YG YG - - 1 CO., LTD 1 CO., LTD COMBO TAP

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

YG YG -- 1 CO., LTD1 CO., LTD
COMBO TAP

YG YG -- 1 CO., LTD1 CO., LTD
◈ Screw Thread Terms and Definitions
Major Diameter – The largest diameter of a straight thread
Minor Diameter – The smallest diameter of a straight thread
Pitch Diameter – On a straight screw thread, the diameter of an imaginary cylinder, the surface of which would pass through the threads at such points as to make equal the width of the threadsand the width of the spaces cut by the surface of the cylinder.
Pitch – The distance from a point on a screw thread to a corresponding point on the next thread measured parallel to the axis.
NUT
a – HALFANGLE
MINOR DIA.
MAJOR DIA.PITCH DIA.
LEADANGLE ATPITCH DIA.
PITCHA
a
a
SCREW
AXIS
A – INCLUDEDTHREADANGLE
DIA
ME
TER
OF
IMA
GIN
AR
Y C
YLI
ND
ER
PITCH
PITCHDIAMETER
WIDTH OFTHREAD
WIDTH OFSPACE=

YG YG -- 1 CO., LTD1 CO., LTD
◈ Pitch Dia.
NormalThread
Over-sizeThread
Pit
ch D
iam
ete
r
Max
. D
iam
eter
Min
. D
iam
eter
Pit
ch D
iam
ete
r
Min
. D
iam
eter
Max
. D
iam
eter
t
Pitch Dia Oversize : 2t

YG YG -- 1 CO., LTD1 CO., LTD
◈ Tapping = Broaching
•Tapping & broaching are the same,Move to lead(Helix) direction.
Pitch
FrontPilot
RearPilot
RoughingTeeth
FinishingTeeth
Chip Thickness
•Broaching
•Tapping
Material
Depth per tooth
Total Cutting Depth

YG YG -- 1 CO., LTD1 CO., LTD
Ex) 4 Flute, Chamfer length : 3pitch
◈ Tapping : Spiral Broaching
TappingChip Section Area
of the first lipin the chamfer
Chip Section Area of the last lip
in the chamfer
Tap Drill Diameter

YG YG -- 1 CO., LTD1 CO., LTD
- Over feeding(95%)- Material to be cut- Accuracy of tapping machine- Setting-up- Tap Geometry
◈ Thread Thinning
Normal Thread Thin Thread
The thin thread could be producedby taps, especially, with spiral flute.
YG YG -- 1 CO., LTD1 CO., LTD
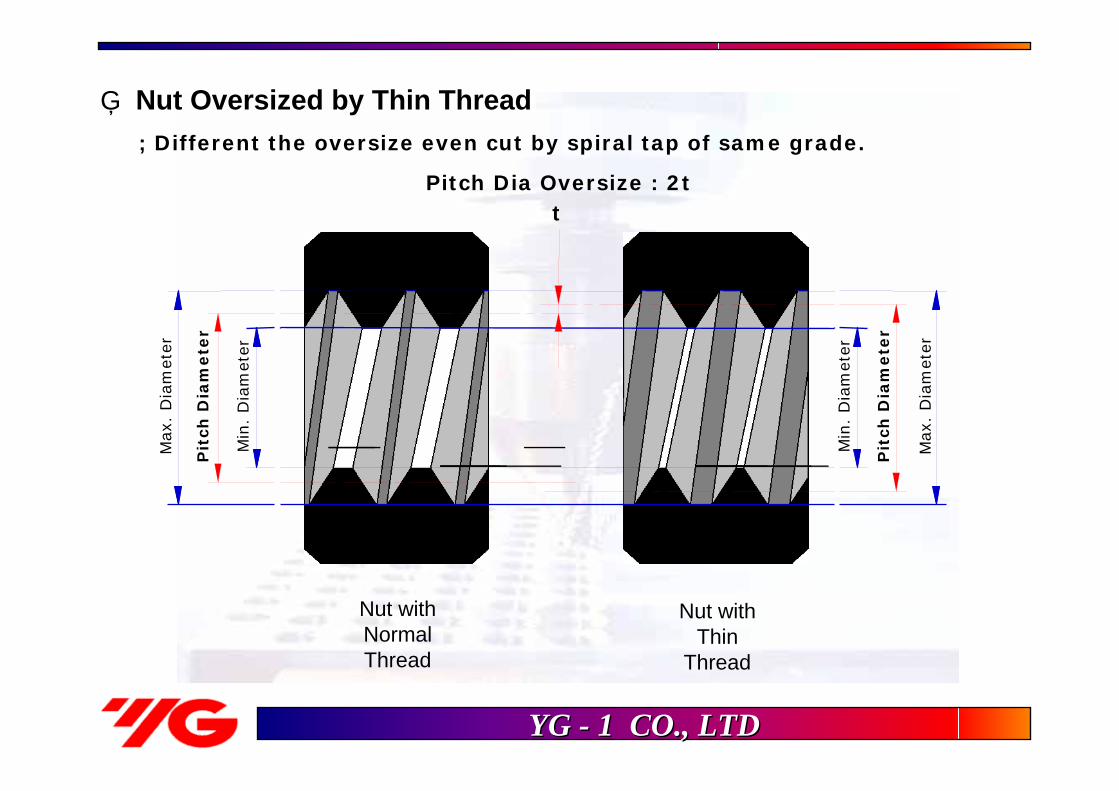
◈ Nut Oversized by Thin Thread
Pit
ch D
iam
ete
r
Max
. D
iam
eter
Min
. D
iam
eter
Pit
ch D
iam
ete
r
Min
. D
iam
eter
Max
. D
iam
eter
tPitch Dia Oversize : 2t
; Different the oversize even cut by spiral tap of same grade.
Nut withNormalThread
Nut withThin
Thread

YG YG -- 1 CO., LTD1 CO., LTD
◈Wedge Angle of thread on Spiral Flutes TapsLead Angle
Wedge Angle At Leading Flank (an acute angle)
Wedge Angle At Trailing Flank
(an obtuse angle)
section B-B
A
A
AA
B
section A-AB
; Especially, possibility of thin thread is highin case of bigger Spiral angle and more Relief.

YG YG -- 1 CO., LTD1 CO., LTD
◈ Normal Cutting Thread◈ Normal Cutting Thread (1 Thread 2 Flute)◈ Normal Cutting Thread (1 Thread 3 Flute)◈ Normal Cutting Thread (2 Thread 1 Flute)◈ Normal Cutting Thread (1 Thread 1 Flute)◈ Normal Cutting Thread (2 Thread 2 Flute)◈ Normal Cutting Thread (2 Thread 3 Flute)◈ Normal Cutting Thread (3 Thread 1 Flute)◈ Normal Cutting Thread (3 Thread 2 Flute)◈ Normal Cutting Thread (3 Thread 3 Flute)◈ Normal Cutting Thread (4 Thread 1 Flute)◈ Normal Cutting Thread (5 Thread 1 Flute)◈ Normal Cutting Thread (6 Thread 1 Flute)1st
Full Thread1st
Full Thread1st
Full Thread

YG YG -- 1 CO., LTD1 CO., LTD
◈ Thin Cutting Thread (1 Thread 1 Flute)◈ Thin Cutting Thread (1 Thread 2 Flute)◈ Thin Cutting Thread (1 Thread 3 Flute)◈ Thin Cutting Thread (2 Thread 1 Flute)◈ Thin Cutting Thread (2 Thread 2 Flute)◈ Thin Cutting Thread (2 Thread 3 Flute)◈ Thin Cutting Thread (3 Thread 1 Flute)◈ Thin Cutting Thread (3 Thread 2 Flute)◈ Thin Cutting Thread (3 Thread 3 Flute)◈ Thin Cutting Thread (4 Thread 1 Flute)◈ Thin Cutting Thread (5 Thread 1 Flute)◈ Thin Cutting Thread (6 Thread 1 Flute)1st
Full Thread1st
Full Thread1st
Full Thread

YG YG -- 1 CO., LTD1 CO., LTD
◈ Overfeed TappingEx) Tap with Single Flute, 3 Pitch Chamfer
Normal Tapping Process Overfeed Tapping Process
Thinning
Appliedcutting edge
Material to be cuttapIntendedthread
Drilled hole
tap Chamfer Material to be cut
Drilled hole
overfeeding
overfeeding
overfeeding
overfeeding
Intendedthread
Chamfer
Appliedcutting edge
NormalThread
OverfedThread

YG YG -- 1 CO., LTD1 CO., LTD
◈ Chip pocket
•Chip pocket : Flute form in out diameter of drill. •Chip pocket : Flute form in tap drill diameter.
• Drill Ø6.0 Flute • Tap (M6) FluteTap Major Diameter
Tap Drill Size
Out Diameter of Drill
Web Diameter
Ø5.0
Ø2.28
Ø6.11
Ø1.48
Ø6.0
2.26
1.36
YG YG -- 1 CO., LTD1 CO., LTD
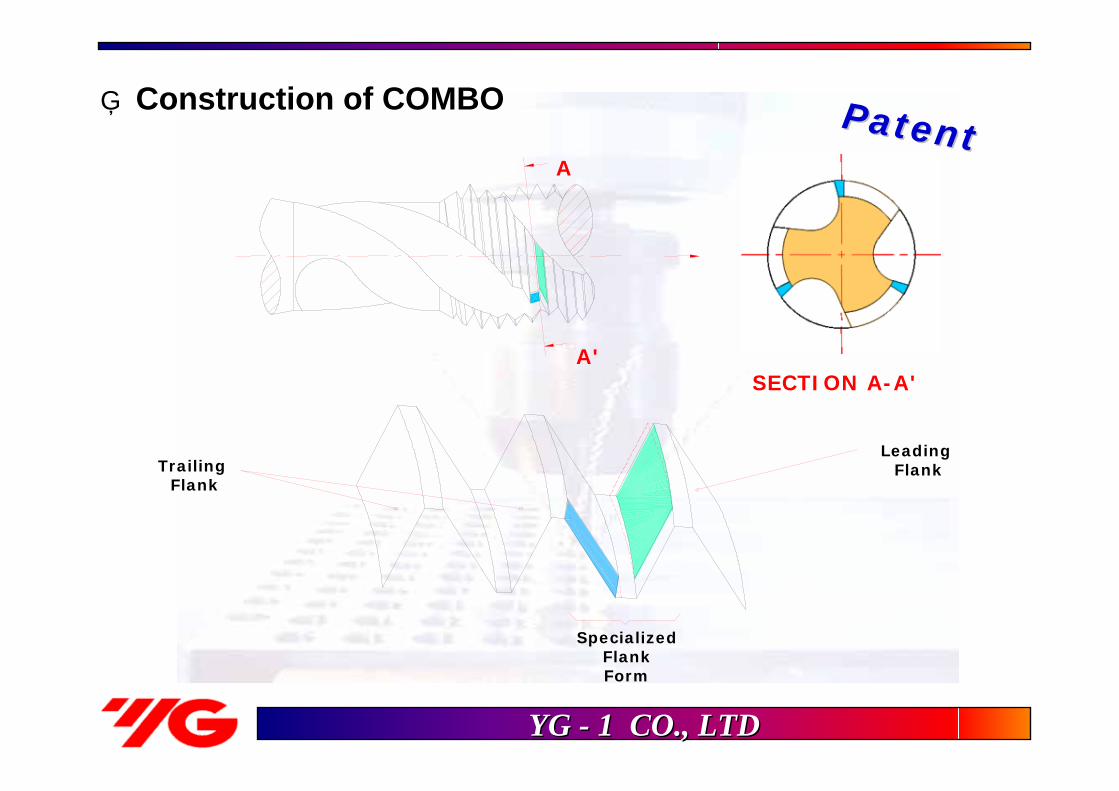
◈ Construction of COMBO PatentPatent
SpecializedFlankForm
Leading FlankTrailing
Flank
A
SECTION A-A'A'

YG YG -- 1 CO., LTD1 CO., LTD
-- COMBO TapsCOMBO Tapsprevent over-feedingby the specially designed thread construction.
◈ Features of COMBO Tap
Problems caused by Over-feeding- Thin thread. - Pitch Dia. over-size.- Chip clogging.- Higher power consumption.- Tap failure.
Normal Thread Thin thread By STD Tap (All Thread)
YG YG -- 1 CO., LTD1 CO., LTD
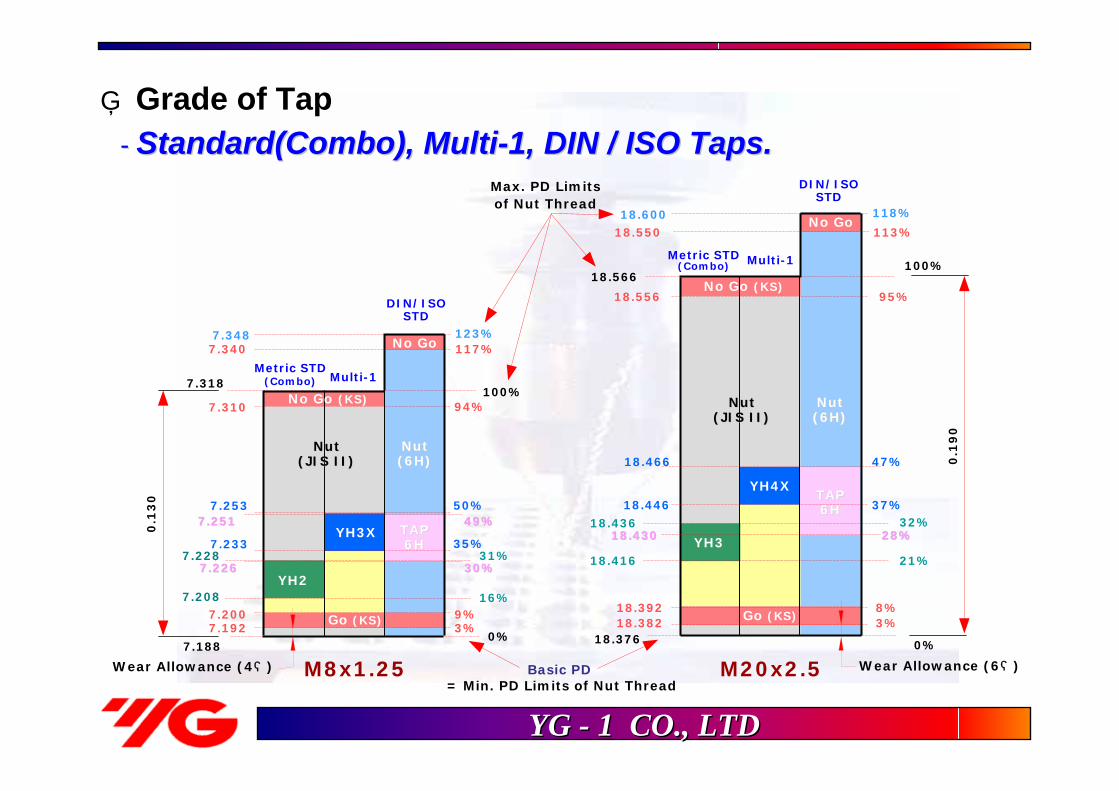
◈ Grade of Tap-- Standard(Combo), MultiStandard(Combo), Multi--1, DIN / ISO Taps.1, DIN / ISO Taps.
Max. PD Limitsof Nut Thread
Basic PD= Min. PD Limits of Nut Thread
7.208
7.188
7.2287.233
7.318
7.253
Wear Allowance (4㎛)
16%
0%
31%35%
100%
50%
M8x1.25
Metric STD(Combo)
YH2
7.1927.200
3%9%
YH3X
7.310 94%
0.1
30
Multi-1
DIN/ISO STD
123%
NutNut(6H)(6H)
7.348
TAPTAP6H6H
7.2517.251 49%49%
7.2267.226 30%30%
18.376
18.416
18.436
18.446
18.566
18.466
21%
0%
32%37%
100%
47%
M20x2.5
18.38218.392
3%8%
18.556 95%
0.1
90
YH4X
Multi-1
No Go (KS)
NutNut(6H)(6H)
TAPTAP6H6H
Wear Allowance (6㎛)
118%18.600
18.43018.430 28%28%
Metric STD(Combo)
YH3
No Go (KS)
Go (KS)
7.340 117%No Go
Go (KS)
No Go18.550 113%
NutNut(JIS II)(JIS II)
DIN/ISO STD
NutNut(JIS II)(JIS II)
YG YG -- 1 CO., LTD1 CO., LTD
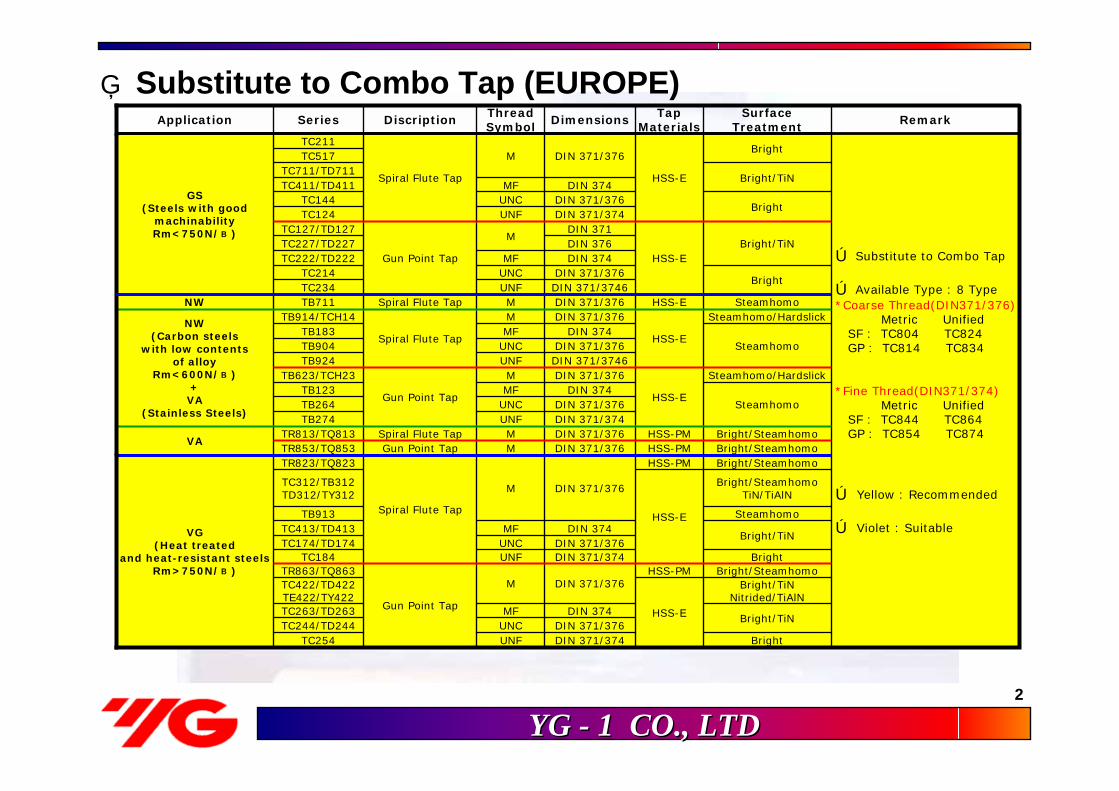
◈ Substitute to Combo Tap (EUROPE)
2
BrightDIN 371/374UNFTC254DIN 371/376UNCTC244/TD244
Bright/TiNDIN 374MFTC263/TD263
Bright/TiNNitrided/TiAlN
HSS-E
TC422/TD422TE422/TY422
Bright/SteamhomoHSS-PMDIN 371/376M
Gun Point Tap
TR863/TQ863BrightDIN 371/374UNFTC184
DIN 371/376UNCTC174/TD174Bright/TiN
DIN 374MFTC413/TD413SteamhomoTB913
Bright/SteamhomoTiN/TiAlN
HSS-E
TC312/TB312TD312/TY312
Bright/SteamhomoHSS-PM
DIN 371/376M
Spiral Flute Tap
TR823/TQ823
VG(Heat treated
and heat-resistant steelsRm>750N/㎟)
Bright/SteamhomoHSS-PMDIN 371/376MGun Point TapTR853/TQ853Bright/SteamhomoHSS-PMDIN 371/376MSpiral Flute TapTR813/TQ813
VA
DIN 371/374UNFTB274DIN 371/376UNCTB264 Steamhomo
DIN 374MFTB123Steamhomo/Hardslick
HSS-E
DIN 371/376M
Gun Point Tap
TB623/TCH23DIN 371/3746UNFTB924DIN 371/376UNCTB904 Steamhomo
DIN 374MFTB183Steamhomo/Hardslick
HSS-E
DIN 371/376M
Spiral Flute Tap
TB914/TCH14NW
(Carbon steels with low contents
of alloyRm<600N/㎟)
+VA
(Stainless Steels)
SteamhomoHSS-EDIN 371/376MSpiral Flute TapTB711NWDIN 371/3746UNFTC234
BrightDIN 371/376UNCTC214
DIN 374MFTC222/TD222DIN 376TC227/TD227 Bright/TiN
HSS-E
DIN 371M
Gun Point Tap
TC127/TD127DIN 371/374UNFTC124
BrightDIN 371/376UNCTC144
DIN 374MFTC411/TD411Bright/TiN
TC711/TD711TC517
※ Substitute to Combo Tap
※ Available Type : 8 Type*Coarse Thread(DIN371/376)
Metric Unified SF : TC804 TC824GP : TC814 TC834
*Fine Thread(DIN371/374)Metric Unified
SF : TC844 TC864GP : TC854 TC874
※ Yellow : Recommended
※ Violet : Suitable
Bright
HSS-E
DIN 371/376M
Spiral Flute Tap
TC211
GS(Steels with good
machinabilityRm<750N/㎟)
RemarkSurface Treatment
Tap MaterialsDimensionsThread
SymbolDiscriptionSeriesApplication

YG YG -- 1 CO., LTD1 CO., LTD
* Except for Hand Tap on Straight Flute Tap
◈ Substitute to Combo Tap (EUROPE)
3
Bright/TiAlNHSS-PMDIN 371/376MGun Point TapTM293/TZ293
Bright/TiAlNHSS-PMDIN 371/376MSpiral Flute TapTM903/TA903Ti(Titanium Alloys)
Bright/TiAlNHSS-PMDIN 371/376MGun Point TapTR873/TQ873
Bright/TiAlNHSS-PMDIN 371/376MSpiral Flute TapTR833/TQ833Ni & Ti
Bright/TiAlNHSS-PMDIN 371/376MGun Point TapTM923/TZ923
Bright/TiAlNHSS-PMDIN 371/376MSpiral Flute TapTM933/TZ933Ni(Nickel alloys)
Bright/TiAlNHSS-EDIN 371/376MGun Point TapTC283/TY283
Bright/SteamhomoTiAlN
HSS-EDIN 371/376MSpiral Flute TapTC313/TB313TY313
HR(High alloyed steels
Rm>1,000N㎟)
BrightTC622
NitridedHSS-EDIN 371/376MGun Point Tap
TE943
DIN 371/374UNFTC170
DIN 371/376UNCTC169 Bright
DIN 374MFTC963
NitridedTE953
Bright
HSS-E
DIN 371/376M
Spiral Flute Tap
TC163
AL(Aluminium &
Aluminium Alloys)
RemarkSurface Treatment
Tap MaterialsDimensionsThread
SymbolDiscriptionSeriesApplication

YG YG -- 1 CO., LTD1 CO., LTD
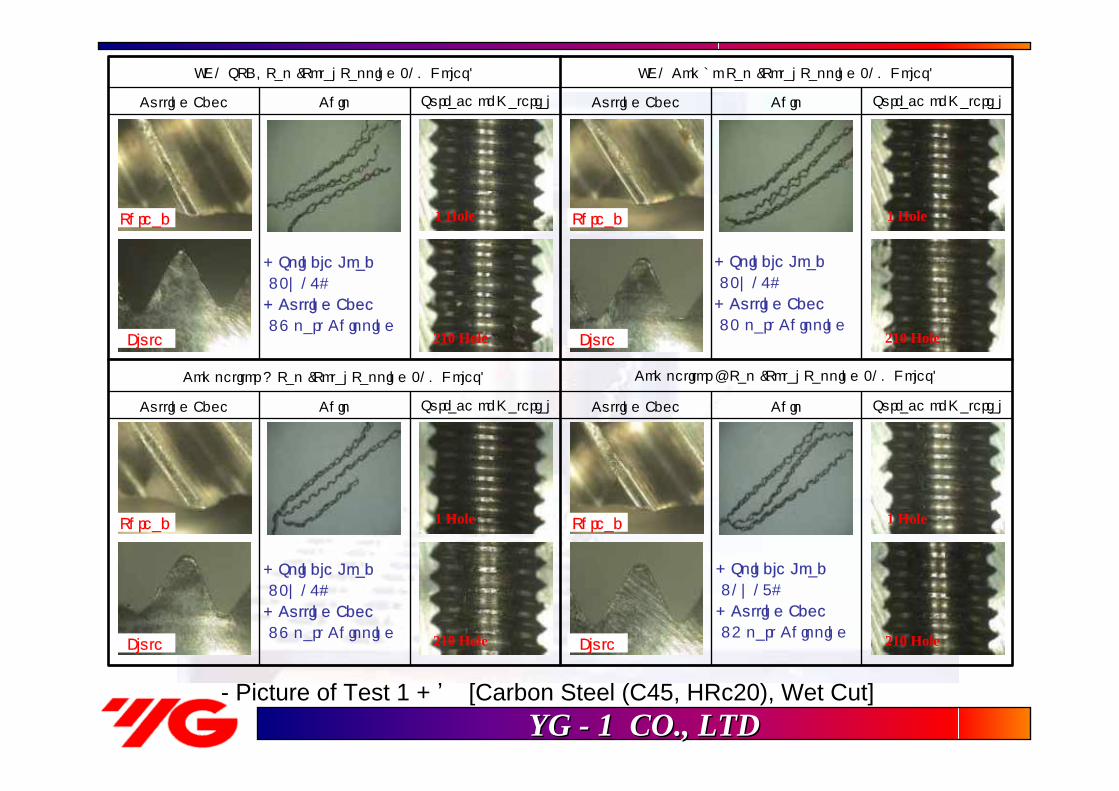
1) Test 1 Report (M6 x 1.0 – YG1 STD., YG1 Combo Tap, Competitor.A,B)
① 1st Test, Carbon Steel(C45, HRc20), Wet Cut → Combo Tap > B Tap > YG1 STD. > A Tap
② 2nd Test, Stainless Steel(X5CrNi18 10), Wet Cut→ Combo Tap > A Tap> YG1 STD.
2) Test Cutting Condition (for YG1 Catalog)
Stainless Steel(X5CrNi18 10)
3183185.992nd
Wet Cut
Carbon Steel(C45, HRc20)
15
5305309.99Blind HoleTapping
1st
CoolantMaterialTappingDepth (mm)
Feed(mm/rev.)
R.P.M.(rev./min.)
Vc(m/min.)
Test TypeIndex
◈ Test Report 1
YG YG -- 1 CO., LTD1 CO., LTD
나사산
Flute
1 Hole
210 Hole
나사산
Flute
1 Hole
210 Hole
나사산
Flute
1 Hole
210 Hole
나사산
Flute
1 Hole
210 Hole
Surface of MaterialChipCutting EdgeSurface of MaterialChipCutting Edge
Competitor B Tap (Total Tapping 210 Holes)Competitor A Tap (Total Tapping 210 Holes)
Surface of MaterialChipCutting EdgeSurface of MaterialChipCutting Edge
YG1 Combo Tap (Total Tapping 210 Holes)YG1 STD. Tap (Total Tapping 210 Holes)
- Picture of Test 1 - ① [Carbon Steel (C45, HRc20), Wet Cut]
- Spindle Load
: 2~16%
- Cutting Edge
: 8 part Chipping
- Spindle Load
: 2~16%
- Cutting Edge
: 2 part Chipping
- Spindle Load
: 2~16%
- Cutting Edge
: 8 part Chipping
- Spindle Load
: 1~17%
- Cutting Edge
: 4 part Chipping
Thread
Flute
Thread
Flute
Thread
Flute
Thread
Flute

YG YG -- 1 CO., LTD1 CO., LTD
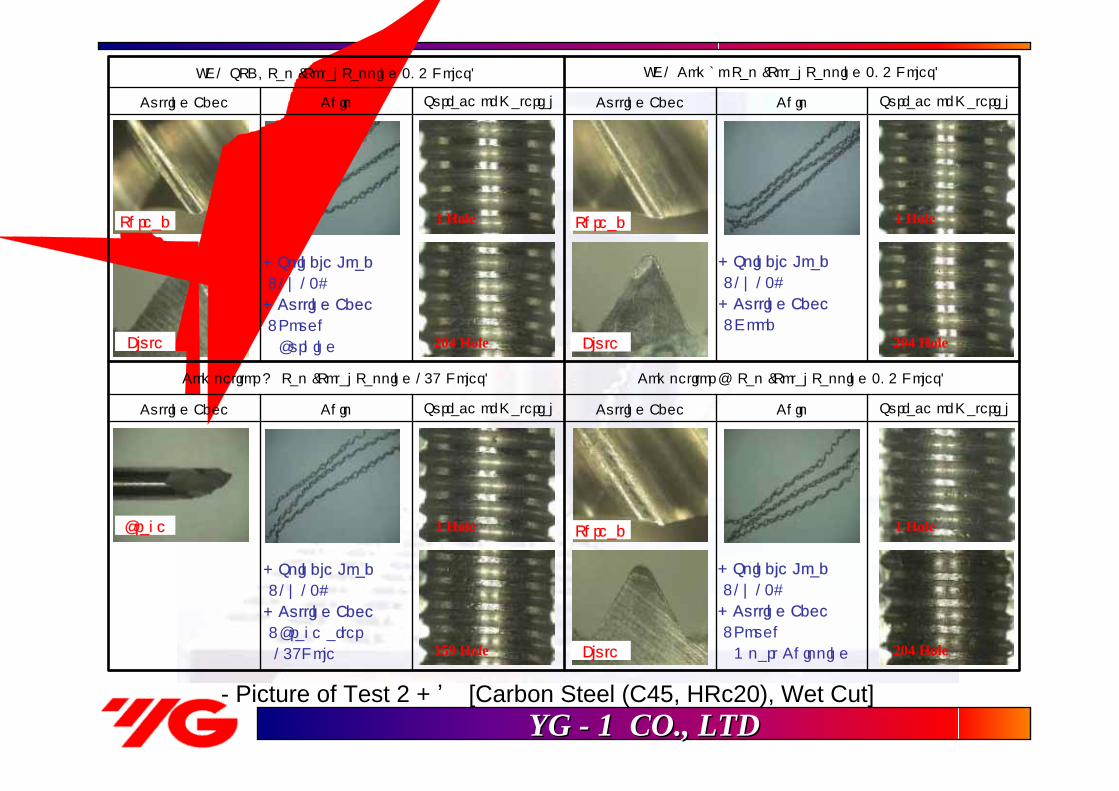
1) Test 2 Report (M8 x 1.25 – YG1 STD., YG1 Combo Tap, Competitor A, B)
① 1st Test, Carbon Steel(C45, HRc20), Wet Cut → Combo Tap > YG1 STD. > B Tap > A Tap
2) Test Cutting Condition (for YG1 Catalog)
◈ Test Report 2
Wet CutCarbon Steel(C45, HRc20)
2050040010.05Blind HoleTapping
1st
CoolantMaterialTappingDepth (mm)
Feed(mm/rev.)
R.P.M.(rev./min.)
Vc(m/min.)
Test TypeIndex
YG YG -- 1 CO., LTD1 CO., LTD
나사산
Flute
1 Hole
204 Hole
나사산
Flute
1 Hole
204 Hole
파손부 1 Hole
159 Hole
나사산
Flute
1 Hole
204 Hole
Surface of MaterialChipCutting EdgeSurface of MaterialChipCutting Edge
Competitor B Tap (Total Tapping 204 Holes)Competitor A Tap (Total Tapping 159 Holes)
Surface of MaterialChipCutting EdgeSurface of MaterialChipCutting Edge
YG1 Combo Tap (Total Tapping 204 Holes)YG1 STD. Tap (Total Tapping 204 Holes)
- Spindle Load
: 1~12%
- Cutting Edge
: Rough
Burning
- Spindle Load
: 1~12%
- Cutting Edge
: Good
- Spindle Load
: 1~12%
- Cutting Edge
: Brake after
159Hole
- Spindle Load
: 1~12%
- Cutting Edge
: Rough
3 part Chipping
Thread
Flute
Brake
Thread
Flute
Thread
Flute
- Picture of Test 2 - ① [Carbon Steel (C45, HRc20), Wet Cut]

YG YG -- 1 CO., LTD1 CO., LTD
1) Test 3 Report (M10 x 1.5 – YG1 STD., YG1 Combo Tap, Competitor A, B)
① 1st Test, Carbon Steel(C45, HRc20), Wet Cut → Combo Tap > YG1 STD. > B Tap> A Tap
2) Test Cutting Condition (for YG1 Catalog)
◈ Test Report 3
Wet CutCarbon Steel(C45, HRc20)
254773189.99Blind HoleTapping
1st
CoolantMaterialTappingDepth (mm)
Feed(mm/rev.)
R.P.M.(rev./min.)
Vc(m/min.)
Test TypeIndex

YG YG -- 1 CO., LTD1 CO., LTD
파손부 1 Hole
204 Hole
나사산
Flute
1 Hole
216 Hole
파손부 1 Hole
99 Hole
파손부 1 Hole
196 Hole
Surface of MaterialChipCutting EdgeSurface of MaterialChipCutting Edge
Competitor B Tap (Total Tapping 196 Holes)Competitor A Tap (Total Tapping 99 Holes)
Surface of MaterialChipCutting EdgeSurface of MaterialChipCutting Edge
YG1 Combo Tap (Total Tapping 216 Holes)YG1 STD. Tap (Total Tapping 204 Holes)
- Spindle Load
: 1~8%
- Cutting Edge
: Brake after
204Hole, Burning
- Spindle Load
: 1~8%
- Cutting Edge
: 3 part Chipping
- Spindle Load
: 2~9%
- Cutting Edge
: Brake after
99Hole, Burning
- Spindle Load
: 1~8%
- Cutting Edge
: Brake after
196Hole, Burning
Brake
Brake
Thread
Flute
Brake
- Picture of Test 3 - ① [Carbon Steel (C45, HRc20), Wet Cut]

YG YG -- 1 CO., LTD1 CO., LTD
1) Field Test 1 Report (M8 x 1.25 – YG1 Combo Spiral Tap, Competitor A, B)
① Stainless Steel, Wet Cut (S Company)→ Combo Tap(150%) > A Tap(100%) = B Tap(100%)
- RPM : 1200, Depth : 10mm, No. of Test Hole : 200 Holes (by Combo)- Comment about Combo Tap
: Excellent performance.Good Chip evacuation, Constant Chip Form.
2) Field Test 2 Report (M8 x 1.25 – YG1 Combo Spiral Tap, Competitor B)
① Cast Iron, Wet Cut (C Company)→ Combo Tap(120%) > B Tap(100%)
- RPM : 500, Depth : 10mm, No. of Test Hole : 3,600 Holes (by Combo)- Comment about Combo Tap
: Good for No. of Hole & wear resistant.Not Brake cutting edge at 3,600 Holes, Good Chip evacuation.
◈ Test Report 4 ( Field Test 1 )

YG YG -- 1 CO., LTD1 CO., LTD
3) Field Test 3 Report (M6 x 1.0 – YG1 Combo Spiral Tap, Competitor B)
① Carbon Steel(C45, HRc20), Wet Cut (Customer : H Company)→ Combo Tap(200%) > B Tap(100%)
- RPM : 300, Depth : 15~17mm, No. of Test Hole : 180 Holes (by Combo)- Comment about Combo Tap
: Possible to extra work than B Tap on MCT.Excellent performance.
4) Field Test 4 Report (M8 x 1.25 – YG1 Combo Spiral Tap, Competitor B)
① Chromium Molybdenum Steels(42CrMo4, HRc28), Wet Cut (Customer : M Company)→ Combo Tap(200%) > B Tap(100%)
- RPM : 200, Depth : 20mm, No. of Test Hole : 180 Holes (by Combo) - Comment about Combo Tap
: Better than YG1 Color-ring Tap & Competitor.Good Chip evacuation.
◈ Test Report 4 ( Field Test 2)

YG YG -- 1 CO., LTD1 CO., LTD
5) Field Test 5 Report (M6 x 1.0 – YG1 Combo Spiral Tap, Competitor A)
① Aluminium(Diecasting), Wet Cut (Customer : D Company)→ Combo Tap(110%) > A Tap(100%)
- RPM : 4000, Depth : 15mm, No. of Test Hole : 10,000 Holes- Comment about Combo Tap
: Good for No. of Hole & wear resistant.Excellent performance.
◈ Test Report 5 ( Field Test 3)

YG YG -- 1 CO., LTD1 CO., LTD
- END -Thank you
Related Documents








![Universal tapping in steel - FRAISA SA - Home 2 ] With the s-tap, FRAISA is launching a completely redesigned, coated univer-sal tap. Tapping tools of the type s-tap made of HSS have](https://static.cupdf.com/doc/110x72/5aed8faf7f8b9ae531907ebf/universal-tapping-in-steel-fraisa-sa-2-with-the-s-tap-fraisa-is-launching.jpg)


