Control and Treatment of Hot- Dip Galvanize Surfaces Presented at the 97 th Meeting of the Galvanizers Association October 16-19, 2005 Lexington, KY

Control and Treatment of Hot-Dip Galvanize Surfaces Presented at the 97 th Meeting of the Galvanizers Association October 16-19, 2005 Lexington, KY.
Dec 15, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Control and Treatment of Hot-
Dip Galvanize Surfaces
Presented at the 97th Meeting of theGalvanizers Association
October 16-19, 2005Lexington, KY
GalvInfo Center
A zinc-coated steel sheet technical information center
managed by ILZRO and cosponsored by the steel, paint
and zinc industries.
Galvanize SurfacesHot-dip galvanize vary in appearance, and
therefore usability, because of:• spangle size• zinc composition• mechanical treatment• chemical or oiling treatments.
Marketplace problems develop because customers find the surface is:
• different in appearance than expected• affected by darkening, water staining, or field handling
marks• covered with unwanted substances that affect the
ability to pretreat, paint, or weld

Reasons forSurface Treatments
Improved surface uniformity Resistance to storage stain Improved adhesion/corrosion
resistance of prepainted steels Surface lubrication for forming Resistance to handling marks Preparing for field painting
Improving Surface Uniformity
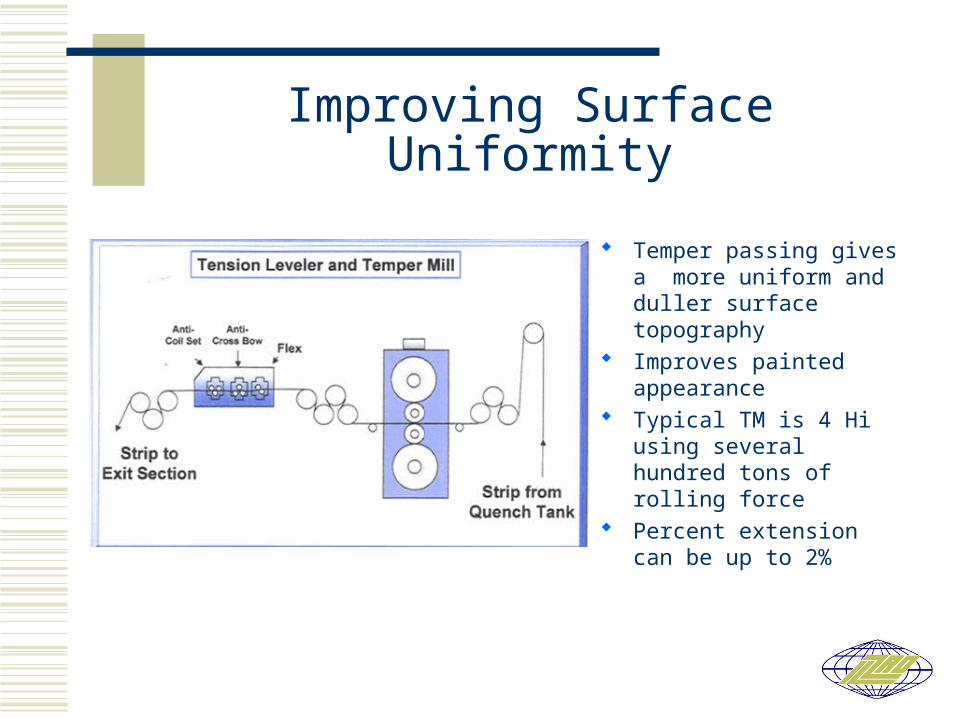
Temper passing gives a more uniform and duller surface topography
Improves painted appearance
Typical TM is 4 Hi using several hundred tons of rolling force
Percent extension can be up to 2%
Improving Surface Uniformity
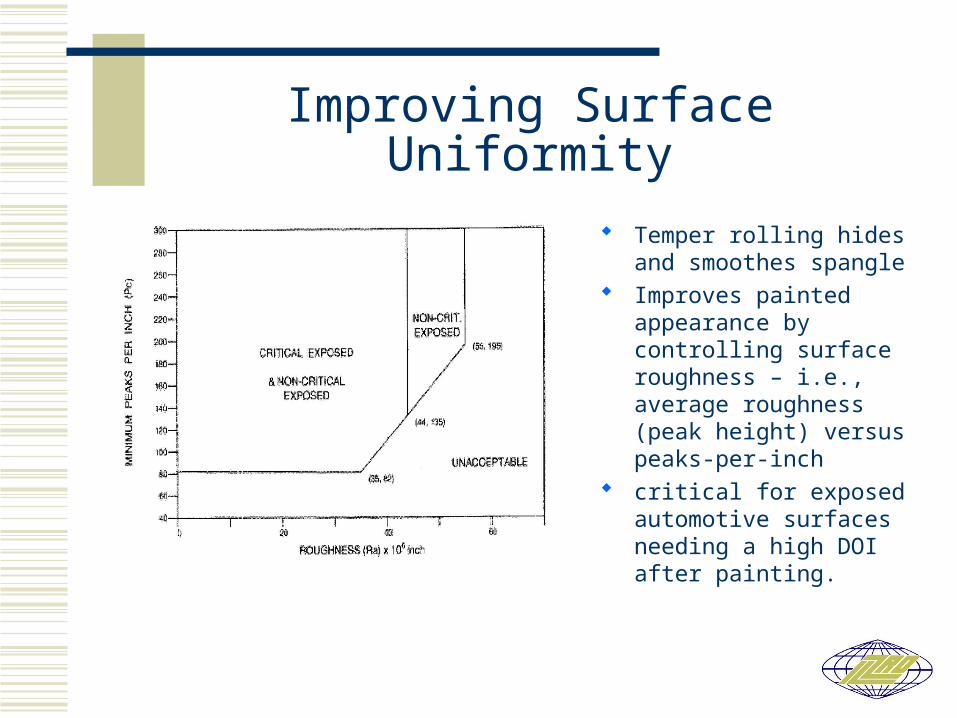
Temper rolling hides and smoothes spangle
Improves painted appearance by controlling surface roughness – i.e., average roughness (peak height) versus peaks-per-inch
critical for exposed automotive surfaces needing a high DOI after painting.
Spangle - Regular
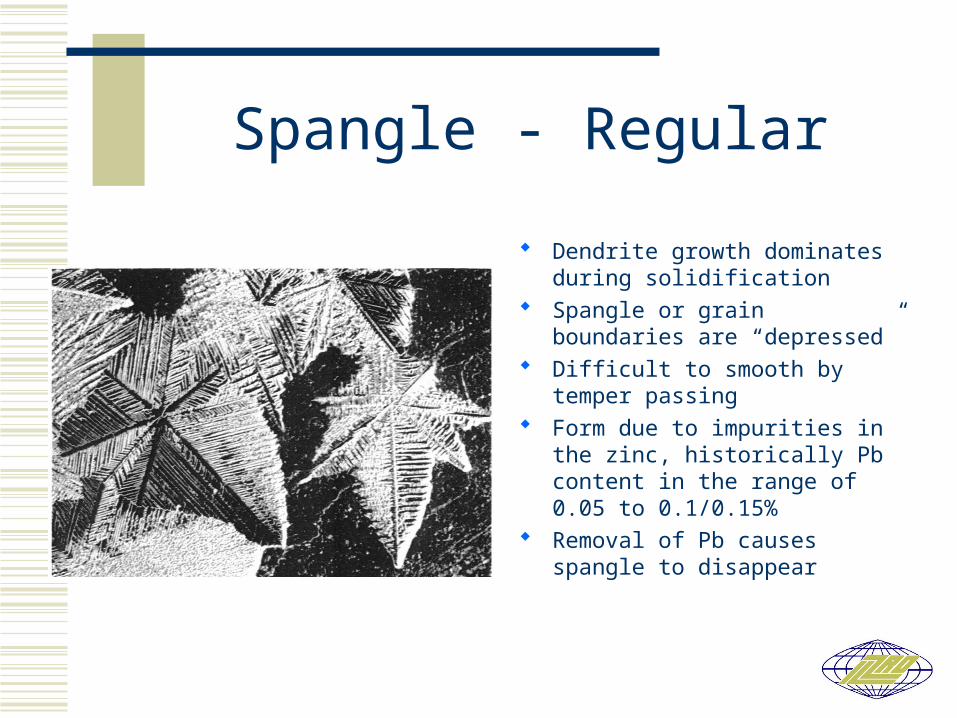
Dendrite growth dominates during solidification
Spangle or grain boundaries are “depressed”
Difficult to smooth by temper passing
Form due to impurities in the zinc, historically Pb content in the range of 0.05 to 0.1/0.15%
Removal of Pb causes spangle to disappear
Spangle-free
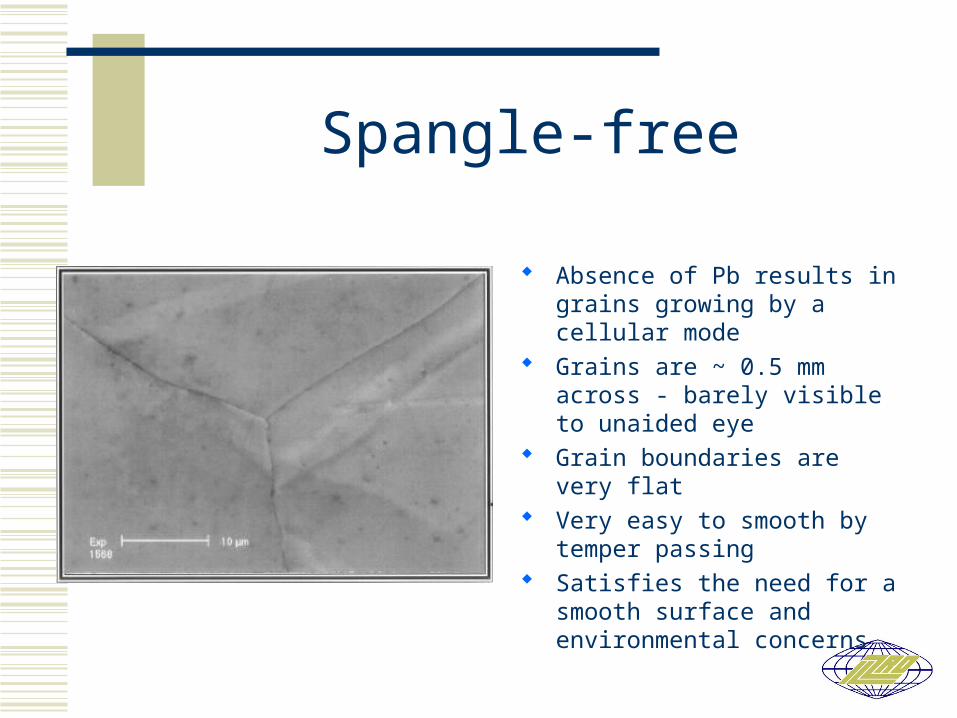
Absence of Pb results in grains growing by a cellular mode
Grains are ~ 0.5 mm across - barely visible to unaided eye
Grain boundaries are very flat
Very easy to smooth by temper passing
Satisfies the need for a smooth surface and environmental concerns
Galvanneal
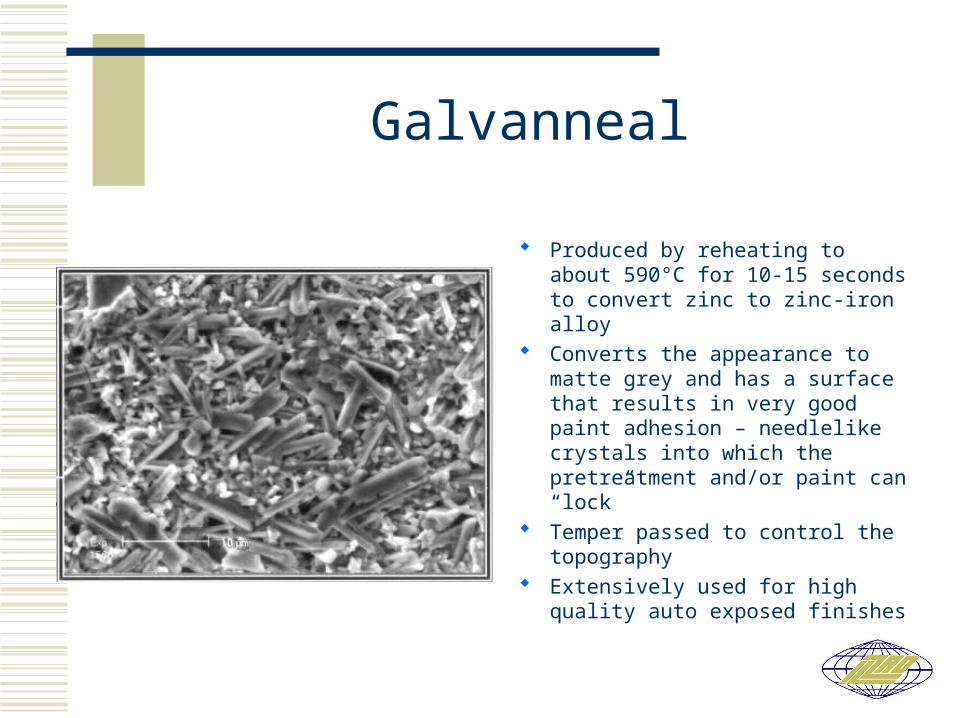
Produced by reheating to about 590°C for 10-15 seconds to convert zinc to zinc-iron alloy
Converts the appearance to matte grey and has a surface that results in very good paint adhesion – needlelike crystals into which the pretreatment and/or paint can “lock”
Temper passed to control the topography
Extensively used for high quality auto exposed finishes
Improving Resistance to Storage Stain
Chemical Treatments – Cr Based Premature Spangle Darkening Tests for passivation
Chemical Treatments – Non Cr Removable and Permanent RoHS issues Oils
Chemical Treatments
For decades these treatments have been based on chromium solutions
Primary purpose is to reduce the susceptibility of metallic-coated sheet to storage stain (white rust)

Storage Stain – “White Rust”
Corrosion stain – typically white zinc hydroxide – that forms between sheets in close contact that become wet
Zinc hydroxide forms in the absence of free air flow
Can be grey, or black in color if enough zinc is consumed to allow iron to become involved
Light white will abate aver time if allowed to weather
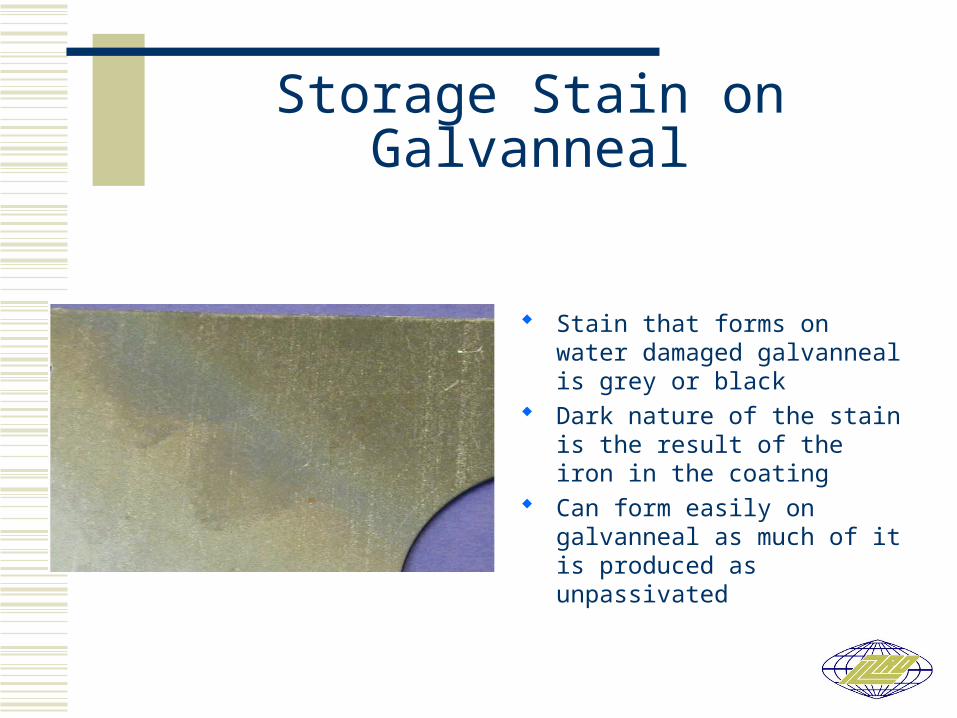
Storage Stain on Galvanneal
Stain that forms on water damaged galvanneal is grey or black
Dark nature of the stain is the result of the iron in the coating
Can form easily on galvanneal as much of it is produced as unpassivated
Chromium BasedChemical Treatments
Use chromic acid, chromium salts and mineral acids
Dissolves some of the metal and forms a protective film of complex chromium and metal compounds
Usually thin (<0.1 m) and invisible but have yellow or green tinge if applied heavier (0.1-0.6 m)
Total Cr 1-2 mg/ft2, with < 50% Cr+6 in complex mixture of metal salts and oxides
Chromium BasedChemical Treatments
Galvanize has surface layer of Al2O3 (tens of nanometers) that must be removed
CT solution must dissolve Al2O3 layer with fluoride to allow deposition of Cr compounds
Zinc protected via barrier and passivation effects Cr oxide acts a barrier Cr+6 re-passivates exposed metal
Cr+6 is reason for the self-healing ability of chromate passivation films
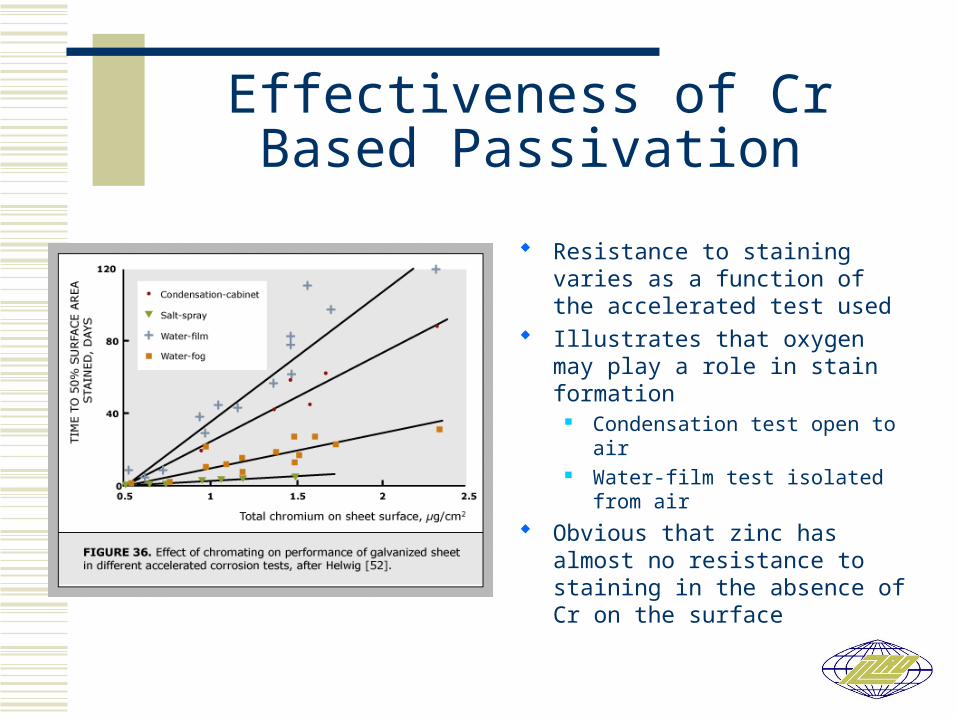
Effectiveness of Cr Based Passivation
Resistance to staining varies as a function of the accelerated test used
Illustrates that oxygen may play a role in stain formation
Condensation test open to air
Water-film test isolated from air
Obvious that zinc has almost no resistance to staining in the absence of Cr on the surface
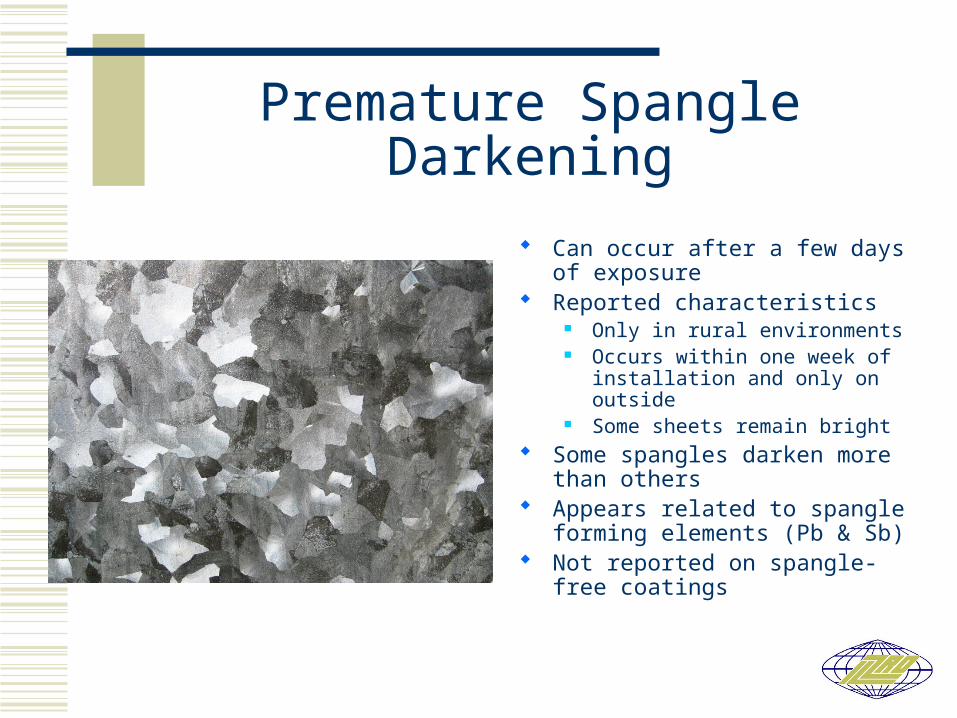
Premature Spangle Darkening
Can occur after a few days of exposure
Reported characteristics Only in rural environments Occurs within one week of
installation and only on outside
Some sheets remain bright Some spangles darken more
than others Appears related to spangle
forming elements (Pb & Sb) Not reported on spangle-free
coatings
Some Disadvantages ofCr Passivation
Paintability Decrease the adhesion of most paints to zinc Severely interfere with the deposition of iron and
zinc phosphate treatments For painting it is best to produce unpassivated sheet
Weldability Interferes with spot weldability by “poisoning”
copper alloy welding electrodes – shortens electrode life
Use only unpassivated sheet
Is It Passivated?
Usually not possible to visually determine Producers use lab testing methods not
available in field Field tests:
%5 HCL – drop will “fizz” on unpassivated Diphenylcarbohydrazide – drops turns pink if Cr+6
present – ASTM D 6492 Use quick condensing humidity test – 140°F water in
beaker – test coupon as lid for 10-15 minutes
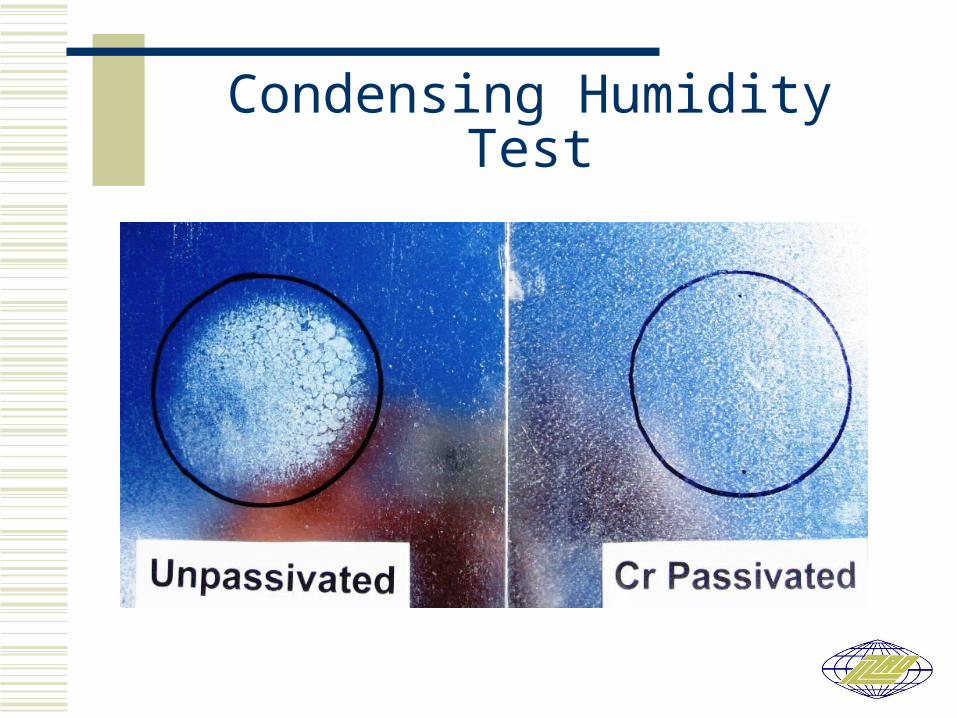
Condensing Humidity Test

Non-Chrome Treatments
Alternatives being sought because of environmental concerns, e.g., RoHS
Removable non-chrome treatments available now
Permanent non-chrome treatments under very active development

RoHS
Article 4(1) of Directive 2002/95/c of the European Parliament on the Restriction of certain Hazardous Substances in electronic equipment
From July 1, 2006n new equipment cannot contain:
Lead Mercury Cadmium Hexavalent Cr PBB and PBDE flame retardants
Request to exempt Cr+6 not yet ruled on
Oils Used sometimes as an alternative to passivation Specially formulated – contain polar products
that adsorb onto metal surfaces Effective in protecting against humidity rust -
prevent moisture condensing between contacting sheet surfaces
Not effective in preventing penetration of bulk water – staining will occur quickly if this happens
Used for prepaint products – can be cleaned off Provide lubrication during forming
Pretreatments
Used to obtain good bonding between the metal surface and paint
Phosphate treatments Zinc phosphate Iron Phosphate
Chromate conversion treatments
Zinc Phosphate
Widely used Final treatment on galvanize lines as base for field
painting Pretreatment on coil prepainting lines Post fabrication factory painting lines Automotive – treating of entire body-in-white
Applied via spray and dip method Zinc phosphate crystals provide an excellent
surface for paint bonding and resist disbondment in corrosive atmospheres
Zinc Phosphate
Several steps required including: cleaning, rinsing, surface activation, ZnP application, rinse, and often a sealing step (Cr or non Cr bearing)
Key reaction involves an increase in the pH at the surface, resulting in precipitation and deposition of insoluble zinc phosphate
Paint bonding is by: Mechanical keying – similar to galvanneal- micro
porous Oxygen in film promotes chemical hydrogen bonding
with the paint
Zinc Phosphate
Experience has shown ZnP is effective in reducing paint undercutting corrosion
Particularly effective with coatings containing high iron, i.e., galvanneal. May be a result of the superior bond formed. Automotive body panels made with ZnP treated 45A45A coatings have excellent corrosion resistance.
“Bonderized” Steel
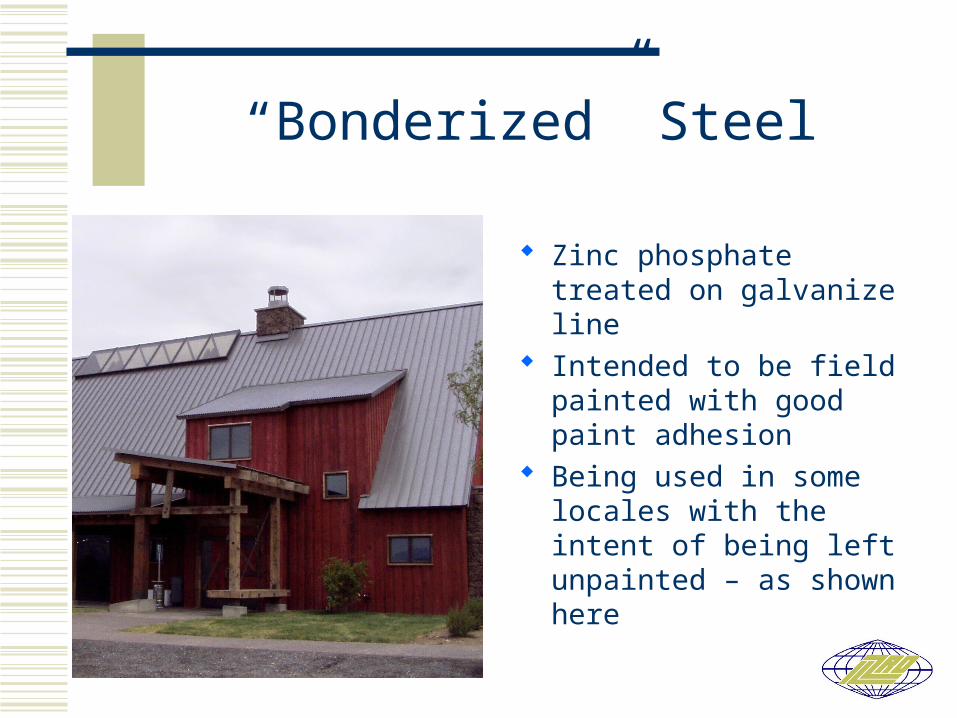
Zinc phosphate treated on galvanize line
Intended to be field painted with good paint adhesion
Being used in some locales with the intent of being left unpainted – as shown here
“Bonderized” Steel
Some producers offer Bonderized sheet with a clear or tinted lacquer coating for added durability
Low lustre appearance is an architectural look preferred in some areas
Chromate Conversion Pretreatments
Yellow to brown – contain complex oxides Thicker than passivation treatments – 0.5-3 m Used on Zn and AlZn coatings to enhance the
corrosion resistance of prepainted sheet Applied using tank/spray or roll coaters (DIP) Galvanize must be unpassivated Contain both Cr+3 and Cr+6, thus RoHS is a
concern Less resistance to paint undercutting than ZnP
Surface Lubrication
Provides lubricity to forming and stamping operations – prevents galling, scratching, fracturing
Typically applied with electrostatic oilers Types:
Mineral “slushing” oils (most contain rust inhibitors) Vanishing oils (high volatile content) Dry lubricants Dry film lubricants (typically water-borne, applied on
coating line)
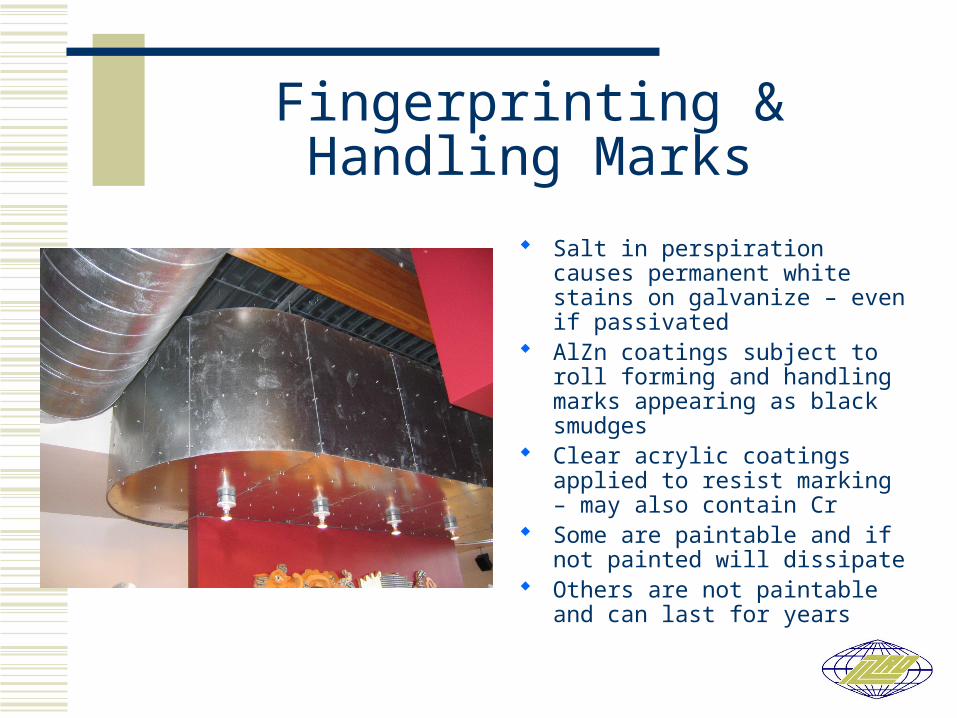
Fingerprinting & Handling Marks
Salt in perspiration causes permanent white stains on galvanize – even if passivated
AlZn coatings subject to roll forming and handling marks appearing as black smudges
Clear acrylic coatings applied to resist marking – may also contain Cr
Some are paintable and if not painted will dissipate
Others are not paintable and can last for years
Field Painting
Difficult to achieve adherence on passivated galvanize
Options: Weather for 12 – 18 months Consider proprietary pretreatment solutions Light sanding may be an option Ensure surface is clean and dry (water break-free) Use paint designed for bonding to zinc
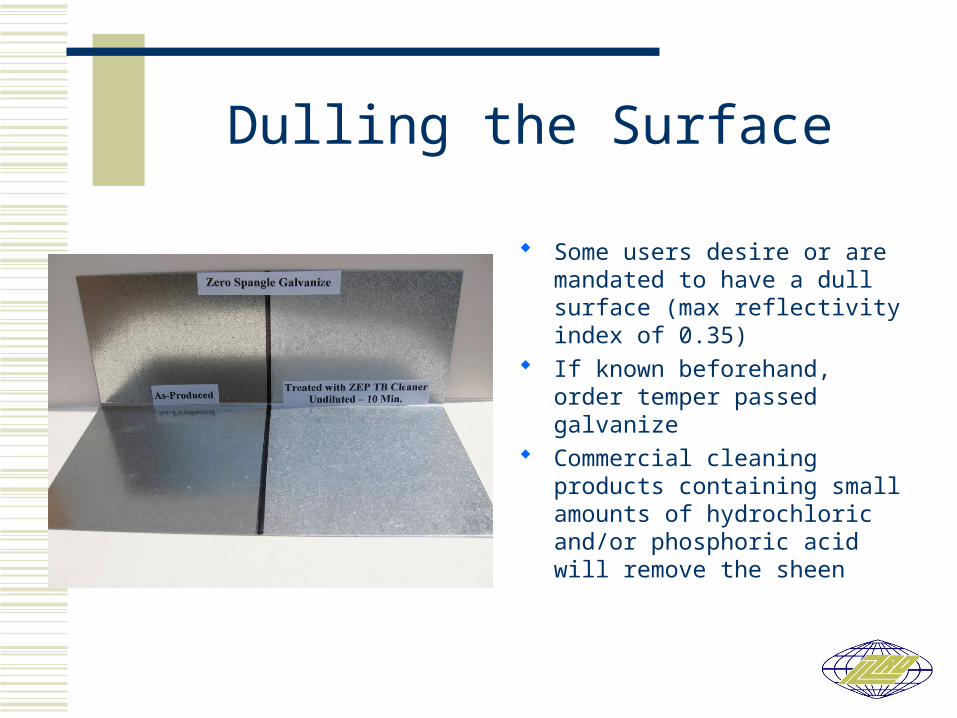
Dulling the Surface
Some users desire or are mandated to have a dull surface (max reflectivity index of 0.35)
If known beforehand, order temper passed galvanize
Commercial cleaning products containing small amounts of hydrochloric and/or phosphoric acid will remove the sheen
Summary
Many surface treatments in use Bath chemistry influences appearance and
performance Mechanical treatment aimed at appearance Many treatments involve application of
carefully formulated chemicals to: Protect from water damage Improve corrosion resistance Prepare for painting Assist in metal forming Alter the appearance
Related Documents











