76 77 welding welding Coated Stick Electrodes & Electrode Storing Cabinets IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US. Coated Stick Electrodes & Electrode Storing Cabinets COATED STICK ELECTRODES CLASSIFICATIONS AND APPROVALS Unalloyed, Low Alloyed and Stainless Steel PRODUCT CLASSIFICATIONS APPROVALS NAME AWS EN DNV GL LR BV ABS GPO-302 N E6013 E 38 0 RC 11 2 2 2 2 2 GPR-300 H E7024 E 42 0 RR 73 2 2 2.2V 2 2 SPECIAL-303 N E7016 E 38 2B 32 H10 3YH10 3YH10 3.3Y 3.3YHH 3H5.3Y LH-314 N E7018 E 42 4 B 42 H5 3YH10 3YH5 3.3Y 3.3YH5 3H5.3Y LHH-314 H E7028 E 42 4 B 73 H5 3YH10 3YH10 3.3Y 3YHH 3H5.3Y LHV-316 N E8018-G E 46 5 B 41 H5 3YH10 4YH10 4Y10 3YHH 3Y LHT-318N E8018-82 E CrMo 1B 42 H5 H10 UP SR LHL-319 N E 8018-C1 E 46 6 Ni B 32 H5 5YH10 6Y55H10 5Y40 UP 3H5,3Y400 LHR-320 N E 8018-G E 46 5 Z B 32 3YH10 3YH15 3.3Y 3YHH 3H5,3Y400 18/8-321 N E 316L-17 E 19 12 3 L R 1 2 316L 4571 316L UP 23/14-322 N E 309MoL-17 E 23 12 2 L R 3 2 309Mo 4459 SS/CMn UP DUPLEX-325 N E 2209-17 E 22 9 3 N L R 3 2 yes 4462 DESCRIPTION UNITOR CODE PRICE GBP CYCLINDER REGULATOR R-510 FOR ACETYLENE 171 500001 269.00 CYCLINDER REGULATOR R-510 FOR OXYGEN 171 500000 269.00 FLASHBACK ARRESTOR W-66S FOR ACETYLENE 171 183970 414.00 FLASHBACK ARRESTOR W-66S FOR OXYGEN 171 302976 414.00 TWIN GAS HOSES, BLUE/RED 6 MM (1/4")AC + OX/m 176 526434 9.79 TWIN GAS HOSES, BLUE/RED 9 MM (3/8")AC + OX/m 176 624312 12.20 GAS HOSE, RED 6 MM (1/4") ACETYLENE/m 176 175554 5.01 GAS HOSE, BLUE 6 MM (1/4") OXYGEN/m 176 175562 5.01 GAS HOSE RED 9MM (3/8") ACETYLENE/m 176 175539 7.03 GAS HOSE BLUE 9MM (3/8") OXYGEN/m 176 175547 7.03 GAS HOSE, BLACK 6MM (1/4") ARGON/m 176 576157 5.16 HOSE JOINT 6MM (1/4") ACETYLENE HOSE 176 175588 34.60 HOSE JOINT 6MM (1/4") OXYGEN HOSE 176 175596 33.60 HOSE JOINT 9MM (3/8") ACETYLENE HOSE 176 175604 33.60 HOSE JOINT 9MM (3/8") OXYGEN HOSE 176 175612 33.60 CLIP, 8-14MM FOR GAS HOSE 176 175505 POA QUICK COUPLING SG-1666 FOR (1/4") ACETY- LENE HOSE 176 320218 69.90 QUICK COUPLING SG-1676 FOR (1/4") OXYGEN HOSE 176 320 192 69.90 QUICK COUPLING SG-1668 FOR (3/8") ACETY- LENE HOSE 176 320200 84.30 QUICK COUPLING SG-1678 FOR (3/8") OXYGEN HOSE 176 320184 84.30 DESCRIPTION UNITOR CODE PRICE GBP SHANK COMPLETE WITH SOCKETS/NON RETURN VALVES 170 174656 228.00 SHANK DESCRIPTION UNITOR CODE PRICE GBP SIZE 0-A-40, THK <0.5 170 174565 63.10 SIZE 0-A-80, THK 0.5-1 170 174573 63.10 SIZE 0-A 230 THK 2-3 170 174581 63.10 SIZE 0-A 400, THK 3-5 170 174599 69.00 SIZE 0-A 650, THK 5-7 170 174607 69.00 SIZE 0-A 1000, THK 7-10 170 174615 69.00 SIZE 0-A 1250, THK 9-14 170 174623 69.00 SIZE 0-A 1800, THK >14 170 174631 69.00 WELDING ATTACHMENTS DESCRIPTION UNITOR CODE PRICE GBP SIZE 0-A 160, THK 1-2 170 183780 109.00 SIZE 0-A 315, THK 2-4 170 183798 109.00 SIZE 0-A 500, THK 4-6 170 183806 109.00 FLEXIBLE WELDING ATTACHMENTS DESCRIPTION UNITOR CODE PRICE GBP SIZE 0-A 2500 170 234864 139.00 SIZE 0-A 5000 170 183756 223.00 MONOFLAME HEATING ATTACHMENTS DESCRIPTION UNITOR CODE PRICE GBP SIZE 0-A-1000 170 603415 175.00 SIZE 0-A 2500 170 603407 208.00 SIZE 0-A 5000 170 603399 269.00 MULTIFLAME HEATING ATTACHMENTS DESCRIPTION UNITOR CODE PRICE GBP 75DEG HEAD ANGLE 170 174664 261.00 90DEG HEAD ANGLE 170 234807 243.00 0 DEG HEAD ANGLE 170 234815 285.00 CUTTING ATTACHMENTS Shank must be ordered separately. NAME CURRENT DESCRIPTION DIAM mm AMPERE A WEIGHT kgs PRODUCT No TENSILE- 328N DC+AC Electrodes for most high-alloy steels like spring-steels, carbon steels, tool steels etc. High resistance against cracking, heat and corrosion. Extremely hard wearing , polishes to high gloss with low friction. 2,5 3,2 50 - 85 80 -125 1,6 2,0 096 699 470 096 699 488 IMPACT- 329S DC+AC Special cobolt alloy electrodes for building up exhaust valve spindles in combustion engines, producing homogenous, non-porous, machineable welds highly resistant to impact, heat and corrosion. 3,2 4,0 70 -120 90 -150 1,4 1,4 096 606 460 096 606 461 WEAR- MAX-327 DC+AC Special electrode for joining and overlaying whenever there is wear from wires, chains or organic substances, e.g. Worn winch wheels and anchor windlass wheels on anchoring systems. Cargo handling and dredger equipment. 2,5 3,2 4,0 75 -140 90 -170 120- 240 1,6 3,5 3,4 095 606 454 095 606 455 095 606 456 SPECIAL APPLICATIONS ON STEEL

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
76 77
wel
ding
wel
ding
Coated Stick Electrodes& Electrode Storing Cabinets
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
Coated Stick Electrodes& Electrode Storing Cabinets
COATED STICK ELECTRODES CLASSIFICATIONS AND APPROVALSUnalloyed, Low Alloyed and Stainless Steel
PRODUCT CLASSIFICATIONS APPROVALS
NAME AWS EN DNV GL LR BV ABS
GPO-302 N E6013 E 38 0 RC 11 2 2 2 2 2
GPR-300 H E7024 E 42 0 RR 73 2 2 2.2V 2 2
SPECIAL-303 N E7016 E 38 2B 32 H10 3YH10 3YH10 3.3Y 3.3YHH 3H5.3Y
LH-314 N E7018 E 42 4 B 42 H5 3YH10 3YH5 3.3Y 3.3YH5 3H5.3Y
LHH-314 H E7028 E 42 4 B 73 H5 3YH10 3YH10 3.3Y 3YHH 3H5.3Y
LHV-316 N E8018-G E 46 5 B 41 H5 3YH10 4YH10 4Y10 3YHH 3Y
LHT-318N E8018-82 E CrMo 1B 42 H5 H10 UP SR
LHL-319 N E 8018-C1 E 46 6 Ni B 32 H5 5YH10 6Y55H10 5Y40 UP 3H5,3Y400
LHR-320 N E 8018-G E 46 5 Z B 32 3YH10 3YH15 3.3Y 3YHH 3H5,3Y400
18/8-321 N E 316L-17 E 19 12 3 L R 1 2 316L 4571 316L UP
23/14-322 N E 309MoL-17 E 23 12 2 L R 3 2 309Mo 4459 SS/CMn UP
DUPLEX-325 N E 2209-17 E 22 9 3 N L R 3 2 yes 4462
DESCRIPTION UNITOR CODE PRICE GBP
CYCLINDER REGULATOR R-510 FOR ACETYLENE 171 500001 269.00
CYCLINDER REGULATOR R-510 FOR OXYGEN 171 500000 269.00
FLASHBACK ARRESTOR W-66S FOR ACETYLENE 171 183970 414.00
FLASHBACK ARRESTOR W-66S FOR OXYGEN 171 302976 414.00
TWIN GAS HOSES, BLUE/RED 6 MM (1/4")AC + OX/m
176 526434 9.79
TWIN GAS HOSES, BLUE/RED 9 MM (3/8")AC + OX/m
176 624312 12.20
GAS HOSE, RED 6 MM (1/4") ACETYLENE/m 176 175554 5.01
GAS HOSE, BLUE 6 MM (1/4") OXYGEN/m 176 175562 5.01
GAS HOSE RED 9MM (3/8") ACETYLENE/m 176 175539 7.03
GAS HOSE BLUE 9MM (3/8") OXYGEN/m 176 175547 7.03
GAS HOSE, BLACK 6MM (1/4") ARGON/m 176 576157 5.16
HOSE JOINT 6MM (1/4") ACETYLENE HOSE 176 175588 34.60
HOSE JOINT 6MM (1/4") OXYGEN HOSE 176 175596 33.60
HOSE JOINT 9MM (3/8") ACETYLENE HOSE 176 175604 33.60
HOSE JOINT 9MM (3/8") OXYGEN HOSE 176 175612 33.60
CLIP, 8-14MM FOR GAS HOSE 176 175505 POA
QUICK COUPLING SG-1666 FOR (1/4") ACETY-LENE HOSE
176 320218 69.90
QUICK COUPLING SG-1676 FOR (1/4") OXYGEN HOSE
176 320 192 69.90
QUICK COUPLING SG-1668 FOR (3/8") ACETY-LENE HOSE
176 320200 84.30
QUICK COUPLING SG-1678 FOR (3/8") OXYGEN HOSE
176 320184 84.30
DESCRIPTION UNITOR CODE PRICE GBP
SHANK COMPLETE WITH SOCKETS/NON RETURN VALVES
170 174656 228.00
SHANK
DESCRIPTION UNITOR CODE PRICE GBP
SIZE 0-A-40, THK <0.5 170 174565 63.10
SIZE 0-A-80, THK 0.5-1 170 174573 63.10
SIZE 0-A 230 THK 2-3 170 174581 63.10
SIZE 0-A 400, THK 3-5 170 174599 69.00
SIZE 0-A 650, THK 5-7 170 174607 69.00
SIZE 0-A 1000, THK 7-10 170 174615 69.00
SIZE 0-A 1250, THK 9-14 170 174623 69.00
SIZE 0-A 1800, THK >14 170 174631 69.00
WELDING ATTACHMENTS
DESCRIPTION UNITOR CODE PRICE GBP
SIZE 0-A 160, THK 1-2 170 183780 109.00
SIZE 0-A 315, THK 2-4 170 183798 109.00
SIZE 0-A 500, THK 4-6 170 183806 109.00
FLEXIBLE WELDINGATTACHMENTS
DESCRIPTION UNITOR CODE PRICE GBP
SIZE 0-A 2500 170 234864 139.00
SIZE 0-A 5000 170 183756 223.00
MONOFLAME HEATING ATTACHMENTS
DESCRIPTION UNITOR CODE PRICE GBP
SIZE 0-A-1000 170 603415 175.00
SIZE 0-A 2500 170 603407 208.00
SIZE 0-A 5000 170 603399 269.00
MULTIFLAME HEATING ATTACHMENTS
DESCRIPTION UNITOR CODE PRICE GBP
75DEG HEAD ANGLE 170 174664 261.00
90DEG HEAD ANGLE 170 234807 243.00
0 DEG HEAD ANGLE 170 234815 285.00
CUTTING ATTACHMENTS
Shank must be ordered separately.
NAMECURRENT
DESCRIPTION DIAM mm
AMPERE A WEIGHT kgs PRODUCT No
TENSILE-328N DC+AC
Electrodes for most high-alloy steels like spring-steels, carbon steels, tool steels etc. High resistance against cracking, heat and corrosion. Extremely hard wearing , polishes to high gloss with low friction.
2,5 3,2
50 - 85 80 -125
1,6 2,0 096 699 470 096 699 488
IMPACT-329S DC+AC
Special cobolt alloy electrodes for building up exhaust valve spindles in combustion engines, producing homogenous, non-porous, machineable welds highly resistant to impact, heat and corrosion.
3,2 4,0 70 -120 90 -150
1,4 1,4 096 606 460 096 606 461
WEAR-MAX-327 DC+AC
Special electrode for joining and overlaying whenever there is wear from wires, chains or organic substances, e.g. Worn winch wheels and anchor windlass wheels on anchoring systems. Cargo handling and dredger equipment.
2,5 3,2 4,0
75 -140 90 -170 120-240
1,6 3,5 3,4
095 606 454 095 606 455 095 606 456
SPECIAL APPLICATIONS ON STEEL
78 79
wel
ding
wel
ding
Coated Stick Electrodes& Electrode Storing Cabinets
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
Coated Stick Electrodes& Electrode Storing Cabinets
NOZZLE No MATERIAL THK GAS OX nt/h CONSUMPTION AC nl/h UNITOR CODE PRICE GBP
No 2 3-10 1300 460 170 174698 39.80
No 3 10-25 2150 520 170 174706 39.80
No 4 25-50 5650 690 170 1744714 39.80
No 5 50-100 7800 810 170 174722 39.80
CUTTING NOZZLES- GENERAL USE
NOZZLE LEN mm MATERIAL THK GAS OX ni/h CONSUMPTION AC ni/h UNITOR CODE PRICE GBP
153MM 25-40 3800 490 170 183855 190.00
140MM 40-75 4600 530 170 183863 217.00
CUTTING NOZZLES FOR DIFFICULT ACCESS
FURROW WIDTH mm DIA DEPTH mm GAS OX ni/h CONSUMPTION AC ni/h UNITOR CODE PRICE GBP
8-11 6-11 11500 1750 170 174730 120.00
GOUGING NOZZLE
DESCRIPTION UNITOR CODE PRICE GBP
Non-return valve 6mm OX hose 170 597344 52.30
Non-return valve 6mm AC hose 170 597336 52.30
Non-return valve 9mm OX hose 170 651257 26.30
Non-return valve 9mm AC hose 170 651265 26.30
Flashback arrestor set FR-20 AC + OX for shank 170 619270 122.00
Spanner 170 174649 21.50
Cleaning needles nozzles 170 175356 35.80
SPARE PART KIT COMPLETE 170 174748 POA
containing 1 of each:
OX valve assy (blue)
AC valve assy (red)
O ring set for welding/cutting attachments
Coupling nut welding/cutting attachments
Coupling screw for cutting nozzles
Clamp sleeve for roller guide
Sleeve for circular moion in roller guide.
SPARES
NAME DESCRIPTION DIA WEIGHT UNITOR CODE PRICE GBP
TIN-240 Soft solder on spool. The Tin incorporates five ducts filled with high quality flux. This Tin is silver alloyed for high quality results.
1.6mm 0.5 kg 093 305342 79.10
MS-200 Gas welding rod for unalloyed steels. Tensile strength 390-440 N/mm2
2.0mm 3.0mm
3.5 kg 3.5kg
092 539551 092 539569
57.1 /53.90
ALUMAG-235 Seawater resistant aluminium-magnesium rod for gas welding of pure aluminium.
3.0mm 0.5kg 092 514265 39.40
AG-0-252 Flux coated 56% silver rod for all purpose capillary brazing.
2.0mm 0.5kg 093 233601 639.00
AG-45-253 Silver solder (45% silver) for capillary brazing of all types of steel, copper alloy, nickel alloys, cast steel etc
2.0mm 0.4kg 093 519744 551.00
FC-BRONZE-261 Flux coated bronze rod with low bonding tempera-ture and high tensile strenght for joining and overlay-ing copper, brass, bronze etc
2.0mm 3.0mm
1.0kg 1.0kg
093 233551 093 233569
143.00/139.00
BRONZE-264 A bronze welding rod for braze welding of cast iron, steel, copper, brass, bronze etc.
3.0mm 5.0mm
1.7kg 3.0kg
093 174326 093 514240
79.60/120.00
FC-WEAR-BRO-264
Wear-resistant bronze alloy for protective overlays on bronze, brass, copper, steel, cast iron etc.
3.0mm 5.0mm
1.0kg 1.1kg
093 233577 093 233585
177.00/201.00
FC-CAST-IRON-286S
A flux-coated braze welding rod especially developed for joining, rebuilding or filling cracks in cast iron.
4.0mm 0.7kg 093 682310 108.00
GAS AND BRAZING WELDING RODS
DESCRIPTION UNITOR CODE PRICE GBP
UWI-150 Autoline Stick/TIG is a small, light and handy, designed and built according to the principles for professional industrial welding machines, complete with basic accessories. (mains phases 1)
191 709659 1350.00
Remote control for UWI-150 Autoline TIG-welding 191 719575 490.00
UWI-201 Autoline Stick/TIG is a small, light and handy, designed and built according to the principles for professional industrial welding machines, complete with basic accessories. (mains phases 3)
191 709816 2400.00
UWR-303 Stick/TIG is a conventional welding rectifier designed for maximum durability under the rough conditions that itmay be exposed to whenused on board for heavy steel repairs on deck, in tanks aand in cargo holds.
191 670430 POA
BASIC ACCESSORIES KIT: 191 676908 639.00
consisting of:
1. Ground clamp ass 400 A Dix 70.3 m cable 50mm2
2. Electrode holder ass, 400 A Dix 70.3 m cable 50mm2
3. Remote control unit.
4. Remote control cable 10 m
5. Welding Gloves.
6. Flip-vision shield with flip-up frame, head band and filter shade 11 glass.
7. Chipping Hammer steel.
8. Wire brush steel, two rows.
9. Handbook for maritime welders.
WELDING MACHINES
Unitor Code Description Price GBP
193 590026 UWW-170 Wire Welder complete POA
This kit includes -
UWW-170 with 3.2m primary cable c/w plug and wire drive roll for 0.8 - 1.2mm wires
Ground clamp with 3mtr cable
2.5 mtr gas hose with 2 hose clamps
Complete torch and cable assembly 3mtr with liner and contact tips for 0.8 - 1.2mm diameter welding wire.
Multi purpose pliers specially designed for wire welding
Key wrench for change of wire drive roll
Instruction manual
A full range of spares are available on request.
Output Input
Welding current range 30 - 170A Supply voltage 230V
Wire Speed Range 1.3 - 10.2 m/min Phase 1
Open Circuit voltage 32V Frequency 50/60Hz
Current at rated output 22A
Wire & Spool Sizes Rec line fuse (slow) 16A
Solid wire 0.6 - 0.8mm
Fluxcored wire size 0.9 - 1.2mm Miscellaneous
Normal spool OD 203mm Insulation class H
ID 51mm Protection class IP23
Width 56mm Weight 25.5kgs
Small spool OD 102mm Dimensions ex handle L 305 x W 248 x L 419mm
ID 16mm
Width 43mm UWW-170 is CE marked and conforms to 89/336/EEC, 73/23/EEC, EN50199, EN60974-1

80 81
wel
ding
wel
ding
Coated Stick Electrodes& Electrode Storing Cabinets
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
Coated Stick Electrodes& Electrode Storing Cabinets
Cable Diameter mm2 35 50 70 95
Max Amerage 35% duty cycle (25 deg C ambient
375 480 600 730
Weight per 100mtr kg 41.5 57 78.5 106
Conductor diam max mm
9.2 11 13 18.8
Overall diam max mm 14.5 17 19.5 21.4
Description Unitor Code
PRICE GBP
Unitor Code
PRICE GBP
Unitor Code
PRICE GBP
Unitor Code
PRICE GBP
10m w/conn 195 175794 190.00 195 175828 240.00 195 320002 287.00
20m w/conn 195 175786 310.00 195 175810 450.00 195 320010 521.00
50m w/conn 195 175778 670.00 195 175802 847.00 195 183665 1,120.00
Per metre 195 175836 11.40 195 175844 16.60 195 175851 22.30 195 655266 26.30
CABLES, CONNECTORS AND CURRENT DISTRIBUTION
DESCRIPTION UNITOR CODE PRICE GBP
Cable connector Dix 25 Male/Female complete 195 632885 37.50
Cable connector Dix 70 Male/Female complete 195 632893 45.50
Cable connector safety Male/Female complete 195 513044 72.60
triple connection Dix 70 Male/Female, 2 pcs, (for parallel connecting 2 welding machines) 195 632901 160.00
Adaptor plug Dix 70/25, Female 70, Male 25, 2 pcs 195 633073 35.20
Cable shoe for 35 mm2 cable 10 pcs 195 632919 70.80
Cable shoe for 50 mm2 cable 10 pcs 195 632927 80.00
Cable shoe for 70 mm2 cable 10 pcs 195 632935 82.60
CABLE CONNECTORS
Unitor Code Description Price GBP
192 670273 UPC-838 Plasma Cutter POA
This kit includes -
Torch complete with 3.5mtr cable and connector
Insulated ground clamp with cable and connector
Built in air regulator with filter & water separator
Accessories - 2pcs std electrode, 2pcs std tips, special gouging tip, special gouging shield, universal torch & casing
A full range of spares is available upon request.
Output Input
Current adjustment range 40 - 80A Supply voltage 380-440V
Maximum current 80A Phase 3
Voltage @ max current 140V Frequency 50/60Hz
Duty cycle @ max current 60% Rec line fuse (slow) 25A
Air / Nitrogen supply
Supply pressure range to machine 7-10 bar (90-150psi) Setting on machine at free flow 5.5bar (80psi)
Miscellaneous
Automatic resettable protection against input voltage fluctuation
High volatage achieved at approx 485V
Low voltage achieved at approx 355V UPC-838 is CE marked
Protection class IP23
Dimensions W 320mm x 420mm x 490mm
82 83
wel
ding
wel
ding
Tig Welding Rods & Fluxes
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
Arc Welding Wires
NAMECURRENT
DESCRIPTION DIAM mm
AMPERE A
WEIGHT kgs PRODUCT No
IALBRO-W-237 DC(+) Argon
Copper based solid wire with 8% AL, 0.5% Ni ans 0.15% CR. The wire is specially suited for welding aluminium/copper alloys (e.g. Yorcalbro) and will cover most applications on bronzes and brasses on board, including wear and corossion resistant overlays on steel. Pure Argon should be used as shielding gas, no flux is required.
0.8 70-160 2,0 090 590 091
ICUNI-W-239 DC(+) Argon
Copper based solid wire with 30%NI and 0,2-0,8% additions of Mn, Fe, Ti and Si. For welding copper-nickel alloys, e.g, CuNi10 and CuNi30, for welding these alloys to other alloys, and also for a number of other dissimilar metal joints. Use pure Argon as shielding gas.
0.8 60-180 2,0 090 590 109
COPPER ALLOYS
NAMECURRENT
DESCRIPTION DIAM mm
AMPERE A
WEIGHT kgs PRODUCT No
ALUMAG-W-235 DC(+) Argon
This solid aluminium wire alloyes with 5% Mg and traces of Cr, Ti, Zn and Mn is well suited for welding practically all alu-minium on board including cast parts and seawater resistant aluminium. All position welding with short arc is done in the range 80-120A. Use pure Argon as shielding gas.
1,0 80-170 2,0 090 590 083
ALUMINIUM
NAMECURRENT
DESCRIPTION DIAM mm
AMPERE A
WEIGHT kgs PRODUCT No
GPS-W-200 DC(+) Argon/CO2 Mix
General purpose steel,-solid Wire. GPS-W is suited for welding all normally occuring steel qualities on board, construction steels up to and including St 52-3, ship plates up to grade EH, pipe materials up to X60, boiler and pressure vessel steels up to St E360.7 are fine grained steels up to St E420. Shielding gas 80% Ar 20% CO2 is preferred, pure co2 may be used but will give more spatter and less flexible volt/amp setting.
0.8 60-140 160-220
5,0 090 590 117
HST-SF-203 DC(-) No shielding gas
Unitor HST-SF 203 Selfshield is a self-shielded electrde wire designed for the welding of mild steel and ships steel where superior weld metal mechanical properties are required.It has all-position welding capabilities, including the 3G vertical-up and vertical down positions. Unitor HST-SF-203 Selfshield has good arc action and low spatter for excellent operator appeal. Slag removal is very good with minimal slag sticking. It will make root beads in groove welds without backing bars.
1,0 90-165 4.5 090 597 526
HST-SF-232 DC(-) No shielding gas
Designed for the Shelf-Shielded Automatic Wire welding of 5mm and thicker steel. Excellent low temperature impact toughness. Recommended for single and multi-pass welds. Ideal for fillet welding. Deposit rate up to 3 kg/h, out of position. Size diam 1.7, is recommended for welds where it is necessary to produce wider passes (weave technique) and for welding plate with contaminations such as oil, rust, paint or primer.
1.7 170-400 6.12 090 603 423
STEEL
NAMECURRENT
DESCRIPTION DIAM mm
WEIGHT kgs PRODUCT No
IMS-210 DC(-)
TIG welding rod for welding of unalloyed and low alloyed creep resistant 0,5% Mo steels and fine grained steels. Suitable for working temperatures up to 500oC. Also recommended for welding of high tensile steels. Excellent mechanical properties even at low temperatures.Use pure Argon as shielding gas.
2,0 1.8 097 604 850
ICRO-MO-216 DC(-)
Chrome-molybdenum alloyed welding rod for TIG welding of heat resistant steels working with temperatures up to 550oC. Tensile strength 600 N/mm2. TIG welding should be preferred, but gas welding with Acetylene/Oxygen flame is possible. Typical heat resistant steel types: 13 Cr Mo 44 - 22 Cr Mo 44. Use pure Argon as shielding gas for TIG welding.
2.5 1,0 097 305 532
TIG WELDING - STEEL
NAMECURRENT
DESCRIPTION DIAM mm
WEIGHT kgs PRODUCT No
18/8-MO-221 DC(-)
316 L Si type stainless steel rod for stainless and acid resistant steels. The Silisium content ensures improved wetability, smooth metal transfer and good weld bead profile. TIG welding should be preferred for stainless sheet metal and for bottom beads in thicker materials. the groove can then be filled using coated electrode 18/8. use pure Argon as shielding gas prepared V-grooves.
2,0 0.5 097 602 979
TIG WELDING - STAINLESS STEEL
NAMECURRENT
DESCRIPTION DIAM mm
WEIGHT kgs PRODUCT No
ICU-NI-30-239 DC(-)
Copper-Nickel type welding rod for welding seawater resistant copper nickel alloys , e.g, types Cu Ni 30, known as Cunifer alloys, which are frequently used in seawater cooling systems. No flux is needed, but joint surfaces and adjacent areas must be thoroughly cleaned. Use pure Argon as shielding gas for TIG welding.
2.5 2,0 097 335 547
IALBRO-237-MF DC(-)
Flux coated TIG welding rod for brasses and bronzes, especially developed for aluminium-brass alloys known as Yorcalbro. This alloy is frequently used in seawater cooling systems. Use of additional flux, type iflux, is strongly recommended both in the joint area and adjacent surfaces on both sides of the work piece. Use pure Argon as shielding gas for TIG welding.
2.4 1.4 097 519 736
I-FLUX-238-PF
Flux in paste form, specially developed for the flux coated TIG welding rod lalbro. The flux is complimentary to the flux on the rod. Flux residues should be washed/brushed off with water after welding. The flux is supplied in sealed plastic boxes.
0.25 097 603 092
TIG WELDING - COPPER ALLOYS

indu
stri
al c
onsu
mab
les
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
Ancillary items to be used in conjunction with fluid control products. . Emery, Masking & PTFE Tapes. Steel Wool. Jointing Compounds. Thistlebond. Loctite
introduction
85
86 87
indu
stri
al c
onsu
mab
les
indu
stri
al c
onsu
mab
lesThistlebond Repair & Maintenance
Thistlebond Products are known by marine engineers the world over
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
SUPER METAL REPAIR SYSTEMSUse the table below to choose the right product for the application, then look at the following page for general character-istics on the product chosen. NOTE the table below is only a guide, if in doubt please contact our technical department for confirmation of the choice made.
Product Name Batt
erie
s - L
eaki
ng
Base
Pla
te -
Crac
ked
Bear
ing
Hou
sing
- W
orn
Bear
ing
Supp
ort -
Wor
n
Brak
e Te
st R
olle
rs –
Wor
n +
Corr
osio
n Sp
ots
Driv
e Ro
llers
- W
orn
Flan
ge F
ace
- Dam
aged
Hea
t Exc
hang
er –
Dam
aged
En
d Pl
ates
Hyd
raul
ic R
ams
- Sco
red
Keyw
ays
- Slo
ppy
Pipe
s - L
eaki
ng
TRK19065 Rapid Setting Super Metal * * * *
TR105 Super Metal Rebuilding System * * * * * * * * *
TR110 Extended Life Super Metal * * * * * * * *
TR115 Fluid Super Metal+ *
TRK19060 PlasSteel Twist Stick * *
TRK 19062 PlasBronze Twist Stick
TRK19601/3/4/5/
ThistleWrap Pipe Repair Tape *
TRK19063 Plastic Steel
* Ideal for use for this particularapplication. * * * * * * *
Product Name Pipe
s –
Leak
ing
Coup
lings
Pipe
s –
Repa
ir St
rippe
d Th
read
s
Pipe
s –
Seal
ing
Leak
ing
Thre
ads
Pum
ps –
Cra
cked
Cas
ing
(Out
side
)
Pum
ps –
Dam
aged
Shr
oud
Pum
ps –
Wor
n Ba
ckpl
ate
Pum
ps –
Wor
n Sh
aft
Sum
p - C
rack
ed
Tank
s Se
ams
– Le
akin
g
Non
Slip
Coa
ting
– St
eel +
Repa
ir Co
pper
/Bro
nze
Fitt
ings
TRK19065 Rapid Setting Super Metal * * * * * *
TR105 Super Metal Rebuilding System * * * * * * * * *
TR110 Extended Life Super Metal * * * * * * * *
TR115 Fluid Super Metal+ *
TRK19060 PlasSteel Twist Stick *
TRK 19062 PlasBronze Twist Stick *
TRK19601/3/4/5/
ThistleWrap Pipe Repair Tape * *
TRK19063 Plastic Steel * * * * * *
* Ideal for use for this particularapplication. * * *
CODE DISCRIPTION SIZE PRICE GBP
H812208A THISTLEBOND RAPID SETTING SUPER-METAL REPAIR PASTE (A) 175GRM 14.95
H812211A THISTLEBOND PLASTIC STEEL (A) 500GRM 24.95
H812212H THISTLEBOND PLASBRONZE TWIST-STICK 125GRM 12.60
H812213A THISTLEBOND SUPER METAL REBUILDING SYSTEM 1KG 74.95
H812216A THISTLEBOND STD RESIN & HARDENER 330GRM 11.95
H812218A THISTLEBOND LIFEBOAT RESIN & HARDENER 330GRM 4.95
H812221A THISTLEBOND GLASS TAPE 25MM X 50 MTR ROLL POA
H812222A THISTLEBOND GLASS TAPE 38MM X 50 MTR ROLL POA
H812223A THISTLEBOND GLASS TAPE 50MM X 50MTR ROLL 19.95
H812224A THISTLEBOND GLASS TAPE 75MM X 50 MTR ROLL POA
H812225A THISTLEBOND GLASS TAPE 100MM X 50 MTR ROLL 34.95
H812226A THISTLEBOND GLASS MAT 0.50 MTR SQ SHEET 4.95
H812227A THISTLEBOND GLASS MAT 1.0 X 1.0MTR PCS 7.95
H812230A THISTLEBOND A & B CEMENT 170GRM 7.95
H812234A THISTLEBOND COLLISION REPAIR KIT SET 59.95
H812235A THISTLEBOND -A- REPAIR KIT COMPLETE SET 350.00
H812236A THISTLEBOND -B- LIFEBOAT REPAIR KIT COMPLETE SET 64.95
H812237A THISTLEBOND -C- REPAIR KIT COMPLETE SET 175.00
Thistlebond Repair & MaintenanceThistlebond Products are known by marine engineers the world over
Product Code Product Name Pa
ck S
ize
Mix
ing
Ratio
Usa
ble
Life
(20C
)
Initi
al S
et
Mac
hine
Tim
e
Cove
rage
Rat
e pe
r uni
t
App
lied
By
TRK19065 Rapid Setting Super Metal 2 x 175gm 1:1 3 mins 10 mins 30 mins N/A Spatula
TR105 Super Metal Rebuild System 1 kg 3:1 25 mins 60 mins 2 hours N/A Spatula
TR110 Fluid Super Metal System 2 x 1kg 3:1 40 mins 4 hours 8 hours 2 sqm Brush
TR115 Extended Life Super Metal 3 kg 3:1 60 mins 4 hrs 12 hours N/A Spatula
TRK19060 PlasSteel Twist Stick 125gm 1:1 6 mins 15 mins 30 mins N/A Hand
TRK19062 PlasBronze Twist Stick 125gm 1:1 6 mins 15 mins 30 mins N/A Hand
TRK19601 ThistleWrap Pipe Repair Tape 50mm x 1.5mtr N/A 2-3 mins 15 mins 30 mins N/A Hand
TRK19603 ThistleWrap Pipe Repair Tape 50mm x 3.6mtr N/A 2-3 mins 15 mins 30 mins N/A Hand
TRK19604 ThistleWrap Pipe Repair Tape 75mm x 3.6mtr N/A 2-3 mins 15 mins 30 mins N/A Hand
TRK19605 ThistleWrap Pipe Repair Tape 100mm x 3.6m N/A 2-3 mins 15 mins 30 mins N/A Hand
TRK19063 Plastic Steel 500gm 3:1 30 mins 60 mins 2 hours N/A Spatula
SUPER METAL REPAIR SYSTEMS- CHARACTERISTIC CHART
Hutton’s has been supplying the marine industry with its Thistlebond repair and maintenance products for nearly 50 years and now the extended product range covers all areas of repair and maintenance including Super Metals, Engineers’ Kits, Laminates and Marine Protective Coatings. Whether on land or at sea, these quality products are used for planned maintenance and emergency repairs. Extensively supplied by Hutton’s, the diverse range of products allow a marine engineer, aval Architect or ship owner to repair and protect any piece of equipment on their vessel.
Product Code Product Name M
ax P
ipe
Wid
th
Cont
inuo
us
Max
Tem
p W
et
Cont
inuo
us
Max
Tem
p D
ry
Surf
ace
Prep
Deg
reas
ed
Man
ual
Blas
ted
TRK19065 Rapid Setting Super Metal N/A 250 120 120 70 * * *
TR105 Super Metal Rebuild System N/A 250 120 120 70 * *
TR110 Fluid Super Metal System N/A 250 120 120 70 * *
TR115 Extended Life Super Metal N/A 250 120 120 70 * *
TRK19060 PlasSteel Twist Stick N/A 250 120 120 70 * *
TRK19062 PlasBronze Twist Stick N/A 250 120 120 70 * *
TRK19601 ThistleWrap Pipe Repair Tape 60 mm 260 260 260 260 * *
TRK19603 ThistleWrap Pipe Repair Tape 100mm 260 260 260 260 * *
TRK19604 ThistleWrap Pipe Repair Tape 180mm 260 260 260 260 * *
TRK19605 ThistleWrap Pipe Repair Tape 250mm 260 260 260 260 * *
TRK19063 Plastic Steel N/A 250 120 120 70 * * *

88 89
indu
stri
al c
onsu
mab
les
indu
stri
al c
onsu
mab
lesIndustrial Consumables
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
CODE DISCRIPTION SIZE PRICE GBP
H812501A TEFLON SEAL TAPE PTFE 13MM X 12MTR ROLL 0.45
H812502A TEFLON SEAL TAPE PTFE 25MM X 15MTR ROLL 2.95
CODE DISCRIPTION SIZE PRICE GBP
H471271A TAPE MASKING PAPER 25MM X 50MTR ROLL 0.98
H471272A TAPE MASKING PAPER 38MM X 50MTR ROLL 1.65
H471273A TAPE MASKING PAPER 50MM X 50MTR ROLL 2.25
CODE DISCRIPTION SIZE PRICE GBP
H614705E EMERY TAPE ABRASIVE 25MM - 80 GRIT ROLL 12.95
H614706E EMERY TAPE ABRASIVE 25MM - 100 GRIT ROLL 12.95
H614707E EMERY TAPE ABRASIVE 25MM - 120 GRIT ROLL 12.95
H614708E EMERY TAPE ABRASIVE 25MM - 150 GRIT ROLL 12.95
H614709E EMERY TAPE ABRASIVE 25MM - 180 GRIT ROLL 12.95
H614710E EMERY TAPE ABRASIVE 25MM - 240 GRIT ROLL 12.95
H614711E EMERY TAPE ABRASIVE 25MM - 320 GRIT ROLL 12.95
CODE DISCRIPTION SIZE PRICE GBP
H614716D EMERY TAPE ABRASIVE 40MM - 60 GRIT ROLL 14.95
H614717D EMERY TAPE ABRASIVE 40MM - 80 GRIT ROLL 14.95
H614718D EMERY TAPE ABRASIVE 40MM - 100 GRIT ROLL 14.95
H614719D EMERY TAPE ABRASIVE 40MM - 120 GRIT ROLL 14.95
H614720D EMERY TAPE ABRASIVE 40MM - 150 GRIT ROLL 14.95
H614721D EMERY TAPE ABRASIVE 40MM - 180 GRIT ROLL 14.95
H614722D EMERY TAPE ABRASIVE 40MM - 220 GRIT ROLL 14.95
H614722H EMERY TAPE ABRASIVE 40MM - 280 GRIT ROLL 14.95
H614723D EMERY TAPE ABRASIVE 40MM - 320 GRIT ROLL 14.95
Industrial Consumables
CODE DISCRIPTION SIZE PRICE GBP
H812754K LOCTITE THREADLOCK 270 50ML 37.45
H812751A LOCTITE THREADLOCK 222 50ML 37.45
H812752A LOCTITE THREADLOCK 242 50ML 37.45
H812752E LOCTITE THREADLOCK 243 50ML 37.45
H812753A LOCTITE THREADLOCK 262 50ML 37.45
H812765L LOCTITE INSTANT ADHESIVE 406 20ML 25.95
CODE DISCRIPTION SIZE PRICE GBP
H812470A TAPE PETRO ANTI-CORROSIVE 30MM X 10 MTR ROLL POA
H812471A TAPE PETRO ANTI-CORROSIVE 50MM X 10MTR ROLL 4.45
H812471G TAPE PETRO ANTI-CORROSIVE 75MM X 10 MTR ROLL 6.65
H812472A TAPE PETRO ANTI-CORROSIVE 100MM X 10MTR ROLL 8.75
H812473A TAPE PETRO ANTI-CORROSIVE ROLL 13.25
CODE DISCRIPTION SIZE PRICE GBP
H174061A STEEL WOOL NO3 450GRM 6.50
H174062A STEEL WOOL NO2 450GRM 6.50
H174063A STEEL WOOL N01 450GRM 6.50
H232907A RAGS STERILE WHITE 95% COTTON 12.5KG 1.95
H23908A RAGE STERILE COLOUR 90% COTTON 12.5KG 0.99
H232908D RAGS STERILE COLOUR 100% TOWEL 12.5KG 1.55
H812611A PERMATEX FORM-A-GASKET NO-1 311GRM 8.50
H812612A PERMATEX FORM-A-GASKET NO-2 311GRM 8.50
H812614A PERMATEX SILICONE GASKET NO-6 85GRM 13.95
H812620A JOINTING COMPOUND STAG A 450GRM 22.45
H812620B JOINTING COMPOUND STAG B 450GRM 22.45
H812420F JOINTING COMPOUND - FOLIAC MANGANESE 400GRM 11.20
CODE DISCRIPTION SIZE PRICE GBP
H795431A TAPE INSULATION PVC BLACK 19MM X 20MTR ROLL 0.80
H795431B TAPE INSULATION PVC BLUE 19MM X 20MTR ROLL 0.80
H795431C TAPE INSULATION PVC GREEN 19MM X 20MTR ROLL 0.80
H795431D TAPE INSULATION PVC RED 19MM X 20MTR ROLL 0.80
H795431E TAPE INSULATION PVC WHITE 19MM X 20MTR ROLL 0.80
H795431F TAPE INSULATION PVC YELLOW 19MM X 20MTR ROLL 0.80
H795431G TAPE INSULATION PVC BROWN 19MM X 20MTR ROLL 0.80
H795431H TAPE INSULATION PVC GRN/YELL 19MM X 20MTR ROLL 0.80
H795431J TAPE INSULATION PVC BLACK 25MM X 20MTR ROLL 1.30
H795431K TAPE INSULATION PVC BLUE 25MM X 20MTR ROLL 1.30
H795431M TAPE INSULATION PVC RED 25MM X 20MTR ROLL 1.30
H795432A TAPE INSULATION PVC BLACK ROLL 3.50

91
pack
ing
& jo
inti
ng
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
High performance sealing technology providing top quality seals, gaskets and packings for all applications.
. High Pressure / High Temperature Jointing Sheets. Natural Rubber Gaskets. Valve & Gland Packing. Rubber Seals & Washers
introduction
92 93
pack
ing
& jo
inti
ng
pack
ing
& jo
inti
ng
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
High Performance Sealing Technology
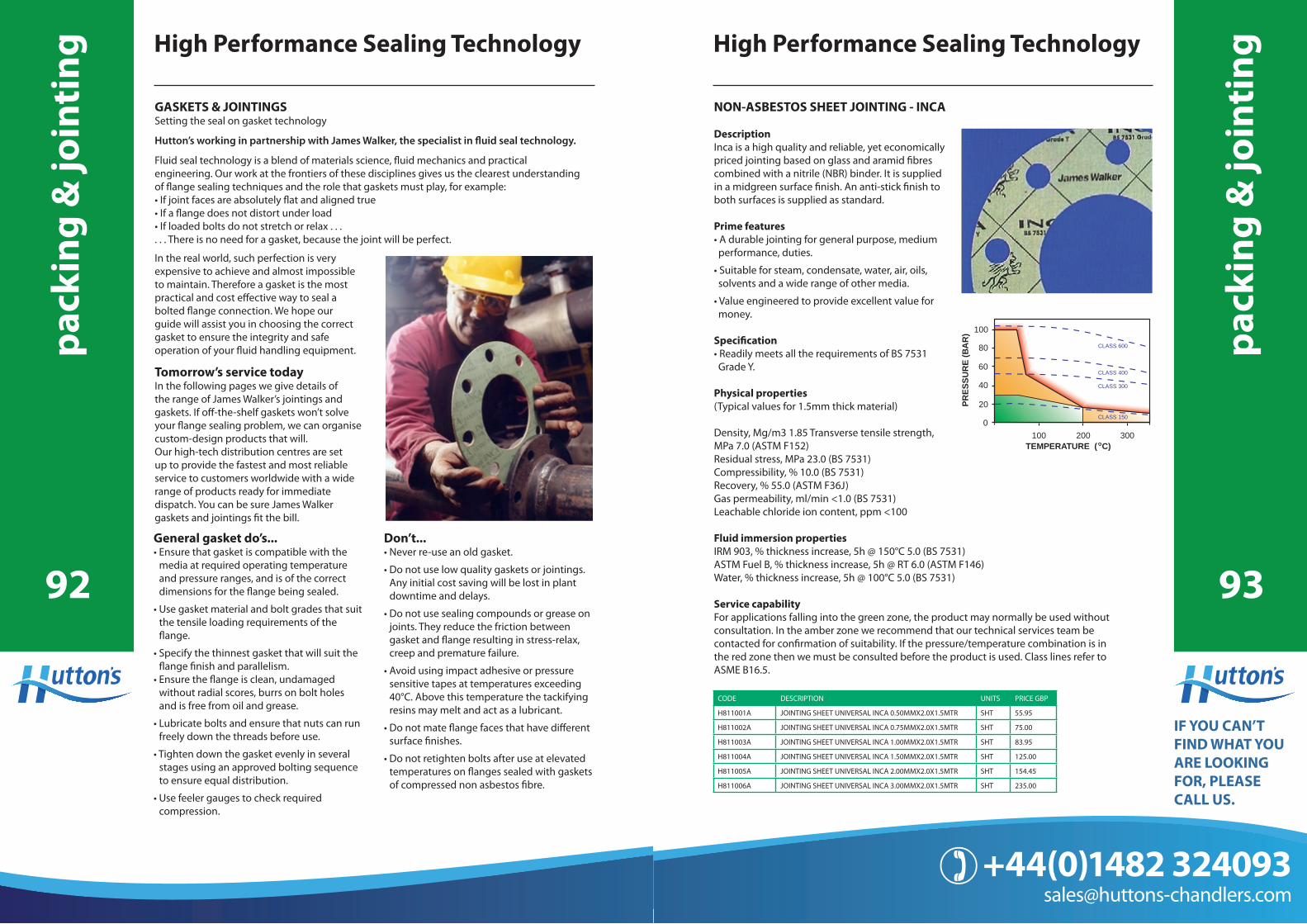
NON-ASBESTOS SHEET JOINTING - INCA
DescriptionInca is a high quality and reliable, yet economically priced jointing based on glass and aramid fibres combined with a nitrile (NBR) binder. It is supplied in a midgreen surface finish. An anti-stick finish to both surfaces is supplied as standard.
Prime features• A durable jointing for general purpose, medium performance, duties.
• Suitable for steam, condensate, water, air, oils, solvents and a wide range of other media.
• Value engineered to provide excellent value for money.
Specification• Readily meets all the requirements of BS 7531 Grade Y.
Physical properties(Typical values for 1.5mm thick material)
Density, Mg/m3 1.85 Transverse tensile strength, MPa 7.0 (ASTM F152)Residual stress, MPa 23.0 (BS 7531)Compressibility, % 10.0 (BS 7531)Recovery, % 55.0 (ASTM F36J)Gas permeability, ml/min <1.0 (BS 7531)Leachable chloride ion content, ppm <100
Fluid immersion propertiesIRM 903, % thickness increase, 5h @ 150°C 5.0 (BS 7531)ASTM Fuel B, % thickness increase, 5h @ RT 6.0 (ASTM F146)Water, % thickness increase, 5h @ 100°C 5.0 (BS 7531)
Service capabilityFor applications falling into the green zone, the product may normally be used without consultation. In the amber zone we recommend that our technical services team be contacted for confirmation of suitability. If the pressure/temperature combination is in the red zone then we must be consulted before the product is used. Class lines refer to ASME B16.5.
CODE DESCRIPTION UNITS PRICE GBP
H811001A JOINTING SHEET UNIVERSAL INCA 0.50MMX2.0X1.5MTR SHT 55.95
H811002A JOINTING SHEET UNIVERSAL INCA 0.75MMX2.0X1.5MTR SHT 75.00
H811003A JOINTING SHEET UNIVERSAL INCA 1.00MMX2.0X1.5MTR SHT 83.95
H811004A JOINTING SHEET UNIVERSAL INCA 1.50MMX2.0X1.5MTR SHT 125.00
H811005A JOINTING SHEET UNIVERSAL INCA 2.00MMX2.0X1.5MTR SHT 154.45
H811006A JOINTING SHEET UNIVERSAL INCA 3.00MMX2.0X1.5MTR SHT 235.00
100
80
60
40
20
0
100 200 300TEMPERATURE ( C)
PR
ES
SU
RE
(B
AR
)
CLASS 600
CLASS 400
CLASS 300
CLASS 150
High Performance Sealing Technology
GASKETS & JOINTINGSSetting the seal on gasket technology
Hutton’s working in partnership with James Walker, the specialist in fluid seal technology.
Fluid seal technology is a blend of materials science, fluid mechanics and practical engineering. Our work at the frontiers of these disciplines gives us the clearest understanding of flange sealing techniques and the role that gaskets must play, for example:• If joint faces are absolutely flat and aligned true• If a flange does not distort under load• If loaded bolts do not stretch or relax . . .. . . There is no need for a gasket, because the joint will be perfect.
In the real world, such perfection is very expensive to achieve and almost impossible to maintain. Therefore a gasket is the most practical and cost effective way to seal a bolted flange connection. We hope our guide will assist you in choosing the correct gasket to ensure the integrity and safe operation of your fluid handling equipment.
Tomorrow’s service todayIn the following pages we give details of the range of James Walker’s jointings and gaskets. If off-the-shelf gaskets won’t solve your flange sealing problem, we can organise custom-design products that will.Our high-tech distribution centres are set up to provide the fastest and most reliable service to customers worldwide with a wide range of products ready for immediate dispatch. You can be sure James Walker gaskets and jointings fit the bill.
Don’t...• Never re-use an old gasket.
• Do not use low quality gaskets or jointings. Any initial cost saving will be lost in plant downtime and delays.
• Do not use sealing compounds or grease on joints. They reduce the friction between gasket and flange resulting in stress-relax, creep and premature failure.
• Avoid using impact adhesive or pressure sensitive tapes at temperatures exceeding 40°C. Above this temperature the tackifying resins may melt and act as a lubricant.
• Do not mate flange faces that have different surface finishes.
• Do not retighten bolts after use at elevated temperatures on flanges sealed with gaskets of compressed non asbestos fibre.
General gasket do’s...• Ensure that gasket is compatible with the media at required operating temperature and pressure ranges, and is of the correct dimensions for the flange being sealed.
• Use gasket material and bolt grades that suit the tensile loading requirements of the flange.
• Specify the thinnest gasket that will suit the flange finish and parallelism.• Ensure the flange is clean, undamaged without radial scores, burrs on bolt holes and is free from oil and grease.
• Lubricate bolts and ensure that nuts can run freely down the threads before use.
• Tighten down the gasket evenly in several stages using an approved bolting sequence to ensure equal distribution.
• Use feeler gauges to check required compression.

94 95
pack
ing
& jo
inti
ng
pack
ing
& jo
inti
ng
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
Chemical Suitability GuideNon-asbestos sheet jointings
NON-ASBESTOSSHEET JOINTINGS CH
EIFT
AIN
*
CEN
TURI
ON
*
SEN
TIN
EL*
INCA
FLU
OLI
ON
* IN
TEG
RA B
LUE
FLU
OLI
ON
* IN
TEG
RA W
HIT
E
LIQUID PETROLEUM GAS
• • • • • •
LYE • • NO • 30% NO
METHANE • • • • • •
METHYL ALCOHOL (Methanol)
• • • • • •
METHYL CHLORIDE • • • • • •
METHYL ETHYL KETONE
• • • • • •
METHYL TERTIARY BUTYLETHER
• • • • • •
METHYLATED SPIRITS • • • • • •
METHYLENE CHLORIDE
• NO NO NO • •
MINERAL OILS • • • • • •
NAPHTHA • • • • • •
NATURAL GAS • • • • • •
NITRIC ACID NO NO NO NO NO •
NITROGEN • • • • • •
OCTANE • • • • • •
OLEUM NO NO NO NO NO •
OXALIC ACID • • NO 50% • •
OXYGEN NO NO NO NO NO NO
PERCHLOROETHYLENE • • • • • •
PHENOLS • • NO NO • •
PHOSPHORIC ACID (50%)
• • NO 10% • •
POTASSIUMDICHROMATE (10%)
• • • • • •
POTASSIUMHYDROXIDE (50%)
70°C 70°C NO NO 100°C NO
PROPANE • • • • • •
PYRIDINE • • NO NO • •
CARBONTETRACHLORIDE
• • NO NO • •
RAPE SEED OIL • • • • • •
REFRIGERANT R12(eg Freon*12)
• • • • • •
R22 (eg Freon 22*) • • NO NO • •
NON-ASBESTOSSHEET JOINTINGS CH
EIFT
AIN
*
CEN
TURI
ON
*
SEN
TIN
EL*
INCA
FLU
OLI
ON
* IN
TEG
RA B
LUE
FLU
OLI
ON
* IN
TEG
RA W
HIT
E
R134a (eg KLEA* 134a)
• • • • • •
R404a (eg KLEA* 404a)
• • • • • •
R407 series(eg KLEA* 407 series)
• • • • • •
SEA WATER • • • • • •
SODA ASH • • • • • •
SODIUM CARBONATE
• • • • • •
SODIUM DICHROMATE (10%)
• • • • • •
SODIUM HYDROXIDE (50%)
70°C 70°C NO NO 100°C NO
SODIUMHYPOCHLORITE
NO • NO NO • •
STARCH • • • • • •
STYRENE • • • • • •
SULPHUR DIOXIDE (DRY)
• • NO NO • •
SULPHUR DIOXIDE (WET)
NO NO NO NO • •
SULPHUR TRIOXIDE NO NO NO NO • •
SULPHURIC ACID NO NO NO NO NO •
TANNIC ACID • • • NO • •
TITANIUMTETRACHLORIDE
• • NO NO • •
TOLUENE (TOLUOL) • • • • • •
TRANSFORMER OIL • NO NO NO • •
TRICHLOROETHANE • • NO NO • NO
TRICHLOROETH-YLENE
• • • • • •
TURPENTINE • • • • • •
UREA • • • • • •
VINYL ACETATE • • • • • •
VINYL CHLORIDE • • • • • •
WHITE CHLORIDE • • • • • •
WHITE LIQUOR • • NO NO 30°C NO
WHITE SPITIT • • • • • •
XYLENE • • • • • •
Due to the complexity of making a recommendation for any given duty, this section on chemical suitability is intended only as a guide. The possible effect of elevated temperatures should be considered when determing the compatibility of these products with a chemical.
Chemical Suitability GuideNon-asbestos sheet jointings
• Suitable product Where chemical compatability is not indicated, or a chemical is not listed, please consult our technical team for a recommendation to be made.
NON-ASBESTOSSHEET JOINTINGS CH
EIFT
AIN
*
CEN
TURI
ON
*
SEN
TIN
EL*
INCA
FLU
OLI
ON
* IN
TEG
RA B
LUE
FLU
OLI
ON
* IN
TEG
RA W
HIT
E
STEAM • • • • • •
STEAM CONDEN-SATE
• • • • • •
WATER • • • • • •
AIR • • • • • •
ACETIC ACID • • 50% 50% • •
ACETONE • • • • • •
ACETYLENE • • • • • •
ADIPIC ACID • • • • • •
ALUMINIU CHLORIDE
• • NO • • •
AMMONIA (DRY) • • • • • •
AMMONIA (WET) • • NO • • •
AMMONIUMCHLORIDE
• • NO • • •
AMMONIUMHYDROXIDE
• • 10% • • •
ANILINE • • • • • •
BENZENE • • • • • •
BITUMEN &HEAVY BOTTOMS
• • • • • •
BLACK LIQUOR • • NO • 30°C NO
BLEACH SOLUTIONS • • NO NO • •
BOILER FEED WATER • • • • • •
BRINE • • • • • •
BROMINE NO NO NO NO • •
BUNKER FUEL • • • • • •
BUTANE • • • • • •
CALCIUM CHLORIDE • • • • • •
CALCIUMHYDROXIDE
• • • • • NO
CALCIUMHYPOCHLORITE
• • NO NO • •
CARBON DIOXIDE • • • • • •
CARBONDISULPHIDE
NO NO NO NO • •
CARBONTETRACHLORIDE
• • NO NO • •
CHLORINE (DRY) • • • • • •
CHLORINE (WET) • NO NO NO • •
NON-ASBESTOSSHEET JOINTINGS CH
EIFT
AIN
*
CEN
TURI
ON
*
SEN
TIN
EL*
INCA
FLU
OLI
ON
* IN
TEG
RA B
LUE
FLU
OLI
ON
* IN
TEG
RA W
HIT
E
CHROMIC ACID NO NO NO NO NO •
CREOSOTE • • • • • •
DIESEL OIL • • • • • •
DIETHYL ETHER • • • • • •
DOWTHERM* • • NO NO • •
ETHANE • • • • • •
ETANOLAMINES • • • • • •
ETHER • • • • • •
ETHYL ALCOHOL (Ethanol)
• • • • • •
ETHYLAMINE • • • • • •
ETHYLENE • • • • • •
ETHYLENE GLYCOL • • NO • • •
ETHYLENE OXIDE • • NO NO • •
FERRIC CHLORIDE (WET)
NO NO NO NO • •
FLUORINE NO NO NO NO NO NO
FORMALDEHYDE • • • • • •
FORMIC ACID • • 50% 10% • •
GASOLINE • • • • • •
GREEN LIQUOR • • NO NO 30°C NO
HEAVY OILS • • • • • •
HYDROBROMIC ACID
NO NO NO NO NO •
HYDROCHLORIC ACID
NO NO NO NO NO •
HYDROFLUORIC ACID
NO NO NO NO NO NO
HYDROGEN CHLO-RIDE GAS (DRY)
• • NO NO • •
HYDROGEN PEROX-IDE (<30%)
• • • • • •
HYDROGEN SUL-PHIDE
• • NO • • •
CARBONTETRACHLORIDE
• • NO NO • •
ISOPROPYL ALCO-HOL
• • • • • •
KEROSENE • • • • • •
LINSEED OIL • • • • • •

96 97
pack
ing
& jo
inti
ng
pack
ing
& jo
inti
ng
High Performance Sealing Technology
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
CORK ELASTOMER JOINTING - NEBAR® BROWN: GENERAL PURPOSE
DescriptionGeneral purpose, high quality cork elastomer jointing.Below 3mm thickness it comprises a predominately nitrilebonded cork; 3mm and above the cork is bonded with apolychloroprene/nitrile blend. Previously designatedNebar® N1.
Prime features• Extensively used in automotive, engineering and electrical industries.• Suitable for a wide range of flanges.• 110°C maximum operating temperature in liquids.• Retains flexibility down to –20°C (<3mm) or –30°C 3mm).
SpecificationsComplies with ASEA 1169 5012E-204; and ASTM F104 line call out — <3mm, F224000M2; 3mm & >3mm, F225000M2.
Physical properties(Tested to ASTM F104 procedures) <3mm >3mm Hardness, IRHD 65 to 80 65 to 85 (ASTM D1415)Tensile strength, MPa min 1.75 1.75 (ASTM F152)Compressibility @ 2.8N/mm2, % 15 to 25 20 to 30 (ASTM F36B)Recovery, minimum % 75 75 (ASTM F36B)Fluid resistance, % volume swells in:ASTM Oil No.1, 72h @ 100°C –3 to +10 0 to +10 (ASTM F146)IRM 903, 72h @ 100°C 0 to +25 +5 to +30 (ASTM F146)ASTM Fuel A, 22h @ ambient –5 to +10 0 to +15 (ASTM F146)BS 148 Transformer Oil, 14 days @ 90°C +23.1 +8 (ASTM F146)
Precision cut gaskets to any shape, size and quantity.
CODE DESCRIPTION UNITS PRICE GBP
H811102A JOINTING SHEET CORK NEBAR 1.5MM X 1.0X1.0MTR SHT 44.95
H811104A JOINTING SHEET CORK NEBAR 3.0MM X 1.0X1.0MTR SHT 66.95
H811104D JOINTING SHEET CORK NEBAR 6.0MM X 1.0X1.0MTR SHT 119.95
High Performance Sealing Technology
SUPAGRAF® EXPANDED GRAPHITE JOINTINGS
General DescriptionJames Walker’s Supagraf® comprises chemically expanded flake graphite that is calenderedinto sheets of controlled thickness. It is made without fillers or elastomeric content.
General features
SUPAGRAF® LAMINATED N7
DescriptionSheet jointing of 98% pure exfoliated graphitewith a bonded central layer of 50μm thick nickelfoil. Sheets thicker than 2.0mm have two layersof metal foil and three of graphite.
Prime features• Extra strength for ease of handling and fitting.
• Excellent sealing integrity.
• Can be cut with hand tools.
SpecificationN7 grade is BAM approved for use with liquid and gaseous oxygen in flange connections of copper, copper alloys or steel at operating conditions up to 130bar and 200°C.
Physical properties(Typical values for 1.5mm thick sheet)Density (graphite), Mg/m3 0.7Compressibility, % 45 (ASTM F36A)Recovery, % 17 (ASTM F36A)
Service capabilitiesMaximum temperature(oxidising media) 400°CMaximum temperature(*inert/reducing media) 1000°CMinimum temperature –200°C(*Ensure that temperatures above 400°Con atmosphere side of flange do notcause gasket to oxidise inwards from theoutside edge.)
• Accommodates flange distortions where traditional sheet jointings fail to seal.
• Fire safe.
• Exceptionally low leachable chloride content to resist corrosion.
• Totally compatible with steam, air and water.
• Recommended for use with heat transfer fluids and demineralised water.
• Excellent chemical resistance.
• Exceptionally wide temperature range: from cryogenic up to 400°C in oxidising environments and, under certain circumstances, to 2500°C in inert conditions.
• Excellent resistance to stress relaxation, even at elevated temperatures.
• High levels of joint stability.
• Outstanding sealing integrity over extended periods.
CODE DESCRIPTION UNITS PRICE GBP
H811026A JOINT SHEET PURE GRAPHITE/NICKEL FOIL 1200X1200 X 1.0MM
SHT 140.00
H811027A JOINT SHEET PURE GRAPHITE/NICKEL FOIL 1200X1200 X 1.5MM
SHT 175.00
H811028A JOINT SHEET PURE GRAPHITE/NICKEL FOIL 1200X1200 X 2.0MM
SHT 195.00
H811029A JOINT SHEET PURE GRAPHITE/NICKEL FOIL 1200X1200 X 3.0MM
SHT 225.00

98 99
pack
ing
& jo
inti
ng
pack
ing
& jo
inti
ng
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
High Performance Sealing Technology
Commercial grade elastomers
COMMERCIAL NATURAL RUBBER 263C
DescriptionGood quality commercial grade of natural rubber; black in colour with smooth finish.
Typical applicationsServices with hot and cold water, ethylene glycol, dilute acids and alkalis – within temperature range –30°C to +80°C.
Physical properties (Tested to BS/ISO procedures)Hardness, IRHD 70 ±5Density, Mg/m3 1.5 ±0.2Tensile strength, MPa min 2.5Elongation at break, % min 150Compression set, % (max, 24h @ 70°C) 35
Precision cut gaskets to any shape, size or quantity.
Commercial Natural Rubber 332C
DescriptionGood quality commercial grade of natural rubber sheet containing a layer of polyester fibre reinforcement to give additional strength and resistance to spread under compression. Thicknesses of 3mm and greater have two plies of reinforcement.
Typical applicationsFlange gaskets for use with hot and cold water, ethylene glycol, dilute acids and alkalis, and silicone greases and oils, within temperature range –30°C to +80°C.
Physical properties (Tested to BS/ISO procedures)Hardness, IRHD 65 ±5Density, Mg/m3 1.5 ±0.2Tensile strength, MPa 3Elongation at break, % 150Compression set, % (24h @ 70°C) 35 Precision cut gaskets to any shape, size or quantity.
CODE DESCRIPTION UNITS PRICE GBP
H811112A JOINTING NAT RUBBER 1.5MM X 1200X1200MM SHT 25.95
H811114A JOINTING NAT RUBBER 3.0MM X 1200X1200MM SHT 40.95
H811116A JOINTING NAT RUBBER 5.0MM X 1200X1200MM SHT 61.95
H811117A JOINTING NAT RUBBER 6.0MM X 1200X1200MM SHT 64.95
H811118A JOINTING NAT RUBBER 8.0MM X 1200X1200MM SHT 129.95
CODE DESCRIPTION UNITS PRICE GBP
H811162A JOINTING INSERTION RUBBER 1.5MM X 1200X1200MM SHT 25.95
H811163A JOINTING INSERTION RUBBER 2.0MM X 1200X1200MM SHT 35.95
H811164A JOINTING INSERTION RUBBER 3.0MM X 1200X1200MM SHT 41.95
H811166A JOINTING INSERTION RUBBER 5.0MM X 1200X1200MM SHT 67.95
H811166H JOINTING INSERTION RUBBER 6.0MM X 1200X1200MM SHT 83.95
NEBAR YELL
OW
BLAC
K
RED
BRO
WN
WH
ITE
PURP
LE
ORA
NG
E
GRE
Y
BLU
E
GRE
EN
AIR • • • • • • • • • LP
WATER • • • • • • • • • •
ALCOHOLS • • • • • • • • • •
FUEL & DIESEL OIL • • • • • • • • • •
LUBRICATING OIL-MINERAL • • • • • • • • • •
LUBRICATING OIL-SYNTHETIC
• • • • •
HYDRAUULIC OIL - MINERAL
• • • • • • • • • •
WATER/GLYCOL • • • • • • • • • •
WATER/OIL EMULSION •
ASTM OIL No1 • • • • • • • • • •
IRM 909 • • • • • • • • • •
KEY• Suitable for useLP Not suitable at high pressure
None of the Nebar grades listed opposite is suitable for use with portable water, dilute acids or alkalie, phospate ester or foodstuffs.
Cork Elastomer Jointing Chemical Suitability Guide
High Performance Sealing Technology

100 101
pack
ing
& jo
inti
ng
pack
ing
& jo
inti
ng
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
General Elastomers Chemical Suitability Guide
NotationA = Sutiable Product * Suitability can depend on the grade selectedB = Fair: some volume swell/ chemical attackC = Static use onlyD = Unsuitable: do NOT useNote on temperature: All media considered to be at 20 °C unless otherwise stated.Where chemical compatibility is not indicated, or a chemical is not listed, please consult our technical services team for a recommendation to be made.
GENERAL ELASTOMER NAT
URA
L RU
BBER
(NR)
NEO
PREN
E RU
BBER
(CR)
NIT
RILE
RU
BBER
(NBR
)
ETH
YLEN
E-PR
OPY
LEN
E U
BBER
(EM
P,EPD
M)
SILI
CON
E RU
BBER
(VM
O)
FLU
ORO
CARB
ON
RU
BBER
(FKM
)
BUTY
L(IIR
)
KALR
EZ(F
FKM
)
STEAM (<120 °C) D D D A D D C A
WATER A B A A A A A A
WATER PORTABLE * * * * * * * *
AIR A A A A A A A A
ACETIC ACID (10%) D C D A A D A A
ACETONE B C D A D D A A
ACETYLENE D C A D C A D A
ADIPIC ACID A A A A − − A A
ALUMINIUM CHLORIDE A A A A C A A A
AMMONIA (ANHYDROUS DRY)
D A C A C D A A
AMMONIUM CHLORIDE A A A A C A A A
AMMONIUM HYDROXIDE (10%)
B B B A B B A A
ANILINE D D D B D C B A
BENZENE D D D D D C D A
BLEACH SOLUTIONS D D D A C A A A
BRINE D D D D D A D A
BROMINE (ANHYDROUS) − D D D D A D A
BUNKER FUEL D D A D C A D A
BUTANE D B A D D A D A
BUTYL ALCOHOL (50%) A A A C C A C A
CALCIUM CHLORIDE A A A A A A A A
CALCIUM HYDROXIDE B A B A B A A A
CALCUIM HYPOCHLO-RITE (15%)
C D D A C A A A
CARBON DIOXIDE B C A C C C C A
CARBON DISULPHIDE D D D D D A D A
CARBON TETRACHLO-RIDE
D D D D D A D A
GENERAL ELASTOMER NAT
URA
L RU
BBER
(NR)
NEO
PREN
E RU
BBER
(CR)
NIT
RILE
RU
BBER
(NBR
)
ETH
YLEN
E-PR
OPY
LEN
E U
BBER
(EM
P,EPD
M)
SILI
CON
E RU
BBER
(VM
O)
FLU
ORO
CARB
ON
RU
BBER
(FKM
)
BUTY
L(IIR
)
KALR
EZ(F
FKM
)
CHLORINE (DRY) D D D D D B D A
CHLORINE (WET) D D D D D B D B
CHROMIC ACID (40%) D D D C D A D A
CREOSOTE D D B D D A D A
DIESEL OIL D C A D D A D A
DIETHYLETHER D D D D D D D A
ETHANE D C A D D A D A
ETHANOLAMINES (less than 5%)
B D D B B D B *
FORMIC ACID C B D A C D D A
GLYCERINE A A A A A A A A
GREEN LIQUOR (SULPHATE) B C C A A A A A
HEAVY OILS − − − − − A − A
HYDROBROMIC ACID (37%) A D D A D A A A
HYDROCHLORIC ACID (37%)
D D C C D A C A
HYDROFLUORIC ACID (48%)
C A D B D A B A
HYDROGEN PEROXIDE (<30%)
D B B A A A D A
HYDROGEN SULPHIDE (DRY 5%)
A A A A D D A A
ETHER D D D D D D D A
ETHER ALCOHOL (Ethanol) B A A A A A A A
ETHYLENE − − A B − D − A
ETHYLENE GLYCOL B A A A A A A A
ETHYLENE OXIDE D D D D D D D A
FERRIC CHLORIDE (WET) A C A A C A A A
FOODSTUFFS * * * * * * * *
FORMALDEHYDE (40%) B D D A C D B A
FORMIC ACID C B D A C D D A
General Elastomers Chemical Suitability Guide
GENERAL ELASTOMER NAT
URA
L RU
BBER
(NR)
NEO
PREN
E RU
BBER
(CR)
NIT
RILE
RU
BBER
(NBR
)
ETH
YLEN
E-PR
OPY
LEN
E U
BBER
(EM
P,EPD
M)
SILI
CON
E RU
BBER
(VM
O)
FLU
ORO
CARB
ON
RU
BBER
(FKM
)
BUTY
L(IIR
)
KALR
EZ(F
FKM
)
GLYCERINE A A A A A A A A
GREEN LIQUOR (SULPHATE) B C C A A A A A
HEAVY OILS − − − − − A − A
HYDROBROMIC ACID (37%) A D D A D A A A
HYDROCHLORIC ACID (37%) D D C C D A C A
HYDROFLUORIC ACID (48%) C A D B D A B A
HYDROGEN PEROXIDE (<30%)
D B B A A A D A
HYDROGEN SULPHIDE (DRY 5%)
A A A A D D A A
ISOBUTYL ALCOHOL B A C C A A A A
ISOPROPYL ALCOHOL B A C A A A A A
KEROSENE D D A D D A D A
LIQUID PETROLEUM GAS D C A D D A D A
LYE B C C A C C A A
MAGNESIUM CHLORIDE A A A A A A A A
METHANE D C A D D C D A
METHL ALCOHOL (Metha-nol)
A A A A A D A A
METHYL CHLORIDE D D D D D C D A
METHYLETHYL KETONE D D D A D D A A
METHYLENE CHLORIDE D D D D D C D A
MINERAL OILS D D A D B A D A
NAPHTHA D D B D D A D A
NATURAL GAS D B A D B A D A
NITRIC ACID (10%) B B D A B A A A
NITROGEN A A A A A A A A
OCTANE D D B D D A D A
OLEUM D D D D D C D A
OXALIC ACID (25%, 70°C) B C C B C A A A
OXYGEN (DEGREASED SEALS)
B A C A A A A A
PERCHLOROETHYLENE D D D D D A D A
PHENOLS A C D B A A A A
PHOSPHORIC ACID (50%) C C D A C A A A
POTASSIUM DICHROMATE (10%)
B A A A A A A A
GENERAL ELASTOMER NAT
URA
L RU
BBER
(NR)
NEO
PREN
E RU
BBER
(CR)
NIT
RILE
RU
BBER
(NBR
)
ETH
YLEN
E-PR
OPY
LEN
E U
BBER
(EM
P,EPD
M)
SILI
CON
E RU
BBER
(VM
O)
FLU
ORO
CARB
ON
RU
BBER
(FKM
)
BUTY
L(IIR
)
KALR
EZ(F
FKM
)
POTASSIUM HYDROXIDE (50%)
B C B A C D A A
POTASSIUM NITRATE A A A A A A A A
PROPANE D C A C D A D A
PYRIDINE D D D D D D C A
REFRIGERANTS (UNCONTAMINATED)
Rr12 (eg Freon*12) D A A C D C C B
R13 (eg Freon*13) A A A A D C A B
R22(eg Freon*22) B A D A D D A A
R134a (egKLEA*134a) A A A A B D A C
SEA WATER A B A A A A A A
SOAP SOLUTION B B A A A A A A
SODA ASH A A A A A A A A
SODIUM CARBONATE A A A A A A A A
SODIUM DICHROMATE (10%)
− − − A − − − A
SODIUM HYDROXIDE (50%)
C B C B B D B A
SODIUM HYPOCHLORITE (20%)
C D C B C C C A
STYRENE D D D D D D D A
SULPHUR DIOXIDE (DRY) B D D A C A B A
SULPHUR TRIOXIDE B D D C C A C A
SULPHURIC ACID (10%) B B C A D B A A
TANNIC ACID A C A A C A A A
TITANIUM TETRACHLO-RIDE
D D B D D C D B
TOLUENE (TOLUOL) D D D D D A D A
TRANSFORMER OIL D C A D B A D A
TRICHLOROETHANE D D D D D B D A
TRICHLOROETHYLENE D D D D D A D A
TURPENTINE D D A D D A D A
UREA SOLUTION (30%) − A A A − A A A
VINYL CHLORIDE D D D C − A D A
WHITE SPIRIT D D B D D A D A
XYLENE D D D D D A D A

SUPETA XAEconomical and versatile
Description Dense, resilient packing, plaited from high quality texturised glass yarns. Each fibre of the yarn is coated with a special graphite lubricant to reduce fretting when compressed. The graphited glass yarns are further lubricated with a heat-resistant petroleum-based compound, then finally coated with high purity flake graphite prior to braiding. Supeta XA Twist is available for small radial section glands.
Typical applicationsGeneral service duties on pumps or valves handling media such as steam, process water, waste water, oils and gases. Widely used in the chemical, petroleum, marine, power generation and sewage treatment sectors.
Prime featuresEconomical general purpose packing.Highly versatile – reduces stock inventories.Temperatures to 350°C, including steam.Unique graphite-based lubricant system.
Chemical propertiesCompatible with media in the rangepH 4-10.
Service capabilities
High Performance Sealing Technology
VALVE STEM DUTIES
MAXIMUMTEMPERATURE +350 DEG C
MINIMUMTEMPERATURE - 40 DEG C
MAX SYSTEM PRESSURE 70 BAR
CENTRIFUGAL PUMPS AND ROTARY EQUIPMENT
OPERATINGTEMPERATURES AS VALVE STEM
MAXIMUMSHAFT SPEED 10M/S
MAX SYSTEMPRESSURE 10 BAR
RECIPROCATING PUMPS AND RAMS
OPERATINGTEMPERATURES AS VALVE STEM
MAXIMUM ROD SPEED 1M/S
MAX SYSTEMPRESSURE 70 BAR
CODE DESCRIPTION UNITS PRICE GBP
H810261A PACKING UNIVERSAL SEMI-METALLIC SUPETA 3.0MM X 8MTR BOX 29.95
H810262A PACKING UNIVERSAL SEMI-METALLIC SUPETA 5.0MM X 8MTR BOX 39.95
H810263A PACKING UNIVERSAL SEMI-METALLIC SUPETA 6.5MM X 8MTR BOX 70.95
H810264A PACKING UNIVERSAL SEMI-METALLIC SUPETA 8.0MM X 8MTR BOX 91.95
H810265A PACKING UNIVERSAL SEMI-METALLIC SUPETA 10.0MM X 8MTR BOX 95.00
H810266A PACKING UNIVERSAL SEMI-METALLIC SUPETA 11.0MM X 8MTR BOX 132.95
H810267A PACKING UNIVERSAL SEMI-METALLIC SUPETA 12.5MM X 8MTR BOX 152.95
H810268A PACKING UNIVERSAL SEMI-METALLIC SUPETA 14.0MM X 8MTR BOX 195.00
H810269A PACKING UNIVERSAL SEMI-METALLIC SUPETA 16.0MM X 8MTR BOX 195.00
COMPRESSION PACKINGS
James Walker’s constant advances in materials, lubricants, product design and manufacturing techniques bring you compression packings to match your most modern fluid handling systems – and your older plant.
We offer packings that:• Provide best value fluid sealing for your specific plant duties• Range from state-of-the-art materials to traditional ‘natural’ yarns• Work in the most chemically aggressive and abrasive environments• Offer world-beating fugitive emission control – often to below 50ppm• Operate under poor mechanical conditions with off-centre shafts or worn bearings• Are approved for potable water, food or liquid/gaseous oxygen duties• Reduce your stockholding levels – as one length-form packing can often be used for many different valves, pumps and other fluid handling plant at a site.
Industries across the world rely on our packings to help keep their valves, pumps and other equipment operating efficiently day-in and day-out – with energy saving benefits and the minimum of fugitive emissions.
Why use packed glands?The packed gland stands the test of time as:• An exceptionally reliable fluid sealing device• Simple to install and maintain• Highly versatile• Remarkably cost effective in both downtime and materials – especially when compared to complex alternatives.
NON-STANDARD PACKINGSContact us if you need a non-standard size or special-duty compression packing – we are expert at custom design and production. With our fluid sealing and application engineering expertise, backed by a wide range of raw materials and flexible production facilities, we are able to solve all your specific sealing problems.
High Performance Sealing Technology
102 103
pack
ing
& jo
inti
ng
pack
ing
& jo
inti
ng
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.

105
clea
ning
& c
hem
ical
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
The widest choice of maintenance and repair chemicals to keep your vessels operationally efficient. . Marine Chemicals. Cleaning & Maintenance. Tank Cleaning Guide. Water Treatments. Water Test Kits. Fuel Oil Treatment
introduction

The cleaning of cargo tanks can be achieved in a number of ways, but generally, tank cleaning is carried out by utilising the tank cleaning system onboard the vessel.
The tank cleaning system basically consists of an arrangement of distribution piping, which delivers the washing medium via pumps, heaters, valves etc, to either fixed or portable mechanical tank cleaning machine inside the tank.
In most cases, sea water is used as the washing down medium, due to its abundant supply, but in certain circumstance, fresh water is often preferred. Tank wash pumps deliver the washing medium under pressure through heaters (where fitted), which are capable of raising the temperature of the wash water to between 30-90deg C, and to the distribution piping on deck. Heat is a very important factor in the efficiency of tank cleaning operations, and generally, the hotter the water the better the performance. However, the exact contents of the tank residues must be known to avoid problems associated with waxy type residuals and the application of heat. Another deciding factor is the use of chemicals with the washing medium.
The tank washing process is vastly improved by the introduction of UNITOR TANK CLEANING CHEMICALS, specially formulated to increase cleaning efficiency and achieve optimum results.
The Tank Cleaning System
107
clea
ning
& c
hem
ical
clea
ning
& c
hem
ical
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
106
The wash water/chemical mixture is then fed to the tank cleaning machines, which may be either fixed installations within the tank or the portable type. These machines create powerful jets of water which are forced onto the internal surfaces of the tank or hold it is this action of direct impingement and also splash back of the water/chemical jets combined with the chemical action that achieves cleaning.
The wash water/chemical mixture is continually stripped from the tank bottom during the cleaning operation to a convenient slop tank or chemical mixing tank, depending on the cleaning method adopted. This is to prevent any build up of wash water which would cushion the force of the water/chemical jet, reducing its effectiveness on the bottom.
If there is any liquid remaining in the tank which cannot be drawn off in the usual manner, then this is removed by portable ejectors or pumps. Any liquid remaining thereafter is removed manually.
The cleaning operation is in the majority of cases finalised by manual involvement, i.e, men actually performing the cleaning operation inside the tank. ‘Mucking’ is carried out by men physically removing the cargo residues from the tank bottom and other internal surfaces; ‘Spotting ‘ (cleaning with chemicals in small areas) is carried out where region of the tank or hold have been insufficiently cleaned by other means.
Marine Chemicals
CODE CHEMICAL USE APPLICATION UNIT PRICE GBP
H551326A Coldwash HD Heavy Duty Degreaser Excellent on use of soiled surfaces, bilges and machinery parts.
25 LTR 124.25
H551331F Tankleen Powerful Tank Cleaner Excellent as a tank cleaner for mineral oils and petroleum based residues
25 LTR 100.50
H551331O Seaclean Concentrated Tank Cleaner Formulated for cleaning double bottom, deep and wing tanks
25 LTR 149.25
Tankleen Plus Low Toxic, Biodegradable Solvent Based product
Excellent as a tank cleaner and degreaser 25 LTR
H551036A Cleanbreak Degreaser Containing Self-Splitting Emulsifiers
For cleaning in the engine room for machinery spaces, bulkheads, tank tops and on deck
25 LTR 153.25
H551366A Enviroclean Micro Emulsion Water Based Cleaner/Degreaser
Cleaning and degreasing in the engine room and deck for removal of grease, oil, sludge, polymer compounds, carbon deposits, dirt and grime
25 LTR 175.75
H551332A Seacare O.S.D Oil Spill Dispersant Biodegradable hydrocarbon dispersant 25 LTR 178.75
H551332B Seacare Ecosperse
Concentrated Oil Spill Dispersant
Converts hydrocarbons into fine emulsions 25 LTR 423.25
H551332L Seacare EPA Water Based Dispersant to be used on Oil Discharges or Oil Spills
Converts hydrocarbon spills into fine emulsions that are easily biodegradable
25 LTR 479.75
H551331M Alkleen Safety Liquid
Non Caustic Water Based Alkaline Cleaner
Prevents the corrosion of metals such as Zinc, Aluminum, Copper, Brass and Tin
25 LTR 100.25
H551331M Alkleen Liquid Heavy Duty Water Based Alkaline Tank Cleaner
For cleaning of cargo tanks after discharge or drying, semi-drying and non-drying natural oils and fats
25 LTR 109.75
H551362R Fore & Aft Biodegradable Cleaner Cleaner for the accommodation and galley areas 25 LTR 90.00
H551326O H.P Wash Alkaline Cleaner with Detergents and Surfactants
Suitable for most painted surfaces and dries leaving a good shine
25 LTR 115.25
H551366J Uni-Wash Liquid Detergent With Good Foaming Qualities
Uni-Wash is an accommodation cleaner 25 LTR 95.50
H551326J Aquabreak PX Multi Purpose Cleaning and Degreasing Agent
Used to remove dirt and oily matters effectively 25 LTR 181.25
H551326P Aquatuff Heavy Duty Water Based Alkaline Cleaner
Used for removal of greases, waxes, vegetable and animal oils, sludge, soot, carbon deposits, dirt and grime
25 LTR 157.25
H551338A ACC Plus Micro Emulsion Type Cleaner
Cleaning agent for cleaning of diesel engine air coolers
25 LTR 199.25
H551339B Carbonclean LT Non Corrosive Powerful Solvent for removal of carbonaceous deposits
Effective way of cleaning deposits from machine parts
25 LTR 253.25
H551338B Air Cooler Cleaner
Solvent Emulsion Cleaner For cleaning of diesel engine air coolers 25 LTR 231.25
H551339A Carbon Remover
Non Corrosive Solvent to break down carbon deposits
Effective way of cleaning deposits from components and machine parts
25 LTR 241.25
H551352C Commissioning Cleaner
Multifunctional water based cleaner
For cleaning of new boilers and cooling systems, it will remove scale, rust, oil and grease at the same time from the systems.
25 LTR 262.00
H551331A Disclean Water Based Blend of Inhibited Acids, Surfactants and Emulsifying Agents
Removes the heavy tenacious deposits which collect in fuel and lube oil centrifugal seperators
25 LTR 162.00
H551322C Descalex Dry Acid Cleaner Formulated to remove rust and scale deposits 25 LTR 173.00
H551321C Descaling Liquid
Liquid acid containing descaling accelerators
Descaling Boilers, Condensers, evaporators. 25LTR 105.50
H551323C Metal Brite Liquid detergent containing rust dissolving acids.
Removal of rust stains on brass, copper,etc 25 LTR 138.35
H551323E Metalbrite HD Liquid detergent containing phosphoric acid.
Removal of rust stains and surface brightener. 25 LTR 151.75
H551021A Electrosolv -E A non-chlorinated solvent with controlled evaporation.
Cleaning and degreasing electrical equipment 25 LTR 233.00
H550268K Natural Hand Cleaner
Orange gel skin cleaner containing natural products.
Removes industrial grime, oil, grease safely 5LTR 195.75
H550310A Gamazyme BTC Biological Toilet Cleaner formulated to replace aggressive toilet cleaners 1LTR 8.21
H550310P Gamazyme MSC
Biologically active liquid multi surface cleaner.
Formulated to spot clean and deodorize surfaces 1 LTR 8.21
H550310H Gamazyme 700FN
Concentrated active powder for sewage waste.
Formulated to degrade waste in sanitation pipework 12KG 64.59
H551356E Bilge water Flocculant
Effective Liquid treatment oil separator.
Seperates oil residues from bilge water 25 LTR 281.00
H551362C Reefer Cleaner Alkaline cleaners and disinfectant in one product
Removes fat, grease, and general dirt. 20LTR 80.20

109
clea
ning
& c
hem
ical
clea
ning
& c
hem
ical
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
108
Fuel Oil Treatment
PROBLEM SOLUTION PRODUCT(s)
FUEL SLUDGING
High water content and fuel polymerisation causes sludge formation and filter blocking
Inhibit polymerisation and disperse sludge into combustible state. Demulsify water and stabilise fuel to restore combustion characteristics.
Fuelcare, Gamabreak, Burnaid
HIGH TEMPERATURE CORROSION
A combination of vanadium and sodium results in highly corrosive ashes with low melting points which attack metals causing damage and failure
Raise the melting point of the ashes to keep them as solids. The ashes are then ejected with the exhaust gas.
Valvecare, Dieselite
LOW TEMPRATURE CORROSION
Sulphur and high levels of excess air contribute to the formation of diluted sulphuric acid leading to corrosion
A combustion catalyst enables the reduction of excess air in boilers and resuces the formation of sulphuric acid. In diesel engines the use of ash modifiers inhibits the catalytic action that vanadium has on the SO2->SO3 conversion.
Dual Purpose Plus, Burnaid, Valvecare, Dieselite
ASH DEPOSITS
Carbon residuals from combustion processes bind ash particles together to form deposits
Combustion catalyst increases C->CO2 conversion reducing free carbon.
Dual Purpose Plus, Burnaid, Dieselite
SMOKE AND SMUT EMISSION
Low excess air; pre-heat temperatures too high: burner/injector malfunction; fouled air coolers; incorrect timing; high MCR fuel, resulting in excessive carbon residue
Check and adjust mechanical functions e.g. Clean air cooler. A combustion catalyst will reduce carbon residue formation.
Dual Purpose Plus, Burnaid, Dieselite
DETERIORATION OF POWER OUTPUT
Ash and carbon deposits in combustion zone and exhaust systems causing general loss of efficiency of boilers and turbocharger surging in diesel engines
Combustion catalysts improve combustion. Ash modifiers reduce deposits.
Dual Purpose Plus, Dieselite, Burnaid, Valvecare
SOOT AND FIRESCALE BUILD-UP
Incomplete combustion causes soot and dense carbon based firescale. Gas flow impaired and heat transfer efficiency reduced. Exhaust systems, economisers etc. Become blocked
Catalyically lower carbon ignition temperature, resulting in soot burn off
Soot Remover, Soot Remover Liquid
FUEL SYSTEM CORROSION
Microbiological activity produces a corrosive environment. Salt water contamination of fuel
Kill microbiological contaminant. Neutralise acid, separate out water.
Biocontrol MAR-71, Fuelcare, Gamabreak
CODE PRODUCT DISCRIPTION UNIT PRICE GBP
H551047A FUELCARE PRE-COMBUSTABLE CONDITIONING TREATMENT FOR RESIDUAL FUEL OILS 25LTR 201.00
H551047E GAMABREAK BREAKS WATER-IN-OIL EMULSIONS IN ALL GRADES OF FUEL 25LTR 221.50
H551051A BIOCONTROL MAR-71 LIQUID BIOCIDE AGAINST MICRO ORGANISMS CONTAMINATING FUEL STORAGE TANKS.
25LTR 330.75
H551047D DUAL PURPOSE PLUS CONCENTRATED COMBUSTION IMPROVER FOR HEAVY FUEL OILS 25LTR 253.00
H551047B BURNAID CONCENTRATED ORGANIC COMBUSTION IMPROVER, IT CONTAINS NO METAL.
25LTR 250.75
H551047C DIESELITE MULTI-FUNCTIONAL FUEL TREATMENT CONTAINING COMBUSTION CATALYSTS
25LTR 228.75
VALVECARE TREATMENT AND REDUCTION OF CORROSIVE DEPOSITS FORMED ON EXHAUST COMPONENTS
25LTR 357.50
H551340A SOOT REMOVER DRY POWDER FOR REMOVAL OF SOOT DEPOSITS. 25LTR 234.25
SOOT REMOVER LIQUID FORMULATED FOR EFFECTIVE PREVENTION OF SOOT AND FIRESCALE DEPOSITS.
25LTR 272.25
Water Test Kit Selector
APPLICATION PRODUCT Roco
r NB
Liqu
id
Die
selg
uard
NB
Com
bitr
eat
Liqu
itrea
t
Auto
trea
t
Cond
ensa
te
Cont
rol
Oxy
gen
Cont
rol
Oxy
gen
Scav
-en
ger P
lus
Cat S
ulph
ite
Alk
alin
ity
Cont
rol
Har
dnes
s Co
ntro
l
Engine Cooling water Rocor NB Liquid 309
Engine Cooling Water Dieselguard NB 309
Combined Boiler water treatment
Combitreat 310 310 315312
315313
310sulphite
Combined Boiler water treatment
Liquitreat 310 310
Combined Boiler water treatment
Autotreat 310 315312
315313
Single application boiler treatments
Condensate Control
310 310 311 311
Single application boiler treatments
Oxygen Control 315312
315312
311312
311312
Single application boiler treatments
Oxygen Scaven-ger Control
315313
315313
311313
311313
Single application boiler treatments
Cat Sulphite 310sulphite
311sulphite
311sulphite
Single application boiler treatments
Alkalinity Control
311 311312
311313
311sulphite
311
Single application boiler treatments
Hardness Control
311 311312
311313
311sulphite
311 311
PRODUCT DESCRIPTION PRICE GBP
SPECTRAPACK| 309 COOLING WATER TREATMENT PROGRAMME 278.00
SPECTRAPACK 310 COMBINED BOILER WATER TREATMENT 296.00
SPECTRAPACK 315 BOILER WATER TREATMENT 505.00
SPECTRAPACK 311 COORDINATED BOILER WATER TREATMENT 990.00
SPECTRAPACK 313 TEST KIT UPGRADE DEHA 373.00
SPECTRAPACK 312 TEST KIT UPGRADE 272.00

110 111
clea
ning
& c
hem
ical
clea
ning
& c
hem
ical
IF YOU CAN’T FIND WHAT YOU ARE LOOKING FOR, PLEASE CALL US.
Dosing rates, directions for use are specified in data sheets supplied
with products and available request.
Cleaning & Maintenance
PROBLEM SOLUTION PRODUCT(s)
CARGO TANK/HOLD
Cargo tank cleaning after mineral oils Solvent emulsion and/or water based cleaners
Tankleen Plus, Cleanbreak, Seaclean, Tankleen
Cargo tank cleaning after drying, semi-drying and non-drying natural oils and fats
Saponifying and detergents Allkleen Liquid, Alkleen Safety Liquid, Aquatuff
Cargo tank cleaning after petrochemicals and light hydrocarbons
Detergents Allkleen Safety Liquid, Aquatuff
Cargo tank cleaning after general chemical cargoes
Refer to Unitor Tank Cleaning Manual Product choice depends on type of cargo, please consult Unitor Tank Cleaning Manual
Fuel and lube oil tank cleaning Heavy duty tank cleaners for Rock & Roll cleaning method
Tankleen Plus, Seaclean, Tankleen
Hydrocarbon gas-freeing Following normal or specific cleaning, was with water based cleaner solution
Enviroclean, Allkleen Safety Liquid, Allkleen Liquid
Cargo hold cleaning Wash with water based cleaner solution with foam additive
Aquatuff & Foam Agent
Cargo tank/hold sanitising and deodorising
Wash with water based cleaner solution Allkleen Liquid, Allkleen Safety Liquid, Enviroclean
Oil spills on sea, in harbours, beaches and rocky shores
Low toxicity, biodegradable oil spill dispersants
Seacare OSD, Seacare Ecosperse, Seacare EPA
Removal of small oil Spills on Board Detergents, Dispersants and emulsifiers Seacare OSD, Cleanbreak, Coldwash HD
Cleaning and upgrading of coatings Special purpose organic liquid Zinc Coat Conditioner
BALLAST TANK
Removal of sediments, silt and mud Special purpose polymer Mud and Silt Remover
ENGINE ROOM
Cleaning electrical apparatus Special purpose volatile solvent Electrosolv-E
Degreasing marine diesel engine cooling water systems
Heavy duty solution of solvent emulsion cleaners
Tankleen Plus
Removal of grease and carbon based deposits from turbochargers
Special purpose solvents ACC Plus, Air Cooler Cleaner, Carbonclean LT,Carbon Remover
Removal of grease and carbon based deposits from the air side of air coolers and other heat exchangers
Special purpose solvents ACC Plus, Air Cooler Cleaner, Carbonclean LT,Carbon Remover
Cleaning the oil side of the lube and fuel oil heat exchangers
Solvent emulsion cleaners or fuel oil treatment compound
Seaclean, Tankleen Plus, Fuelcare, Carbon Remover
Removal of water scale from heat exchangers
Inhibited acid cleaners Descalex, Descaling Liquid
Removal of water scale from boilers Inhibited acid cleaners Descalex, Descaling Liquid
Cleaning of separator disc stacks Clean with a solution of inorganic inhibited acid
Disclean
General removal of carbonaceous oil, varnish and grease residue
Special purpose solvents ACC Plus, Air Cooler Cleaner, Carbonclean LT, Carbon Remover
Removal and passivation of rust and oxidation from ferrous and non-ferrous metals
Special purpose inhibited acid cleaners Metal Brite, Metal Brite HD
Cleaning of new boilers and cooling systems
Special purpose water based cleaner Commissioning Cleaner
Effluent treatment De-emulsification and flocculation Bilge Water Flocculant
Cleaning & Maintenance
Related Documents











