Materials Science and Engineering A 429 (2006) 189–195 Correlation of microstructure with hardness and wear resistance of stainless steel blend coatings fabricated by atmospheric plasma spraying Eun Pil Song a , Byoungchul Hwang a , Sunghak Lee a,∗ , Nack J. Kim a , Jeehoon Ahn b a Center for Advanced Aerospace Materials, Pohang University of Science and Technology, Pohang 790-784, Republic of Korea b New Materials & Component Research Center, Research Institute of Industrial Science and Technology, Pohang 790-600, Republic of Korea Received 6 January 2005; received in revised form 11 May 2006; accepted 11 May 2006 Abstract Correlation of microstructure with hardness and wear resistance of stainless steel (STS) blend coatings applicable to cylinder bores was investigated in the present study. STS 316 spray powders were mixed with 0, 10, 20, and 30 wt.% of Al 2 O 3 –ZrO 2 powders, and then were sprayed on a low-carbon steel substrate by atmospheric plasma spraying. Microstructural analysis of the coatings showed that iron oxides were formed in the austenitic matrix by oxidation during spraying for the STS 316 coating, while Al 2 O 3 –ZrO 2 oxides were additionally formed in the matrix for the blend coatings. The hardness and wear test results revealed that the blend coatings showed the better hardness and wear resistance than the STS 316 coating, and that the hardness and wear resistance increased with increasing volume fraction of Al 2 O 3 –ZrO 2 oxides. However, the main wear mode was changed from abrasive wear to delamination wear because of cracking of oxides and separation of oxide/matrix interfaces as the volume fraction of Al 2 O 3 –ZrO 2 oxides increased. According to this change of the wear mode, the wear resistance of the blend coating containing very high volume fraction of Al 2 O 3 –ZrO 2 oxides was not proportionally increased with the hardness increase. © 2006 Elsevier B.V. All rights reserved. Keywords: Atmospheric plasma spraying; Stainless steel blend coating; Wear resistance; Al 2 O 3 –ZrO 2 oxide 1. Introduction Diesel engine cylinder blocks have been made of gray cast iron, but have been recently replaced by cast aluminum alloys. This replacement is further accelerated by economic needs for reduction in vehicle weight and improved fuel efficiency. In the case of cast aluminum alloys, however, the compression and emission performances of an engine are significantly dete- riorated by the considerable wear against a piston [1–3]. As a method to solve this shortcoming, gray cast iron liners are inserted into aluminum cylinder blocks, but this method also car- ries additional problems such as deformation of cylinder bores and increase in cylinder weight and in manufacturing cost. In order to enhance the wear resistance of cylinder bores, thus, many automotive companies worldwide have developed new ∗ Corresponding author. Tel.: +82 54 279 2140; fax: +82 54 279 2399. E-mail address: [email protected] (S. Lee). aluminum alloy matrix composites or protective coatings to aluminum alloys. In particular, development of wear-resistant ferrous blend coatings by plasma spraying has received growing attentions because plasma spraying is the most economical and effective method applied to automotive parts such as cylinder bores, synchronizer rings, crankshafts, and piston rings among thermal spraying methods [1–9]. Ferrous coatings fabricated by atmospheric plasma spraying improve the wear resistance because of the formation of iron oxides when ferrous powders are oxidized during spraying in the air. The oxides also demonstrate a self-lubricating performance, and play a role in reducing sliding wear and friction coeffi- cient [5]. The present study is concerned with the fabrication of stainless steel blend coatings by atmospheric plasma spraying applicable to engine cylinder bores and with the investigation of the effect of oxides on hardness and wear resistance. For these purposes, four kinds of stainless steel blend coatings were fab- ricated by changing the amount of blend spray powders which determine the volume fraction of total oxides. Microstructure, 0921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2006.05.087

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Materials Science and Engineering A 429 (2006) 189–195
Correlation of microstructure with hardness and wearresistance of stainless steel blend coatings fabricated
by atmospheric plasma spraying
Eun Pil Song a, Byoungchul Hwang a, Sunghak Lee a,∗,Nack J. Kim a, Jeehoon Ahn b
a Center for Advanced Aerospace Materials, Pohang University of Science and Technology, Pohang 790-784, Republic of Koreab New Materials & Component Research Center, Research Institute of Industrial Science and Technology,
Pohang 790-600, Republic of Korea
Received 6 January 2005; received in revised form 11 May 2006; accepted 11 May 2006
Abstract
Correlation of microstructure with hardness and wear resistance of stainless steel (STS) blend coatings applicable to cylinder bores wasiottSwvv©
K
1
iTrtarairaom
0d
nvestigated in the present study. STS 316 spray powders were mixed with 0, 10, 20, and 30 wt.% of Al2O3–ZrO2 powders, and then were sprayedn a low-carbon steel substrate by atmospheric plasma spraying. Microstructural analysis of the coatings showed that iron oxides were formed inhe austenitic matrix by oxidation during spraying for the STS 316 coating, while Al2O3–ZrO2 oxides were additionally formed in the matrix forhe blend coatings. The hardness and wear test results revealed that the blend coatings showed the better hardness and wear resistance than theTS 316 coating, and that the hardness and wear resistance increased with increasing volume fraction of Al2O3–ZrO2 oxides. However, the mainear mode was changed from abrasive wear to delamination wear because of cracking of oxides and separation of oxide/matrix interfaces as theolume fraction of Al2O3–ZrO2 oxides increased. According to this change of the wear mode, the wear resistance of the blend coating containingery high volume fraction of Al2O3–ZrO2 oxides was not proportionally increased with the hardness increase.
2006 Elsevier B.V. All rights reserved.
eywords: Atmospheric plasma spraying; Stainless steel blend coating; Wear resistance; Al2O3–ZrO2 oxide
. Introduction
Diesel engine cylinder blocks have been made of gray castron, but have been recently replaced by cast aluminum alloys.his replacement is further accelerated by economic needs for
eduction in vehicle weight and improved fuel efficiency. Inhe case of cast aluminum alloys, however, the compressionnd emission performances of an engine are significantly dete-iorated by the considerable wear against a piston [1–3]. Asmethod to solve this shortcoming, gray cast iron liners are
nserted into aluminum cylinder blocks, but this method also car-ies additional problems such as deformation of cylinder boresnd increase in cylinder weight and in manufacturing cost. Inrder to enhance the wear resistance of cylinder bores, thus,any automotive companies worldwide have developed new
∗ Corresponding author. Tel.: +82 54 279 2140; fax: +82 54 279 2399.E-mail address: [email protected] (S. Lee).
aluminum alloy matrix composites or protective coatings toaluminum alloys. In particular, development of wear-resistantferrous blend coatings by plasma spraying has received growingattentions because plasma spraying is the most economical andeffective method applied to automotive parts such as cylinderbores, synchronizer rings, crankshafts, and piston rings amongthermal spraying methods [1–9].
Ferrous coatings fabricated by atmospheric plasma sprayingimprove the wear resistance because of the formation of ironoxides when ferrous powders are oxidized during spraying in theair. The oxides also demonstrate a self-lubricating performance,and play a role in reducing sliding wear and friction coeffi-cient [5]. The present study is concerned with the fabrication ofstainless steel blend coatings by atmospheric plasma sprayingapplicable to engine cylinder bores and with the investigation ofthe effect of oxides on hardness and wear resistance. For thesepurposes, four kinds of stainless steel blend coatings were fab-ricated by changing the amount of blend spray powders whichdetermine the volume fraction of total oxides. Microstructure,
921-5093/$ – see front matter © 2006 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2006.05.087
190 E.P. Song et al. / Materials Science and Engineering A 429 (2006) 189–195
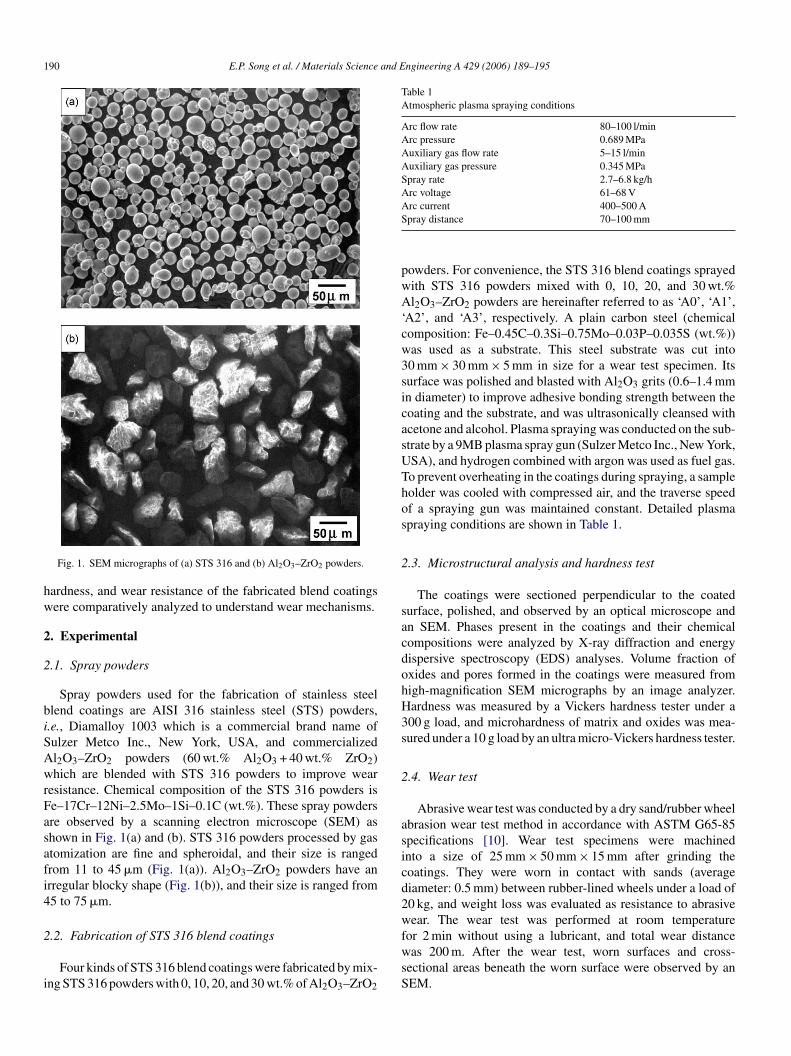
Fig. 1. SEM micrographs of (a) STS 316 and (b) Al2O3–ZrO2 powders.
hardness, and wear resistance of the fabricated blend coatingswere comparatively analyzed to understand wear mechanisms.
2. Experimental
2.1. Spray powders
Spray powders used for the fabrication of stainless steelblend coatings are AISI 316 stainless steel (STS) powders,i.e., Diamalloy 1003 which is a commercial brand name ofSulzer Metco Inc., New York, USA, and commercializedAl2O3–ZrO2 powders (60 wt.% Al2O3 + 40 wt.% ZrO2)which are blended with STS 316 powders to improve wearresistance. Chemical composition of the STS 316 powders isFe–17Cr–12Ni–2.5Mo–1Si–0.1C (wt.%). These spray powdersare observed by a scanning electron microscope (SEM) asshown in Fig. 1(a) and (b). STS 316 powders processed by gasatomization are fine and spheroidal, and their size is rangedfrom 11 to 45 �m (Fig. 1(a)). Al2O3–ZrO2 powders have anirregular blocky shape (Fig. 1(b)), and their size is ranged from45 to 75 �m.
2.2. Fabrication of STS 316 blend coatings
Four kinds of STS 316 blend coatings were fabricated by mix-ing STS 316 powders with 0, 10, 20, and 30 wt.% of Al2O3–ZrO2
Table 1Atmospheric plasma spraying conditions
Arc flow rate 80–100 l/minArc pressure 0.689 MPaAuxiliary gas flow rate 5–15 l/minAuxiliary gas pressure 0.345 MPaSpray rate 2.7–6.8 kg/hArc voltage 61–68 VArc current 400–500 ASpray distance 70–100 mm
powders. For convenience, the STS 316 blend coatings sprayedwith STS 316 powders mixed with 0, 10, 20, and 30 wt.%Al2O3–ZrO2 powders are hereinafter referred to as ‘A0’, ‘A1’,‘A2’, and ‘A3’, respectively. A plain carbon steel (chemicalcomposition: Fe–0.45C–0.3Si–0.75Mo–0.03P–0.035S (wt.%))was used as a substrate. This steel substrate was cut into30 mm × 30 mm × 5 mm in size for a wear test specimen. Itssurface was polished and blasted with Al2O3 grits (0.6–1.4 mmin diameter) to improve adhesive bonding strength between thecoating and the substrate, and was ultrasonically cleansed withacetone and alcohol. Plasma spraying was conducted on the sub-strate by a 9MB plasma spray gun (Sulzer Metco Inc., New York,USA), and hydrogen combined with argon was used as fuel gas.To prevent overheating in the coatings during spraying, a sampleholder was cooled with compressed air, and the traverse speedof a spraying gun was maintained constant. Detailed plasmaspraying conditions are shown in Table 1.
2.3. Microstructural analysis and hardness test
The coatings were sectioned perpendicular to the coatedsurface, polished, and observed by an optical microscope andan SEM. Phases present in the coatings and their chemicalcompositions were analyzed by X-ray diffraction and energydispersive spectroscopy (EDS) analyses. Volume fraction ofohH3s
2
asicd2wfwsS
xides and pores formed in the coatings were measured fromigh-magnification SEM micrographs by an image analyzer.ardness was measured by a Vickers hardness tester under a00 g load, and microhardness of matrix and oxides was mea-ured under a 10 g load by an ultra micro-Vickers hardness tester.
.4. Wear test
Abrasive wear test was conducted by a dry sand/rubber wheelbrasion wear test method in accordance with ASTM G65-85pecifications [10]. Wear test specimens were machinednto a size of 25 mm × 50 mm × 15 mm after grinding theoatings. They were worn in contact with sands (averageiameter: 0.5 mm) between rubber-lined wheels under a load of0 kg, and weight loss was evaluated as resistance to abrasiveear. The wear test was performed at room temperature
or 2 min without using a lubricant, and total wear distanceas 200 m. After the wear test, worn surfaces and cross-
ectional areas beneath the worn surface were observed by anEM.
E.P. Song et al. / Materials Science and Engineering A 429 (2006) 189–195 191
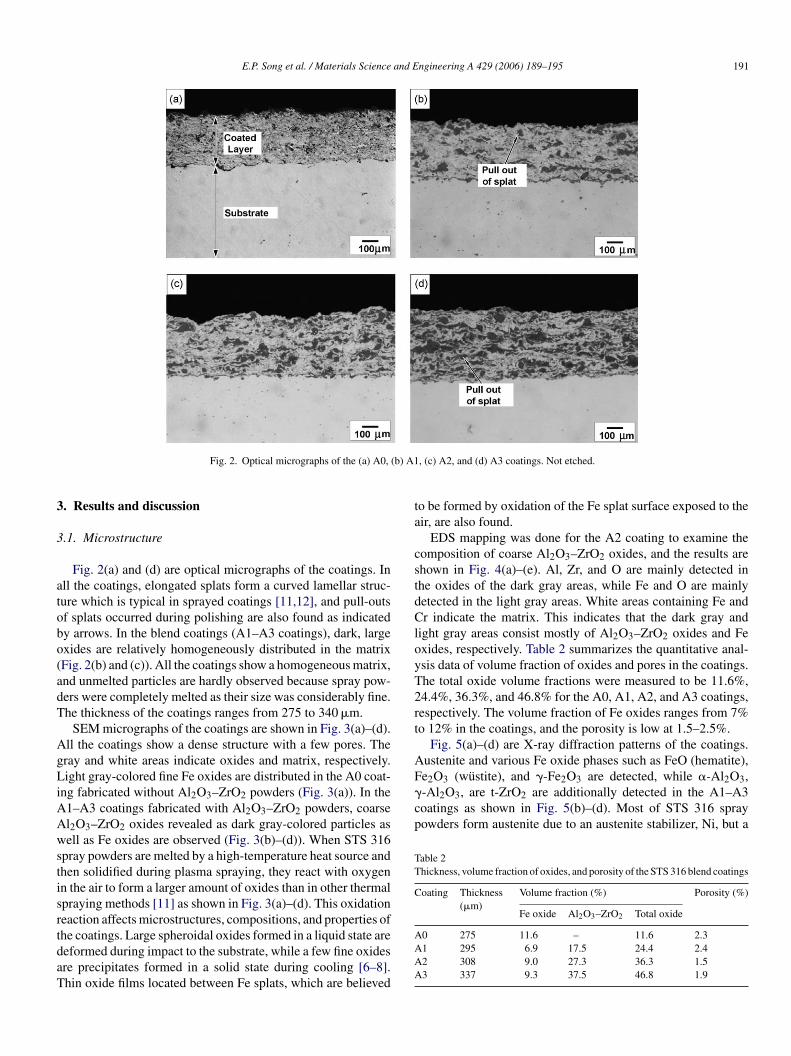
Fig. 2. Optical micrographs of the (a) A0, (b) A1, (c) A2, and (d) A3 coatings. Not etched.
3. Results and discussion
3.1. Microstructure
Fig. 2(a) and (d) are optical micrographs of the coatings. Inall the coatings, elongated splats form a curved lamellar struc-ture which is typical in sprayed coatings [11,12], and pull-outsof splats occurred during polishing are also found as indicatedby arrows. In the blend coatings (A1–A3 coatings), dark, largeoxides are relatively homogeneously distributed in the matrix(Fig. 2(b) and (c)). All the coatings show a homogeneous matrix,and unmelted particles are hardly observed because spray pow-ders were completely melted as their size was considerably fine.The thickness of the coatings ranges from 275 to 340 �m.
SEM micrographs of the coatings are shown in Fig. 3(a)–(d).All the coatings show a dense structure with a few pores. Thegray and white areas indicate oxides and matrix, respectively.Light gray-colored fine Fe oxides are distributed in the A0 coat-ing fabricated without Al2O3–ZrO2 powders (Fig. 3(a)). In theA1–A3 coatings fabricated with Al2O3–ZrO2 powders, coarseAl2O3–ZrO2 oxides revealed as dark gray-colored particles aswell as Fe oxides are observed (Fig. 3(b)–(d)). When STS 316spray powders are melted by a high-temperature heat source andthen solidified during plasma spraying, they react with oxygenin the air to form a larger amount of oxides than in other thermalspraying methods [11] as shown in Fig. 3(a)–(d). This oxidationrtdaT
to be formed by oxidation of the Fe splat surface exposed to theair, are also found.
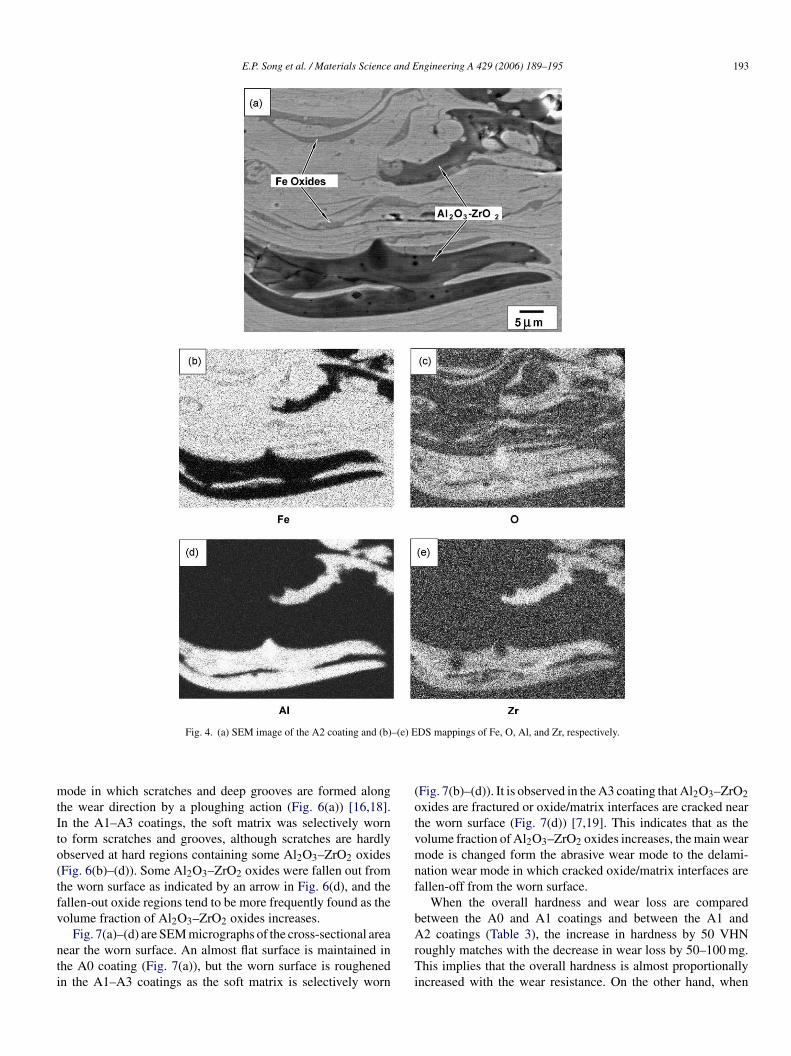
EDS mapping was done for the A2 coating to examine thecomposition of coarse Al2O3–ZrO2 oxides, and the results areshown in Fig. 4(a)–(e). Al, Zr, and O are mainly detected inthe oxides of the dark gray areas, while Fe and O are mainlydetected in the light gray areas. White areas containing Fe andCr indicate the matrix. This indicates that the dark gray andlight gray areas consist mostly of Al2O3–ZrO2 oxides and Feoxides, respectively. Table 2 summarizes the quantitative anal-ysis data of volume fraction of oxides and pores in the coatings.The total oxide volume fractions were measured to be 11.6%,24.4%, 36.3%, and 46.8% for the A0, A1, A2, and A3 coatings,respectively. The volume fraction of Fe oxides ranges from 7%to 12% in the coatings, and the porosity is low at 1.5–2.5%.
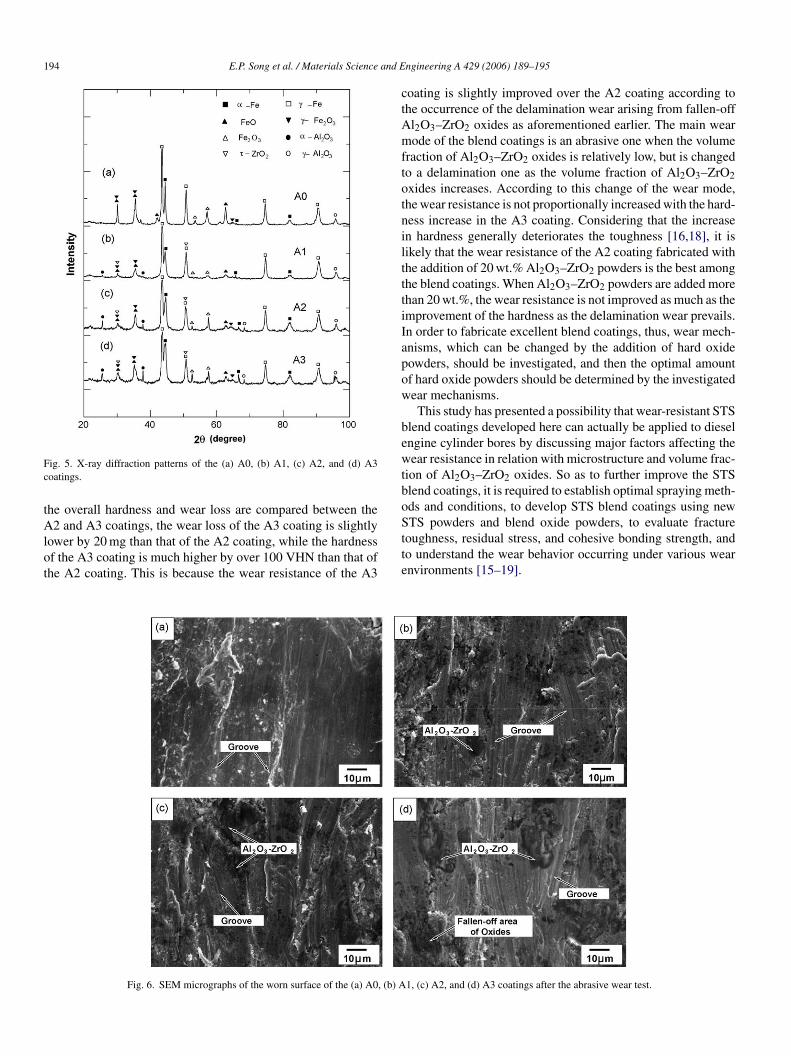
Fig. 5(a)–(d) are X-ray diffraction patterns of the coatings.Austenite and various Fe oxide phases such as FeO (hematite),Fe2O3 (wustite), and �-Fe2O3 are detected, while �-Al2O3,�-Al2O3, are t-ZrO2 are additionally detected in the A1–A3coatings as shown in Fig. 5(b)–(d). Most of STS 316 spraypowders form austenite due to an austenite stabilizer, Ni, but a
Table 2Thickness, volume fraction of oxides, and porosity of the STS 316 blend coatings
Coating Thickness(�m)
Volume fraction (%) Porosity (%)
AAAA
eaction affects microstructures, compositions, and properties ofhe coatings. Large spheroidal oxides formed in a liquid state areeformed during impact to the substrate, while a few fine oxidesre precipitates formed in a solid state during cooling [6–8].hin oxide films located between Fe splats, which are believed
Fe oxide Al2O3–ZrO2 Total oxide
0 275 11.6 – 11.6 2.31 295 6.9 17.5 24.4 2.42 308 9.0 27.3 36.3 1.53 337 9.3 37.5 46.8 1.9

192 E.P. Song et al. / Materials Science and Engineering A 429 (2006) 189–195
Fig. 3. SEM micrographs of the (a) A0, (b) A1, (c) A2, and (d) A3 coatings. Not etched.
small amount of martensite (or ferrite) is also observed becausephase transformation to ferrite or martensite can occur duringrapid solidification in some areas with less Ni content [6,7]. �-Fe detected here would be mostly martensite because of rapidcooling during spraying, and Al2O3–ZrO2 powders would betransformed to �-Al2O3, �-Al2O3, and t-ZrO2 [13–15].
3.2. Hardness and wear resistance
In general, hardness exerts great influence on wear resistance,and microstructure and ductility also play an important role in thewear process [16–18]. In order to precisely explain wear resis-tance of the blend coatings, thus, correlation of microstructurewith hardness and wear resistance as well as wear mechanismshould be essentially understood. Table 3 summarizes the hard-ness data of the coatings, together with the microhardness dataof oxides and matrix. The hardness shows the highest in the A3coating, and decreases in the order of the A2, A1, and A0 coat-ings. Fe oxides formed in all the coatings show some 350–450VHN, while Al2O3–ZrO2 oxides in the A1–A3 blend coatings
show 650–1050 VHN. Al2O3–ZrO2 oxides in the blend coatingscan play an important role in determining the overall hardness ofthe coating because they are very hard and their volume fractionis considerably high. It is likely that Fe oxides hardly affect theoverall hardness of the coatings because their hardness and vol-ume fraction are much lower than those of Al2O3–ZrO2 oxides.However, these Fe oxides present between Al2O3–ZrO2 oxidesand matrix could improve the wear resistance of the blend fer-rous coatings as they reduced the hardness difference betweenAl2O3–ZrO2 oxides and matrix and enhanced Al2O3–ZrO2oxide/matrix interfacial bonding [7].
The wear loss data of the coatings are also shown in Table 3.The wear loss of the A1–A3 blend coatings is much lower thanthat of the A0 coating, and reaches a 1/2–1/3 level of it. In theblend coatings, the wear loss decreases as the volume fractionof Al2O3–ZrO2 oxides increases. This indicates that the wearresistance increases with increasing volume fraction of oxidesand overall hardness.
Fig. 6(a)–(d) are SEM micrographs of the worn specimens.The surface of the A0 coating shows a typical abrasive wear
Table 3Vickers hardness and wear resistance of the STS 316 blend coatings
Coating Vickers microhardness (VHN) Wear loss (mg)
Matrixa Fe oxidea Al2O3–ZrO2a Overall bulkb
AA 63A 104A 81
0 248 ± 25 465 ± 511 265 ± 53 424 ± 872 313 ± 47 465 ± 563 309 ± 41 457 ± 64
a Vickers microhardness values measured under a load of 10 g.b Vickers microhardness values measured under a load of 300 g.
– 293 ± 43 2943 ± 139 337 ± 56 1792 ± 257 382 ± 57 1239 ± 191 495 ± 73 105
E.P. Song et al. / Materials Science and Engineering A 429 (2006) 189–195 193
Fig. 4. (a) SEM image of the A2 coating and (b)–(e) EDS mappings of Fe, O, Al, and Zr, respectively.
mode in which scratches and deep grooves are formed alongthe wear direction by a ploughing action (Fig. 6(a)) [16,18].In the A1–A3 coatings, the soft matrix was selectively wornto form scratches and grooves, although scratches are hardlyobserved at hard regions containing some Al2O3–ZrO2 oxides(Fig. 6(b)–(d)). Some Al2O3–ZrO2 oxides were fallen out fromthe worn surface as indicated by an arrow in Fig. 6(d), and thefallen-out oxide regions tend to be more frequently found as thevolume fraction of Al2O3–ZrO2 oxides increases.
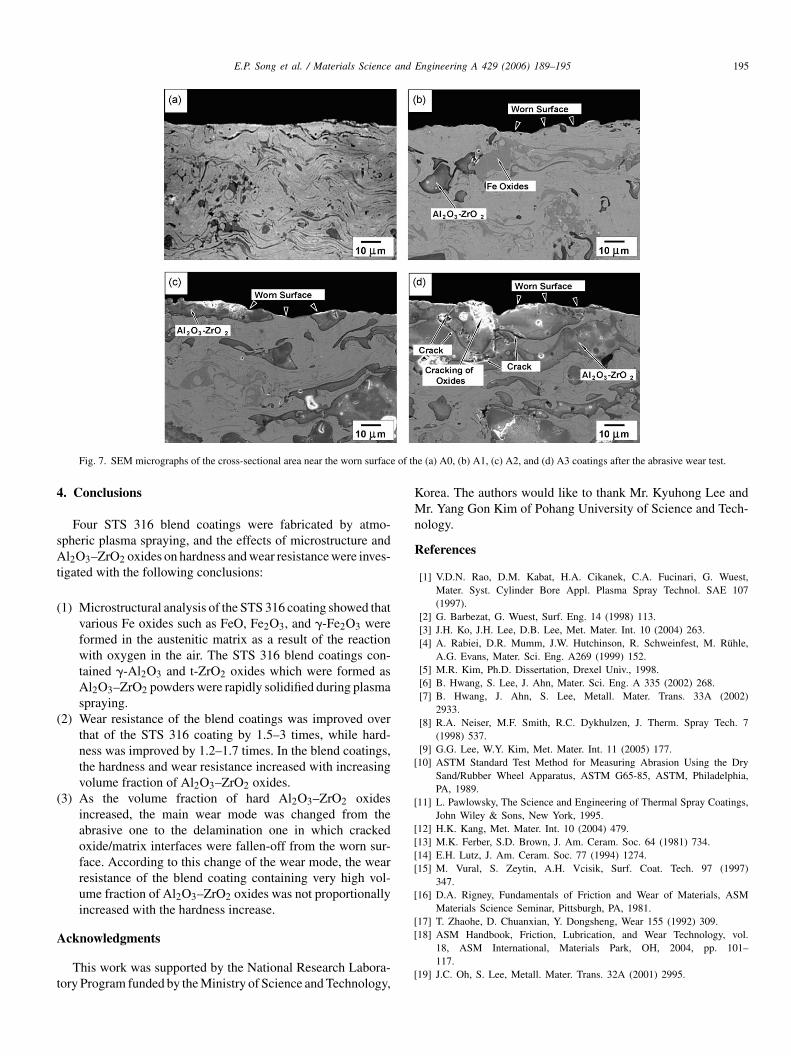
Fig. 7(a)–(d) are SEM micrographs of the cross-sectional areanear the worn surface. An almost flat surface is maintained inthe A0 coating (Fig. 7(a)), but the worn surface is roughenedin the A1–A3 coatings as the soft matrix is selectively worn
(Fig. 7(b)–(d)). It is observed in the A3 coating that Al2O3–ZrO2oxides are fractured or oxide/matrix interfaces are cracked nearthe worn surface (Fig. 7(d)) [7,19]. This indicates that as thevolume fraction of Al2O3–ZrO2 oxides increases, the main wearmode is changed form the abrasive wear mode to the delami-nation wear mode in which cracked oxide/matrix interfaces arefallen-off from the worn surface.
When the overall hardness and wear loss are comparedbetween the A0 and A1 coatings and between the A1 andA2 coatings (Table 3), the increase in hardness by 50 VHNroughly matches with the decrease in wear loss by 50–100 mg.This implies that the overall hardness is almost proportionallyincreased with the wear resistance. On the other hand, when
194 E.P. Song et al. / Materials Science and Engineering A 429 (2006) 189–195
Fig. 5. X-ray diffraction patterns of the (a) A0, (b) A1, (c) A2, and (d) A3coatings.
the overall hardness and wear loss are compared between theA2 and A3 coatings, the wear loss of the A3 coating is slightlylower by 20 mg than that of the A2 coating, while the hardnessof the A3 coating is much higher by over 100 VHN than that ofthe A2 coating. This is because the wear resistance of the A3
coating is slightly improved over the A2 coating according tothe occurrence of the delamination wear arising from fallen-offAl2O3–ZrO2 oxides as aforementioned earlier. The main wearmode of the blend coatings is an abrasive one when the volumefraction of Al2O3–ZrO2 oxides is relatively low, but is changedto a delamination one as the volume fraction of Al2O3–ZrO2oxides increases. According to this change of the wear mode,the wear resistance is not proportionally increased with the hard-ness increase in the A3 coating. Considering that the increasein hardness generally deteriorates the toughness [16,18], it islikely that the wear resistance of the A2 coating fabricated withthe addition of 20 wt.% Al2O3–ZrO2 powders is the best amongthe blend coatings. When Al2O3–ZrO2 powders are added morethan 20 wt.%, the wear resistance is not improved as much as theimprovement of the hardness as the delamination wear prevails.In order to fabricate excellent blend coatings, thus, wear mech-anisms, which can be changed by the addition of hard oxidepowders, should be investigated, and then the optimal amountof hard oxide powders should be determined by the investigatedwear mechanisms.
This study has presented a possibility that wear-resistant STSblend coatings developed here can actually be applied to dieselengine cylinder bores by discussing major factors affecting thewear resistance in relation with microstructure and volume frac-tion of Al2O3–ZrO2 oxides. So as to further improve the STSblend coatings, it is required to establish optimal spraying meth-oStte
, (b) A1, (c) A2, and (d) A3 coatings after the abrasive wear test.
Fig. 6. SEM micrographs of the worn surface of the (a) A0ds and conditions, to develop STS blend coatings using newTS powders and blend oxide powders, to evaluate fracture
oughness, residual stress, and cohesive bonding strength, ando understand the wear behavior occurring under various wearnvironments [15–19].
E.P. Song et al. / Materials Science and Engineering A 429 (2006) 189–195 195
Fig. 7. SEM micrographs of the cross-sectional area near the worn surface of the (a) A0, (b) A1, (c) A2, and (d) A3 coatings after the abrasive wear test.
4. Conclusions
Four STS 316 blend coatings were fabricated by atmo-spheric plasma spraying, and the effects of microstructure andAl2O3–ZrO2 oxides on hardness and wear resistance were inves-tigated with the following conclusions:
(1) Microstructural analysis of the STS 316 coating showed thatvarious Fe oxides such as FeO, Fe2O3, and �-Fe2O3 wereformed in the austenitic matrix as a result of the reactionwith oxygen in the air. The STS 316 blend coatings con-tained �-Al2O3 and t-ZrO2 oxides which were formed asAl2O3–ZrO2 powders were rapidly solidified during plasmaspraying.
(2) Wear resistance of the blend coatings was improved overthat of the STS 316 coating by 1.5–3 times, while hard-ness was improved by 1.2–1.7 times. In the blend coatings,the hardness and wear resistance increased with increasingvolume fraction of Al2O3–ZrO2 oxides.
(3) As the volume fraction of hard Al2O3–ZrO2 oxidesincreased, the main wear mode was changed from theabrasive one to the delamination one in which crackedoxide/matrix interfaces were fallen-off from the worn sur-face. According to this change of the wear mode, the wearresistance of the blend coating containing very high vol-
A
t
Korea. The authors would like to thank Mr. Kyuhong Lee andMr. Yang Gon Kim of Pohang University of Science and Tech-nology.
References
[1] V.D.N. Rao, D.M. Kabat, H.A. Cikanek, C.A. Fucinari, G. Wuest,Mater. Syst. Cylinder Bore Appl. Plasma Spray Technol. SAE 107(1997).
[2] G. Barbezat, G. Wuest, Surf. Eng. 14 (1998) 113.[3] J.H. Ko, J.H. Lee, D.B. Lee, Met. Mater. Int. 10 (2004) 263.[4] A. Rabiei, D.R. Mumm, J.W. Hutchinson, R. Schweinfest, M. Ruhle,
A.G. Evans, Mater. Sci. Eng. A269 (1999) 152.[5] M.R. Kim, Ph.D. Dissertation, Drexel Univ., 1998.[6] B. Hwang, S. Lee, J. Ahn, Mater. Sci. Eng. A 335 (2002) 268.[7] B. Hwang, J. Ahn, S. Lee, Metall. Mater. Trans. 33A (2002)
2933.[8] R.A. Neiser, M.F. Smith, R.C. Dykhulzen, J. Therm. Spray Tech. 7
(1998) 537.[9] G.G. Lee, W.Y. Kim, Met. Mater. Int. 11 (2005) 177.
[10] ASTM Standard Test Method for Measuring Abrasion Using the DrySand/Rubber Wheel Apparatus, ASTM G65-85, ASTM, Philadelphia,PA, 1989.
[11] L. Pawlowsky, The Science and Engineering of Thermal Spray Coatings,John Wiley & Sons, New York, 1995.
[12] H.K. Kang, Met. Mater. Int. 10 (2004) 479.[13] M.K. Ferber, S.D. Brown, J. Am. Ceram. Soc. 64 (1981) 734.[14] E.H. Lutz, J. Am. Ceram. Soc. 77 (1994) 1274.[15] M. Vural, S. Zeytin, A.H. Vcisik, Surf. Coat. Tech. 97 (1997)
347.[
[[
[
ume fraction of Al2O3–ZrO2 oxides was not proportionallyincreased with the hardness increase.
cknowledgments
This work was supported by the National Research Labora-ory Program funded by the Ministry of Science and Technology,
16] D.A. Rigney, Fundamentals of Friction and Wear of Materials, ASMMaterials Science Seminar, Pittsburgh, PA, 1981.
17] T. Zhaohe, D. Chuanxian, Y. Dongsheng, Wear 155 (1992) 309.18] ASM Handbook, Friction, Lubrication, and Wear Technology, vol.
18, ASM International, Materials Park, OH, 2004, pp. 101–117.
19] J.C. Oh, S. Lee, Metall. Mater. Trans. 32A (2001) 2995.
Related Documents











