due to reactant resupply at the delamination front.
6. The mechanism of cosmetic corrosion of automotive materials
6.1. General
The environmental factors inducing deterioration are salt
(deicing salt and saltwater particles), humidity, temperature, small pebbles, sand and acid rain.
The most direct cause for the initiation of coating disbond- ment is physical damage due to chipping, scratches, scrapes, dents and above all, the impact of particles present on the roadways (i.e. dirt, debris or road surface treatments to pro-
mote adhesion in icy conditions). The mechanism of corrosion propagation varies with the
depth of the damage to the coating with different mechanisms
operating at different depths [ 351.
6.2. Methods used to determine the mechanisms
Several techniques have been used to elucidate the corro- sion mechanisms of automotive materials. The most common
seems to be the use of scanning electron microscopy with
energy dispersive analysis of X-rays (SEM/EDAX)
[ 39,411. The use of transmission electron microscopy
(TFM) has also been reported [ 33,421. X-ray photoelectron spectroscopy (XPS) is another technique that has been used [43]. Static secondary ion mass spectroscopy (SIMS) has also been used [ 4 1,431 and even found to be superior to both SEM/EDAX and XPS because it can detect initial changes in the paint-metal interface even before SEM/EDAX and can detect changes in organic molecules which XPS cannot [44].
Imaging XPS and SIMS [ 451, X-ray diffraction (XRD)
[41,46], Auger electron spectroscopy (AES) [ 33,421 and microprobe techniques with electrons (EPMA) [47,48] or
X-rays [ 231 are some of the other surface science techniques that have been applied to determine the mechanism of coating degradation. The main electrochemical method that is used
to study failure mechanism of coatings is electrochemical impedance spectroscopy (EIS) [ 46,49,50]. Other tech-
niques used include permeability measurements on free films [ 491 and an infrared thermography technique [ 5 11.
6.3. Initial processes
The initial processes occurring have been summed up by
van Ooij [44]. During exposure, water diffuses through the paint film and reaches the interface. On its way to the inter-
face, the liquid dissolves organic and inorganic components which are transported through cracks or defects and deposited on to the metal surface because the paint goes through wet and dry cycles. Since there is no evidence for any type of
chemical bond between the paint film and the metal surface (phosphate), it can be expected that the water molecules will displace the polymer from the metal surface during the wet period. This is manifested by a decrease in the wet adhesion
of such systems, which is usually largely, but not entirely, restored upon drying. This displacement is a result of the
higher polar component of the surface energy of water com- pared to that of many polymers. It facilitates the deposition
of soluble material at the metal surface and leads to a weak- ening of the metal-phosphate bond, which is formed by sec-
ondary forces (van der Waals) only. The problem is aggravated because the galvanized steel surface also contains a variety of inorganic water-soluble species. Some of these
may have been deposited in the electrocoating process. Oxy- gen also diffuses through the paint film to the zinc surface
which is a good catalyst for the oxygen reduction reaction
1521.
6.4. Damage exposing the primer
Fig. 4 shows a schematic cross-section view of an auto- motive coating system with damage through the organic and inorganic coatings by impact. Physical damage of these coat- ings allows direct contact between aggressive agents and the primer coat. The rate of diffusion of these reactants through

A. Amirudin, D. Thierry / Progress in Orgunic Couiings 28 (1996) 59-76 65
Impact ILtgwsof-~
crack, I-‘fhrwgh-
I ,Cra& impact
Ingress of Reactants
I , Crack d through Cr&.s
e--- Primer
Fig. 4. Schematic cross-section view of coating system partially damaged
through to primer coat by an impact event [35].
the primer is sufficient to allow the cathodic delamination process to occur at the paint-substrate interface [53]. Mas-
sinon and Thierry [ 501 also found the rate of transportation
of water through the primer to be very high and thus unlikely to be the rate-determining step. Barreau et al., [ 491 as a result
of permeability and impedance measurements on free films, found that automotive primers have a much higher permea- bility to water vapour than epoxy /poly (amide) resins. How- ever, they attribute this high permeability to the presence of micropores which are present in large amounts. According to
Leidheiser [ 541, the rate of oxygen diffusion through paint films is of the same order of magnitude as that of water diffusion, and cathodic delamination is dependent on the oxy- gen reduction rate at the paint-metal interface. Thus, most
workers agree that the permeation of aggressive species
through an undamaged primer coat cannot be the rate-deter- mining step in the corrosion process.
The result of corrosion processes is similar to that expected for cathodic blistering. A cathodic delamination process occurs beneath the damage site and spreads radially. The pH increases and phosphate layers dissolve. A blister forms and
may eventually break causing more rapid degradation. Cor- rosion products would become visible at the surface and deg- radation would continue in much the same manner as the
following scenario.
6.5. Damage exposing the zinc coating
Fig. 5. Schematic cross-section view of coating system partially damaged
through to phosphate layer by an impact event [ 351.
6.6. Damage exposing the steel
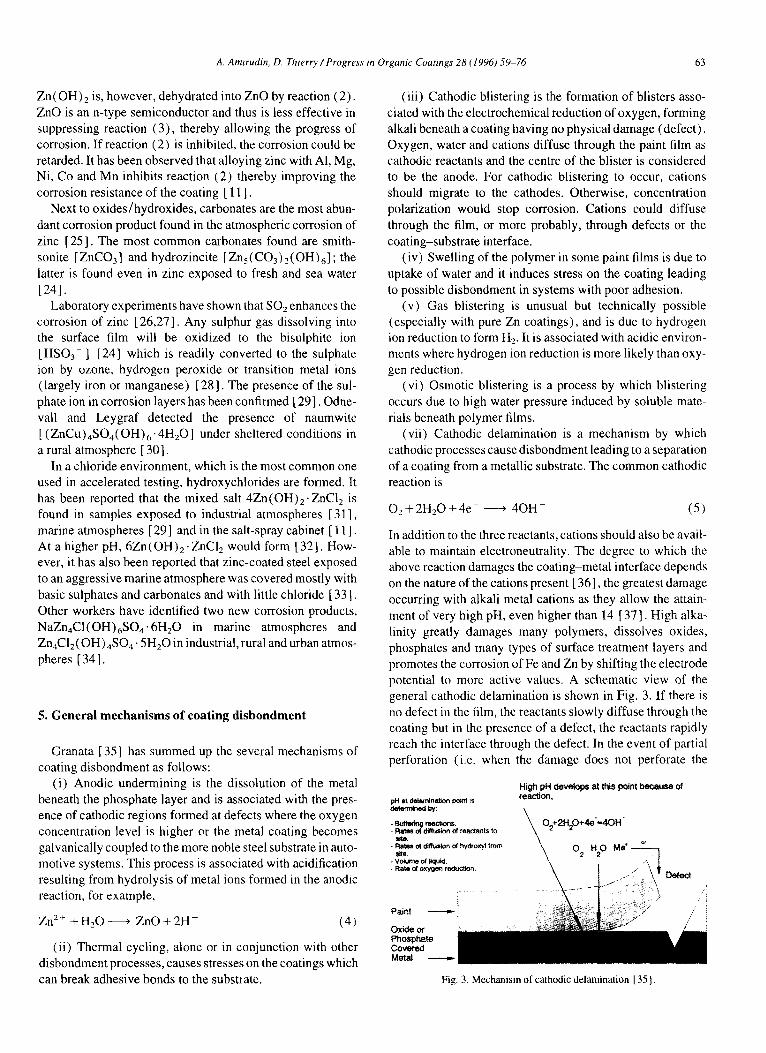
Fig. 6 shows a schematic cross-section view of an auto-
motive coating system with damage reaching to the steel substrate. In addition to those already present as contaminants or those which have diffused to the interface through the paint, oxygen, water and ions now reach the paintlphos- phate-metal interface from the defect (i.e. the exposed steel substrate). Cathodic reduction of oxygen occurs at metal interfaces (that are not blocked by precipitation) having suf- ficient concentrations of oxygen, soluble ions and water [ 361.
Therefore, the corrosion cell now consists of anodic disso- lution of zinc at the tip balanced by cathodic oxygen reduction
on the steel surface exposed in the damage. As corrosion starts from the damage and propagates, the
interface weakens, enabling water and chloride to reach the corrosion tip more easily. The chloride ions do not easily diffuse through the paint film itself but along the weakened paint-phosphate or phosphate-metal interface. The phos-
phate layer is porous enough to allow the Cl- ions to reach the zinc surface where zinc hydroxychloride is formed which
may further damage the interface by a wedging action. The anodic dissolution of the zinc results in a lowering of
the pH as anodes are always of lower pH and cathodes of higher pH. This low pH at and just ahead of the tip, will attack
the interface further. The primer is very stable at high pH but
Fig. 5 shows a schematic cross-section view of an auto-
motive coating system with damage exposing the zinc coat- ing. In this case, the phosphate layer would also suffer damage or would provide minimal protection. As in the previous case,
aggressive agents from the environment would acquire access to the sublayers. In this case there is no diffusion limitation to or from the active area beneath the point of impact. A cathodic delamination process would proceed along the zinc- paint film interface. Anodic corrosion products would not be contained by the paint film, allowing more rapid attack of the
substrate and eventually the zinc layer would be consumed sufficiently by anodic reaction to expose the steel substrate.
The degradation process would continue as described in the next example.
H*O NaCl
White
Rust
I
Phosphate
Galvamc Coating
steel
Fig. 6. Schematic cross-section view of coating system damaged to expose
the steel [ 35 1.
66 A. Amirudrn, D. Thierry /Propw m Orgamc Cocrtrnp 28 (I 996) 59-76
1 3. OXYGEN UGRESS
Defect
A i zzz!?
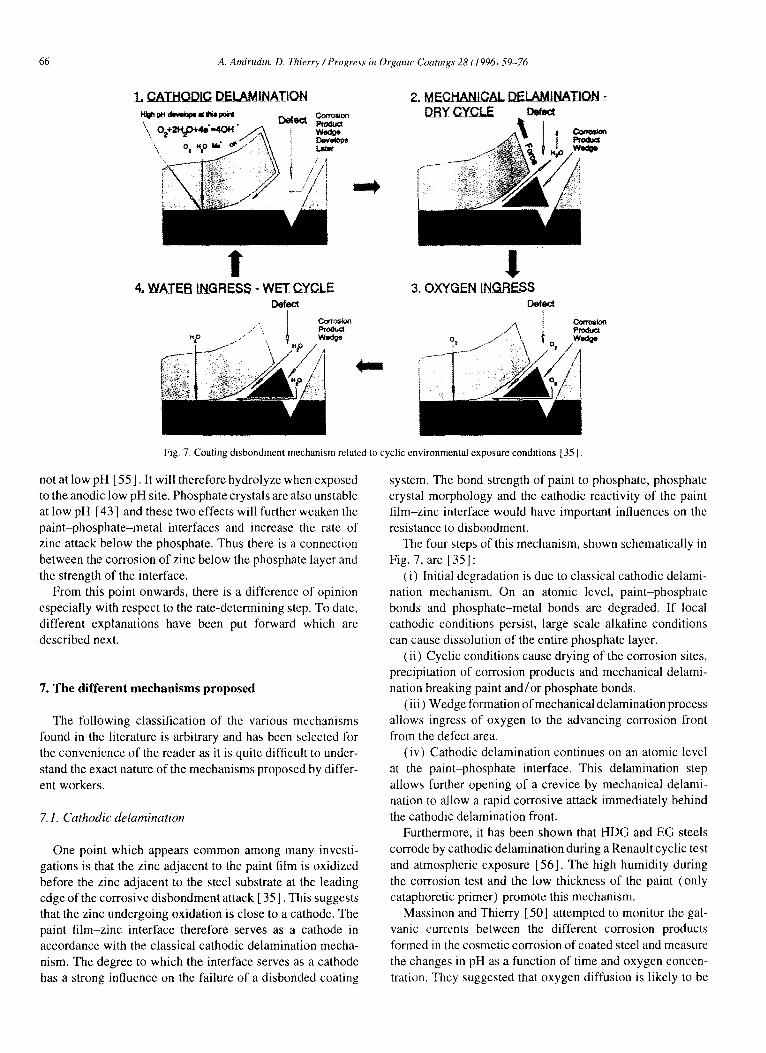
Fig. 7. Coating disbondment mechanism related to cyclic environmental exposure conditions [35]
not at low pH [ 551. It will therefore hydrolyze when exposed to the anodic low pH site. Phosphate crystals are also unstable at low pH [43] and these two effects will further weaken the
paint-phosphate-metal interfaces and increase the rate of zinc attack below the phosphate. Thus there is a connection
between the corrosion of zinc below the phosphate layer and the strength of the interface.
From this point onwards, there is a difference of opinion especially with respect to the rate-determining step. To date, different explanations have been put forward which are described next.
7. The different mechanisms proposed
The following classification of the various mechanisms
found in the literature is arbitrary and has been selected for the convenience of the reader as it is quite difficult to under-
stand the exact nature of the mechanisms proposed by differ- ent workers.
7.1. Cathodic delamination
One point which appears common among many investi- gations is that the zinc adjacent to the paint film is oxidized
before the zinc adjacent to the steel substrate at the leading edge of the corrosive disbondment attack [ 351. This suggests that the zinc undergoing oxidation is close to a cathode. The paint film-zinc interface therefore serves as a cathode in accordance with the classical cathodic delamination mecha-
nism. The degree to which the interface serves as a cathode has a strong influence on the failure of a disbonded coating
system. The bond strength of paint to phosphate, phosphate crystal morphology and the cathodic reactivity of the paint film-zinc interface would have important influences on the
resistance to disbondment. The four steps of this mechanism, shown schematically in
Fig. 7, are [ 351: (i) Initial degradation is due to classical cathodic delami-
nation mechanism. On an atomic level, paint-phosphate bonds and phosphate-metal bonds are degraded. If local cathodic conditions persist, large scale alkaline conditions can cause dissolution of the entire phosphate layer.
(ii) Cyclic conditions cause drying of the corrosion sites, precipitation of corrosion products and mechanical delami-
nation breaking paint and/or phosphate bonds. (iii) Wedge formation ofmechanical delamination process
allows ingress of oxygen to the advancing corrosion front from the defect area.
(iv) Cathodic delamination continues on an atomic level
at the paint-phosphate interface. This delamination step allows further opening of a crevice by mechanical delami- nation to allow a rapid corrosive attack immediately behind
the cathodic delamination front. Furthermore, it has been shown that HDG and EC steels
corrode by cathodic delamination during a Renault cyclic test and atmospheric exposure [ 561. The high humidity during
the corrosion test and the low thickness of the paint (only cataphoretic primer) promote this mechanism.
Massinon and Thierry [ 501 attempted to monitor the gal- vanic currents between the different corrosion products
formed in the cosmetic corrosion of coated steel and measure the changes in pH as a function of time and oxygen concen- tration. They suggested that oxygen diffusion is likely to be

the rate-determining factor in the corrosion of zinc when the
sample is scratched or damaged. They found that zinc hydroxychloride ZnCI, .4Zn( OH) 1 is formed due to chloride enrichment and pH decrease:
5Zn’+ +8H20+2Clp - ZnC1,.4Zn(OH),+8H+
(6)
This chloride enrichment may occur by diffusion through the
paint or (at a much more rapid rate) from a macroscopic defect. Their results were in agreement with those observed
during atmospheric exposure in a marine environment.
7.2. Anodic undermining
An alternative mechanism that has recently been proposed by a few workers is oxygen reduction at the exposed steel surface coupled with anodic undermining near the damage.
According to Davidson and Shumarcher [ 191, zinc-coated
substrates fail by anodic consumption of the zinc or zinc- alloy coating. The phosphate pretreatment, except in extreme cases, is not a factor in the underfilm corrosion of these substrates. In the case of scribed panels, the zinc coating is
directly exposed to the steel via the scribe and will galvani- cally protect it. The corrosion rate of zinc coupled to steel is
significantly higher than that of zinc not coupled to steel. Using SEM/microprobe, imaging XPS and imaging SIMS
on panels exposed to both indoor and outdoor tests, Strom et al. [45,57] found that the extent of zinc consumed from the scribe is inversely proportional to the zinc-coating thickness. This suggests that the rate of zinc consumption is not the rate- determining step because the amount consumed should then be approximately the same in all cases. The cathodic reaction must then be rate controlling and its area must be constant for the relationship to be linear. It is unlikely that the cathode area increases as the zinc is consumed (exposing steel) as the zinc corrosion product passivates the surface. An increas- ing cathodic area would give an inverse exponential relation between the scribe creep and the zinc-coating thickness. The
increase in scribe creepback on increasing the scribe width, which increases the cathodic area, contirms that the rate-
determining step is the cathodic reaction in the scribe. Other data which support this hypothesis are that the effect of tem-
perature, as well as the effect of the type of pollutant blend, is essentially of the same order for all painted materials. Also, the observation that the type of zinc alloy seems to have only a small influence on the coating dissolution rate further sug- gests that the rate-controlling factor is the oxygen reduction reaction.
Van Ooij et al. [58] have also reported that the rate of corrosion propagation in painted pure zinc coatings in coastal atmospheric conditions seems to be inversely proportional to the thickness of the zinc coating. They did not find any dif- ference between the different types of phosphating (dip or spray) via-a-vis corrosion resistance. Another observation was that both EG and HDG perform equally well if they are
of the same thickness. All panels were still under cathodic protection. If the cathodic area, believed to be the scribe, is constant. then the rate of propagation must be inversely pro-
portional to its thickness. Their results demonstrate that this delamination does not necessarily increase the rate of zinc corrosion, at least for the HDG of 19 pm thickness. While the spray-phosphated sample delaminated, the dip-phos- phated did not, yet the corrosion propagation was the same. The phosphate-metal delamination was not even observed.
This delamination is therefore a mechanical effect and is a result of the expansion of the corroding zinc layer resulting in stresses at the paint-metal interface at the corrosion tip.
Although corrosion propagation is simply a function of the zinc-layer thickness, the actual mechanism of propagation
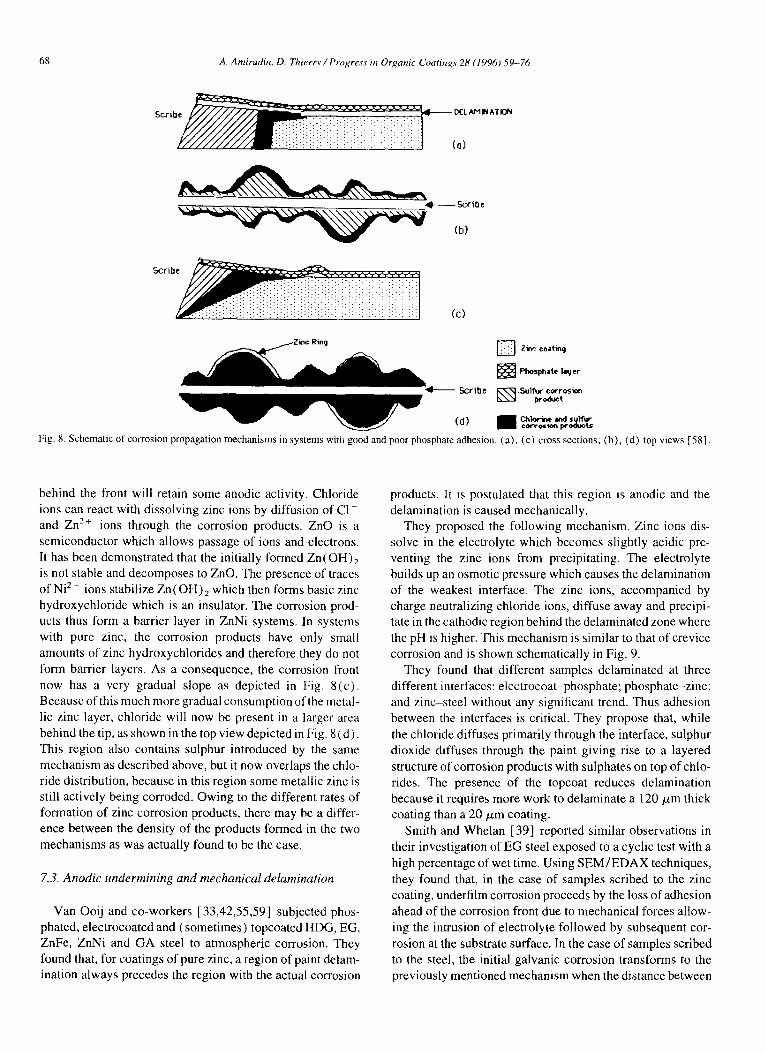
may vary. Two different mechanisms are possible depending on whether the phosphate-metal adhesion is poor or good. In practice, the mechanism may be a mixture of these two extremes, or both mechanisms may be active on the same panel. The two mechanisms are shown in Fig. 8.
Mechanism A prevails in systems with rather poor adhe- sion between the phosphate layer and the zinc surface (e.g. spray phosphated) . Due to the expansion of the corroded zinc
layer in a vertical direction, the resultant interfacial stresses at the paint-metal interface lead to a weakening and cracking in the phosphate layer over some distance ahead of the cor- rosion front. This delamination is always between the phos- phate and the metal. In this process, a large active anodic zinc
area is exposed ahead of the corrosion front, with the cathode still being the steel surface in the scribe. This anode will dissolve from the surface downwards and will be converted into a mixture of zinc hydroxide and basic zinc chlorides.
Because of the paint delamination, chloride ions can easily diffuse to this anodic site. After the anode has been almost completely corroded, a new one is formed ahead of the pre- vious one. Behind the corroded anodic site the corrosion products are converted into sulphates by a reaction with SO*. The result is a distribution of chlorides and sulphates as depicted in Fig. 8(b) and a planar corrosion front as in Fig.
8(a). Fig. 8(c) and (d) illustrates the second mechanism of
corrosion propagation and delamination which applies to sys- tems with a very strong phosphate-metal interface (e.g. dip- phosphated HDG) . Corrosion products initially develop between the zinc surface and the phosphate crystals. This results in a very high pressure build-up and a delamination of the phosphate crystals. However, because of the strong phosphate-metal interface, this delamination occurs over a very short distance. The outermost area of the ring is the exposed metallic zinc surface. As in the previous model, this surface will be a very active anode and will dissolve to form zinc oxide and chloride. Because of the strong interface, these corrosion products will now completely and effectively block
the gap between the paint and the metal. This markedly reduces the accessibility of chloride ions to the anode. As a result, the zinc cannot be corroded quickly all the way down to the steel surface and much of the partly corroded zinc layer
68 A. Amirudin. D. Thierry /Progress in Organic Cmtings 28 (1996) 59-76
DELAMlYATlON
Fig. 8. Schematic of corrosion propagation mechanisms in systems with good and poor phosphate adhesion. (a), (c) cross sections; (b), (d) top views [S8].
behind the front will retain some anodic activity. Chloride ions can react with dissolving zinc ions by diffusion of Cl and Zn2+ ions through the corrosion products. ZnO is a semiconductor which allows passage of ions and electrons. It has been demonstrated that the initially formed Zn( OH) 2 is not stable and decomposes to ZnO. The presence of traces of Ni*+ ions stabilize Zn(OH), which then forms basic zinc hydroxychloride which is an insulator. The corrosion prod- ucts thus form a barrier layer in ZnNi systems. In systems with pure zinc, the corrosion products have only small amounts of zinc hydroxychlorides and therefore they do not
form barrier layers. As a consequence, the corrosion front now has a very gradual slope as depicted in Fig. 8(c). Because of this much more gradual consumption of the metal- lic zinc layer, chloride will now be present in a larger area behind the tip, as shown in the top view depicted in Fig. 8 (d). This region also contains sulphur introduced by the same mechanism as described above, but it now overlaps the chlo- ride distribution, because in this region some metallic zinc is
still actively being corroded. Owing to the different rates of formation of zinc corrosion products, there may be a differ- ence between the density of the products formed in the two
mechanisms as was actually found to be the case.
7.3. Anodic undermining and mechanical delamination
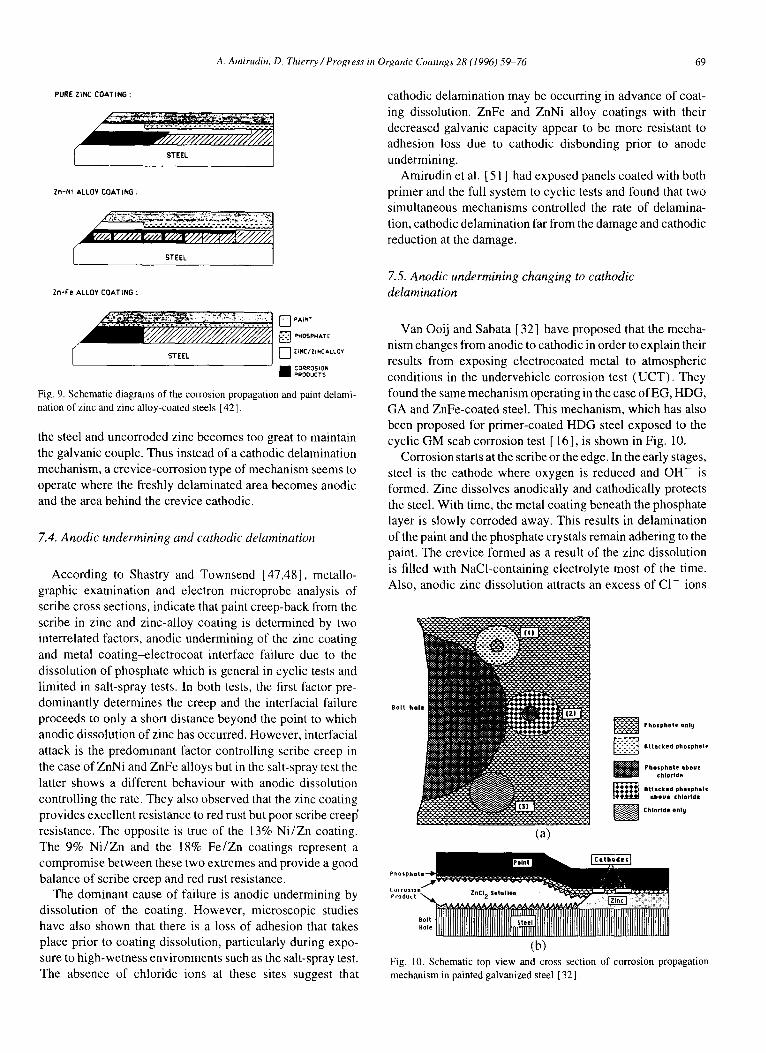
Van Ooij and co-workers [ 33,42,55,59] subjected phos- phated, electrocoated and (sometimes) topcoated HDG, EC, ZnFe, ZnNi and GA steel to atmospheric corrosion. They found that, for coatings of pure zinc, a region of paint deiam- ination always precedes the region with the actual corrosion
products. It is postulated that this region is anodic and the
delamination is caused mechanically. They proposed the following mechanism. Zinc ions dis-
solve in the electrolyte which becomes slightly acidic pre- venting the zinc ions from precipitating. The electrolyte
builds up an osmotic pressure which causes the delamination of the weakest interface. The zinc ions, accompanied by charge neutralizing chloride ions, diffuse away and precipi- tate in the cathodic region behind the delaminated zone where
the pH is higher. This mechanism is similar to that of crevice corrosion and is shown schematically in Fig. 9.
They found that different samples delaminated at three different interfaces: electrocoat-phosphate; phosphate-zinc; and zinc-steel without any significant trend. Thus adhesion between the interfaces is critical. They propose that, while
the chloride diffuses primarily through the interface, sulphur dioxide diffuses through the paint giving rise to a layered
structure of corrosion products with sulphates on top of chlo- rides. The presence of the topcoat reduces delamination
because it requires more work to delaminate a 120 pm thick coating than a 20 pm coating.
Smith and Whelan [ 391 reported similar observations in their investigation of EG steel exposed to a cyclic test with a
high percentage of wet time. Using SEM/EDAX techniques, they found that, in the case of samples scribed to the zinc coating, underfilm corrosion proceeds by the loss of adhesion
ahead of the corrosion front due to mechanical forces allow- ing the intrusion of electrolyte followed by subsequent cor-
rosion at the substrate surface. In the case of samples scribed to the steel, the initial galvanic corrosion transforms to the previously mentioned mechanism when the distance between
A. Amrudin, D. Thierty / Progress in Organic Coatings 28 (I 996) 59-76 69
PURE ZINC COATING :
STEEL
Zn-N1 ALLOY COATING :
STEEL
b-Fe ALLOY COATING :
Fig. 9. Schematic diagrams of the corrosion propagation and paint delami-
nation of zinc and zinc alloy-coated steels [42].
the steel and uncorroded zinc becomes too great to maintain
the galvanic couple. Thus instead of a cathodic delamination mechanism, a crevice-corrosion type of mechanism seems to operate where the freshly delaminated area becomes anodic and the area behind the crevice cathodic.
7.4. Anodic undermining and cathodic delamination
According to Shastry and Townsend [47,48 J , metallo- graphic examination and electron microprobe analysis of scribe cross sections, indicate that paint creep-back from the scribe in zinc and zinc-alloy coating is determined by two interrelated factors, anodic undermining of the zinc coating
and metal coating-electrocoat interface failure due to the dissolution of phosphate which is general in cyclic tests and limited in salt-spray tests. In both tests, the first factor pre- dominantly determines the creep and the interfacial failure proceeds to only a short distance beyond the point to which
anodic dissolution of zinc has occurred. However, interfacial attack is the predominant factor controlling scribe creep in
the case of ZnNi and ZnFe alloys but in the salt-spray test the latter shows a different behaviour with anodic dissolution
controlling the rate. They also observed that the zinc coating provides excellent resistance to red rust but poor scribe creed resistance. The opposite is true of the 13% Ni/Zn coating.
The 9% Ni/Zn and the 18% Fe/Zn coatings represent a compromise between these two extremes and provide a good balance of scribe creep and red rust resistance.
The dominant cause of failure is anodic undermining by dissolution of the coating. However, microscopic studies have also shown that there is a loss of adhesion that takes place prior to coating dissolution, particularly during expo- sure to high-wetness environments such as the salt-spray test. The absence of chloride ions at these sites suggest that
cathodic delamination may be occurring in advance of coat-
ing dissolution. ZnFe and ZnNi alloy coatings with their decreased galvanic capacity appear to be more resistant to adhesion loss due to cathodic disbonding prior to anode undermining.
Amirudin et al. [ 5 1 ] had exposed panels coated with both primer and the full system to cyclic tests and found that two simultaneous mechanisms controlled the rate of delamina-
tion, cathodic delamination far from the damage and cathodic reduction at the damage.
7.5. Anodic undermining changing to cathodic
delamination
Van Ooij and Sabata [ 321 have proposed that the mecha- nism changes from anodic to cathodic in order to explain their results from exposing electrocoated metal to atmospheric conditions in the undervehicle corrosion test (UCT) They
found the same mechanism operating in the case of EG, HDG, GA and ZnFe-coated steel. This mechanism, which has also been proposed for primer-coated HDG steel exposed to the cyclic GM scab corrosion test [ 161, is shown in Fig. 10.
Corrosion starts at the scribe or the edge. In the early stages, steel is the cathode where oxygen is reduced and OH- is formed. Zinc dissolves anodically and cathodically protects the steel. With time, the metal coating beneath the phosphate layer is slowly corroded away. This results in delamination of the paint and the phosphate crystals remain adhering to the paint. The crevice formed as a result of the zinc dissolution is filled with NaCl-containing electrolyte most of the time.
Also. anodic zinc dissolution attracts an excess of Cl- ions
(b) Fig. 10. Schematic top view and cross section of corrosion propagation
mechanism in painted galvanized steel [32].

70 A. Amirudin, D. Thieny / Progress in Orgmic Coatings 28 (I 996) 59-76
which results in the formation of ZnCl, in the solution. The
pH of this solution is estimated to be around 5, which is the
pH of a molar solution of ZnC1,. At this pH, crystals of zinc phosphate are very stable [ 601 and they are therefore detected intact on the paint film. During the dry period, the corrosion products precipitate, causing a wedging effect as they are more voluminous than the zinc coating from which they orig- inate. Apparently, for the commonly-used materials, this wedging results in a failure of the phosphate-metal interface and not in a delamination of the paint.
The concentration of ZnC& in the electrolyte increases, which leads to crystallization of zinc salts on the paint side
and on the metal side of the crevice. Depending on the number of nucleation sites on these two surfaces, the crystals on the
two sides can have different morphologies but they have the same chemical composition. Further layering takes place
resulting in a complete filling up of the crevice. The occur- rence of various lengthy and dry-wet cycles in this type of
test is also conducive to the formation of different layers. The nature of the corrosion products formed by zinc in a chloride
environment is indicative of the pH of the medium. In all
cases, 4Zn( OH),.ZnCl, was found as the corrosion product. Thus, the pH must be slightly acidic. At a higher pH,
6Zn (OH), . ZnCl,, Zn (OH) 2 or ZnO would be formed. As the corrosion front advances away from the exposed
steel, the ionic conductivity in the corrosion cell between the steel and the zinc decreases because of the increased pathway
through the dense layers of corrosion products. Hence, the
cathodic protection of the steel decreases, eventually leading to the formation of red rust. The corrosion process now enters a new stage where a series of new corrosion cells is formed at the corrosion front. These correspond to the fingers in Fig. 10. The formation of these new cells is believed to be due to
the much reduced corrosion rate due to the separation of the anode from the cathode. Therefore, a new cathode can be formed that is now located ahead of the anode. The locations of these cathodes are the phosphate crystals that are cathodic to metallic zinc. Since there are also numerous pores in the
phosphate layer which can act as anodes [61], the newly-
formed cathode in turn activates another anode and the result is the formation of fingers that consist of an anode in the
center and a cathode surrounding it. The corrosion propaga-
Table 2
Summary of the mechanisms of cosmetic corrosion of automotive materials
tion has thus reversed from being anodic to being cathodic in
nature. The corrosion current in the fingers is no longer related to
the cathodic reaction at the exposed steel surface. Instead, it
is sustained by the presence of Cl- ions at the edge of the large circles and by water and oxygen which can easily diffuse through the primer film.
Although the mechanism of corrosion propagation was found to be similar for the four materials investigated here,
the rate of propagation was reported to be significantly dif- ferent in the order EG > HDG > GA > ZnFe [ 62,631. These
differences can be due to one or more of the following: (i) The observed differences between the texture of the
corrosion products. GA and ZnFe coatings on corrosion leave
a residue of a rough iron-rich surface that provides numerous nucleation sites on which the corrosion products crystallize
resulting in a dense layer of corrosion products that slows down the ionic conductivity and the corrosion rate. The effect of the compactness of corrosion products of zinc on its cor-
rosion rate has been reported [ 641. In addition, the potential
difference is smaller. (ii) The concentration of ZnCl, in the corroding medium.
The corrosion products crystallize from a NaCl/ZnCl, solu-
tion present at the paint-metal interface. Both chlorides are corrosive with NaCl being more corrosive than ZnCl,. Dif-
ferent metal substrates are expected to produce different con- centrations of ZnCl, because their corrosion rates differ due
to their different corrosion potentials with respect to steel. Fe containing coatings also leave a residue that is enriched in
iron and hence they will be less sensitive to the corrosive NaCl/ZnCl, solution.
(iii) The compactness and the crystal size of the corrosion products. Although the primary corrosion product was the
same in all four cases, their crystallographic orientations were different.
7.6. Summary of mechanisms
It is clear from this discussion that more than one mecha- nism has been proposed for the cosmetic corrosion of auto- motive steel. These mechanisms have been summarized in a
tabular form (Table 2).
Mechanism proposed Technique used Test type Materials tested
Cathodic delamination
Anodic undermining
Anodic undermining,
mechanical delamination
Anodic undermining,
cathodic delamination
Anodic undermining changing
to cathodic delamination
SEMIEDAX
SEM/EDAX, EPMA, XRD
SEM/EDAX, TEM, Auger
Electron probe, IR
thermography
SEMIEDAX, XRD
Atmospheric exposure
(marine), cyclic tests
Atmospheric exposure, scab,
on-vehicle, laboratory cyclic tests
Atmospheric exposure
(marine), cyclic tests
Salt spray, cyclic tests
Undervehicle Corrosion Test,
GM cyclic test
HDG, EG, GA, ZnNi
HDG, EG, &Fe, ZnNi
HDG, EC, ZnNi, ZnFe, GA
EG. ZnNi, ZnFe
EG, HDG, GA, Zn Fe

A. Amirudin, D. Thierry /Progress in Orgumc Coatings 2R (1996) 59-76 71
8. Factors influencing the cosmetic corrosion of automotive materials
Considering the large number of factors that influence the cosmetic corrosion of automotive materials, it is not surpris- ing that more than one mechanism has been proposed. Some of these factors are: the type of metallic coating, the coating
thickness, the pretreatment, the paint-metal adhesion, the exposure conditions and the paint system used [ 651. If these
variables are not strictly controlled, it is obvious that the results obtained will be different. Some of the ways in which these factors influence the cosmetic corrosion of automotive
materials are briefly discussed below.
15 months of atmospheric exposure, many blisters were
observed on electrocoated ZnNi. Galvanic protection was excellent with red rust visible in the scribe only in ZnFe and ZnNi. Steel was still protected even when the distance
between steel and uncorroded coating became significantly long. This observation indicates that zinc corrosion products can continue to provide at least a partial protection of steel.
8.1. Tvpe of metallic coating
Townsend et al. [ 181 exposed different zinc alloys to cyclic tests and found that all the alloys tested corroded by
the same mechanism, cathodic delamination and cathodic reduction. HDG provides longer protection than EC because
of its thicker coating. In the case of GA, the ZnFe alloy has
a lower potential difference versus steel resulting in a reduced ability to protect the steel scribe galvanically and a lower rate of the corrosion reactions than with HDG/EG steels. In addi- tion, iron from the ZnFe alloy is less amphoteric than Zn and provides buffering capacity at alkaline regions adjacent to cathodes:
Lambert et al. [ 681 examined the corrosion resistance of
up to 15% Ni-Zn coatings using salt-spray, cyclic corrosion
and electrochemical tests. They confirmed that the single phase (gamma) 1 l-15% Ni-Zn coatings provide the best barrier protection for unpainted applications, while the pure Zn coatings provide the highest level of galvanic protection. However, they also found that the dual phase (gamma + eta) 9% Ni-Zn coatings appear to provide the best compromise between galvanic and barrier corrosion protection, and a min-
imum amount of paint delamination. In addition, they found
that deformation, similar to body panel stamping, does not have a significant effect on the corrosion resistance of the
pure Zn and low Ni-content coatings. However, deformation
does produce cracking and a reduction in corrosion resistance for unpainted samples having higher Ni-content coatings.
Corrosion-induced microcracking of ZnNi coatings has been reported by a few workers [ 42,56,66].
Fe’+ + 20H- --+ Fe(OH), (7)
These concepts may help account for the superior perform-
A 40 g/m2 zinc/nickel/cobalt alloy coating exhibited bet- ter dome corrosion performance than similar coating weight
zinc/nickel [ 691 which seems to indicate that trace levels of co-deposited cobalt increases the corrosion resistance of zinc
and alloys.
ance of GA. The potential difference is smallest in the case
of ZnNi. The Zn is preferentially consumed providing an interlude of galvanic protection [ 661. As the zinc is depleted, shrinkage of the remaining coating produces tensile stresses that result in cracking of the coating. Zinc corrosion products are then deposited on steel exposed at the base of these cracks. Thus, with time, the alloy coating undergoes a transition to a composite barrier consisting of zinc corrosion products keyed into the cracks of a nickel-enriched residue. This nickel- enriched residue may impede lateral reactant transport to and from active areas.
8.2. Zinc coating thickness
Franks (701, who conducted tests on vehicles that were operated in a steel mill for 8 years, concluded that coating protection against all three types of attack, red rust, paint
creep and chipping, increases with the thickness of the coat- ing. Among the various zinc alloy coatings used, ZnNi showed the best protection against red rust, ZnFe the best
protection against paint creep and both were equally good against chipping probably due to their greater hardness.
Lee et al. [ 671 used accelerated laboratory tests and elec-
trochemical methods to evaluate GA steel. They found that GA steel is not susceptible to intergranular corrosion in hot
and humid environments. In salt-spray tests, the scribe cree- page was significantly less than in the case of HDG and EG
steel due to better adhesion and more noble corrosion poten- tial. However, in cyclic tests with a lower degree of wetness, this difference disappears. They concluded that in order to improve its cosmetic corrosion resistance, the amount of zeta phase in the coating should be increased to the maximum
possible proportion.
Roudabush [7 I] subjected EG zinc coatings to various cyclic tests in order to determine the minimum thickness
needed for protection. He found that current accelerated scab tests do not provide a clear distinction between the perform-
ances of various zinc coating weights in the range of 27 to
98 g/m2. However, the results of long term corrosion eval- uations (exposure period of more than one year) indicate that cosmetic corrosion performance is improved with increasing zinc coating weight. Data from the 55 week Volvo and 30 000
mile USS Highway trailer test indicated that improved cos- metic corrosion resistance was provided by zinc coatings at
weights of 60 g/m2 or greater. It has also been reported [56] that selective dissolution Yasuda et al. [ 61 investigated the corrosion behaviour of
occurs in ZnNi and ZnFe coatings under the paint film in coated ZnFe, ZnNi and Zn-Co-Cr alloys with dispersed par-
cyclic tests and atmospheric exposure. Zinc is dissolved and ticles of A1,03 in cyclic and outdoor exposure tests. The
more noble atoms (nickel and iron) are cathodic sites. After results of the outdoor exposure tests proved that coated mate-

12 A. Amirudin. D. Thierr)] /Progrzw in Orgunic Coutings 28 (1996) 59-76
rials having more than 30 g/m2 of Zn and Zn alloy have
satisfactory corrosion resistance but with less than 20 g/m’ all the coatings were unprotective. The Zn-Co-Cr alloy showed the highest resistance and ZnNi the least.
Robbins et al. [ 691 used the cyclic test known as the Fisher body cycle and an outdoor scab test to evaluate the behaviour of various zinc alloy-coated (EG and HDG) autobody sheet steels. They found that a change in the cosmetic corrosion behaviour of EG occurs in the 60-65 g/m* range. Those with 60 g/m2 or less coating weight showed 3 times more creep and dome corrosion than those with 65 g/m2 or more coating
weight. Zinc alloy coatings at 40 g/m2 and more performed
significantly better than lighter coating weights. The light coating weight zinc/nickel and zinc/nickel/cobalt materials
exhibited poor cosmetic corrosion resistance regardless of the type of paint defect.
8.3. Pretreatment
Jossic et al. [ 561 compared the performance of phosphated and non-phosphated zinc- and alloy-coated steel in cyclic tests and atmospheric exposure [ 561. For all substrates tested, the beneficial influence of phosphating treatment was clearly
evident. This may be due to better paintability (lesser pin- holes) or lower reactivity of phosphated surfaces or both.
Shastry and Townsend [ 721 studied the effect of pretreat- ment on the cosmetic corrosion performance of zinc and zinc alloy-electroplated sheet in the GM cyclic corrosion test.
They found that zinc-coated steels show significant improve- ments in scribe creep resistance when more than one cation
(Zn2+, Ni2+ and Mn2+) are present in the phosphate layer compared with conventional zinc phosphate pretreatment. However, zinc alloy coatings are less sensitive to differences in phosphate treatments. The authors offer two explanations for this observed difference between unalloyed and alloyed
zinc coatings. In the first place, scribe creep in Zn alloys is quite small and improvements due to modifications to phos-
phate would be small in magnitude. Secondly, improvements due to phosphate-containing heavy metal ions are likely when the substrate lacks such ions as in the case of zinc, but improvements would be minimal when the metal coating itself is a source of such ions as in the case of ZnNi. They also found that neither chromate nor non-chromate rinses have any significant effect on the creep resistance of zinc and
alloy coatings. Hess and Davidson confirm that post-phos- phate chromium rinses do not significantly influence the per- formance of zinc-coated sheet steels [ 811. However, they claim that neither phosphate chemistry nor the method of application had any significant effect on the scribe-creepage
rate of either zinc or zinc alloy-coated sheets [ 821.
8.4. Paint-metal adhesion
Using static secondary ion mass spectrometry (SIMS), van Ooij et al. [ 431 found adsorption of an organic constit- uent of the full paint system on the metal during a cyclic scab
test, which was identified as uncured epoxy. This effect
seemed to be dependent on the curing conditions and was observed to correlate with the performance of the material in a scab corrosion test. Undercure leads to poor corrosion per- formance while overcure may result in brittle paint films and cracking.
van Ooij and Sabata [ 161 studied the effect of paint adhe- sion on the corrosion of hot-dip galvanized panels electro- coated with the primer and exposed to the GM scab test. They varied the adhesion by two different techniques, curing the primer at different temperatures and modifying the interfacial
bonding from hydrogen (acid-base) bonding to covalent
bonding using a series of functional silanes in place of the standard chromate post-rinse. They used a novel method to estimate the paint adhesion which consisted of measuring the time required to remove the paint film with N-methyl pyrrol- idone (NMP) at 60 “C. They found that the corrosion prod-
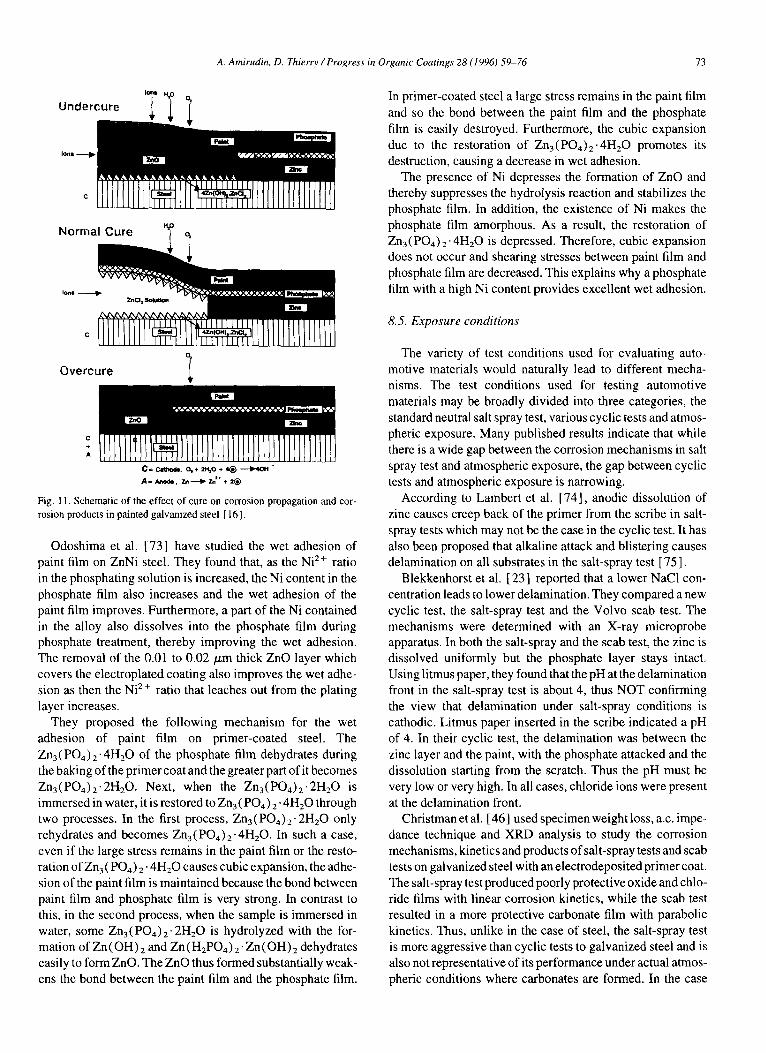
ucts formed differ in composition and morphology if the adhesion is varied. Undercured systems form predominantly a two-layer system with ZnO on top of a layer of 4Zn (OH) 2. ZnCl, whereas highly overcured systems form ZnO almost exclusively (Fig. 11) . In the range considered to be normal cure, the corrosion product is predominantly
4Zn( OH), . ZnC12 with small amounts of ZnO. They also found that the adhesion of the paint does not strongly affect
the corrosion performance because the permeability of the paint systems to ions and water are more important. A high permeability to ions accelerates the rate of zinc consumption and reverses the corrosion process from anodic to cathodic,
but no red rust is formed in the scribe. If neither ions nor water can diffuse through the paint, then the rate of zinc
consumption is minimized, but the cathodic protection of the steel, as judged by the amount of red rust in the scribe, is reduced. Therefore, the optimum cure temperature will be such that the paint permeability is optimum for the correct
balance between the formation of white and red rust in the scribe. This temperature will vary with the test conditions.
This parameter is another underlying reason why accelerated test conditions do not always duplicate field performance.
Wet adhesion is the adhesion of the paint coating when it is immersed in water. It is affected by the physical properties of the paint film, such as water permeability, stress relaxation capability and critical pH for electrodeposition. It also depends on the characteristics of the substrate, such as crystal morphology and alkali resistance of the phosphate film, and of the zinc coating. It varies with the test conditions.
Miyoshi et al. [ 111 have concluded that wet adhesion is
directly influenced by the water absorption of the paint film due to the osmotic pressure across the paint and that the
difference in wet adhesion is due mainly to the difference in solubility of the zinc coating and the chemical conversion
coating in the alkaline solution during electrodeposition. They also conclude that the dissolution of the coatings not only weakens the bonding force between the paint film and the underlying coating, but also encourages the permeation of water due to the soluble salt occlusion in the film.
A. Amirudin, D. Thierry / Progress in Organic Coatings 28 (1996) 59-76 73
Undercure ‘7-P 4
Normal Cure “p9
Overcure
c + A
Fig. 11. Schematic of the effect of cure on corrosion propagation and cor- rosion products in painted galvanized steel [ 161.
Odoshima et al. [73] have studied the wet adhesion of paint film on ZnNi steel. They found that, as the Ni*+ ratio
in the phosphating solution is increased, the Ni content in the
phosphate film also increases and the wet adhesion of the paint film improves. Furthermore, a part of the Ni contained in the alloy also dissolves into the phosphate film during phosphate treatment, thereby improving the wet adhesion.
The removal of the 0.01 to 0.02 pm thick ZnO layer which covers the electroplated coating also improves the wet adhe- sion as then the Ni*+ ratio that leaches out from the plating layer increases.
They proposed the following mechanism for the wet adhesion of paint film on primer-coated steel. The
Zn3 (PO,) 2. 4H20 of the phosphate film dehydrates during the baking of the primer coat and the greater part of it becomes
Zn3(P0,),.2H,0. Next, when the Zn,(P04),.2H20 is immersed in water, it is restored to Zn, ( P04) 2. 4H,O through two processes. In the first process, Zn,( PO,), . 2H20 only rehydrates and becomes Zn,(P0,)2.4H,0. In such a case,
even if the large stress remains in the paint film or the resto- ration of Zn, ( P04) 2. 4H20 causes cubic expansion, the adhe- sion of the paint film is maintained because the bond between paint film and phosphate film is very strong. In contrast to this, in the second process, when the sample is immersed in water, some Zn,(PO,),. 2H20 is hydrolyzed with the for- mation of Zn ( OH) 2 and Zn ( H,PO,) 2. Zn ( OH) 2 dehydrates easily to form ZnO. The ZnO thus formed substantially weak-
ens the bond between the paint film and the phosphate film.
In primer-coated steel a large stress remains in the paint film
and so the bond between the paint film and the phosphate
film is easily destroyed. Furthermore, the cubic expansion due to the restoration of Zn,( POJ2 .4H,O promotes its
destruction, causing a decrease in wet adhesion. The presence of Ni depresses the formation of ZnO and
thereby suppresses the hydrolysis reaction and stabilizes the phosphate film. In addition, the existence of Ni makes the phosphate film amorphous. As a result, the restoration of Zn,( P04) 2. 4H20 is depressed. Therefore, cubic expansion does not occur and shearing stresses between paint film and
phosphate film are decreased. This explains why a phosphate film with a high Ni content provides excellent wet adhesion.
8.5. Exposure conditions
The variety of test conditions used for evaluating auto- motive materials would naturally lead to different mecha- nisms. The test conditions used for testing automotive
materials may be broadly divided into three categories, the standard neutral salt spray test, various cyclic tests and atmos- pheric exposure. Many published results indicate that while there is a wide gap between the corrosion mechanisms in salt
spray test and atmospheric exposure, the gap between cyclic tests and atmospheric exposure is narrowing.
According to Lambert et al. [ 741, anodic dissolution of zinc causes creep back of the primer from the scribe in salt-
spray tests which may not be the case in the cyclic test. It has also been proposed that alkaline attack and blistering causes
delamination on all substrates in the salt-spray test [ 751. Blekkenhorst et al. [ 231 reported that a lower NaCl con-
centration leads to lower delamination. They compared a new cyclic test, the salt-spray test and the Volvo scab test. The mechanisms were determined with an X-ray microprobe apparatus. In both the salt-spray and the scab test, the zinc is dissolved uniformly but the phosphate layer stays intact. Using litmus paper, they found that the pH at the delamination front in the salt-spray test is about 4, thus NOT confirming
the view that delamination under salt-spray conditions is cathodic. Litmus paper inserted in the scribe indicated a pH of 4. In their cyclic test, the delamination was between the
zinc layer and the paint, with the phosphate attacked and the dissolution starting from the scratch. Thus the pH must be very low or very high. In all cases, chloride ions were present
at the delamination front. Christman et al. [ 461 used specimen weight loss, a.c. impe-
dance technique and XRD analysis to study the corrosion
mechanisms, kinetics and products of salt-spray tests and scab tests on galvanized steel with an electrodeposited primer coat.
The salt-spray test produced poorly protective oxide and chlo- ride films with linear corrosion kinetics, while the scab test
resulted in a more protective carbonate film with parabolic kinetics. Thus, unlike in the case of steel, the salt-spray test is more aggressive than cyclic tests to galvanized steel and is also not representative of its performance under actual atmos-
pheric conditions where carbonates are formed. In the case

of steel, the scab test is more aggressive because its wetting
and drying cycle promote scale spalling. Using X-ray photoelectron spectroscopy (XPS) , and
working with EC and HDG full systems (electrocoat 18 pm, surfacer 43 pm, sealer 22 pm and topcoat 37 pm giving a total thickness of 120 pm), van Ooij et al. [43] found that whereas in a cyclic corrosion test, the corrosion product formed was 6Zn( OH), ZnCI,, in atmospheric test it was
4Zn( OH), ZnC1,. This difference is one of the reasons for the lack of agreement between the cyclic test and long-term tests. The mechanism suggested for the cyclic scab test is as follows. Because of the high wet time (96%) and high chlo-
ride concentration (5% NaCI), the pH under the film is higher, resulting in the formation of a different corrosion product. Due to the long wet time, the corrosion products cannot precipitate as much as in the atmospheric test, and much of the dissolved zinc is washed out of the crevice. This
results in a much deeper attack of the zinc layer and hence the steel becomes exposed adjacent to the scribe. Conse- quently, the cathode of the corrosion cell shifts to the bare
steel next to the scribe and as a result the cathodic fingers are not formed. Another result of this shift of the cathode is that
the steel in the scribe corrodes since it is no longer cathodi-
tally protected. Amirudin et al. [ 5 I] had exposed panels coated with pri-
mer or the full system to cyclic tests with two different con- centrations of NaCI, 5.0% and OS%, Using a new IR thermography technique, they found that delamination increased with increasing chloride concentration in agree- ment with the work of Blekkenhorst et al. [23]. They also found that with 5.0% NaCi, two simultaneous mechanisms controlled the rate of delamination, cathodic delamination at
a distance from the damage and cathodic reduction at the damage site. In the case of 0.5% NaCI, only the second mech-
anism seemed to occur. According to Robbins et al. [69], the test duration can
significantly influence the performance of a material due to differences in corrosion incubation time, corrosion rates and mechanism of failure. As the formability of a coating also affects the cosmetic corrosion resistance, a formed panel should be incorporated into the test configuration. Pure zinc coatings with heavier coating weights (95 and 120 g/m”) exhibited the best cosmetic corrosion resistance for formed panels damaged by gravel impingement.
Shastry and Townsend [76] have exposed zinc-coated sheets to the chipping corrosion test and have concluded that initial chipping damage is of critical importance as corrosion is initiated at sites where paint damage exposes the underlying metal. Zinc alloys show better chipping resistance than zinc with 13% Ni/Zn putting up the best performance.
To date, little seems to have been done to introduce SO? and NO, into the testing conditions.
8.6. Paint system
Corrosion mechanisms are also dependent on whether the zinc is coated with the full system or only the primer. It has
been reported that in cyclic tests as well as in atmospheric
exposure, the primer-coated materials corroded via a cathodic delamination mechanism resulting from oxygen permeation through the thin primer whereas the fully coated systems corroded via anodic undermining because the thickness of the coating blocked oxygen permeation [ 771.
There is little information on the effect of the topcoats on the corrosion of the substrate. The information that has been published is conflicting. For instance, it has been reported that the presence of the topcoats improves the performance
of HDG and EG materials but leads to deterioration of GA and ZnFe materials in atmospheric exposure [ 551, The same
workers however report later that under the same exposure conditions, even in the case of HDG, underfilm corrosion propagated much further in the full system than in the panels that were only primer coated [ 411. In the latter work, the average propagation from the scribe is accelerated by the presence of the full system so much so that differences between the three metal coatings (HDG, GA and ZnNi) no
longer exist. Such difference in results has been attributed to the different methods used to measure scribe creep.
van Ooij et al. [ 411 studied the mechanism of cosmetic
corrosion propagation and the type of corrosion products formed in painted precoated automotive steels during expo- sure to atmospheric and scab corrosion tests using SEM,
EDAX, XRD and static SIMS methods. The time of exposure to marine atmospheric conditions was 15 months and to the
Volvo scab test, 30 months. Corrosion was compared for primer-coated and full-coated panels. In all primer-coated systems, the corrosion product was identified as zinc hydroxychloride, whereas in all full-coated systems, a mix-
ture of zinc hydroxychloride and zinc hydroxychlorosulphate was formed. Sulphur-containing pigments in the full system were identified as being the cause of the formation of the sulphur-containing corrosion product. In the fuull systems,
SO 4 *- ions are present throughout the interfacial region as a
result of the diffusion of water. A likely source of the sulphate ions is the sulphate-containing pigment in the surfacer/sealer system, probably being water-soluble impurities contained in the barium sulphate. However, due to the low rate of diffusion of sulphate ions through the primer film, the concentration of the sulphate ions at any given point is always very low. Hence, it is unlikely that the sulphate-containing corrosion products identified in this work are formed by direct precipitation from a solution containing Zn*+, Cl- and S04’- ions. Close to the corrosion front, the same type of corrosion product is always observed as in the primer-coated systems, viz. zinc
hydroxychloride. This suggests that the process at the cor- rosion front is here very similar to that in primer-coated sys-
tems. The sulphate ions convert the already formed zinc hydroxychloride thereby releasing C1 _ and OH-- ions.
As in primer-coated systems, the initial mechanism is also anodic in fully coated systems. At a later stage, the sulphate ions modify the corrosion products and this leads to an expan- sion of the corroded zinc layer. This expansion of the corrosion product increases the wedging effect. Zinc

A. Amirudin. D. Thlerrv / Progress in Orgurric Coutir~Xs 2X (1996) 59-76 75
hydroxychlorosulphate is more voluminous than the original
zinc hydroxychloride corrosion product, possibly as a result of the higher water content of the mixed chlorosulphate prod- uct. As this product is formed, it stimulates delamination between the paint and the metal which is always at the phos- phate-zinc interface which is already weakened in a humid
atmosphere because of the rehydration of phosphate crystals from the dihydrate to the tetrahydrate [ 601. Such rehydration
causes cracking of the crystals with consequent stress devel- opment at the phosphate-zinc interface. The exposed zinc surface is the anode of the corrosion cell and hence an increase
in the exposed zinc area leads to an increase in the rate of corrosion propagation. Thus there is a correlation between corrosion rate and phosphate-metal adhesion.
However, no trace of sulphur was found in the corrosion
product when the full system was exposed to a cyclic test [ 431. The explanation given is that leaching of the barium
sulphate pigment in the filler by water permeating through the paint is a slow process. In the cyclic test there is insuffi-
cient time for sulphate to reach the interface and to modify
the already existing corrosion. But, considering the fact that barium sulphate is practically insoluble, it is difficult to
believe that sulphate ions diffuse to the coating-substrate interface.
9. Conclusions
Although much work has been done to determine the cor- rosion mechanisms of zinc-coated and zinc alloy-coated auto- motive materials, the picture is not at all clear. The variety of
accelerated cyclic tests that are used today, is, no doubt, a complicating factor, but it cannot be held entirely responsible for the muddled picture. For instance, the same workers using the same materials in the same environment and analyzing the results by the same techniques, propose different mech- anisms in order to explain the difference in observed results. What is needed is a more efficient control of experimental parameters.
Almost all the work has been concentrated on studying the influence of different alloy coatings in NaCl environments.
Little has been done to study the effect of sulphur and nitrogen gases in the corrosion of coated metal. Nor has there been
much recent work on the comparative behaviour of different organic coatings on the zinc-coated material. There is clearly scope for a large and systematic study of the mechanisms of
cosmetic corrosion of automobiles.
Acknowledgements
Renault, Peugeot, PPG, Sollac (all France), Ford (Ger- many), Hoogovens (Netherlands), Veille Montagne, Cock- erill (Belgium), Fiat (Italy) and Volvo (Sweden) are gratefully acknowledged for valuable discussions and finan- cial support. The Swedish National Board for Technical
Development (NUTEK) is acknowledged for financial sup-
port.
References
[ I ] E Passaglia and R.A. Ham-es, NACE AIVI. Corroswn Conf., 19X0,
Paper No. 118
[ ‘21 E. Mattsson, personal communication.
[ 31 Cruckq Down on Corrosion. American Iron and Steel Institute
( AISI) Committee of Steel Sheet Products, 1991.
[4 I R Dietz. Proc. 5th Auromotive Corrosion Prevenfion Conj:, SAE,
Dearborn, MI. 1991, p 1
[ 51 H.E. Townsend, NACE Arm Corrosion Cord’, Cincinncrri. OH, 1991.
Paper No. 416.
[6] A. Yasuda, S. Umino. K Kyono and K. Yamato, Proc.. Symp.
Corrosiofl-Resistur~fAu~o~n(~f~~e Sheer Sreels. WorldMuterials Congr..
Chicago, IL, 1988. p. 3 1.
[7] M. Sagiyama, T. Urakawa, T Adaniya and T Hara, in Corrosion.
Couriqs ctnd Sreek, SAE SP 649. 1986, p. 107
181 K. Nskamura, H. Sakai, K. Miki and S. Nomura, SAE. 1989, Paper
No 890710.
[9] J.P Servaals, B. Schmttz and V. Leroy, NACE Ann. Corrosion Cor$,
Sr. Lours. MO. 19X8, Paper No. 4 I. [IO] D.G. Anderson, E.J Murphy and J.Tucci, J. Cour Technol., 50 ( 1978)
38.
[ 111 Y. Miyoshi, J. Oka and S Maeda, Truns. ISIJ. 23 (1983) 974.
[ 121 G. Lonn, La Phosphrrrurum des Meruux. Eyrolles, Paris, 1973, p. 71.
[ 131 W.J. van Ooij, Polyrn. Marer. Sci. En,g.. 53 ( 1985) 698.
[l-l] M.B. Knaster and 1.M Parks, in Corrosi,,,t: Cot~tings and Sfeels, SAE
SP 649. 1986, Paper No. 8601 IO, p. 23.
151 E.N. Soepenburg, H.G. Vrijberg, J.A.F.M.S. van Westrum, W.J. van
Ootj and 0.T de Vries. NACE AII~I. Corroskm Co@, Eosron, MA,
1985. Paper No 388.
161 W.J. van Ooij and A Sabata, NACEA~I. Corrosion Con$. Cincinnati,
OH. 199I. Paper No 417
171 1) Massinon, h Kevue de Merc~//~,rjire. CIT, June, 1989, p. 513.
181 L.A. Roudabush, HE. Townsend and D.D. McCune. J. Muter.
MUIIL~IC~.. 102 ( 1993) 1192.
191 D.D. Davidson and W.A. Schumarcher, Prdc. 5th Automotive
Corrosion Prevermo,~ Conf:. SAE, Dearborn, MI. 1991, Paper No.
9122E3, p. 205.
201 S. Kurokawla. K. Yamati and T. Ichida, NACE Ann. Corrosion Co@:,
1991, Paper No. 396.
[ 2 1 ] M. Strom, SAE Inr. Coqr. Exposition. Detroir, MI, 1989. Paper No.
R90705.
[22] M Strom, G. Strom, W.J van Ooij, A. Sabata, R.A. Edwards and A.C.
Ramamurthy, Proc. 5th Auromotive Corrt~.rrcn Prevention Conf., SAE,
Dearborn, MI, 1991. Paper No. 912282, p. 165.
[23] F. Blekkenhorst, EN Soepenburg, M. Roelofsen and J. P. Schoen,
NACE AIUI. Corrosion Cotlf, St. Louis. MO, 1988, Paper No. 354.
(241 T.E. Graedel, J. Elecrrochem. Sot., 136 ( 1989) 193~.
[25] D.R Flinn, S.D. Cramer, J.P. Carter, D.M. Hurwitzand P.J. Linstrom,
in R. Baboian (ed ), Marerids Degradurion Caused by Acid Rain.
ACS Symp. Ser. No. 3 18, Washington, DC, 1986, p. 119.
[26) F.H. Haynie and J.P. Upham, Mater. Pe$. 9 (1970) 35.
[27] B. Sanyal, G.K. Singhama and D.V. Bhadwar. Proc. 3rd bzt. Congr.
Merulk Corrorior~. Moscow, 1969, Vol. 4, p. 454.
[28] T.E. Graedel, M.L. Mandich and C.J. Weschler, J. Geq?hy.~. Rex.. 91
(1986) 5205.
[ 291 J L. Friel. Corrosion, 42 ( 1986) 422.
[30] I. Odnevall and C. Leygraf, J Electrochem. Sot.. I38 ( 1991) 1923.
1311 T. Biestck. in W.H Etlor (ed.). Atmoq~heric Corrosion. Wiley, New
York, 1982. p. 631
[32] W.J. van Ooij and A. Sabata. Corrosron. 36 ( 1990) 162.
Related Documents











