Materials Research. Corrosion Behavior of Friction Stir Welded Lap Joints of AA6061-T6 Aluminum Alloy Farhad Gharavi a , Khamirul Amin Matori a,b *, Robiah Yunus a , Norinsan Kamil Othman c a Materials Synthesis and Characterization Laboratory, Institute of Advanced Technology, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia b Department of Physics, Faculty of Science, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia c School of Applied Physics, Faculty of Science and Technology, Universiti Kebangsaan Malaysia, 43600 UKM Bangi, Selangor, Malaysia Received: August 13, 2013; Revised: January 15, 2014 In this work, the corrosion behaviors of friction-stir lap welding of 6061-T6 Al-alloy are studied. The friction-stir lap welding was performed under different welding conditions (rotation speed and welding speed). The corrosion behavior of the parent alloy, the weld nugget zone (WNZ), and the heat affected zone (HAZ) of each welded sample working as an electrode, were investigated by the Tafel polarization test in 3.5 wt. (%) NaCl at ambient temperature. The morphology of the corroded surface of each region was analyzed by scanning electron microscopy together with energy dispersive spectroscopy (SEM-EDS). The results showed that the corrosion resistance of the parent alloy was better than the WNZ and the HAZ in both welding conditions. Localized pit dissolution and intergranular corrosion were the dominant corrosion types observed in the parent alloy, WNZ, and HAZ. The parent alloy, WNZ, and HAZ exhibited similar corrosion potentials (E corr ) after T6 heat treatment. This treatment had a better effect on the corrosion resistance of the welded regions than the parent alloy. Keywords: friction stir lap welding, aluminum alloy, tafel polarization, intergranular corrosion, localized pit dissolution 1. Introduction Aluminum and aluminum alloys are widely used in various industries including structural, transportation, shipbuilding, and aerospace. The main reasons for using this material are the result of its favorable mechanical properties, acceptable corrosion resistance, light weight, appropriate weldability, and increased toughness 1 . Recently, aluminum alloys have become very attractive materials for scientists and engineers, and they have been studied extensively due to their beneficial properties 1 . For example, the 6xxx series aluminum alloy, which contains magnesium and silicon as major alloying elements, is widely used in automotive and aerospace structures because of its favorable extrudability, weldability, and corrosion resistance 2 . Aluminum 6061 is a typical alloy of this series and includes Mg-Si-Cu alloying elements. The high amount of alloy elements added to increase the strength leads to the formation of large constitute intermetallic precipitates during casting. These precipitates are too large to be greatly affected by subsequent thermomechanical processing 2 . Many reports have demonstrated that coarse intermetallic precipitates influence the corrosion behavior of aluminum alloys 3-5 . The presence of these precipitates in the microstructure could significantly diminish a material’s resistance to localized corrosion. The corrosion behavior of intermetallic precipitates depends mainly upon their redox potential with respect to the matrix. Intermetallic precipitates more noble than the matrix serve as cathodes; therefore, the surrounding matrix experiences anodic dissolution, and localized corrosion would subsequently progress 2 . As a part of the fabrication process, welding is one of the most important manufacturing technologies used in the aluminum alloy industry. Accordingly, the welding of aluminum and its alloys has always represented a great challenge for designers and technologists. As a matter of fact, the main problem associated with this kind of joint process can arise from the focus on heat-treatable alloys because heat, generated by the welding process, is responsible for the decay of mechanical properties by causing phase transformations and inducing softening of the alloy 6,7 . It has been shown that minor differences in the composition and microstructure of the weldment can create an electrochemical potential difference between various regions of welded joints and, thus, generates localized galvanic corrosion. It has been demonstrated that the conventional fusion welding process would cause less resistance to corrosion as a result of having many defects on the edges such as high porosity, cracks, residual stress, incorrectly selected filler, and an incorrect design 7,8 . Elimination of these defects by using friction-stir welding (FSW), which is a solid-state process, substantially increases an alloy’s corrosion resistance 8 . The corrosion of aluminum alloy friction-stir welds is commonly investigated using methods such as immersion tests, polarization techniques, electrochemical impedance *e-mail: [email protected]

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Materials Research.
Corrosion Behavior of Friction Stir Welded Lap Joints of AA6061-T6 Aluminum Alloy
Farhad Gharavia, Khamirul Amin Matoria,b*, Robiah Yunusa, Norinsan Kamil Othmanc
aMaterials Synthesis and Characterization Laboratory, Institute of Advanced Technology, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia
bDepartment of Physics, Faculty of Science, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia
cSchool of Applied Physics, Faculty of Science and Technology, Universiti Kebangsaan Malaysia, 43600 UKM Bangi, Selangor, Malaysia
Received: August 13, 2013; Revised: January 15, 2014
In this work, the corrosion behaviors of friction-stir lap welding of 6061-T6 Al-alloy are studied. The friction-stir lap welding was performed under different welding conditions (rotation speed and welding speed). The corrosion behavior of the parent alloy, the weld nugget zone (WNZ), and the heat affected zone (HAZ) of each welded sample working as an electrode, were investigated by the Tafel polarization test in 3.5 wt. (%) NaCl at ambient temperature. The morphology of the corroded surface of each region was analyzed by scanning electron microscopy together with energy dispersive spectroscopy (SEM-EDS). The results showed that the corrosion resistance of the parent alloy was better than the WNZ and the HAZ in both welding conditions. Localized pit dissolution and intergranular corrosion were the dominant corrosion types observed in the parent alloy, WNZ, and HAZ. The parent alloy, WNZ, and HAZ exhibited similar corrosion potentials (E
corr) after T6 heat treatment. This treatment
had a better effect on the corrosion resistance of the welded regions than the parent alloy.
Keywords: friction stir lap welding, aluminum alloy, tafel polarization, intergranular corrosion, localized pit dissolution
1. IntroductionAluminum and aluminum alloys are widely used in
various industries including structural, transportation, shipbuilding, and aerospace. The main reasons for using this material are the result of its favorable mechanical properties, acceptable corrosion resistance, light weight, appropriate weldability, and increased toughness1. Recently, aluminum alloys have become very attractive materials for scientists and engineers, and they have been studied extensively due to their beneficial properties1. For example, the 6xxx series aluminum alloy, which contains magnesium and silicon as major alloying elements, is widely used in automotive and aerospace structures because of its favorable extrudability, weldability, and corrosion resistance2. Aluminum 6061 is a typical alloy of this series and includes Mg-Si-Cu alloying elements. The high amount of alloy elements added to increase the strength leads to the formation of large constitute intermetallic precipitates during casting. These precipitates are too large to be greatly affected by subsequent thermomechanical processing2. Many reports have demonstrated that coarse intermetallic precipitates influence the corrosion behavior of aluminum alloys3-5. The presence of these precipitates in the microstructure could significantly diminish a material’s resistance to localized corrosion. The corrosion behavior of intermetallic precipitates depends mainly upon their redox potential with respect to the matrix. Intermetallic precipitates more noble
than the matrix serve as cathodes; therefore, the surrounding matrix experiences anodic dissolution, and localized corrosion would subsequently progress2.
As a part of the fabrication process, welding is one of the most important manufacturing technologies used in the aluminum alloy industry. Accordingly, the welding of aluminum and its alloys has always represented a great challenge for designers and technologists. As a matter of fact, the main problem associated with this kind of joint process can arise from the focus on heat-treatable alloys because heat, generated by the welding process, is responsible for the decay of mechanical properties by causing phase transformations and inducing softening of the alloy6,7. It has been shown that minor differences in the composition and microstructure of the weldment can create an electrochemical potential difference between various regions of welded joints and, thus, generates localized galvanic corrosion. It has been demonstrated that the conventional fusion welding process would cause less resistance to corrosion as a result of having many defects on the edges such as high porosity, cracks, residual stress, incorrectly selected filler, and an incorrect design7,8. Elimination of these defects by using friction-stir welding (FSW), which is a solid-state process, substantially increases an alloy’s corrosion resistance8.
The corrosion of aluminum alloy friction-stir welds is commonly investigated using methods such as immersion tests, polarization techniques, electrochemical impedance *e-mail: [email protected]

Gharavi et al. Materials Research
spectroscopy (EIS), stress corrosion cracking (SCC) tests, and cyclic spray tests8-19. Accordingly, the corrosion behavior of the FSW in different aluminum alloys has been examined by a number of authors10-18. It should be emphasized that most of these investigations of corrosion behavior are performed on butt joints, and other configuration joints, such as T-joints and lap joints, are rarely considered. In one case, Paovani et al.10 reported that in the T-joints for both FSW and LW—if the 6xxx aluminum alloy are chosen correctly—it is possible to obtain welded joints such that the galvanic couple established between the welded region and the parent material results in a preferential attack of the latter. In addition, recently, Astarita et al.11,12 have studied the stress corrosion cracking of T-joints of dissimilar aluminum alloys, and they report that the SCC tests provide evidence, once again, of the critical issue related to the welding of dissimilar heat treatable aluminum alloys. Furthermore, they report that kissing bond defects emphasize such a problem, promoting crevice corrosion in addition to the expected galvanic issues. Indeed, with the exception of T-joints, researchers have not yet focused on the corrosion behavior in friction-stir welded lap joints.
In fact, the present work is the first report attempting to evaluate the corrosion behavior of AA6061-T6 welded lap joints by friction-stir lap welding (FSLW) at 3.5 wt.(%) NaCl solution. For this reason, to study the corrosion behavior of AA6061-T6 in a 3.5 wt. (%) NaCl aerated aqueous solution (pH = 5.5) at ambient temperature, the corrosion attacks of different positions of the weld zone in the friction-stir lap welded 6061-T6 aluminum alloy have been investigated using different welding parameters (rotation speed and welding speed). Tafel polarization measurements and a scanning electron microscope (SEM) equipped with energy dispersive spectroscopy (EDS) were used in this study.
2. Experimental Details
2.1. Material
The parent alloy was a wrought 6061-T6 aluminum alloy plate with a thickness of 5mm defined by the B0209-04 ASTM standard20. Nominal composition of the materials used in this study are given in Table 1.
2.2. Welding procedure
The friction-stir lap welding (FSLW) process and the joint design that are used in this research are schematically depicted in Figure 1. As shown in Figure 1, the dimensions of each overlapping plate considered were up to 220 mm in length and 140 mm in width so that they could be longitudinally overlap welded parallel to the plate’s rolling direction using an automatic CNC machine. The overlap along the linear direction of the plate was 50 mm wide. A welding fixture was designed to tightly clamp the lapped parent alloy to be welded on the work table. A supporting
plate of the same thickness was located underneath the upper plate to help align and to stabilize the plates to be welded. A single pass of FSLW was performed along the longitudinal center line of the overlap. The designed tool conditions used for welding in this work are given in Table 2. The welding conditions are listed in Table 3. To improve weld joining, the tool was tilted 3 degrees from the normal direction of the plate toward the trailing side of the tool during welding. Additionally, a clockwise rotational direction was selected.
2.3. Heat treatment process
Finally, to determine the effect of heat treatment on the corrosion behavior, T6 heat treatment based on the ASM standard21 was carried out on some samples. The heat treatment cycle is shown in Figure 2.
2.4. Structural characterization measurement
After the welding process, the electro spark wire-electrode cutting machine was used to cut off all samples from the welded plates in cross-sections perpendicular to the welding direction for microstructural examination and corrosion studies. As a result, the test samples consisted of the parent alloy (PA), the weld nugget zone (WNZ), and the heat affected zone (HAZ). The samples were used in the flat type after they were carefully prepared by applying standard metallographic techniques including wet-grinding operation with water using emery paper of SiC with different grit number sequences of 400, 600, 800, and 1200, followed by polishing with 1µm non-aqueous diamond past, decreased by acetone, washed with double distilled water, and dried. Samples were etched by immersion in a suitable etchant solution composed of 5 ml (HNO
3), 3 ml (HCl), 2 ml (HF),
and 100 ml (H2O). Scanning electron microscopy (SEM) and
energy dispersive spectroscopy (EDS) techniques were used to analyze the microstructures of samples after the welding process and corrosion tests.
Table 1. Nominal composition of parent alloy used in the welding test (in wt. %).
Alloy Al Si Fe Cu Mn Mg Cr Ti Zn
Al6061 97.45 0.66 0.3 0.27 0.07 1.0 0.18 0.02 0.05
Figure 1. Schematic of friction stir lap welding process and joint design used in this research.
Corrosion Behavior of Friction Stir Welded Lap Joints of AA6061-T6 Aluminum Alloy
2.5. Electrochemical testing
To compare the corrosion behavior of the test samples, Tafel polarization curves were plotted by a PARSTAT 2273 machine equipped with power suit software according to the ASM standard22 in 3.5 wt. (%) NaCl aerated aqueous solution (pH = 5.5) at ambient temperature. Before putting test samples in the open glass vessel used as a corrosion cell containing the test solution, they were embedded in cold-setting resins to expose only a single surface to the test solution, and they were electrically connected with a copper wire after being set in a polyethylene tube. Immediately prior to each experiment, the surface of the sample was dipped in concentrated HNO
3 for 30 s. Electrochemical measurements
consisted of a standard three electrode with the sample as a working electrode including the PA, WNZ, and HAZ regions (1cm2), a saturated calomel electrode SCE (0.242 V vs. SHE) as a reference electrode, and a graphite rod as the counter electrode. Measurements for the Tafel polarization curves were recorded in the potential range of –0.25 mV to +0.75 mV with respect to the OCP and at the scan rate of 1mVs–1 after allowing a steady-state potential to develop for 30 min. Corrosion potentials (E
corr) and corrosion current
densities (Icorr
) were calculated by the Tafel extrapolation methods. All the experiments in this study were repeated at least twice to ensure reproducibility.
3. Results and Discussion
3.1. Results of metallographic observation
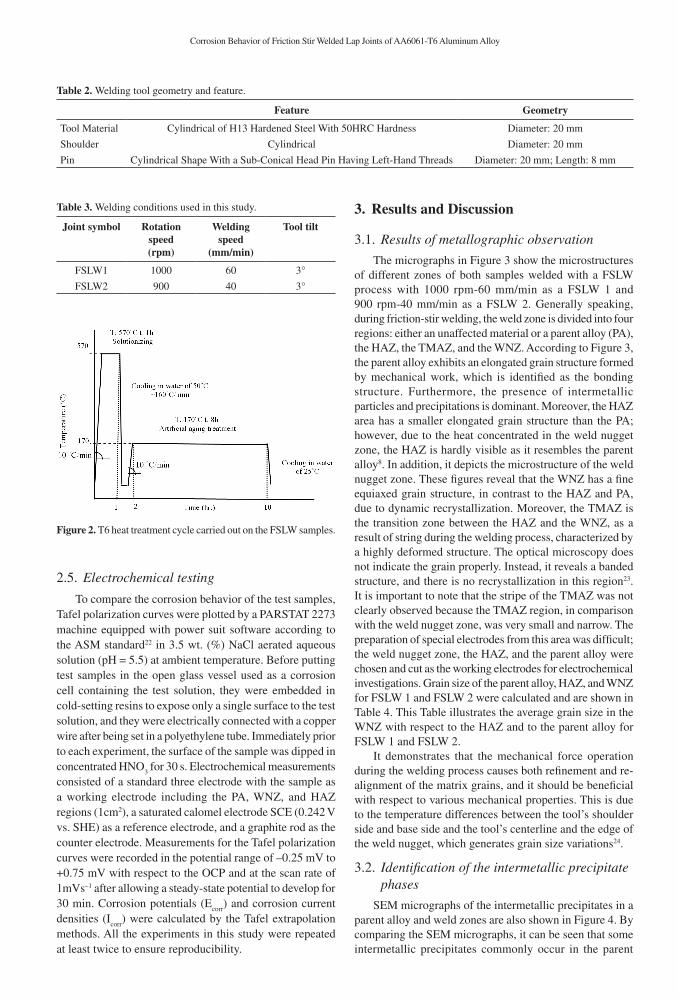
The micrographs in Figure 3 show the microstructures of different zones of both samples welded with a FSLW process with 1000 rpm-60 mm/min as a FSLW 1 and 900 rpm-40 mm/min as a FSLW 2. Generally speaking, during friction-stir welding, the weld zone is divided into four regions: either an unaffected material or a parent alloy (PA), the HAZ, the TMAZ, and the WNZ. According to Figure 3, the parent alloy exhibits an elongated grain structure formed by mechanical work, which is identified as the bonding structure. Furthermore, the presence of intermetallic particles and precipitations is dominant. Moreover, the HAZ area has a smaller elongated grain structure than the PA; however, due to the heat concentrated in the weld nugget zone, the HAZ is hardly visible as it resembles the parent alloy8. In addition, it depicts the microstructure of the weld nugget zone. These figures reveal that the WNZ has a fine equiaxed grain structure, in contrast to the HAZ and PA, due to dynamic recrystallization. Moreover, the TMAZ is the transition zone between the HAZ and the WNZ, as a result of string during the welding process, characterized by a highly deformed structure. The optical microscopy does not indicate the grain properly. Instead, it reveals a banded structure, and there is no recrystallization in this region23. It is important to note that the stripe of the TMAZ was not clearly observed because the TMAZ region, in comparison with the weld nugget zone, was very small and narrow. The preparation of special electrodes from this area was difficult; the weld nugget zone, the HAZ, and the parent alloy were chosen and cut as the working electrodes for electrochemical investigations. Grain size of the parent alloy, HAZ, and WNZ for FSLW 1 and FSLW 2 were calculated and are shown in Table 4. This Table illustrates the average grain size in the WNZ with respect to the HAZ and to the parent alloy for FSLW 1 and FSLW 2.
It demonstrates that the mechanical force operation during the welding process causes both refinement and re-alignment of the matrix grains, and it should be beneficial with respect to various mechanical properties. This is due to the temperature differences between the tool’s shoulder side and base side and the tool’s centerline and the edge of the weld nugget, which generates grain size variations24.
3.2. Identification of the intermetallic precipitate phases
SEM micrographs of the intermetallic precipitates in a parent alloy and weld zones are also shown in Figure 4. By comparing the SEM micrographs, it can be seen that some intermetallic precipitates commonly occur in the parent
Table 2. Welding tool geometry and feature.
Feature Geometry
Tool Material Cylindrical of H13 Hardened Steel With 50HRC Hardness Diameter: 20 mm
Shoulder Cylindrical Diameter: 20 mm
Pin Cylindrical Shape With a Sub-Conical Head Pin Having Left-Hand Threads Diameter: 20 mm; Length: 8 mm
Table 3. Welding conditions used in this study.
Joint symbol Rotation speed(rpm)
Welding speed
(mm/min)
Tool tilt
FSLW1 1000 60 3°
FSLW2 900 40 3°
Figure 2. T6 heat treatment cycle carried out on the FSLW samples.
Gharavi et al. Materials Research
alloy and the weld zones. FSW is essentially considered a hot working process, and the temperature during this process rises to approximately 0.8 Tm; hence, some intermetallic precipitates dissolve in the matrix, and the string action results in a finer and more uniform distribution of precipitates (Figure 4).
According to the SEM results, which are summarized in Figure 4, the intermetallic precipitates in the parent alloy and the weld zone include two types of intermetallic precipitates. The globular particles that appear as a dark point are Si-rich precipitates, and the platelet precipitates that appear as transparent points are Fe-rich precipitates. It is demonstrated that the secondary phases play an effective role in the corrosion behavior of the weldment2. EDS analyses, which are summarized in Table 5, confirmed the presence of Fe-rich and Si-rich particles in the parent alloy and weld zone. According to this Table, it is obvious that the value of average composition (wt. %) of Si-rich and Fe-rich particles are decreasing from the parent alloy to the weld nugget zone (WNZ) for both joints, but it is important to note that the values of the Si-rich and Fe-rich particle composition in the FSLW 1 joint, are lower than those in the FSLW 2 joint. Thus, it can be expected that the sensitivity of the FSLW 2 joint to localized corrosion is higher than that in the FSLW 1 joint. Lastly, it is demonstrated that the secondary phases play an effective role in the corrosion behavior of the weldment2.
3.3. Electrochemical behavior
Based on the electrochemical reactions of aluminum and its alloys in a natural chloride containing environment, the following anodic reaction for anodic polarization of aluminum is proposed23:
Al + 3H2O Al (OH)
3 + 3H+ + 3e- (1)
Because the pitting potential of the alloy is coincident to the resting potential, the formation of the pit leads to the dissolution of aluminum, which causes the migration of chloride ions into the pit and the formation of aluminum chloride inside the pit, according to the following reaction23:
Al Al+3 + 3e- (2)
Al+3 + 3Cl- AlCl3 (3)
Conversely, the following electrochemical reaction is proposed for the cathodic polarization of aluminum23:
O2 + 2H
2O + 4e- 4OH- (4)
2H2O + 2e- 2OH- + H
2 (5)
Figure 5 depicts the typical Tafel polarization curves of a parent alloy and weld zone such as the WNZ and the HAZ in both welding conditions. Based on these results, it can be readily observed that the corrosion behavior of the parent alloy significantly varies from that of the welded joint region; while in many previous reports, FSW has similar and sometimes a better corrosion resistance than that of the parent alloy9,25. This can be attributed to the heterogeneity of the microstructure in weld regions rather than parent alloys. Furthermore, the WNZ and HAZ have smaller corrosion resistances than the parent alloy in both conditions; however, the FSLW 1 has a better corrosion
Figure 3. Optical microstructure of different zones of (a) FSLW 1, and (b) FSLW 2.
Table 4. Average of grain size (µm) in parent alloy and weld regions of welding conditions.
Parent alloy 120
WNZ HAZ
FSLW1 30.7 87.1
FSLW2 32.8 92.9

Corrosion Behavior of Friction Stir Welded Lap Joints of AA6061-T6 Aluminum Alloy
Figure 4. SEM micrographs of (a) parent alloy, (b) HAZ-FSLW 1, (c) WNZ-FSLW 1, (d) HAZ-FSLW 2, and (e) WNZ-FSLW 2.

Gharavi et al. Materials Research
resistance than the FSLW 2. Nevertheless, the corrosion resistance of the parent alloy was better than that of the weld nugget zone and the HAZ of FSLW 1. Alternatively, it is conceivable that the corrosion potentials of the weld nugget zone in FSLW 1 and FSLW 2 were higher than those in the HAZ in FSLW 1 and FSLW 2, meaning that the weld nugget zone acted as a cathodic area rather than the HAZ. Therefore, the values of the corrosion potential (E
corr) for
the parent alloy compared with the WNZ and the HAZ in both welding conditions exhibit a significant shift toward the anodic side. This shift was confirmed in the reduction of the corrosion current density (I
corr) to 0.68 µAcm-2. The E
corr
of the parent alloy toward the anodic side and the reduction in i
corr may be the result of a higher anodic to cathodic area
distribution23. It is evident from the Tafel polarization curves that all regions in FSW 1 and FSW 2 showed cathodic control reactions because they have higher cathodic, rather than anodic, Tafel slopes23. The predominance of the cathodic Tafel slope is related to the presence of intermetallic precipitates in a matrix of aluminum. Both the WNZ and HAZ in FSLW1 and FSLW 2 displayed a shift in corrosion potential toward the cathodic (negative) side increasing the immersion time, as is evident from Figure 5. This shift indicates that corrosion of these regions proceeds via a cathodic dissolution mechanism26.
As can be seen in the small passive region in Figure 5, a pitting behavior was observed from the anodic side in the HAZ region of the welded sample; while in the parent alloy, no significant pitting occurred. It can be reasoned that, in FSW, small grains formed in the weld regions increase the grain boundaries, which are thermodynamically susceptible to corrosion, and cause poorer corrosion behavior than the parent alloy27, 28. The susceptibility to corrosion observed from the finer grained alloys could be related to an increased grain boundary density that will likely enhance the overall surface reactivity29. The corrosion potential of the secondary phase is not the same as the parent alloy phases. This difference creates the formation of a galvanic cell. Fe-rich and Si-rich precipitates are obvious examples. Their potential differences within the matrix cause the formation of a corrosion cell. Higher quantities of these precipitates cause more cathodic reactions to take place8.
Table 6 compares the results of the Tafel polarization tests of the welded samples in both welding conditions at test solution. It is evident from Table 6 that the parent alloy exhibited a corrosion potential (E
corr) of approximately
–710 mV vs. SCE and that of WNZ, and the HAZ were in the range -828 mV and –868 mV vs. SCE, respectively, in FSLW 1 as well as –857 mV and –894 mV vs. SCE, respectively, in FSLW2. In addition, the corrosion current density (I
corr) value determined for the parent alloy was
0.68 µAcm–2 against 1.5 µAcm–2 and 2.4 µAcm–2 for the WNZ and the HAZ, respectively, in the FSLW 1 as well as 1.95 µAcm–2 and 3.3 µAcm–2 in the FSLW 2. The corrosion rate of FSLW 2 in both regions was higher than that of FSLW 1 in both regions. The corrosion potential (E
corr) of FSLW
2 in both regions is relatively more negative than that of FSLW 1 in both regions, which indicates that the corrosion rate of FSLW 2 in both regions is more than that FSLW 1 in both regions, in full agreement with Figure 5. Indeed, the corrosion current density of the WNZ and the HAZ was increased in both welding conditions compared with the parent alloy. It is remarkable that the higher corrosion current density results in sensitive susceptibility of the WNZ and the HAZ to localized corrosion. Thus, the localized corrosion of the HAZ was more severe than that of the WNZ in both welding conditions, and the lowest current density was observed in the parent alloy. It should be emphasized
Table 5. EDS analysis (wt. %) of different intermetallic precipitates highlighted in weld regions and parent alloy shown in Figure 4.
Location Point Composition (wt. %)
Al Mg Si Fe Cu Cr
Parent alloy A 90.46 0.66 1.75 6.80 0.21 0.12
B 89.58 0.18 9.83 0.41 - -
FSLW 1- HAZ C 91.84 0.61 1.54 5.60 0.18 0.23
D 92 0.12 7.50 0.38 - -
FSLW 1-WNZ E 93.40 0.68 1.13 4.50 0.11 0.18
F 94.11 - 5.60 0.26 - -
FSLW 2- HAZ G 90.24 0.85 1.86 6.41 0.28 0.36
H 89.98 0.16 9.31 0.55 - -
FSLW 2-WNZ I 91.69 0.76 1.31 5.80 0.18 0.26
J 90.99 0.11 8.50 0.40 - -
Figure 5. Tafel polarization diagrams of parent alloy, weld nugget zone (WNZ), and heat affected zone (HAZ) in FSLW 1 and FSLW 2.

Corrosion Behavior of Friction Stir Welded Lap Joints of AA6061-T6 Aluminum Alloy
that the corrosion resistance of the HAZ in both welding conditions is decreased with respect to the WNZ due to the changing of chemical properties during FSW in this region.
3.4. Observation of corrosion morphology
The micrograph of a parent alloy´s surface after a polarization test was illustrated in Figure 6. It is obvious that the parent alloy is susceptible to localized corrosion. The morphology of the surface confirmed that localized pitting dissolution combined with intergranular corrosion was the type of corrosion observed in the parent alloy following exposure to the testing solution. It is clear that localized pit dissolution was a dominant corrosion type observed in the parent alloy; however, intergranular corrosion resulted in relatively broad grooves in the surface of the parent alloy.
The presence of intergranular attacks in the parent alloy can be attributed to two conditions. First, as a matter of fact, Al-Mg-Si alloys usually exhibit good corrosion resistance that is not appreciably affected by the alloying elements except for copper. They could be susceptible to pitting in combination with intergranular corrosion. The intergranular attack is minor for alloys with a balanced magnesium-silicon composition. When the amount of silicon
exceeds that which is required for the formation of Mg2Si,
sensitivity to intergranular corrosion increases as a result of the cathodic insoluble silicon constituents30-32 (Figure 7). Secondly, it is demonstrated that intergranular corrosion will occur only when the following three conditions are simultaneously met33:
• Presenceofacorrosivemedium;• Difference in potential on the order of 100 mV
between the intermetallic and the matrix;• Continuous network of the intermetallic at the
grain boundaries such that intergranular cracks can propagate (Figure 7).
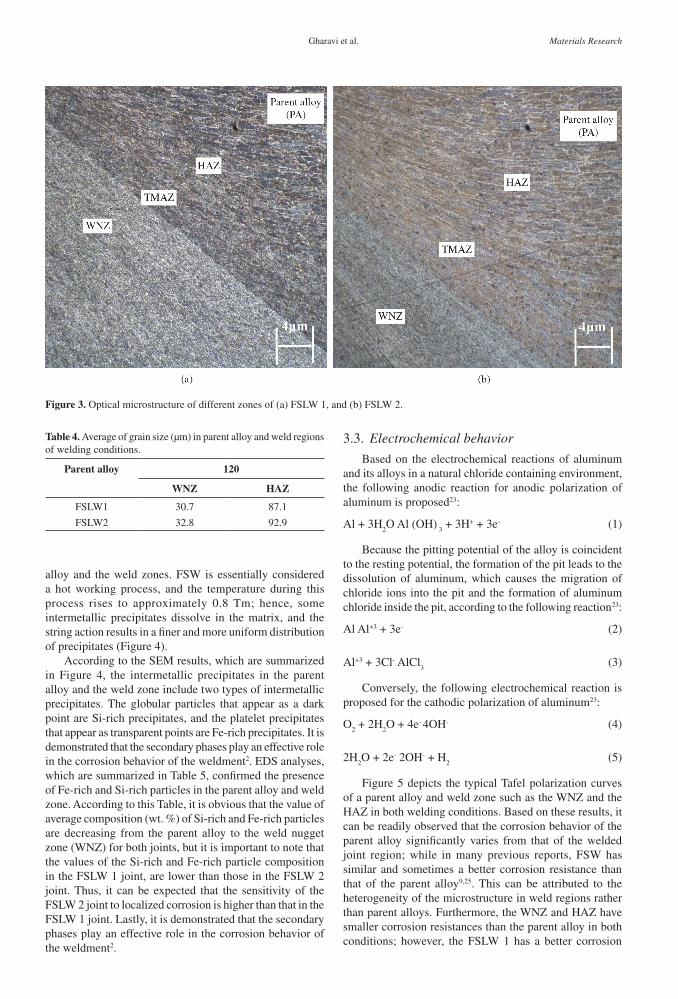
In the present parent alloy, all the above conditions are affected by the generation of intergranular corrosion. As shown in Figure 7, the microstructure of the parent alloy displays grain boundary phases and intermetallic precipitates, which are rich by silicon; thus, the presence of small grain boundary phases (observed as dark points) was caused by the generation of the intergranular attack in the parent alloy. Furthermore, it is obvious that localized pit dissolution has mostly taken place in the vicinity of the intermetallic precipitates that are rich in iron (Fe). Additionally, EDS analysis of corroded areas confirms the presence of Fe-rich precipitates in these areas such that the galvanic corrosion occurred between Al matrix and Fe-rich precipitates.
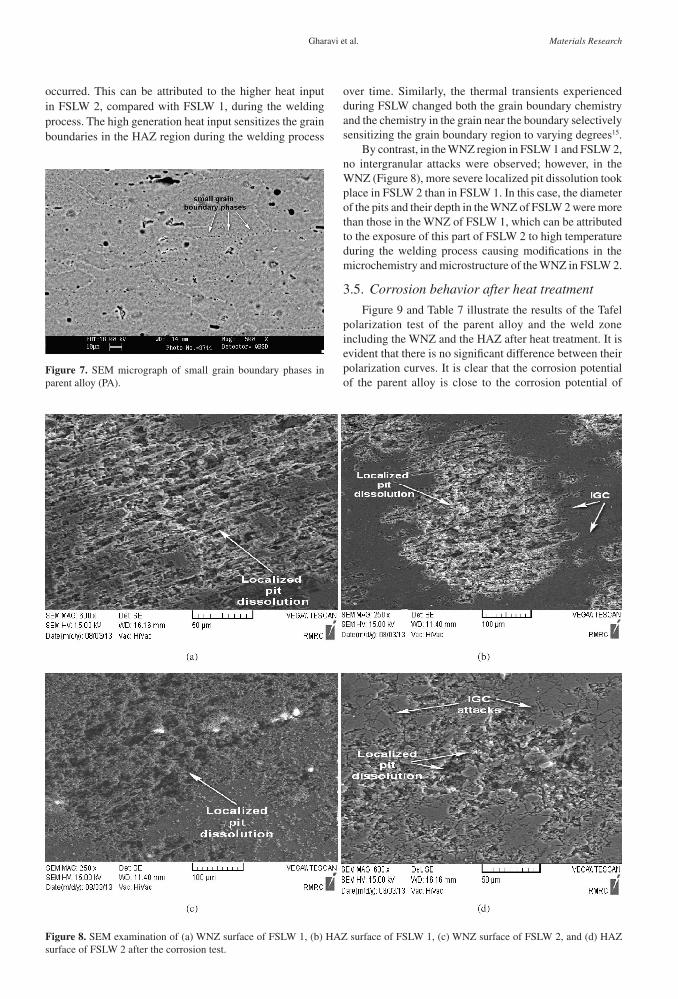
Figure 8 compares the morphology of the surface of the corroded WNZ and HAZ regions in both welding conditions. According to Figure 8, it is clear that the corrosion attacks in the HAZ region have significant differences in both welding conditions. In the HAZ area of FSLW 2, severe localized pit dissolution that was combined with large amounts of intergranular corrosion was observed whereas in the HAZ region of FSLW 1, localized pit dissolution that was combined with a few of intergranular corrosion
Table 6. Effect of welding conditions on variations of corrosion potential, current density, and corrosion rate.
Material/process E(mv) vs. SCE Icorrosion
(µAcm–2 )C.R
(mpy)
Parent alloy (PA) –710 0.68 0.353
FSLW 1-WNZ –828 1.50 0.671
FSLW 1-HAZ –868 2.40 0.833
FSLW 2-WNZ –857 1.95 0.778
FSLW 2-HAZ –894 3.30 0.982
Figure 6. SEM examination of parent alloy (PA) surface after the corrosion test.
Gharavi et al. Materials Research
occurred. This can be attributed to the higher heat input in FSLW 2, compared with FSLW 1, during the welding process. The high generation heat input sensitizes the grain boundaries in the HAZ region during the welding process
over time. Similarly, the thermal transients experienced during FSLW changed both the grain boundary chemistry and the chemistry in the grain near the boundary selectively sensitizing the grain boundary region to varying degrees15.
By contrast, in the WNZ region in FSLW 1 and FSLW 2, no intergranular attacks were observed; however, in the WNZ (Figure 8), more severe localized pit dissolution took place in FSLW 2 than in FSLW 1. In this case, the diameter of the pits and their depth in the WNZ of FSLW 2 were more than those in the WNZ of FSLW 1, which can be attributed to the exposure of this part of FSLW 2 to high temperature during the welding process causing modifications in the microchemistry and microstructure of the WNZ in FSLW 2.
3.5. Corrosion behavior after heat treatment
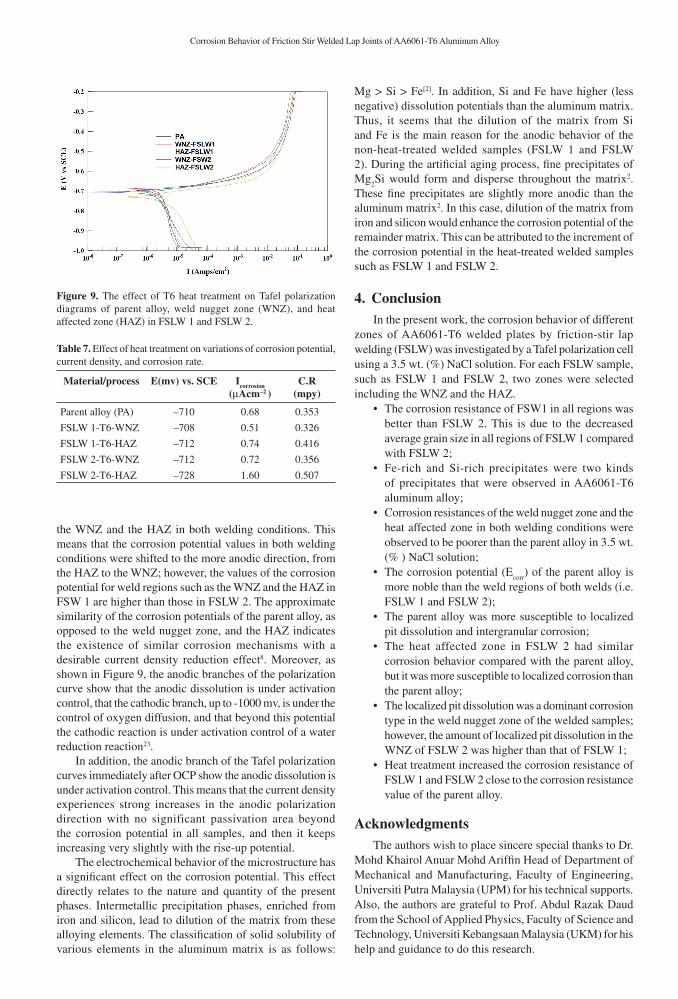
Figure 9 and Table 7 illustrate the results of the Tafel polarization test of the parent alloy and the weld zone including the WNZ and the HAZ after heat treatment. It is evident that there is no significant difference between their polarization curves. It is clear that the corrosion potential of the parent alloy is close to the corrosion potential of
Figure 7. SEM micrograph of small grain boundary phases in parent alloy (PA).
Figure 8. SEM examination of (a) WNZ surface of FSLW 1, (b) HAZ surface of FSLW 1, (c) WNZ surface of FSLW 2, and (d) HAZ surface of FSLW 2 after the corrosion test.
Corrosion Behavior of Friction Stir Welded Lap Joints of AA6061-T6 Aluminum Alloy
the WNZ and the HAZ in both welding conditions. This means that the corrosion potential values in both welding conditions were shifted to the more anodic direction, from the HAZ to the WNZ; however, the values of the corrosion potential for weld regions such as the WNZ and the HAZ in FSW 1 are higher than those in FSLW 2. The approximate similarity of the corrosion potentials of the parent alloy, as opposed to the weld nugget zone, and the HAZ indicates the existence of similar corrosion mechanisms with a desirable current density reduction effect8. Moreover, as shown in Figure 9, the anodic branches of the polarization curve show that the anodic dissolution is under activation control, that the cathodic branch, up to -1000 mv, is under the control of oxygen diffusion, and that beyond this potential the cathodic reaction is under activation control of a water reduction reaction23.
In addition, the anodic branch of the Tafel polarization curves immediately after OCP show the anodic dissolution is under activation control. This means that the current density experiences strong increases in the anodic polarization direction with no significant passivation area beyond the corrosion potential in all samples, and then it keeps increasing very slightly with the rise-up potential.
The electrochemical behavior of the microstructure has a significant effect on the corrosion potential. This effect directly relates to the nature and quantity of the present phases. Intermetallic precipitation phases, enriched from iron and silicon, lead to dilution of the matrix from these alloying elements. The classification of solid solubility of various elements in the aluminum matrix is as follows:
Mg > Si > Fe[2]. In addition, Si and Fe have higher (less negative) dissolution potentials than the aluminum matrix. Thus, it seems that the dilution of the matrix from Si and Fe is the main reason for the anodic behavior of the non-heat-treated welded samples (FSLW 1 and FSLW 2). During the artificial aging process, fine precipitates of Mg
2Si would form and disperse throughout the matrix2.
These fine precipitates are slightly more anodic than the aluminum matrix2. In this case, dilution of the matrix from iron and silicon would enhance the corrosion potential of the remainder matrix. This can be attributed to the increment of the corrosion potential in the heat-treated welded samples such as FSLW 1 and FSLW 2.
4. ConclusionIn the present work, the corrosion behavior of different
zones of AA6061-T6 welded plates by friction-stir lap welding (FSLW) was investigated by a Tafel polarization cell using a 3.5 wt. (%) NaCl solution. For each FSLW sample, such as FSLW 1 and FSLW 2, two zones were selected including the WNZ and the HAZ.
• ThecorrosionresistanceofFSW1inallregionswasbetter than FSLW 2. This is due to the decreased average grain size in all regions of FSLW 1 compared with FSLW 2;
• Fe-rich and Si-rich precipitates were two kindsof precipitates that were observed in AA6061-T6 aluminum alloy;
• Corrosionresistancesoftheweldnuggetzoneandtheheat affected zone in both welding conditions were observed to be poorer than the parent alloy in 3.5 wt. (% ) NaCl solution;
• Thecorrosionpotential(Ecorr
) of the parent alloy is more noble than the weld regions of both welds (i.e. FSLW 1 and FSLW 2);
• Theparentalloywasmoresusceptibletolocalizedpit dissolution and intergranular corrosion;
• The heat affected zone in FSLW 2 had similarcorrosion behavior compared with the parent alloy, but it was more susceptible to localized corrosion than the parent alloy;
• Thelocalizedpitdissolutionwasadominantcorrosiontype in the weld nugget zone of the welded samples; however, the amount of localized pit dissolution in the WNZ of FSLW 2 was higher than that of FSLW 1;
• HeattreatmentincreasedthecorrosionresistanceofFSLW 1 and FSLW 2 close to the corrosion resistance value of the parent alloy.
AcknowledgmentsThe authors wish to place sincere special thanks to Dr.
Mohd Khairol Anuar Mohd Ariffin Head of Department of Mechanical and Manufacturing, Faculty of Engineering, Universiti Putra Malaysia (UPM) for his technical supports. Also, the authors are grateful to Prof. Abdul Razak Daud from the School of Applied Physics, Faculty of Science and Technology, Universiti Kebangsaan Malaysia (UKM) for his help and guidance to do this research.
Figure 9. The effect of T6 heat treatment on Tafel polarization diagrams of parent alloy, weld nugget zone (WNZ), and heat affected zone (HAZ) in FSLW 1 and FSLW 2.
Table 7. Effect of heat treatment on variations of corrosion potential, current density, and corrosion rate.
Material/process E(mv) vs. SCE Icorrosion
(µAcm–2 )C.R
(mpy)
Parent alloy (PA) –710 0.68 0.353
FSLW 1-T6-WNZ –708 0.51 0.326
FSLW 1-T6-HAZ –712 0.74 0.416
FSLW 2-T6-WNZ –712 0.72 0.356
FSLW 2-T6-HAZ –728 1.60 0.507

Gharavi et al. Materials Research
References1. Eltai E, Mahdi E and Alfantazi A. The effect of gas tungsten
arch welding on the corrosion and mechanical properties of AA6061 T6. International Journal of Electrochemical Science. 2013; 8:7004-7015.
2. Nikseresht Z, Karimzadeh F, Golozar MA and Heidarbeigy M. Effect of heat treatment on microstructure and corrosion behavior of Al6061 alloy weldment. Material and Design. 2010; 31(5):2643-2648. http://dx.doi.org/10.1016/j. Matdes.2009.12.001
3. Ambat R, Davenport AJ, Scamans MG and Afseth A. Effect of iron-containing intermetallic particles on the corrosion behavior of aluminum. Corrosion Science. 2006; 48(11):3455-3471. http://dx.doi.org/10.1016/j. Corsci.2006.01.005
4. Szklarska-Smialowska Z. Pitting corrosion of aluminum. Corrosion Science. 1999; 41(9):1743-1767. http://dx.doi.org/10.1016/ S0010-938X(99)00012-8
5. Guillaumin V and Mankowski G. Localized corrosion of 6056 T6 aluminum alloy in chloride media. Corrosion Science. 2000; 42(1):105-125. http://dx.doi.org/10.1016/ S0010-938X(99)00053-0
6. Squillance A, De Fenzo A, Giorleo G and Bellucci F. A comparison between FSW and TIG welding techniques: modification of microstructure and pitting corrosion resistance in AA2024-T3 butt joints. Journal of Materials Processing Technology. 2004; 152(1):97-105. http://dx.doi.org/10.1016/j. Jmatprotec.2004.03.022
7. Velotti C, Astarita A, Squillace A, Ciliberto S, Villano MG, Giuliani M et al. On the critical technological issues of friction stir welding lap joints of dissimilar aluminum alloys. Surface and Interface Analaysis. 2013; 45(10):1643-1648. http://dx.doi.org/10.1002/sia.5277
8. Fahimpour V, Sadrnezhaad SK and Karimzadeh F. Corrosion behavior of aluminum 6061 alloy joined by friction stir welding and gas tungsten arc welding methods. Materials and Design. 2012; 39:329-333. http://dx.doi.org/10.1016/j. Matdes.2012.02.043
9. Weifeng X, Jnhe L and Hongqiang Zh. Pitting corrosion of friction stir welded aluminum alloy thick plate in alkaline chloride solution. Electrochimica Acta. 2010; 55(8):2918-2923. http://dx.doi.org/10.1016/j. Electacta.2009.12.083
10. Paglia CS and Buchheit RG. A look in the corrosion of aluminum alloy friction stir welds. Scripta Materialia. 2008; 58(5):383-387. http://dx.doi.org/10.1016/j. Scriptamat.2007.10.043
11. Astarita A, Squillace A, Scala A and Prisco A. on the critical technology issue of friction stir welding T-joint of dissimilar aluminum alloys. Journal of Materials Engineering Performance. 2012; 21(8):1763-1771. http://dx.doi.org/10.1007/s11665-011-0073-3
12. Ciliberto S, Astarita A and Squillace A. FSW of T joints overlap configuration: process optimization in joining dissimilar aluminum alloys for the aeronautic application. Surface and Interface Analaysis. 2013; 45(10):1631-1637. http://dx.doi.org/10.1002/sia.5214
13. L u m s d e n J B , M a h o n ey M W, R h o d e s C G a n d Pol lock GA. Corrosion behavior of FSW 7050-T7651. Corrosion. 2003; 59:212-219. http://dx.doi.org/10.5006/1.3277553
14. Astarita A, Bitondo C, Squillace A, Arentani E and Bellucci F. Stress corrosion cracking behavior of conventional and innovative aluminum alloys for aeronautic applications. Surface and Interface Analaysis. 2013; 45(10):1610-1618. http://dx.doi.org/10.1002/sia.5234
15. Lumsden JB, Mahoney MW, Pollock GA and Rhodes CG. Intergranular corrosion following friction stir welding of aluminum alloy 7075-T651. Corrosion. 1999; 55(12):1127-1135. http://dx.doi.org/0010-9312/99/000249/0
16. Hu W and Meletis EI. Corrosion and environment-assisted cracking behavior of friction stir welded Al2195 and Al2219
alloys. Materials Science Forum. 2000; 331-337:1683-1688. http://dx.doi.org/10.4028/www.scientific.net/MSF.331-337.1683
17. Frankel GS and Xia Z. Localized corrosion and stress corrosion cracking resistance of friction stir welded aluminum alloy 5454. Corrosion. 1999; 55(2):139-150.
18. Corral J, Trillo EA, Li Y and Murr LE. Corrosion of friction stir welded aluminum alloys 2024 and 2195. Journal of Materials Science Letters. 2000; 19:2117-2122. http://dx.doi.org/ 10.1023/A:1026710422951
19. Zucchi F, Trabanelli G and Grassi V. Pitting and stress corrosion cracking resistance of friction stir welded AA5083. Materials and Corrosion. 2001; 52(11):853-859. http://dx.doi.org/ 10.1002/1521-4176
20. American Society for Testing and Materials - ASTM. ASTM B0209M-04 Standard: specification for aluminum and aluminum-alloy sheet and plate. West Conshohocken: American Society for Testing and Materials; 2005.
21. American Society of Materials - ASM. ASM Handbook: Heat Treating: heat treating of aluminum alloys. Metals Park: ASM International; 1998. v. 4.
22. American Society of Materials - ASM. ASM Handbook: Corrosion. Metals Park: ASM International Committee; 1987. v. 13.
23. Amini M, Kazemzade F and Moayed MH. An approach to predict galvanic corrosion using identical couple electrodes; investigation of weld zone and parent alloy in Aa6xxx welded through FSW technique. In: Proceedings of Iran International Aluminum Conference (IIAC2009); 2009; Tehran, Iran. Tehran: IIAC; 2009.
24. Bradley GR and James MN. Geometry and microstructure of metal inert gas and friction stir welded aluminum alloy 5383-H321. [Dissertation]. England: Department of Mechanical and Marine Engineering, University of Plymouth; 2000.
25. Zeng RC, Chen J, Dietzel W, Settler R, Dos Santos JF, Nascimento ML et al. Corrosion of friction stir welded magnesium alloy AM50. Corrosion Science. 2009; 51(8):1738-1746. http://dx.doi.org/10.1016/j. Corsci.2009.04.031
26. Venkatasubramanian G, Mideen AS and Jha AK. Corrosion behavior of aluminum alloy AA2219-T87 welded plates in sea water. Indian Journal of Science and Technology. 2012; 5(11):3578-3583.
27. Kim SH, Erb U and Aust KT. Grain boundary character distribution and intergranular corrosion behavior in high purity aluminum. Scripta Materialia. 2001; 44(5):835-839. http://dx.doi.org/10.1016/ S1359-6462(00)00682-5
28. Song D, Ma A, Jiang J, Lin P, Yang D and Fan J. Corrosion behavior of equal-channel-angular-pressed pure magnesium in NaCl aqueous solution. Corrosion Science. 2010; 52(2):481-490. http://dx.doi.org/10.1016/j. Corsci.2009.10.004
29. Proton V, Alexis J, Andrieu E, Delfosse J, Lafont MC and Blanc C. Characterization and understanding of the corrosion behavior of the nugget in a 2050 aluminum alloy friction stir welding joint. Corrosion Science. 2013; 73:130-142. http://dx.doi.org/10.1016/j. Corsci.2013.04.001
30. Hatch JE, editor. Aluminum: properties and physical metallurgy. Metals Park: American Society for Metals; 1984.
31. Summerson TJ and Sprowls DO. Corrosion behavior of aluminum alloys. In: Stark EA and Sanders TH, editors. Aluminum alloy: their physical and mechanical properties. EMAS: Cradley Heath; 1986. p. 1575.
32. Braun R. Effect of thermal exposure on the microstructure, tensile properties and the corrosion behavior of 6061 aluminum alloy sheet. Materials and Corrosion. 2005; 56(3):159-165. http://dx.doi.org/10.1002/maco.200403825
33. Vargel C, Jacques M and Schmidt MP. Corrosion of aluminum. Boston: Elsevier; 2004. p. 125.
Related Documents