Coggiola, Mauricio PyCP Clasificación Codificación UT2 11/03/07 Página 1 de 93 CLASIFICACION Y CODIFICACION

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 1 de 93
CLASIFICACION
Y
CODIFICACION
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 2 de 93
CAPITULO 1
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 3 de 93
TEORIA DE LA CLASIFICACION Y CODIFICACIÓN Introducción
Siempre que hablemos de codificación, es conveniente
referirse a clasificación y codificación, ¿por qué utilizando ambos términos conjuntamente?, la respuesta es muy simple: no hay codificación sin una previa clasificación de los elementos que queramos codificar. Ver “Definiciones” de Clasificación y Codificación en el apartado siguiente.
El uso de la clasificación y la codificación data de tanto tiempo
como la historia de la humanidad. De la Biblia se desprende que Adán la utilizó para clasificar y asignar nombres a los animales y a las plantas; en la ciencia, Aristóteles identificó los elementos básicos de la Tierra; y más recientemente entre muchas aplicaciones, se utilizó por ejemplo para identificar libros en las bibliotecas. Por ejemplo, una forma de ordenar una biblioteca sería clasificando primero los libros por temas, luego dentro de cada temática puede ser por autor y / o editorial, por fecha de edición, por lenguas, u otra que nos interese; posteriormente codificar cada libro mediante algún número que puede en su estructuración referirse a algún o todos los elementos de la clasificación; y finalmente poseer algún campo reservado a su correlatividad numérica.
Industrialmente no empezó a aplicarse de forma sistemática
hasta finales de la década de los años 1940. Los precursores más relevantes de esta actividad son Mitrofanov, de la Unión Soviética, Brisch de Gran Bretaña y Opitz de Alemania Occidental. Otros sistemas conocidos a disposición comercial son el Miclass, Multiclass, Vuoso, Code, Dclass, etcétera. Luego veremos las características de algunos de ellos. Ver Capítulo 9.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 4 de 93
Se tiene conocimiento de la creación de unos cien sistemas de clasificación y codificación en el mundo. Hay tantos modos de agrupar objetos semejantes como aspectos de semejanza haya. La combinación de factores como aplicación, atributos y relaciones entre ellos, han dado como resultado esta proliferación de sistemas. Ver “Definiciones” de Aplicación y Atributos en el apartado siguiente.
En su origen, por las razones expresadas, muchos de los
sistemas existentes hoy día, fueron desarrollados con fines diferentes. Mitrofanov creó su sistema para ayudar a constituir células de producción en grupo (Tecnología de Grupos) y facilitar el diseño de los conjuntos de herramientas. Opitz para investigar la distribución de las formas y tamaños de las partes. Brisch está orientado hacia la recuperación de diseños. Otro factor significativo ha sido las preferencias personales de los diseñadores de código en la identificación de atributos y relaciones. Pocos desarrolladores de sistemas están totalmente de acuerdo en lo que debe ser o no la base de una clasificación, lo que nos da las pautas de lo problemático del tema.
La mayor parte de los sistemas de clasificación y codificación
son jerárquicos, es decir van de lo general a lo particular y muy específico. Pocos sistemas son extremadamente sencillos y dan lugar a números clave (código) de cinco y seis dígitos, otros sistemas de clasificación son muy amplios y producen códigos de hasta 32 dígitos. Algunos son numéricos y otros alfanuméricos.
Para ser eficaz un sistema de clasificación y codificación debe
ser efectuado a medida y con objetivo limitado. La habilidad de construir un sistema para fines concretos consiste en el mantenimiento de un punto de vista consistente que en las condiciones generales de la organización satisfaga el mayor número de usuarios.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 5 de 93
Cualquiera que sea el sistema de clasificación y codificación que se utilice, es importante que sea definido claramente y que los números tengan sólo un significado, es decir, que sean inconfundibles. En una compañía pequeña, o en una en la que sea pequeño el número de artículos por clasificar, probablemente no convenga hacer muy extenso el número de código, sin embargo, los beneficios que se obtienen al pasar de una codificación aleatoria a otra lógica de características simples, son tan grandes que deben aceptarse las dificultades de cambiar los números de código, aun con todos los trastornos inherentes a la numeración, como ser en los archivos de diseño, en los almacenes, en compras y proveedores, etcétera; e implementarse el sistema lógico.
La clasificación debe preceder a cualquier discusión sobre
normalización, puesto que toda norma de procedimiento que se dicte ha de basarse en una información sobre los hechos. El primer paso es la elaboración del manual del código y su correlación concreta respecto a cualquier sistema de numeración ya existente. La introducción del nuevo código puede ser llevada a cabo desde algún departamento central, generalmente la oficina de normalización. En algunos casos por etapas, cada etapa corresponde a una clase primaria o familia. Al asignar un número a todo nuevo esquema y a todo nuevo material, será algo que por sí solo ya tendrá la virtud de iniciar el movimiento hacia la reducción de la variedad innecesaria, porque el mismo proceso de hallar el número de código pondrá de manifiesto todos los materiales o piezas que tengan algo de común.
La clasificación y la codificación, en muchos aspectos aún es un arte intuitivo, y como tal, es difícil describir los pasos necesarios para llevarlas a cabo, y es todavía más difícil mantener la congruencia en los resultados. No obstante existen razonamientos teóricos que enriquecen su fundamento y dan sentido a las estructuras adoptadas.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 6 de 93
Definiciones Antes de continuar creo conveniente que nos pongamos de
acuerdo en el significado de algunas palabras. Clasificar es ordenar o disponer por clases, y codificar
significa transformar una información en una serie de signos gráficos según reglas que permiten formular y comprender el mensaje.
Entiéndase por aplicación el uso, fines o destino que
queremos darle al código a definir de la clasificación en cuestión; y por atributos la cualidad o propiedad del elemento que queremos codificar en función a ese uso. Recordamos que cualidad o peculiaridad es cada de las circunstancias o caracteres, naturales o adquiridas, que distinguen a las cosas.
Clasificación la usamos en el sentido de agrupar en partes
separadas el total de una población de un elemento cualquiera utilizando criterios definidos según la necesidad. Por ejemplo: para conocer el rendimiento académico de una cohorte de estudiantes de una Universidad, clasificaremos a los jóvenes por edad, sexo, fecha de ingreso, carrera que cursan, estudios previos, materias aprobadas y reprobadas, notas obtenidas, logrando de esta manera información para establecer patrones estadísticos de comportamiento.
Codificación significa colocar un patrón de números (para un
sistema numérico) o números y letras (para un sistema alfanumérico) a cada grupo de elementos iguales, también conocido como “clave”. La aplicación de la codificación, es decir las referencias de los números y / o letras que emplearemos es lo que puede definirse en mejor o peor forma, según la profundidad e inteligencia con que analicemos el tema y tengamos claridad del para qué estamos codificando, es decir su uso presente y futuro. Por ejemplo: para el grupo de arandelas
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 7 de 93
de un motor eléctrico, supongamos que existan tres diferentes arandelas y que una de ellas se utilicen la cantidad de dos para armar un motor, la segunda arandela se necesiten diez y para la tercera solamente una; cada una de las tres arandelas tendrá un número de código distinto e igual para las que tengan el mismo diseño; a su vez el concepto de clasificación en este caso obviamente será el grupo arandelas. Ver concepto de “Familias”.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 8 de 93
Características de un código En una fábrica u organización de cualquier índole, es
necesario poder identificar o ubicar los componentes, piezas o productos semejantes rápidamente y fácilmente. Esto se logra con un lógico sistema de clasificación y codificación.
Las características de un sistema de codificación satisfactorio
son: • El código debe indicar un solo concepto o el artículo debe
tener un solo nombre de código (exclusión mutua: un solo sitio para cada cosa).
• La cobertura debe ser apropiada y completa (capacidad). • La clasificación debe basarse en características
permanentes (consistencia). • Debe ser totalmente numérico (preferible). • El código debe tener una longitud constante (preferible). • El nombre de código no debe ser excesivamente largo
(preferible). • Mientras más simple sea el artículo más simple deberá ser
el código. • Debe ser manejable por personal no especializado.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 9 de 93
Estructura de un código
La estructura del código puede ser: • Jerárquica • En cadena • Mixta En la estructura jerárquica el significado de un dígito depende
del valor del dígito anterior. Se conoce también con el nombre de estructura en árbol. Permite amplias posibilidades de codificación con un reducido número de dígitos.
En la estructura en cadena cada dígito tiene una significación
única sin depender de los valores de otros. Proporciona códigos largos pero cada atributo tiene siempre el mismo código, lo que ayuda a su memorización.
La mayoría de los sistemas comerciales son de estructura
mixta, con parte del código en estructura jerárquica y parte en cadena. Se utiliza en cadena para una primera clasificación en grupos y dentro de cada grupo se utiliza una codificación jerárquica.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 10 de 93
Aplicaciones y atributos A principios de la década de los sesenta aparecen los
primeros sistemas de codificación que recogen atributos de diseño y fabricación.
La identificación de las aplicaciones que se pretendan para un
sistema de clasificación de piezas de trabajo, es crítica para la selección, el desarrollo o la adecuación de un sistema. No es probable que un sistema pueda satisfacer tanto las aplicaciones actuales como las aplicaciones futuras desconocidas. La creación de un sistema de clasificación para diversas aplicaciones puede volverse muy compleja y costosa.
La información generada mediante la agrupación de piezas en
familias de acuerdo con características similares de diseño y fabricación puede ser utilizada para distintas aplicaciones no excluyentes entre sí para auxiliar a:
• Ingeniería del producto (diseño):
Como sistema de localización de piezas similares para evitar el diseño de piezas nuevas sin agotar antes las posibilidades de aprovechar diseños anteriores. Antes de introducir nuevas piezas de trabajo en un sistema, es importante examinar diseños parecidos para ver si ya existe alguno adecuado o si es posible modificar ligeramente uno existente para adaptarlo a nuevos requisitos. Se afirma que solo el 10 al 20% de la configuración geométrica de la mayor parte de las piezas de trabajo se relaciona con la función del producto, el restante 80 a 90% de las características geométricas es cuestión de gusto personal del diseñador. Es en esta área donde la estandarización puede reducir en gran medida los costos de producción, mejorar la confiabilidad del producto, aumentar la facilidad de mantenimiento y proporcionar muchos otros beneficios.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 11 de 93
o Atributos: función, forma exterior e interior, dimensiones, material, tratamiento térmico o superficial, etcétera.
• Ingeniería de proceso: Para establecer los mismos métodos de fabricación para todas las piezas de una misma familia. Una de las aplicaciones más cambiantes y, sin embargo potencialmente ventajosas de la clasificación de las piezas de trabajo, es la planificación del proceso. Los procesos adecuados son aquellos que satisfacen conjuntamente las condiciones dadas de forma básica, características especiales, tamaño, precisión, tipo de material, forma general y requisitos de cantidad – tiempo. Una vez que se ha seleccionado el proceso adecuado, los códigos para las características de forma, tratamientos térmicos, revestimientos, acabado superficial y tolerancias, son los que gobiernan la selección por computadora de las operaciones de fabricación e inspección. o Atributos: operaciones, acabado superficial, tolerancias,
utilajes y herramientas, tamaño de lote, etcétera. • Fabricación:
Para organizar el taller en células o grupos de máquinas destinadas a la fabricación de todas las piezas de una familia (Tecnología de Grupos).
• Selección del equipo de fabricación (máquina) • Selección del herramental de fabricación (dispositivos y
herramientas) • Control de materiales. • Proceso de planificación. • Normalización:
Como herramienta de trabajo para estandarización de piezas, máquinas, herramentales y procesos.
• Gestión: Para todo tipo de estudio comparativo de tiempos, costos, precios de compra, asignación de piezas a proveedores, etcétera. La estimación del tiempo y costo de producción es, con frecuencia, una actividad complicada y laboriosa. El
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 12 de 93
código de familias de partes puede proporcionar un índice para los costos y tiempos reales de producción para cada familia. Se puede utilizar un sencillo análisis de regresión para obtener una predicción exacta de costos de las nuevas piezas que se ubican en una familia dada de piezas.
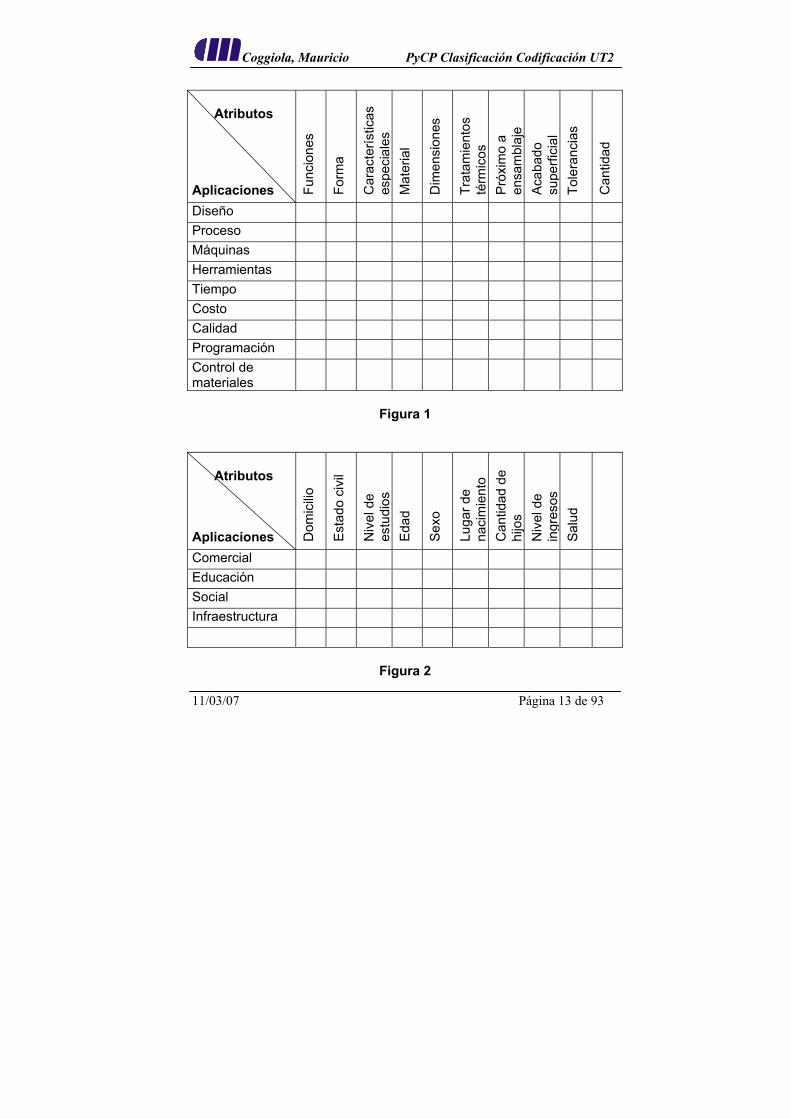
Se deben elaborar tablas para cada caso de clasificación y
codificación en las que se indiquen las aplicaciones y los atributos que nos interesen para cada caso particular y a partir de ellas poseeremos las referencias con la claridad necesaria para realizar una tarea de nivel profesional. Ver figura 1, caso de análisis de clasificación y codificación para piezas en una industria. En la figura 2 se incluyen aplicaciones y atributos que podrían considerarse para el caso de un estudio de Planificación de Viviendas. También pueden ser necesarios, según los elementos a clasificar y codificar, el uso de otra herramienta útil para este trabajo consistente en desarrollar una estructura arborescente sobre la base de las características y atributos que posean los elementos a clasificar y codificar. Ver figuras 3 y 4 (árbol tipo E y tipo N).
En los Capítulos 2 al 6, veremos propuestas prácticas de la
manera de emplear algunas de las aplicaciones indicadas, u otras que surgen de la combinación de ellas como lo es el método de las familias de partes o piezas.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 13 de 93
Atributos Aplicaciones Fu
ncio
nes
Form
a
Car
acte
rístic
as
espe
cial
es
Mat
eria
l
Dim
ensi
ones
Trat
amie
ntos
té
rmic
os
Pró
xim
o a
ensa
mbl
aje
Aca
bado
su
perfi
cial
To
lera
ncia
s
Can
tidad
Diseño
Proceso
Máquinas
Herramientas
Tiempo
Costo
Calidad
Programación
Control de materiales
Figura 1
Atributos Aplicaciones D
omic
ilio
Est
ado
civi
l
Niv
el d
e es
tudi
os
Eda
d
Sex
o
Luga
r de
naci
mie
nto
Can
tidad
de
hijo
s N
ivel
de
ingr
esos
S
alud
Comercial
Educación
Social
Infraestructura
Figura 2
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 14 de 93
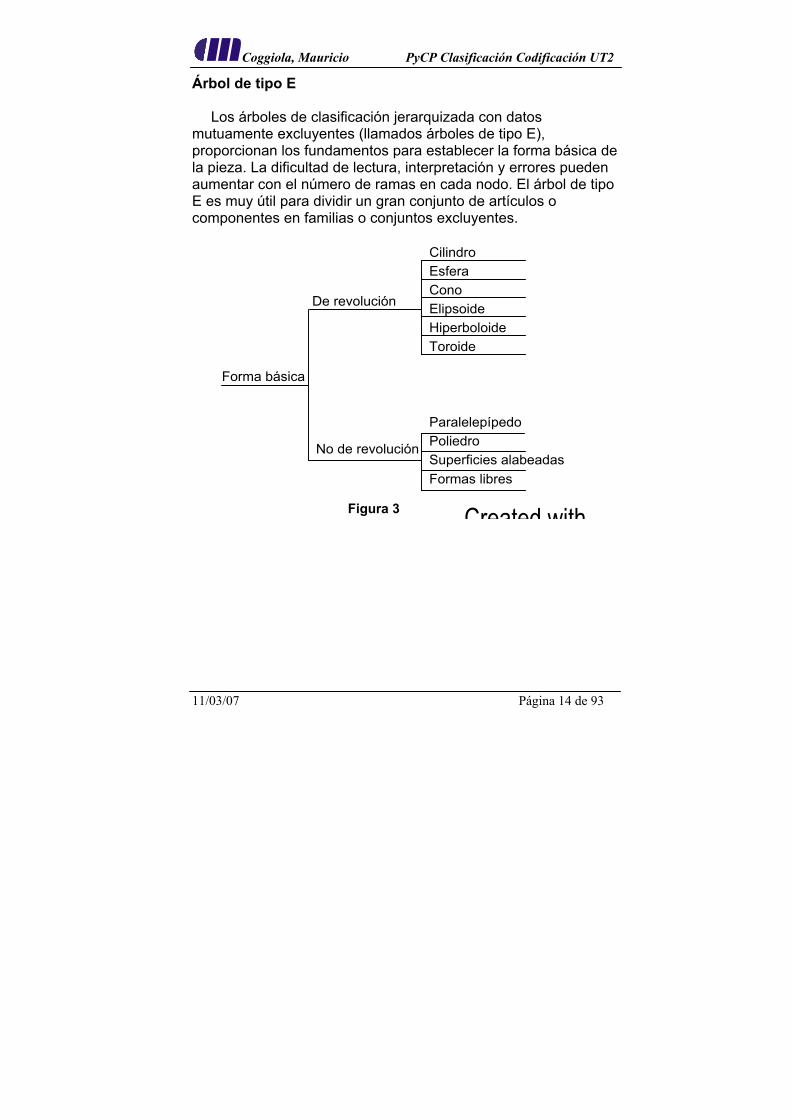
Árbol de tipo E Los árboles de clasificación jerarquizada con datos
mutuamente excluyentes (llamados árboles de tipo E), proporcionan los fundamentos para establecer la forma básica de la pieza. La dificultad de lectura, interpretación y errores pueden aumentar con el número de ramas en cada nodo. El árbol de tipo E es muy útil para dividir un gran conjunto de artículos o componentes en familias o conjuntos excluyentes.
Cono
Cilindro
No de revolución
De revolución
Forma básica
Figura 3
ParalelepípedoPoliedroSuperficies alabeadasFormas libres
Esfera
ToroideHiperboloideElipsoide
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 15 de 93
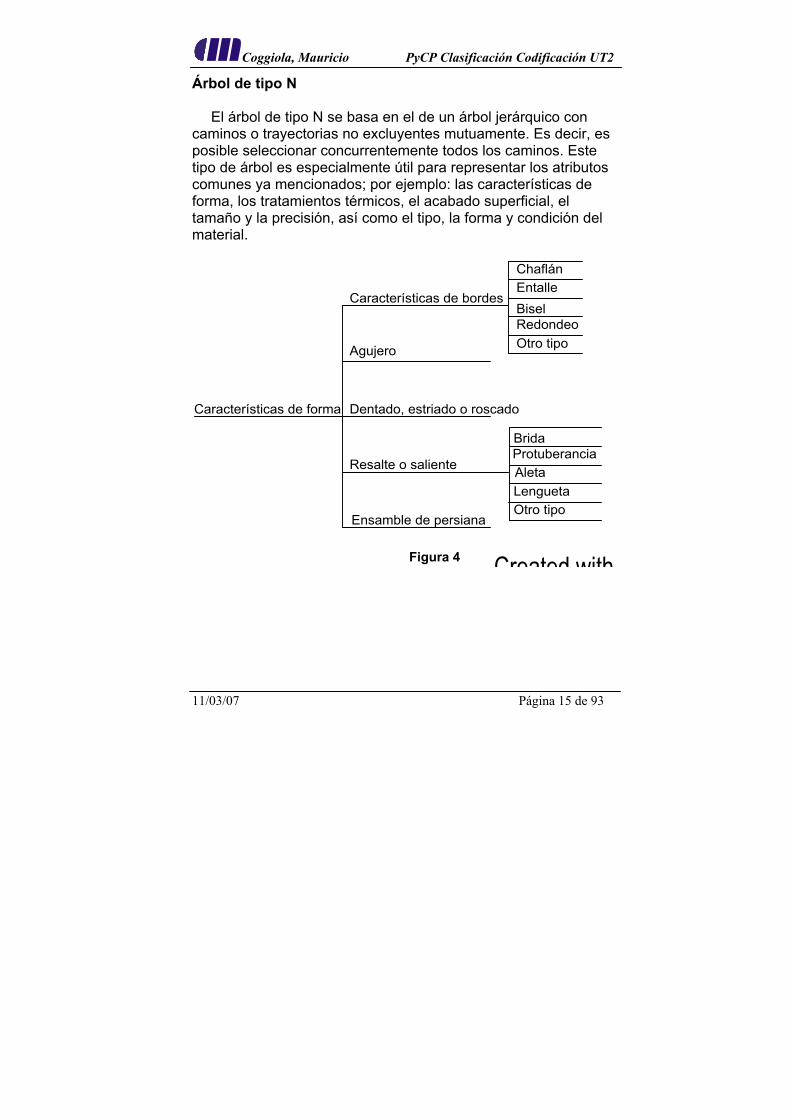
Árbol de tipo N El árbol de tipo N se basa en el de un árbol jerárquico con
caminos o trayectorias no excluyentes mutuamente. Es decir, es posible seleccionar concurrentemente todos los caminos. Este tipo de árbol es especialmente útil para representar los atributos comunes ya mencionados; por ejemplo: las características de forma, los tratamientos térmicos, el acabado superficial, el tamaño y la precisión, así como el tipo, la forma y condición del material.
EntalleChaflán
BiselCaracterísticas de bordes
Características de forma
Figura 4
Otro tipoRedondeo
Agujero
Dentado, estriado o roscado
AletaProtuberancia
Lengueta
Brida
Resalte o saliente
Ensamble de persianaOtro tipo
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 16 de 93
Diseño paramétrico y generativo Es posible establecer diseños tabulares o paramétricos para
cada familia básica. En ingreso de valores dimensionales y otros datos en un sistema de graficación puede dar por resultado la elaboración automática de un dibujo de producción de una parte dada. Llevando este concepto un paso más hacia atrás es posible imaginar que el solo ingreso del nombre, las especificaciones, los requisitos funcionales y algunos datos dimensionales de un producto, darían como resultado la generación de un dibujo del diseño terminado.
Una extensión lógica del diseño paramétrico es la
programación paramétrica de partes. Aunque la programación paramétrica se ha utilizado durante algún tiempo en el control numérico (NC) avanzado, no se ha vinculado efectivamente a la base de datos del diseño.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 17 de 93
Agrupación o clasificación por “familia” Un concepto que es imprescindible conocer en clasificación y
codificación por la utilidad y amplitud de su uso es el de “familias”.
Es necesario definir agrupaciones (familias) de piezas según
sus especificaciones de diseño o de fabricación para, en función de las mismas, establecer:
• Especificaciones de máquinas • Operaciones de mecanizado a ejecutar • Volúmenes de trabajo • Herramientas • Dispositivos • Análisis estadísticos • Costos • Gestión Una correcta clasificación de las piezas puede significar un
gran ahorro en la instalación y funcionamiento de una fábrica. La agrupación en familias de piezas similares es muy distinta
según que la efectúe la ingeniería del producto o la ingeniería del proceso. La primera, mira la forma y la otra el ciclo de las operaciones. Para el ingeniero de diseño de producto la característica más importante es la forma de la pieza y su tamaño. Para un ingeniero de fabricación la similitud se caracteriza por el proceso de fabricación. Para ambos lo es el material. Así podemos hablar de familias de formas básicas, familias de materiales, familias de procesos, y muchas otras según veremos al avanzar con la literatura presente.
Para efectuar esta clasificación se pueden utilizar cuatro
métodos: • Inspección ocular • Nomenclador
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 18 de 93
• Análisis del ciclo de mecanizado • Codificación La inspección ocular es un sistema sencillo y barato de
aplicar, consiste en examinar planos o fotografías de las piezas y agruparlas por semejanza. El nomenclador consiste en agrupar las piezas por su nombre, sus principales inconvenientes son los diferentes nombres utilizados para una misma pieza por los distintos proyectistas y la gran cantidad de referencias que se agrupan en un solo nombre (ejemplo clásico: arandela, distanciador y / o separador), en general debe completarse con otras sub codificaciones. El análisis del ciclo de mecanizado consiste en agrupar las piezas por el proceso, por ejemplo torneado, frezado, rectificado, etcétera; pudiendo caber sub clasificaciones por tamaños o máquinas. El último método, la codificación, es el más complejo y costoso de todos pero es el que da resultados mejores y el más utilizado.
Un ejemplo de estos sistemas de numeración es el método de
Apellido-Nombre, en el cual se toma en cuenta la variedad completa de componentes en uso o con probabilidades de usarse, los componentes se agrupan en familias, teniendo todas ellas marcadas semejanzas en alguna característica importante. Cada familia recibe entonces un número (el Apellido), y a cada componente de esa familia se le da un segundo número (el Nombre) que lo distingue de sus semejantes. Luego si se requiere un nuevo componente, se examinan los dibujos de la familia a la que pertenece y se seleccionan los componentes adecuados. Esta técnica es muy flexible porque permite una expansión considerable. La definición de las familias hay que hacerla con cuidado, deben escribirse y formar un diccionario o nomenclador. Una vez realizado lo anterior el funcionamiento del sistema es sumamente simple, y sus resultados se sienten no sólo en la oficina de diseño y dibujo sino en toda la fábrica, donde otros departamentos se acostumbrarán rápidamente a reconocer los números y relacionarlos con ciertos componentes.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 19 de 93
Hay ejemplos de fábricas que durante 10 años de labor
acumularon 3.000 dibujos. El número asignado a cada componente era el siguiente en una serie de números naturales, por lo cual en cada ocasión que se intentaba localizar un dibujo era necesario revisar dibujo por dibujo, lo cual es una tarea prácticamente imposible. En estos casos empleando el concepto de familias podríamos llegar a clasificar estos 3.000 dibujos en 15 a 20 familias como máximo, con lo cual se reducen ostensiblemente los campos de búsqueda o recuperación.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 20 de 93
Clave de stock ¿A que se llama “clave”?. En clasificación y codificación de
materiales, clave es una secuencia de números o números y letras que definen la identificación de un componente, lo que hemos denominado en este trabajo con el nombre de “código”, aunque en realidad éste último puede ser solo una parte de la clave que idéntica el ítem, pieza o componente.
Esta clave puede estar compuesta por un solo número de
varios dígitos, seguidos uno a continuación del otro; sin punto, coma o guión que los separe y / o poseer algún carácter de los indicados (punto, como, guión) que separe por secciones o grupos al número global. En éste caso tenemos que el código forma parte de lo que se llama campo en una base de datos. Es el equivalente a una columna en una planilla electrónica.
Otro caso es el que aquello que identifica el ítem, pieza o
componente, puede constar de varios campos consecutivos, es decir varios grupos de números o números y letras, independientes uno del otro y que cada uno tiene un significado determinado, constituyendo lo que denomina registro en una base de datos. Es el equivalente a una fila en una planilla electrónica. En éste último caso, lo que comúnmente se conoce como código, sólo es uno de los varios campos (columna) que componen el registro.
La interpretación de esto es de profunda importancia, porque
cuando queremos introducir muchas características o atributos en la definición de un ítem que torna complicado y extenso el código necesario, podemos simplificarlo a la mínima expresión, introduciendo las otras características como campos independientes de un registro que será específico para cada pieza. Esto último es lo que en las fábricas se suele denominar clave de stock del ítem.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 21 de 93
Codificación para diseño y para manufactura Como hemos visto, los sistemas de codificación pueden
satisfacer las necesidades de: • El diseñador • El jefe de producción • Ambos • Otros Los beneficios de un sistema de codificación orientadas al
diseño son enormes. Por lo tanto se sugiere, primero crearse un sistema de codificación que satisfaga las necesidades del diseñador. A este código base se le puede agregar un código orientado a la producción, si se estima que esto es necesario y posible. Sin embargo, podría suceder que el intento por satisfacer ambas necesidades conduzca a un sistema de codificación de tal complejidad que se vuelva difícil de manejar, con la pérdida de los beneficios posibles, aunque esto es salvable empleando el concepto de “clave de stock” tratado en este capítulo. En principio es recomendable, primero satisfacer las necesidades del diseñador.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 22 de 93
Premisas básicas para la clasificar y codificar
• Una pieza de trabajo puede caracterizarse mejor mediante su atributo más evidente y permanente: su forma básica.
• Cada forma básica puede poseer diferentes características especiales, por ejemplo agujeros, ranuras, roscas, recubrimientos, etcétera; en tanto que se preserva la pertenencia del elemento en su familia original de partes.
• Los elementos del código pueden eslabonarse para proporcionar un código reconocible para los humanos, y que dichas partes del código proporcionen indicadores para una información más detallada.
• Un código breve sería adecuado para el control humano y para concatenarse con otros árboles de clasificación. Una cadena de bits (ceros y unos) que fuera reconocible por computadora proporcionaría mejor la extensa y detallada información requerida.
• Las características mutuamente excluyentes de la pieza de trabajo deben proporcionar familias con una única forma básica para la clasificación, y los elementos comunes (por ejemplo las características especiales, el tamaño, la precisión y los materiales) deben incluirse sólo una vez, pero con acceso a ellos por parte de todas las familias.
• En resumen, una pieza de trabajo puede caracterizarse por completo mediante: o La forma básica o Las características especiales o El tamaño o La precisión o El tipo, forma y condición del material
Estas premisas, son válidas como veremos mas adelante para
algunos de los sistemas de clasificación y codificación vigentes, que dependerán de la aplicación que queramos darle a mismo. Solo se incluyen ahora adelantándonos a los distintos sistemas que veremos como para que el lector vaya conformándose una
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 23 de 93
idea más clara de cómo funciona el sistema. Para ubicarse de lo que queremos significar, repase el apartado “Aplicaciones y atributos” y seguramente encontrará a cual satisface de todas las posibilidades propuestas. También el lector comprenderá al finalizar la lectura de esta obra él porque se la incluye como “premisas básicas” dado que la mayoría de los sistemas de clasificación y codificación vigentes se basan en las aplicaciones y atributos destacados en este punto.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 24 de 93
CAPITULO 2
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 25 de 93
METODO POR “FAMILIAS DE PIEZAS” Objetivo
Como lo dijéramos en el Capítulo 1, cuando hablábamos de las aplicaciones de un método de clasificación y codificación, una de las posibilidades existentes, era el de hacer un código mixto que involucrara a varias de las características que nos interesaran para nuestro ordenamiento. Tal posibilidad la brinda el ejemplo que damos en éste Capítulo tomado del concepto de familias de partes o piezas que tratáramos oportunamente.
Los objetivos generales de cualquier sistema de clasificación y
codificación de materiales son el mejorar la productividad, reducir la variedad innecesaria y reducir los costos. Para el caso específico del sistema que veremos en este apartado, sus objetivos son:
• Tecnología de grupos • Planificación del proceso • Recuperación del diseño • Otras actividades de manufactura
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 26 de 93
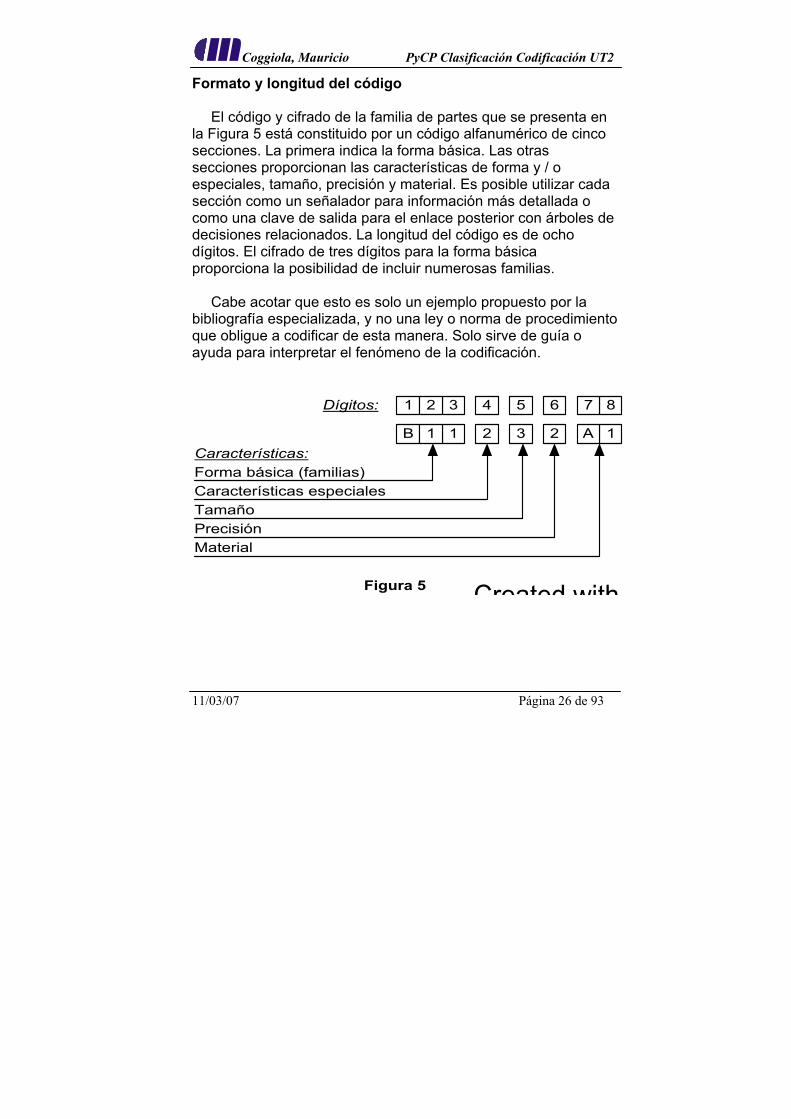
Formato y longitud del código El código y cifrado de la familia de partes que se presenta en
la Figura 5 está constituido por un código alfanumérico de cinco secciones. La primera indica la forma básica. Las otras secciones proporcionan las características de forma y / o especiales, tamaño, precisión y material. Es posible utilizar cada sección como un señalador para información más detallada o como una clave de salida para el enlace posterior con árboles de decisiones relacionados. La longitud del código es de ocho dígitos. El cifrado de tres dígitos para la forma básica proporciona la posibilidad de incluir numerosas familias.
Cabe acotar que esto es solo un ejemplo propuesto por la
bibliografía especializada, y no una ley o norma de procedimiento que obligue a codificar de esta manera. Solo sirve de guía o ayuda para interpretar el fenómeno de la codificación.
Forma básica (familias)
Figura 5
1B A23211
MaterialPrecisiónTamañoCaracterísticas especiales
Características:
81 765432Dígitos:
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 27 de 93
Forma básica
Es posible definir las formas básicas como aquellas creadas a partir de configuraciones sólidas primitivas y sus derivados por medio de un proceso de fundición básico (vaciado, moldeado, maquinado). Las primitivas se dividen en formas de revolución y en forma no de revolución. Las primitivas de revolución incluyen el cilindro, la esfera, el cono, el elipsoide, el hiperboloide y el toroide. Las segundas o primitivas no de revolución incluyen el cubo (paralelepípedo), el poliedro, las superficies (contornos) alabeados, las formas libres y las funcionales o nominales. Las familias de perfiles básicos se subdividen basándose en las características geométricas predominantes, incluyendo las internas y las externas. Ver Figura 3 y sus posibles concatenaciones. Para un mayor profundización del tema ver obra de Myer Kutz (Enciclopedia de la mecánica, ingeniería y técnica).
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 28 de 93
Características especiales
Para satisfacer los requisitos de diseño del producto, el diseñador crea la forma básica de una pieza de trabajo y selecciona el material de ingeniería con el que será elaborado dicho elemento. También es posible que el diseñador señale tratamientos especiales de procesamiento para mejorar las propiedades de un material dado. En otras palabras, el diseñador agrega características especiales.
• Las características de forma pueden comprender agujeros, ranuras, estrías, roscas, etcétera. El hecho de agregar una característica de forma no cambia el perfil básico de la parte (familia), pero sí permite satisfacer los requisitos funcionales deseados. Por lo general, las características de forma se proporcionan a la pieza de trabajo después del proceso básico de elaboración.
• Los tratamientos térmicos se proporcionan, por lo general, con la intención de mejorar la resistencia mecánica, la dureza y la resistencia al desgaste de un material. Los tratamientos térmicos, como el revenido o normalizado también pueden proporcionarse para ayudar al procesamiento de la pieza de trabajo.
• Los tratamientos de acabado superficial, como la galvanoplastia, pintado y anodizado, se aplican para aumentar la resistencia a la corrosión, mejorar el aspecto o satisfacer otro requisito de diseño.
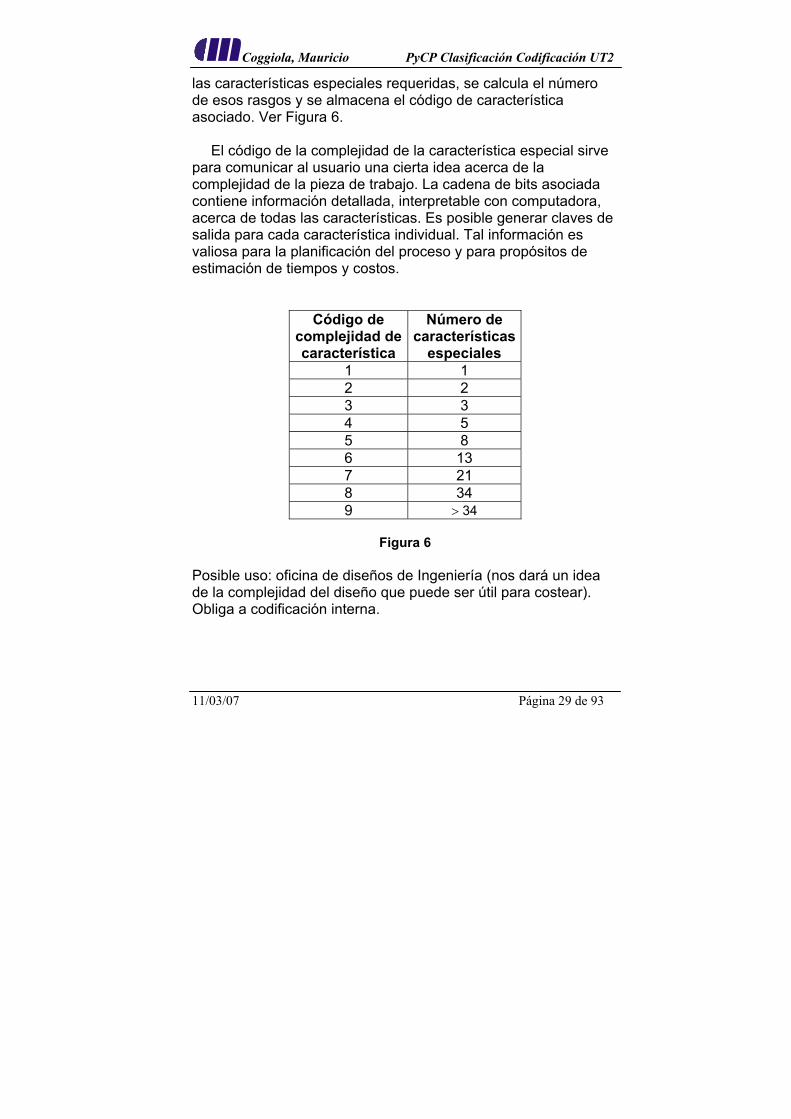
Las características especiales están contenidas en forma de
árbol de tipo N. Ver Figura 4 y sus posibles concatenaciones, con una característica asociada de evaluación y clasificación que permite al usuario seleccionar muchas características especiales y mantener a la vez un código relativamente sencillo. Básicamente se han establecido nueve valores (del 1 al 9) como código para la complejidad de la característica especial. A medida que el usuario clasifica las piezas de trabajo e identifica
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 29 de 93
las características especiales requeridas, se calcula el número de esos rasgos y se almacena el código de característica asociado. Ver Figura 6.
El código de la complejidad de la característica especial sirve
para comunicar al usuario una cierta idea acerca de la complejidad de la pieza de trabajo. La cadena de bits asociada contiene información detallada, interpretable con computadora, acerca de todas las características. Es posible generar claves de salida para cada característica individual. Tal información es valiosa para la planificación del proceso y para propósitos de estimación de tiempos y costos.
Código de complejidad de característica
Número de características
especiales 1 1 2 2 3 3 4 5 5 8 6 13 7 21 8 34 9 > 34
Figura 6
Posible uso: oficina de diseños de Ingeniería (nos dará un idea de la complejidad del diseño que puede ser útil para costear). Obliga a codificación interna.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 30 de 93
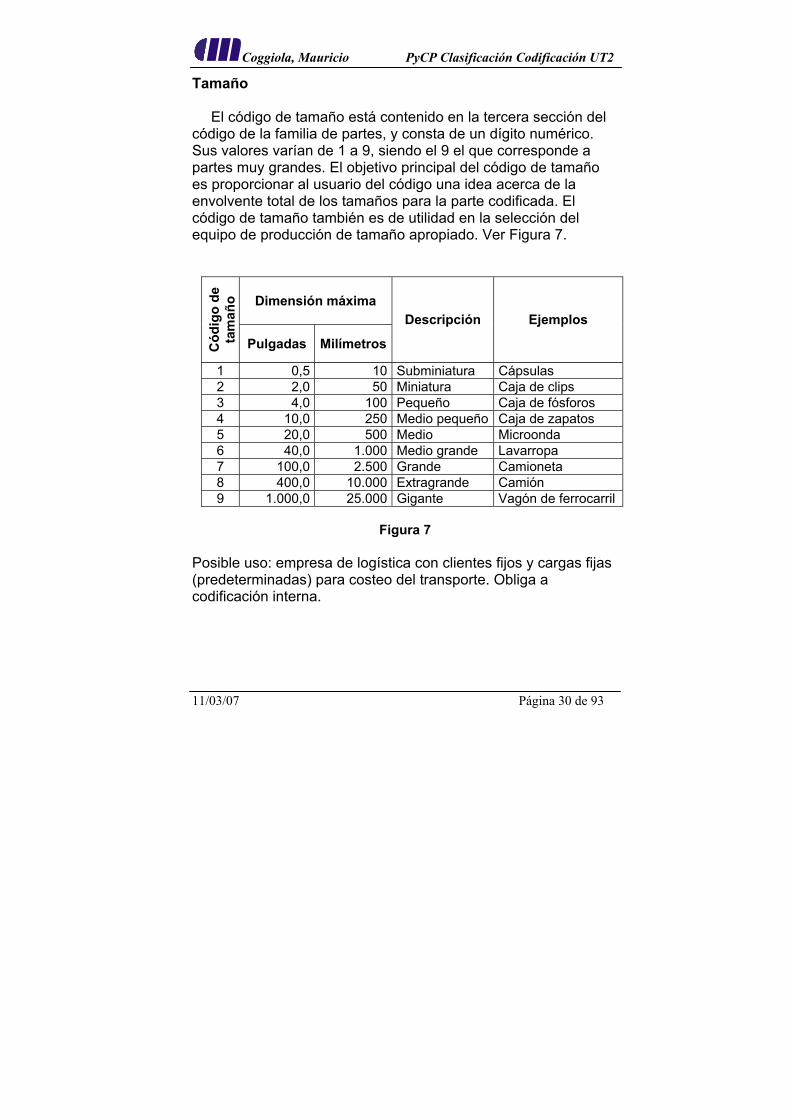
Tamaño El código de tamaño está contenido en la tercera sección del
código de la familia de partes, y consta de un dígito numérico. Sus valores varían de 1 a 9, siendo el 9 el que corresponde a partes muy grandes. El objetivo principal del código de tamaño es proporcionar al usuario del código una idea acerca de la envolvente total de los tamaños para la parte codificada. El código de tamaño también es de utilidad en la selección del equipo de producción de tamaño apropiado. Ver Figura 7.
Dimensión máxima
Cód
igo
de
tam
año
Pulgadas Milímetros
Descripción Ejemplos
1 0,5 10 Subminiatura Cápsulas 2 2,0 50 Miniatura Caja de clips 3 4,0 100 Pequeño Caja de fósforos 4 10,0 250 Medio pequeño Caja de zapatos 5 20,0 500 Medio Microonda 6 40,0 1.000 Medio grande Lavarropa 7 100,0 2.500 Grande Camioneta 8 400,0 10.000 Extragrande Camión 9 1.000,0 25.000 Gigante Vagón de ferrocarril
Figura 7
Posible uso: empresa de logística con clientes fijos y cargas fijas (predeterminadas) para costeo del transporte. Obliga a codificación interna.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 31 de 93
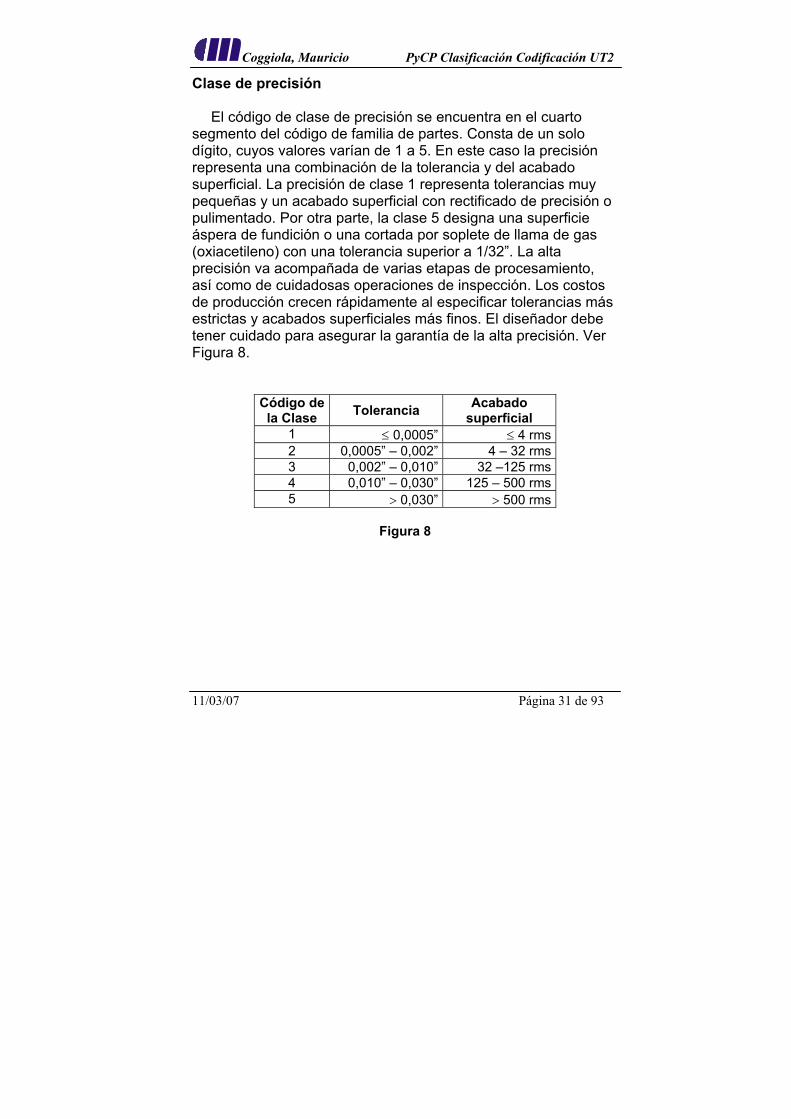
Clase de precisión El código de clase de precisión se encuentra en el cuarto
segmento del código de familia de partes. Consta de un solo dígito, cuyos valores varían de 1 a 5. En este caso la precisión representa una combinación de la tolerancia y del acabado superficial. La precisión de clase 1 representa tolerancias muy pequeñas y un acabado superficial con rectificado de precisión o pulimentado. Por otra parte, la clase 5 designa una superficie áspera de fundición o una cortada por soplete de llama de gas (oxiacetileno) con una tolerancia superior a 1/32”. La alta precisión va acompañada de varias etapas de procesamiento, así como de cuidadosas operaciones de inspección. Los costos de producción crecen rápidamente al especificar tolerancias más estrictas y acabados superficiales más finos. El diseñador debe tener cuidado para asegurar la garantía de la alta precisión. Ver Figura 8.
Código de la Clase Tolerancia Acabado
superficial 1 ≤ 0,0005” ≤ 4 rms2 0,0005” – 0,002” 4 – 32 rms3 0,002” – 0,010” 32 –125 rms4 0,010” – 0,030” 125 – 500 rms5 > 0,030” > 500 rms
Figura 8
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 32 de 93
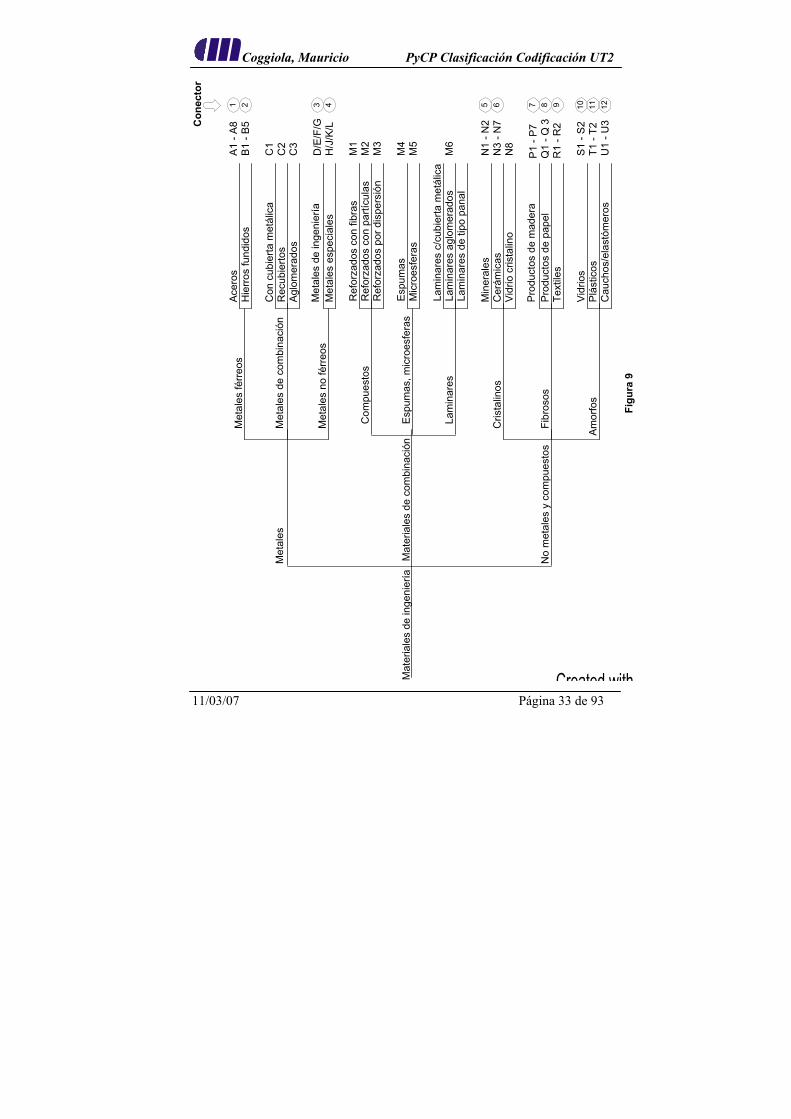
Materiales Los dos últimos dígitos del código de familia de partes
representan el tipo de material. Los cifrados para la forma y condición del material están insertados en la cadena de bits asociada.
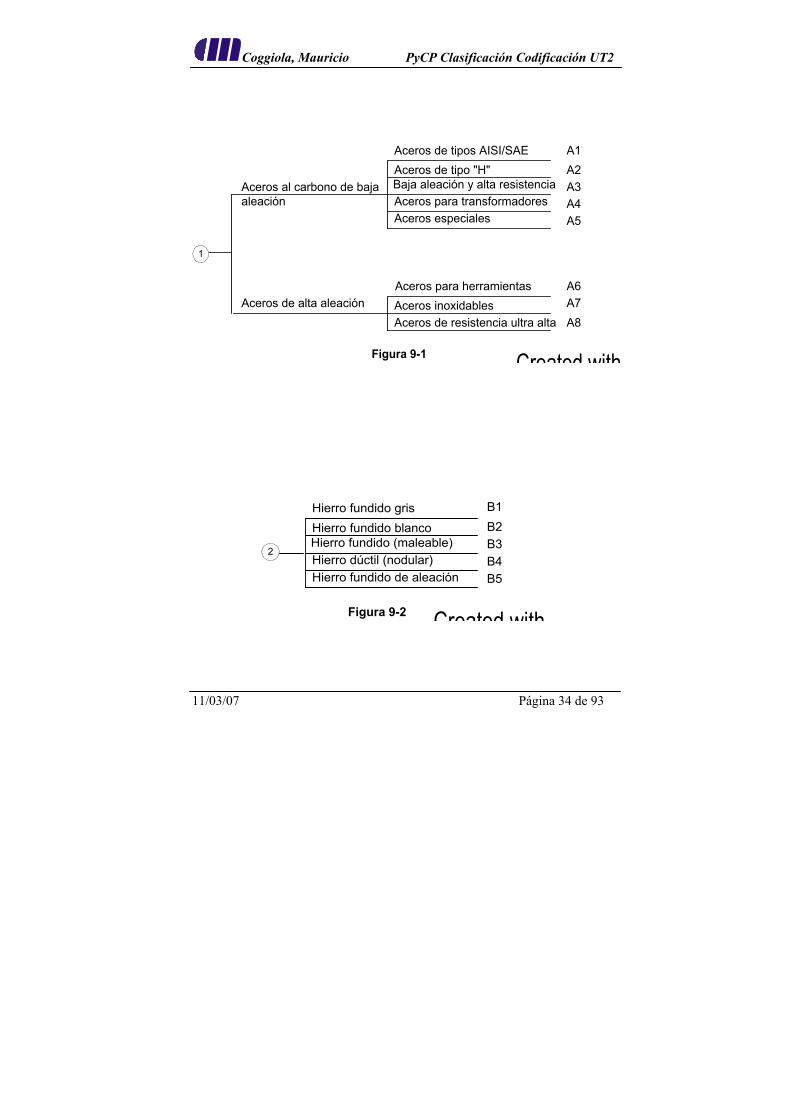
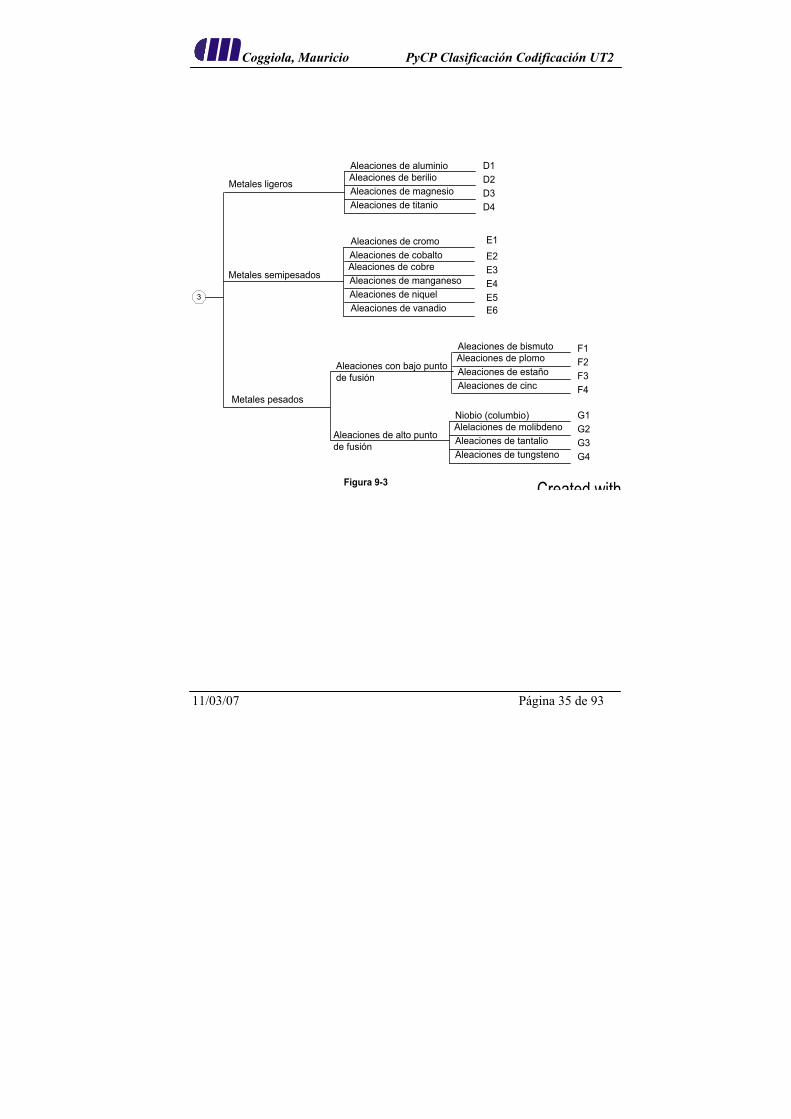
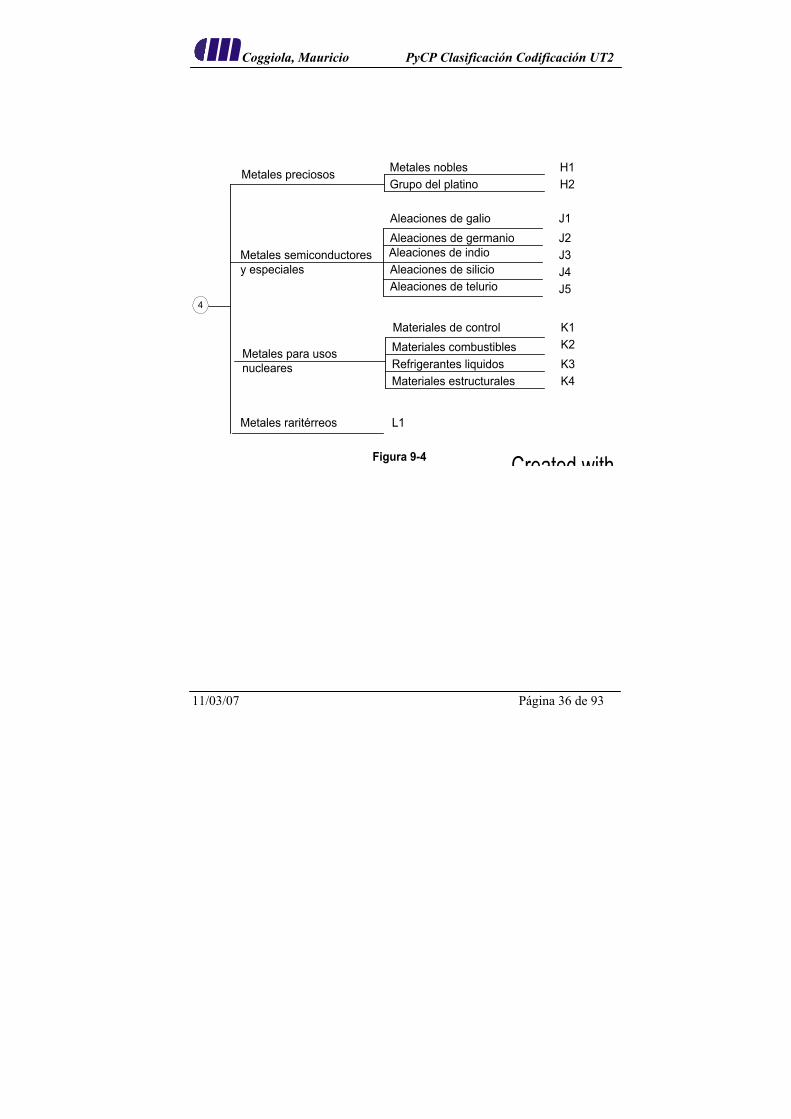
Se han codificado 79 familias de materiales diferentes (Ver
Figuras 9 a 9-12). Cada familia de material se encuentra identificada mediante un cifrado de dos dígitos, que consta de un solo carácter alfabético y de un solo símbolo numérico. Por ejemplo, la familia del acero inoxidable se ha codificado como “A7”. La familia del acero para herramientas es “A6”. Este código proporciona un indicador para las hojas de especificaciones, que contienen abundantes datos acerca de las propiedades, disponibilidad y procesabilidad del material.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 33 de 93
C1
Ace
ros
Ref
orza
dos
por d
ispe
rsió
nR
efor
zado
s co
n pa
rtícu
las
Ref
orza
dos
con
fibra
s
Met
ales
esp
ecia
les
Met
ales
de
inge
nier
ía
Agl
omer
ados
Rec
ubie
rtos
Con
cub
ierta
met
álic
a
Hie
rros
fund
idos
Min
eral
es
Lam
inar
es d
e tip
o pa
nal
Lam
inar
es a
glom
erad
osLa
min
ares
c/c
ubie
rta m
etál
ica
Mic
roes
fera
sE
spum
as
Text
iles
Pro
duct
os d
e pa
pel
Pro
duct
os d
e m
ader
a
Vid
rio c
rista
lino
Cer
ámic
as
Cau
chos
/ela
stóm
eros
Plá
stic
osV
idrio
s
Met
ales
de
com
bina
ción
Lam
inar
es
Esp
umas
, mic
roes
fera
s
Com
pues
tos
Met
ales
no
férr
eos
Met
ales
férr
eos
Am
orfo
s
Fibr
osos
Cris
talin
os
No
met
ales
y c
ompu
esto
s
Mat
eria
les
de c
ombi
naci
ón
Met
ales
Mat
eria
les
de in
geni
ería
A1 -
A8B1
- B5
C3
D/E
/F/G
H/J
/K/L
M1
M2
M3
M4
M5
M6
N1
- N2
N3
- N7
N8
P1 -
P7Q
1 - Q
3R
1 - R
2
S1 -
S2T1
- T2
U1
- U3
Figu
ra 9
C2
1 2 3 4 5 6 7 8 9 10 11 12
Con
ecto
r
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 34 de 93
Baja aleación y alta resistencia
Aceros de resistencia ultra altaAceros inoxidables
Aceros para transformadores
Aceros de alta aleación
Aceros al carbono de bajaaleación
Aceros de tipos AISI/SAEAceros de tipo "H"
Aceros especiales
Aceros para herramientas
A1
1
A7A6
A5A4A3A2
A8
Figura 9-1 Created with
B1
B5B4B3B2
Hierro fundido (maleable)Hierro dúctil (nodular)
Hierro fundido grisHierro fundido blanco
Hierro fundido de aleación
2
Figura 9-2 Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 35 de 93
Aleaciones de berilioAleaciones de magnesio
Metales ligeros
Aleaciones de aluminio
Aleaciones de titanio
3
D4D3D2D1
Figura 9-3
Metales pesados
E1
E5E4E3E2
Aleaciones de cobreAleaciones de manganesoMetales semipesados
Aleaciones de cobalto
Aleaciones de niquel
Aleaciones de cromo
Aleaciones de vanadio E6
Aleaciones de plomoAleaciones de estaño
Aleaciones de bismuto
Aleaciones de cinc F4F3F2F1
Aleaciones con bajo puntode fusión
Alelaciones de molibdenoAleaciones de tantalio
Niobio (columbio)
Aleaciones de tungsteno
Aleaciones de alto puntode fusión
G4G3G2G1
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 36 de 93
Aleaciones de indio
Refrigerantes liquidosMateriales combustibles
Aleaciones de silicio
Metales para usosnucleares
Metales semiconductoresy especiales
Aleaciones de galioAleaciones de germanio
Aleaciones de telurio
Materiales de control
J1
4
K2K1
J5J4J3J2
K3
Figura 9-4
Materiales estructurales K4
Metales raritérreos
Metales preciosos Metales noblesGrupo del platino
H1H2
L1
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 37 de 93
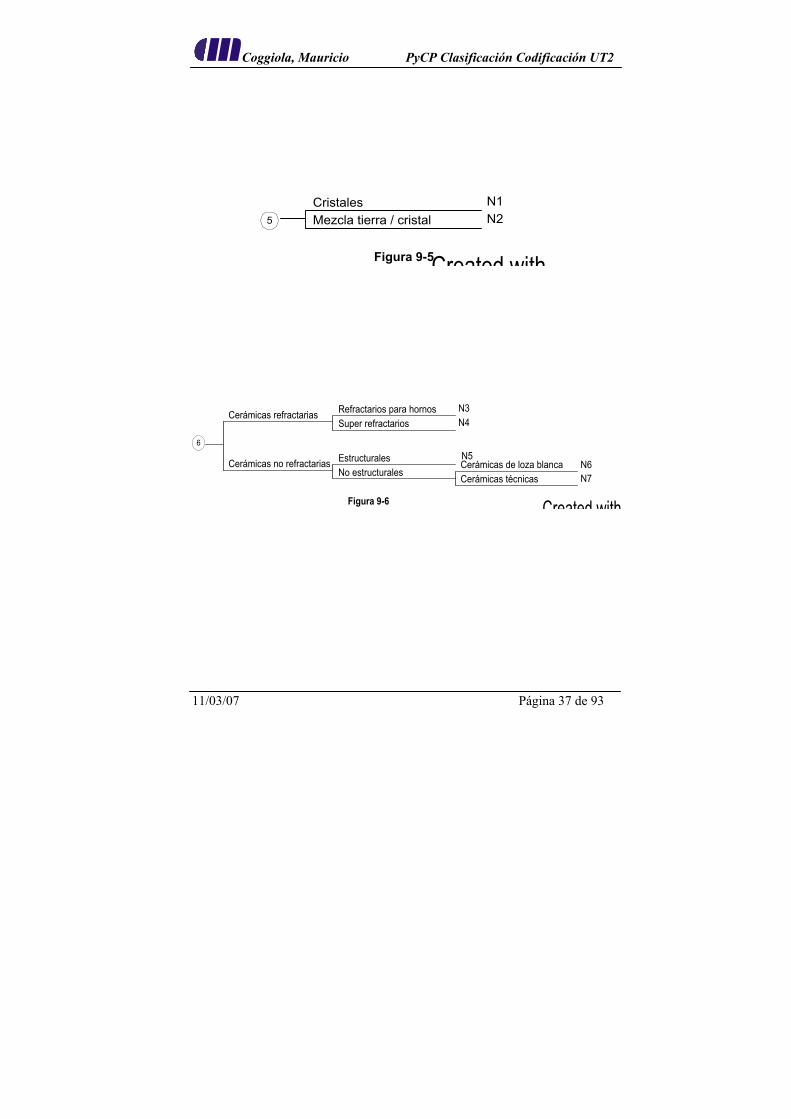
CristalesMezcla tierra / cristal
N1N25
Figura 9-5Created with
Refractarios para hornosSuper refractarios
N3N4
6
Figura 9-6
Cerámicas refractarias
EstructuralesNo estructurales N7
Cerámicas no refractarias Cerámicas de loza blancaCerámicas técnicas
N6N5
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 38 de 93
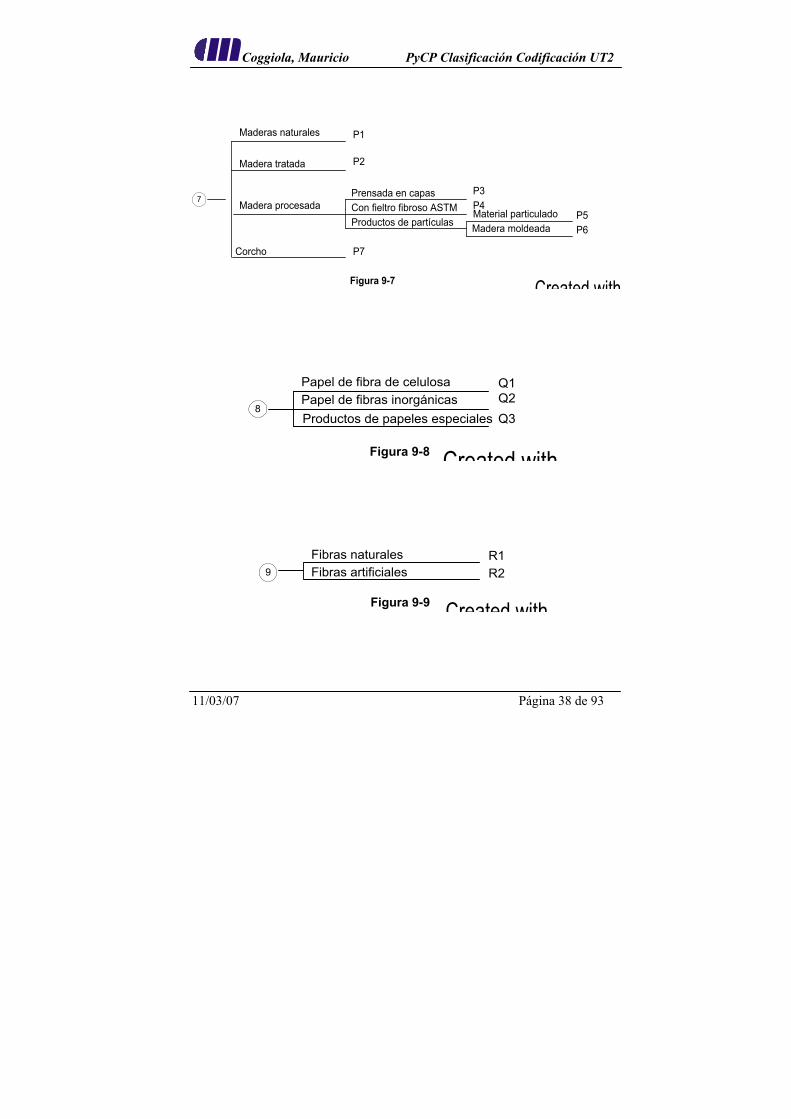
Con fieltro fibroso ASTMPrensada en capas
Madera procesada
Madera tratada
7P3P4
Figura 9-7
Productos de partículas
Corcho
Maderas naturales
Material particuladoMadera moldeada
P5P6
P1
P2
P7
Created with
Papel de fibra de celulosaPapel de fibras inorgánicas
Q1Q2
8
Figura 9-8
Productos de papeles especiales Q3
Created with
Fibras naturalesFibras artificiales
R1R29
Figura 9-9 Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 39 de 93
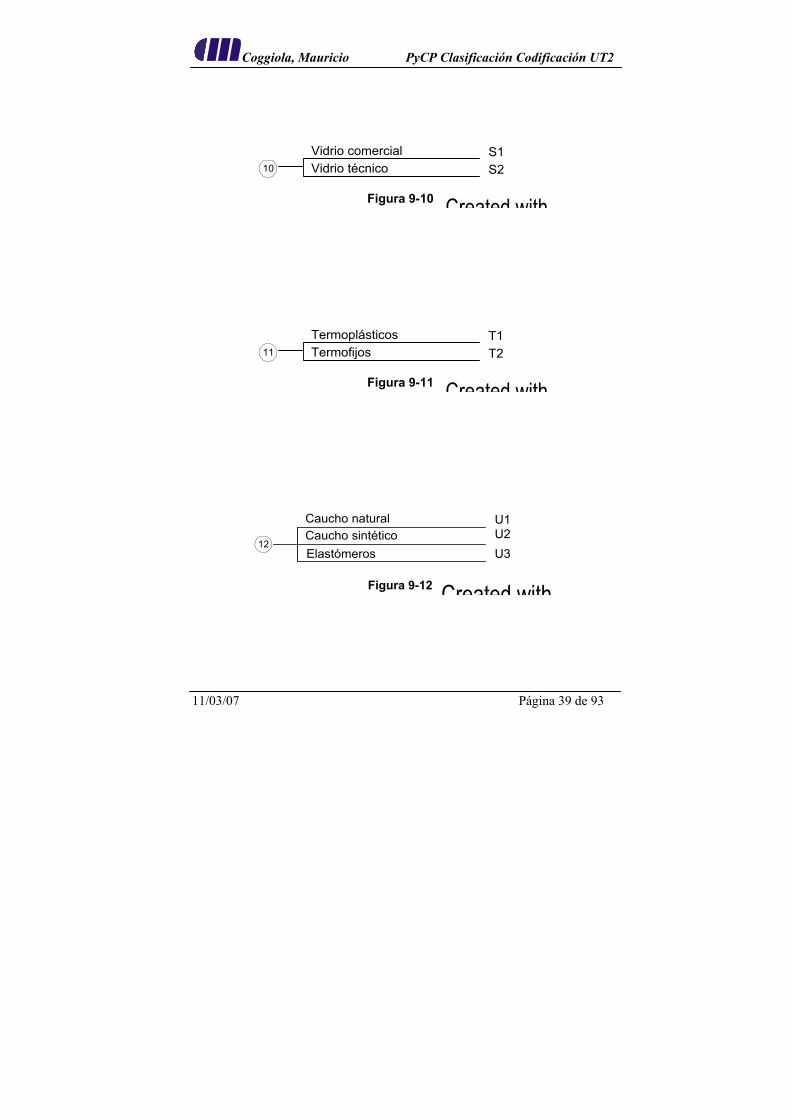
Vidrio comercialVidrio técnico
S1S210
Figura 9-10 Created with
TermoplásticosTermofijos
T1T211
Figura 9-11 Created with
Caucho naturalCaucho sintético
U1U2
12
Figura 9-12
Elastómeros U3
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 40 de 93
Adaptación del sistema Se ha encontrado necesario adaptar casi todos los sistemas
de clasificación, con el fin de satisfacer las necesidades de cada usuario. Es posible minimizar en gran medida este esfuerzo empezando con un sistema general y después adaptándolo para satisfacer las necesidades específicas de un usuario. El sistema de clasificación y codificación de la familia de partes permite tal adecuación. Es fácil añadir nuevas configuraciones geométricas a la familia de formas básicas en existencia, así como lo es agregar otras características especiales o modificar los intervalos de clases de tamaño o de precisión. De ser necesario, es posible agregar sin dificultad nuevos códigos de materiales. La aptitud para modificar fácilmente un sistema existente de clasificación sin necesidad de modificarlo ampliamente, constituye una forma de probar su verdadera eficacia.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 41 de 93
CAPITULO 3
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 42 de 93
METODO DE LOS MATERIALES DE INGENIERÍA Objetivos
Para el desarrollo de un sistema de clasificación exclusivo
para antecedentes de ingeniería o de diseño, se establecieron tres objetivos:
• Minimizar el tiempo de investigación • Facilitar la selección del material • Mejorar la comunicación
Clasificación de los materiales de ingeniería
El objetivo central es el de selección del material, por las causas que se expresan a continuación. Una clasificación de los materiales de ingeniería, junto con archivos de propiedades relacionados con ellos, puede ayudar mucho a que el diseñador escoja los materiales para satisfacer los requisitos funcionales de un diseño. Uno de los problemas que afronta el ingeniero de diseño es la selección de los materiales. Idealmente, la elección de un material debe satisfacer varios criterios, entre ellos el cumplimiento de los requisitos de diseño funcional, productividad y disponibilidad.
Clasificar y agrupar los materiales en pequeños subgrupos
identificables que compartan las mismas propiedades características (en términos generales) reduce al mínimo el tiempo necesario para identificar y localizar otros materiales con similares propiedades. Se calcula que existen a disposición más de 40.000 metales y aleaciones, además de 250.000 plásticos e incontables compuestos, cerámicas, cauchos, productos de madera, etcétera. De ellos el diseñador debe elegir lo que utilizará en el nuevo producto. Cada uno de los materiales puede
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 43 de 93
presentar una gran cantidad de propiedades. El desafío al que se enfrenta el diseñador cuando selecciona los materiales óptimos puede reducirse mediante un sistema de clasificación que ayude a identificar familias adecuadas de materiales.
Aunque existen a disposición muchos sistemas especiales de
clasificación de materiales para los metales férreos y no férreos, se carece de sistemas conocidos en los que también se incluyan materiales compuestos y no metálicos como la cerámica, la madera, el plástico o el vidrio. La selección de los materiales se mejora en alto grado mediante tablas de propiedades presentadas en un formato que pueda utilizarse manualmente o convertirse rápidamente para su uso en computadora. Una meta secundaria es reducir la proliferación de materiales y proporcionar los de tipo estándar, disminuyendo así el inventario de materiales innecesarios.
Se pretende que el esquema de clasificación proporcione los agrupamientos lógicos de materiales con fines de codificación. El código de materiales, asociado a la familia de materiales, proporciona un indicador del material específico deseado y de su condición, forma y propiedades.
Aunque es posible utilizar una base razonablemente congruente de clasificación para subgrupos pequeños (por ejemplo los aceros inoxidables), es difícil mantener la misma base con grupos divergentes de materiales atípicos (por ejemplo, los no metales). Al aceptar esta dificultad, se identificaron diferentes bases de clasificación y se eligió la que parecía ser más lógica (o la que se utilizaba industrialmente). La base específica seleccionada para un subgrupo dado depende del punto de vista escogido. El punto de vista más importante para cada selección fue:
• Facilidad de selección del material para diseño.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 44 de 93
• Proporcionar una división lógica que minimice el tiempo de investigación para localizar materiales con alguna característica o propiedad predominante.
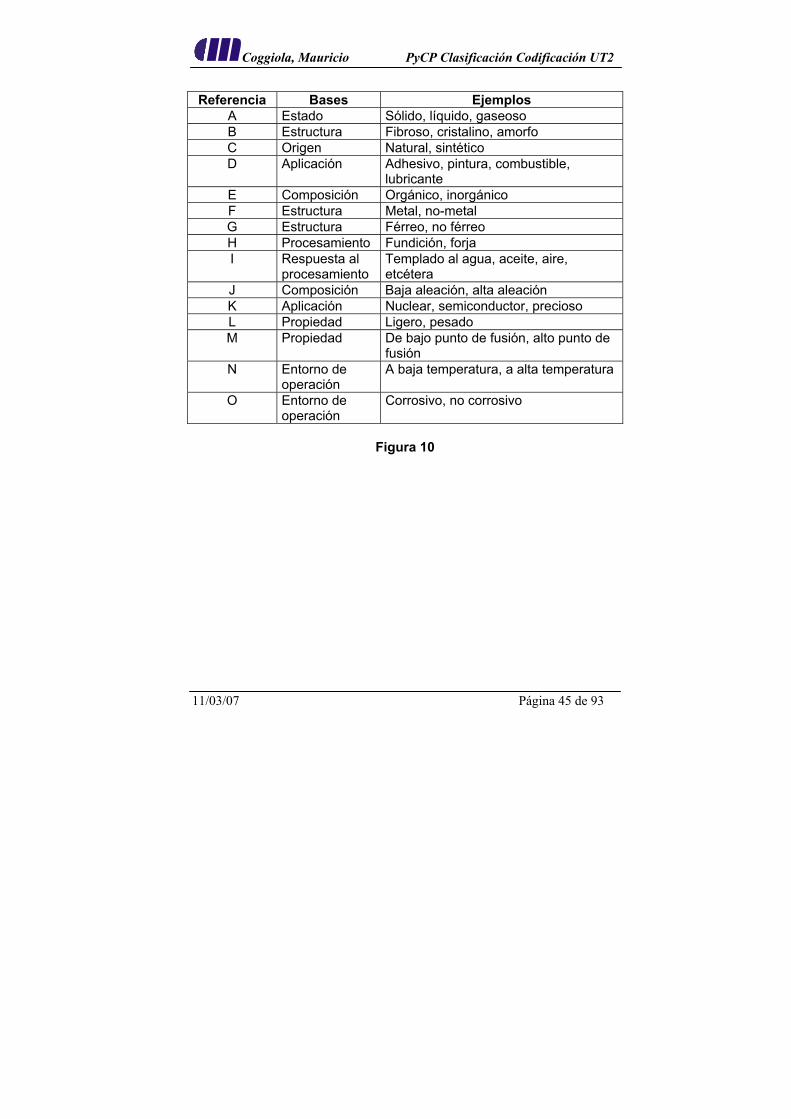
En la Figura 10 se presentan las diferentes bases de
clasificación de materiales.
Un trabajo para producir una clasificación de los materiales técnicos o de ingeniería ha dado como resultado la clasificación que se presenta en las Figuras 9 a 9-12.
Las categorías de los materiales de combinación son:
compuestos, espumas, micro esferas y laminares. Se subdividen cada uno de estos grupos, hasta que se identifican una familia de materiales relativamente homogéneos. A este último nivel se le asigna un código de familia. Es posible modificar con facilidad la clasificación de los materiales de ingeniería para ajustarla a las necesidades específicas de un usuario. También, en caso necesario, es posible agregar muchas familias de materiales adicionales.
Como se ha dicho, existen muchos sistemas de clasificación de materiales, cada uno de los cuales sólo cubre una parte limitada del espectro de materiales de ingeniería disponible. El objetivo de la clasificación de materiales de ingeniería es superar esta limitación. Más aún, cada uno de los diferentes sistemas de materiales cuenta con sus propios códigos, lo cual crea problemas adicionales. Para resolver este problema de compatibilidad de codificación, se proporciona un código alfanumérico de dos caracteres, como uno de interfaz estándar al que es posible agregar cualquier código industrial o del usuario. Esto proporciona un código estándar muy compacto, de modo que cualquier usuario reconozca la familia de materiales básicos, aunque tal vez no reconozca el código de una industria determinada.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 45 de 93
Referencia Bases Ejemplos
A Estado Sólido, líquido, gaseoso B Estructura Fibroso, cristalino, amorfo C Origen Natural, sintético D Aplicación Adhesivo, pintura, combustible,
lubricante E Composición Orgánico, inorgánico F Estructura Metal, no-metal G Estructura Férreo, no férreo H Procesamiento Fundición, forja I Respuesta al
procesamiento Templado al agua, aceite, aire, etcétera
J Composición Baja aleación, alta aleación K Aplicación Nuclear, semiconductor, precioso L Propiedad Ligero, pesado M Propiedad De bajo punto de fusión, alto punto de
fusión N Entorno de
operación A baja temperatura, a alta temperatura
O Entorno de operación
Corrosivo, no corrosivo
Figura 10
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 46 de 93
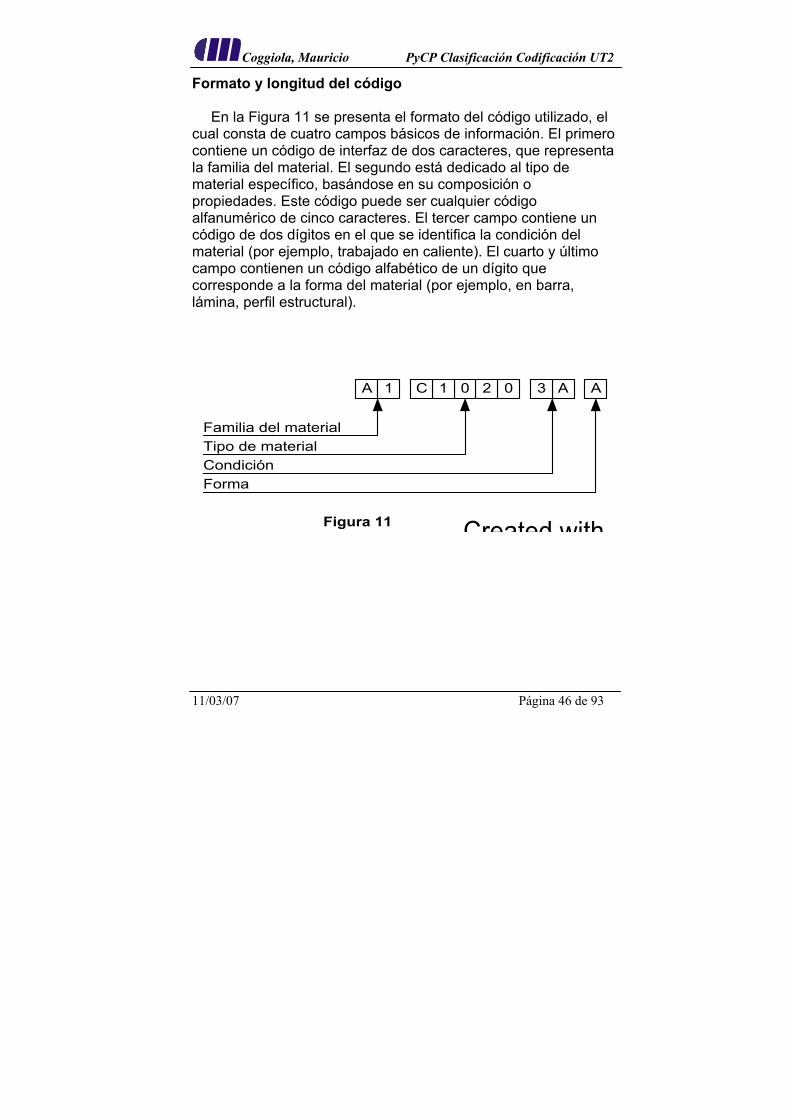
Formato y longitud del código En la Figura 11 se presenta el formato del código utilizado, el
cual consta de cuatro campos básicos de información. El primero contiene un código de interfaz de dos caracteres, que representa la familia del material. El segundo está dedicado al tipo de material específico, basándose en su composición o propiedades. Este código puede ser cualquier código alfanumérico de cinco caracteres. El tercer campo contiene un código de dos dígitos en el que se identifica la condición del material (por ejemplo, trabajado en caliente). El cuarto y último campo contienen un código alfabético de un dígito que corresponde a la forma del material (por ejemplo, en barra, lámina, perfil estructural).
Familia del material
Figura 11
A 0201C1
FormaCondiciónTipo de material
AA3
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 47 de 93
Familias de materiales De las 79 familias de materiales identificables, 13 son metales
férreos, 30 son metales no férreos, 6 son materiales de combinación (compuestos, espumas, laminado), y 26 son no metales y compuestos. Ver Figuras 9 a 9-12. Tipo de material
El espacio para el código de cinco dígitos, reservado para el
tipo de material, es suficiente para admitir el UNS (de Unified Numbering System, o Sistema Unificado de Numeración), desarrollado recientemente por la ASTM u otras organizaciones como la SAE, DIN, UNI, BS para los metales y las aleaciones. También podrá admitir códigos de la industria o desarrollados por el usuario, para los no metales y para los materiales de combinación. Condición del material
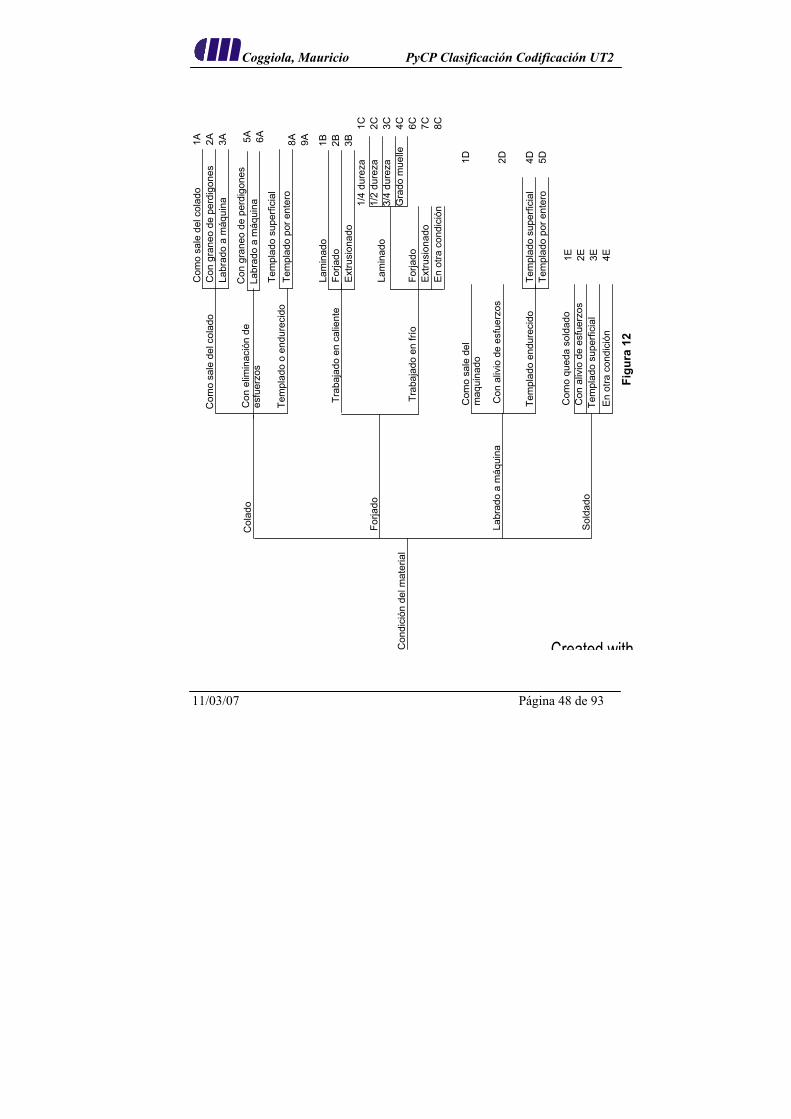
El código para la condición del material consta de un grupo de
dos dígitos derivado para cada familia de material. La intención de este código es reflejar los procesos a los que se ha sometido el material, así como su estructura resultante. Debido a la gran variedad de condiciones que existen para cada familia de materiales, parece que el mejor enfoque es la creación de un árbol de tipo E para cada una de las 79 familias. El árbol del tipo E contiene los tratamientos del procesado, así como la condición superficial, la micro estructura y el tamaño del grano que se obtienen, en caso de desearse. En la Figura 12, se presentan códigos típicos de la condición del material para la familia de acero A1 de la Figura 9 y 9-1.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 48 de 93
1A
Con
gra
neo
de p
erdi
gone
s
Ext
rusi
onad
oFo
rjado
Lam
inad
o
Tem
plad
o po
r ent
ero
Tem
plad
o su
perfi
cial
Labr
ado
a m
áqui
naC
on g
rane
o de
per
digo
nes
Com
o sa
le d
el c
olad
o
Labr
ado
a m
áqui
na
En
otra
con
dici
ónE
xtru
sion
ado
Forja
do
Tem
plad
o po
r ent
ero
Tem
plad
o su
perfi
cial
Com
o sa
le d
el c
olad
o
Trab
ajad
o en
frío
Trab
ajad
o en
cal
ient
e
Tem
plad
o o
endu
reci
do
Con
elim
inac
ión
dees
fuer
zos
Tem
plad
o en
dure
cido
Con
aliv
io d
e es
fuer
zos
Com
o sa
le d
elm
aqui
nado
Labr
ado
a m
áqui
na
Forja
do
Col
ado
Con
dici
ón d
el m
ater
ial
5A 6A3A 8A 9A 1B 2B 3B
6C
4D 5D
Figu
ra 1
2
2A
Lam
inad
o
1/4
dure
za1/
2 du
reza
3/4
dure
zaG
rado
mue
lle
2C1C 3C 4C 7C 8C
1D 2D
En
otra
con
dici
ónTe
mpl
ado
supe
rfici
alS
olda
do3E 4E1E 2E
Com
o qu
eda
sold
ado
Con
aliv
io d
e es
fuer
zos
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 49 de 93
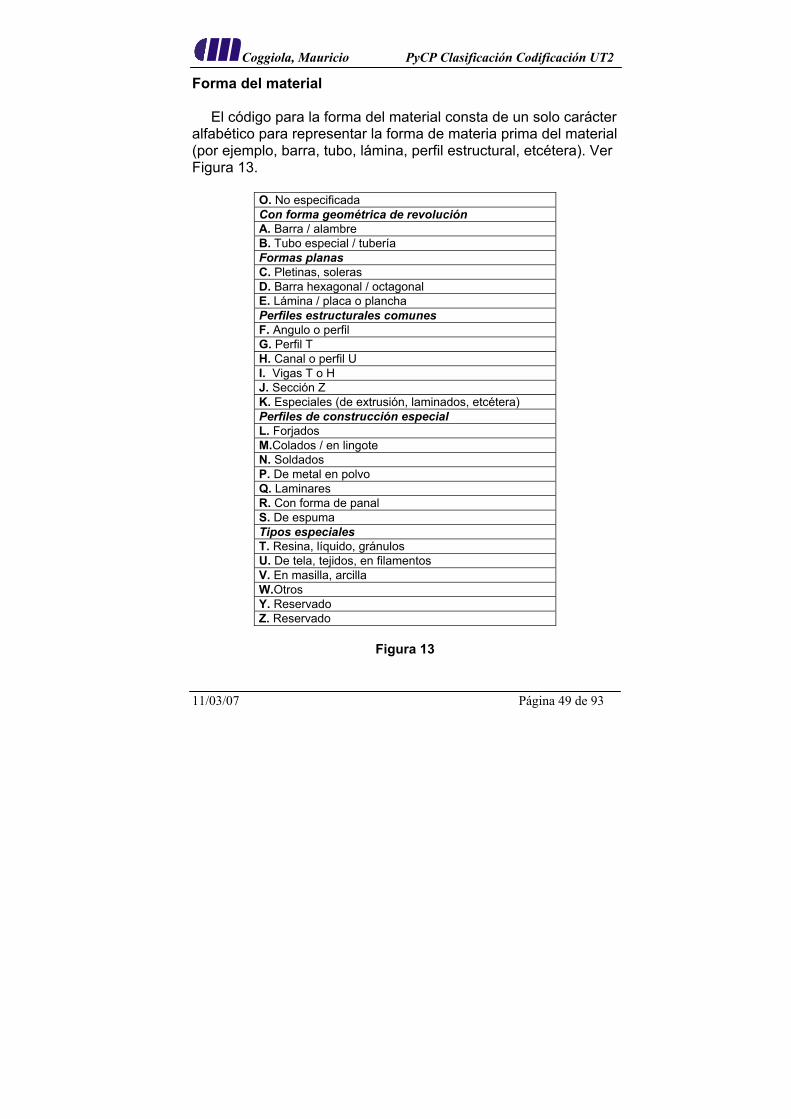
Forma del material El código para la forma del material consta de un solo carácter
alfabético para representar la forma de materia prima del material (por ejemplo, barra, tubo, lámina, perfil estructural, etcétera). Ver Figura 13.
O. No especificada Con forma geométrica de revolución A. Barra / alambre B. Tubo especial / tubería Formas planas C. Pletinas, soleras D. Barra hexagonal / octagonal E. Lámina / placa o plancha Perfiles estructurales comunes F. Angulo o perfil G. Perfil T H. Canal o perfil U I. Vigas T o H J. Sección Z K. Especiales (de extrusión, laminados, etcétera) Perfiles de construcción especial L. Forjados M.Colados / en lingote N. Soldados P. De metal en polvo Q. Laminares R. Con forma de panal S. De espuma Tipos especiales T. Resina, líquido, gránulos U. De tela, tejidos, en filamentos V. En masilla, arcilla W.Otros Y. Reservado Z. Reservado
Figura 13
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 50 de 93
CAPITULO 4
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 51 de 93
METODO DE LOS PROCESOS DE FABRICACION Objetivos
Existen tres objetivos primarios para efectuar la clasificación y codificación de los procesos de manufactura:
• Facilitar la selección del proceso: Uno de los problemas a los que se enfrenta el planificador
de un proceso nuevo es el de la selección del mismo. El planificador debe elegir el proceso básico, el equipo y las herramientas necesarias para producir un producto, con la calidad y cantidad deseadas y en un tiempo establecido. Aunque existen muchos procesos opcionales entre los cuales escoger, tal vez el planificador conozca solo algunos. Así, puede ser que continúe seleccionando estos pocos en vez de obtener información de muchas de las operaciones más recientes y competitivas. La clasificación ayudará a que el planificador considere todos los procesos adecuados.
• Mejorar la evaluación de la capacidad del proceso: Un problema a los que se enfrentan los gerentes de la
fabricación es el hecho de que rara vez pueden describir las capacidades de su proceso. Este hecho puede dar como resultado que partes de precisión se produzcan con equipo inadecuado, o que las partes se produzcan, sin tolerancias críticas, en máquinas altamente exactas y costosas, dando como resultado elevados costos de manufactura. Se deben preparar archivos de capacidad para cada familia de procesos según las necesidades.
• Acceso o recuperación de la información La clasificación y agrupación de los procesos de
manufactura en subgrupos que tengan características parecidas minimiza el tiempo requerido para identificar y tener información de procesos similares.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 52 de 93
Clasificación de los procesos de manufactura
Es posible agrupar los procesos de manufactura en dos grandes categorías:
• Procesos conformadores: Tienen por objeto modificar la forma del material según el
diseño a la configuración geométrica deseada de la parte terminada. Los procesos de que se dispone para efectuar la conformación de materia prima con el fin de producir una forma geométrica deseada son tres: o Procesos reductores de masas (mecánicos):
Como los de corte con desprendimiento, recorte (cizallado) y otros.
o Procesos conservadores de masas (térmicos): Son los de colado o fundición y laminado.
o Procesos incrementadores de masa (químicos): Son los de soldadura por presión y térmica, las soldaduras de aporte y la pegadura o adhesión.
• Procesos no conformadores: Se refieren a la modificación de las propiedades del
material. Es posible clasificar en dos grandes subcategorías los procesos que no son de conformación y que existen a disposición para modificar las propiedades o la apariencia de un material: o Procesos de tratamiento térmico:
Diseñados para modificar las propiedades mecánicas o la procesabilidad de los materiales, como el recocido (o ablandamiento) y el templado (o endurecimiento).
o Proceso de acabado superficial: Se utilizan en la preparación de la superficie de la pieza de trabajo para operaciones posteriores y para revestir o modificar la superficie. Incluyen la eliminación de incrustaciones, rebabas y grasa. Abarcan el pulido, bruñido, martillado y texturizado. Estos últimos procesos se utilizan casi siempre con fines decorativos o estéticos, aunque algunos procesos de martillado se
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 53 de 93
utilizan para crear superficies alabeadas o para modificar los esfuerzos superficiales.
La base para la clasificación de procesos puede ser la fuente
de energía (mecánica, eléctrica o química), la temperatura a la que se lleva a cabo el procesamiento (trabajo en frío o en caliente), el tipo de material por procesar (plástico, acero, madera, cinc o metal en polvo) o alguna otra base de clasificación.
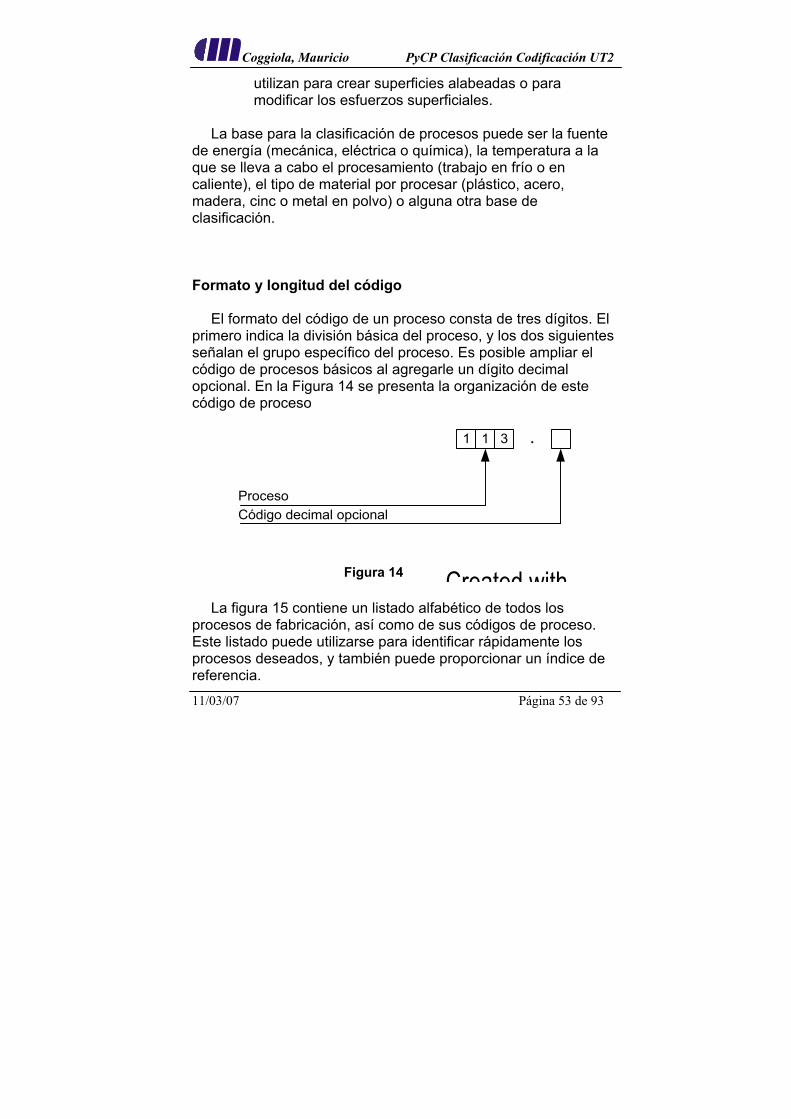
Formato y longitud del código
El formato del código de un proceso consta de tres dígitos. El primero indica la división básica del proceso, y los dos siguientes señalan el grupo específico del proceso. Es posible ampliar el código de procesos básicos al agregarle un dígito decimal opcional. En la Figura 14 se presenta la organización de este código de proceso
Figura 14
311
Código decimal opcionalProceso
.
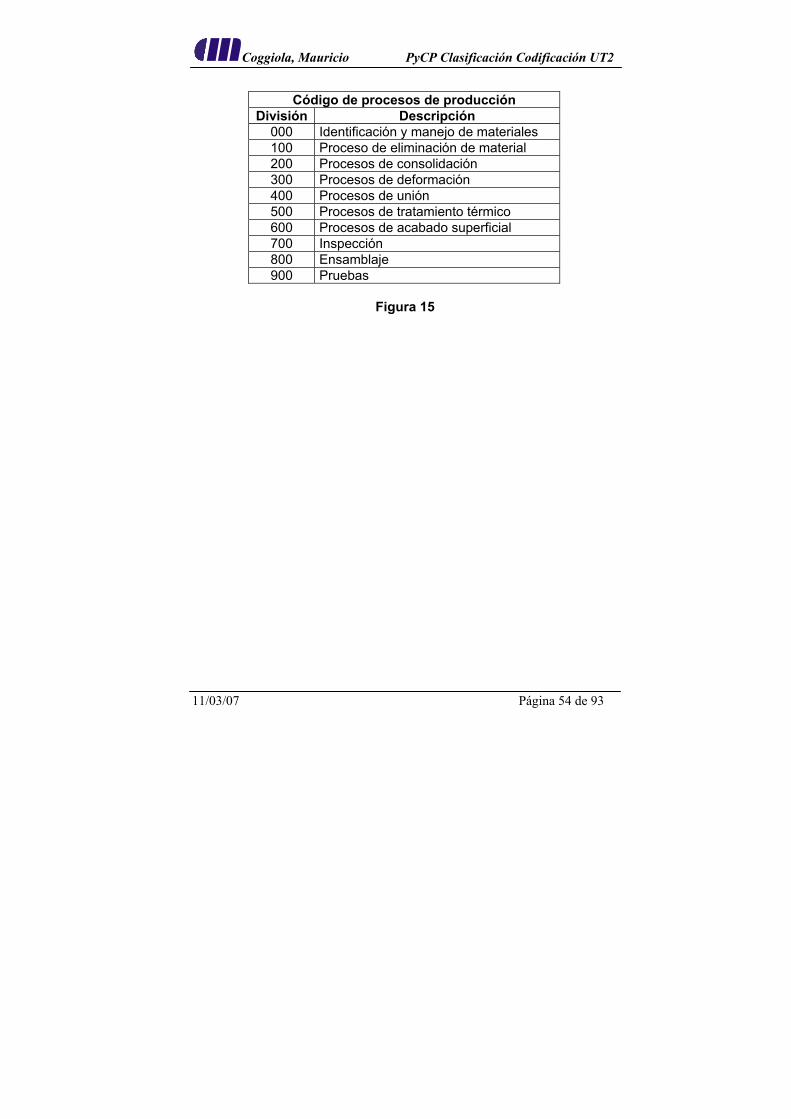
Created with La figura 15 contiene un listado alfabético de todos los
procesos de fabricación, así como de sus códigos de proceso. Este listado puede utilizarse para identificar rápidamente los procesos deseados, y también puede proporcionar un índice de referencia.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 54 de 93
Código de procesos de producción
División Descripción 000 Identificación y manejo de materiales 100 Proceso de eliminación de material 200 Procesos de consolidación 300 Procesos de deformación 400 Procesos de unión 500 Procesos de tratamiento térmico 600 Procesos de acabado superficial 700 Inspección 800 Ensamblaje 900 Pruebas
Figura 15
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 55 de 93
Capacidades de los procesos
El hecho fundamental para la planificación de un proceso es el conocimiento real de las capacidades de los diferentes procesos de fabricación. Por lo general, tal conocimiento se logra mediante el estudio, la observación y la experiencia industrial. Ya que cada planificador cuenta con experiencias y criterios diferentes, existe una variabilidad considerable en los planes obtenidos.
Los procesos de fabricación se han agrupado en familias que
poseen ciertos atributos en común. El estudio de dichos atributos permitirá que el planificador de procesos aprenda rápidamente las características significativas del proceso, sin que se confunda con la gran cantidad de datos reales que pueden estar a disposición acerca del proceso dado. Además el conocimiento de otros procesos en una familia dada será de utilidad para que el futuro planificador aprenda, mediante la inferencia, acerca de un proceso específico. Por ejemplo, si el planificador entiende que tornear y mandrilar forman parte de la familia de operaciones de corte con punta única, y si ha aprendido acerca del cálculo de la velocidad de corte para los procesos de torneado, entonces pueden inferir acertadamente que las velocidades de corte para las operaciones de mandrilado pueden calcularse de manera parecida. Es importante que el planificador conozca las limitaciones o las excepciones de tales generalizaciones.
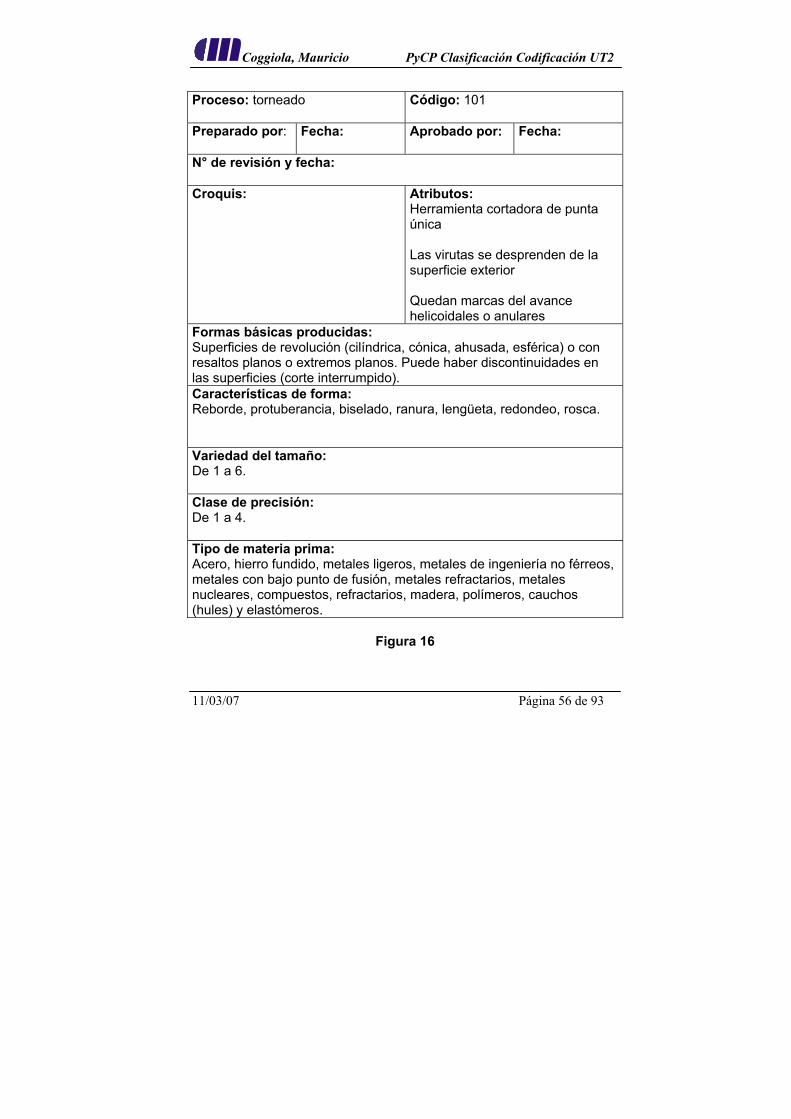
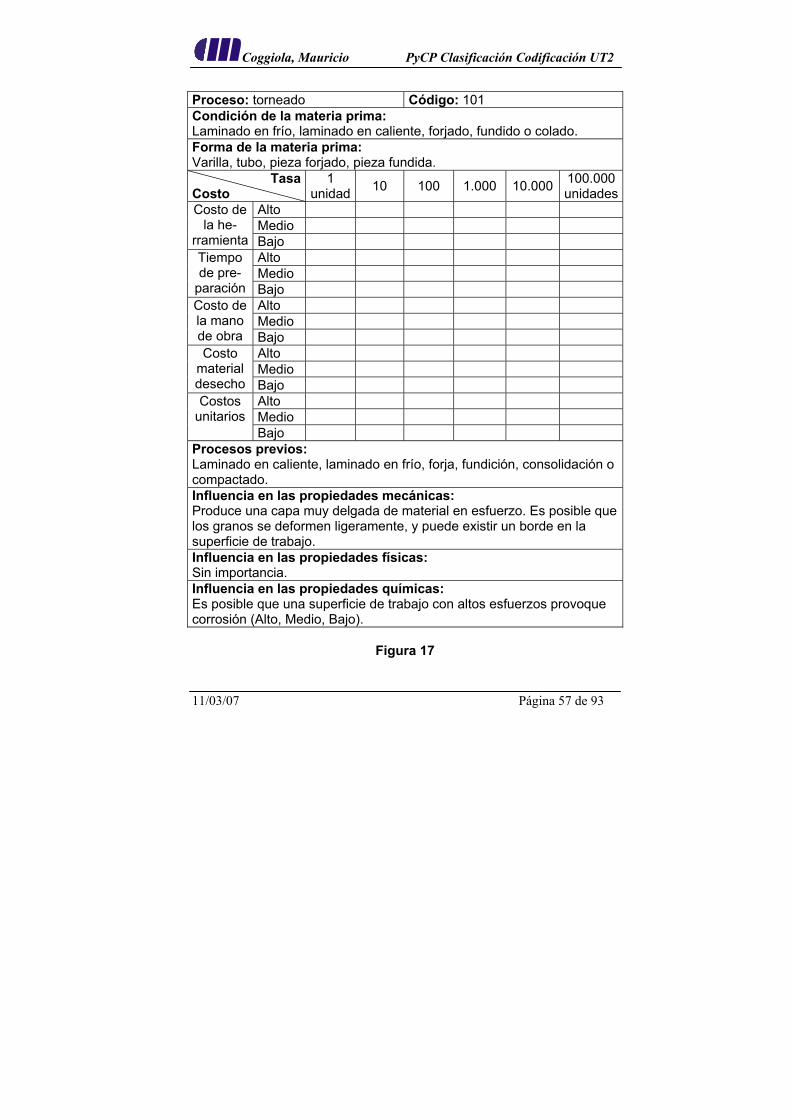
Es útil el empleo de hojas de capacidad o aptitud del proceso
diseñado para la captura de información referente a cada proceso de producción. Ver Figuras 16 y 17.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 56 de 93
Proceso: torneado
Código: 101
Preparado por:
Fecha:
Aprobado por:
Fecha:
N° de revisión y fecha: Croquis:
Atributos: Herramienta cortadora de punta única Las virutas se desprenden de la superficie exterior Quedan marcas del avance helicoidales o anulares
Formas básicas producidas: Superficies de revolución (cilíndrica, cónica, ahusada, esférica) o con resaltos planos o extremos planos. Puede haber discontinuidades en las superficies (corte interrumpido). Características de forma: Reborde, protuberancia, biselado, ranura, lengüeta, redondeo, rosca. Variedad del tamaño: De 1 a 6. Clase de precisión: De 1 a 4. Tipo de materia prima: Acero, hierro fundido, metales ligeros, metales de ingeniería no férreos, metales con bajo punto de fusión, metales refractarios, metales nucleares, compuestos, refractarios, madera, polímeros, cauchos (hules) y elastómeros.
Figura 16
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 57 de 93
Proceso: torneado Código: 101 Condición de la materia prima: Laminado en frío, laminado en caliente, forjado, fundido o colado. Forma de la materia prima: Varilla, tubo, pieza forjado, pieza fundida.
Tasa Costo
1 unidad 10 100 1.000 10.000 100.000
unidades Alto Medio
Costo de la he-
rramienta Bajo Alto Medio
Tiempo de pre-
paración Bajo Alto Medio
Costo de la mano de obra Bajo
Alto Medio
Costo material desecho Bajo
Alto Medio
Costos unitarios
Bajo Procesos previos: Laminado en caliente, laminado en frío, forja, fundición, consolidación o compactado. Influencia en las propiedades mecánicas: Produce una capa muy delgada de material en esfuerzo. Es posible que los granos se deformen ligeramente, y puede existir un borde en la superficie de trabajo. Influencia en las propiedades físicas: Sin importancia. Influencia en las propiedades químicas: Es posible que una superficie de trabajo con altos esfuerzos provoque corrosión (Alto, Medio, Bajo).
Figura 17
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 58 de 93
CAPITULO 5
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 59 de 93
METODO DEL EQUIPO DE FABRICACIÓN Objetivos En preparación.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 60 de 93
CAPITULO 6
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 61 de 93
METODO DEL HERRAMENTAL PARA FABRICACIÓN Objetivo En preparación.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 62 de 93
CAPITULO 7
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 63 de 93
SISTEMAS COMERCIALES DE CLASIFICACION Y CODIFICACION Brisch
Este sistema requiere un código de ocho dígitos, que define
en forma eficaz las características de diseño de la pieza, seguido por un código de fabricación. Generalmente el primer dígito del código se toma de la serie:
1 Organización 2 Materia prima 3 Mercaderías compradas 4 Componentes 5 Productos finales 6 Herramientas 7 Maquinas y equipos 8 Edificios, servicios, instalaciones 9 Desperdicios 10 Reservado Todos los demás dígitos se adaptan a la organización del
cliente. El código requiere consultar un “libro de código” o nomenclador, el cual también se adapta a las necesidades del usuario. Este sistema, por ser muy nemotécnico y claramente estructurado, es uno de los más empleados, razón por la que se incluirá un apartado especial profundizando la explicación del mismo (Ver Capítulo 8).
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 64 de 93
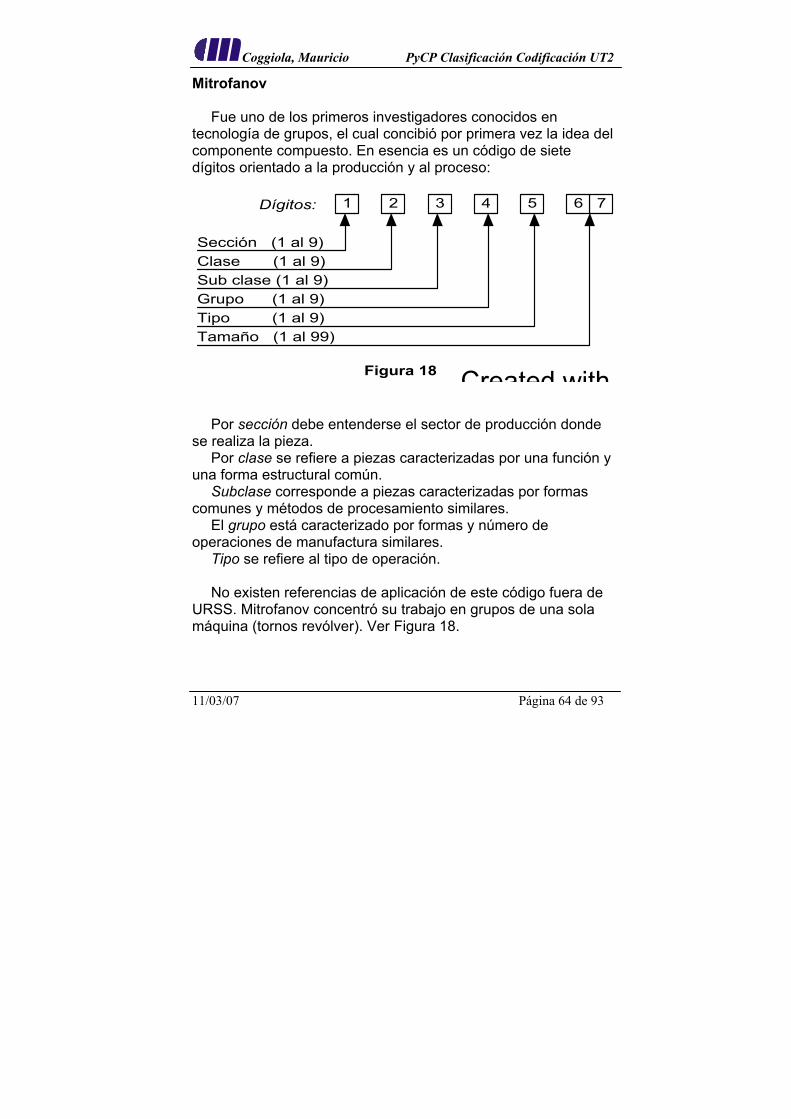
Mitrofanov Fue uno de los primeros investigadores conocidos en
tecnología de grupos, el cual concibió por primera vez la idea del componente compuesto. En esencia es un código de siete dígitos orientado a la producción y al proceso:
Sección (1 al 9)
Figura 18
1 765432Dígitos:
Tamaño (1 al 99)Tipo (1 al 9)Grupo (1 al 9)Sub clase (1 al 9)Clase (1 al 9)
Created with
Por sección debe entenderse el sector de producción donde se realiza la pieza.
Por clase se refiere a piezas caracterizadas por una función y una forma estructural común.
Subclase corresponde a piezas caracterizadas por formas comunes y métodos de procesamiento similares.
El grupo está caracterizado por formas y número de operaciones de manufactura similares.
Tipo se refiere al tipo de operación. No existen referencias de aplicación de este código fuera de
URSS. Mitrofanov concentró su trabajo en grupos de una sola máquina (tornos revólver). Ver Figura 18.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 65 de 93
Opitz Trabajando en la Universidad de Aacher, Alemania
Occidental, a fines de los años 1960, investigó los requerimientos de la industria de fabricación de máquinas herramientas y desarrolló un sistema que sólo es aplicable a piezas de máquinas.
Si bien está más orientado a la similitud del proceso de
fabricación, cubre también las necesidades de diseño. Consta de trece dígitos, los nueve primeros tienen un significado único para todos los usuarios, los cuatro últimos quedan a disposición del mismo. Los primeros cinco dígitos, llamados código de forma, registran los atributos de diseño, los cuatro siguientes se refieren a atributos de mecanizado: dimensión, material, forma del material en bruto y tolerancias. Los cuatro últimos, a disposición del usuario podría utilizarse para: código secundario, tipo de operaciones de mecanizado y secuencias de las mismas.
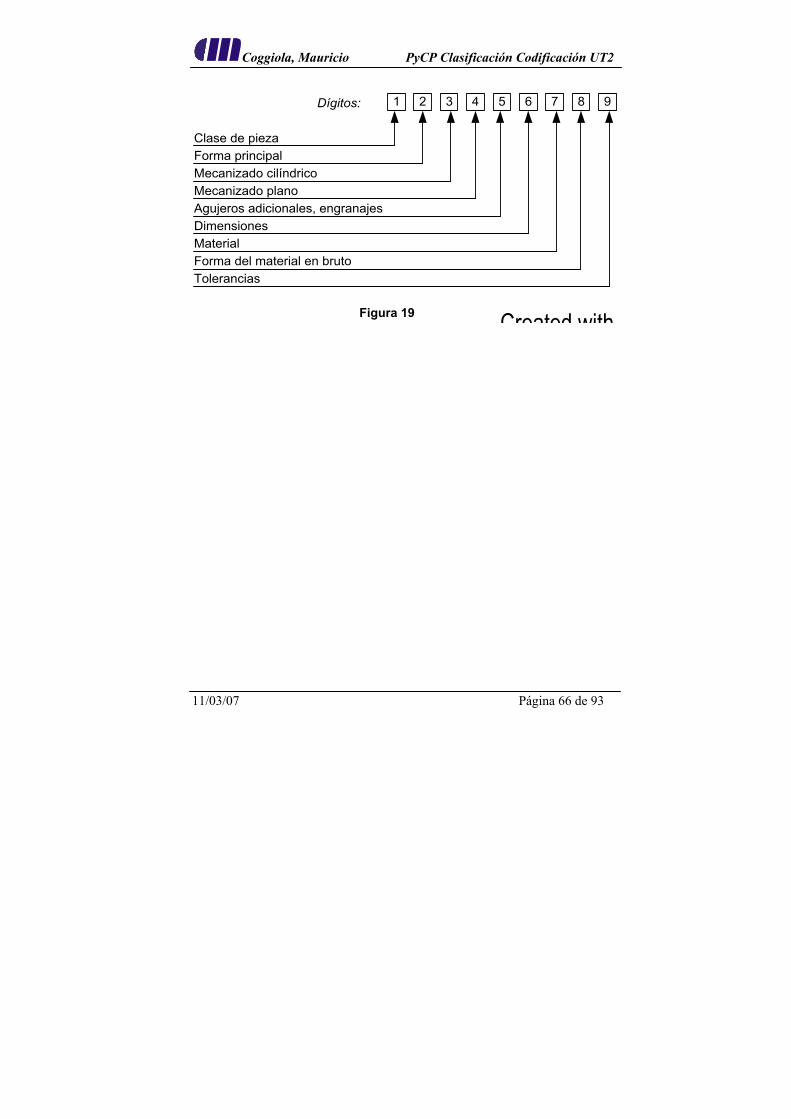
Este sistema se puede analizar con mayor detalle en la obra
de Haworth, E. A., The production engineer, enero de 1968. Ver figura 19.
Para cada posición (del 1 al 9), existen tablas nomencladoras, por ejemplo para la posición 1 (clase de pieza) tenemos las siguientes referencias:
1. Rotacional pura 2. Rotacional pura 3. Rotacional mixta 4. Rotacional mixta 5. Rotacional especial 6. No rotacional 7. No rotacional 8. No rotacional 9. No rotacional especial
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 66 de 93
Clase de pieza
Figura 19
981 765432Dígitos:
ToleranciasForma del material en brutoMaterialDimensionesAgujeros adicionales, engranajesMecanizado planoMecanizado cilíndricoForma principal
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 67 de 93
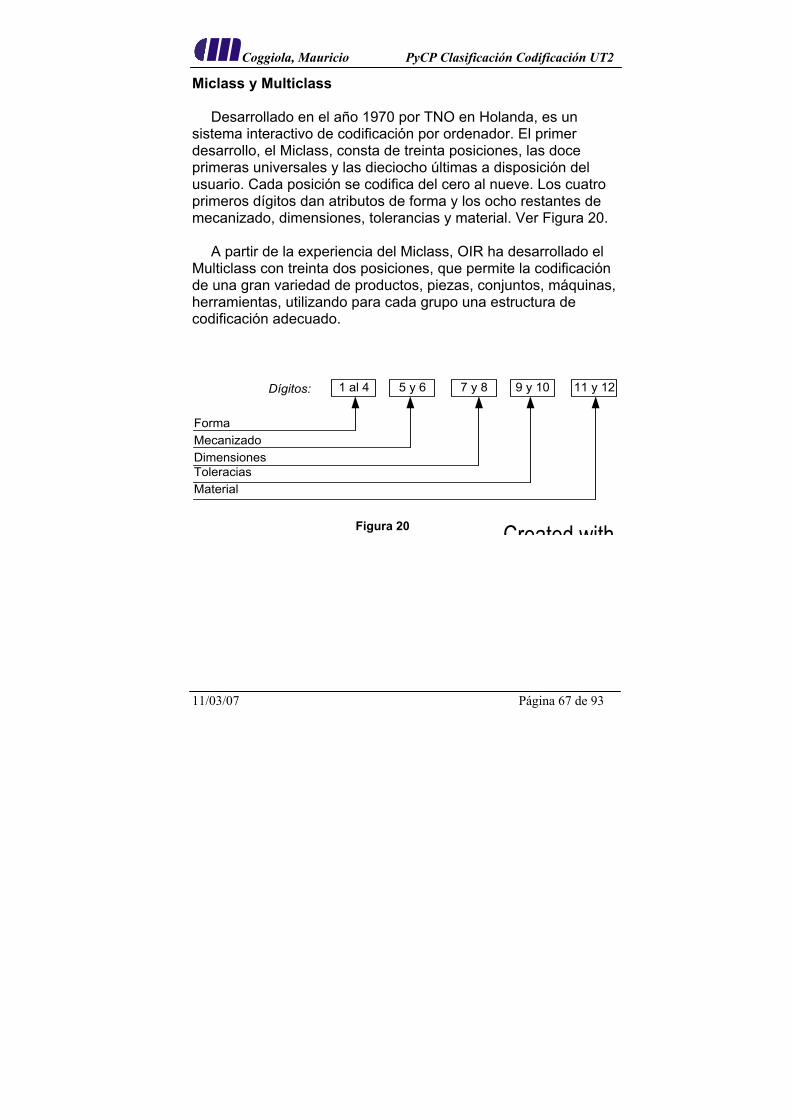
Miclass y Multiclass Desarrollado en el año 1970 por TNO en Holanda, es un
sistema interactivo de codificación por ordenador. El primer desarrollo, el Miclass, consta de treinta posiciones, las doce primeras universales y las dieciocho últimas a disposición del usuario. Cada posición se codifica del cero al nueve. Los cuatro primeros dígitos dan atributos de forma y los ocho restantes de mecanizado, dimensiones, tolerancias y material. Ver Figura 20.
A partir de la experiencia del Miclass, OIR ha desarrollado el
Multiclass con treinta dos posiciones, que permite la codificación de una gran variedad de productos, piezas, conjuntos, máquinas, herramientas, utilizando para cada grupo una estructura de codificación adecuado.
Forma
Figura 20
1 al 4Dígitos:
MaterialToleracias
Mecanizado
5 y 6 7 y 8 9 y 10 11 y 12
Dimensiones
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 68 de 93
Vuoso Este sistema se desarrolló en el Vuoso Research Institute for
Machine Tools & Metal Cutting de Checoslovaquia en 1959. Es un código simple de cuatro dígitos, cuyos detalles caben en una sola hoja de papel. Inevitablemente carece de la minuciosidad de los sistemas Brisch u Opitz, pero su sencillez es tanta que merece una cuidadosa consideración. Antes de asignar un componente a una familia es necesario consultar el dibujo apropiado, lo cual es innecesario en el sistema Brisch. Code
Desarrollado por MAST-USA con ocho posiciones. Para cada
posición utiliza dieciséis valores, de cero a nueve y de A a F. La primera posición indica la forma básica de la pieza y el resto de las siete posiciones se codifican en función del valor de esta primera posición. Dclass
Desarrollado por Brighan Young University es un sistema muy
potente de codificación interactiva con estructura jerárquica.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 69 de 93
Otros Para otras aplicaciones distintas del mecanizado existe una
gran variedad de sistemas de codificación. Destacamos aquellos que se apoyan en el reconocimiento de formas geométricas a partir de una base de datos gráfica, por ejemplo para codificación de perfiles en una trefilería. Se pueden utilizar como herramienta de codificación distintos algoritmos como:
• Factor de forma • Momento polar • Intersecciones con una red de círculos En la implementación de un sistema de codificación se tiende
más a adquirir un sistema en el mercado que a desarrollar uno propio. Dada la importancia de la inversión que requiere, especialmente en horas hombre y plazo, es aconsejable efectuar un estudio previo que defina el objetivo y el alcance del trabajo a efectuar y se estimen costos y plazos.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 70 de 93
CAPITULO 8
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 71 de 93
DESCRIPCIÓN DEL MÉTODO DE “BRISCH”
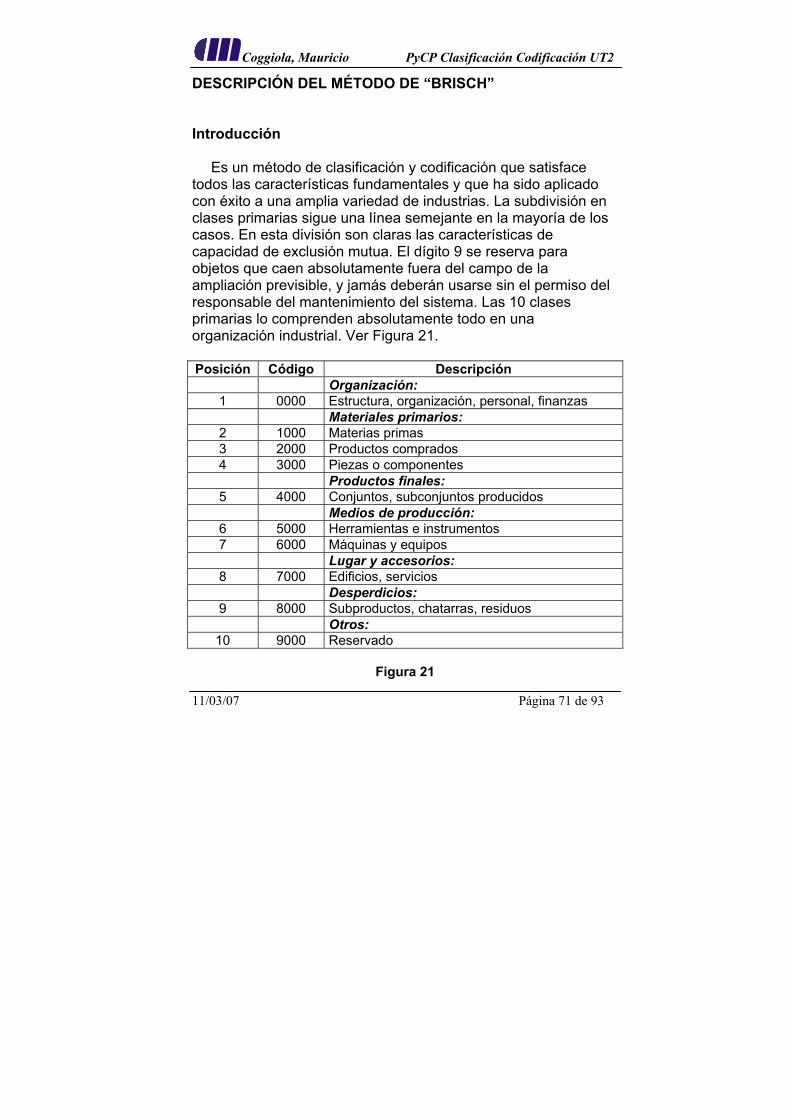
Introducción Es un método de clasificación y codificación que satisface
todos las características fundamentales y que ha sido aplicado con éxito a una amplia variedad de industrias. La subdivisión en clases primarias sigue una línea semejante en la mayoría de los casos. En esta división son claras las características de capacidad de exclusión mutua. El dígito 9 se reserva para objetos que caen absolutamente fuera del campo de la ampliación previsible, y jamás deberán usarse sin el permiso del responsable del mantenimiento del sistema. Las 10 clases primarias lo comprenden absolutamente todo en una organización industrial. Ver Figura 21. Posición Código Descripción
Organización: 1 0000 Estructura, organización, personal, finanzas Materiales primarios: 2 1000 Materias primas 3 2000 Productos comprados 4 3000 Piezas o componentes Productos finales: 5 4000 Conjuntos, subconjuntos producidos Medios de producción: 6 5000 Herramientas e instrumentos 7 6000 Máquinas y equipos Lugar y accesorios: 8 7000 Edificios, servicios Desperdicios: 9 8000 Subproductos, chatarras, residuos Otros:
10 9000 Reservado
Figura 21
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 72 de 93
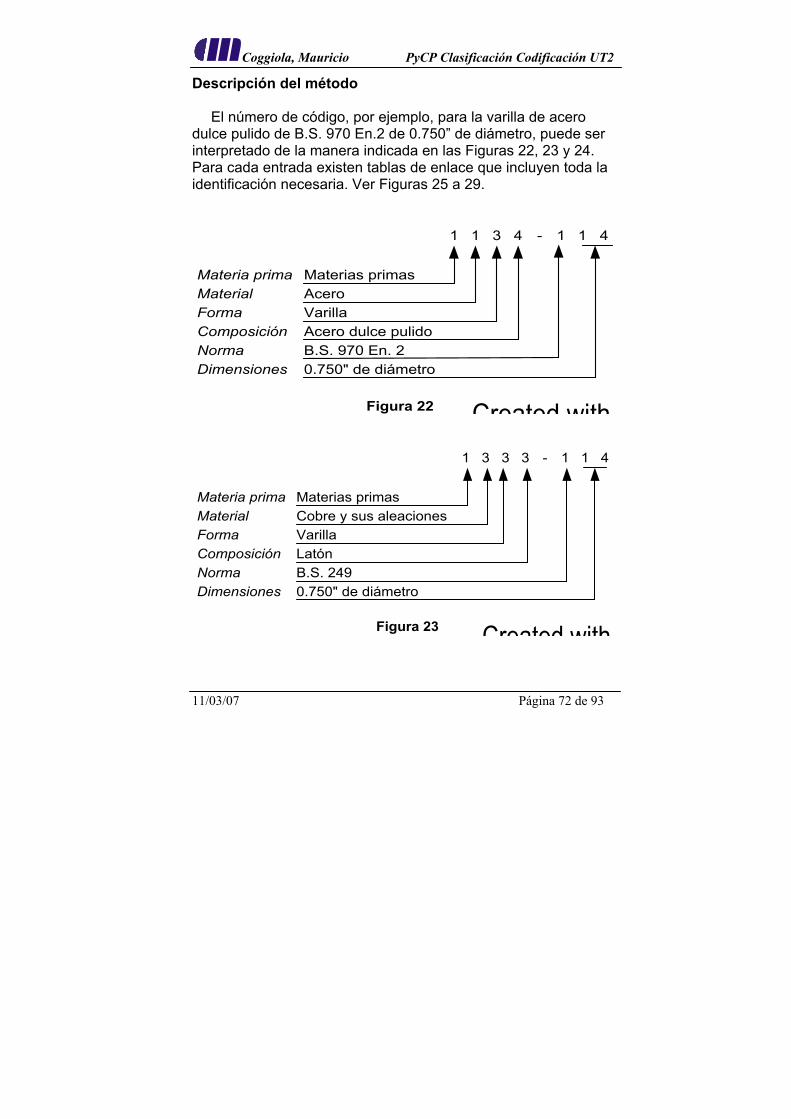
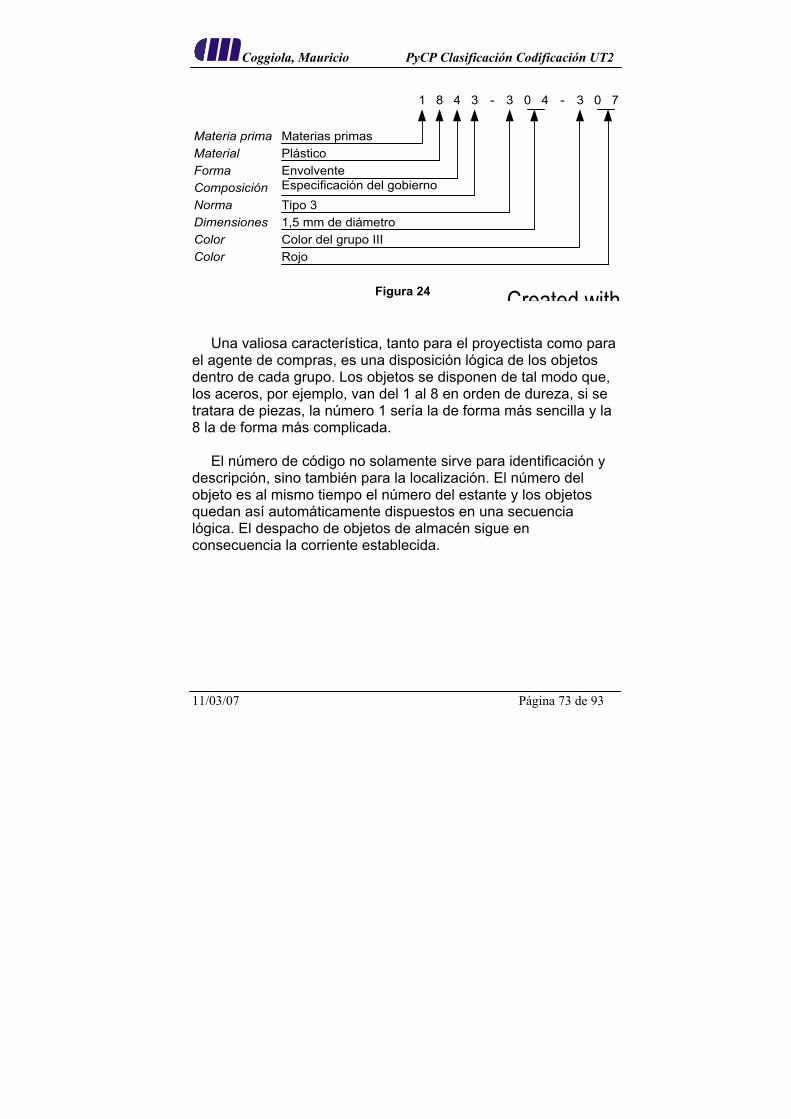
Descripción del método El número de código, por ejemplo, para la varilla de acero
dulce pulido de B.S. 970 En.2 de 0.750” de diámetro, puede ser interpretado de la manera indicada en las Figuras 22, 23 y 24. Para cada entrada existen tablas de enlace que incluyen toda la identificación necesaria. Ver Figuras 25 a 29.
Materia prima
Figura 22
411-4311
DimensionesNormaComposiciónFormaMaterial Acero
VarillaAcero dulce pulidoB.S. 970 En. 20.750" de diámetro
Materias primas
Created with
Materia prima
Figura 23
411-3331
DimensionesNormaComposiciónFormaMaterial Cobre y sus aleaciones
VarillaLatónB.S. 2490.750" de diámetro
Materias primas
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 73 de 93
Materia prima
Figura 24
403-3481
DimensionesNormaComposiciónFormaMaterial Plástico
EnvolventeEspecificación del gobiernoTipo 31,5 mm de diámetro
Materias primas
703-
Color del grupo IIIRojo
ColorColor
Created with
Una valiosa característica, tanto para el proyectista como para el agente de compras, es una disposición lógica de los objetos dentro de cada grupo. Los objetos se disponen de tal modo que, los aceros, por ejemplo, van del 1 al 8 en orden de dureza, si se tratara de piezas, la número 1 sería la de forma más sencilla y la 8 la de forma más complicada.
El número de código no solamente sirve para identificación y
descripción, sino también para la localización. El número del objeto es al mismo tiempo el número del estante y los objetos quedan así automáticamente dispuestos en una secuencia lógica. El despacho de objetos de almacén sigue en consecuencia la corriente establecida.
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 74 de 93
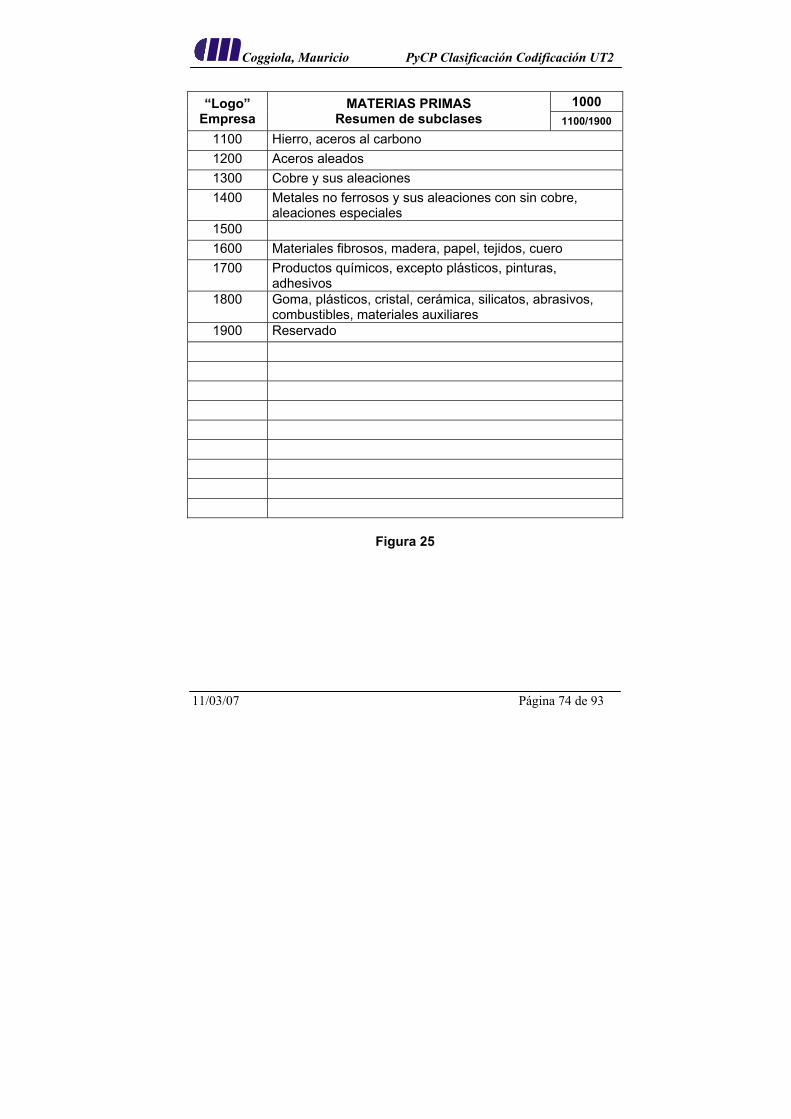
1000 “Logo”
Empresa MATERIAS PRIMAS
Resumen de subclases 1100/1900
1100 Hierro, aceros al carbono 1200 Aceros aleados 1300 Cobre y sus aleaciones 1400 Metales no ferrosos y sus aleaciones con sin cobre,
aleaciones especiales 1500 1600 Materiales fibrosos, madera, papel, tejidos, cuero 1700 Productos químicos, excepto plásticos, pinturas,
adhesivos 1800 Goma, plásticos, cristal, cerámica, silicatos, abrasivos,
combustibles, materiales auxiliares 1900 Reservado
Figura 25
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 75 de 93
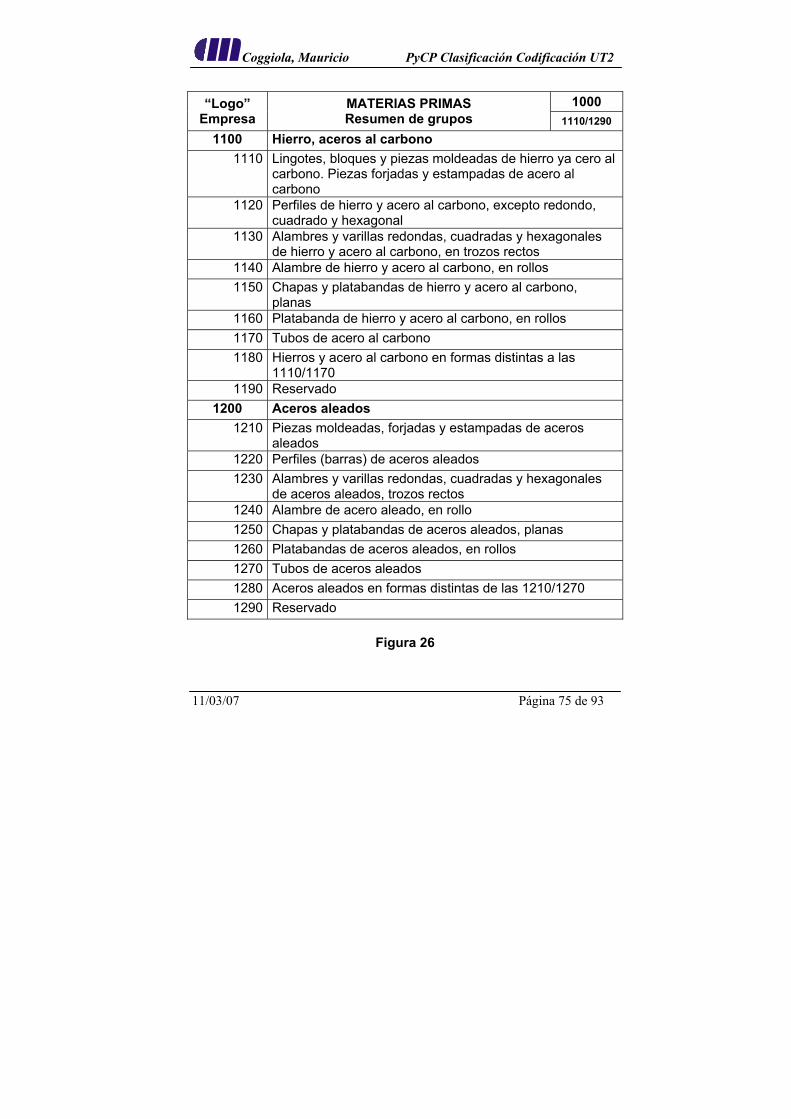
1000 “Logo”
Empresa MATERIAS PRIMAS Resumen de grupos 1110/1290
1100 Hierro, aceros al carbono 1110 Lingotes, bloques y piezas moldeadas de hierro ya cero al
carbono. Piezas forjadas y estampadas de acero al carbono
1120 Perfiles de hierro y acero al carbono, excepto redondo, cuadrado y hexagonal
1130 Alambres y varillas redondas, cuadradas y hexagonales de hierro y acero al carbono, en trozos rectos
1140 Alambre de hierro y acero al carbono, en rollos 1150 Chapas y platabandas de hierro y acero al carbono,
planas 1160 Platabanda de hierro y acero al carbono, en rollos 1170 Tubos de acero al carbono 1180 Hierros y acero al carbono en formas distintas a las
1110/1170 1190 Reservado
1200 Aceros aleados 1210 Piezas moldeadas, forjadas y estampadas de aceros
aleados 1220 Perfiles (barras) de aceros aleados 1230 Alambres y varillas redondas, cuadradas y hexagonales
de aceros aleados, trozos rectos 1240 Alambre de acero aleado, en rollo 1250 Chapas y platabandas de aceros aleados, planas 1260 Platabandas de aceros aleados, en rollos 1270 Tubos de aceros aleados 1280 Aceros aleados en formas distintas de las 1210/1270 1290 Reservado
Figura 26
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 76 de 93
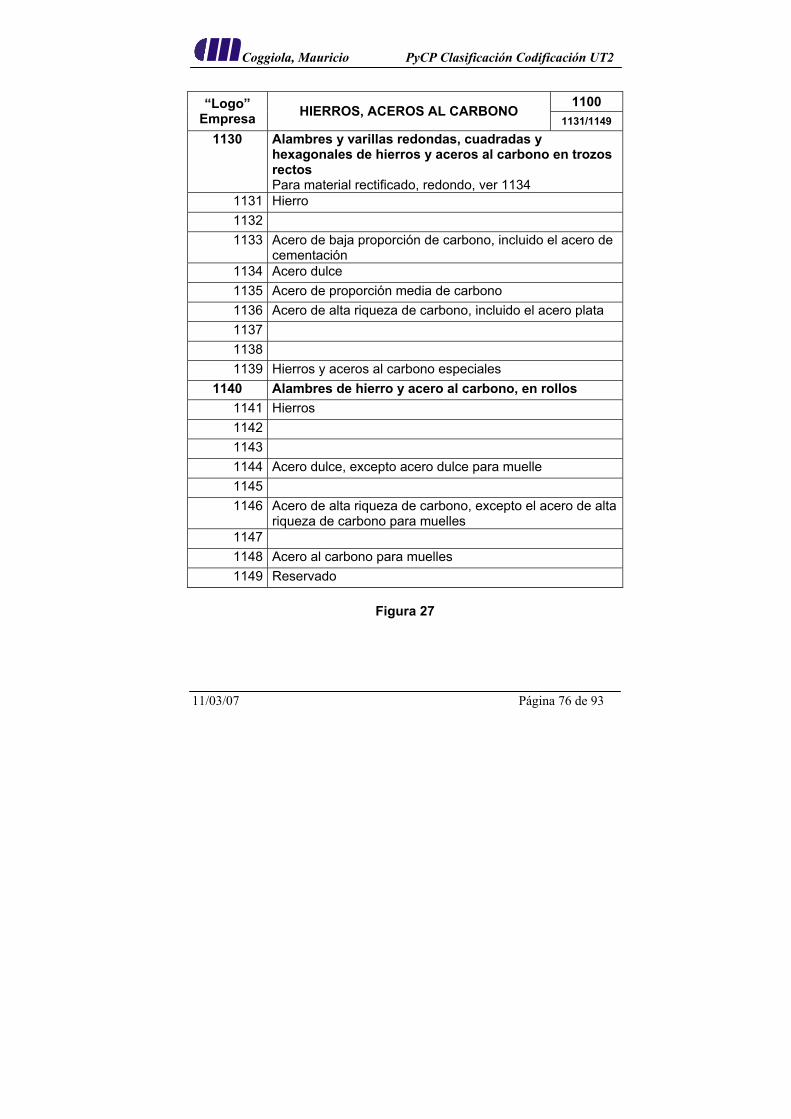
1100 “Logo”
Empresa HIERROS, ACEROS AL CARBONO 1131/1149
1130 Alambres y varillas redondas, cuadradas y hexagonales de hierros y aceros al carbono en trozos rectos Para material rectificado, redondo, ver 1134
1131 Hierro 1132 1133 Acero de baja proporción de carbono, incluido el acero de
cementación 1134 Acero dulce 1135 Acero de proporción media de carbono 1136 Acero de alta riqueza de carbono, incluido el acero plata 1137 1138 1139 Hierros y aceros al carbono especiales
1140 Alambres de hierro y acero al carbono, en rollos 1141 Hierros 1142 1143 1144 Acero dulce, excepto acero dulce para muelle 1145 1146 Acero de alta riqueza de carbono, excepto el acero de alta
riqueza de carbono para muelles 1147 1148 Acero al carbono para muelles 1149 Reservado
Figura 27
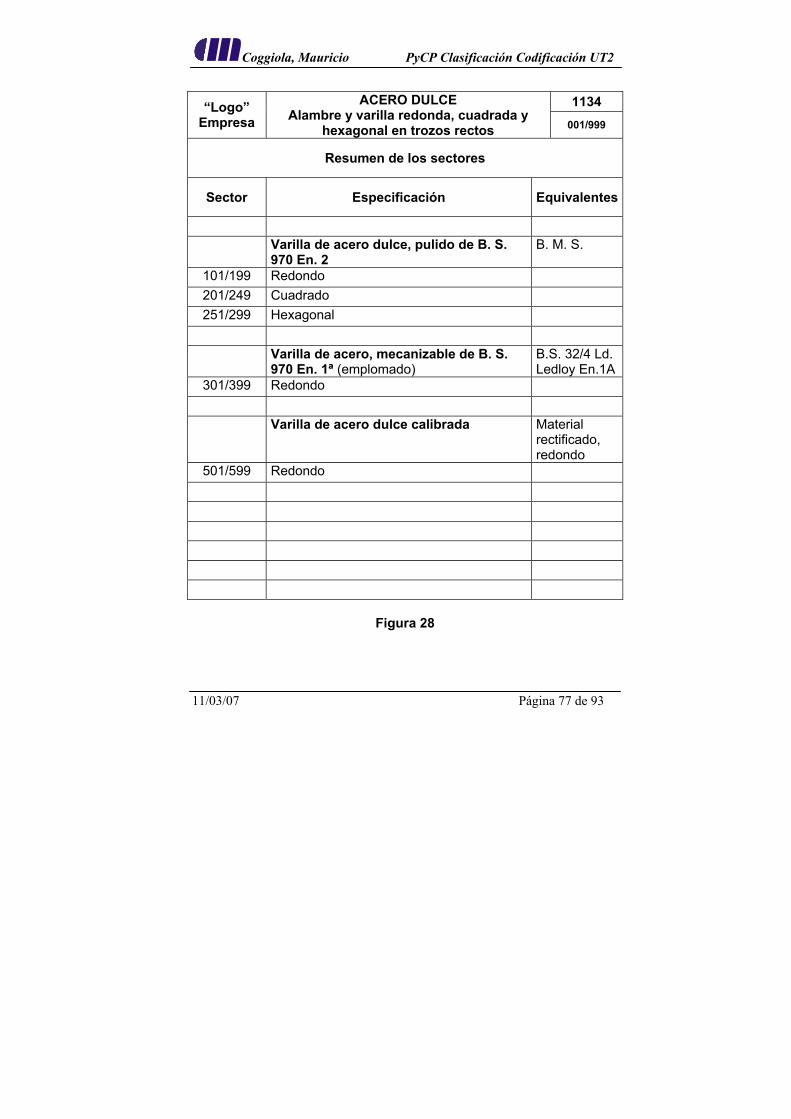
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 77 de 93
1134 “Logo”
Empresa ACERO DULCE
Alambre y varilla redonda, cuadrada y hexagonal en trozos rectos 001/999
Resumen de los sectores
Sector Especificación Equivalentes
Varilla de acero dulce, pulido de B. S.
970 En. 2 B. M. S.
101/199 Redondo 201/249 Cuadrado 251/299 Hexagonal
Varilla de acero, mecanizable de B. S.
970 En. 1ª (emplomado) B.S. 32/4 Ld. Ledloy En.1A
301/399 Redondo Varilla de acero dulce calibrada Material
rectificado, redondo
501/599 Redondo
Figura 28
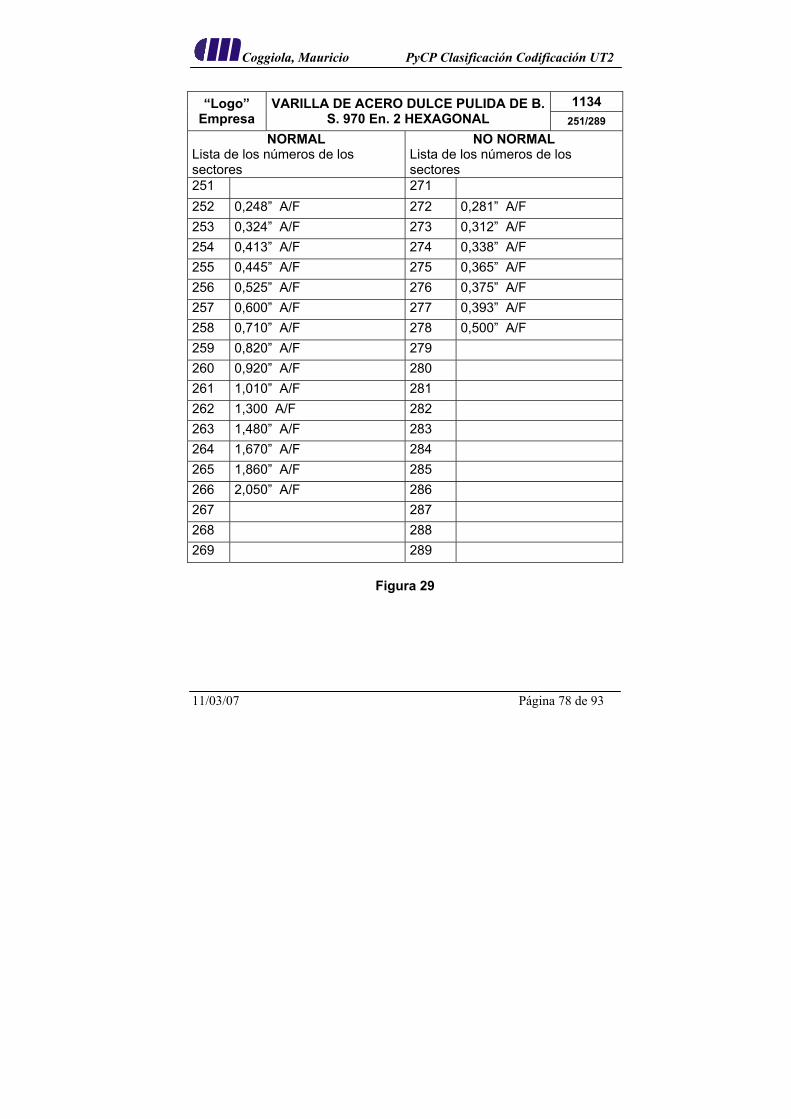
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 78 de 93
1134 “Logo”
Empresa VARILLA DE ACERO DULCE PULIDA DE B.
S. 970 En. 2 HEXAGONAL 251/289
NORMAL Lista de los números de los sectores
NO NORMAL Lista de los números de los sectores
251 271 252 0,248” A/F 272 0,281” A/F 253 0,324” A/F 273 0,312” A/F 254 0,413” A/F 274 0,338” A/F 255 0,445” A/F 275 0,365” A/F 256 0,525” A/F 276 0,375” A/F 257 0,600” A/F 277 0,393” A/F 258 0,710” A/F 278 0,500” A/F 259 0,820” A/F 279 260 0,920” A/F 280 261 1,010” A/F 281 262 1,300 A/F 282 263 1,480” A/F 283 264 1,670” A/F 284 265 1,860” A/F 285 266 2,050” A/F 286 267 287 268 288 269 289
Figura 29
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 79 de 93
Enlaces multilaterales Si la subdivisión en clases primarias ha sido hecha con
propiedad desde un punto de vista consistente, las correlaciones internas son muy claras y fáciles de entender. Por ejemplo, en un sistema en el cual las herramientas se codifiquen con el 5000 y los residuos con el 8000, los instrumentos de medida, o sea, los instrumentos creados para evitar residuos, son los codificados con el 5800. Si los martillos de mano son los 5210, las operaciones con martillo de mano son las 0521. De manera similar, si los martillos de mano son los 5210, los martillos mecánicos serán los 6210, y las operaciones con martillo mecánico las 0610.
El aspecto pluridimensional de este sistema de clasificación
puede apreciarse estudiando la figura 30. Supóngase que la estructura de cubos de esta Figura se refiere a todos los objetos que empiezan con el dígito 1. Para hallar el espacio 1234, iremos al lugar 1230 sobre el plano base, y ascenderemos entonces hasta el cuarto lugar, donde se halla el 1234. Veremos que este espacio (oculto en el dibujo) tiene seis vecinos. Así, si el 1234 representase la barra de acero aleado de una cierta dureza, el espacio inmediatamente inferior representaría una barra semejante, pero menos dura (1233), y el de encima otra similar, pero más dura (1235). Los espacios de la derecha y de la izquierda están ocupados por aceros aleados del mismo grado, pero distinta forma (1224 y 1244). El de delante es también una barra, pero de cobre (1334), y la de detrás de acero al carbono (1134). En todos los casos los vecinos adyacentes difieren del cubo de referencia en una sola característica permanente.
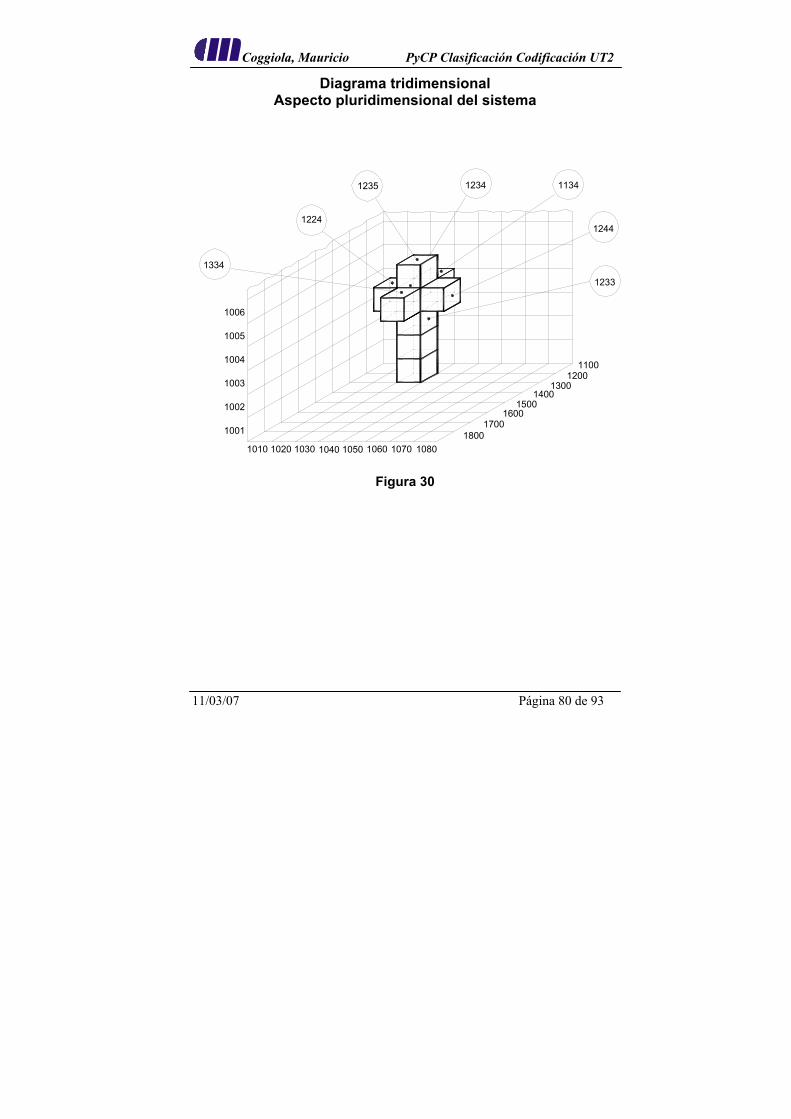
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 80 de 93
Diagrama tridimensional Aspecto pluridimensional del sistema
Figura 30
1134
1244
1233
12341235
1224
1334
1001
1002
1003
1004
1005
1006
1010 1020 1030 1040 1050 1060 1070 10801800
17001600
15001400
13001200
1100
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 81 de 93
CAPITULO 9
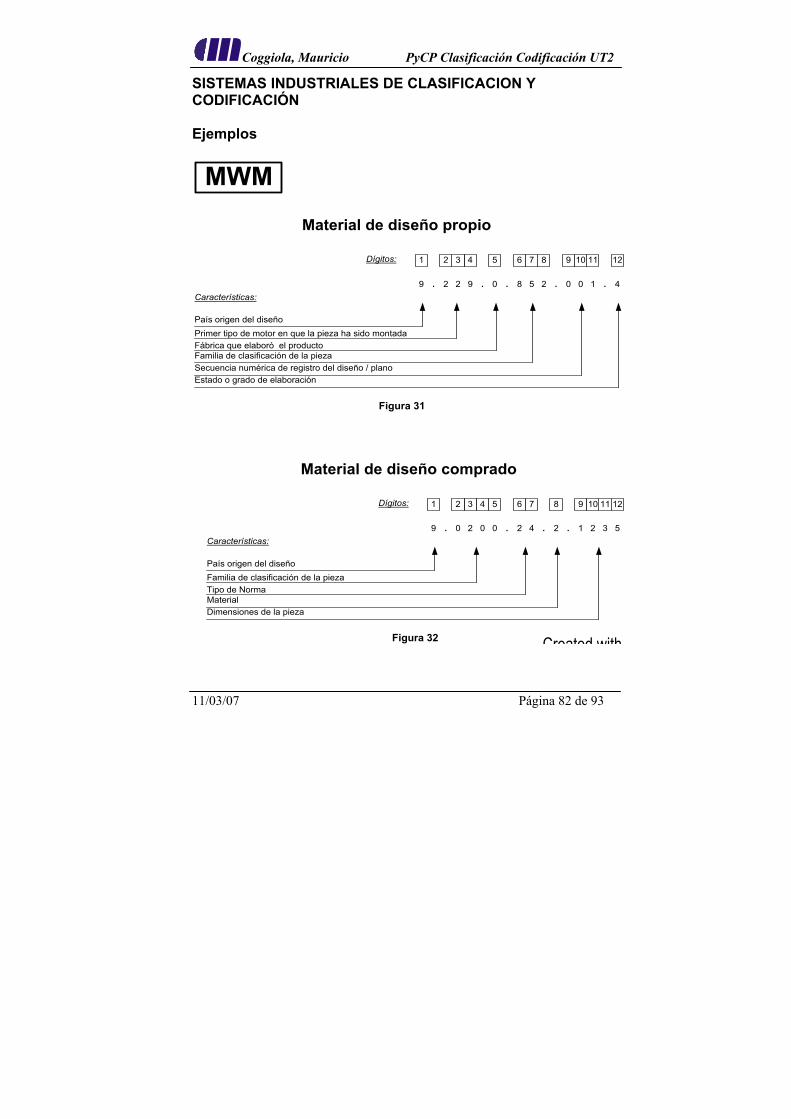
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 82 de 93
SISTEMAS INDUSTRIALES DE CLASIFICACION Y CODIFICACIÓN Ejemplos
País origen del diseño
Figura 31
Secuencia numérica de registro del diseño / planoFamilia de clasificación de la piezaFábrica que elaboró el productoPrimer tipo de motor en que la pieza ha sido montada
Características:
81 765432Dígitos: 9 1110 12
29 580922 0 10 4
Estado o grado de elaboración
País origen del diseño
Figura 32
Dimensiones de la piezaMaterialTipo de NormaFamilia de clasificación de la pieza
Características:
81 765432Dígitos: 9 1110 12
29 420020 1 32 5
Material de diseño propio
Material de diseño comprado
MWM
. ....
....
Created with
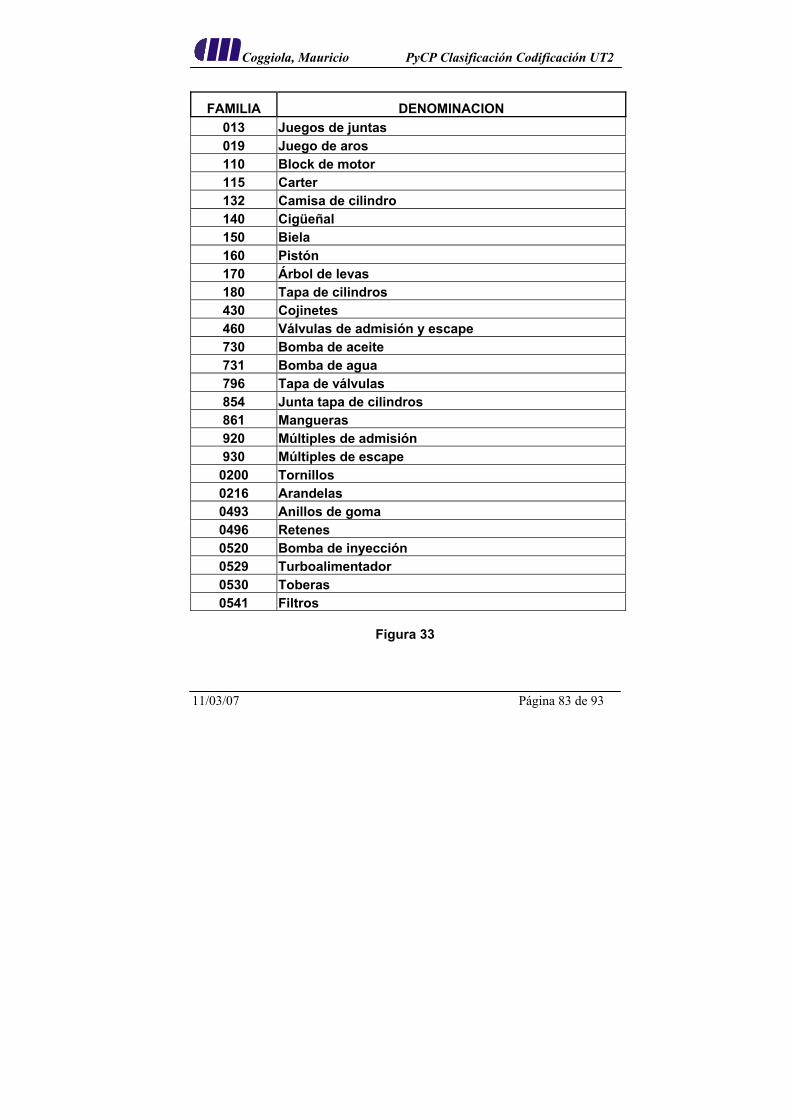
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 83 de 93
FAMILIA DENOMINACION 013 Juegos de juntas 019 Juego de aros 110 Block de motor 115 Carter 132 Camisa de cilindro 140 Cigüeñal 150 Biela 160 Pistón 170 Árbol de levas 180 Tapa de cilindros 430 Cojinetes 460 Válvulas de admisión y escape 730 Bomba de aceite 731 Bomba de agua 796 Tapa de válvulas 854 Junta tapa de cilindros 861 Mangueras 920 Múltiples de admisión 930 Múltiples de escape
0200 Tornillos 0216 Arandelas 0493 Anillos de goma 0496 Retenes 0520 Bomba de inyección 0529 Turboalimentador 0530 Toberas 0541 Filtros
Figura 33
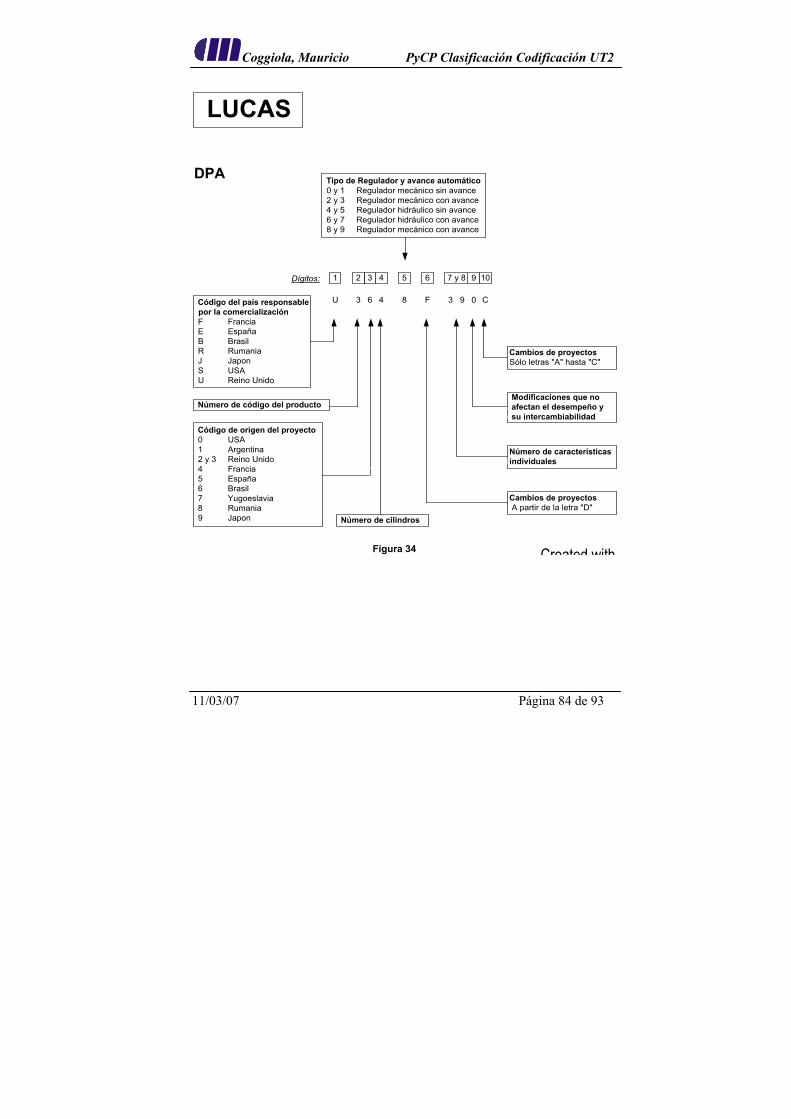
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 84 de 93
Número de código del producto
Figura 34
10
U 3 9F8463
91 7 y 865432Dígitos:
C0 Código del país responsableppor la comercialización F Francia E España B Brasil R Rumania J Japon S USA U Reino Unido
Código de origen del proyecto 0 USA 1 Argentina 2 y 3 Reino Unido 4 Francia 5 España 6 Brasil 7 Yugoeslavia 8 Rumania 9 Japon Número de cilindros
Modificaciones que noaafectan el desempeño yssu intercambiabilidad
Número de característicasiindividuales
Cambios de proyectos Sólo letras "A" hasta "C"
Cambios de proyectos A partir de la letra "D"
Tipo de Regulador y avance automático 0 y 1 Regulador mecánico sin avance 2 y 3 Regulador mecánico con avance 4 y 5 Regulador hidráulico sin avance 6 y 7 Regulador hidráulico con avance 8 y 9 Regulador mecánico con avance
LUCAS
DPA
Created with
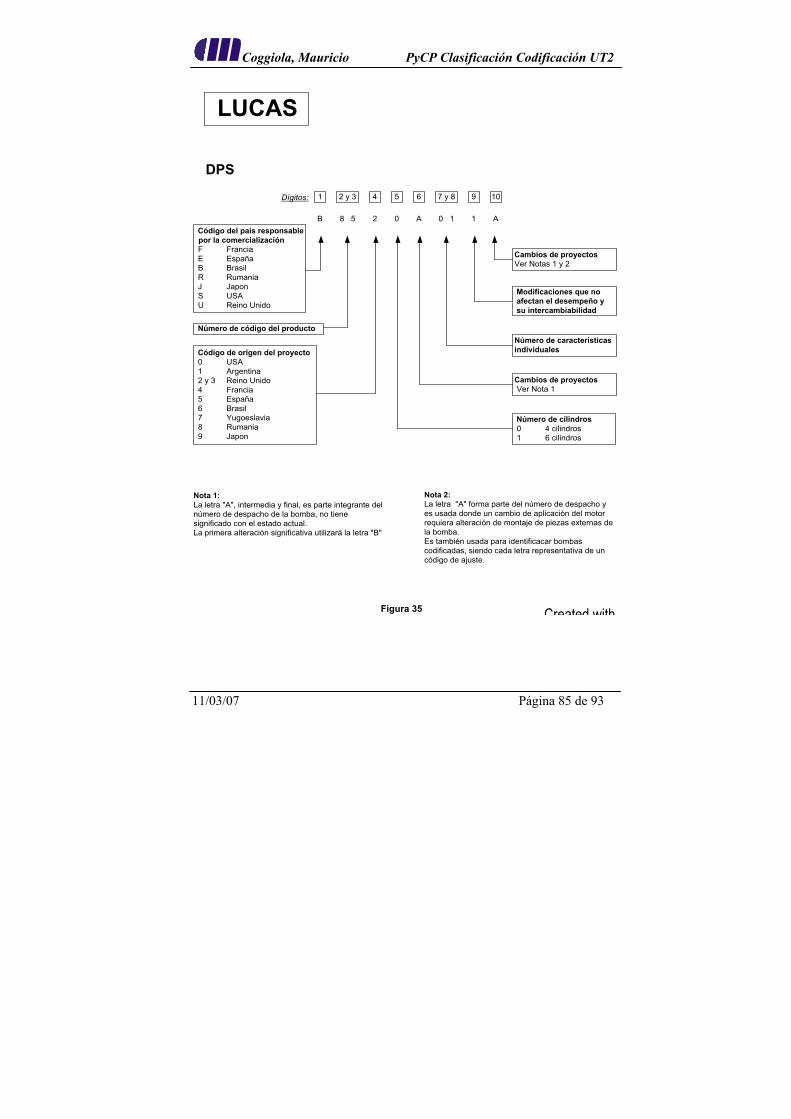
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 85 de 93
Número de código del producto
Figura 35
10
B 0 1A028 5
91 7 y 86542 y 3Dígitos:
A1 Código del país responsableppor la comercialización F Francia E España B Brasil R Rumania J Japon S USA U Reino Unido
Código de origen del proyecto 0 USA 1 Argentina 2 y 3 Reino Unido 4 Francia 5 España 6 Brasil 7 Yugoeslavia 8 Rumania 9 Japon
Número de cilindros 0 4 cilindros 1 6 cilindros
Modificaciones que noaafectan el desempeño yssu intercambiabilidad
Número de característicasiindividuales
Cambios de proyectos Ver Notas 1 y 2
Cambios de proyectos Ver Nota 1
LUCAS
DPS
Nota 1:La letra "A", intermedia y final, es parte integrante delnúmero de despacho de la bomba, no tienesignificado con el estado actual.La primera alteración significativa utilizará la letra "B"
Nota 2:La letra "A" forma parte del número de despacho yes usada donde un cambio de aplicación del motorrequiera alteración de montaje de piezas externas dela bomba.Es también usada para identificacar bombascodificadas, siendo cada letra representativa de uncódigo de ajuste.
Created with
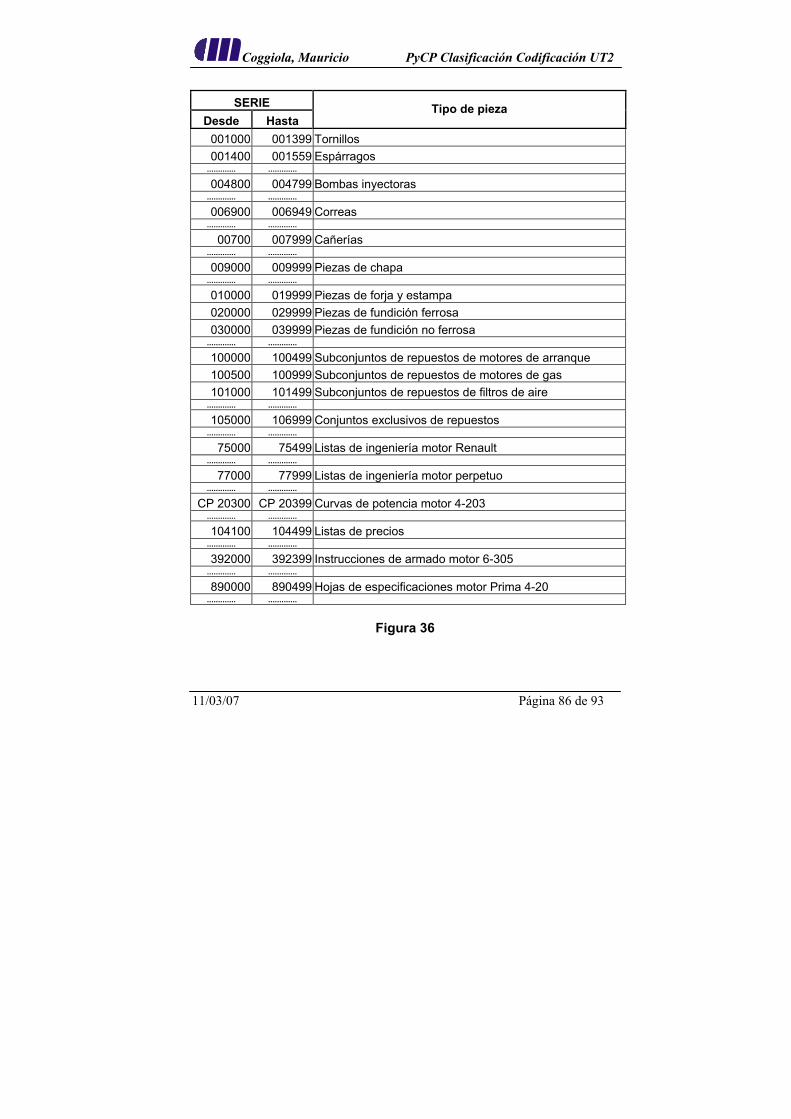
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 86 de 93
SERIE
Desde Hasta Tipo de pieza
001000 001399 Tornillos 001400 001559 Espárragos
............. .............
004800 004799 Bombas inyectoras ............. .............
006900 006949 Correas ............. .............
00700 007999 Cañerías ............. .............
009000 009999 Piezas de chapa ............. .............
010000 019999 Piezas de forja y estampa 020000 029999 Piezas de fundición ferrosa 030000 039999 Piezas de fundición no ferrosa
............. .............
100000 100499 Subconjuntos de repuestos de motores de arranque 100500 100999 Subconjuntos de repuestos de motores de gas 101000 101499 Subconjuntos de repuestos de filtros de aire
............. .............
105000 106999 Conjuntos exclusivos de repuestos ............. .............
75000 75499 Listas de ingeniería motor Renault ............. .............
77000 77999 Listas de ingeniería motor perpetuo ............. .............
CP 20300 CP 20399 Curvas de potencia motor 4-203 ............. .............
104100 104499 Listas de precios ............. .............
392000 392399 Instrucciones de armado motor 6-305 ............. .............
890000 890499 Hojas de especificaciones motor Prima 4-20 ............. .............
Figura 36
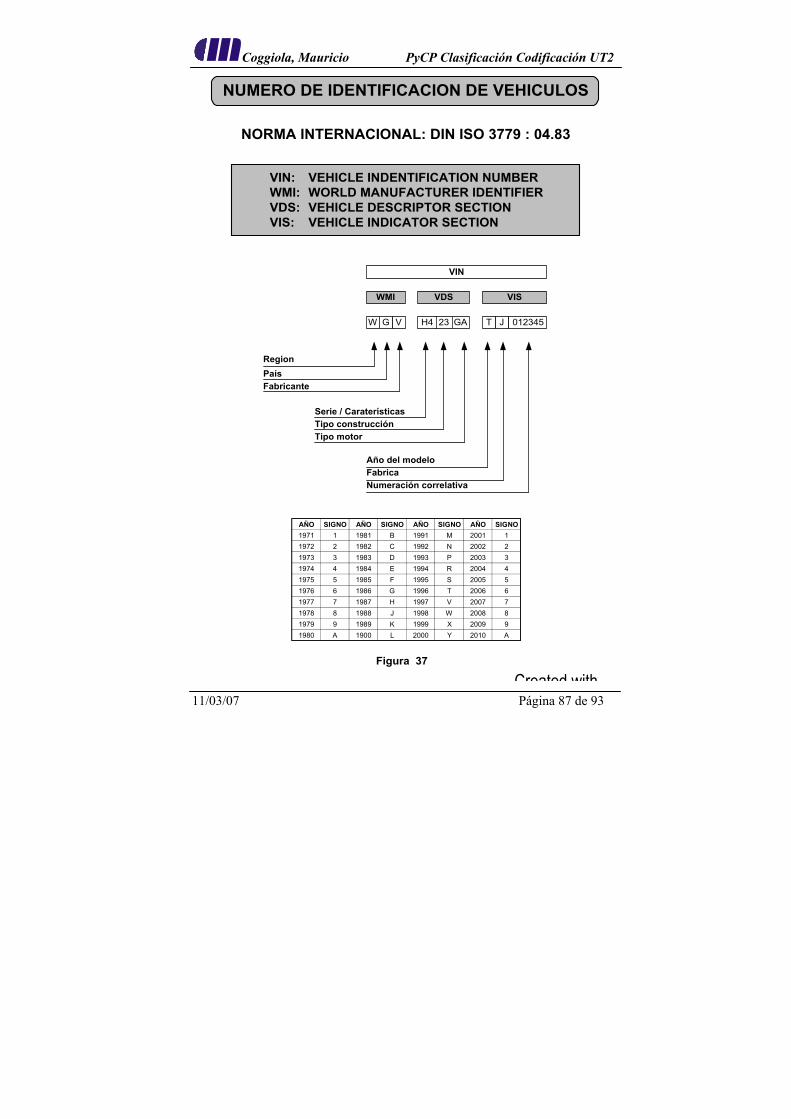
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 87 de 93
Region
Figura 37
012345
VIN
JTGAW
VDSWMI VIS
23H4VG
NUMERO DE IDENTIFICACION DE VEHICULOS
NORMA INTERNACIONAL: DIN ISO 3779 : 04.83
VIN: VEHICLE INDENTIFICATION NUMBERWMI: WORLD MANUFACTURER IDENTIFIERVDS: VEHICLE DESCRIPTOR SECTIONVIS: VEHICLE INDICATOR SECTION
FabricantePaís
Numeración correlativaFabricaAño del modelo
Tipo motorTipo construcciónSerie / Caraterísticas
AÑO SIGNO AÑO SIGNO AÑO SIGNO AÑO SIGNO1971 1 1981 B 1991 M 2001 11972 2 1982 C 1992 N 2002 21973 3 1983 D 1993 P 2003 31974 4 1984 E 1994 R 2004 41975 5 1985 F 1995 S 2005 51976 6 1986 G 1996 T 2006 61977 7 1987 H 1997 V 2007 71978 8 1988 J 1998 W 2008 81979 9 1989 K 1999 X 2009 91980 A 1900 L 2000 Y 2010 A
Created with
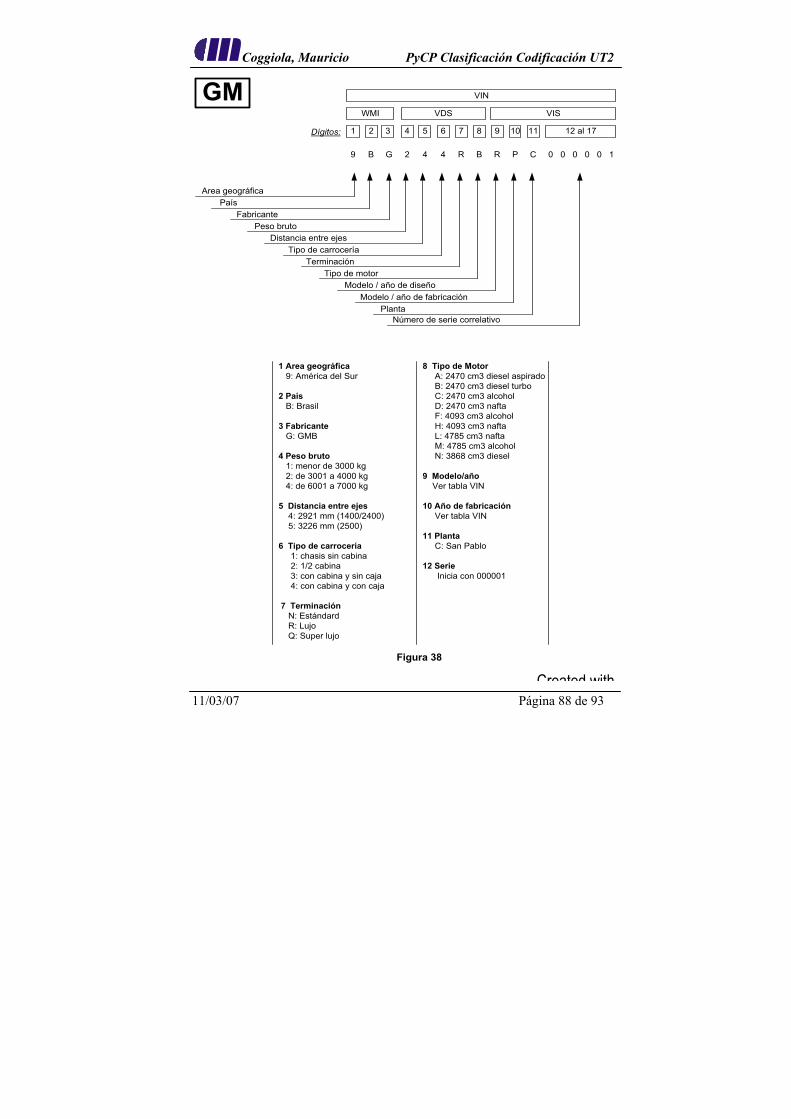
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 88 de 93
Figura 38
9 12 al 171110
Area geográfica
81 765432Dígitos:
R 0 0 0 0 0 1CPB9 R442GB
PaísFabricante
PlantaNúmero de serie correlativo
GM
Peso brutoDistancia entre ejes
Tipo de carroceríaTerminación
Tipo de motorModelo / año de diseño
Modelo / año de fabricación
1 Area geográfica 9: América del Sur
2 País B: Brasil
3 Fabricante G: GMB
4 Peso bruto 1: menor de 3000 kg 2: de 3001 a 4000 kg 4: de 6001 a 7000 kg
5 Distancia entre ejes 4: 2921 mm (1400/2400) 5: 3226 mm (2500)
6 Tipo de carrocería 1: chasis sin cabina 2: 1/2 cabina 3: con cabina y sin caja 4: con cabina y con caja
7 Terminación N: Estándard R: Lujo Q: Super lujo
8 Tipo de Motor A: 2470 cm3 diesel aspirado B: 2470 cm3 diesel turbo C: 2470 cm3 alcohol D: 2470 cm3 nafta F: 4093 cm3 alcohol H: 4093 cm3 nafta L: 4785 cm3 nafta M: 4785 cm3 alcohol N: 3868 cm3 diesel
9 Modelo/año Ver tabla VIN
10 Año de fabricación Ver tabla VIN
11 Planta C: San Pablo
12 Serie Inicia con 000001
WMI VDS VIS
VIN
Created with
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 89 de 93
TABLA DE CONTENIDO CAPITULO 1 1 TEORIA DE LA CLASIFICACION Y CODIFICACIÓN 1.1 Introducción 1.2 Definiciones 1.3 Características de un código 1.4 Estructura de un código 1.5 Aplicaciones y atributos 1.6 Árbol tipo E 1.7 Árbol tipo N 1.8 Diseño paramétrico 1.9 Agrupación o clasificación por “familia” 1.10 Clave de Stock 1.11 Codificación para el diseño y para manufactura 1.12 Premisas básicas para clasificar y codificar CAPITULO 2 2 METODO POR FAMILIA DE PIEZAS 2.1 Objetivo 2.2 Formato y longitud del código 2.3 Forma básica 2.4 Características especiales 2.5 Tamaño 2.6 Clase de precisión 2.7 Materiales 2.8 Adaptación del sistema CAPITULO 3 3 METODO DE LOS MATERIALES DE INGENIERÍA 3.1 Objetivos 3.2 Clasificación de los materiales 3.3 Formato y longitud del código 3.4 Familia de materiales
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 90 de 93
3.5 Tipo de material 3.6 Condición del material 3.7 Forma del material CAPITULO 4 4 METODO DE LOS PROCESOS DE FABRICACIÓN 4.1 Objetivo 4.2 Clasificación de los procesos 4.3 Formato y longitud del código 4.4 Capacidad de los procesos CAPITULO 5 5 METODO DEL EQUIPO DE FABRICACIÓN CAPITULO 6 6 METODO DEL HERRAMENTAL PARA FABRICACACIÓN CAPITULO 7 7 SISTEMAS COMERCIALES DE CLASIFICACION Y
CODIFICACIÓN 7.1 Brich 7.2 Mitrofanov 7.3 Opitz 7.4 Miclass y Multiclass 7.5 Vuoso 7.6 Code 7.7 Dclass 7.8 Otros CAPITULO 8 8 DESCRIPCION DEL METODO BRICH
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 91 de 93
8.1 Introducción 8.2 Descripción del método 8.3 Enlaces multilaterales CAPITULO 9 9 SISTEMAS INDUSTRIALES DE CLASIFICACION Y
CODIFICACIÓN 9.1 MWM 9.2 Lucas 9.3 PASA 9.4 VIN 9.5 GM
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 92 de 93
TABLA DE FIGURAS Figuras 1 y 2 Tabla de atributos y aplicaciones Figura 3 Árbol tipo E Figura 4 Árbol tipo N Figura 5 Formato de código para “familias de partes” Figura 6 Tabla de código de complejidad de la
característica Figura 7 Tabla de código de tamaño Figura 8 Tabla de código de la clase Figuras 9 a 9-12 Clasificación de los materiales de ingeniería Figura 10 Base para clasificación de materiales Figura 11 Formato de código para “materiales de
ingeniería” Figura 12 Clasificación de la condición del material Figura 13 Tabla de la forma del material Figura 14 Formato de código para “procesos de
fabricación” Figura 15 Tabla de códigos de procesos de producción Figura 16 y 17 Capacidad o aptitud de proceso Figura 18 Formato del código de Mitrofanov Figura 19 Formato del código de Opitz Figura 20 Formato del código de Miclass Figura 21 Tabla de Brisch Figuras 22 a 24 Formato del código de Brisch Figuras 25 a 29 Tablas del método Brisch Figura 30 Diagrama tridimensional de Brisch Figura 31 y 32 Formato del código de MWM Figura 33 Familias de MWM Figura 34 y 35 Formato del código de Lucas Figura 36 Familias de PASA Figura 37 Formato del código VIN Figura 38 Formato del código GM
Coggiola, Mauricio PyCP Clasificación Codificación UT2
11/03/07 Página 93 de 93
BIBLIOGRAFÍA Conti, Antonio Pablo Organización y proyectos industriales Eudecor, Córdoba, Argentina, 1995 Ferré Masip, Rafael La fábrica flexible Ed. Marcombo, Barcelona, 1988 Kutz, Myer Enciclopedia de la mecánica, ingeniería y técnica Ed. Océano, Barcelona, España, 1990 Lockyer , Keith La producción industrial Ed. Alfaomega, México, 1995 Maynard, H. B. Manual de ingeniería de la producción industrial Ed. Reverté, Barcelona, España, 1976 GM, Lucas, MWM, PASA Catálogos de productos y especificaciones de codificación
Related Documents











