Ozone Depleting Chemical Replacement at Air Force Plant PJKS NVR Determination Phe I1 - Task 9 Contract Number FO4701-85-C-0019 Supp. PO0867 Nust0 93-018A Prepared By: Envfronmental Idkhagement Department Approved By: ~ _ _ Ronald R. Orrell PIKS Phase II Program Manager

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Ozone Depleting Chemical Replacement at Air Force Plant PJKS
NVR Determination P h e I1 - Task 9
Contract Number FO4701-85-C-0019 Supp. PO0867 Nust0 93-018A
Prepared By:
Envfronmental Idkhagement Department
Approved By:
~ _ _
Ronald R. Orrell PIKS Phase II Program Manager

INTRODUCTION
The Montreal Protocol and the 1990 Clean Air Act Amendments mandate 1,1,2-trichloro-1,2,2- trifluoroethane (CFC-113), other chlorinated fluorocarbons (CFCs) and 1,1,1-trichloroethane (TCA) be phased out from production after December 31, 1995. In response to increasing pressure, the Air Force has formulated policy that prohibits purchase of these solvents for Air Force use after April 1, 1994. The Air Force will also require contractors desist from using ozone depleting chemicals (ODCs) on Government Owned Contractor Operated (GOCO) properties. Martin Marietta Astronautics (MMA) operates the Engineering Propulsion Lab (EPL), a laboratory located on Air Force plant PJKS. All processes and operations at EPL that use CFCs were identified. In order to fulfill current and future contracts with the Air Force and others, Martin Marietta must institute processes compatible with the new environmental guidelines. These processes must be fully evaluated and qualified to ensure technical performance and quality are continued.
of cleanliness verification at EPL uses a final rinse of the cleaned part with CFC-113, isopropyl alcohol, or deionized water (specified by the manufacturing process). The rinse fluid is then analyzed to determine that the contaminants have been removed to the specified level.
Precision cleaning of mechanical hardware is performed within the Valve Shop at EPL. The current method
PURPOSE
The purpose of this task is to identify an alternative solvent to CFC- 113 for NVR determination after precision cleaning operations in the valve shop at Air Force Plant PJKS.
PROCESS DESCRIPTION
Precision cleaning is used to attain a high degree of cleanliness, typically required for critical applications. This cleaning operation is performed at the valve shop on Air Force Plant PJKS within a controlled environment (a clean room) and is used to achieve cleanliness conditions not visible to the human eye. Cleaning fluids are filtered, controlled, and routinely checked for contamination. Cleanliness is verified by particle count, nonvolatile residue (NVR), and total filterable solids (TFS) analyses of a final rinse solvent.
tubing, flanges, and fittings. The size of the parts cleaned is limited to the size of the baths which are approximately 3 ft x 2 ft x 2 ft. Both metallic and nonmetallic parts are cleaned. The most commonly processed metal is stainless steel. However, aluminum, carbon steel, brass, bronze and copper are also cleaned. The non-metals, mainly soft goods for valves and components, include Teflon @, Kel- F @, nylon, rubber, and other plastics. The contaminants include lubricants, grease, hydraulic fluid, vacuum pump oil, machining oil, gear oil, propellant residues, and dust.
Parts are processed through the degreasing and gross cleaning operations in the Valve Shop, then sent to the precision cleaning area. Following precision cleaning, the final rinse fluid is collected and analyzed for NVR, TFS, and particle count in accordance with the general requirements outlined in MIL-STD- 1246B, Product Cleanliness Levels and Contamination Control Program, dated 4 September 87, and other specifications used within Martin Marietta Astronautics operations. These analyses are performed by the Quality Control Laboratory.
A variety of parts are cleaned at the Valve Shop ranging from disassembled parts of valves to
Page 1
... * I
..
METRICS
Because of the large number of ozone safe solvents available, the cleaning properties and chemical characteristics were used to screen out some of the candidates prior to demonstration and validation tests. The following is a description of the metrics used during the project.
The metrics used during initial and detailed tests were:
Contaminant removal:
Solvent residue:
Material compatibility:
Propellant compatibility:
Solvent stability:
The safety metrics were:
Flammability:
Toxicity:
The environmental metrics were:
The ability of the solvent to remove the contaminant is the primary criterion for selection of an alternative NVR solvent.
The nonvolatile residue of the solvent is a measure of solvent purity.
The solvent must not degrade the material or accelerate surface corrosion.
The compatibility of the solvents with propellants is critical due to exposure of the cleaned hardware to hydrazine fuels and nitrogen tetroxide (N2O4).
Solvent stability affects process costs and operating hazards.
'Ihe flash point is the main determinant of flammability. However, some equipment design and precautions can be taken in order to safely use flammable substances. Alternatives were not eliminated solely on flammability.
Toxicity and thmhold limit values were also evaluated. All candidate solvents were reviewed by Industrial Hygiene and Occupational Safety. In addition to chemical toxicity, sensitivities to the skin and respiratory systems were evaluated to determine the personnel protective equipment and ventilation requirements.
Waste disposal requirements.
Current and anticipated regulatory limitations.
llhe final metric was cost of the chemicals (on an annual basis) and cost of equipment, process modifications and waste disposal.
me chemical and physical properties that were evaluated are:
polarity: Polarity relates to the ability of solvent molecules to interact with contaminant. Solvents tend to be most effective in dissolving contaminants of similar polarity.
Surface tension: Surface tension determines how well a solvent can wet and lift contaminants from a surface.
simplifies the drying process following rinsing and reduces the risk of residual solvent in small cavities. However, high vapor pressures also means more vapor in the work area which may affezt worker health, and create flammability issues.
Page 2
Viscosity:
Density:
Viscosity is related to the interaction of the solvent molecules. Viscosity describes the degree to which a fluid resists flow under an applied force.
In mechanical cleaning processes, higher density solvents impart greater momentum when they contact contaminants.
Fluorination: Preliminary testing has shown that fluorinated solvents such as CFC-113 effectively remove fluorinated contaminants.
The alternative chemicals and their properties are shown in Appendix 1. Appendix 1 also includes a discussion of the chemical properties and their effects on cleaning. Some of the chemicals, such as chloroform and tetrachloroethylene, were evaluated to improve the understanding of the underlying chemistry and physics of the process, and were n d viable candidates for demonstration and validation tests due to safety, health , and regulatory issues.
TEST APPROACH
The overall approach for testing, demonstrating, and validathg alternative solvents for cleanliness verifzation at PJKS is to perform initial and detailed tests at a laboratory scale followed by demonstration and validation tests of the most viable solvent candidates. The initial tests investigated contaminant removal and nonvolatile residue. The detailed tests evaluated contaminant removal from complex parts, macerial compatibility, and propellant compatibility. The demonstration and validation tests involved full scale cleaning of typical parts (including those with complex geometry and entrapment areas). The initial solvent nonvolatile residues were analyzed and results were less than 1 mg/100 ml, level A cleanliness per MIL-STD-1246B7 for all solvent candidates.
'
llwuusb ?he initial tests evaluated contaminant removal, and nonvolatile residue as follows:
nt removal - This test investigated the ability of the solvents to remove known contaminants under controlled conditions. The contaminants used were Mobii EP2 (hydrocarbon &rease), Drilube 822 (silicone grease), MIL-6083 Hydraulic oil, Dykem layout fluid, and Krytox 240 AC (fluorocarbon grease). Each contaminant was applied to three preweighed, 1" x 3" stainless steel coupons. A weight ogthe coupons was then recorded. The coupons were immersed in 100 ml of solvent in separate beakers, and agitated with a stir bar at slow speed for approximately five minutes. The coupons were then dried in a 45°C oven, cooled in a dessicator and =weighed. Contaminant removal was calculated as percent removed. CFC-113 was used with the alternate solvents to establish a reference point. An uncontaminated coupon was run with each sample set as a control blank. Three coupons were run for each contarninant in each solvent to measure precision of the analysis.
provide a second measure of contaminant removal. The weight of contaminant remaining in solution should carrespond to the weight of contaminant removed.
- 'Ihe solvent from each contaminant removal test was evaporated and the residue weighed to
Following the initial tests, the top candidate solvents were selected for detailed testing. The detailed tests evaluated contaminant removal from complex parts, material compatibility and propellant compatibility as follows:
removd - This test investigated the removal of contaminants from complex parts. The parts were a variety of fittings whose geometry makes them difficult to clean. EP2 grease and Drilube grease were
immersed in 100 ml of solvent in separate beakers, and agitated with a stir bar at slow speed for approximately five minutes. The parts were then dried in a 45°C oven, cooled in a dessicator and reweighed. Contaminant removal was calculated as percent removed. CFC-113 was used with the alternate solvents to establish a reference point. An uncontaminated coupon was run with each sample set as a control blank. Five coupons were run for each contaminant in each solvent as a quality control check.
w. A * W n t of th e parts was then recorded. The parts were
Page 3
-. .
..
- This test determined if the final candidate solvent was compatible with the . . . materials being cleaned. Coupons of each type of material were weighed and an initial visual observation of each material was recorded. The coupons were then partially submerged in -100 ml of the final solvent candidate in a glass jar. The jars were then closed. The coupons were visually inspected for degradation after one hour, 24 hours and 72 hours. Following 72 hours, the coupons were removed from the solvent and allowed to air dry. The final weight of each coupon was then recorded. Material compatibility tests were run on the following:
Metals Non-Me@ Carbon Steel Butyl Rubber O-ring Stainless Steel Teflon@ O-ring Tin Brass Kel-F@ copper Plexiglas Cadmium - silver and bronze color
Viton@ O-ring - brown and black color
Black Graphite Epoxy
- This test determined the effect of the final candidate solvent on propellants. Initial screening of propellant compatibility was completed by placing 1 ml of the solvent in a clean beaker. The beakex was then transferred to a glove box and 1 ml of nitrogen tetroxide (N2O4) was added. Visual observations of any reactions were recorded after the addition of N2O4. The same procedure was used with Aerozine-50, a 1: 1 blend of unsymmetrical dimethylhydrazine and hydrazine.
. ..
Demonstration and validation tests were completed to verify proper performance of the selected alternative for implementation. Four 1/4" O.D. stainless steel tubes, with a 90" bend were selected as the demonstration parts. The parts were first cleaned with the existing process before being contaminated. Ep2 and Drilube contaminants were applied to the clean parts. The parts were baked for 1 week at 1U)OF. The contaminated parts #1& #3 were Msed with 200 ml of CFC-113, then 200 ml of ethyl acetate. Parts #2 & #4 were rinsed with 200 ml of ethyl acetate then 200 ml of CFC-113. Each 200 ml rinse sample was then checked for NVR using the existing Quality Control Laboratory methods. A comparison of the percent contaminant removed from the first rinse was then used to detemine if ethyl acetate is as effective as CFC-113 for NVR determination.
Page 4
... .
RESULTS
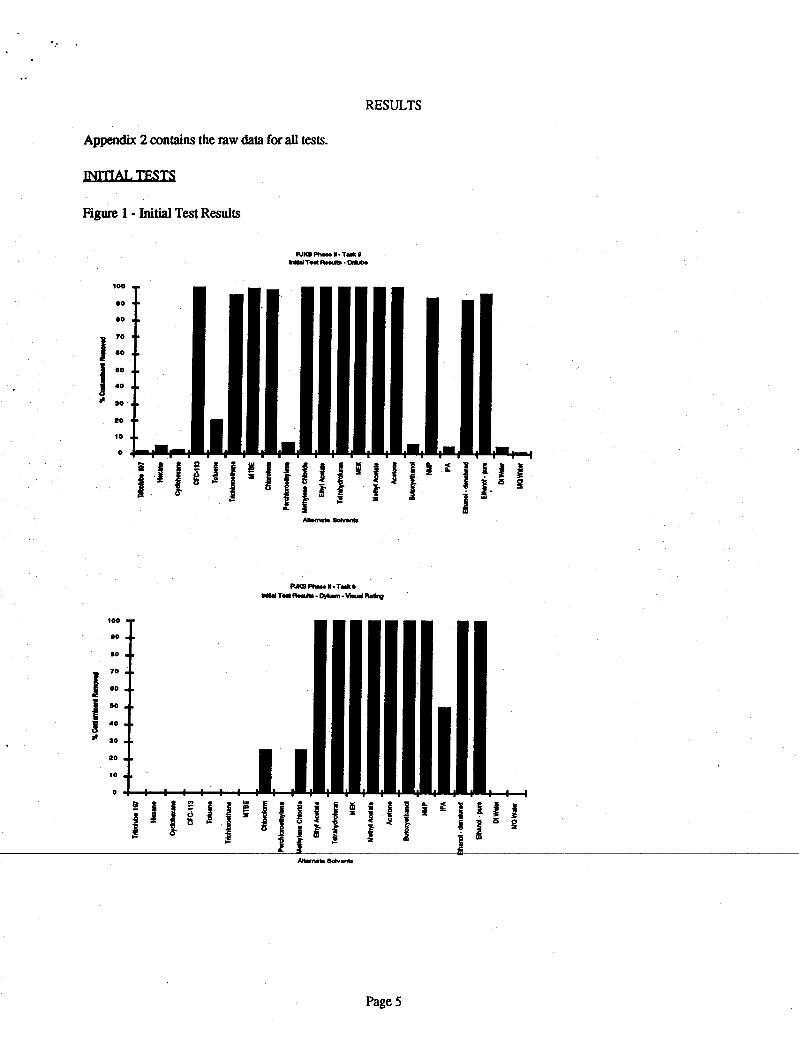
Appendix 2 contains the raw data for all tests. - Figure 1 - Initial Test Results
100
a0
00
70 1 :: 40
* ao
20
10
0
P
Page 5

7 w ot 0 ch

. .
"he following are conclusions using the initial test results:
Polarity of the solvent is a significant factor. Less polar solvents, such as hexane, were more effective in removing EP2, a non-polar grease, then in removing the polar contaminants, Drilube and Dykem.
Dykem fluid was extremely light, and the percent removal had a high standard deviation among the results. A visual screening of the removal of Dykem was used as a better indicator of contaminant removal. Screening was based on the removal of the blue color from the coupon and the presence of color in the solvent.
All solvents removed hydraulic oil, even when the oil was not soluble in the solvent. This is primarily due to the mechanical agitation.
Krytox was only removed by CFC-113 and Tribolube 197. 'Ihis supports prior test observations that fluorinated greases are only removed by fluorinated solvents. Tribolube 197 did not remove non-fluorinated conraminants.
"he= is evidence that increasing viscosity reduces contaminant removal. 'Ihis is shown with ethyl alcohol and isopropyl alcohol test results. Ethyl alcohol, which has a lower viscosity, had a higher pement removal of all contaminants than isopropyl alcohol, even though it has a higher polarity.
Denatured ethyl alcohol is less effective in removing contaminants than pure ethyl alcohol. This may be caused by the presence of methyl alcohol, which is more polar than ethyl alcohol.
The results showed that methyl t-butyl ether (MTBE), tetrahydrofuran, ethyl acetate and acetone were the top performers in contaminant removal. Pure ethyl alcohol was also carried into the detailed testing in order to include an alcohol in the final candidates. Hexane was included in detail testing because it has been recommended as
Drilube and EP2 greases were determined to be the best discriminators among the contaminants for detailed testing. 3 ____
Page 7
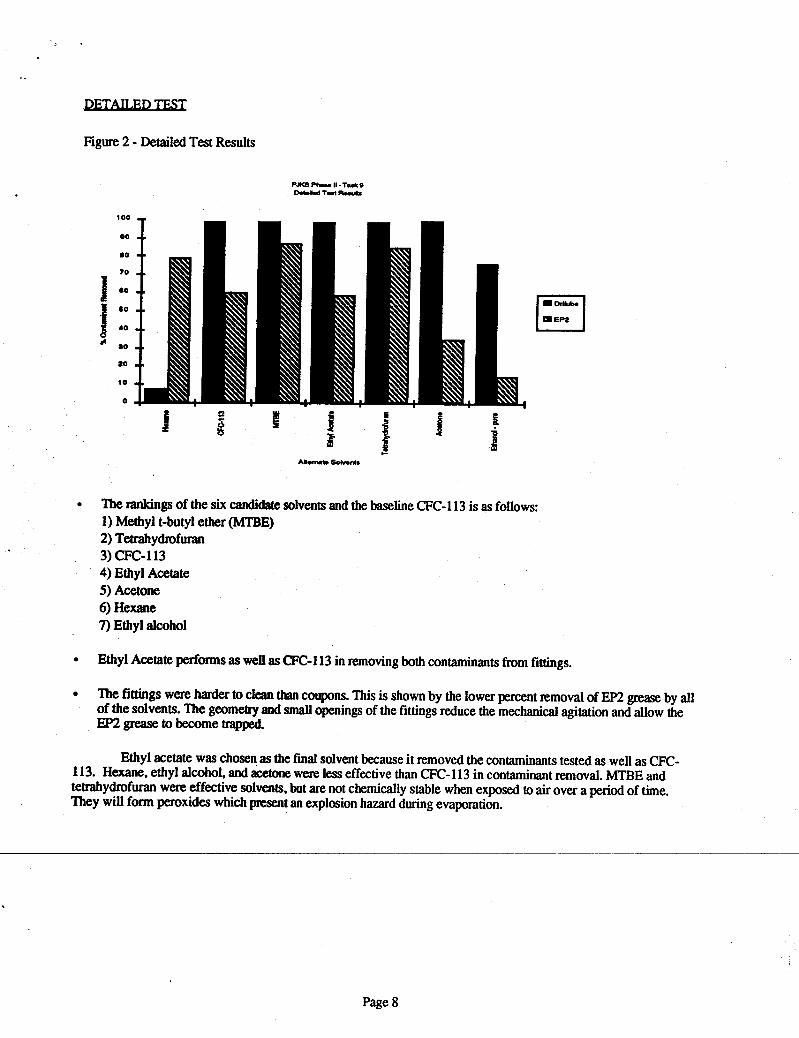
Figure 2 - Detailed Test Results
100
00
.O
70
00
60
10
@ ao
a0
10
0
I
"he rankings of the six candidate solvents and the baseline CFC-113 is as follows: 1) Methyl t-butyl ether (MTBE) 2) Tetrahydrofuran
4) Ethyl Acetate 5 ) Acetone 6) Hexane 7) Ethyl alcohol
3) (332-113
Ethyl Acetate pedorms as wen as CFC-113 in removing both contaminants from fittings.
The fittings wete harder to clean than coupons. This is shown by the lower percent Emoval of EP2 grease by all of the solvents. Ihe geometry and small openings of the fittings reduce the mechanical agitation and allow the =grease tobecome trapped
Ethyl acetate was chosen as the final solvent because it removed the contaminants tested as well as CFC- 113. Hexane, ethyl alcohol, and acetone were less effective than CFC-113 in contaminant removal. MTBE and tetrahydmfm were effective solveats, but are not chemically stable when exposed to air over a period of time. They will form peroxides which present an explosion hazard during evaporation.
Page 8
. .
00% - - BOK .I
m f 70% - - u
80% - ) 3 : 60% 9 )
don
Material compatibility
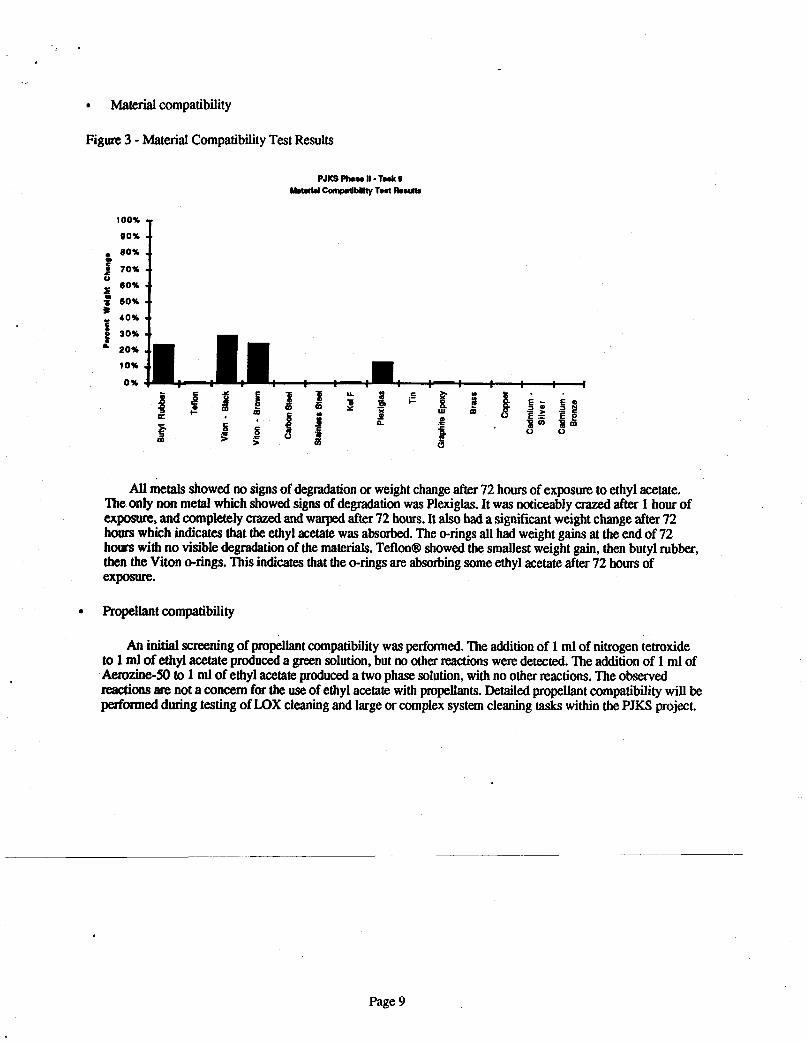
Figure 3 - Material Compatibility Test Results
All metals showed no signs of degradation or weight change after 72 hours of exposure to ethyl acetate. 'Ihe only non metal which showed signs of degradation was Plexiglas. It was noticeably crazed after 1 hour of exposure, and completely crazed and warped after 72 hours. It also had a significant weight change after 72 hours which indicates that the ethyl acetate was absorbed. The o-rings all had weight gains at the end of 72 hours with no visible degmdation of the materials. Teflon@ showed the smallest weight gain, then butyl rubber, then the Viton O-rings. This indicates that the O-rings are absorbing some ethyl acetate after 72 hours of exposure.
Propellant compatibility
An initial screening of propellant compatibility was performed. The addition of 1 ml of nitrogen tetroxide to 1 ml of ethyl acetate produced a green solution, but no other reactions were detected. The addition of 1 ml of Aemzine-50 to 1 ml of ethyl acetate produced a two phase solution, with no other reactions. The observed reactions are not a cowem for the use of ethyl acetate with propellants. Detailed propellant compatibility will be perfomed during testing of LOX cleaning and large or complex system cleaning tasks within the PJKS project.
Page 9
ATIW AND VALIDAT ION
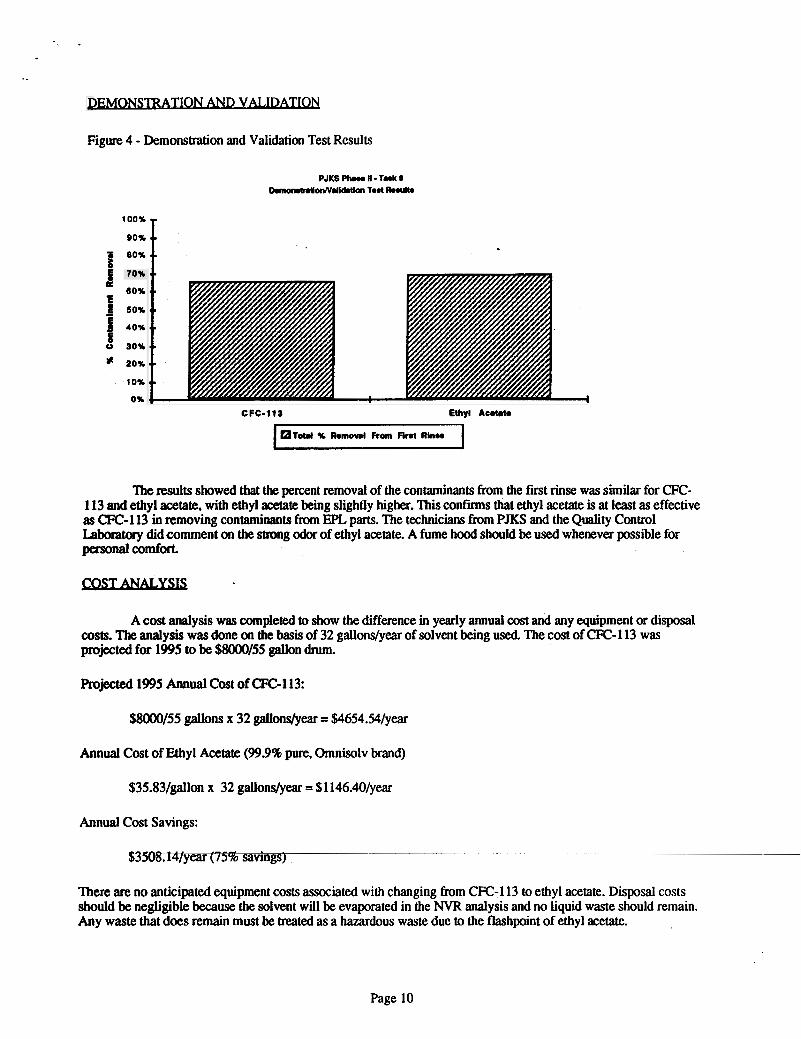
Figure 4 - Demonstration and Validation Test Results
1 70%
60% a E
f ::: 0 30%
* 20%
1 0%
0% CFC-113 Ethyl Acatoto
U T o W Y RomoW From Ant R h r
The results showed that the percent removal of the contaminants from the first M s e was smilar for CFC- 113 and ethyl acetate, with ethyl acetate being slightly higher. This confirms that ethyl acetate is at least as effective as CFC-113 in removing contaminants from EPL parts. The technicians from PJKS and the Quality Control Laboratory did comment on the strong odor of ethyl acetate. A fume hood should be used whenever possible for personalcomfort.
A cost analysis was completed to show the difference in yearly annual cost and any equipment or disposal costs. The analysis was done on the basis of 32 gallonsfyear of solvent being used. The cost of CMJ-113 was projected for 1995 to be $8000/55 gallon drum.
projected 1995 Annual C a t Of CFC-113:
$8000/55 gallons x 32 gallonsfyear = $4654.54/year
Annual Cost of Ethyl Acetate (999% pure, Omnisolv brand)
$35.83/gallon x 32 gallonsfyear = $1146.40/year
Annual Cost Savings:
There are no anticipated equipment costs associated with changing from CFC-113 to ethyl acetate. Disposal costs should be negligible because the solvent will be evaporated in the NVR analysis and no liquid waste should remain. Any waste that does remain must be treated as a hazardous waste due to the flashpoint of ethyl acetate.
Page 10

. f
The Environmental Management Department of Martin Marietta Astronautics agreed that ethyl acetate is an acceptable altemative. It is not currently a hazardous air or reportable pollutant and the quantity used each year, 238 lbw'year, is well below the VOC non-attainment threshold of 4000 lbdyear. It is a hazardous waste under RCRA ignitability regulations and proper disposal protocol needs to be followed. The only future regulation which may impact its use is the Aerospace NESHAP regulation. This may require an incinerator to be installed in the area of emissions at some future time.
' Occupational Safely and Health also agreed that ethyl acetate is a viable altemate. It has a threshold limit value (TLV) of 400 ppm, the Same as isopropyl alcohol. This should not be a problem with the quantities anticipated. Ethyl Acetate is not listed as a known or suspected carcinogen. The only concem with ethyl acetate is that it is flammable and proper safety precautions must be taken by personnel.
CONCLUSIONS
The solvent chosen to replace CFC-113 for use in the cleanliness verification process at PJKS was ethyl acetate. It removed the contaminants that were tested at least as well, if not better than CFC-113. It is considered acceptable by both Environmental Management and Occupational Safety and'Health Departments of Martin Marietta Astronautics. It is a flammable solvent, flashpoint -3% and must be disposed as a hazardous waste. Use of a fume hood is recommended to reduce flammability hazards and reduce the odor of the solvent. The annual cost of ethyl acetate is less than the projected annual cost of CFC-113. No additional equipment or disposal costs are anticipated with its use at PJKS. Implementation of ethyl acetate results in a projected cost savings of $3508.14/year. Material Compatibility test showed that ethyl acetate should not be used with Plexiglas, and soft goods, such as butyl rubber, Teflon@ and Viton. may absorb some ethyl acetate after prolonged exposure. Propellant compatibility test showed no detrimental reactions with nitrogen tetroxide or Aerozine-50. Detailed propellant compatibility testing will be perfomed within other PJKS ODC elimination tasks.
Ethyl acetate has been recommended for implementation at Air Force Plant PJKS, valve shop operations, at Maain Marietta Astronautics for cleanliness verification. Demonstration and validation tests should be performed in anas w h a other contaminants are to be cleaned or for unique applications not addressed here. A fluorinated solvent is required for cleanliness verification of parts contaminated with fluorinated greases.
Page. 11
Appendix 1 - Chemical Properties
FACTORS AFFECTING CONTAMINANT REMOVAL
This section relates experimental results to properties of solvents and contaminants. Selection of cleaners and solvents is an empirical process in which candidates are evaluated experimentally. During the initial testing described in this report, the ability of various solvents to remove several contaminants was determined. Relating removal efficiencies to properties of the contaminants and solvents will allow more effective screening of candidate solvents for use in other processes or with other contaminants and thereby reduce the amount of testing required.
SOLVENT GROUPS
The work of L. R. Snyder (Ref 1). who evaluated solvents for liquid chromatography, was used to provide a reasonable basis for selecting solvents for initial screening. Snyder divided solvents into nine groups (0-8) on the basis of their interactions with three referee solvents. At least one representative solvent from each group, with the exception of group 4 which consisted of highly polar solvents, was selected. Although some groups generally contained more effective solvents than others, there were anomalies and differences which could not be accounted for.
POL" AND SOLUBILITY
The cleaning process can include mechanical removal, related to surface tension, as well as the dissolution of contaminants. Mechanical removal is discussed in detail elsewhere (Ref 2). The discussion here is limited to dissolving of contaminants by a solvent. This process has three steps:
Overcoming attractions among contaminant molecules (requires energy) Overcoming attractions among solvent molecules (requires energy) Forming amrlctions between solvent and contaminant molecules (produces energy)
1. 2. 3.
In order for i contaminant to be dissolved, the energy produced in step 3 must be sufficient to overcome the energy required for steps 1 and 2. The attraction between molecules of a given chemical compound are described by the Hildebrand solubility parameter (t) which measures the cohesive energy (Ref 3). This parameter is shown in Equation 1:
t = (HRT/V)o*5 Equation 1
H R T = Absolute Temperature, OK V = MOIX volume, cm3/mole
where = Latent heat of vaporization, cal/mole = Gas constant, 1.986 cal/molepK
Values for this parameter did not correspond well to the removal efficiencies from the initial testing most Bely because it did not adequately reflect the importance of polarity and hydrogen bonding in the dissolving process. The effect of polarity on solubility is frequently expressed as "like dissolves like". Polar contaminants are soluble in polar solvents and insoluble in non-polar solvents: non-polar contaminants are soluble in non-polar solvents and insoluble in polar solvents. Polarity is an indication of stronger interactions among molecules. More energy is required to break up polar contaminants (Step 1) or polar solvents (Step 2). but more energy is gained when the polar solvents and contaminants are mixed (Step 3). Contaminants are capable of dissolving if either the energy produced by step 3 is high (both contaminant and solvent are polar) or the energy required by both steps 1 and 2 are low (both contaminant and solvent are non-polar).
Polarity results from uneven disrribution of electrons within a molecule, so that the molecule could be said to have a negative end (where electron density is higher) and a positive end (where electrons density is lower). The negative end of one molecule is attracted to the positive end of another molecule, which results in strong interactions. Polar
for elqtrons compared to carbon and hydrogen. If these atoms are not symmetrically distributed in the molecule, the molecule will be polar. A special case of polarity occurs when hydrogen atoms are bonded to electronegative atoms. Strong interactions occur between these hydrogen atoms on one molecule with the electronegative atoms on other molecules. These "hydrogen bonds" strongly influence physical and chemical properties. For example, properties of water including its melting and boiling points, specific heat, and ability to dissolve ionic and polar species are a result of hydrogen bonding.
. -
In order to assess the effects of polarity and hydrogen bonding on removal of contaminants during this study, a modified solubility parameter was developed using tables found in Barton (Ref 4). The solubility parameter can be divided into terms as shown in Equation 2:
($2 = <h)2 + (pl2 4-
h = Hydrogen bonding term
P d = Non-polar dispersion term
Equation 2 where
= Polarityterm
In order to assess the effects of polarity and hydrogen bonding on contaminant removal, a parameter (ti) was developed which did not include the dispersion term, as shown in Equation 3:
= (h)2 + (p)2 Equation3
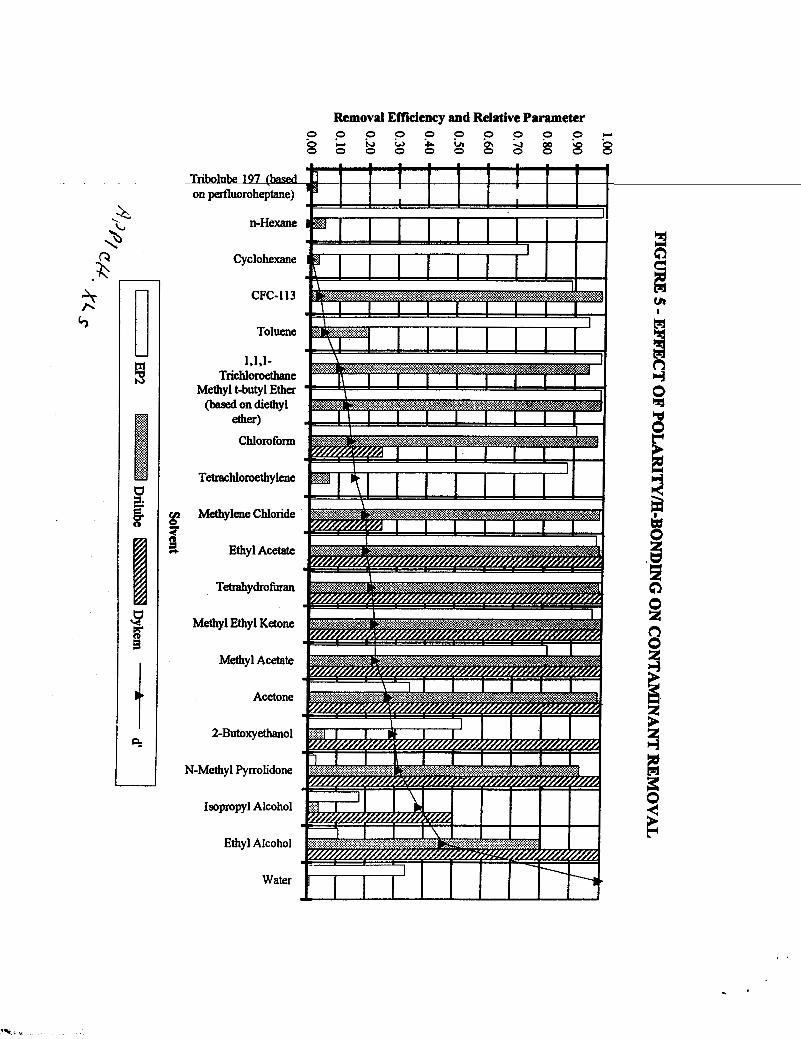
Because pammeters were not available for methyl-t-butyl ether and Tribolube-197 (a peffluorinated compound), parameters for diethyl ether and peffluoroheptane were used Values for the relevant parameters are given in Appendix I. Removal efficiencies for Drilube, Dykem, and EP2 were plotted against values for each solvent. In order to use the same scale for all data, the ti values for each solvent were normalized relative to the value for water. The following can be concluded from the plot (Figure 5):
Polarity and hydrogen bonding are important in solvent effectiveness. Relationships between t' values and removal efficiencies follow reasonable trends. Drilube, a silicone grease, is more polar than EP2, a hydrocarbon grease. As expected, the non- polar solvents, such as hexane and toluene are more effective for EP2 than for Drilube. The results indicate that Dykem, whose formulation is unknown, is polar because it is more soluble in polar solvents. Highly polar solvents are not effective for contaminant removal. Efficiencies of removal for EP2 and Drilube are less then 100% for ethanol whose value is less than half that of water. Solvents, such as methanol, with higher polarities than ethanol are not expected to be good solvents. This supports the contention that the presence of methanol in denatured ethanol accounts for its poorer perfonnance as a solvent compared to pure ethanol. Isopropyl alcohol and 2-butyoxyethanol are less effective solvents for Drilube than would be expected based on polarity. A possible explanation is that their high viscosity, 2.04 and 3.15 cP, retard the abiity of contaminants to mix into them. In spite of its low polarity, CFC-113 is a good solvent for Drilube, especially when compared to hexane and toluene. In contrast, the other fluorinated solvent, Tribolube-1W is a poor solvent for any non-fluorhted contaminant. Effects of halogenation are presented in the next section.
1.
2.
3.
3.
4.

HALOGENATION EFFECTS
One of the most sigmfkant results from the initial testing is the mutual insolubility of fluorinated and non- fluorinated compounds in spite of comparable polarities. Non-fluorinated solvents are unable to remove Krytox, a fluorinated grease; Tribolube- 197, a fluorinated solvent, does not remove non-fluorinated contaminants. Similar results have been observed previously (Ref 5). However, CFC-113, which contains chlorine as well as fluorine atoms, is a good solvent for fluorinated and non-fluorinated compounds. Although no theory has been presented for these effects, a direction for further study is suggested by data from L. R. Snyder (Ref 6), who reported the energy for adsorption of solvents on alumina, a polar material, as a parameter (O). Values of ranged from c0.05 (neither favorable nor unfavorable) for hydrocarbons to +0.88 (favorable) for ethanol. Surprisingly, fluorinated hydrocarbons had values of -0.25 indicating that adsorption on alumina was unfavorable. In contrast, non-polar carbon tetrachloride (CCl4) has an value of +O. 18(slightly favorable). The values suggest the possibility that halogen atoms on molecules interact with atoms on other molecules regardless of overall polarity and that fluorine atoms interact unfavorably and chlorine atoms interact favorably. Such interactions could explain the results of the initial testing .
REFERENCES 1. 2. 3. 4.
5. 6.
L. R. Snyder, J. Chromatographic Science, 16,223 (1978). S . Prince, PJKS Phase I Final Report, Martin Marietta Astronautics, June 1994. W. W. Moran, Interoffice Memo, Hercules, December 1992 A. F. M. Barton, CRC Handbook of Solubility Parameters and Other Cohesion Parameters, CRC Press, Boca Raton FL, 1983, pp. 153-158. T. Giordano, unpublished results, December 1992. Barton, op. cit., pp. 464-465.
Removal Efficiency and Relative Parameter
1 m m
w7 (bed 1 1 on perfluoroheptane)
Isopropyl Alcohol
I I I I I I I I I
I I I I I I I Cyclohexane
CFC-I13
Toluene
1.1.1- Trichlonxtlume
Methyl t-butyl Ether (based on diethyl
ether) Chlomfom
Tetrachloroethylene
Methylene Chloride
5 Ethyl Acetate
Tetrahydrohan
Methyl Ethyl Ketone
Methyl Acetate
Acetone
!f 4
I .
N-Methyl Pyrrolidone
Ethyl Alcohol
Water I I I
Related Documents











