1 CONTROL PREDICTIVO BASADO EN MODELOS Tecnologías y Proyectos Industriales Carlos Alberto Ruiz Director Área de Sistemas Informáticos Industriales, Control Avanzado y Optimización Soteica Latinoamérica S.A. Alvarez Thomas 796, 4 B (CCU1427) Buenos Aires, Argentina Tel: +54 11 4555 5702, Fax: +54 11 4551 0751 e-mail: [email protected] XX Congreso Argentino de Control Automático AADECA 2006 Buenos Aires, Argentina, 30 de Agosto de 2006 Soteica Compañía Consultora de Sistemas e Ingeniería, fundada en 1985 Oficinas en • Buenos Aires, San Pablo, Ciudad de México, Barcelona (Europa), Houston, Proyectos realizados internacionalmente

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
CONTROL PREDICTIVOBASADO EN MODELOS
Tecnologías y Proyectos Industriales
Carlos Alberto RuizDirector Área de Sistemas Informáticos Industriales,
Control Avanzado y OptimizaciónSoteica Latinoamérica S.A.
Alvarez Thomas 796, 4 B (CCU1427) Buenos Aires, ArgentinaTel: +54 11 4555 5702, Fax: +54 11 4551 0751
e-mail: [email protected]
XX Congreso Argentino de Control AutomáticoAADECA 2006
Buenos Aires, Argentina, 30 de Agosto de 2006
Soteica
Compañía Consultora de Sistemas e Ingeniería, fundada en 1985Oficinas en• Buenos Aires,
San Pablo,Ciudad de México,Barcelona (Europa), Houston,
Proyectos realizados internacionalmente

2
Antecedentes de Soteica
Más de 21 años de actividadUn equipo experimentado en el Modelado: desde las Unidades de Planta hasta los modelos gerencialesProyectos realizados en gran parte del mundo: Petrobras, Repsol YPF, PEMEX, PDVSA, ENAP, ANCAP, Total, …Servicios completos que cubren:
• Implementación• Transferencia de tecnología• Soporte local completo• Programa de mejoras continuas
Actualización tecnológica constante
Soteica = Modelado
Desde 1985 Soteica trabaja para capturar el conocimiento de los procesos dentro de modelos que puedan ser utilizados para tomar decisiones acerca del Negocio

3
NegocioNegocio
DecisionesDecisiones
DatosDatos
InformaciInformacióónn
ConocimientoConocimiento
Una mejor toma de decisiones: El único camino hacia una mayor rentabilidad
El Paradigma
Servicios tecnológicos de Soteica
Control AvanzadoOptimización Energética de Sitios Completos en tiempo real (Vapor y Electricidad)Gerenciamiento de datos de Inventarios y Playas de TanquesReconciliación de Datos, Balance de Masa y Contabilidad de la ProducciónSistemas de Información de Plantas y Monitorización de la PerformanceEntrenamiento de Operadores basado en modelos dinámicos rigurososPlanificación y Scheduling AvanzadosOptimización de procesos en Tiempo Real...

4
CONTROL PREDICTIVOBASADO EN MODELOS
(MPC)
Tecnologías y Proyectos Industriales
Agenda de la presentación• Fundamentos de la tecnología de Control Predictivo
Basado en Modelos (MPC)• Historia• Tecnologías comparadas
• Metodología de los proyectos industriales de control predictivo
• Ejemplos de proyectos industriales de control predictivo:• Monovariable:
Reactor discontinuo (batch) en una Planta de PoliolesNivel de fondo de una columna de destilación en una Planta de Hidrotratamiento
• Multivariable:Unidad de Destilación al VacíoUnidad de Coquificación Retardada
• Conclusiones

5
Fundamentos de la tecnología de Control Predictivo Basado en Modelos (MPC)
Fundamentos del MPC
La tecnología MPC se desarrolló en la industria de procesos a partir de finales de los 1960’s y principios de los 70’sEstá basado principalmente en ideas heurísticas y modelos empíricos de respuesta al impulso.El principio básico de todos los enfoques consiste en resolver un problema de control optimal a lazo abierto en cada paso de tiempo,con las variables decisión siendo los movimientos a realizarse sobre las variables manipuladas durante un “horizonte de control“y la función objetivo la minimización de la desviación con respecto a una cierta trayectoria deseada dentro de un “horizonte de predicción”

6
Fundamentos del MPC
Las restricciones sobre las variables manipuladas, de estado y salida se manejan naturalmente con esa formulaciónla realimentación se maneja proporcionando una actualización del modelo en cada paso (a menudo mediante una “corrección de perturbación aditiva”).
Historia del MPCDos vertientes que aún persisten:
• 1976-1978: Jacques RichaletADERSA, Francia,MAC: Model AlgorithmicControl (IDCOM-HIECON)
Richalet, J.A., A. Rault, J.D. Testud and J. Papon, "Model Predictive HeuristicControl: Applications to Industrial Processes," Automatica, 14, 413-428 (1978).
• 1979-1980: Charles CutlerShell / DMCC, USA,DMC: Dynamic Matrix Control (DMCplus)
Cutler, C.R. and B.L. Ramaker, "Dynamic Matrix Control - A Computer Control Algorithm,“ Proc. Joint Automatic Control Conference, San Francisco, CA, Paper WP5-B (1980).

7
MPC tiene su lugar en Wikipedia
Notas y aclaraciones (1)
Las figuras de la siguiente sección fueron extraídas del paper de Qin, S. J. and T. A. Badgwell. “AnOverview of Industrial Model Predictive Control Technology”, CPC V, 1996http://www.che.utexas.edu/~qin/cpcv/cpcv14.htmlEn ese trabajo, los autores realizaron un survey de aplicaciones industriales para sistemas lineales (que constituyen la vasta mayoría de las aplicaciones industriales actuales y a la que nos referiremos en exclusividad en el curso de esta exposición)

8

9
Objetivo final para las MVs/CVs
Movimiento de las MVsteniendo en cuenta su impacto en las CVs

10

11

12
TecnologíasComparadas
Referencia: Qin, S. J. and T. A. Badgwell. “An Overview of Industrial ModelPredictive Control Technology”, CPC V, 1996
http://www.che.utexas.edu/~qin/cpcv/cpcv14.html

13

14

15
Hoy en día…
Hoy en día...
Prácticamente todo proveedor de DCSs tiene disponible un software para realizar Control Predictivo:
• Honeywell: RMPCT (Profit Controller)• Foxboro: Connoisseur• Emerson: SMOC (desarrollado por MDC), DeltaV
PredictPro• ABB: 3DMPC• ...
La mayoría de las tecnologías industriales de la actualidad están basadas en sistemas lineales.Sin embargo, aparece ya en el mercado software industrial para aplicaciones no lineales.De los proveedores independientes (es decir, no proveedores de DCSs), el software más popular hoy día es el DMCplus (merced a la muy buena base instalada que Aspen heredara de DMCC, Setpoint y Treiber).

16
Hoy en día...
Los implementadores de aplicaciones se han multiplicado por fuera de los proveedores independientes (que parecen querer desprenderse del personal que realiza proyectos para enfocarse a vender sólo el software).Algunas compañías industriales adoptaron uno de los software como “estándar”, muchas veces por el intento de aprovechar el entrenamiento y experiencia de grupos internos dedicados al control avanzado y sistemas.Varias compañías implementan otras tecnologías además que la “estándar”, por razones de precio y/o capacidad propia de las mismas.
• Por ejemplo, una empresa de refinación internacional emplea: DMC, RMPCT, PCR
Hoy en día...
Algunas compañías productoras desarrollaron su propio controlador interno y lo licenciaron externamente, por ej.:
• Shell: el DMC primero (a DMCC, ahora de Aspen), luego el SMOC (a MDC, ahora de Emerson)
• Petrobras: SICONPero muy pocas compañías productoras continúan con desarrollos internos propios.Todas las compañías recurren al mix: grupo interno + soporte de especialistas externos (en mayor o menor proporción relativa, dependiendo del grado de recursos y/o madurez en el dominio de la tecnología).

17
Hoy en día...
El aporte de especialistas externos hace que el panorama del grupo interno se amplíe y se puedan capitalizar las experiencias logradas en otros sitios.El grupo interno consolida las aplicaciones, las mantiene y las sistematiza para que sean mantenidos en el tiempo los beneficios de las tecnologías.Soteica siempre ha insistido, desde los primeros proyectos, en asegurar la correcta asimilación de estas tecnologías por grupos internos para que ean ellos luego quienes las consoliden dentro de cada Organización.
Hoy en día...
Es un gran inconveniente encontrar personal Junior que haya tenido formación académica en estas tecnologías (pobre preparación en control, en general, nula preparación en control predictivo, en particular).Hay muy poco personal Senior con experiencia industrial concreta en MPC en nuestra región.La mayoría de las tecnologías aplicadas industrialmente en la actualidad están basadas en sistemas lineales.Sin embargo, aparecen ya en el mercado software industrial para aplicaciones no lineales.

18
Hoy en díaAplicaciones de MPC a las más diversas problemáticas de control, más allá de los campos originarios de refinación, aeroespacioy defensa
Notas y aclaraciones (2)Los interesados en control predictivo no lineal pueden consultar: • Qin, S. J., and T. A. Badgwell, "An Overview of
Nonlinear Model Predictive Control Applications," In Frank Allgöwer and Alex Zheng, editors, NonlinearModel Predictive Control. Birkhäuser, 369-392, 2000
• Findeisen, R. and F. Allgöwer, “An Introduction toNonlinear Model Predictive Control”, 21st BeneluxMeeting on Systems and Control, 2002, Veldhoven, Belgiumhttp://www.ist.uni-stuttgart.de/reports/pdf/2002-1.pdf
• Allgöwer, F., R. Findeisen and Z. Nagy, “NonlinearModel Predictive Control: From Theory to Application”, J. Chin. Inst. Chem. Engrs., Vol. 35, No. 3, 299-315, 2004http://www.ist.uni-stuttgart.de/~findeise/papers/chinchemeng04.pdf

19
Metodología y etapas de los proyectos de MPC
FAMILIARIZ.OPERACION
ENE FEB MAR ABR MAY JUN JUL AGO SET
ETAPAS DE UN PROYECTO MPC

20
Revisión de P&IDsRecopilación de ManualesOperativosReuniones con Personal de Operaciones, Procesos e InstrumentosEl objetivo es entenderperfectamente los objetivostécnico/económicos del proceso
FAMILIARIZACION CON LA OPERACION
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
ENE FEB MAR ABR MAY JUN JUL AGO SET
ETAPAS DE UN PROYECTO MPC

21
Chequeo y puesta a puntodel sistema de control convencionalAjuste de sintonía de lazosPID existentes, cambios de estrategias y filtrado de señalesEnsayo dinámico preliminarNuevos sensores y cálculos a implementarse en el DCSEmisión de informe con diseño preliminar y lista de recomendaciones
PRE-TEST Y DISEÑO PRELIMINAR
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
ETAPAS DE UN PROYECTO MPC

22
Ejecución de lo recomendadoluego del Pre-TestReparación de válvulas y sensoresInstalación de nuevosanalizadoresConfiguración de lazos nuevos y cálculos en línea (por ej., pararealizar inferencias)
RECONFIGURACIÓN DE CONTROLA-DORES E INSTRUMENTACIÓN
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
ETAPAS DE UN PROYECTO MPC

23
Etapa más importante del proyectoPara los proyectos multivariable, se lleva a cabo las 24 hrs. del díacon supervisión de los ingenierosde controlSe colecta toda la informacióngenerada (pueden llegar a ser cientos de tags)Consiste en excitar la Planta paraobtener información dinámica quepermita luego la identificación de la misma (usualmente con perturbaciones escalón)
TEST DE PLANTA
B501 AI5012.5
MPC
TEST DE PLANTA
• Se trata de ver el efecto quetiene sobre cada variable dependiente (CVs) la modificación de las variables independientes (MVs y DVs)
• Se diseña un programa de pruebas introduciendo escalonesen las variables independientes
• Prestando especial atención a todo lo que ocurra en la Planta y pudiese llegar a invalidar lasrespuestas
• Se intenta mantener el rangooperativo “habitual” de la Planta
0
0
3 4 5 6 7 8 9 10 11 12 13 14 151 2
A1A2
A3
A4
A6
A15
A0
1
VARIABLE INDEPENDIENTE
VARIABLE DEPENDIENTE
0

24
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
IDENTIFIC. DEL MODELO
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
ETAPAS DE UN PROYECTO MPC
Se realiza a partir de los datoscolectados durante el Test de PlantaSe lleva a cabo off-line, con la participación del personal de ingeniería de la Empresa (hands-on training)Culmina con el modelo dinámicode la Planta
IDENTIFICACION DEL MODELO
MPC

25
IDENTIFICACIÓN DEL MODELO• Utilizando el software de
identificación se obtienen lasrespuestas dinámicas
• Se comparan las respuestaspredichas y los errores de predicción con los datosexperimentales.
• Los modelos se inspeccionancuidadosamente y, frecuentemente, se “retocan” a mano.
• Se presta especial atención a la obtención de modelos que no introduzcan “problemas numéricosni físicos” evidentes (colinealidad, casi singularidad, gananciaserróneas, ...)
VI1
VI2
VD1
VD2
VI1
VI2
VI3
VD1 VD2 VD3 VD4
VARIABLES DEPENDIENTESVARIABLES DEPENDIENTES
VARIABLES
VARIABLES
INDEPEND.
INDEPEND.
MPC

26
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
CONSTRUC. CONTROLADOR
IDENTIFIC. DEL MODELO
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
ETAPAS DE UN PROYECTO MPC
Se realiza a partir de los modelosdinámicos identificadosSe lleva a cabo off-line, con la participación del personal de ingenieríade la Empresa (hands-on training)Involucra una etapa de simulación paraverificar sintoníaSe evalúa el comportamiento del controlador ante discrepancias entre el modelo y la Planta real (robustez)Se incluyen posible funcionales de optimización a ser tenidos en cuentapor el MPC (costos de MVs y CVs)Culmina con el controlador diseñado y ajustado para cumplir los requisitosoperativos y económicos del proceso
CONSTRUCCION DEL CONTROLADOR
MPC

27
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
CONSTRUC. CONTROLADOR
IDENTIFIC. DEL MODELO
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
GEN.INTERF.CON OPERADOR
ETAPAS DE UN PROYECTO MPC
La lleva a cabo la Empresa, sobre el sistema de controlConsiste en tablas operativas simples con las que los operadoresinteractúan con el controlador MPC
GENERACION DE LA INTERFASE CON EL OPERADOR
28
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
CONSTRUC. CONTROLADOR
IDENTIFIC. DEL MODELO
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
GEN.INTERF.CON OPERADOR
INST.SOFT MPC/ INTERFASE
ETAPAS DE UN PROYECTO MPC
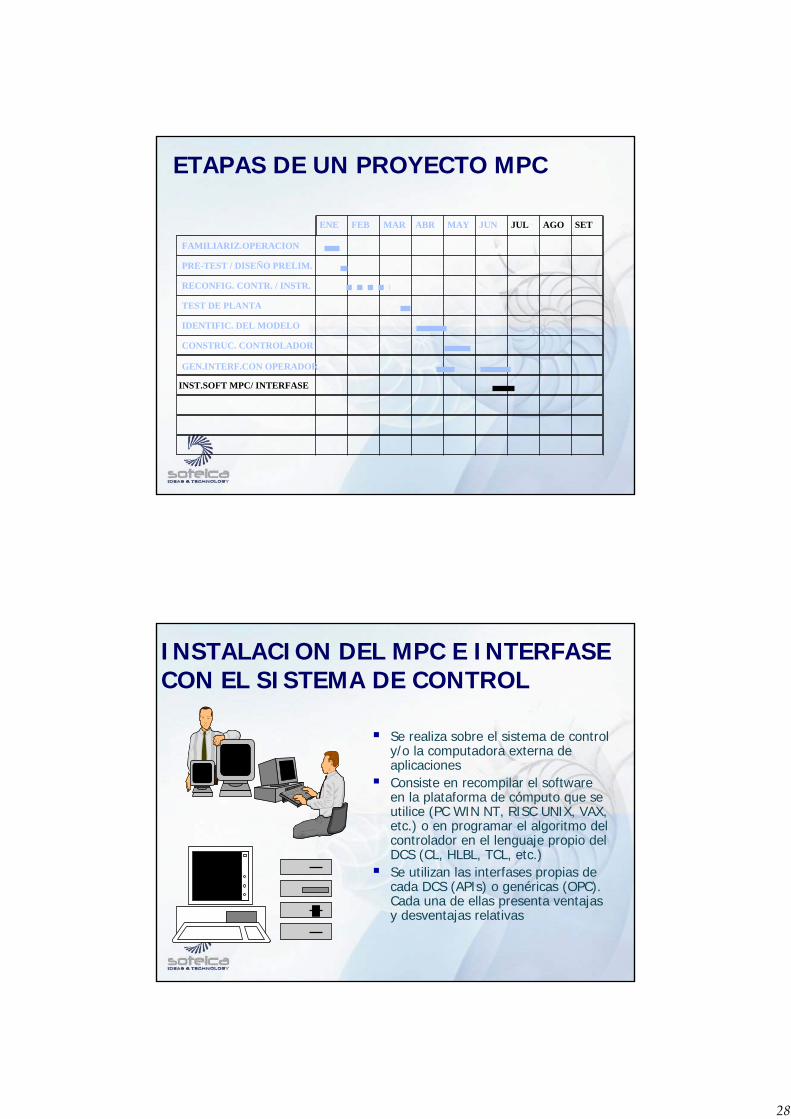
Se realiza sobre el sistema de control y/o la computadora externa de aplicacionesConsiste en recompilar el software en la plataforma de cómputo que se utilice (PC WIN NT, RISC UNIX, VAX, etc.) o en programar el algoritmo del controlador en el lenguaje propio del DCS (CL, HLBL, TCL, etc.)Se utilizan las interfases propias de cada DCS (APIs) o genéricas (OPC). Cada una de ellas presenta ventajasy desventajas relativas
INSTALACION DEL MPC E INTERFASE CON EL SISTEMA DE CONTROL
MPC

29
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
CONSTRUC. CONTROLADOR
IDENTIFIC. DEL MODELO
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
GEN.INTERF.CON OPERADOR
INST.SOFT DMC / INTERFASE
PUESTA EN MARCHA
ETAPAS DE UN PROYECTO MPC
Para controladores multivariable, se suele ejecutar con cobertura de ingeniería durante las 24 hrs. del díaSe realizan los ajustes finales en la sintonía del controladorSe entrena simultáneamente a los operadores
PUESTA EN MARCHA DEL CONTROLADOR
I
B501 AI5012.5
MPC

30
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
CONSTRUC. CONTROLADOR
IDENTIFIC. DEL MODELO
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
GEN.INTERF.CON OPERADOR
INST.SOFT DMC / INTERFASE
PUESTA EN MARCHA [DMC]
CAPACIT. OPERADORES
ETAPAS DE UN PROYECTO MPC
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
CONSTRUC. CONTROLADOR
IDENTIFIC. DEL MODELO
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
GEN.INTERF.CON OPERADOR
INST.SOFT DMC / INTERFASE
PUESTA EN MARCHA [DMC]
CAPACIT. OPERADORES
EVALUACION BENEFICIOS
ETAPAS DE UN PROYECTO MPC

31
Se realiza luego de colectar historiaoperativa suficiente a partir de la puesta en marcha del controladorSe evalúan los resultados obtenidos
EVALUACIÓN DE LOS BENEFICIOS OBTENIDOS (POST-AUDITORÍA)
MPC
FAMILIARIZ.OPERACION
PRE-TEST / DISEÑO PRELIM.
CONSTRUC. CONTROLADOR
IDENTIFIC. DEL MODELO
TEST DE PLANTA
RECONFIG. CONTR. / INSTR.
ENE FEB MAR ABR MAY JUN JUL AGO SET
GEN.INTERF.CON OPERADOR
INST.SOFT DMC / INTERFASE
PUESTA EN MARCHA [DMC]
CAPACIT. OPERADORES
EVALUACION BENEFICIOS
FINALIZADO YA EL PROYECTO...
MANTENIMIENTO !!!

32
Los modelos y controladores suelen ser muy robustos (en un caso, hemos vistocómo está funcionando durante casi 12 años sin modificación alguna)Pero toda Planta evoluciona y cambia. Algunas de estas cosas pueden hacerque los MPC dejen de funcionar:• mal funcionamiento de sensores• reubicación de algunos sensores• reemplazo o agregado de equipos• nuevas estrategias operativas
Hay pocas herramientas de software “industriales y simples” que permitanmonitorizar los MPC y alertar sobredegradación de su performanceEl “ojo del ingeniero” y la experiencia del día a día ayudan a detectar, identificar y resolver potenciales problemas
MANTENIMIENTO
MPC
Ejemplos de Proyecto Industrial de control PCR
“Application of Predictive Control to a Batch Reactor”, Diego Ruiz Massa, Carlos Ruiz García, Jacques Papon, Stephane Guesneux, Ana Isabel Sanz Mendez, European Refining Technology Conference (ERTC) Computing, Milan, Italy, June 2003.
“Model Based Predictive Control Increases Batch Reactor Production”, A. Sanz, A. Cardete, R. Lucio, R. Martínez, S. Muñoz, D. Ruiz, C. Ruiz, O. Gerbiand J. Papon, Hydrocarbon Processing, Vol 84, Nro. 5, 61-65, 2005.

33
Control de un reactor discontinuo industrial empleando la tecnología PCR
• Descripción del proceso• Objetivos del proyecto• Actividades del proyecto
• Step Test• Modelado / Identificación• Diseño del controlador• Verificación en lazo cerrado (simulación)
• Resultados• Conclusiones
MPCMultivariable
Control básico PID
MPC MonovariablePFC/PCR
Ubicación de la tecnología PFC/PCR en la jerarquía del control

34
Descripción del proceso
Steam
Water
PI P LI
L
TCT
TCT’
TCTr
TIT’
TITr
FIFr
PIP
Water PIPReactants
FCI F FC PC
PC
Reactor
LI
TC1
TC2 TI4
PC
TC3
FI
TI5
Heat Exchanger
To Vacuum System
TI Tr
TI6
Primary loop
Secondary loop
CV
HV
2000 4000 6000 8000 10000 12000 1400090
100
110
120
130
140
150
Control PID
Tiempo (seg)
Tem
pera
tura
(C)

35
Objetivos del proyecto PCR
Mejorar en la calidad del polímero mediante una mayor estabilidad de la temperaturaAumentar el SP de la temperatura de reacción (no posible bajo el control PID debido a que, operando a altas temperaturas, se dispara la parada de emergencia por culpa de las oscilaciones)Aumentar la producción mediante la reducción del tiempo de procesamiento de cada loteAumentar la disponibilidad de la planta, evitando paradas de mantenimiento al no desgastar tanto las válvulasDisminuir los costos marginales al consumir menos servicios (vapor y agua de refrigeración)
1) Análisis del proceso y especificaciones
2) Step Test
3) Modelado / Identificación
4) Simulación
5) Diseño del controlador
6) Verificación en lazo cerrado (simulación)
7) Comisionado
8) Pruebas en Planta
9) Entrenamiento de los usuarios
Actividades del proyecto PCR

36
1) Análisis del proceso y especificaciones
2) Step Test
3) Modelado / Identificación
4) Simulación
5) Diseño del controlador
6) Verificación en lazo cerrado (simulación)
7) Comisionado
8) Pruebas en Planta
9) Entrenamiento de los usuarios
Actividades del proyecto PCR
Step Test
0
20
40
60
80
100
120
140
15:26:00 15:33:12 15:40:24 15:47:36 15:54:48 16:02:00 16:09:12 16:16:24 16:23:36
Time
ºC
0
10
20
30
40
50
60
70
80
90
100
%
TC1
TC2
TI4
TC3
CV
El step test se realiza con el reactor lleno de producto, pero sin reacción

37
1) Análisis del proceso y especificaciones
2) Step Test
3) Modelado / Identificación
4) Simulación
5) Diseño del controlador
6) Verificación en lazo cerrado (simulación)
7) Comisionado
8) Pruebas en Planta
9) Entrenamiento de los usuarios
Actividades del proyecto PCR
GLIDE: herramienta de identificación en Matlab

38
Identificación (TC2 a partir de TC1 y TC3)
Steam
Water
PI P LI
L
TCT
TCT’
TCTr
TIT’
TITr
FIFr
PIP
Water PIPReactants
FCI F FC PC
PC
Reactor
LI
TC1
TC2 TI4
PC
TC3
FI
TI5
Heat Exchanger
To Vacuum System
TI Tr
TI6
Primary loop
Secondary loop
CV
HV
TC2 ΔºC
TC3 ΔºC
TC1 ΔºC
ºC
(seconds)
Identificación (TC2 a partir de TC1 y TC3)

39
1) Análisis del proceso y especificaciones
2) Step Test
3) Modelado / Identificación
4) Simulación
5) Diseño del controlador
6) Verificación en lazo cerrado (simulación)
7) Comisionado
8) Pruebas en Planta
9) Entrenamiento de los usuarios
Actividades del proyecto PCR
Biblioteca PCR de Matlab Simulink: Listado de bloques de control
Controller Group:PCR_EF1 : Enhanced First order system with pure time delayPCR_IF1 : Integrative First order system with pure time delayPCR_RD1 : Ramp & Docking setpoint controllerPCR_SF1 : Simple First order system with pure time delayPCR_SHE : Simple Heat Exchanger controllerPCR_SPF : Simple Parametric control with Flow as manipulated
variablePCR_ZTR : Zone Time-varying TRBF (CLTR)
Generator Group:PCR_RSP : Ramp & Docking setpoint generator
Model Group:PCR_FF1 : Model for first order Feed Forward compensation
Supervisor Group:PCR_SR1 : Supervisor for two controllers in Split Range
configuration

40
Simulador del proceso
Reactor
Cooling Cicuit
Cooling Valve (CV)
Heating Valve (HV)
Datos de planta vs. simulación

41
1) Análisis del proceso y especificaciones
2) Step Test
3) Modelado / Identificación
4) Simulación
5) Diseño del controlador
6) Verificación en lazo cerrado (simulación)
7) Comisionado
8) Pruebas en Planta
9) Entrenamiento de los usuarios
Actividades del proyecto PCR
Estructura de los controladores PCR
R3R2C
H
TC2sp
TC1sp
TC3sp
HVsp
CVsp
SR
ESTRUCTURA DE CONTROL
HVCV
Cada línea de controladores calcula la acción de control requerida para mantener el SP deseado del reactor. El bloque de split range (SR) implementa la acción necesaria en un momento dado (enfriamiento o calentamiento).

42
Diseño del controlador PCR
TC1sp
SR
HVsp
CVsp
TC3spTC2sp
CLTR
CLTR
CLTR CLTR
CLTR: sintonía controlador PCR
TC2
HVsp
TC1
Reactants
H
TC1
TC3TC2
R2
TI4
CVspTC3
R3
Se cargan los modelos identificados en cada bloque PCR.
En este caso en particular se identificaron 10 modelos.
CV
TC2
TC1
C
Reactants
modelos MVs (controlador PCR)modelos DVs (perturbación PCR)
1) Análisis del proceso y especificaciones
2) Step Test
3) Modelado / Identificación
4) Simulación
5) Diseño del controlador
6) Verificación en lazo cerrado (simulación)
7) Comisionado
8) Pruebas en Planta
9) Entrenamiento de los usuarios
Actividades del proyecto PCR

43
Verificación en lazo cerrado (Proceso + Controlador PCR)
Proceso
Controlador PCR
Resultados simulados (control perfecto, modelo sin discrepancia)
TC1
CV HV

44
Resultados simulados (modelo con discrepancia aceptable en HV)
TC1
CV HV
Resultados simulados (modelo con discrepancia inaceptable en HV)
TC1
CV HV

45
1) Análisis del proceso y especificaciones
2) Step Test
3) Modelado / Identificación
4) Simulación
5) Diseño del controlador
6) Verificación en lazo cerrado (simulación)
7) Comisionado
8) Pruebas en Planta
9) Entrenamiento de los usuarios
Actividades del proyecto PCR
a. El diseño del controlador se proporciona comouna serie de bloques de control interconectados.
b. Traducción de cada bloque al lenguaje del DCS (por ej., Foxboro HLBL, ABB TCL, Honeywell CL,…)
c. Validación de los bloques integrados y del controlador global.
d. Condiciones operativas y modos de control.
Integración del PCR diseñadodentro del DCS

46
El proyecto se comisionó en el 2003El PCR se instaló en un DCS Honeywell TDC 3000 DCS (rutinas codificadas en el lenguaje Honeywell CL)Rutinas CL totalmente re-usablesLa tecnología fue transferida al clienteSe presentan a continuación los resultados obtenidos:
Comisionado del Proyecto PCR
2000 4000 6000 8000 10000 12000 1400090
100
110
120
130
140
150
Control PID, con SP = 114 C
Tiempo (seg)
Tem
pera
tura
(C)
ANTES: La estructura PID original (configuración estandarddel fabricante del reactor) proporcionaba un control inestable.

47
2000 4000 6000 8000 10000 12000 14000 1600090
100
110
120
130
140
150
Control PCR, con SP = 114 C
Tiempo (seg)
Tem
pera
tura
(C)
DESPUÉS: La estructura de controladores PCR anidados proporciona un control estable. El desvío estándar se redujo a menos de la cuarta parte.
2000 4000 6000 8000 10000 12000 1400090
100
110
120
130
140
150
Control PCR, con SP = 120 C
Time (secs)
Tem
pera
ture
(C)
DESPUÉS: La estructura de control PCR permitió aumentar el SP de la temperatura sin riesgos de que se active la parada de emergencia del reactor debido a picos altos.

48
Control PCR del reactor batch: resumenEl control de la temperatura del reactor empleando PCR evitala competencia entre los lazos de enfriamiento y calentamiento.Las condiciones operativas son más reproducibles. En consecuencia, se obtiene una calidad más uniforme.Se pueden mantener SP de temperatura más altos con seguridadLa duración tatal del lote se reduce debido al aumento en la velocidad de adición de los reactivosSe aumenta la dispoinibilidad del proceso y se disminuyen los costos de mantenimiento.Sintonía “fácil” (sólo un parámetro de sintonía por controlador: CLTR)El ajuste de parámetros para otras recetas a producirse en el mismo reactor es fácil de realizar.Las rutinas CL pueden ser re-utilizadas para otros reactores.
Aplicaciones de PCR en un lazocontinuo de Refinería
“Predictive Functional Control (PFC) Applied to an Unstable System. An Industrial Application”, Carlos Ruiz, Marta S. Basualdo, Aldo Molina, Benjamin Parisse and Jacques Richalet, European Symposium on Computer Aided Process Engineering 11 (ESCAPE 11), Denmark, October 2001.

49
A pesar que es una tecnología orientada a reactoresbatch, aplicamos algunos esquemas de control SISO / MISO a varios lazos continuos.Tres aplicaciones(2000-2001):• Nivel de la base de la columna T-301 (Hydrobon), lazo con
gran tiempo muerto.• Control de temperatura del Horno Reboiler de la columna T-
301 (Hydrobon).• Línea de transferencia horno de carga H-101 (Topping), con
2 perturbaciones feedforward.
Transferencia de tecnología: el personal de la refinería fueentrenado para poder implementar nuevos controladores.DCS: El PCR se instaló en un DCS Foxboro IA (rutinascodificadas en el lenguaje HLBO de Foxboro).
PCR: Aplicaciones en la refineríaREPSOL YPF Plaza Huincul
Variable Controlada :LT304
Variable Manipulada :FIC304_SP-FIC311_SP
Variable Manipulada Real :FIC304_SP
Control de Nivel:Planta Hydrobon

50
Ensayos (Step Test) para la Identificación del Modelo
Steps en la MV
Respuesta de la CV
Los datos del Test se colectaron de la base de datos del PI (PI-Excel DataLink)
Período de muestreo de 10 segundos, sin banda muerta de compresión
Extracción de Datos con el PI-Excel DataLink

51
Identificación del Sistema Empleando PCR
Parámetros internos del Modelo
Sensitividad Paramétrica
Respuesta del Modelo (Amarilla) & Datos del Nivel (Rosa) bajo la misma perturbación (Blanca)
Estructura del Modelo : Integrativode 1er Orden con Demora
Muy difícil de controlar manualmente o con un PID
Implementación
- Algoritmo implementado en una forma genérica
Puede ser re-utilizado para otras aplicaciones
- Evaluación y Monitoreo de la performance del lazo: * Implementado sobre el PI (ProcessBook)* Guardando las variables internas del controlador
- Algoritmo implementado en el lenguaje HLBL, corriendoen el Foxboro IA System Control Processor(no se necesita computadora de control de procesos)

52
Display de Ingeniería
Clickear en elLT304 paradesplegar eloverlay delcontroladorPCR
Display Operativo

53
Seguimiento del Lazo por Medio del PI-ProcessBook
Performance (antes y después del PCR, PI-Excel DataLink)

54
Reacción de los Operadores muy Positiva:
Transferencia de Conocimiento para Ingeniería:- 2.5 días de entrenamiento sobre :
• Modelado • Identificación• Tecnología MPC & Enfoque usando PCR
- Biblioteca de Algoritmos PCR (códigos fuente en C) proporcionadas al personal de REPSOL YPF
Propósito: Autonomía del Cliente para futuros proyectos PCR
• El control manual era muy dificultoso• Buen comportamiento en lazo cerrado• Entrenamiento de operadores fácil y rápido• Lazo PCR fácil de poner on y off
Operadores de Planta & PCR
Resumen del proyecto de control de nivelempleando PCR
Control predictivo fácilmente aplicable a lazos SISOCorriendo directamente en el DCS (no se necesitancomputadoras adiionales ni interfases especiales) Fácil entrenamiento de operadoresTransferencia de tecnologíaAplicable a un amplio rango de problemas de control industrial, donde los PID no resultan suficientes.

55
Resultados de la aplicación de MPC multivariable
Unidad de Vacío
“Aplicaciones de Controladores Optimizantes por Matriz Dinámica [DMC]™ a Procesos de Refinación”, C. Ramírez, M. Ruiz, C. Lago, C. A. Ruiz, Ch. Johnston, A. Monterrubio and José Basteris, Primer Congreso Latinoamericano de Refinación (COLAREF ’95), Buenos Aires, Argentina, Septiembre 1995.
Planta de Vacío
Esta Unidad procesa fracciones muy pesadas, mediante destilación al vacío.Produce GOPV, GOLV y un fondo pesado (FO o asfalto).Posee un horno de carga, que suministra el calor necesario para la destilación.A la carga se recicla una fracción del producto de fondo a los efectos de aumentar la velocidad espacial y limpiar el fondo de la columna de restos de carbón.Se suele operar en campañas produciendo FO o asfalto por el fondo, con condiciones operativas muy diferentes en cada caso.

56
Modelo Planta de Vacío (Completo)
Modelo del Vacío (Parcial)

57
Modelo del Vacío (Horno)
MPC en un Vacío: aumento de capacidad de procesamiento
Porcentaje de la Carga derivado a Fuel
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
26-M
ar
9-A
pr
23-A
pr
7-M
ay
21-M
ay
4-Ju
n
18-J
un
2-Ju
l
16-J
ul
30-J
ul
13-A
ug
27-A
ug
10-S
ep
24-S
ep
8-O
ct
22-O
ct
4-N
ov
18-N
ov
2-D
ec
16-D
ec
30-D
ec
13-J
an
27-J
an
10-F
eb
24-F
eb
10-M
ar
24-M
ar
7-A
pr
21-A
pr
Tiempo
Porc
enta
je a
Fue
l
Datos
Promedio

58
MPC en un Vacío: mejora de rendimientos
Rendimiento de HVGO + LVGO (% de la Carga)
20.00
25.00
30.00
35.00
40.00
45.00
50.00
26-M
ar
9-A
pr
23-A
pr
7-M
ay
21-M
ay
4-Ju
n
18-J
un
2-Ju
l
16-J
ul
30-J
ul
13-A
ug
27-A
ug
10-S
ep
24-S
ep
8-O
ct
22-O
ct
4-No
v
18-N
ov
2-De
c
16-D
ec
30-D
ec
13-J
an
27-J
an
10-F
eb
24-F
eb
10-M
ar
24-M
ar
7-A
pr
21-A
pr
Tiempo
Rend
. HV
GO
+ L
VG
O (%
)
Datos
Promedio
MPC en un Vacío: operando sobre las restricciones
Reciclo a Horno
5.00
7.00
9.00
11.00
13.00
15.00
17.00
19.00
26-M
ar
9-Ap
r
23-A
pr
7-M
ay
21-M
ay
4-Ju
n
18-J
un
2-Ju
l
16-J
ul
30-J
ul
13-A
ug
27-A
ug
10-S
ep
24-S
ep
8-O
ct
22-O
ct
4-N
ov
18-N
ov
2-D
ec
16-D
ec
30-D
ec
13-J
an
27-J
an
10-F
eb
24-F
eb
10-M
ar
24-M
ar
7-Ap
r
21-A
pr
Tiempo
Rec
iclo
(m3/
h)
•Datos•Promedio

59
MPC en un Vacío: porcentaje de O2 en humos
O2 EN FLUE GAS DEL HORNO B501
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
26-M
ar-9
4
9-Ap
r-94
23-A
pr-9
4
7-M
ay-9
4
21-M
ay-9
4
4-Ju
n-94
18-J
un-9
4
2-Ju
l-94
16-J
ul-9
4
30-J
ul-9
4
13-A
ug-9
4
27-A
ug-9
4
10-S
ep-9
4
23-S
ep-9
4
7-O
ct-9
4
21-O
ct-9
4
4-N
ov-9
4
18-N
ov-9
4
1-D
ec-9
4
15-D
ec-9
4
28-D
ec-9
4
11-J
an-9
5
24-J
an-9
5
7-Fe
b-95
21-F
eb-9
5
7-M
ar-9
5
21-M
ar-9
5
4-Ap
r-95
18-A
pr-9
5
Tiempo
O2
en h
umos
(%)
DatosPromedio
Resultados de la aplicación de MPC multivariable
Unidad de Coque
“Implementación de un Controlador por Matriz Dinámica [DMC]™ en una Planta de Coqueo Retardado”, C. Ramírez, M. Ruiz, C. Lago, C. A. Ruiz, Ch. Johnston and A. Monterrubio, VI Reunión de Trabajo en Procesamiento de la Información y Control (VI RPIC), Bahía Blanca, Argentina, Noviembre 1995.

60
Planta de Coque
Esta Unidad procesa los residuos finales en una refinería de petróleo.Realiza un cracking térmico profundo sobre esos residuos obteniendo como productos carga caliente para otras unidades (GO para crackingcatalítico) y coque.La carga se calienta en dos hornos en paralelo, se hace pasar por una cámara donde se deposita el coque (carbón) y el remanente se destila en una única columna de destilación compleja.Cuando cada cámara de coque se llena, se interrumpe el paso de carga por la misma y se comienza a llenar la cámara vacía que estaba en espera, operación esta que introduce una gran perturbación a la columna de destilación.
M
C-65
E-01
E-03
E-02
F-05
C-05
C-04 C-59
C-06
FC537
AGUAALIM.
FC508
FC509
C-02
G.O.P.
C-03
DE E-52C-58
A E-52
M
F-12
FI1005
PC557
EXCESOF.O.
CR
VA III
VA1000
G.O.L.
FC510
FC535
A E-51
PI509
PC504
A J-51
CHIM.
A J-51
C-11
C-01
FC511
FC506
TC508
D-03
FC504
FC505
B-502
AI502
TC504 B
TC505 B
PC552
PC549 PI
507
D-04
FC592
FC587
TC5253
D-01
FC502
FC503
B-501
AI501
TC500B
TC501B
PC543
PC546 PI
507
D-02
FC584
FC579
TC5218
LC510
PC-591_O (VTI)PC-593_O (VTF)
COND.
COND.
COND.
COND.
F1PINBIAS F1CRTBIASDF502_3 TOTALFD1TARGFD1 F1F2BIAS
F2PINBIAS F1CRTBIASDF504_5 TOTALFD2TARGFD2 RECYCLE
TI5280HI
TI5274
TI5281HI
TI5275
TI5294HI
TI5288
TI5295HI
TI5289
SI501
TARGET
LC512
A
BHC
TC509
LC514
TI5311
CONT. P/E-01
F-F P/B-501/502
LC509
TC522
PI570
PI571
PI574
PI575
PI576
PI577
PI572
PI573
TARGET
TI5309
TI5310
Manipuladas Feed-ForwardControladas
PC-591 (VTI)PC-593 (VTF)
PC-595_O (VTI)PC-597_O (VTF)
PC-595 (VTI)PC-597 (VTF)
YPF S.A. - DRRLPCONTROLADOR [DMC]PLANTA DE COQUE B
TI5500
TI5501
TI5502
TI5503
SWITCH12
SWITCH34
TI5305PDI
501
TC5 10
LC515
EXCESOF.O.

61
MPC en un Coque: aumento de capacidad
CARGA TOTAL A COQUE B (m3/h)
40 .0 0
60 .0 0
80 .0 0
100 .0 0
120 .0 0
140 .0 0
160 .0 0
26-Mar-
94
09-Ab
r-94
23-Ab
r-94
07-May-
94
21-May-
94
04-Jun
-94
18-Jun
-94
02-Jul
-94
16-Jul
-94
30-Jul
-94
13-Ag
o-94
27-Ag
o-94
10-Se
p-94
23-Se
p-94
07-Oct-
94
21-Oct-
94
04-Nov-
94
18-Nov-
94
01-Dic-
94
15-Dic-
94
28-Dic-
94
11-En
e-95
24-En
e-95
07-Fe
b-95
21-Fe
b-95
07-Mar-
95
21-Mar-
95
04-Ab
r-95
18-Ab
r-95
Tiempo
Carga (m3/h)
DatosPro medi o
MPC en un Coque: O2 en uno de los hornos
O 2 EN FLUE GAS DEL HORNO B 502
1 .0 0
2 .0 0
3 .0 0
4 .0 0
5 .0 0
6 .0 0
7 .0 0
8 .0 0
9 .0 0
26-Mar-
94
09-Ab
r-94
23-Ab
r-94
07-May-
94
21-May-
94
04-Jun
-94
18-Jun
-94
02-Jul
-94
16-Jul
-94
30-Jul
-94
13-Ag
o-94
27-Ag
o-94
10-Se
p-94
23-Se
p-94
07-Oct-
94
21-Oct-
94
04-Nov-
94
18-Nov-
94
01-Dic-
94
15-Dic-
94
28-Dic-
94
11-En
e-95
24-En
e-95
07-Fe
b-95
21-Fe
b-95
07-Mar-
95
21-Mar-
95
04-Ab
r-95
18-Ab
r-95
T ie mpo
O2 en
hum
os (%
)
DatosPro medio

62
Beneficios económicos obtenidos
Tiempos de pago de los proyectos:• MPC del Vacío: 3 meses• MPC del Coque: 5 meses
Los tiempos de pago menores a un año son bastante habituales en MBPCs de gran porte en Unidades de refinación o petroquímica
Conclusiones
63
Conclusiones
El Control Predictivo Basado en Modelos se ha establecido como firme opción en la industria de procesos.La oferta tecnológica (software industrial) ha crecido notablemente, al punto que todos los proveedores de DCSs ofrecen algo al respecto.A pesar su popularidad creciente, aún hay una cierta escasez de personal de ingeniería con práctica industrial real sobre la aplicación de la tecnología.La investigación y aplicación se está extendiendo a otras ramas industriales y para el control de sistemas físico-químicos o empresariales diversos.
Related Documents











