Compocasting of an Al-Si-SiC p Composite Using Powder Injection Method M. Ghahremainian 1,a and B. Niroumand 2,b 1,2 Department of Materials Engineering, Isfahan University of Technology, Isfahan, Iran, 84156-83111 a [email protected], b [email protected] Keywords: Compocasting, Al-Si-SiC p Composite, Powder Injection, Particle Incorporation, Wettability. Abstract. In this work Al-7wt%Si-10wt%SiC p composites were produced by injection of the reinforcement in the form of SiC p particles or a specially made particulate composite powder of aluminum and SiC p into the melt of proper composition at a temperature corresponding to 10% solid fraction. This paper presents the results of the investigation on the effects of reinforcement addition form, reinforcement addition temperature, stirring speed and magnesium addition on the incorporation and distribution of the reinforcement particles. The results showed that incorporation of SiC p particles was considerably improved by their injection in the form of milled Al/SiC p composite powder. Better particle wetting, improved particle dispersion and reduced particles size were achieved by injection of milled Al/SiC p composite powder instead of SiC p powder. Magnesium addition and high temperature injection were necessary for achieving good incorporation. Reinforcement incorporation was improved by increasing the stirring speed up to 500 rpm, after which the incorporation decreased slowly. Introduction Particle metal-matrix composites (PMMCs) have found good commercial applications due to their improved properties as well as lower cost and ease of fabrication compared to other metal matrix composites (MMCs). They are now commonly used as attractive structural materials for some automotive, defense and aerospace applications [1]. Among a variety of PMMCs produced in last few decades, aluminum matrix composites reinforced with SiC p particulates (Al-SiCp p ) have drawn the attention of many researchers owing to their high specific strength, high specific modulus, low density, excellent wear resistance and higher service temperature compared to the matrix material alone [2-4]. There are many different liquid and solid state processes for synthesis of Al-SiC p composites. The liquid state processes include stirring the reinforcing particles in metallic melts, infiltration of particulate or hybrid preforms by squeeze casting, vacuum infiltration or pressure infiltration, reaction infiltration of particulate preforms or in-situ synthesis of the particulate reinforcement in the melt [5, 6]. Compocasting is one of the liquid state processes in which the reinforcement particles are added to a solidifying melt within its liquid-solid zone while being vigorously agitated. Once the reinforcing particles are introduced into the semi-solid slurry, they are entrapped mechanically by primary solid particles. This will reduces the possibility of their segregation and results in a better distribution of reinforcement particles. The lower porosity contents observed in the castings have been attributed to the better wettability between the matrix and the reinforcement particles as well as lower volume shrinkage of the matrix alloy [5, 7-10]. The final microstructure of a compocast Al- SiC p composite consists of coarse non dendritic primary particles of α Al , fine dendritic secondary particles of α Al , low melting eutectic constituents of α Al and Si phases and dispersed SiC p particles. Solid State Phenomena Vols. 141-143 (2008) pp 175-180 online at http://www.scientific.net © (2008) Trans Tech Publications, Switzerland All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of the publisher: Trans Tech Publications Ltd, Switzerland, www.ttp.net. (ID: 217.219.18.219-04/07/08,15:53:14)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Compocasting of an Al-Si-SiCp Composite Using Powder Injection
Method
M. Ghahremainian1,a and B. Niroumand2,b 1,2Department of Materials Engineering, Isfahan University of Technology, Isfahan, Iran,
84156-83111
Keywords: Compocasting, Al-Si-SiCp Composite, Powder Injection, Particle Incorporation, Wettability.
Abstract. In this work Al-7wt%Si-10wt%SiCp composites were produced by injection of the
reinforcement in the form of SiCp particles or a specially made particulate composite powder of
aluminum and SiCp into the melt of proper composition at a temperature corresponding to 10%
solid fraction. This paper presents the results of the investigation on the effects of reinforcement
addition form, reinforcement addition temperature, stirring speed and magnesium addition on the
incorporation and distribution of the reinforcement particles. The results showed that incorporation
of SiCp particles was considerably improved by their injection in the form of milled Al/SiCp
composite powder. Better particle wetting, improved particle dispersion and reduced particles size
were achieved by injection of milled Al/SiCp composite powder instead of SiCp powder.
Magnesium addition and high temperature injection were necessary for achieving good
incorporation. Reinforcement incorporation was improved by increasing the stirring speed up to 500
rpm, after which the incorporation decreased slowly.
Introduction
Particle metal-matrix composites (PMMCs) have found good commercial applications due to their
improved properties as well as lower cost and ease of fabrication compared to other metal matrix
composites (MMCs). They are now commonly used as attractive structural materials for some
automotive, defense and aerospace applications [1].
Among a variety of PMMCs produced in last few decades, aluminum matrix composites
reinforced with SiCp particulates (Al-SiCpp) have drawn the attention of many researchers owing to
their high specific strength, high specific modulus, low density, excellent wear resistance and higher
service temperature compared to the matrix material alone [2-4].
There are many different liquid and solid state processes for synthesis of Al-SiCp composites.
The liquid state processes include stirring the reinforcing particles in metallic melts, infiltration of
particulate or hybrid preforms by squeeze casting, vacuum infiltration or pressure infiltration,
reaction infiltration of particulate preforms or in-situ synthesis of the particulate reinforcement in
the melt [5, 6].
Compocasting is one of the liquid state processes in which the reinforcement particles are added
to a solidifying melt within its liquid-solid zone while being vigorously agitated. Once the
reinforcing particles are introduced into the semi-solid slurry, they are entrapped mechanically by
primary solid particles. This will reduces the possibility of their segregation and results in a better
distribution of reinforcement particles. The lower porosity contents observed in the castings have
been attributed to the better wettability between the matrix and the reinforcement particles as well as
lower volume shrinkage of the matrix alloy [5, 7-10]. The final microstructure of a compocast Al-
SiCp composite consists of coarse non dendritic primary particles of αAl, fine dendritic secondary
particles of αAl, low melting eutectic constituents of αAl and Si phases and dispersed SiCp particles.
Solid State Phenomena Vols. 141-143 (2008) pp 175-180online at http://www.scientific.net© (2008) Trans Tech Publications, Switzerland
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of thepublisher: Trans Tech Publications Ltd, Switzerland, www.ttp.net. (ID: 217.219.18.219-04/07/08,15:53:14)

In this work Al-7wt%Si-10wt%SiCp composite was produced by a special compocasting method
and effects of some processing parameters on the incorporation of reinforcement particles into the
matrix were investigated.
Materials and experimental methods
Al-7wt%Si-10wt%SiCp composites were produced by a special compocasting method using Al-Si
alloys of proper Si contents, SiCp particles with average size of about 5µm and pure Al powder with
average size of about 60 µm as starting materials. Fig. 1 illustrates the scanning electron microscope
(SEM) images of the starting SiCp and Al particles.
(a) (b)
Fig. 1: SEM images of (a) SiCp and (b) Al particles before milling.
Fig. 2 schematically shows the experimental set-up used in production of the composites. It
consisted of a graphite crucible placed in a muffle furnace, a coated injection tube for introduction
of the reinforcement into the melt and a graphite stirrer. The crucible was equipped with baffles and
bottom pouring arrangement. The temperature of the melt was measured using a K-type
thermocouple dipped about 25 mm into the melt.
Fig.2: Schematic of the experimental set-up used in this investigation.
Argon was used as the carrier gas for injection of the reinforcement into the melt. The
reinforcement particles were injected into the melt in two different forms, i.e. as the original
purchased SiCp and as a specially-made particulate composite of aluminum and SiCp. In the latter
case, the composite slurry was produced by injection of the desired amounts of the particulate
composite powder into the melts of proper Si content so that after the completion of the injection,
Al matrix composites of 7wt% Si and 10wt% of SiCp were produced.
176 Semi-Solid Processing of Alloys and Composites X
The particulate composite powder was produced by low energy ball milling of equal volumes of
the pure aluminum powder and SiCp to achieve a mechanically interacting Al-SiCp powder. A good
interaction of the particles was achieved after 24 hours of milling.
The reinforcement was injected into the melt at a temperature above its liquidus temperature
while it was being isothermally stirred. After completion of the injection, the slurry was
continuously cooled at an average rate of 4.2 ºC/min until reaching 610 ºC corresponding to 0.1
solid fraction (according to Scheil equation) and cast into a steel die placed below the furnace.
The variables of the experiments included the reinforcement form, reinforcement injection
temperature, stirring speed and magnesium content of the melt. 1wt%Mg was added to the melt in
some experiments to increase the wettability between the matrix and the reinforcement. Table 1
shows the experimental conditions used in different experiments.
Table 1: Experimental conditions used in different experiments.
Sample
No.
SiCp
[Wt%]
Reinforcement
form
Reinforcement
injection temp.
[ºC]
Casting
temp.
[ºC]
Stirring
speed
[rpm]
1wt%Mg
addition
1 10 Milled Al/SiCp 650 610 500 Yes
2 10 Milled Al/SiCp 700 610 500 No
3 10 Milled Al/SiCp 700 610 500 Yes
4 10 SiCp powder 700 610 500 No
5 10 SiCp powder 700 610 500 Yes
6 10 Milled Al/SiCp 700 610 0 Yes
7 10 Milled Al/SiCp 700 610 250 Yes
8 10 Milled Al/SiCp 700 610 750 Yes
9 10 Milled Al/SiCp 700 610 1000 Yes
Microscopic observations were carried out following standard metallographic techniques on the
samples cut from the middle of the castings.
It was observed that normally a portion of the injected powder could not get incorporated into the
melt and was separated from the slurry. The remained powder could be collected after casting from
the crucible and the die. In this study the weight of the unincorporated powder in each experiment
was measured and was taken as a criterion for the effectiveness of the process. Therefore a
reinforcement incorporation factor (RIF) was defined as the percentage of the weight of the
reinforcement incorporated into the melt to the total weight of the reinforcement injected to the
melt. The larger the RIF, the more effective the process.
Results and discussions
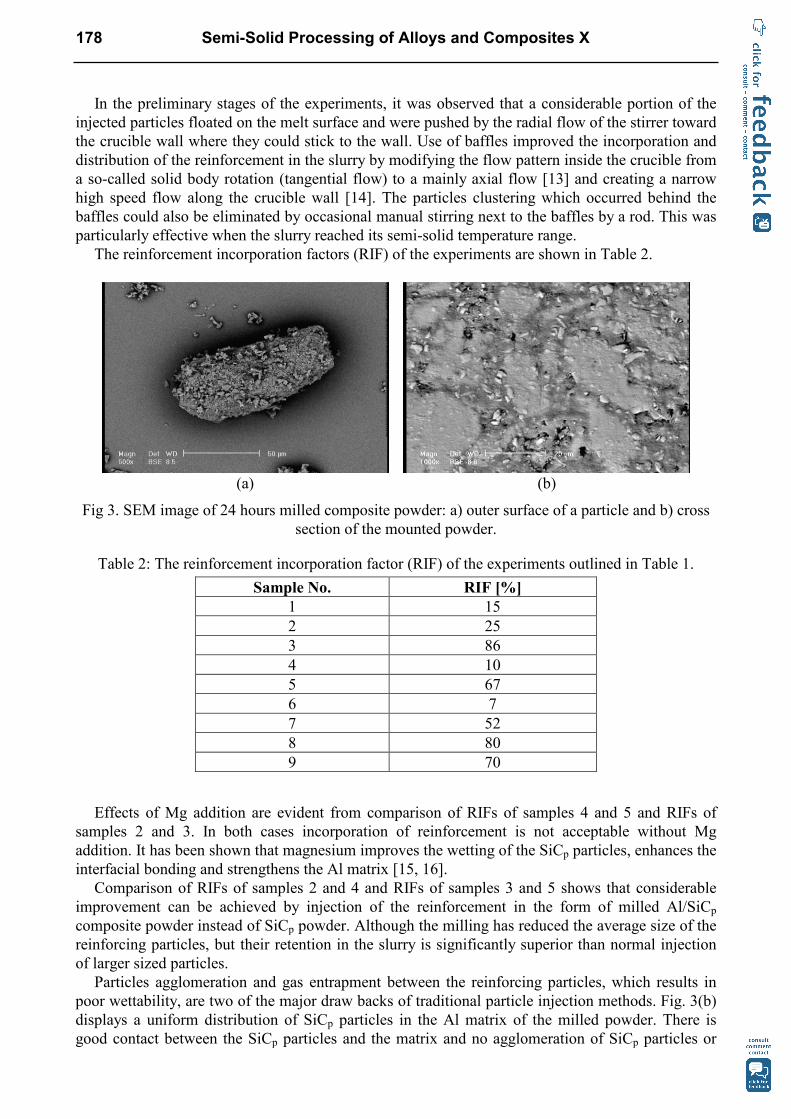
Fig.3 illustrates the SEM images of the Al-SiCp composite powder after 24 hours milling. Fig 3(a)
and (b) reveal that after 24 hours milling, not only the SiCp particles have been pushed into the outer
surfaces of the Al particles, but many of the reinforcing particles have managed to enter the bulk of
the Al particles creating a relatively uniform distribution of the reinforcement. The figures show that
a proper mechanical interaction between Al and SiCp powders has been achieved.
The average size of SiCp particles was reduced to about 3 microns after 24 hours milling, while
their average aspect ratio (the ratio of length to width of each SiCp particle) remained almost
unchanged at about 1.6.
It has been evidently shown that small size particles have high tendency for clustering at various
stages during processing [11, 12]. These clusters may survive the shear forces of mixing,
particularly if they find their ways to the less turbulent zones of the crucible (e.g. dead zone at the
bottom of crucible or near the crucible walls).
Solid State Phenomena Vols. 141-143 177
In the preliminary stages of the experiments, it was observed that a considerable portion of the
injected particles floated on the melt surface and were pushed by the radial flow of the stirrer toward
the crucible wall where they could stick to the wall. Use of baffles improved the incorporation and
distribution of the reinforcement in the slurry by modifying the flow pattern inside the crucible from
a so-called solid body rotation (tangential flow) to a mainly axial flow [13] and creating a narrow
high speed flow along the crucible wall [14]. The particles clustering which occurred behind the
baffles could also be eliminated by occasional manual stirring next to the baffles by a rod. This was
particularly effective when the slurry reached its semi-solid temperature range.
The reinforcement incorporation factors (RIF) of the experiments are shown in Table 2.
(a) (b)
Fig 3. SEM image of 24 hours milled composite powder: a) outer surface of a particle and b) cross
section of the mounted powder.
Table 2: The reinforcement incorporation factor (RIF) of the experiments outlined in Table 1.
Effects of Mg addition are evident from comparison of RIFs of samples 4 and 5 and RIFs of
samples 2 and 3. In both cases incorporation of reinforcement is not acceptable without Mg
addition. It has been shown that magnesium improves the wetting of the SiCp particles, enhances the
interfacial bonding and strengthens the Al matrix [15, 16].
Comparison of RIFs of samples 2 and 4 and RIFs of samples 3 and 5 shows that considerable
improvement can be achieved by injection of the reinforcement in the form of milled Al/SiCp
composite powder instead of SiCp powder. Although the milling has reduced the average size of the
reinforcing particles, but their retention in the slurry is significantly superior than normal injection
of larger sized particles.
Particles agglomeration and gas entrapment between the reinforcing particles, which results in
poor wettability, are two of the major draw backs of traditional particle injection methods. Fig. 3(b)
displays a uniform distribution of SiCp particles in the Al matrix of the milled powder. There is
good contact between the SiCp particles and the matrix and no agglomeration of SiCp particles or
Sample No. RIF [%]
1 15
2 25
3 86
4 10
5 67
6 7
7 52
8 80
9 70
178 Semi-Solid Processing of Alloys and Composites X
any air gap between the constituents. Therefore, it is expected that when each of the composite
particles comes into contact with the melt, the Al matrix of the particle starts to melt from outside
inward and to gradually release the SiCp particles into the melt resulting in a better distribution of
reinforcement. On the other hand, due to the already existing close contact between the
reinforcement surfaces and the melting Al matrix (which is akin to the bulk of the melt) in each
composite particles, the wetting of the SiCp particles by the melt is improved and there will be less
chance of agglomeration or flotation of the reinforcement.
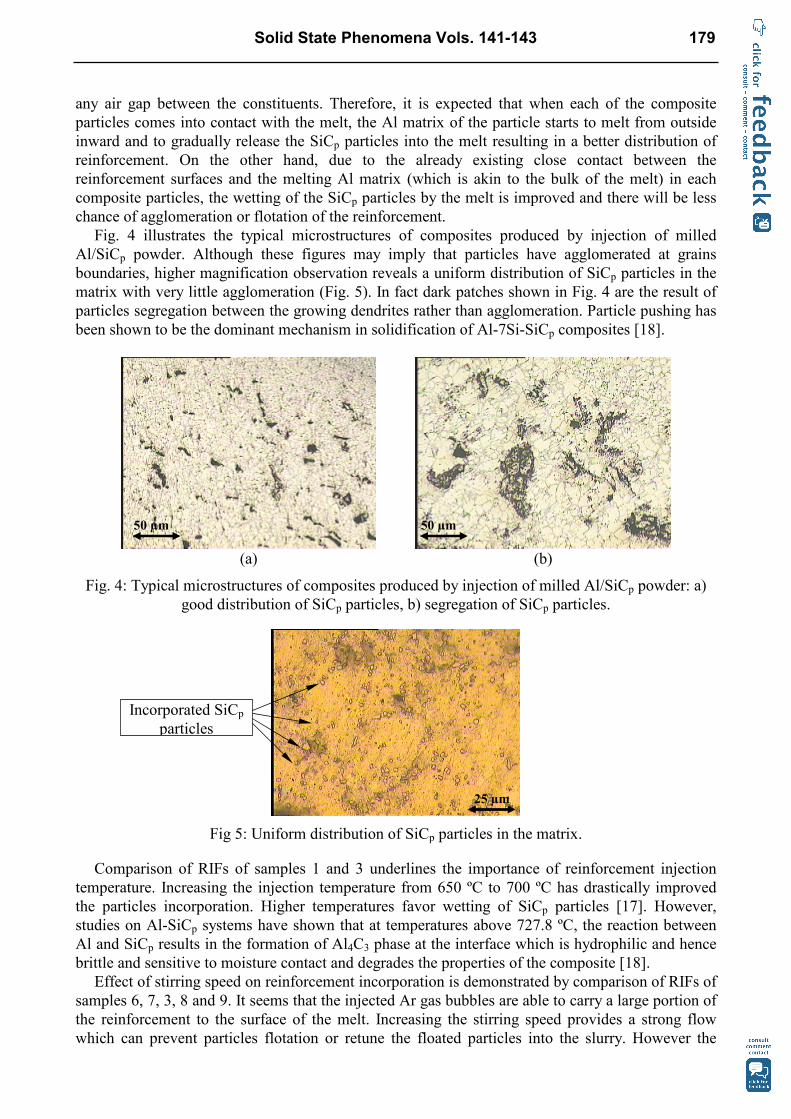
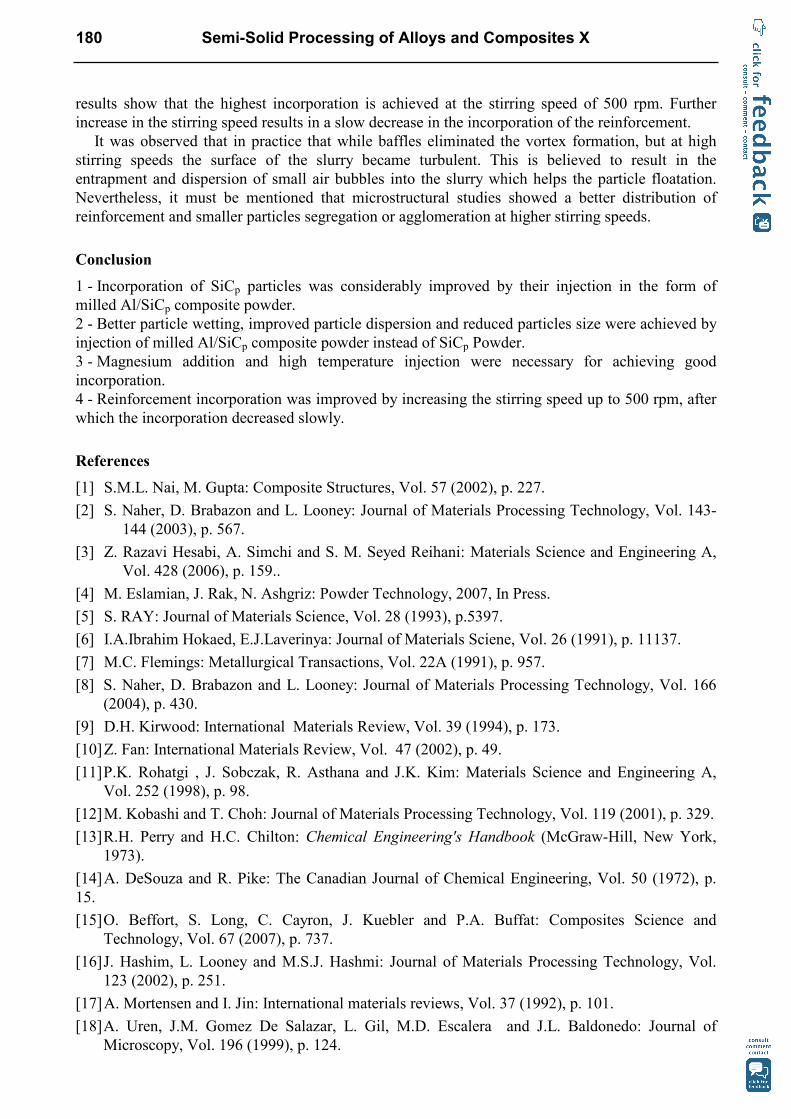
Fig. 4 illustrates the typical microstructures of composites produced by injection of milled
Al/SiCp powder. Although these figures may imply that particles have agglomerated at grains
boundaries, higher magnification observation reveals a uniform distribution of SiCp particles in the
matrix with very little agglomeration (Fig. 5). In fact dark patches shown in Fig. 4 are the result of
particles segregation between the growing dendrites rather than agglomeration. Particle pushing has
been shown to be the dominant mechanism in solidification of Al-7Si-SiCp composites [18].
(a) (b)
Fig. 4: Typical microstructures of composites produced by injection of milled Al/SiCp powder: a)
good distribution of SiCp particles, b) segregation of SiCp particles.
Fig 5: Uniform distribution of SiCp particles in the matrix.
Comparison of RIFs of samples 1 and 3 underlines the importance of reinforcement injection
temperature. Increasing the injection temperature from 650 ºC to 700 ºC has drastically improved
the particles incorporation. Higher temperatures favor wetting of SiCp particles [17]. However,
studies on Al-SiCp systems have shown that at temperatures above 727.8 ºC, the reaction between
Al and SiCp results in the formation of Al4C3 phase at the interface which is hydrophilic and hence
brittle and sensitive to moisture contact and degrades the properties of the composite [18].
Effect of stirring speed on reinforcement incorporation is demonstrated by comparison of RIFs of
samples 6, 7, 3, 8 and 9. It seems that the injected Ar gas bubbles are able to carry a large portion of
the reinforcement to the surface of the melt. Increasing the stirring speed provides a strong flow
which can prevent particles flotation or retune the floated particles into the slurry. However the
50 µm 50 µm
Incorporated SiCp
particles
25 µm
Solid State Phenomena Vols. 141-143 179
results show that the highest incorporation is achieved at the stirring speed of 500 rpm. Further
increase in the stirring speed results in a slow decrease in the incorporation of the reinforcement.
It was observed that in practice that while baffles eliminated the vortex formation, but at high
stirring speeds the surface of the slurry became turbulent. This is believed to result in the
entrapment and dispersion of small air bubbles into the slurry which helps the particle floatation.
Nevertheless, it must be mentioned that microstructural studies showed a better distribution of
reinforcement and smaller particles segregation or agglomeration at higher stirring speeds.
Conclusion
1 - Incorporation of SiCp particles was considerably improved by their injection in the form of
milled Al/SiCp composite powder.
2 - Better particle wetting, improved particle dispersion and reduced particles size were achieved by
injection of milled Al/SiCp composite powder instead of SiCp Powder.
3 - Magnesium addition and high temperature injection were necessary for achieving good
incorporation.
4 - Reinforcement incorporation was improved by increasing the stirring speed up to 500 rpm, after
which the incorporation decreased slowly.
References
[1] S.M.L. Nai, M. Gupta: Composite Structures, Vol. 57 (2002), p. 227.
[2] S. Naher, D. Brabazon and L. Looney: Journal of Materials Processing Technology, Vol. 143-
144 (2003), p. 567.
[3] Z. Razavi Hesabi, A. Simchi and S. M. Seyed Reihani: Materials Science and Engineering A,
Vol. 428 (2006), p. 159..
[4] M. Eslamian, J. Rak, N. Ashgriz: Powder Technology, 2007, In Press.
[5] S. RAY: Journal of Materials Science, Vol. 28 (1993), p.5397.
[6] I.A.Ibrahim Hokaed, E.J.Laverinya: Journal of Materials Sciene, Vol. 26 (1991), p. 11137.
[7] M.C. Flemings: Metallurgical Transactions, Vol. 22A (1991), p. 957.
[8] S. Naher, D. Brabazon and L. Looney: Journal of Materials Processing Technology, Vol. 166
(2004), p. 430.
[9] D.H. Kirwood: International Materials Review, Vol. 39 (1994), p. 173.
[10] Z. Fan: International Materials Review, Vol. 47 (2002), p. 49.
[11] P.K. Rohatgi , J. Sobczak, R. Asthana and J.K. Kim: Materials Science and Engineering A,
Vol. 252 (1998), p. 98.
[12] M. Kobashi and T. Choh: Journal of Materials Processing Technology, Vol. 119 (2001), p. 329.
[13] R.H. Perry and H.C. Chilton: Chemical Engineering's Handbook (McGraw-Hill, New York,
1973).
[14] A. DeSouza and R. Pike: The Canadian Journal of Chemical Engineering, Vol. 50 (1972), p.
15.
[15] O. Beffort, S. Long, C. Cayron, J. Kuebler and P.A. Buffat: Composites Science and
Technology, Vol. 67 (2007), p. 737.
[16] J. Hashim, L. Looney and M.S.J. Hashmi: Journal of Materials Processing Technology, Vol.
123 (2002), p. 251.
[17] A. Mortensen and I. Jin: International materials reviews, Vol. 37 (1992), p. 101.
[18] A. Uren, J.M. Gomez De Salazar, L. Gil, M.D. Escalera and J.L. Baldonedo: Journal of
Microscopy, Vol. 196 (1999), p. 124.
180 Semi-Solid Processing of Alloys and Composites X
Related Documents











