Consequence modeling of hazardous accidents in a supercritical biodiesel plant R. Parvizsedghy, S.M. Sadrameli * Faculty of Chemical Engineering, Tarbiat Modares University, Tehran, Islamic Republic of Iran highlights Jet fire was identified as the most likely incident in the case of flammable material release. It was recommended to minimize the number of workers and the work hours in vicinity the possible source of release. For equipment and structure protection, it was recommended to minimize the flammable material inventory. Provide proper isolation systems and using fireproofing coatings. article info Article history: Received 23 November 2013 Accepted 12 February 2014 Available online xxx Keywords: Biodiesel Supercritical Safety Consequence modeling abstract Biodiesel is going to be one of the most preferable fuels because of fossil fuel sources depletion and rising environmental issues. This type of fuel is produced mainly by transesterification of triacylglycerol compounds such as vegetable oils and animal fats in a catalyzed or non-catalyzed reaction media. En- ergy, cost and environmental investigations for conventional (catalyzed) and modern (non-catalyzed) methods show that non-catalyzed method in supercritical process conditions is more advantageous but more unsafe because of high pressure and high inventories of flammable materials. Thus, this paper is aimed at identifying and analyzing the severity of process incidents in a supercritical biodiesel plant using consequence modeling and analysis approach. Following this approach, pressurized liquid in- ventories were identified as the most hazardous sources and subsequently jet fire was identified as the most likely incident in the case of flammable material release. Then, destructive effects of jet fire were simulated for three different leakage sizes from 0.5 to 1.5 inch. The results showed long effect distances, the ranges of which were 61e159 m and 70e190 m for the structures and humane respectively. Ac- cording to these results, in the case of jet fire, structures and humane in a long distance around the source of release would be affected. Thus, all human in these areas shall leave the mentioned distances in less than few seconds which seems to be impossible. Also, structures and equipments would be damaged if flame impingement duration lasts more than 2 s. Therefore, sufficient protections should be provided to decrease the level of Jet Fire damage on near structures and personnel. Besides, supercritical biodiesel plants should be designed in a low production capacity in order to decrease the hazardous radios and the duration of feeding the release source in the case of any risk. Ó 2014 Elsevier Ltd. All rights reserved. 1. Introduction Nowadays, rapid growing of energy consumption has been a critical concern since the limitation of known fossil fuel sources alerted major consumers. Regarding that fossil fuel sources have the greatest share in energy consumption, decreasing of such sources makes the renewable energy alternatives more attractive [1]. In addition, concerns about environmental issues increase the interest for replacing of such energy sources mostly because of greenhouse gases emission [2]. Although there are plenty of renewable energy sources which are being used efficiently by in- dustries, biodiesel is among the most desirable alternative energy candidates which can be extensively used in diesel engines as a transportation fuel in future [3]. Biodiesel is produced by transesterification of triglycerides [2] from different vegetable oils and animal fats. Oil of edible * Corresponding author. Tel./fax: þ98 21 82884902. E-mail address: [email protected] (S.M. Sadrameli). Contents lists available at ScienceDirect Applied Thermal Engineering journal homepage: www.elsevier.com/locate/apthermeng http://dx.doi.org/10.1016/j.applthermaleng.2014.02.029 1359-4311/Ó 2014 Elsevier Ltd. All rights reserved. Applied Thermal Engineering 66 (2014) 282e289

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

lable at ScienceDirect
Applied Thermal Engineering 66 (2014) 282e289
Contents lists avai
Applied Thermal Engineering
journal homepage: www.elsevier .com/locate/apthermeng
Consequence modeling of hazardous accidents in a supercriticalbiodiesel plant
R. Parvizsedghy, S.M. Sadrameli*
Faculty of Chemical Engineering, Tarbiat Modares University, Tehran, Islamic Republic of Iran
h i g h l i g h t s
� Jet fire was identified as the most likely incident in the case of flammable material release.� It was recommended to minimize the number of workers and the work hours in vicinity the possible source of release.� For equipment and structure protection, it was recommended to minimize the flammable material inventory.� Provide proper isolation systems and using fireproofing coatings.
a r t i c l e i n f o
Article history:Received 23 November 2013Accepted 12 February 2014Available online xxx
Keywords:BiodieselSupercriticalSafetyConsequence modeling
* Corresponding author. Tel./fax: þ98 21 82884902E-mail address: [email protected] (S.M. Sad
http://dx.doi.org/10.1016/j.applthermaleng.2014.02.021359-4311/� 2014 Elsevier Ltd. All rights reserved.
a b s t r a c t
Biodiesel is going to be one of the most preferable fuels because of fossil fuel sources depletion and risingenvironmental issues. This type of fuel is produced mainly by transesterification of triacylglycerolcompounds such as vegetable oils and animal fats in a catalyzed or non-catalyzed reaction media. En-ergy, cost and environmental investigations for conventional (catalyzed) and modern (non-catalyzed)methods show that non-catalyzed method in supercritical process conditions is more advantageous butmore unsafe because of high pressure and high inventories of flammable materials. Thus, this paper isaimed at identifying and analyzing the severity of process incidents in a supercritical biodiesel plantusing consequence modeling and analysis approach. Following this approach, pressurized liquid in-ventories were identified as the most hazardous sources and subsequently jet fire was identified as themost likely incident in the case of flammable material release. Then, destructive effects of jet fire weresimulated for three different leakage sizes from 0.5 to 1.5 inch. The results showed long effect distances,the ranges of which were 61e159 m and 70e190 m for the structures and humane respectively. Ac-cording to these results, in the case of jet fire, structures and humane in a long distance around thesource of release would be affected. Thus, all human in these areas shall leave the mentioned distances inless than few seconds which seems to be impossible. Also, structures and equipments would be damagedif flame impingement duration lasts more than 2 s. Therefore, sufficient protections should be providedto decrease the level of Jet Fire damage on near structures and personnel. Besides, supercritical biodieselplants should be designed in a low production capacity in order to decrease the hazardous radios and theduration of feeding the release source in the case of any risk.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Nowadays, rapid growing of energy consumption has been acritical concern since the limitation of known fossil fuel sourcesalerted major consumers. Regarding that fossil fuel sources havethe greatest share in energy consumption, decreasing of such
.rameli).
9
sources makes the renewable energy alternatives more attractive[1]. In addition, concerns about environmental issues increase theinterest for replacing of such energy sources mostly because ofgreenhouse gases emission [2]. Although there are plenty ofrenewable energy sources which are being used efficiently by in-dustries, biodiesel is among the most desirable alternative energycandidates which can be extensively used in diesel engines as atransportation fuel in future [3].
Biodiesel is produced by transesterification of triglycerides [2]from different vegetable oils and animal fats. Oil of edible

R. Parvizsedghy, S.M. Sadrameli / Applied Thermal Engineering 66 (2014) 282e289 283
vegetable seeds like soybean, sunflower, rapeseed or, non-edibleseeds like jatropha, cottonseed, and castor could be used as feed-stock. The transesterification reaction can be non-catalyzed orcatalyzed by a base, an acid or an enzyme [4,5]. The catalyzed re-actionswhich are conventionalmethod of transesterification can bedone as one-step or two-step (esterification by acid then trans-esterificationwith base) processes, dependent on the content of FFA.The two-step process is recommended if a feedstock contains morethan 1% of FFA [6] in order to avoid saponification event. It should bementioned that there is an alternativemethod of transesterificationthat is performed under supercritical conditions [7].
As a significant advantage, supercritical method could be usedfor the conversion of low price feedstocks which have large amountof free fatty acids as well as other oils. The price of feedstock has amajor influence on the final biodiesel price that is about 60e80% ofthe total cost [8]. Oil should be extracted from oily seeds to convertinto biodiesel in the conventional method, but supercritical methodcould be integrated with oil extraction. In the other words, in situtransesterification is possible in supercritical method. Moreover,Supercritical conversion, also, has environmental advantage as notoxic solvent is needed for the oil extraction unlike the conven-tional method [9]. Integration of the transesterification with oilextraction or using low price oils with high content of FFA asfeedstock makes the supercritical method to seem more economicexpensive in comparison with conventional transesterification.Energy consumption and thus the cost of biodiesel production insupercritical and conventional method should be investigated forcomparison as there are some trade-offs. In supercritical condition,temperature and pressure are very high (for example 250 �C and10MPa), on the other hand the reaction is very rapid; conversely, inthe conventional transesterification, the conditions are atmo-spheric and moderate temperature (about 60 �C) but it takes thereaction a long time to be completed. Energy consumption of thetwo technologies was evaluated and seemed to be followed byalmost the same content [10].
Mentioned factors compare two methods from the point of en-ergy, cost and environment and it seems that supercritical methodhasmany advantages but there is another important factor of safetythat its ignorance might cause serious problems such as fatalities,injuries and loss of products [11]. So, there is a critical need toconduct safety studies for biodiesel production factories to preventor mitigate such effects. Recently, researchers have been motivatedto carry out some safety evaluation studies for the conventionaltransesterification which is the biodiesel production method in theindustry. This motivation is mostly because of the growing numberof this type of biodiesel production factories and some reporteddestructive incidents of fire and explosion [11,12]. In such processes,relatively high temperature, high inventory of flammable materialsand high corrosion in acid process seem to be hazard sources. His-torical analyses of biodiesel factories, with respect to the plant op-erations, demonstrate that approximately all accidents refer tomethanol vapors. In some cases, domino effects generatedfires of oilstored in the plant [11]. From 2006 to 2009, about 21 accidentsoccurred in the form of fires or explosions [12] that nearly half werelinked to improper handling or containmentof hazardous chemicals[12].More specifically, in the year 2009 two accidentswere reportedin USA. First, in the 17th of the July, in the Columbus Foods Plant ofChicago, twoworkerswere injuredwhilemixing chemicals. Second,in the 24th of the September, fire and explosion happened in thewarehouse containing tons of methanol and biodiesel in the NewEden Energy plant of St. Cloud [11]. Moreover, in 3-year period(2006e2009) there were 8 fires and 6 explosions in biodiesel fa-cilities in the U.S., i.e. 5 incidents per year [11].
Although there have been some safety studies for conventionalbiodiesel production facilities, there are still unmet safety studies
for supercritical transesterification type of biodiesel plants.Considering that supercritical biodiesel plants are in the step ofscale up and design, such safety studies seem very valuable at thisearly stage. In such processes, very high pressure and temperatureand high inventory of flammable materials are taken into accountas the hazard sources. High pressure controlling is a great challengein the chemical processes which may cause undesirable conse-quences. So, it is clear that supercritical process is more unsafe incomparison with the conventional transesterification. Therefore,this paper is aimed at identifying the types and then estimating theseverity of likely process incidents in a supercritical trans-esterification biodiesel plant. And then, safe distances around suchplants can be identified and necessary precautions can be recom-mended to decrease the level of hazard. For this purpose, a wellknown procedure of consequence modeling and analysis [13] isused by PHAST software Ver 6.54.
2. Supercritical transesterification biodiesel production
2.1. Transesterification reaction
Transesterification is a chemical reaction (Fig. 1) which convertsOil (Triglyceride; represented by Triolein in simulation) and Alcohol(Methanol) to Biodiesel (Fatty Acid Methyl Ester, FAME; repre-sented by Methyl Oleate in simulation) and Glycerol. Typically,Alcohol is used in excess to shift the reaction forward to attain ahigh yield of Biodiesel. Basic catalyzed reactions are more rapid andless corrosive but could not be used for the Oils with a great amountof free fatty acid. In catalyst free reaction, which is the scope of thisstudy, Alcohol should be in supercritical conditions. The schematicof the reaction is show in Fig. 1.
2.2. Process flow sheet of supercritical methanol process
To obtain the relevant data for the safety analysis of the super-critical process, the process flow sheet which is developed byKiwjaroun et al. is adopted [14]. The process, as outlined in Fig. 2, ismainly composed of one reactor and two distillation columns. Oil(12,500 kg/h) and Methanol (1490 kg/h) are compressed up to19,300 kPa and preheated. Fresh Methanol is mixed with recycledMethanol to make the 1:42 ratio of Oil to Methanol before feedingto the reactor. The reaction takes place at 300 �C. The products aresent to heat exchangers to transfer excess heat to the feeds, andthen are fed to a distillation column. Methanol is separated fromthe top of the column and sent to a heat exchanger to preheatbefore recycling to the reactor. The bottom products of this column,Biodiesel (90%) and Glycerol (10%) are sent to the second distillationcolumn to separate Biodiesel (99.5% pure, 12,520 kg/h) from Glyc-erol (93% pure, 1473 kg/h). The stream properties and compositionare shown in Table 1.
3. Consequence modeling and analysis
Consequence modeling and analysis refers to the numericalestimation of physical outcomes due to any loss of containmentinvolving flammable, explosive and toxic materials with respect totheir potential impact. Some conditions may lead to undesirablereleases which, under specific circumstances, can progress toserious incidents. Such incidents might threaten employee safety,nearby residents, property and the environment. In order to eval-uate the consequences of such likely incidents, some sub-studiesshould be carried out as shown in Fig. 3. Subsequent detailedrequired data for carrying out such studies for a supercritical bio-diesel production facility are described in following sections.

COCH2
CH O C
R’’
R’
CH2 O C R
O
O
O+ 3CH3 - OH
COCH3
CH3 O C
R’’
R’
CH3 O C R
O
O
O+
OHCH2
CH OH
CH2 OH
Oil (Triglyceride) Alcohol (Methanol) Fatty Acid Methyl Ester (Biodiesel) Glycerol
3
Fig. 1. Transesterification of triglycerides with methanol to produce biodiesel.
1
2
4
6
9
5
3
10
7
8
diesel
cerol
5P 5
2V
Methanol
Fig. 2. Supercritical biodiesel production schematic.
R. Parvizsedghy, S.M. Sadrameli / Applied Thermal Engineering 66 (2014) 282e289284
In this paper, a Case Study of supercritical biodiesel productionis analyzed that was described in Section 2.2 of paper. For imple-menting the procedure shown in Fig. 3, some data such as processconditions (phase, composition, pressure and temperature) andatmospheric weather data are required. Required process condi-tions can be extracted from Section 2.2 of paper and flowchartdepicted in Fig. 2. All studies are carried out in a calm weathercondition (Stable atmosphere) with a low wind speed (typically2 m/s) considering that such units are normally indoor. Air tem-perature is assumed at 25 �C.
3.1. Hazard identification
Hazard sources originate from the combination of hazardousmaterial and critical process conditions that are available indifferent equipment in the operation. Thus, a safety survey mustprovide the types and quantities of hazardous materials andprocess conditions at the operation covering their physical andchemical properties, as well as flammability, explosive and toxiccharacteristics. For a typical supercritical facility as described inSection 2.2, there is no toxic material. Thus, the only hazardsources are due to flammable and explosive materials. For a detailhazard investigation, the process equipments are divided into twoparts of low and high pressure. In low pressure equipment(distinguished by blue color in Fig. 4), the likely hazard is flam-mable liquid release of methanol (boiling point: 64.7 �C) andbiodiesel (boiling range: 330e357 �C) [15] and subsequent stablepool formation and fire incident. Although the possibility offlammable liquid pool formation and subsequent pool fire inci-dent, it is evident that high pressure equipment (distinguished redcolor in Fig. 4) are the worst case hazard sources due to higherpotential of generating incidents. In the high pressure part, thehigh speed fluid jet in the case of any leakage might cause severeincidents of fire. Thus, Table 2 identifies a list of high pressurepotential hazard sources with their specifications. (For
interpretation of the references to color in this paragraph, thereader is referred to the web version of this article.)
It can be assumed that following hazard sources have almostidentical conditions and can be studied as a single hazard source orscenario:
� Scenario No.01: Hazard source No. 01, 02, 06 and 07� Scenario No.02: Hazard source No. 03 (Tube side) and 05 (Tubeside)
� Scenario No.03: Hazard source No. 03 (Shell side), 04 and 05(Shell side)
The related hazards of the other low pressure equipments areignored compared to high pressure ones. All of above hazardsources are studied by assigning different incident scenarios infollowing section.
3.2. Scenario selection and development
The term “scenario” is used as an incident initiator, which areusually represented by a variety of leakages/full bore ruptures withdifferent sizes in pressurized equipment that mostly occurs in theirfittings (due to process upset, incorrect materials of construction,design error, over pressurization, corrosion, equipment malfunc-tion, operational error, and abnormal operation). Each scenario ischaracterized by following specifications:
� Location (single equipment or a group of equipment which feed theleak): seven pressurized items (grouped into 3 scenarios) werehighlighted in Section 3.1 of paper as scenario location to beanalyzed further (Table 2).
� Source process condition (normal process condition just behind theleak including: material composition, phase, pressure and tem-perature): this type of data was described in Section 3.1 of paperand was summarized in Table 2.

Table 1Stream properties and composition of supercritical biodiesel production flow sheet.
Stream no. 1 2 3 4 5 6 7 8 9 10
Temperature (C�) 34 42 110 170 170 300 e e 37 110Pressure (kPa) 19,300 19,300 19,300 19,300 19,300 19,300 e 404 19,300 19,300Mass flow (kg/h) 1490 12,500 19,630 19,630 12,500 32,130 32,130 13,990 18,140 18,140
Component mass fractionOil 0 1 0 0 1 0 0 0 0 0Methanol 1 0 1 1 0 0.56 0.56 0 1 1Biodiesel 0 0 0 0 0 0.39 0.39 0.9 0 0Glycerol 0 0 0 0 0 0.05 0.05 0.1 0 0
Physical propertiesMolecular weight 32 885 32 32 885 52 52 242 32 32
Consequence Analysis
Data Gathering
Hazard Source Identification
Scenario Selection and Development
Scenario Outcome Identification
Consequence Modeling
Fig. 3. Consequence modeling and analysis flow-chart.
R. Parvizsedghy, S.M. Sadrameli / Applied Thermal Engineering 66 (2014) 282e289 285
� Inventory (the amount of potential material which is dischargedthrough leak): this amount of material is dependent on theequipment volume and required time to detect and isolate theleak.
� Leak size (representative hole diameter): most of leaks areoccurred in the fitting of equipment, so the maximum fittingsize is normally considered as the representative leak size. Inthis study, considering that no previously designed plant isavailable, fitting sizes of 0.5 inch, 1 inch and 1.5 inch are selectedas the leak size representatives.
H 2H 2P
P
Colum
nColum
n
T 1T 1
MixM 1
Methanol
OilOil
ReactorR
eactor
P 2P 2
P 1P 1
H 1H 1V 1V 1
R 1R 1
Fig. 4. Supercritical biodiesel production s
� Leak direction (horizontal or vertical): clearly, the horizontal leakdirection is the worst case and has more dangerous effects thanother release directions.
Thus, each hazard source identified in Table 2 is a credible sce-nario that should be studied.
3.3. Scenario outcome identification
Scenario outcomes depend on the conditions of the release suchas phase of the released material, pressure, site condition, andignition time and so on. The scenario outcomes that might occur inhigh pressure equipment in a supercritical biodiesel productionfacility followed by release of flammable and explosive materialsare identified as below (Fig. 5):
� Jet Fire occurs when a pressurized flammable liquid or gas isimmediately ignited while is released through a leak. Because ofthe pressurized source a long flame might be generated. In thiscase, the destructive effects are due to flame impingement andthermal radiation.
� Flammable Vapor Cloud is formed when a released gas orvaporized liquid is dispersed into atmosphere withoutobserving any immediate ignition source. The borders of aflammable vapor cloud are limited to concentration of lowflammability limit (LFL) of gas.
� Flash Fire occurs when a flammable vapor cloud is ignited in anopen space with low density of obstacles that generates a shortlived cloud flame. Larger vapor clouds generate more destruc-tive flash fires. In this incident, major damages are due tothermal radiation.
� Explosion occurs when a flammable vapor cloud is ignited in anenough congested space with high density of obstacles that
T 2T 2
BiodieselBio
GlycerolGlyColum
n Colum
n
P
H 4H 4
5H 5
V
3P 3
4P 4
H 3H 3
chematic (hazard source highlighted).
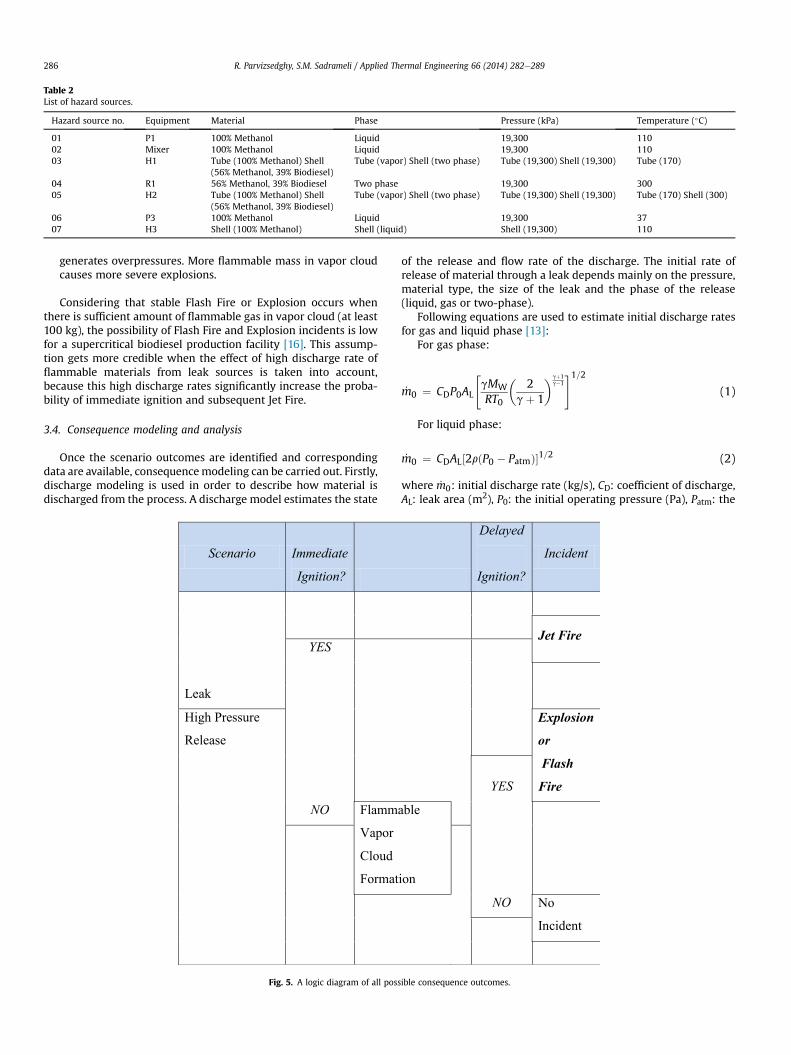
Table 2List of hazard sources.
Hazard source no. Equipment Material Phase Pressure (kPa) Temperature (�C)
01 P1 100% Methanol Liquid 19,300 11002 Mixer 100% Methanol Liquid 19,300 11003 H1 Tube (100% Methanol) Shell
(56% Methanol, 39% Biodiesel)Tube (vapor) Shell (two phase) Tube (19,300) Shell (19,300) Tube (170)
04 R1 56% Methanol, 39% Biodiesel Two phase 19,300 30005 H2 Tube (100% Methanol) Shell
(56% Methanol, 39% Biodiesel)Tube (vapor) Shell (two phase) Tube (19,300) Shell (19,300) Tube (170) Shell (300)
06 P3 100% Methanol Liquid 19,300 3707 H3 Shell (100% Methanol) Shell (liquid) Shell (19,300) 110
R. Parvizsedghy, S.M. Sadrameli / Applied Thermal Engineering 66 (2014) 282e289286
generates overpressures. More flammable mass in vapor cloudcauses more severe explosions.
Considering that stable Flash Fire or Explosion occurs whenthere is sufficient amount of flammable gas in vapor cloud (at least100 kg), the possibility of Flash Fire and Explosion incidents is lowfor a supercritical biodiesel production facility [16]. This assump-tion gets more credible when the effect of high discharge rate offlammable materials from leak sources is taken into account,because this high discharge rates significantly increase the proba-bility of immediate ignition and subsequent Jet Fire.
3.4. Consequence modeling and analysis
Once the scenario outcomes are identified and correspondingdata are available, consequencemodeling can be carried out. Firstly,discharge modeling is used in order to describe how material isdischarged from the process. A discharge model estimates the state
Scenario Immediate
Ignition?
YES
Leak
High Pressure
Release
NO Flamm
Vapor
Cloud
Format
Fig. 5. A logic diagram of all poss
of the release and flow rate of the discharge. The initial rate ofrelease of material through a leak depends mainly on the pressure,material type, the size of the leak and the phase of the release(liquid, gas or two-phase).
Following equations are used to estimate initial discharge ratesfor gas and liquid phase [13]:
For gas phase:
_m0 ¼ CDP0AL
"gMW
RT0
�2
gþ 1
�gþ1g�1
#1=2(1)
For liquid phase:
_m0 ¼ CDAL½2rðP0 � PatmÞ�1=2 (2)
where _m0: initial discharge rate (kg/s), CD: coefficient of discharge,AL: leak area (m2), P0: the initial operating pressure (Pa), Patm: the
Delayed
Ignition?
Incident
Jet Fire
Explosion
or
Flash
FireYES
able
ion
NO No
Incident
ible consequence outcomes.

Table 3List of hazard sources.
Scenario no. Initial discharge rate (kg/h)
D ¼ 0.5 inch D ¼ 1 inch D ¼ 1.5 inch
01 12.1 48.4 109.002 5.6 22.3 50.103 14.9 59.6 134.0
R. Parvizsedghy, S.M. Sadrameli / Applied Thermal Engineering 66 (2014) 282e289 287
atmospheric pressure (Pa), g the ratio of the specific heats for thegas, MW: molecular weight (kg/kg mol), R is universal gas constant(8.314 J/mol K), T0: temperature (K) and r the liquid density (kg/m3).
The estimated initial fluid discharge rates for all scenarios areshown in Table 3.
The release rate decreases with time as the equipment de-pressurizes. This reduction depends mainly on the material in-ventory and the action taken to isolate the leak (to cut input andoutput streams) and depressurize the process (to stop pressurizingequipment e.g. pumps). Shorter release time causes less severeincidents and subsequently less injuries and destructions. In thisstudy, as there is no data about plant capacity and reactor size it isassumed that discharge rate remains constant which causes moreconservative results. But it should be considered that any devicedecreasing the discharge duration will finally decrease the level ofdamages due to Jet Fire.
It is evident that, more discharge rates cause more destructiveJet Fires because of more generated momentum. These destructiveeffects of Jet Fire on vulnerable items are because of two mecha-nisms of flame impingement and receiving thermal radiations. Forthe purpose of consequence modeling for possible Jet Fires in abiodiesel production facility, PHAST Ver 6.54 software has beenused.
The areas that are likely to be exposed to destructive effects offire scenarios can be established based on a conservative approachof assuming a steady-state condition. Therefore, it is required to seta tolerable heat radiation or flame impingement throughout afailure time. For human vulnerability,12.5 kW/m2 is normally takenas the limiting radiation intensity for escape actions lasting a fewseconds. For the vulnerability of equipment and structures, flameimpingement is considered in which it takes a 7 mm steel plate (as
Fig. 6. Jet Fire radiation profile
a body thickness for typical equipment) 2 min to fail [13]. It isimportant that the duration should be determined to find outwhether enough time is available to generate human casualties andequipment damage or not.
Jet Fire radiation profiles are shown in Figs. 6e8. In accordanceto simulation results and described criteria, some findings can besummarized for the biodiesel plant separately for each scenario(Table 4):
According to the results shown in Table 4, the Sc-01 is the mostdangerous scenario in the supercritical biodiesel plant because oflarger effect distances. This scenario includes Methanol Pumps (P1& P3), Mixer and shell side of Methanol heat exchanger (H3). Thus,this scenario is the worst case one and further analysis can becarried out based on this scenario.
In the case of structure and equipment vulnerability, it is evidentthat for all leak sizes ranging from 0.5 inch to 1.5 inch, themaximum flame length ranges from 61 m to 159m respectively andthere is the possibility of direct flame impingement for all equip-ment and structures in these areas. Although flame impingementmight happen in large distances around the source of release ininitial times, it cannot generate any damage while its duration isless than 2 min. Thus, this critical factor shall be taken into accountin designing a supercritical biodiesel plant to providing materialinventories feeding the release source less than 2 min. For over-coming this concern, not only the production capacity shall be lowbut also appropriate isolation systems shall be provided. In addi-tion, protecting near equipment and structures by using fire-proofing coats is helpful because it increases their failure timeagainst flame impingement considerably.
About the human vulnerability the condition is worse,because for leak sizes ranging 0.5e1.5 inch the covered distancesby the radiation of 12.5 kW/m2 range from 70 m to 190 mrespectively and all human in these areas shall escape in less thanfew seconds. Considering that few seconds is not an adequatetime to implement a proper escape plan, solutions such asminimizing the number of workers and decreasing the workhours in vicinity the possible source of release can be advised butthere is still no guarantee of rescue for workers. Thus, providingrequired protection systems to prevent Jet Fire occurrence isnecessary. This recent protection can be provided by two stra-tegies. The first strategy is preventing leakage occurrence that is
for Sc-01 (three leak sizes).
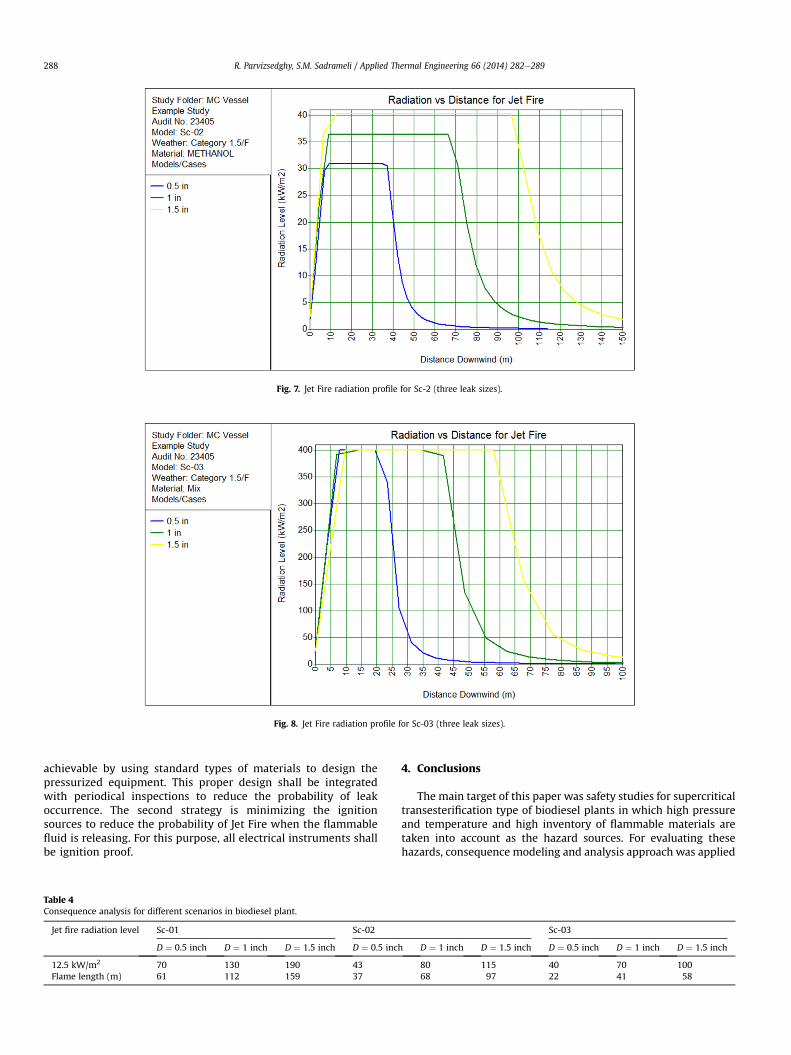
Fig. 7. Jet Fire radiation profile for Sc-2 (three leak sizes).
Fig. 8. Jet Fire radiation profile for Sc-03 (three leak sizes).
R. Parvizsedghy, S.M. Sadrameli / Applied Thermal Engineering 66 (2014) 282e289288
achievable by using standard types of materials to design thepressurized equipment. This proper design shall be integratedwith periodical inspections to reduce the probability of leakoccurrence. The second strategy is minimizing the ignitionsources to reduce the probability of Jet Fire when the flammablefluid is releasing. For this purpose, all electrical instruments shallbe ignition proof.
Table 4Consequence analysis for different scenarios in biodiesel plant.
Jet fire radiation level Sc-01 Sc-02
D ¼ 0.5 inch D ¼ 1 inch D ¼ 1.5 inch D ¼ 0.5 inch
12.5 kW/m2 70 130 190 43Flame length (m) 61 112 159 37
4. Conclusions
The main target of this paper was safety studies for supercriticaltransesterification type of biodiesel plants in which high pressureand temperature and high inventory of flammable materials aretaken into account as the hazard sources. For evaluating thesehazards, consequence modeling and analysis approach was applied
Sc-03
D ¼ 1 inch D ¼ 1.5 inch D ¼ 0.5 inch D ¼ 1 inch D ¼ 1.5 inch
80 115 40 70 10068 97 22 41 58

R. Parvizsedghy, S.M. Sadrameli / Applied Thermal Engineering 66 (2014) 282e289 289
for a supercritical biodiesel plant using PHAST software ver 6.54. Inthe earlier stages, seven pressurized items grouped into 3 scenarioswere selected as the credible sources of hazard and three leak sizeranges of 0.5 inch, 1 inch and 1.5 inch were selected for the purposeof release simulation. According to qualitative investigations, it wasidentified that Jet Fire is the most likely incident in the case offlammable material releases. Finally, the destructive effects of JetFire on human and equipment were analyzed by comparing theresults of radiation and flame simulation with available criteriarespectively. It was identified that Methanol Pumps (P1 & P3),Mixer and shell side of Methanol heat exchanger (H3) are the mosthazardous equipment because of their respective damage dis-tances. In addition, it was concluded that sufficient protectionsshall be provided to decrease the level of Jet Fire damage on nearstructures and workers. For workers, it was recommended tominimize the number of workers and the work hours in vicinity thepossible source of release. Besides, using standard types of mate-rials, planning periodical and minimizing the ignition sources wereadvised. For equipment and structure protection, it was recom-mended to minimize the flammable material inventory, provideproper isolation systems and using fireproofing coatings.
Acknowledgements
The authors would like to express their appreciation and thankto Naser Badri for his help toward this research and comments.Financial support from Tarbiat Modares University is alsoacknowledged.
References
[1] K.T.L. Man Kee Lam, Microalgae biofuels: a critical review of issues, problemsand the way forward, Biotechnol. Adv. 30 (2012) 673e690.
[2] Aline Santana, J. Maçaira, M. Angeles Larrayoz, Continuous production ofbiodiesel using supercritical fluids: a comparative study between methanoland ethanol, Fuel Process. Technol. 102 (2012) 110e115.
[3] A. Demirbas, Importance of biodiesel as transportation fuel, Energy Policy 35(9) (September 2007) 4661e4670.
[4] A.B. Hossain, A. Salleh, P. Chowdhury, M. Naqiuddin, Biodiesel fuel productionfrom algae as renewable energy, Am. J. Biochem. Biotechnol. 4 (2008) 250e254.
[5] G.M.D. Marcelo, V.V. Carolina, S.L. Juliana, K.M. Eriksen, A.M. Jomaquin,G.P. Ednei, C.A. Paulo, Production of FAMEs from several microalgal lipid ex-tracts and direct transesterification of the Chlorella pyrenoids, Biomass Bio-energy 35 (2011) 1533e1538.
[6] Shashikant Vilas Ghadge, H. Raheman, Biodiesel production from mahua(Madhuca indica) oil having high free fatty acids, Biomass Bioenergy 28 (2005)601e605.
[7] R.B. Levine, T. Pinnarat, P.E. Savage, Biodiesel production from wet algalbiomass through in situ lipid hydrolysis and supercritical transesterification,Energy Fuels 24 (2010) 5235e5243.
[8] Sandra Glisic, I. Lukic, Dejan Skala, Biodiesel synthesis at high pressure andtemperature: analysis of energy consumption on industrial scale, Bioresour.Technol. 100 (2009) 6347e6354.
[9] M. Juárez, O. Polvillo, M. Contò, A. Ficco, S. Ballico, S. Failla, Comparison of fourextraction/methylation analytical methods to measure fatty acid compositionby gas chromatography in meat, J. Chromatogr. 1190 (2008) 327e332.
[10] D.S. Sandra Glisic, The problems in design and detailed analyses of energyconsumption for biodiesel synthesis at supercritical conditions, Supercrit.Fluids 49 (2009) 293e301.
[11] E. Salzano, M. Di Serio, E. Santacesaria, Emerging safety issues for biodieselproduction plant, Energy Fuels 24 (2010) 6103e6109.
[12] B. Sims, Chemical Safety Matters, Biodiesel Magazine, December, 2010, pp.35e37.
[13] N. Badri, A. Rad, H. Kareshki, B. Abdolhamidzadeh, D. Rashtchian,R. Parvizsedghy, A risk based decision making approach to determine fire-proofing requirements against jet fires, Loss Prev. Process Ind. 26 (2013) 771e781.
[14] Choosak Kiwjaroun, C. Tubtimdee, Pornpote Piumsomboon, LCA studiescomparing biodiesel synthesized by conventional and supercritical methanolmethods, J. Clean. Prod. 17 (2009) 143e153.
[15] National Renewable Energy Laborator, E.D.o. US (Ed.), Biodiesel handling andUse Guide, National Renewable Energy Laborator, 2008.
[16] Naser Badri, F. Nourai, Davood Rashtchian, A multivariable approach forestimation of vapor cloud explosion frequencies for independent congestedspaces to be used in occupied building risk assessment, Process Saf. Environ.Prot. 91 (2013) 19e30.
Related Documents











