CONTROL OF SULFUR DIOXIDE AND SULFUR TRIOXIDE USING MAGNESIUM-ENHANCED LIME Joseph Potts and Erich Loch Cinergy Corporation Lewis Benson, Robert Roden and Kevin Smith Carmeuse North America

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
CONTROL OF SULFUR DIOXIDE AND SULFUR TRIOXIDE USING MAGNESIUM-ENHANCED LIME
Joseph Potts and Erich LochCinergy Corporation
Lewis Benson, Robert Roden and Kevin SmithCarmeuse North America
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Overview Of Talk
• Background on control of SO3 with Mg(OH)2 and Ca(OH)2
• Magnesium-enhanced lime FGD process with byproduct Mg(OH)2
• Results of 800 MW and 1300 MW demonstrations of SO3 control with byproduct Mg(OH)2
• Description of 1300 MW byproduct Mg(OH)2 and SO3 control system
• SO3 control costs – byproduct Mg(OH)2 vs. commercial Mg(OH)2
Control of SO2 and SO3 Using Magnesium-enhanced Lime
SO3 Emission from Coal-fired Plants
• From oxidation of SO2 in furnace and SCR Up to 3% oxidation, 70 ppmv SO3
• Can foul heat transfer surfaces• Can cause visible plume• TRI substance
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Background on SO3 control with Mg(OH)2
• Furnace injection of magnesium hydroxide to control SO3
Reacts selectively with SO3 to form water-soluble MgSO4, but not with SO2
Decades of experience in oil-fired units Some use in coal-fired units Increases melting point of slag
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Magnesium-Enhanced Lime FGD Process Description
• Wet FGD process (Thiosorbic® process)• Uses lime reagent with 3-6 wt.% MgO,
balance CaO
• Mg increases SO2 removal and allows low L/G 21 L/G (3 l/Nm3) for 91% removal with 4% sulfur
coal
• Low chemical scaling potential Liquid in absorber only 10% gypsum-saturated
• Lime is source of Mg for byproduct Mg(OH)2
Control of SO2 and SO3 Using Magnesium-enhanced Lime
800 MW and 1300 MW Demonstrations of Furnace Injection of Mg(OH)2
• DOE/NETL program by URS co-sponsored by EPRI, First Energy, AEP, TVA, and Carmeuse
• Objectives 90% SO3 removal Reduce plume opacity Study balance-of-plant effects on:
Slag accumulation SCR catalyst ESP Fly ash composition
Control of SO2 and SO3 Using Magnesium-enhanced Lime
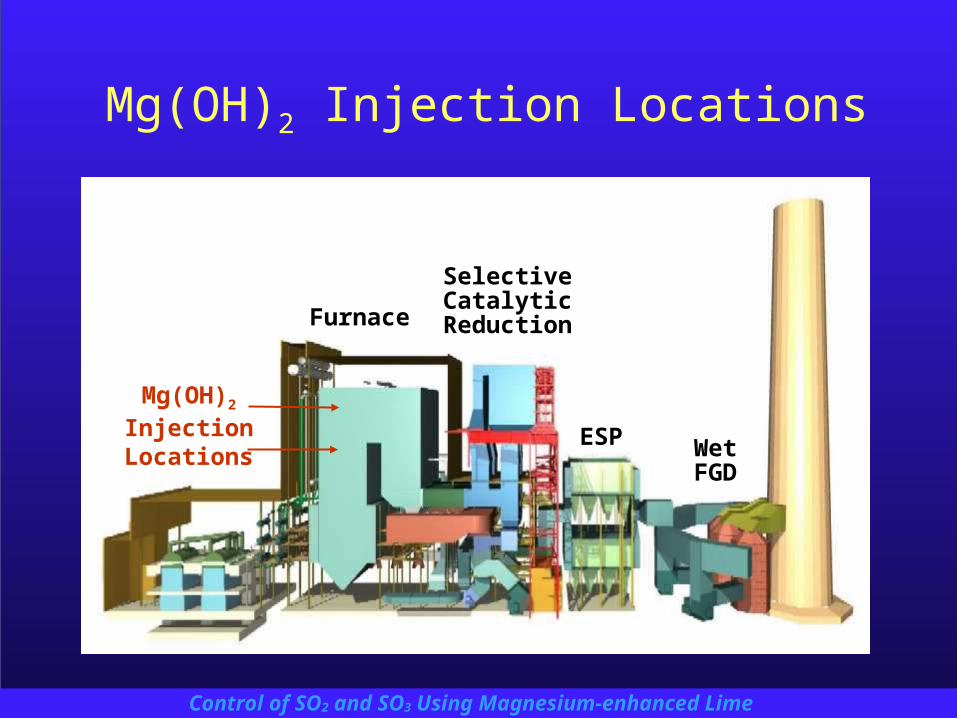
Mg(OH)2 Injection Locations
Mg(OH)2 Injection
Locations
Furnace
Selective Catalytic
Reduction
ESP WetFGD
Control of SO2 and SO3 Using Magnesium-enhanced Lime
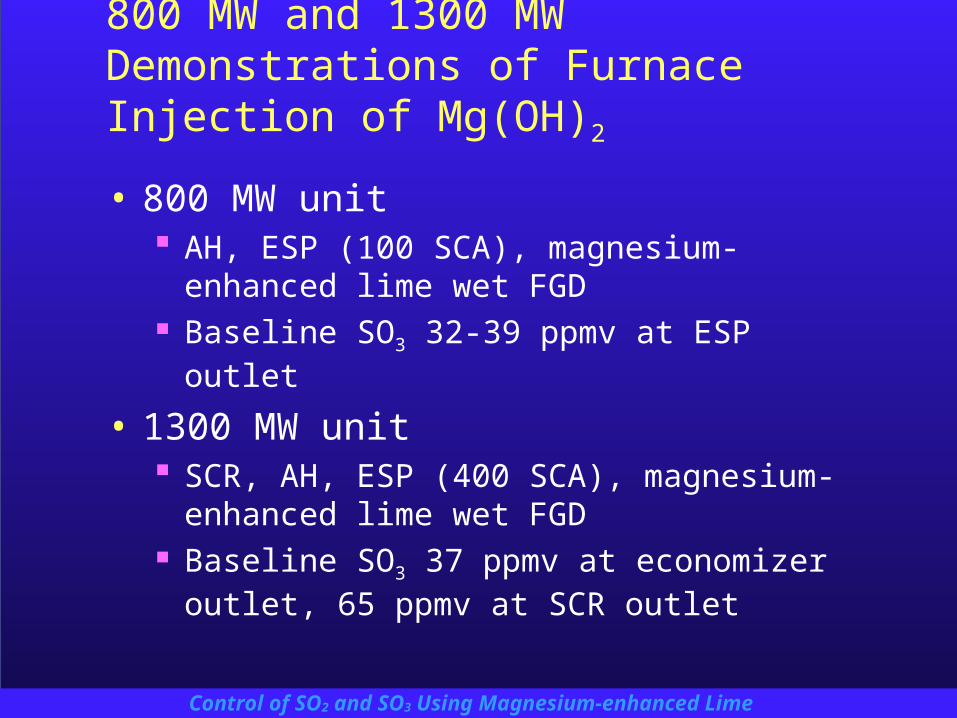
800 MW and 1300 MW Demonstrations of Furnace Injection of Mg(OH)2
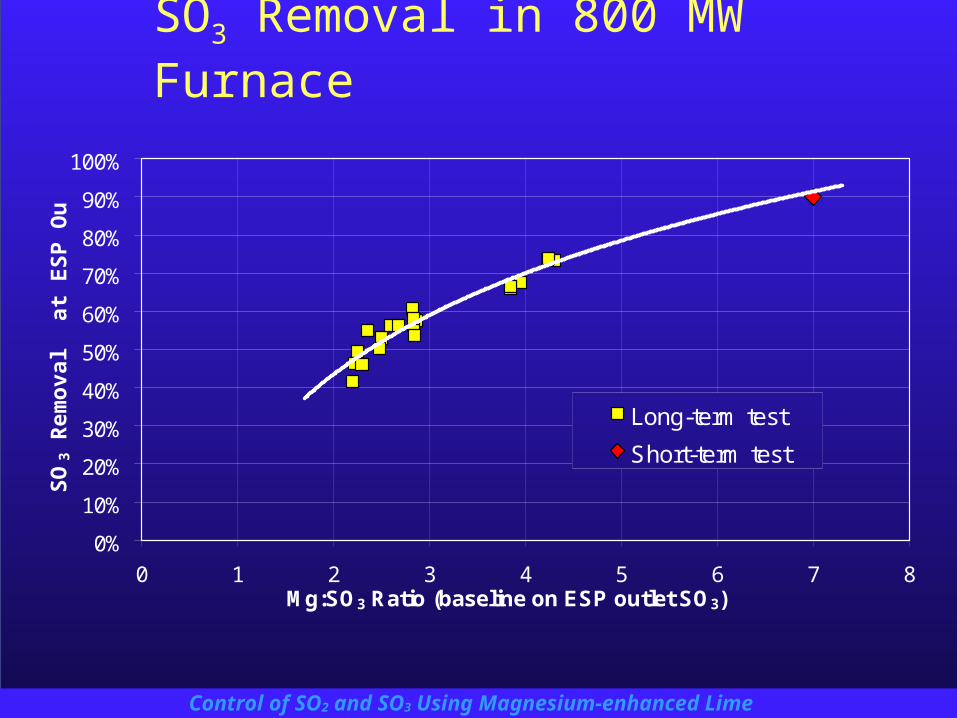
• 800 MW unit AH, ESP (100 SCA), magnesium-enhanced
lime wet FGD Baseline SO3 32-39 ppmv at ESP outlet
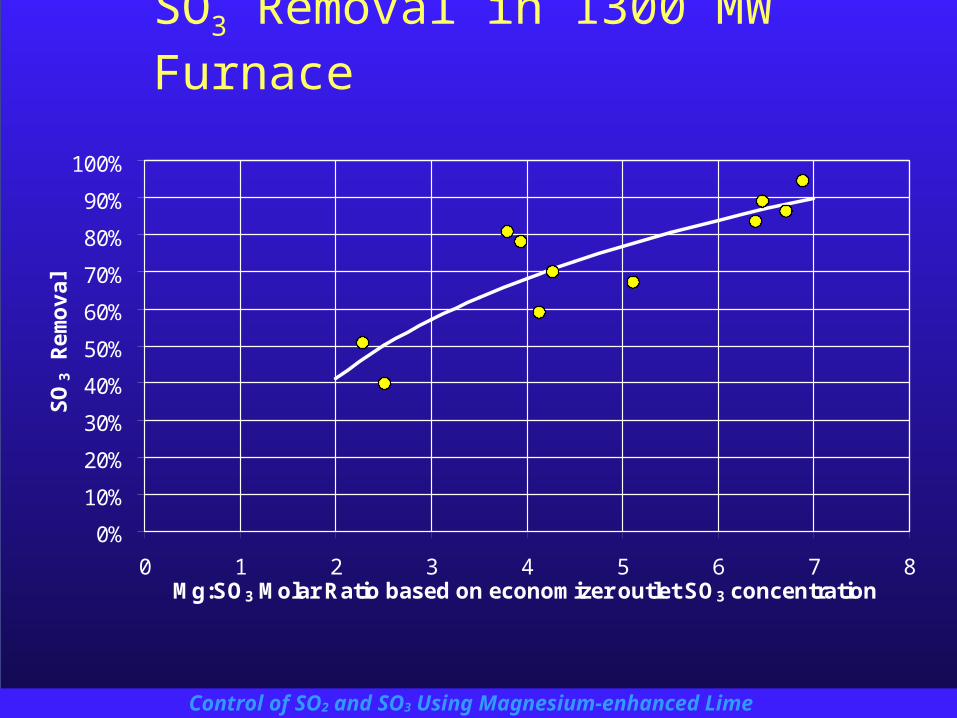
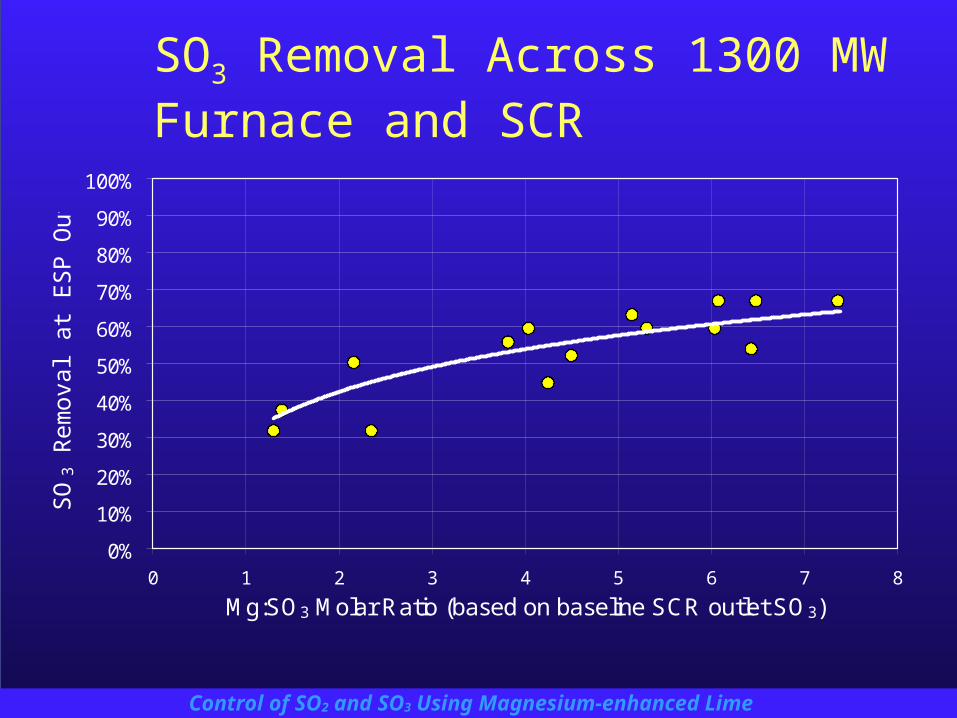
• 1300 MW unit SCR, AH, ESP (400 SCA), magnesium-
enhanced lime wet FGD Baseline SO3 37 ppmv at economizer
outlet, 65 ppmv at SCR outlet
Control of SO2 and SO3 Using Magnesium-enhanced Lime
SO3 Removal in 800 MW Furnace
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 1 2 3 4 5 6 7 8Mg:SO3 Ratio (baseline on ESP outlet SO3)
SO
3 R
em
ov
al
at
ES
P O
utl
et
Long-term test
Short-term test
Control of SO2 and SO3 Using Magnesium-enhanced Lime
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 1 2 3 4 5 6 7 8Mg:SO3 Molar Ratio based on economizer outlet SO3 concentration
SO
3 R
emo
val
SO3 Removal in 1300 MW Furnace
Control of SO2 and SO3 Using Magnesium-enhanced Lime
SO3 Removal Across 1300 MW Furnace and SCR
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 1 2 3 4 5 6 7 8
Mg:SO3 Molar Ratio (based on baseline SCR outlet SO3)
SO
3 R
emov
al a
t E
SP
Out
let
Control of SO2 and SO3 Using Magnesium-enhanced Lime
800 MW and 1300 MW Demonstrations of Furnace Injection of Mg(OH)2
• No adverse impact on SCR catalyst or slagging
• ESP impact 800 MW – adverse when SO3 reduced to 3-
4 ppmv 1300 MW - no adverse impact
Opacity monitor readings reduced from 16-20% to 10-15%
• Byproduct and commercial Mg(OH)2 gave similar results
Control of SO2 and SO3 Using Magnesium-enhanced Lime
800 MW and 1300 MW Demonstrations of Furnace Injection of Mg(OH)2
• Visible opacity significantly reduced• Flyash composition within spec for
sulfate
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Hydrated Lime [Ca(OH)2] Injection for SO3 Control
• 12 micron avg. particle size, 16 m2/gram• Demonstrated at 1300 MW for control of
SO3 following SCR Injected after air heater
• Demonstrated at 1300 MW (Zimmer station) with post-SCR SO3 concentrations Injected after ESP Captured in FGD absorber and completely
utilized

Control of SO2 and SO3 Using Magnesium-enhanced Lime
Control of SO2 and SO3 Using Magnesium-enhanced Lime
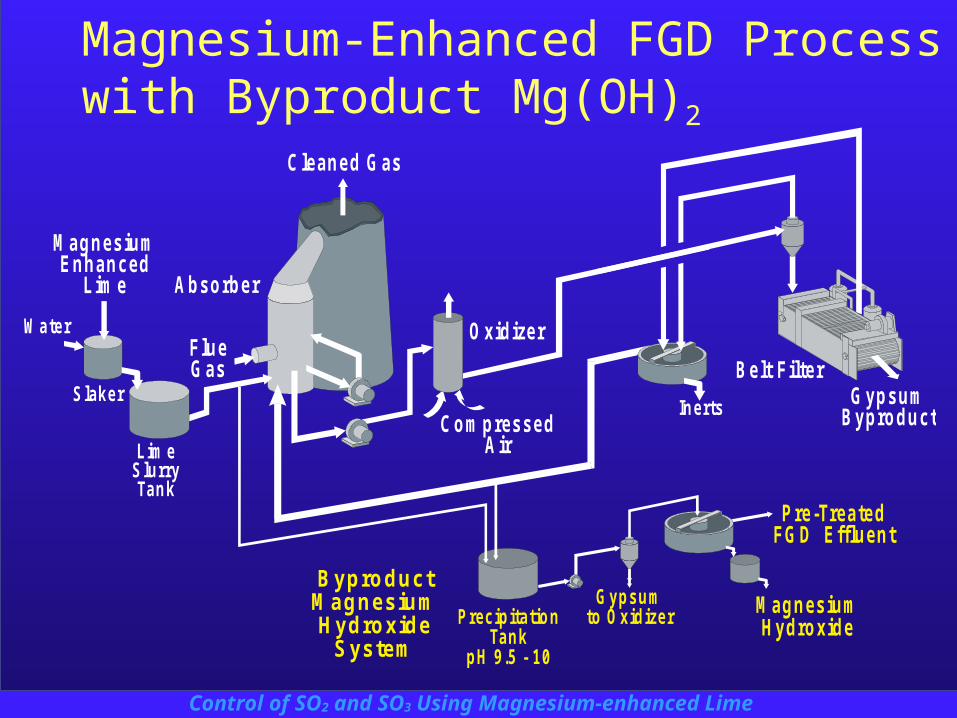
MagnesiumHydroxide
Gypsumto Oxidizer
Pre-TreatedFGD Effluent
GypsumByproduct
PrecipitationTank
pH 9.5 - 10
InertsCompressed
Air
FlueGas
Absorber
Belt Filter
LimeSlurryTank
Slaker
Water
Cleaned Gas
MagnesiumEnhanced
Lime
Oxidizer
ByproductMagnesiumHydroxide
System
Magnesium-Enhanced FGD Processwith Byproduct Mg(OH)2
Control of SO2 and SO3 Using Magnesium-enhanced Lime
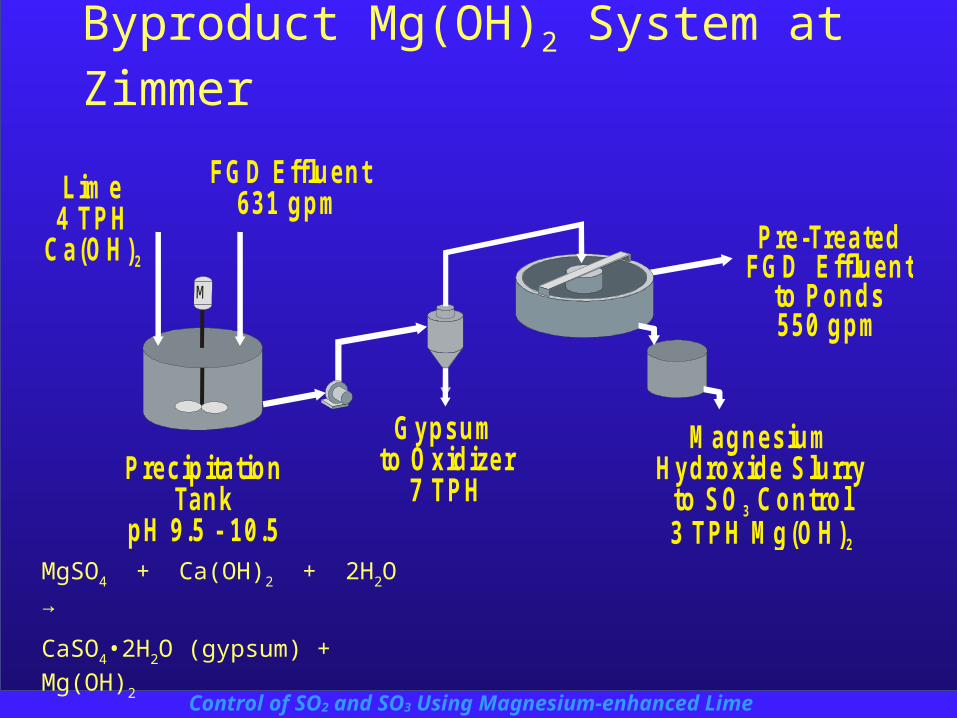
Byproduct Mg(OH)2 System at Zimmer
MgSO4 + Ca(OH)2 + 2H2O →
CaSO4•2H2O (gypsum) + Mg(OH)2
MagnesiumHydroxide Slurry
to SO Control3 TPH Mg(OH)
3
2
Gypsumto Oxidizer
7 TPH
Pre-TreatedFGD Effluent
to Ponds550 gpm
PrecipitationTank
pH 9.5 - 10.5
FGD Effluent631 gpmLime
4 TPHCa(OH)2
M
Control of SO2 and SO3 Using Magnesium-enhanced Lime
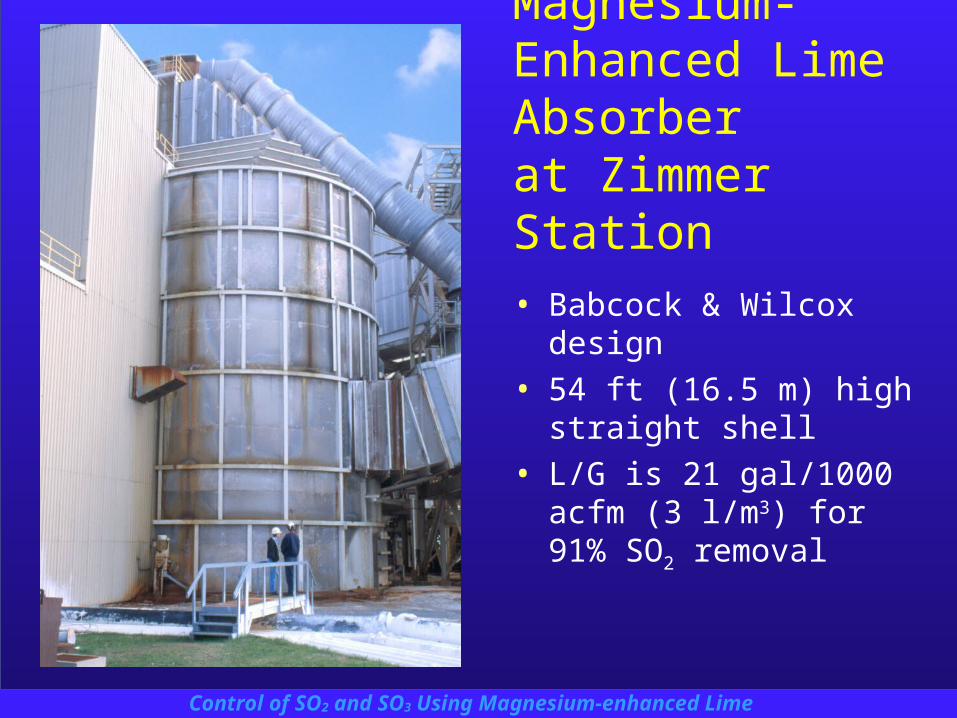
• Babcock & Wilcox design
• 54 ft (16.5 m) high straight shell
• L/G is 21 gal/1000 acfm (3 l/m3) for 91% SO2 removal
Magnesium-Enhanced Lime Absorberat Zimmer Station
Control of SO2 and SO3 Using Magnesium-enhanced Lime
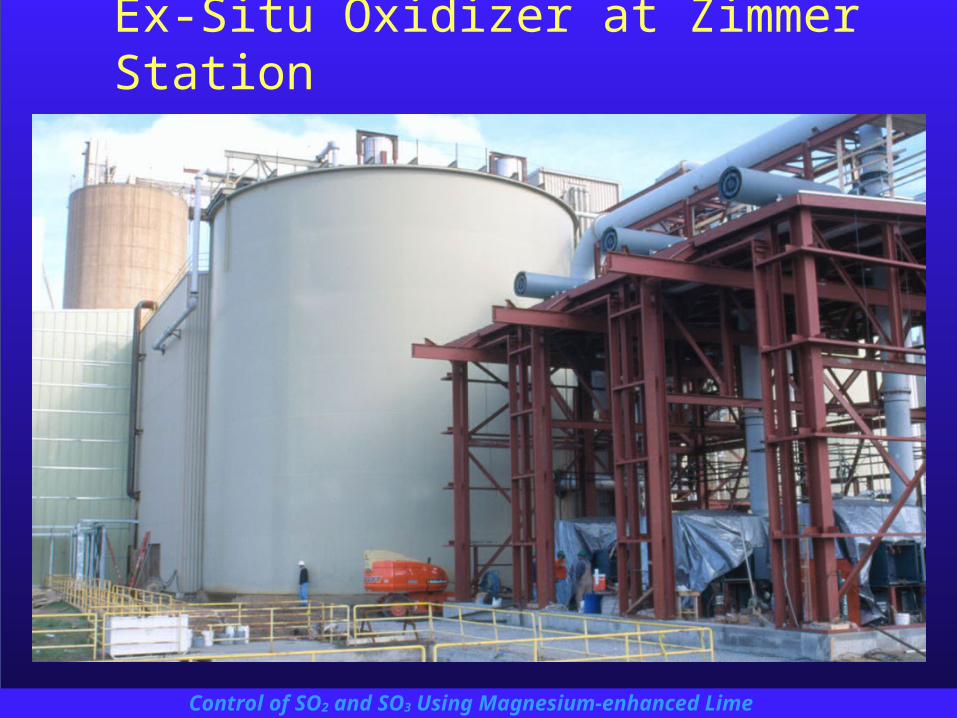
Ex-Situ Oxidizer at Zimmer Station
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Byproduct Mg(OH)2 from Magnesium-Enhanced Lime Wet FGD Process
• Byproduct process developed by Carmeuse
• Piloted in 1995 at Cinergy’s Zimmer station with support of EPRI, Ohio Coal Development Office and Cinergy
• Two plants currently producing byproduct Mg(OH)2
• Pre-treats FGD wastewater Reduces dissolved solids by 80%, metals
Control of SO2 and SO3 Using Magnesium-enhanced Lime
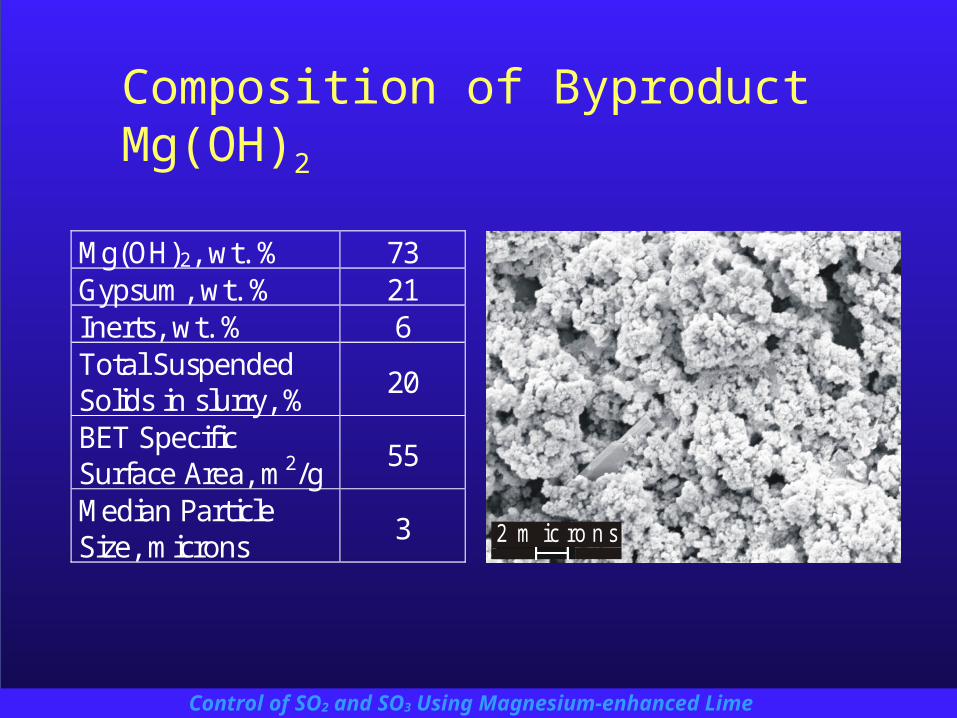
Composition of Byproduct Mg(OH)2
Mg(OH)2, wt. % 73 Gypsum, wt. % 21 Inerts, wt. % 6 Total Suspended Solids in slurry, %
20
BET Specific Surface Area, m2/g
55
Median Particle Size, microns
3
2 m ic ro n s
Control of SO2 and SO3 Using Magnesium-enhanced Lime
1300 MW SO3 Control System Design Parameters at Zimmer Station
• Mg(OH)2 injection system design 3 TPH Mg(OH)2
Mg:SO3 ratio = 8
90% removal of furnace-generated SO3
• Ca(OH)2 injection system 4 TPH Ca(OH)2
Ca:SO3 ratio 7.7
90% removal of SO3 post-SCR
Control of SO2 and SO3 Using Magnesium-enhanced Lime
SO3 Control Costs with Mg(OH)2
• Study by Carmeuse of 1300 MW byproduct Mg(OH)2 system $5.4 million capital cost O&M cost $67/ton Mg(OH)2
Compares with commercial Mg(OH)2 cost of ~$210/ton
$2.5 million/yr savings 2 year payback Wastewater pre-treatment at low cost
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Conclusions
• Injection of byproduct Mg(OH)2 demonstrated at 800 and 1300 MW for 90% capture of furnace-generated SO3
• Byproduct Mg(OH)2 system being installed in 1300 MW plant, start-up 1st quarter 2004
• Byproduct process pre-treats FGD wastewater
• Byproduct Mg(OH)2 cost compares favorably with cost of commercial Mg(OH)2
• Hydrated lime controls SO3 formed during SCR
Related Documents











