1.GİRİŞ Bu stajda, iş hayatına atıldıktan sonra çalışabileceğ imiz iş sahalarındaki organizasy on düzenini,öğre nimimiz sırasında kazandığımız teorik mühendislik bilgilerinin pratikteki uygulamalarını tanımamız ve incelememiz amaç edinilmiştir.Buna ek olarak kuruluştaki mühendislik birimleri dışındaki birimlerin işleyişini ve bunların mühendislik birimleri ile ilişkilerini tanımamız ve incelememiz de amaçlanmıştır. Çimento sektöründe staj yapma nedenim, ders olarak çimento ve beton almış olmam ve derste öğrenmiş olduğum teorik bilgileri fabrikada uygulamalı bir şekilde görmektir.Çimento sektöründeki devam eden gelişme de bu sektör de staj yapmak istememe neden olmuştur. Ayrıca staj seçimini yaptığım çimento sektörü ile okulda öğrenilen kütle denklikleri ve enerji denkliklerini en iyi şekilde uygulayabileceğimi düşündüğümden çimento sektöründe staj yapmayı uygun buldum. 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 1/51
1.GİRİŞ
Bu stajda, iş hayatına atıldıktan sonra çalışabileceğimiz iş sahalarındaki organizasyon
düzenini,öğrenimimiz sırasında kazandığımız teorik mühendislik bilgilerinin pratikteki
uygulamalarını tanımamız ve incelememiz amaç edinilmiştir.Buna ek olarak kuruluştaki
mühendislik birimleri dışındaki birimlerin işleyişini ve bunların mühendislik birimleri ile
ilişkilerini tanımamız ve incelememiz de amaçlanmıştır.
Çimento sektöründe staj yapma nedenim, ders olarak çimento ve beton almış olmam
ve derste öğrenmiş olduğum teorik bilgileri fabrikada uygulamalı bir şekilde
görmektir.Çimento sektöründeki devam eden gelişme de bu sektör de staj yapmak istememe
neden olmuştur.
Ayrıca staj seçimini yaptığım çimento sektörü ile okulda öğrenilen kütle denklikleri ve
enerji denkliklerini en iyi şekilde uygulayabileceğimi düşündüğümden çimento sektöründe
staj yapmayı uygun buldum.
1

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 2/51
2.KURULUŞ HAKKINDAKİ BİLGİLER
Denizli Çimento Fabrikası Denizli - Afyon karayolu üzerinde kente 40km
uzaklıktadır. 1975 yılında kuruluş çalışmalarında başlanan fabrikanın ilk temelleri 1978
yılında atılmıştır. Uzunca bir süre temel halinde kalan fabrikanın 1984-1985 yılları arasında
inşaatı tamamlanmıştır. 1987 yılında çimento değirmenlerinin devreye alınmasıyla ilk deneme
üretimine başlanmış, 1988 yılında ise 600000 ton/yıl kapasiteyle üretime geçilmiştir. 1993-
2000 yılları arasında yapılan yatırımlarla klinker üretim kapasitesi 1815000 ton/yıl’a, çimento
üretim kapasitesi 2500000 ton/yıl a çıkmıştır. 1988 yılında Tesis Müdürlüğü, 1989 yılında
Müessese Müdürlüğü, 1990 yılında ise Genel Müdürlük olarak Çitosan’a bağlı bir fabrika
iken 1992 yılında Özelleştirme Kurulu tarafından Eren Holding’e satılmış, 1993’den bu yana
da özel sektör olarak üretimine devam etmektedir. Denizli Çimento Eren Grubu tarafından
gerçekleştirilen yatırımlarla, kapasitesini %300 artırmış ve bugünkü seviyesine
ulaşmıştır.Eren Holding, Denizli Çimento'da dünyanın önde gelen çimento ve inşaat
malzemeleri firmalarından biri olan CRH group ile de ortak olmuştur. Kapasite açısından
Türkiye’nin en büyük 5 çimento fabrikası içerisindedir.
Denizli Çimento 2007 yılının 2.yarısından itibaren klinker ve çimento üretiminde
kapasite artışı, enerji verimliliği ve çevreye duyarlılık projeleri için yaklaşık 30 milyon $
tutarındaki yatırım faaliyetlerine başlamış olup, 2009 yılında devreye alınan yeni farin ve
çimento üretim üniteleri ile ülkemizin en modern ve kapasitesi yüksek fabrikaları arasındaki
yerini daha da üst seviyeye çıkarmıştır.
Denizli Çimento’ da 18 mühendis, 19 teknisyen, 4 tekniker, 75 memur ve 156 kapsam
içi personel (işçi) çalışmaktadır.
2

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 3/51
Şekil1. Kuruluşun Organizasyon Şeması
3

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 4/51
2.1. Kuruluşun Organizasyonu Hakkında Bilgiler
25 iş günü staj yapmış olduğum üretim müdürlüğü fabrika müdürlüğüne bağlı bir
birimdir. Bu birimde en yetkili kişi üretim müdürüdür. Üretim müdürü olmak için gerekli
tecrübeye sahip olmak, görev ve sorumluluğunun bilincinde olmak gereklidir. Üretim müdürü
olmak için maden mühendisliği veya kimya mühendisliğinden mezun olmak gerekmektedir.
Üretim müdürlüğü, hammadde, yarı mamül ve mamül olmak üzere 3 bölümden oluşmaktadır.
Her bölümün başında, o bölümden sorumlu bir şef bulunmaktadır. Hammadde şefi olabilmek
için genelde maden mühendisliğinden mezun olmak gerekir. Yarı mamül ve mamül şefi
olabilmek için ise kimya mühendisliğinden mezun olmak gereklidir.
Denizli Çimento Fabrikası’na yeni bir mühendis alındığı zaman öncelikle 3 ay
oryantasyon görmektedir. Bu süreç içersinde fabrikayı tanıması ve genel işleyişini görmesi
amaçlanmıştır. 3 aylık oryantasyon sürecinden sonra genel müdür, yeni alınan mühendisi
sözlü sınava tabi tutmaktadır. Bu sınav sonunda mühendis yeterli görülürse vardiya tutmaya
başlar. 3 ay sonunda tekrar sınav yapılır ve yeterli görülmesi halinde üretim mühendisi olarak
görevine devam eder.
Denizli Çimento Fabrikası 3 vardiya halinde üretimine devam etmektedir. Her
vardiyada tüm fabrikadan sorumlu vardiya amiri bulunmaktadır. Vardiya amiri görev
sürecince bütün fabrikayı kontrol eder ve aksi bir durum olması halinde bunu rapor eder. Her
bölümün başında bir tane teknisyen bulunmaktadır. Teknisyen, altında çalışan işçilerden
sorumludur ve mühendisden gelen direktifleri onlara iletir. Teknisyenler, vardiya sonunda
rapor tutarlar ve otomasyona iletirler. Bu raporlar otomasyondan mühendislere ulaştırılır.
Denizli Çimento Fabrikasında otomasyon odası bulunmaktadır. Burada merkezi kumanda
operatörleri tüm fabrikayı bilgisayarlardan ve kameralardan kontrol eder. Mal akışının
kontrolü ve her türlü açma, durdurma işlemi buradan yapılmaktadır.
3.ÇİMENTONUN TARİHÇESİ
Klasik tarihin en eski anıtlarından olan pramitleri M.Ö. 5 y.y.’da yunanlı HEREDOT(M.Ö.484-420) görmüş ve kitabında açıklamıştır. Eski mısırlılar sönmüş kireç ve alçı taşını
birlikte ya da ayrı yarı kullanarak, eski yunanlılar ise sönmüş kireci deniz hayvanlarının
kabuklarıyla karıştırarak kullanıyorlardı.
Yeryüzünde çağdaş betona benzer ilk yapı malzemesi, kireç harcına tuğla ve kiremit
kırıntıları katmakla elde edilmiştir. Bu tür yapı malzemesi, Romalılar zamanında kaldırım taşı
ve duvarı olarak kullanılmıştır. Zaman ile sürekli bulunması zor olan tuğla ve kiremit
kırıntıları yerine, çakıl taşı ve ya herhangi bir sert taş geçmiştir.
4

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 5/51
Çimentolaşma olayı hakkında ilk düşünü yürüten insan Romalı VITRUVIUS
olmuştur.
“…Bütün maddeler gibi taşlarında üç değişik öğeden yapılı olduğunu herkes bilir. Bu
öğeler sırasıyla hava, su ve ateştir. Havası çok olan taşlar hafif, suyu bol olan taşlar yapışkan
ve ateşi çok olan taşlar da gevrek olur. Herhangi bir taşı yakmadan kum ve ya çakıl ve su ile
birada karıştırmak sureti ile sertleştirmek mümkün değildir. Buna karşın, ocaklarda yakılan
taşlarda alev, bütün gücüyle taşın örgüsüne yerleşerek gevrekleştirmektedir. Bu nedenle
büyük bi gözeneğe sahip olan bu gibi taşlar dayanıksızdır. Taşın örgütünü oluşturan bu üç
öğeden ikisi hava ve su, ateşin etkisinde yok edilmişlerdir ve geride ancak gizli ısı kalmıştır.
Taş, yeniden su ile karşı karşıya gelince, gizli ateş dışarı atılır ve taş yeniden eski
dayanıklılığına sahip çıkar. Sonuç olarak kireç soğutulmuş ve fazla ısı açığa bırakılmıştır.
Romalıların genellikle sönmüş kireç taşı ve yanardağ külleriyle yaptıkları harç eski çağların
en iyi yapı gereciydi. Roma imparatorluğunun çöküşünden sonra Batı Avrupa da uzun süre
unutulan çimento yapımını 1756 da John Smeaton adında bir İngiliz mühendis yeniden
başlattı. Smeaton, Devon’un Pimout kenti açıklarındaki bir deniz fenerinin yapımında
bağlayıcı madde olarak, içinde önemli oranda ki bulunan bazı kireç taşlarını öğütüp kavurarak
elde ettiği çimentoyu kullanmıştır.
Bunu izleyen 70 yıl boyunca, değişik oranlardaki kireç taşı ve kil karışımları yüksek
sıcaklıkta kavrularak çeşitli karışımlar yapılmıştır. En iyi sonucu 1824 de Joseph Astdin aldı
ve bir ölçü kil ile üç ölçü kireç taşını kavurarak üstün nitelikli bir çimento elde etti. Astdin bu
karışımı öylesine yüksek sıcaklıklarda kavurmuştu ki, içindeki maddeler neredeyse tümüyle
erimiş ve karışım soğuduğu zaman küçük topraklar halinde katılaşmıştı. Klinker denilen bu
toprakları incecik bir toz haline gelinceye kadar öğütüp suyla karıştırıldığında birkaç saat
içinde son derece sertleştiğini gören astdin geliştirdiği bu çimentoya PORTLAND
ÇİMENTOSU adını verir. Çünkü setreleşen çimentonun görünümü, o zamanlar İngiltere’deki
yapılarda çok kullanılan ve beyaz bir kireç taşı olan portland taşına çok benziyordu.O günden bu yana Portland çimentosunun üretim yöntemlerinde önemli gelişmeler olduysa da
kullanılan maddeler hem hiç değişmeden kaldı.
4.ÇİMENTO NEDİR?
Çimento, başlıca silisyum, kalsiyum, alüminyum ve demir oksitlerini ihtiva eden
hammaddelerin teknolojik metotlarla sinterleşme sıcaklığına kadar pişirilmesiyle elde edilen
yarı mamul madde klinkerin, tek veya daha fazla cins katı maddesiyle öğütülmesi sonucu elde
edilen hidrolik bağlayıcıdır.
5

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 6/51
Hidrolik bağlayıcı ya da birleştirici su ile temas ettiği zaman sertleşen ve etrafındaki
madeleri birbirine yapıştırma imkanına sahip malzeme demektir.
Çimentoda bu özellik çok yüksektir. Bu nedenle, kum çeşitli büyüklükteki çakıl çimento ile
karıştırılıp ıslatıldığı zaman bunların hepsi bir süre sonra donarak yekpare bir kütle meydana
getirir ki buna beton denir.
5.ÇİMENTO NASIL YAPILIR?
Çimento üretimini iki ana başlık altında toplamak gerekir. Birincisi yarı mamul olan
klinker üretimi, diğeri ise çimento üretimidir.
Silisyum, alüminyum ve demir oksitleri ihtiva eden kalker ve kilin kimyasal
bileşimleri göz önüne alınarak belirli oranlarda karıştırılıp yüksek dereceli sıcaklıkta
pişirilmesi suretiyle elde edilen ve klinker adını alan yarı mamul maddeye, % 3,5 oranında
alçı taşı katılarak öğütülmesiyle elde edilir.
Çimento üretim prosesleri klinkerin elde ediliş biçimine göre 3 başlık altında toplanır.
Bunlar; Yaş proses, yarı yaş proses ve kuru prosesdir. Denizli Çimento Fabrikası üretime
geçtiğinden beri kuru prosesle çimento üretimi yapmaktadır. Bu sistemle çalışan fabrikada
sanayi atığı kesinlikle olmaz. Çünkü alınan hammaddeler önce kırıcıdan geçirilir, ayrı ayrı
kırılan hammaddeler öğütme sistemine gönderilir ve un haline (farin) gelinceye kadar
değirmende öğütülür ve kapalı sistem olan havalı bantlar vasıtası ile taşınır.Tahliye
borularının kalpeleri açılarak altta yer alan stok silolara biriktirilen farin fuller pompalar
yardımı ile ilk önce döner fırın ünitesi ön ısıtıcı siklonlar grubuna, buradan da döner fırına
sevk edilir. Yarı mamul olan klinker kapalı stok sahasına stoklanır. Klinkere belirli oranlarda
katılan alçı ve katkı maddesi olarak da trasın (volkanik tüf, doğadan alınığı şekliyle sadece
kırma işlemine tabii tutulur.) çimento değirmeninde öğütülmesi ile elde edilen çimento
paketleme ünitesindeki silolara kapalı sistemle sevk edilir ve satışa hazır durumda olur.
6.HAMMADDEÇimento yapımında hem tabii mineraller, hem de endüstriyel ürünler
kullanılabilir.Kireç, silis, alüminyum oksit ve demir oksit içeren mineraller, çimento
yapımında hammadde olarak kullanılırlar. Çimentonun ana hammaddesinin kalker ve kil
olduğu söylenebilir. Ancak kalker ve kil istenen bileşimi vermiyorsa içerisine demir ve kum
cevheri gibi hammaddelerin belirli oranda ilave edilmesi gereklidir.
Denizli Çimento Fabrikası’nda hammadde olarak kalker, kil ve demir cevheri
kullanılmaktadır.
6

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 7/51
6.1.Kireç Komponenti: Kalker (Kireç Taşı)
Kalker, yaygın olarak kullanılan, çok geniş alanlara teşekkül etmiş olan, önemli bir
tortul kayaçtır. Bileşim olarak CaCO3’dür. Kalkerin en saf şekilleri kalsit ve aragonittir.
Kalker ve tebeşir, CaCO3’ün en fazla bulunan ve mermere en çok benzeyen şekilleridir.
Kalkerin ince taneli kristallerden oluşan bir yapısı vardır. Kalkerin yalnızca en saf şekli beyaz
olup; özgül ağırlığı 2.7g/cm3 dür. Genellikle kalkerin içinde rengini etkileyen killi mineraller
veya demir bileşiklerinden oluşan katkı maddeleri bulunur. Portland çimentosu yapımı için
tüm jeolojik biçimlerdeki CaCO3 uygundur.
Denizli Çimento Fabrikası’na kalker fabrikaya 2km uzaktaki kalker ocağından
sağlanmaktadır. Yaklaşık %92-98 CaCO3 içermektedir.
6.2.Kil Komponenti
Çimento kimyasında ikinci önemli hammadde kildir. Killer özellikle feldspat ve
mikada bulunan alkali ve toprak alkali maddeleri içeren alüminyum silikatların değişme
ürünleridir. Ana maddesi alüminyum silikahidratlardır. Kilin kimyasal yapısı, saf kil
mineraline yaklaşandan, içinde önemli miktarlarda Fe(OH)3, demir sülfit, kum, CaCO3 gibi
katkı maddeleri bulunanlara kadar değişir. İçinde yabancı madde bulunmayan kil beyazdır.
Fe(OH)3 kilin rengini veren esas maddedir. Organik maddeler de kile renk verebilir.
Çimentodaki alkalilerin ana kaynağı kil komponentidir.
Denizli Çimento Fabrikası’na kil 13 km mesafedeki kil ocağından gelmektedir.
6.3.Düzeltme Maddeleri
Çimentonun hammadde karışımında gerekli bir kimyasal madde yeterli miktarda
bulunmuyorsa düzeltme maddeleri ilave edilir. Örneğin Fe2O3 eksikliğinde, sülfürik asit
fabrikası atıkları (yanmış pirit, cüruf) veya demir cevheri kullanılır.
Denizli Çimento Fabrikası’nda düzeltme maddesi olarak demir cevheri
kullanılmaktadır. Hematit şeklinde ve +3 değerliğinde olan demir cevheri, hammadde
karışımının fırında daha kolay ve daha az ısı ile pişmesini sağlar. +2 değerlikteki demir cevheri düzeltme maddesi olarak kullanılmaz. Çünkü yeteri kadar yükseltgenemez ve
manyetiklik oluşturur, bu da çimento içindeki fazların bozunmasına neden olur. Aynı
zamanda çimentonun mukavemetini de düşürür.
Denizli Çimento Fabrikası’na demir cevheri Uşak’tan, tras Burdur’dan, alçı taşı
Honaz’ dan, kömür ise Kütahya’dan gelmektedir.
7

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 8/51
6.4.Ocaklardan Hammadde Çıkarılması
Çimento hammaddelerinin çıkarılması ve nakliyesi her şeyden önce ekonomik
olmalıdır. Denizli Çimento Fabrikası’nın kalker ve kil ocaklarının fabrikaya yakın olmaları
nedeniyle büyük avantaj sağlamaktadır.
Hammadde çıkarılması ve nakliye işinin toplam üretim maliyetinin %10’u
oluşturduğu göz önünde tutulursa, bu oranın düşmesi fabrikanın karını arttırır.
Kalker ocağından hammadde çıkarılmasında patlayıcı maddeler kullanılmaktadır. Bu
patlayıcı maddeler şöyle verilebilir:
• Platinli patlayıcılar,
• Kartuş halinde toz patlayıcılar,
• Amonyum nitrat ve yağ karışımı.• Bir çok patlatma usulü vardır:
• Küçük çaplı deliklerde seri patlatma,
• Geniş çaplı deliklerde patlatma.
Uygulanacak metod kayanın cinsine, sertliğine, tabakaların durumuna, ayna
yüksekliğine ve ocaklardaki imkanlara göre değişir.
Geniş çaplı deliklerde patlatma yöntemi kullanılırken delikler geniş çaplı (95’lik tij)
ve hafif eğimli olarak delinirler. Bunlar 13-15m derinlikte 6-10cm çapındadırlar. Bu derinlik ve çap işlenecek hammadde yatağı ve arazinin şartlarına bağlıdır. Delme işlemi vegondrille
yapılır.
Güvenli patlatmayı sağlamak için delikler seri bağlanır. Denizli Çimento Fabrikası
kalker ocağında 18-26 kg teknik amonyum nitrata karşılık 3-5 tane dinamit kullanmak
gerekir.
Kil ocağında ise hammadde çıkartılması dozerlerle yapılmaktadır. Ocaklardançıkarılan hammaddeler fabrikaya kamyonlarla sevk edilmektedir.
Sıkıştırma maddesi
Teknik amonyum nitrat NH4 NO3
Elektrikli kapsül
Dinamit
NH4 NO3
1 2 - 1 5 m
8

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 9/51
7.PROSESİN AKIŞINA GÖRE ÜNİTELER
Şekil 2. Kuru sistemde çimento üretimi
Ön ısıtıcı (Isıtma)
Hammadde
(Alçı taşı) Yakıt
Klinker
(Kırma) (Öğütme) (Kalsinasyon, Sinterleşme)
(Soğutma)
(Öğütme)
Katkı maddeleri
Çimento üretiminde kullanılan hammaddeler; hammadde
ocaklarından genellikle sert oldukları için patlayıcı maddeler yardımıyla
çıkarılır ve yükleyici iş makineleri ile nakil araçlarına yüklenerek kırılmak
üzere konkasörlere (Taş Kırıcı) taşınır. Hammaddeler, konkasörlerde
kırıldıktan sonra stokholde stoklanır. Sıyırıcılar yardımıyla stokholden
alınan hammaddeler belli oranlarda karıştırılarak farin değirmenlerine
alınarak öğütülürler. Farin adını alan karışım pişirilmek üzere hazır olarak
farin stoklarında stoklanır. Ön ısıtıcılardan geçirilerek döner fırına sevkedilen farin yaklaşık 1400-1450 derece sıcaklıkta pişirilir. Döner fırından
klinker olarak çıkan yarımamül ürün soğutucuda soğutularak klinker
stokholünde
stoklanır. Alçıtaşı ve üretilecek çimento cinsine uygun katkılarla çimento
değirmenlerinde öğütülür. Çimento cinslerine göre ayrı ayrı silolarda
stoklanan çimento, torbalı ve dökme çimento olarak satışa sunulur.
Paketleme
Soğutucu
Çimentodeğirmeni
Konkasör Farindeğirmeni
Döner fırın
9
7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 10/51
7.1.Konkasör (Kırıcı)
Ocaklardan taşınan hammaddeler (kalker, kil , demir cevheri) ile tras ve alçı taşı
konkasörde 2.5-3.0 cm büyüklüğünde kırılır.Bundaki amaç, farin ve çimento değirmenlerinde,
hammaddelerin kolay öğütülebilmesi ve böylece kapasite artırımının sağlanmasıdır.Kırılacak
hammaddelerin kendilerine özgü kırılma özellikleri vardır. Bazı hammaddeler kolay kırılırken
bazılarının kırılması için daha çok enerjiye ihtiyaç vardır.Kalker gibi sert ve büyük parçaların
kile oranla kırılmaları daha zordur.Hammaddelerin bu özelliklerinden dolayı konkasörün
kapasitesi değişmektedir.
Konkasörün hammaddelere göre kapasitesi şöyledir:
Kalker : 250 ton/h
Kil : 450 ton/h
Demir cevheri : 450 ton/h
Alçı taşı :450 ton/h
Tras : 400 ton/h
Bu oranlar sabit olmayıp, ocakların mesafesi hammaddelerin ocaktan nakliyesinde
kullanılan araç sayısı, stoklanan hammaddenin durumu gibi vs. etkenler kapasiteyi
etkilemektedir.
Denizli Çimento Fabrikası’nda 2 tane konkasör bulunmaktadır.Bunlardan 1. konkasör
çift rotorlu diskli çekiçli kırıcıdır. Her rotorda 28 tane çekiç bulunmaktadır.
Çekiçlerin ağırlıkları 90kg’dır. Devir sayısı 550 d/dak dır. Malzemeler 25-40 mm
büyüklüğünde kırılmaktadır. Kırılacak malzemenin öğütülmesini sağlayacak çelik bandın
eğim açısı 25o dir. Yaklaşık 500 ton/h kapasitededir. 2. konkasör ise tek rotorlu olup diskli
çekiçli kırıcıdır. Bulunan tek rotorda 48 çekiç vardır. Çekiçlerin ağırlıkları 90kg’dır. Devir
sayısı 375.16 d/dak dır. Malzemelerin kırıldıktan sonraki boyutu 25-30mm’dir. Kırılacak malzemenin öğütülmesini sağlayacak çelik bandın eğim açısı 25o’dir. Yaklaşık 1000 ton/h
kapasitelidir.
Kırılan malzeme sadece kalker olup 600-700 ton/h’ tır.
(NOT: İkinci kırıcının çekiçleri manganlı olduğu için sadece kalker kırılmaktadır.)
Kırıcıların çalışma tarzı ise aşağıdaki gibidir;
Kırılacak hammadde konkasör bunkerine boşaltılır buradan çelik bant vasıtasıyla
konkasöre gelir. Konkasörün içinde birbirinin tersi yönünde dönen rotorlar vardır. Bu rotorlar üzerinde çekiçler vardır. Kırılacak olan hammadde bu rotorlar arasına girerek çekiçler
10

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 11/51
yardımıyla kırılır. Yeterli ebatlara gelen hammadde rotorların altındaki ızgaradan geçerek
2000’lik banda dökülür. Izgaradan geçemeyenler yeniden rotorlara dönerek çekiçler
yardımıyla yeniden kırılır. Kırılan malzeme bantlar yardımıyla farin bunkerine yada stok
hollere aktarılır(ihtiyaca göre).
Konkasöre verilen hammadde rutubetli olursa verimi düşürür.Konkasör verimini
rutubetle birlikte tane boyutu ve malzemenin plastik yapısı da etkilidir.Rutubeti yüksek
hammadde verildiğinde çekiçler tıkanıp motor amperlerinin yükselerek motorlar devre dışı
kalabilir.Tıkanmaları önlemek için konkasöre verilen maddenin rutubetine dikkat etmek
gerekir.
Stoktan malzeme alınması;
• Sıyırıcılar
• Kovalı bant ile gerçekleşir. [1]
7.2.Sıyırıcılar
Denizli Çimento Fabrikası’nda 5 çeşit sıyırıcı bulunmaktadır. Bu sıyırıcılar bir kol ve bir
dönen kazıyıcı kolu paletlerden ibarettir. Bu sıyırıcıların özellikleri Ek’te verilmiştir.
7.3.Farin Değirmeni
Denizli Çimento Fabrikası’nda 3 adet farin değirmeni bulunmakla beraber bu
değirmenlerin özellikleri Ek’te verilmiştir.
Farin, çimento hammaddesinin ;(kil, kalker, demir cevheri) kurutulup belli bir inceliğe
kadar öğütülmesiyle meydana gelir.
Hammadde stok holünde konkasör ünitesi tarafından kırılmış olan kil, kalker ve demir
cevheri sıyırıcı ve lastik bantlardan geçerek arabalı bant aracılığıyla ait oldukları bunkerlerde
toplanırlar. Bunkerlerin üzerinde bulunan arabalı bant çift yönlü çalışabilir.
Farin ünitesinde 3 hammadde bunkeri vardır. Bunlar kil, kalker ve demir cevheri
bunkerleridir.Farin değirmeni 1’de kalker ve kil bunkeri 350 ton, demir cevheri bunkeri ise
100 ton kapasitelidir. Bunkerler genelde betondan imal edilmiştir. Bunkerlerin açıları içindeki
malzemelerin akışını engellemeyecek şekilde olmalıdır. Akışın rahat olması içinde bunkerin
iç yüzeyi düz ve pürüzsüz olmalıdır.
Bunkerlerin altında tartım yapan schenk mevcut olup laboratuarlardan gelen bilgiler
doğrultusunda malzeme miktarı ayarlı bir şekilde lastik besleme bandı aracılığıyla besleme
yapılır.Buradan elevatöre gelir.Tek banttan geçerek kurutucuya gelir.Gelen malzeme 3 ayrı
işlem görür;
11

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 12/51
1.) Sistem fanı vasıtasıyla çok ince (1. Boyutlu) malzemeler seperatörden direk
geçerek siklonlara birikir.Havalı bantlar vasıtasıyla silo elevatörüne ve oradan da siloya stok
yapılır.
2.) Orta (2. Boyutlu) malzemeler sistem fanı vasıtasıyla çekildikten sonra iki yan
kollardan bantlar vasıtasıyla değirmende öğütülür.Siloya verilir.
3.) İri (3. Boyutlu) malzemeler ön ezme bunkerine gelir ve sarsak elek vasıtasıyla (iki
silindir arasında kırılır) kırılır ve tekrar elevatörden kurutucuya sirkülasyon yapılır.
Bu işlem ön ezme işlemidir.Ön ezme sisteminin kapasitesi 290 ton/h’dur.Kırıcı
hidrolik basıncı 130 bar ve iki silindir arası da 10 mm olmalıdır.
Malzeme farin değirmenine taşınır.Farin değirmenine gelen malzemeler döner fırından
alınan sıcak gaz ile (300oC) kurutulur öğütülür.Yani kurutarak öğütme işlemi yapılır. Şayet
döner fırın herhangi bir nedenle duruyorsa ve farin değirmeninin çalışması gerekliyse
kurutarak öğütme işlemi için gerekli sıcak hava sten ocağından alınır .
Öğüterek kurutmanın en önemli özelliği iki farklı işlemin aynı anda yapılmasıdır.Çoğu
kez öğütme devresinde bulunan sten ocağı (sıcak hava ocağı) gibi yarımcı makineler kurutma
işlemine yardımcı olarak verimin yükselmesini sağlar.İşletme kolaylığı ve enerji tasarrufu
bakımından çimento fabrikalarında ya baca gazları veya klinker soğutucusundan alınan sıcak
hava öğüterek kurutmada rahatlıkla kullanılabilir.Öğütülerek kurutma işlemi kısa sürede
tamamlandığından enerji tasarrufu bakımından çok ekonomiktir.
Bu değirmenlerde öğütme sırasında sıcak gaz ile malzeme çok iyi karışır.Kullanılan
sıcak gaz miktarı bunların sıcaklığına ve malzemedeki rutubet miktarına göre tespit edilir.
Farin değirmeni 1’de öğütme işlemi değirmenin içindeki çeşitli çaplardaki çelik
bilyeler ile olur.Değirmenin içinde bilye çapları 90-80-70-60-50-40ve 30mm’dir.
Değirmende üretilen farin emiş sayesinde sıcak hava ile birlikte seperatörden geçerek
toplama siklonlarına ulaşır.Sistemde 4 adet toplama siklonu mevcuttur.Seperatörden
geçemeyen iri malzeme geri dönüş bandıyla değirmenin girişine verilir. Siklonlarda toplananince malzeme basınçlı helezonlarda ilerleyerek havalı bant aracılığıyla elevatöre
ulaşır.Elevatörden kompresör ile homojen silolarına basılır. Siklonlardaki sıcak gaz ise
soğutma kulesinde belli bir dereceye kadar soğutulup elektro filtreye ulaşır.Filtrede ayrışan
ince malzeme helezonlarda toplanarak elevatör aracılığıyla fırın bunkerlerine şayet fırın
duruyorsa farin silosuna gönderilir.
Çimentoda kalitenin hep aynı şekilde kalması için kullanılan karışımın hep aynı
kimyasal durumda bulunarak döner fırına verilmesi gereklidir. Bu durum ancak malzemenindüzgün bir şekilde homojene edilmesiyle mümkün olur.
12

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 13/51
Farin değirmeni 2 ve 3, aynı tip değirmenlerdir ama farin değirmeni 3 daha yüksek
kapasitelidir.Bu değirmenlerde de sistem aynı şekilde işlemekte ancak öğütülme şekli
farklıdır.Bu değirmenler pozisyon itibariyle dik durumdadır.Alt kısmında redüktör ve bunun
üstünde döner tablo vardır.Değirmenin içinde 3 adet vals ve hidrolik bir sistem olduğu için 3
adet de piston mevcuttur.Döner tablo redüktörden aldığı hareket ile döner ve valsler arasında
ezilen malzeme farini oluşturmaktadır.[1]
7.3.1.Farin Homojenizasyonu
Denizli Çimento Fabrikasında farinin homojenizasyonunda Fuller sistemi
uygulanmaktadır.
Fuller sistemi dörtleme sistemi olarak da bilinir. Burada silo zemininin hava dağıtım kutuları
kadranlarla birleştirilmiştir. Bunlardan her biri sırasına göre karıştırma kadranı olarak vazife
görürler. Bu anda diğer üç kadran havalandırma kadranı olarak çalışır.
Toplam hava ihtiyacı iki kompresör tarafından karşılanır. Bunlar hava karıştırma kompresörü
ve havalandırma kompresörüdür.
Kil, kalker ve demir schenklerle farin değirmenine gönderilir. Bu schenklerin
kapasiteleri kilin 70x1.5 kalkerin 115x1.5 demirin ise 10 ton/h dir. Yüksek hacim ağırlığı olan
farin havalandırma kadranları üzerinden sabit bir halde malzeme sütununa karıştırma kadranı
üzerine nüfuz eder ve buradan yukarıya doğru yükselir. Bu sayede sürekli dik bir malzeme
sirkülasyonu meydana gelir.
Her 4 kadrandan biri tespit edilen zaman aralıklarında karıştırılmaya maruz bırakılır.
Karıştırılan kadran bir sonraki kadranın üzerine ilave edilerek işlem tekrarlanır. Bu sayede
farin hemen hemen tam homojenizasyona ulaşmış olur. İşlem 100dk’da tamamlanır.
Buradan alınan numune laboratuarlarda yapılan analizlerle kontrol edilir. Sonuca göre
eksik olan hammadde (kil veya kalker) ilavesiyle istenilen nitelikteki farin elde edilir. Daha
sonra oluşan farin stok silosuna boşaltılır. Homojen olan farin, farin stok silosuna gönderilir.
farin homojen silosu ve farin stok silosunun bir altta biri üsttedir. Silonun çapı 11m dir.7.3.2.Farinin Pişirilme Yatkınlığı
Farin hazırlamada kullanılan maddelerin bileşimi, klinker bileşimine ne kadar yatkın
ise o kadar kolay pişebilir. Bu maddeler ne kadar saf ve birbirinden farklı özellikte olursa, katı
fazdaki reaksiyonların güçlüğünden dolayı o kadar çok ince öğütülmeli ve çok iyi
homojenleştirilmelidir.Kil yerine kuvarslı malzeme, marnlı kalker yerine kireç taşı
kullanılırsa pişme güçleşir. Az komponent ile çalışılmalıdır. Karıştırılan madde çeşidi arttıkça
homojenlik tam olarak sağlanmaz ve pişme güç olur.7.4.Siklonlu Ön Isıtıcı-Humbolt
13

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 14/51
Fırını terk eden gazların ihtiva ettikleri ısıdan azami derecede faydalanmak için ön
ısıtıcı sistemler kullanılır. Bu sistemler farini, kurutma ön ısıtma ve kısmen kalsine etmeyi
sağlamaktadır.
Humbolt siklonu, 4 kademeden oluşmuştur. 1 no’lu siklon büyük ayırma yapacak
şekilde dizayn edilmiştir. 2, 3, 4 no’lu siklonların çapları aynıdır. Bu siklonlarda büyük bir
ayırma derecesi istenmez.
Siklonlarda bir tane dalgıç boru vardır.Siklondan çıkan gaz borusuna ters istikamette
siklonun içerisine doğru sarkmış vaziyette monte edilmiştir.Krom – nikelli malzemeden
yapılmış dalgıç borusunun görevi gaz hızını ayarlamak ve ayırım görevini
yapmaktır.Siklonlar ters akım prensibine göre çalışmaktadır.Stok silolarından alınan farin
airlift ile 2. siklondan çıkan gaz borusuna verilir.
Farin aşağı doğru inerken, sıcak fırın gazları da aşağıdan yukarı doğru emilir. 50-
70oC’de siklona giren farin, baca gazı vantilatörünün emiş tesiriyle fırına girinceye kadar 800-
850oC’ye kadar ısınır.Diğer taraftan 850-1050oC’de fırını terk eden sıcak gazlar baca gazı
vantilatörünün emişiyle 300-350oC’ye kadar soğumuş bir şekilde siklonları terk eder.
Siklonlarda klape ve sektirme şiberleri mevcuttur.Klapelerin görevi, siklonun içerisinde
gazlardan ayrılıp siklon konisine ve oradan mal akış borusuna gelen farini, alt siklonun gaz
borusuna geçmesini sağlamak buna karşın mal borusundan siklonun içerisine sıcak gaz
geçmesini engellemektir, yani sızdırmazlığı sağlamaktır.
Sektirme şiberinin görevi ise, mal akış borusundan alttaki siklonun gaz borusuna
dökülen farinin dağılmasını sağlayarak, emişin tesiriyle bir üstteki siklona sürüklenmesini
sağlamaktır. Böylece farinin yolu uzatılmakta ve gazlarla daha uzun süre ısı alışverişi
sağlanmaktadır.
7.4.1.Siklonlu Ön Isıtıcının Önemi
1.Enerji Tasarrufu: Döner fırın sıcak gazları fırını 800-1000oC bir sıcaklıkta terk eder. Bu
sıcaklıktaki gazlar siklonlu ön ısıtıcılardan ters akım prensibine göre geçirilerek fırına verilenfarin ısıtılır ve yaklaşık 800oC sıcaklıkta ve %95-98 kalsine olmuş halde fırına intikal eder.
Sıcak gazlar yaklaşık 300-350oC civarında bir sıcaklıkta siklonlardan dışarıya atılır. Farinin
70oC civarında bir sıcaklıkta siklonlara girip fırın sıcak gazları ve kalsinatör gazlarıyla ısınıp
800oC sıcaklıkta %95-98 kalsine olmuş halde fırına intikal etmesi büyük bir enerji
tasarrufudur.
2.Verim Artışı: Farinin siklonlarda belirli bir oranda hazırlanıp fırına intikal ettirilmesi
fırının yükünü azaltır. Fırın çapı aynı olmasına rağmen siklonlu fırınlara oranla boyları iki üç
14

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 15/51
kat daha uzundur. Bu nedenle farinin klinker halinde fırından çıkış süresi uzar ve daha az
verim elde edilmesine neden olur.
3.Döner Fırının Boyunun Kısalması: Farin 1000-1100oC sıcaklığa kadar ısınıp %90-95
kalsine olmuş vaziyette fırına girmektedir. Bu nedenle fırın boyları takriben %50
mertebesinde kısalmıştır. Siklonlu ön ısıtıcıların kullanılmasıyla büyük kapasiteli döner fırın
imalatları gerçekleştirilmiştir.
7.4.2.Siklonlu Ön Isıtıcının Çalışma Prensibi
Siklonlar, ters akım prensibine göre çalışırlar.Stok silolarından alınan farin, airlift ile
siklonlara verilirken fırın sıcak gazları ise aşağıdan yukarıya doğru emilir.
Farin, siklon kademelerinden, yerçekimine paralel olarak fırına inerken, gaz
kanallarında, baca gazının emilişiyle, fırın ve kalsinatör sıcak gazları ters yönde yükselir.
Böylece farinin kalsinasyon derecesi arttırılmış olur.
7.5.Döner Fırın
Denizli Çimento Fabrikasında 2 adet döner fırın bulunmaktadır ve bu döner fırınların
özellikleri Ek’te verilmiştir.
Döner fırın yavaşça dönen silindir şeklindeki bir borudan ibarettir.İçi yüksek ısıya
dayanıklı malzeme ile örtülüdür.Döner fırın devri tonaja göre değişmektedir.Belirlenen bir set
değerine göre fırının devri ayarlanabilir (set değeri 2.51rpm).
Pişirilecek farinler, intikal bölümünden fırının içine gönderilir.Fırının uç kısmına yani
boşalma ucuna monte edilmiş yakma düzeni ile de pişirilir. Uzunluğuna göre fırın mantosu, 3
adet taşıyıcı düzen (gale) üzerine oturmaktadır. Her gale üzerinde 2 tane taşıyıcı rulo vardır.
Fırın mantosuna monte edilmiş ringler galelerin üzerine binmiştir.Galeler genellikle
ringlerden 40-80mm daha geniştir.Normal çalışmada fırın aşağıya ve yukarıya hareket
etmekte, bu sayede galelerin bütün yüzeyine yayılmak suretiyle galelerin üzerinde belli
bölgede aşınmayı önlemek mümkün olmaktadır.
Fırın tahrik sistemi, fırın giriş ucuna yakın olmak koşuluyla, galelerden birinin yanınamonte edilmiştir. Bunun nedeni, tahrik sistemini hararetten korumak için sinter bölgesinden
uzağa yerleştirmektir. Tahrik sistemi fırın üzerine monte edilmiş büyük bir dişli (fener dişli),
tahrik dişlisi (pinyon dişli), tahrik şanzımanı ve tahrik motorundan oluşmaktadır. Büyük dişli,
fırın üzerine bir miktar esneklik verilerek monte edilmiştir. Bunun nedeni herhangi bir
sarsıntının doğrudan fırın mantosuna iletilmesini ve tuğlaların dökülmesini önlemektir.
Elektrik kesilmelerinde, ani durmalarda fırını deformasyondan korumak için benzinle çalışan
yardımcı tahrik motoru vardır. Bu fırını yavaş yavaş döndürerek deformasyonu engeller.
15

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 16/51
Fırın üç bölümden oluşmaktadır. Kalsinasyon, sinterleşme ve soğutma fırının
bölümleridir. Farin fırından geçerken 1400-1450 oC derecelerde reaksiyonlar ile klinker
oluşumu sağlanır. [1]
7.5.1.Döner Fırında Meydana Gelen Reaksiyonlar
Suyun buharlaşması 100oC’de başlar.
Kildeki kristal suyun buharlaşması 500oC’de başlar.
MgCO3’ün ayrışması 600oC’de ayrışmaya başlar.
MgCO3 MgO + CO2(g)
CaCO3’ün ayrışması takriben 825-900
o
C arasında olur. CaCO3 CaO + CO2(g)
Kireç ve kilin birleşmesi takriben 800oC’de başlar ve 1450oC’de tamamlanır.
1000oC’ye kadar Al2O3’in tamamı CaO ile birleşerek monokalsiyum alüminat oluşur ve
düşük konsantrasyonda di kalsiyum silikat oluşur.
Al2O3 + CaO 1000oC CaO. Al2O3 (monokalsiyum alüminat)
SiO2 + 2CaO 2CaO.SiO2 (di kalsiyum silikat) (C2S)
1200-1300oC arasında mono kalsiyum alüminattan tri kalsiyum alüminat teşekkül eder.
CaO + Al2O3 + 2CaO 3CaO. Al2O3 (tri kalsiyum alüminat) (C3A)
Bu arada di kalsiyum ferrit ve daha kompleks olan tetra kalsiyum alümina ferrit de
meydana gelir.
2CaO.Fe2O3 (di kalsiyum ferrit)
4CaO.Fe2O3 (tetra kalsiyum alümina ferrit)
1300oC’den daha yüksek sıcaklıklarda tri kalsiyum silikat (3CaO.SiO2) oluşur.
Çok kompleks ve hala aydınlatılmamış olan pişme reaksiyonları topluca şöyledir:
12CaO + 2SiO2 + 2Al2O3 + Fe2O3 3CaO.SiO2 + 2CaO.SiO2 + 3CaO.Al2O3 +
3CaO.Al2O3 + 4CaO.Al2O3.Fe2O3
3CaO.Al2O3 + 6H2O 3CaO.Al2O3.6H2O + ısı [3]
7.5.2.Döner Fırının Tipi
16

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 17/51
Denizli Çimento Fabrikası’ndaki döner fırın tek çaplı döner fırın olup en fırın
tipindedir. Tek çaplı döner fırınlar, farinin, fırında pişme süresini kısalttığı gibi kapasitenin
artmasında büyük rol oynar. Aynı zamanda enerji tasarrufu da sağlar.
Fırının eğimli olarak dizayn edilmesinin sebebi; fırın dönerken, farinin pişerek klinker
halinde çıkışa doğru kaymasını sağlamaktır.
Çimento döner fırınlarında yakıtların tam yanmasını sağlamak için yakıtın cinsine ve
fırın tipine göre daima %5 ile %20 arası hava fazlasıyla çalışır. Çimento döner fırınlarında üç
tip hava kullanılmaktadır:
1.Primer Hava: Primer hava özel bir vantilatör vasıtasıyla alev borusunda yakıtla beraber
fırına verilen havadır.Primer havanın görevi; yakıtı fırına püskürtmek ve fırın içerisinde
yakma havası ile süratle karışmasını sağlamaktır. Sekonder havaya nazaran daha soğuk
olduğundan alev borusunu soğutmaktadır. Alev borusunun ucunda koklaşma tehlikesi, alevin
boru içerisine geri tepmesi ve türbülatörün kızışması gibi hadiseler önlenmiş olur .
2.Sekonder Hava: Asıl yakma havası olan sekonder hava klinkerin soğutulması neticesiyle
soğutmadan alınan sıcak havadır.
3.Tersiyer Hava:Klinker soğutucudan alınıp kalsinatöre beslenen havadır.
7.5.3.Döner Fırının Bölgeleri
Şekil 3.Döner Fırın Bölgeleri
Kalsinasyon Emniyet Geçiş Sinter Bölgesi Havuzlama
bölgesi bölgesi bölgesi bölgesi
Kalsinasyon Bölgesi: Döner fırın girişinden emniyet bölgesine kadar olan bölge, kalsinasyon
bölgesidir. Kalsinasyon bölgesinde, döner fırın mantosu, %42-50 Al2O3 içeren şamottuğlalarla örülüdür. Kalsinasyon bölgesinde;
CaCO3 CaO + CO2(g)
Reaksiyonu gerçekleşir . CO2 tamamen ayrışır ve CaO serbest kalır.
Emniyet Bölgesi: Kalsinasyon bölgesinden sonra fırın çıkışına doğru takriben fırın çapının 2
katı kadar olan bölgeye denir. Emniyet bölgesinde döner fırın mantosu %50-80 Al2O3 ihtiva
eden yüksek alüminalı tuğlalarla örülür. Çünkü bu bölgede zaman zaman fırın rejimindendolayı sıcaklık 1250oC’nin üzerine çıkabilir.
17

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 18/51
Geçiş Bölgesi: Emniyet bölgesiyle sinter arasında fırın manto çapının takriben 2 katı olan
bölgeye denir. Emniyet bölgesinde de döner fırın mantosu çapı 2 katıdır. Bu bölge sinterle iç
içe sayılır. Klinkerleşme reaksiyonları kısmen likitleşmesi bu bölgede başladığı için tuğlaların
üzerine anzast bağlar. Fakat likit gaz miktarının azlığından dolayı anzast zayıf olup sık sık
dökülür. Anzast dökülürken beraberinde bir miktar tuğla kopardığından tuğlanın ömrü kısalır.
Sinter Bölgesi: Döner fırında kimyasal reaksiyonların meydana geldiği klinker bileşiklerinin
oluştuğu bölgedir. Sinter bölgesinde döner fırın mantosu magnezit-krom tuğlaların özelliği
gereği üzerine bir kabuk bağlar. Buna anzast denir.
Havuzlanma Bölgesi: Sinterin bittiği noktadan döner fırının çıkışına kadar olan bölgeye
denir. Havuzlanma bölgesinde alevin tesiri biter ve klinker 1400oC’den 1300-1250oC’ye kadar
soğuyarak soğutmaya dökülür.[2]
7.6.Klinker
Klinker, gayet ince öğütülmüş büyük bir kısmını CaO, SiO2 , az miktarda Al2O3 ve
Fe2O3’in teşkil ettiği hammaddelerin homojen bir karışımının en az sinterleşmeye kadar
pişirilmesi neticesinde elde edilen yarı mamul maddedir.
7.6.1.Portland Çimentosunun Klinkerinin Mineral Fazları
Portland çimentosu klinkeri şu kimyasal maddelerden oluşmuştur.
Tablo 1. Portland Çimentosu Klinkeri Bileşimi
SiO2 %17-25 CaO %60-67
Al2O3 %3-8 MgO %1-5
Fe2O3 %2-4 K 2O+Na2O %0.2-1.3
Mn2O3 %0-3 SO3 %1-3
TiO3 %0-0.5 P2O5 %0-1.5
Klinkerin temel yapısını teşkil eden bileşikler;
1) Tri kalsiyum silikat 3CaO.SiO2 veya C3S-Alit
2) Di kalsiyum silikat 2CaO.SiO2 veya C2S-Belit3) Tri kalsiyum alüminat 3CaO.Al2O3 veya C3A-Selit
4) Tetra kalsiyum alümina ferrit 3CaO.Al2O3.Fe2O3veya C4AF-kahverengi millarit
5) Az miktarda serbest kireç (CaO), MgO, kükürtlü bileşikler ve alkaliler bulunur.
Kildeki bağlı suyun uzaklaştırılması ile kalsiyum ve magnezyum karbonatların
bozulması ve pişirilmesi esnasında klinker üç basamakta teşekkül eder.
1000oC’ye kadar olan birinci kısımda tüm Al2O3 kireç ile birleşerek CaO.Al2O3
meydana gelir. Silis de reaksiyona girerek 2CaO.SiO2 haline geçer. Klinker bileşiklerininoluşmaya başladığı bu ilk safhada 2CaO.SiO2 konsantrasyonu düşüktür.
18

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 19/51
İkinci basamakta karışım 1200-1300oC arasında ısıtılırken ilk safhada teşekkül eden
CaO.Al2O3 kireçle doyurulur ve 3CaO.Al2O3 oluşur. Aynı anda CaO’ nün bir kısmı Fe2O3 ile
birleşip 2CaO.Fe2O3’e dönüştüğü gibi daha karışık bir bileşik olan 4CaO.Al2O3. Fe2O3 oluşur.
Bu reaksiyonlar hammadde karışımının kimyasal terkibine bağlı olarak 1300oC’nin altında
umumiyetle katı fazda cereyan eder.
Üçüncü basamakta malzeme 1300oC’den daha yüksek sıcaklıkta ortama girer. Bu
sıcaklıkta karışımın bir kısmı sıvı haldedir ve bu durum di kalsiyum silikatın bir dereceye
kadar serbest kireçle birleşerek tri kalsiyum silikat meydana getirir. Klinker bileşikleri bu
safhada sona erer.
Alit(C3S): Portland çimentosu klinkerinin en önemli kristal yapıtaşı olup kristal yapısındaki
özellik nedeniyle erken dayanım kazanmasını sağlamaktadır. C3S’in %55-60 arasında olması
istenir. Klinkerde C3S %65’den fazla ise pişme zorluğunun yanı sıra çimento dayanımı düşer.
Belit(C2S): Belit esasında C2S’in β-görünüş şeklidir. β şeklini koruması için hızlı ve ani
soğutma tercih edilir. Alitten daha yavaş sertleşir. Ama uzun zaman sonra aynı mukavemete
ulaşır. Belit sinter bölgesinde katı fazda meydana gelir. Portland çimentosu klinkerinde %25’e
kadar C2S bulunur. C2S çimentonun geç dayanım kazanmasına etkendir.
Selit(C3A): Betonun ilk 24 saat içerisinde sertleşmesini temsin eden siyahımsı çamlaşmış
partiküllerdir. Hidratasyon ısısı yüksektir. Su ile derhal sertleşir. Çimentolardaki optimum
C3A içeriği %8-12’dir. %12 üzerinde dayanım düşer. Su ile derhal kalsiyum alüminat hidrat
oluşturur.
Kalsiyum alümina ferrit (C4AF): Hidrolik sertleşmeye fazla bir yardımı yoktur.
Çimentonun rengini etkileyen komponanttır. Miktarı ne kadar fazla ise çimentonun rengi
koyu olur. Optimum C4AF miktarı %12-13’dür. Eğer C4AF bu değeri geçerse çimentonun
dayanımı azalır.
7.6.2.Klinker Soğutucu
7.6.2.1. Klinkerin Soğutulma Sebepleri
• Kızgın haldeki klinkerin stokhole nakli zordur. 1250-1300oC sıcaklıktaki klinkeri
direkt kovalı bantla stokhole nakledersek, kovalar ve diğer sistemler çok çabuk
deforme olur.
• Sıcak klinkeri öğütmek çok zordur. Ayrıca değirmen tarağının düşmesine ve sistemin
deforme olasına neden olur.
• Klinkerin soğutulmasında kullanılan ısınmış havanın sekonder hava olarak döner
fırında kullanılması üretim masraflarını düşürür.
19

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 20/51
• Uygun bir soğutma işlemi çimento özelliklerini düzelttiği için klinker soğutulur.
Denizli Çimento Fabrikası’nda, Fuller-Izgaralı Soğutucular kullanılmaktadır. Fırından çıkan
klinker, ızgara üzerine dökülür. Izgara yüzeyi plakalardan meydana gelmiştir. Bu plakaların
5-8.5 cm arasında değişen bir alın yüksekliği vardır. Alın, ızgara üzerindeki malı ileriyeitmeye yarar. Klinkeri soğutmak için gereken hava vantilatörler vasıtasıyla verilmektedir.
Hava, ızgaraların deliklerinden içeri girer ve ızgara üzerindeki klinkerin arasında geçer
böylece klinker ısısını havaya bırakır. Izgara deliklerden dökülen ufak taneler toz bunkerinde
birikir. Bunkerlerin altındaki sızdırmaz klapeler belirli zaman aralıklarında açılarak klinkeri
altındaki nakil zincirine döker. Oradan klinker havalı banda taşınır. Izgara üzerindeki
klinkerler ise ızgaranın hareketi ve itmesiyle sonraki klinker kırıcıya dökülür. İri parçalar
kırıcıdan kırıldıktan sonra stokhole taşınmak üzere havalı banda dökülür. Klinker soğutucuya
1200-1300oC’de dökülmekte ve 100-150oC de çıkmaktadır. Isıtılmış havanın büyük bir kısmı
sekonder hava olarak kullanılır. Artanı da kömür kurutma veya öğütmede kullanılabilir.
7.6.2.2.Klinkerin Hızlı Soğutulmasının Faydaları
• Klinkerin hızlı soğutulması sayesinde di kalsiyum silikatın β şeklinden hidrolik
özelliği olmayan γ şekline dönüşmesi önlenir. β şeklini koruması sağlanır. Eğer
klinker çok yavaş soğutulacak olursa 2CaO.SiO2 α ve β şeklinden γ şekline geçerek
tozlaşır. γ şeklindeki C2S’ın dayanım özelliği yoktur.• Klinkerin hızlı soğutulmasında sağlanan çok önemli bir fayda, elde edilen çimentonun
sağlam ve sülfatlı sulara karşı dayanıklı olmasıdır.
• Klinker yavaş soğutulursa elde edilen çimento sülfatlı sulara dayanıklı olmayacağı
gibi ani donma yaparak çalışma güçlükleri yaratır ve mukavemet düşmesine neden
olur.
7.7.Çimento Değirmeni
Çimento değirmenin amacı klinker, alçı ve katı olarak içine katılmış trasın istenilenincelikte öğütülmesidir. Öğütülme işleminden sonra elde edilen madde çimentodur. Elde
edilen çimento, çimento silolarına sevk edilerek paketleme veya dökme olmak üzere satışa
sunulur.Denizli Çimento Fabrikası’nda 2 adet bilyalı çimento değirmeni ve 2 adet horomill
tipi çimento değirmenleri kullanılmaktadır.
7.7.1Bilyalı Çimento Değirmenleri (FLS)
Denizli Çimento Fabrikasında 2 adet bilyalı çimento değirmeni bulunmaktadır. Bu
değirmenlerin şekli ve özellikleri Ek’te verilmiştir.
20

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 21/51
Stokholden bantlarla değirmen bunkerlerine gelen katkı, alçı taşı,kalker ve klinker,
çimento çeşidine göre schenck kantarlarında tartılarak birinci değirmene girerler. Malzemenin
öğütülmesi, öğütme malzemesinin (bilyalar) hareketiyle olur. Bu hareket, öğütme
malzemelerinin plakalarla kaplanmış değirmen gövdesiyle arasındaki çarpışma ve
sürtünmeyle sağlanır. Birinci kamara bilya kamarası olup malzemenin daha küçük parçalara
ufalanmasını sağlar. Değirmen hareketi ve elektrofiltre fanının emişi ile ikinci kamaraya
sürüklenen malzeme silpepslerle öğütülür. Öğütülen malzeme çimento halinde havalı bant ve
elevatörle seperatörlere gelir. Kalite kontrolün belirlediği incelikteki çimento siklonlarda
toplanarak stok silolarına sevk edilir. İri taneli çimentolar ise seperatör geri dönüş bandı ile
tekrar beslemeye gönderilir. Elektrofiltrelerde değirmen çıkışında ve seperatörde uçuşan
çimento tozları tutularak silolara sevk edilir.
İkinci değirmen ise kombine bir sistemdir.Ön ezme sistemi ile birlikte çalışır.Çünkü
bu değirmendeki bilyeler yeterli öğütmeyi sağlayamaz.Ayrıca ön ezme sistemi kapasiteyi
arttırmaktadır.Stokholden bantlarla değirmen bunkerine gelen katkı , alçı taşı, kalker ve
klinker çimento çeşidine göre schenck kantarlarında tartılarak ön ezmenin üstündeki toplama
bunkerine girerler.Buradan da ön ezmeye girerler.Ön ezmede 2 adet silindir vardır.Bu
silindirler arasına giren malzeme öğütülür.Öğütülen malzeme bantlar vasıtasıyla V
seperatörüne girer.V seperatöründen kalın malzeme elevatör vasıtasıyla tekrar ön ezmeye
gelir.İnce malzeme ise emiş ile dinamik seperatöre çekilir.Bu sistem böyle bir döngü halinde
gerçekleşir.Dinamik seperatörden geçen malzeme emiş ile torbalı filtreye gelir ve filtrede
çöken malzeme stok silolarına gönderilir.Dinamik seperatörden geçemeyen malzeme havalı
bant vasıtasıyla klepe açılıp kapatılarak bir kısmı ön ezmeye bir kısmı da ikinci çimento
değirmenine gönderilir.Değirmene giren malzeme bilyelerle öğütülür ve öğütülen malzeme
elevatör ve havalı bant vasıtasıyla seperatöre gelir.İstenilen incelikteki malzeme silolara
gönderilir ve kalın malzeme de tekrar değirmene girer.
Değirmenin dönmesi ve bilyaların hareketiyle çimento, değirmen içinde belirli bir sıcaklığa ulaşır. Bu sıcaklığın 120oC’yi geçmemesi gerekir. Değirmen sıcaklığı 110oC’ye
ulaştığında değirmen çıkışından otomatik pülverize su verilerek çimento çıkış sıcaklığı
otomatik olarak düşürülür. Su verme işlemi alçı taşının kristal suyunu kaybetmemesi ve
çimento kalitesinin bozulmaması amacıyla yapılır.[1]
7.7.2.Horomill
86 ton/h çimento kapasiteli, dinamik seperatörlü, iki adet yatay valsli çimento
değirmenleridir. Fransız F.C.B firması tarafından, yüksek enerji verimliliği, farklımalzemelerin öğütülmesinde gösterdiği esneklik, mekanik güvenilirlik ve bilyalı çimento
21
7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 22/51
değirmenlerinin ürünlerinin sahip olduğu kalite hedefleri doğrultusunda, öğütme teknolojisi
açısından son yılların en dikkate değer gelişmesi olarak tanımlanan ‘‘ HOROMİLL ’’ ler
üretilmiştir.
Horomill, halka ve merdane prensibine dayalı bir değirmen olup, öğütme halkası yatay
olarak yerleştirilmiştir. Öğütücü merdane bu halka üzerine hidropinomatik yaylarla
bastırılmıştır.[1]
Horomill’in Öğütme Prensibi
Değirmene beslenen malzeme, halka ve basınç yüklü merdane arasında ezilerek
öğütülmektedir. Merdanenin halkayla aynı yöndeki dönüşü öğütülen malzemenin oluşturduğu
sürtünme kuvveti nedeniyledir.
Değirmen içinde malzeme akışını sağlamak için halka, kritik hızla döndürülmektedir.
Horomill’in kritik hızın üzerinde döndürülmesiyle, beslenen tanelerin merkezkaç kuvveti
etkisiyle halka iç çeperine yapışması sağlanmaktadır. Değirmen döndükçe, taneler, merdane
ve halka çeperi arasından geçerek öğütülmektedir. Halka çeperine yapışan malzemeyi
sıyırmak için değirmen içine bir sıyırıcı yerleştirilmiştir. Sıyrılan malzeme ‘‘ PATENTLİ
TAŞIMA KUTUSU ’’ denilen bir sistem ile değirmen dışına alınmaktadır. Değirmen dışına
alınan malzeme elevatör ile seperatöre taşınmakta seperatörden ayrılan ince taneli çimento
torbalı filtrede tutularak son ürün halinde stok silolarına sevk edilmekte, iri taneli çimento ise
seperatör geri dönüşünden besleme olarak tekrar değirmene girmektedir.
Horomill’in Bilayalı Değirmenlere Göre Avantajları
• %30-50 arasında enerji tasarrufu.
• İşletme kolaylığı.
• Düşük kirlilik.
• Eşdeğer yada iyi çimento kalitesi.
• Aynı kapasite için, bilyalı değirmen boyunun 1/3’ü kadardır .
7.8.Paketleme Ünitesi
Denizli Çimento Fabrikası’nda biri yeni diğeri eski olmak üzere iki adet paketleme ünitesi
vardır:
1. paketleme ünitesi, yaklaşık 400 ton/h kapasiteli torbalı, bunun yanında 450 ton/h kapasiteli
dökme çimento sistemidir. 2 adet Hover – Boecker marka, 8 musluk/devir sayılı, 100 ton/h
kapasiteli kantar ve 2 adet Ali Ceylan marka 12 musluk/devir sayılı, 100 ton/h kapasiteli
kantarlar mevcuttur. Tartımlar her 4 kantarda da manuel olarak yapılmaktadır .
22
7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 23/51
2. paketleme ünitesinde, 2 adet Hover – Boecker marka otomatik tartım sistemli, 100 ton/h
kapasitede, torbalı kantarlar ve 150 ton/h kapasiteli 2 dökme çimento kantarları mevcuttur.
1. paketleme siloları 3250 ton çimento kapasiteli, yeni silolar ise 2500 ton kapasitelidir. Tüm
silolar periyodik hava kaynatma sistemlidir. Sistem çalışmaya başladığında kompresörler
devreye girerek silolarda kaynatma diye tabir edilen havalandırma başlar. Bu kaynatma
işlemiyle çimentonun homojen olması ve kolay hareket etmesi sağlanır. Silodan çıkan
çimento, kantarlar üzerinde bulunan eleklere gelir, elekler çimento içerisine karışabilecek
yabancı maddelere ve topaklanmış çimentoyu ayırırlar. Eleklerden geçen çimento kantar
bunkerlerine oradan da kantarlara gelir. Kantarlara ambalajlar insan gücü ile takılmaktadır.
Musluklarda 50kg çimento ile doldurulan ambalajlar torba kesiciden geçer. Torbalarda delik
veya patlak varsa bu kesicide kesilerek çimento tekrar kantarlara gönderilir. Sağlam torbalar
kesiciden geçtikten sonra nakil bantlarıyla kamyonlara yüklenir. Dökme çimento ise
kantarlarda tartım yapıldıktan sonra torbalanmadan doğrudan kamyonlara yüklenir.
8.DENİZLİ ÇİMENTO FABRİKASI’NDA KULLANILAN YAKITLAR
Denizli Çimento Fabrikası’nda, çimento klinkerinin pişirilmesinde, daha ekonomik
olması nedeniyle yakıt olarak kömür kullanılmaktadır. Bunun yanı sıra döner fırın
ateşlenmesinde ve çimento değirmenlerinde rutubetin giderilmesi ve kaliteli çimento elde
etmek amacıyla sten ocağında fueloil yakılmaktadır.
8.1. Kömür
Kömürün bileşiminde başlıca C, H, O bulunur. Bunların dışında N, S ve kül de
kömürün içinde yer alır. Kömürün içinde yanıcı bileşenler dışında bazı yabancı inert
maddelerde bulunur. Bunlar kil, kum, kaya ve bazı metal mineralleri gibi çeşitli inorganik
bileşikler olarak sayılabilir. Bunlar kömürün yanması sonucu oksit ve silikatlar halinde külü
oluşturur.
Kömür içinde doğal halde bulunan bir diğer bileşen de sudur. Kömür içinde kaba
rutubet halinde bulunan su da yanma reaksiyonuna katılmaz ve yanma olayından önce
buharlaşarak baca gazına karışır.
Kömürde yanıcı kısımlar ne kadar fazla ise yanma ısıları da o denli yüksektir.
Kömürün değerlendirilmesinde sadece C ve H miktarları göz önüne alınır. S yanıcı olmasına
rağmen yanma da SO2 teşkil ettiği ve bu da su ile H2SO3 oluşturduğundan, bu maddenin de
yakma tesisinin metalik kısımlarında korozyon meydana getirmesi ve atmosferde baca gazı
olarak çevreye olağanüstü zararlı etki yapması nedeniyle istenilmeyen maddedir. Kömür
23

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 24/51
külünde kalan kükürt yakma işleminde klinkerin bir bileşim maddesi haline gelir ve klinkerin
kalitesini düşürür. Ancak kömürde belirli bir miktar S bazı durumlarda istenir ve alkali
oksitlerin sülfatlaştırılmasına yol açar. Bu şekilde oluşan alkali sülfat bozunmaz ve fırını
klinker ile terk ederek fırın sisteminde alkali devir daimini azaltır. Fakat S fazlalığı çimento
fırınının istenilmeyen SO2 emisyonuna yol açar.[1]
8.1.1. Uçucu Madde
Kömürün sınıflandırılmasında önemli olan uçucu madde miktarıdır. Kömürün havasız
bir ortamda karbonlaştırılması sırasında ağırlığından kaybettiği miktar toplam uçucu madde
miktarını verir.
Bol miktarda uçucu madde ihtiva eden kömür uzun bir alev oluşturur, bunlar uzun
alevli kömürlerdir. Az miktarda uçucu maddeli kömürler, kısa alevle yanarlar ve kısa alevli
kömürler diye adlandırılırlar. Fırına, kömür tozu olarak püskürtülen uzun alevli kömürler
büyük bir hızla parçalanırlar. Gaz halindeki uçucu maddeler hemen yanarlar, bu hızlı ve tam
bir oksijen girişine ve bu sayede kömürün süratle yanmasını sağlar. Bu durum fırının kısa bir
kesimi ile tehdit edilen yanma işlemini uygun hale getirir, bu sayede kısa bir alev meydana
gelir. Kısa alevli kömürler daha az uçucucu madde içerirler ve fırında kömür tozu alevi olarak
yavaş parçalanırlar. Az uçucu maddeler uzun fırın kesiminde yavaş yanarlar buda fırında kısa
alevli kömür denilen kömür tozu alevinin daha uzun bir alev oluşturmasına etki eder.Kömürün uçucu maddesinin optimal değeri kömür tozu ateşlemeleri için %18-22
civarındadır.
8.1.2. Kömürün Tutuşma Noktası
Tutuşma noktası olarak, kömürün süratli yanarak girdiği yanma reaksiyonu böyle bir
hızla gerçekleştiği kömürün yüzeysel sıcaklığı tarif edilir.Tutuşma sıcaklığına ulaşmada
belirli bir süre gereklidir.
Tutuşma süresi, kömür yüzeyini tutuşma sıcaklığına ulaştırmak için gerekli olan
zamandır. Tutuşma sıcaklığı kömürün yüzeyine bağlıdır. Kömürün yüzeyi ise parça
büyüklüğüne yani kömürdeki öğütme inceliğine bağlıdır. Kömürün öğütme inceliği
vasıtasıyla tutuşma sıcaklığını ve tutuşma süresini ayarlamak mümkündür. Öğütme inceliği,
kömürün tutuşmasında uçucu madde miktarından daha fazla etkilidir. Kömür tozunun ve
yakma havasının tutuşma sıcaklığına kadar ısıtılması gerekir. Kömür tozunun ısıtılmasında
tutuşma için gerekli ısı miktarının %10’u, yakma havasının ısıtılması %15 fazla havada
yaklaşık %90’ı gerekir.
24

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 25/51
8.1.3. Kömürün Yanma Zamanı
Oluşturulan yakma gazları ne denli süratle kömür tozu tanesinden uzaklaşır ve yerine
taze hava girerse bu parçacık o denli çabuk yanar. Yakma havası ve kömür tozu tanesi
arasındaki nispi hız büyük ise bu varsayım gerçekleşir.
Yakma işlemi uçucu maddelerin gaz çıkışı ve katı maddelerin yanmalarından ibarettir.
Gümz tarafından gerçekleştirilen yanma zamanı formül kömür tozu parçacığının yanma
zamanı diyagramının hesaplanmasında kullanılır. Bu diyagram 0.02-0.5 mm çapında 900-
1500oC yanma sıcaklıklarındaki kömür tozu tanecikleri için yanma zamanını saniye olarak
verir.
8.1.4. Kömürün Hazırlanması
Kömürün kömür tozu haline getirilmesi, kömür tozu patlamasını önlemek için özel
tedbirler gerektirir.
Bu kömür tozu patlaması aşağıdaki 3 şart oluşmuşsa meydana gelir:
Gaz karışımındaki kömür tozu konsantrasyonu patlama limitleri içinde ise
Gaz karışımında oksijen miktarı patlama için yeterli orandaysa Bu patlamaya yol açacak yeterli ısı enerjisi mevcutsa
Kömür tozu patlamasının önlenmesi için bu üç faktörün teorik olarak olmaması gerekir.
Pratikte mümkün olduğu kadar bu 3 faktörün bir araya gelmemesine dikkat edilmektedir.
Kömür tozu konsantrasyonu taş kömür için patlama alanı 1 Nm3 havada 150 g (alt
patlama sınırı) ile 1500 g kömür tozu (üst patlama sınırı) şeklindedir. Bu konsantrasyon
sınırları gaz miktarı ve kömür inceliğine göre değişir. Kömür tozu inceliği yaklaşık 4900
göz/cm2 elekte %10-15 bakiyeye tekabül eder. Alt patlama sınırı altındaki konsantrasyon alanı
0-150 g/Nm3 olup oldukça dardır.
Bu iş için büyük gaz miktarları gerekli olduğundan bu alan kömür hazırlanmasında
kullanılmaz. Kömür tozu konsantrasyonu 150-1500 g/Nm3 olan patlama alanında bulunması
halinde diğer faktörler olmasa da sakınılması gerekir:
8.1.5. Gaz Karışımında Oksijen
25

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 26/51
Kurutma – öğütme sisteminde oksijen miktarları en fazla %14 olmalıdır. Bu amaçla
oksijen miktarını indirmek için çıkış gazlarının bir miktarının devir daimi uygulanmaktadır.
Oksijen miktarının düşmesiyle alt patlama sınırı yükselir ve üst patlama sınırı düşer. Bu
sayede patlama alanı önemli şekilde daralır. Bu tedbirle gaz karışımının tutuşma sıcaklığı
yükselir.
8.1.6. Yeterli Isı Enerjisi
Bir patlama oluşması için gerekli ısı enerjisi şu şekilde oluşur:
Kömürün kendi kendine tutuşması
Aşırı sıcak kurutma gazları ile kömürün aşırı ısıtılması
Makine parçalarının ısınmaları
8.1.7. Kömür Kurutma
Kömür kurutma, genellikle kömürdeki nem miktarı %15-40 olduğunda kullanılır.
Genelde kış şartlarında nem miktarı artan kömür kurutucuda kurutulduktan sonra öğütülür.
Yaz şartlarında ise kurutma işlemine gerek görülmemektedir.
Kurutma işleminde döner fırın ve klinker soğutucusunun artık ısısı kullanılır. Bu
kurutucuya giren sıcak gaz yaklaşık 450o
C’yi aşmamalıdır. Kurutucuyu terk eden gazlarınsıcaklığı ise yaklaşık 120oC olmalı ve kurutulan kömür sıcaklığı da 70oC olmalıdır. Kurutucu
da kömürün kurutulması için spesifik buharlaşma kapasitesi saatte 1 m3 kurutma hacmi başına
25-30 kg su buharıdır.
Kömürün yanması için kömürün tamamen kurutulmaması yani bir miktar nemin
kömür içinde bulunması gerekir. Kurutulan kömürün nemi %1.5’in altına düşmemeli ve
%3’ün üzerine çıkmamalıdır. Bu durumlarda alev boyu uzar ve fırının ağzında pişme
gerçekleşmez, fırında deformasyona yol açar.
Fabrikaya dışarıdan gelen kömürün nemi yaklaşık %18-21 iken kurutucudan geçtikten
sonra bu oran %15-16’ya düşer. Öğütme esnasında da %1-2.5 oranında düşmektedir.
8.1.8. Toz Kömür Kullanma Nedenleri
Katı yakıtları tam olarak yakmak çok zordur. Bu güçlük havadaki oksijenle katı yakıt
arasında geçen reaksiyonun kontrol edilemeyişinden kaynaklanır.
Yanma, oksijen moleküllerinin kömür taneleri yüzeyine temas etmesi sonucugerçekleşir. Bu teması sağlamak amacıyla fırına gereğinden fazla hava verilmesi yoluna
26

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 27/51
gidilir. Ayrıca yanma sonucu oluşan kül de kömürün oksijenle temasını azaltacağından yanma
olayını güçleştirir. Hatta, yanıcı, uçucu maddeler kül ile birlikte baca gazından dışarı atılabilir.
Bu kayıpları önlemek amacıyla kömür, kömür değirmenlerinde toz halinde öğütülerek yanma
verimi arttırılır.
Kömür toz haline getirilirken dikkat edilmesi gereken, ne çok ince ne de çok kalın
öğütülmesidir. İnce kömürler fırında kalsinasyon ve sinter bölgelerinin yerlerini değiştirir.
Kalın kömürler ise alev boyunu etkileyeceğinden dolayı pek istenmez.
8.2 Kömürün Öğütülmesi
8.2.1 Kömür Değirmenleri
Denizli Çimento Fabrikası’nda kömürün öğütülmesi işleminde 3 adet kömür
değirmeni kullanılmaktadır. Bunlardan biri, 16 ton/h kapasiteli, 3 valsli, statik seperatörlü,
mitsubishi-IHI Japon kömür değirmeni,12 ton/h kapasiteli dikey bilyalı kömür değirmeni,
diğeri ise 12 ton/h kapasiteli, 3 valsli, dinamik seperatörlü PFEIFFER A.G. Batı Alman
kömür değirmenidir.
Kömür değirmenlerinde öğütme tablası, dişli sistemle düşey eksen etrafında
döndürülmektedir. Sabit pozisyonlarda yerleştirilmiş öğütme valsleri tabla üzerinde elastik bir
şekilde bastırılmaktadır. Öğütülecek kömür, dönen öğütme tablası üzerine merkezi olarak
değirmenin üzerindeki seperatörün ortasından içeri giren besleyiciden beslenir. Tabla üzerine
düşen kömür merkezkaç kuvveti etkisiyle valsler arasından geçerken valslerin uyguladığı
ezme kuvvetleri nedeniyle öğütülür.Burada kurutarak öğütme işlemi yapılır.Bu nedenle
fırından sıcak gaz alınır. Öğütülen kömür, tablayı çevreleyen hava enjeksiyon halkası
bölgesine ulaştığında yüksek hızlı hava akımına kapılarak seperatöre taşınır.
Dinamik seperatörün devri istenilen inceliğe göre ayarlanır.Seperatörün devri arttıkça,
seperatörden geçen öğütülmüş kömürün inceliği artar.Statik seperatörler el ile ayarlanır.Statik
seperatörün üstünde kapaklar vardır.Bu kapaklar istenilen inceliğe göre açılır.Kapaklar
açıldıkça öğütülmüş kömürün kalınlığı da artar.Çünkü kapaklar açıldıkça emiş gücü artar ve
daha kalın malzeme seperatörden geçer.
Seperatörden ayrılan iri kömür taneleri tekrar öğütme merkezine dönerken, uygun
incelikteki kömür taneleri torbalı filtre vantilatörlerinin emişiyle filtreye çekilir.Torbaya
yapışan malzeme şoklama sistemi ile düşürülür ve bantlar vasıtasıyla toz kömür bunkerine
gönderilir.Filtreye gelen malzemedeki sıcak gaz bacadan dışarı atılır.Toz kömür bunkerine
27
7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 28/51
gelen öğütülmüş kömür, shenk sistemi ile tartılarak fırının alev borusuna veya kalsinatöre
gönderilir.
Denizli Çimento Fabrikası’nda kömür olarak petrocock, soma, tunçbilek ve ithal linyit
kullanılmaktadır.Genellikle maliyetinin ucuz ve yüksek kaloride yanması nedeniyele
petrocock kömürü tercih edilmektedir.Ancak petrocock kömürünün fırında yanamayan kısmı,
fırının giriş bölgesine yapışarak tıkanıklıklara neden olup mal akışını
engellemektedir.Özellikle baca gazı fanının devrinin artırılması bu sorunun büyümesine
neden olmaktadır.Çünkü emişin fazla olması nedeniyle kömür yanamadan fırının giriş
kısmına gelir ve tıkanıklıklara neden olur.Bu tıkanıklık şişleme yapılarak giderilir.
8.3. Fueloil
Fueloil, fırının tavlanması sırasında ilk ateşlemeyi gerçekleştirmek, kömürün belirli bir tutuşma sıcaklığına kadar (600oC) fırını ısıtmak ve çimento değirmenlerinde (horomill)
kullanılmak üzere sten ocağında kullanılır.
9. ÇİMENTO TİPLERİ, STANDARTLARI, ÖZELLİKLERİ VE KULLANIM
ALANLARI
Dünyada ve ülkemizde çimento olarak başlangıçta sadece portland çimentoları
üretilmiştir. Daha sonra tras, yüksek fırın cürufu, uçucu kül ve puzolonik özellikte maddeler
klinkere katılarak farklı özellikler taşıyan daha ekonomik ve değişik kullanım alanlarına sahipçimento tipleri de kullanılmaya başlanmıştır.
Türk Standartları TS EN 197 - 1 Normlarına Göre Çimento Çeşitleri:
1. Portland Çimento (CEM I)
2. Portland Cüruflu Çimento (CEM II / A-S)
3. Portland Silis Dumanlı Çimento (CEM II / A-D)
4. Portland Puzolanlı Çimento (CEM II / A-P)
5. Portland Uçucu Küllü Çimento (CEM II / A-V)
6. Portland Pişmiş Şistli Çimento (CEM II / A-T)
7. Porland Kalkerli Çimento (CEM II / A-L)
8. Portland Kompoze Çimento (CEM II / A-M)
9. Yüksek Fırın Cüruflu Çimento (CEM III / A)
10. Puzolanik Çimento (CEM IV / A)
11. Kompoze Çimento (CEM V / A)
9.1 DENİZLİ ÇİMENTODAKİ ÇİMENTO ÇEŞİTLERİ:
28

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 29/51
1. Portland Çimentosu CEM I 42,5 R (TS EN 197-1)
2. Sülfata Dayanıklı Çimento SDÇ 32.5 (TS 10157’e göre)
3. Puzolanik Çimento CEM IV /B (P) 32,5 R(TS EN 197-1)
4. Portland Puzolanlı Çimento CEM II /A-P 42,5 N (TS EN 197-1) üretilmektedir.
9.1.1.Portland Çimentoları
Portland çimentoları, kütlece %96 Portland çimentosu klinkerinin (%70 kalker, %28
kil, %2 demir cevheri), priz düzenleyicisi olarak kütlece %4 alçıtaşı (CaSO4.2H2O) ile birlikte
öğütülmesi sonucu elde edilir.
28 günlük dayanımına göre 3 sınıfa ayrılır:
1.Portland çimentosu 32.5 (CEM I 32.5); 28 günlük basınç dayanımı en az 32.5 N/mm2 olan
portland çimentosudur.
2.Portland çimentosu 42.5 R (CEM I 42.5 R); 28 günlük basınç dayanımı en az 42.5 N/mm2
olan portland çimentosudur. “R’’ harfi ise çimentonun yüksek erken dayanım (2 günlük)
tipinde olduğunu gösterir. 2 günlük dayanım en az 20 N/mm2 olmalıdır.
3.Portland çimentosu 52.5 R (CEM I 52.5 R); 28 günlük basınç dayanımı en az 52.5 N/mm2
olan portland çimentosudur. “R’’ harfi ise çimentonun yüksek erken dayanım (2 günlük)
tipinde olduğunu gösterir. 2 günlük dayanım en az 30 N/mm2 olmalıdır.
9.1.2.Sülfatlara Dayanıklı Çimento (SDÇ 32.5)
Sülfatlara dayanıklı çimento C3A miktarı en çok %5 olacak şekilde özel olarak üretilen
kütlece %96 portland çimentosu klinkerinin (%58 kalker, %40 kil, %2 demir cevheri), priz
düzenleyicisi olarak kütlece %4 alçıtaşı ile birlikte öğütülmesi sonucu elde edilir. 28 günlük
basınç dayanımı en az 32.5 N/mm2’dir.
Sülfatlı sular ve zeminlerle karşı karşıya gelecek betonların üretiminde sülfatın
çimentoyu etkileyip, betonun şişmesini ve kabarmalarını önlemek için bu çimento tipi
kullanılır. En çok kullanım alanı barajlardır.9.1.3. Puzolanik Çimento (CEM IV/B (P) 32.5 R)
Puzolanik çimento tip B, kütlece %42 katkı %56 portland çimentosu klinkeri ve priz
düzenleyicisi olarak %2 alçıtaşıyla birlikte öğütülmesi sonucu elde edilir. 28 günlük basınç
dayanımı en az 32.5 N/mm2’dir. “R’’ harfi ise çimentonun yüksek erken dayanım (2 günlük)
tipinde olduğunu gösterir. 2 günlük dayanım en az 10 N/mm2 olmalıdır. Genel olarak
yapilarda tamirat islerinde, siva yapimi ve yapi kimyasallari üretiminde kullanilir.
9.1.4. Portland Puzolanlı Çimento CEM II /A-P 42,5 N
29

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 30/51
Birim kütlede %6-20 doğal puzolan ile buna karşılık olarak %94-80 Portland çimentosu
klinkerinin bir miktar alçı taşı ile birlikte öğütülmesi sonucunda elde edilen ve 28 günlük
dayanımı en az 42,5 N/mm2 olan hidrolik bağlayıcıdır. “N” harfi ise çimentonun erken
dayanımının normal olduğunu belirtmektedir.Her türlü betonarme yapı, yüksek yapılar, yer
betonları, su depoları, duvar ve sıvı işlerinde bu çimento tipi kullanılır.
10.YARDIMCI ÜNİTELER
10.1. Kalite Kontrol Ünitesi
Denizli Çimento 2000 yılından beri ISO 9001: 2000 Kalite Yönetim Sistemi belgesine
sahiptir. Ayrıca yıllık üretiminin büyük bir oranı gerek yarı mamul, gerekse de mamul olarak
dış piyasaya ihraç etmesi nedeniyle çeşitli Avrupa ve Ortadoğu ülkelerinden alınan
homogolasyon ve CE belgelerine sahiptir. ISO 14001 Çevre Yönetim Standardı ile OHSAS
18001 İşçi Sağlığı Ve İşçi Güvenliği Standardı belgelerine sahiptir.
Denizli Çimento Fabrikası’nda kalite kontrol bölümünde fizik, kimya ve beton
laboratuvarı olmak üzere üç tane laboratuvar vardır.
10.1.1.Fizik Laboratuarı
Döner fırına verilen farinin kontrolü, çimentonun, kömürün fiziki kontrolleri, diğer
laboratuvarlardaki analiz için gerekli numunelerin hazırlanması burada yapılmaktadır.
Fizik laboratuvarları için numune alım noktaları;
• Konkasörde kırılan kil, kalker kırıldıktan sonra 2000’lik banttan günde 2 defa (her
vardiyada) numune alınır. Bu alınan numunelerin X-R analizleri ve rutubet testleri
yapılır. Alınan demir cevheri numunesinin sadece rutubetine bakılır.
• Farin değirmeni çıkışındaki numune alıcılardan, her saat başı numune alınır. Bu alınan
numunelerin titrasyonlarına, rutubetlerine ve inceliklerine bakılır. Değirmenden çıkan
farin homojene silosuna gönderilir. İki tur kaynatıldıktan sonra homojene olup
olmadığını kontrol etmek için numune, numune alım noktasından alınarak titrasyonu
ve X-R ölçümü yapılır. Yeterli homojenizasyona ulaşılmamışsa yeniden kaynatılır.
Yeterli homojenizasyona ulaşılmışsa stok silosuna gönderilir.
• Farin fırına girmeden önce schenklerden 2 saatte bir numune alınır. Bunların incelik,
titrasyon ve rutubetlerine bakılır. Vardiyada bir defa X-R analizi yapılır.
• Ayda bir kez bütün siklonlardan kızdırma kaybı tayini için numune alınır.
• Haftada bir kez farin siklonlara girmeden önce, kalsinatöre girişte ve fırına girişte
intikalden kızdırma kaybı tayini için numune alınır.
• Her saat fırına giren farin miktarı kontrol edilir.
30

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 31/51
• Soğutmadan çıkan klinker kasalı bantlardan her saat başı litre ağırlığına ve sıcaklığına
bakılmak üzere alınır. Vardiyada bir defa X-R analizi yapılır.,
• Çimento değirmenlerine katkı verilirken iki saatte bir katkının rutubetine bakılır.
Vardiyada bir kez de alçıyı 45o
C’lik etüvde sabit tartıma gelinceye kadar bekletilmek üzere rutubetine bakılır.
• Eski çimento değirmenlerinde numuneler, değirmen çıkışı numune alıcılardan alınır.
• Yeni çimento değirmenlerinde (horomillerde) numuneler silolara basıldığı yerde
numune alım noktalarından alınır.
• P.Ç, S.D.Ç bunların her saatte bir kez Blaine, incelik ve X-R analizi yapılır. Diğerleri,
iki saat arayla incelik, bir saatte Blaine ve vardiyada bir kez de X-R analizi yapılır.
• Paketlemeden 32µm’lik elekte inceliğine bakılmak üzere iki saatte bir numune alınır.• Kömür numuneleri değirmen giriş ve çıkışlarından alınır.
10.1.2. Kimya Laboratuarı
Kimya laboratuvarının görevi, hammadde, yarı mamul ve yardımcı maddelerin
kimyasal analizlerinin yapılmasıdır. Başka bir deyişle, kimya laboratuvarı fabrikasyonda
kullanılan ham ve yardımcı maddelerle, imal edilen maddelerin kantitatif analizinin yapıldığı
yerdir.
Ocaklardan gelen hammaddenin kontrolü geldiği ocağa bağlı olarak yapılmaktadır.Kullanılan yakıtın kontrolü ve kalorisinin bakılması gerekmektedir. Çünkü; düşük kalori,
rutubetli ve fazla miktarda kül içeren yakıtlar fırın için zararlı olduğundan istenmezler.
Bu nedenle kontrollerinin yapılması gerekir. Bu kontrollerde kimya laboratuvarında
yapılmaktadır.
Hammadde, yarı mamul, mamul ve yardımcı maddelerin, farinin, klinkerin ve çimentonun
kantitatif analizleri şunlardır;
• Kızdırma kaybı• Silis
• Çözünmeyen kalıntı
• Alüminyum oksit
• Demir oksit
• Kalsiyum oksit
• Magnezyum oksit
• Sülfat
31

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 32/51
• Klinker ve çimentonun pişmeden sonra kalan bölümü
• Serbest kireç miktarı
• Çimentolarda katkı tayini
10.1.3. Beton LaboratuarıBeton laboratuvarında, çimentonun teknik muayenesi yapılmaktadır. Bu muayene, beton
kalıplar üzerinde yapılan mukavemet denemeleriyle yapılmaktadır. Muayene için laboratuvara
getirilen çimento getirildiği vaziyette muayene gününe kadar nemsiz, kuru bir yerde muhafaza
edilir. Çimento numunesi, sıcaklığı 20oC ve rutubeti %50-60 oranında olan bir odada en az 12
saat bekletilir.
Beton laboratuvarında yapılan analizler ise;
• Su yüzdesi tayini• Çimento mekanik deneyleridir.
10.2.Makine Bakım
Freze; her yöne çevrilebilen universal başlıklı konik dişli açımında düz heliksel dişlerin
açımı, miller kama kanalı açımında istenilen malzemeye göre yapabilen tezgahlardır.
Pranga; düzlem yüzeylerin alınmasında istenilen malzemeye göre şekillendirilen
makinelerdir.
Radyal Matkap; her türlü malzemeye uygun uçlarla (elmas ve hava çeliği) delik delinir veaçılara göre de delik açma işlemi yapılır.
Kompresör (dış); dış yüzeylerin tornada kontrolü yapılır.
Kompresör (iç); hassas ölçüm aletidir. Her türlü motor gövdeleri ölçümü yapar .
Büyük-Küçük Torna; çeşitli malzemelerin işlenmesini sağlar.
10.3.Elektrik Bakım
Denizli Çimento Fabrikasına TEDAŞ tarafından 31500 volt enerji beslenmektedir. Bu gelen
enerji fabrikadaki 10 MVP gücündeki 31500/6300 volt güç trafoları tarafından düşürülüpfabrika içindeki ünitelere dağıtılmaktadır. Ayrıca ünitelerde tali trafo denilen 6300/400
voltluk çeşitli güçlerde trafolarla voltaj düşürülüp 400 volt ile çalışan motorlar
çalıştırılmaktadır.
Fabrika trafo merkezinde, TEDAŞ’ TAN gelen enerji ve ünitelere dağıtılan enerji vakum
kesici denilen yani güç altında elektriği kesip vermeye yarayan düzeneklerle yapılmaktadır.
Ayrıca fabrikanın kojenerasyon diye tabir edilen ve elektrik üreten bir bölümü vardır. Burada
üretilen enerjinin bir kısmı trafo merkezinde değerlendirilip ünitelerin elektrik ihtiyacında
kullanılmaktadır.
32

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 33/51
11.DİĞER SİSTEM VE CİHAZLAR 11.1 Lastik Bant
Kırılmış ve öğütülmüş malzemeyi taşımada kullanılır. Ayrıca paketlemede yükleme yapmada
kullanılır. Bant hızı taşınacak malzemenin durumuna göre ayarlanır.
11.2 Havalı Bant
Farin ve çimentoyu hava yardımıyla taşımaya yarar. Daire yada dikdörtgen şeklindedir.
Kesitin 2/3’nde malzeme 1/3’nde malzemeyi yürütmeye yarayan hava varıdır. Hava gözenekli
bezden üflenir. Havalı bandın eğimi % 6-9 arasında olmalıdır (malzemenin kolayilerleyebilmesi için). Genelde pamuk bez bant kullanılır. Malzemenin bez banda temasını
önlemek için bez üstü 1-2 mm kalınlıkta saç elekler kullanılabilir.
11.3 Helezon
Bir yerdeki malzemeyi başka bir yere aktarmak için kullanılır. Çimentoda filtreden ayrılan toz
kömürlerini hücre tekerine iletmektedir.
11.4 Hücre Tekeri
Madde iletimini ve ayrıca sızdırmazlığı sağlar.
11.5 Kovalı Bant
Klinker ve benzeri büyüklükteki malzemeyi nakleder. Kovalı bantlar raylar üzerinde hareket
eden makaralar aracılığıyla hareket ederler.
11.6 Elevatör
Farin, çimento, kömür, klinker, vs. gibi maddeleri dik olarak sevk eden bir nakil makinasıdır.
Elevatörlerde tahrik ve ağırlık tamburu etrafında sonsuz zincire takılan kovalar vardır.
11.7 Seperatör
Değirmenlerde öğütülen malzemelerin tümü, her zaman aynı incelikte olmaz böyle olunca
malzeme yeniden değirmene gönderilir. Yani incelik ayarını seperatörler yapar.
11.8 Airlift
Öğütülen kuru malzemenin yüksek mesafelere sevk etmek için kullanılan basınçlı hava
kullanarak yapılan bir nakil sistemidir.
11.9 Soğutma Kulesi
Döner fırından gelen gazın elektro filtrelerle tutulması için uygun sıcaklığa düşürülmesi
gerekir. Bu soğutma işlemini su ile yapar.
33

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 34/51
11.10 Torbalı Filtre ve Jet Filtre
Sistemden emilip atmosfere atılması gereken tozlu havanın tozunu tutup geri kazandıran bir
sistemdir. Tozlu havanın tutunmasıyla hem çevre kirliliği önlenmiş hem de madde geri
kazanılmış olur.
11.11 Elektrofiltre
Farin değirmeninden gelen veya direkt olarak döner fırından gelen gazların tozlarını tutmak
için dizayn edilmiş bir filtre sistemidir. Elektro filtreye 50000-70000 W arasında gerilim
uygulanır. Levha ve elektrotlara uygulanan bu yüksek gerilim sayesinde elektro filtreye gelen
gazların içindeki farin tozları (+), (-) elektrikle yüklenir. Yüklenen farin tozları elektrotların
yüzeyinde toplanırlar. Toplanan toz farin, çok incedir. Elektro filtre yüzeyinde toplanan tozlar
belirli zaman aralıklarından çekiçleme sistemi darbesiyle toplama helezonlarına dökülmesi
sağlanır. Farin tozları helezonlardan tekrar sisteme kazandırılır.
Elektro filtre 100-120oC arasında çalışır. Sıcaklık yüksek olursa soğutma kulesinden su
püskürtülerek sıcak gaz soğutulur .[1]
12.KURULUŞTAKİ YÖNETİM SİSTEMLERİ
1.TS EN ISO 9001 → Kalite Yönetim Sistemi
2.TS ISO 14001 → Çevre Yönetim Sistemi
3.TS 18001 → İş Sağlığı ve Güvenliği Yönetim Sistemi
Denizli Çimento olarak klinker, çimento üretim ve satışında ürün kalitesinin yanı
sıra, bunlara bağlı tüm faaliyetlerdeki iş sağlığı ve güvenliğine duyarlılığımızla ve çevre
bilinciyle öncelikli tercih edilen bir dünya şirketi olmaktır.Kalitenin herşeyin öncüsü
olduğunu ilke edinen Denizli Çimento dün olduğu gibi bu günde kalitesini müşteri
memnuniyeti odaklı daima en üst seviyeye ulaşabilmek için hem teknolojik, hem
standartizasyon, hemde personel yatırımlarına gereken önemi vermiştir. Üretimin her
aşamasında hammadde ocaklarından müşterinin eline ulaşana kadar adım adım titizlikle
kontrol edilmektedir. İyi bir ürünün ancak ve ancak iyi bir hammadde, son teknoloji
kullanılan üretim tesisi ve kaliteli elemanla gerçekleştirebileceğinin bilincindeki Denizli
Çimento bölgedeki en iyi hammadde ocakları ve üstün teknolojisiyle sahip fabrikası ve
tecrübeli bilgili elemanlarıyla en kaliteli ürünü tüketicilere sunmanın haklı gururunu
yaşatmaktadır.
12.1.Kalite Yönetim Sistemi
34

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 35/51
Denizli Çimento'nun üretim kalitesi üretime geçtiği ilk günden beri TSE tarafından
kontrol edilmektedir. Denizli Çimento sistem kalitesini ISO 9001 belgesi ile üretim kalitesini
de CE (AB uygunluk Belgesi) ile kanıtlamıştır.
TS-EN-ISO 9001 standardı Uluslararası Standard Organizasyonu(ISO) tarafından
ululararası Standard olarak yayınlanan ve halen Avrupa Topluluğu ülkeleri ile birlikte birçok
ülkede Belgelendirme modeli olarak uygulanmakta olan bir uluslar arası Kalite Yönetim
Standardıdır ve 8 Kalite Prensibine dayanmaktadır.
• Müşteri Odaklılık: Kuruluşlar müşterilerine bağlıdırlar, bu nedenle müşterinin şimdiki
ve gelecekteki ihtiyaçlarını anlamalı, müşteri şartlarını yerine getirmeli ve müşteri
beklentilerini de aşmaya istekli olmalıdırlar.
• Liderlik: Liderler, kuruluşun amaç ve idare birliğini sağlar. Liderler, kişilerin,
kuruluşun hedeflerinin başarılmasına tam olarak katılımı olduğu iç ortamı oluşturmalı
ve sürdürmelidir.
• Kişilerin Katılımı:Her seviyedeki kişiler bir kuruluşun özüdür ve bunların tam katılımı
yeteneklerinin kuruluşun yararına kullanılmasını sağlar.
• Proses Yaklaşımı:Arzulanan sonuç, faaliyetler ve ilgili kaynaklar bir proses olarak
yönetildiği zaman daha verimli olarak elde edilir.
• Yönetimde Sistem Yaklaşımı: Birbirleri ile ilgili proseslerin bir sistem olarak
tanımlanması, anlaşılması ve yönetilmesi, hedeflerin başarılmasında kuruluşun
etkinliğine ve verimliliğine katkı yapar.
• Sürekli İyileştirme: Kuruluşun toplam performansının sürekli iyileştirilmesi,
kuruluşun kalıcı hedefi olmalıdır.
• Karar Vermede Gerçekçi Yaklaşım: Etkin kararlar, verilerin analizine ve bilgiye
dayanır.
• Karşılıklı Yarara Dayalı Tedarikçi İlişkileri: Bir kuruluş ve tedarikçileri birbirlerinden bağımsızdır ve karşılıklı yarar ilişkisi, her ikisinin artı değer yaratması yeteneğini
takviye eder.
12.2.Çevre Yönetim Sistemi
Kaliteli çimento üretimi yanında kaliteli işletmecilik anlayışının da Denizli Çimento'da
çalışan her personelin bilincinde olması dolayısıyla fabrikanın temizliğine görünümüne ve
çevreye zarar vermemesine azami özen gösterilmiştir. En temiz Çimento fabrikası olmakla
gurur duyuyoruz. Çevreye saygımızdan dolayı devir aldığımız 1992 yılından bu yana fabrika
35

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 36/51
sahasına ve çevresine 15.000 ağaç dikilmiştir. Tüm toprak zeminler çimlendirilmiş ve
çiçeklerle donatılmıştır.Denizli Çimento, 2005 yılı eylül ayında da ISO EN 14001 (Çevre
Yönetim Sistemi) ile sertifikalandırılarak, bu standarta uygun olarak çalışmaktadır.
Çevre yönetim sistemi 5 basamakta incelenmektedir.
• Yükümlülük Altına Girme ve Politika: Kuruluş çevre politikasını tayin etmeli ve çevre
yönetim sistemine bağlılık haahhüdünde bulunmalıdır.
• Planlama: Kuruluş faaliyet, ürün ve hizmetlerinin çevre boyutlarını belirlemeli,
bunların önemli olanlarını seçmelidir. Taahhütlerini gerçekleştirmek için amaç ve
hedefler tespit etmeli, bu amaç ve hedeflere ulaşmak için gerçekleştireceği faaliyetleri
programlamılıdır.
• Uygulama ve İşlem: Kuruluş, çevre politikasını gerçekleştirmek, amaç ve hedeflerine
ulaşabilmek maksadıyla etkin bir uygulamada bulunabilmek için gerekli yetenek ve
imkanlarla birlikte bir destek mekanizması geliştirmelidir.
• Kontrol ve Düzeltici Faaliyet: Kuruluş, çevre icraatını ve bu icraattaki başarı
derecesini ölçmeli, izleyip değerlendirmelidir.
• Gözden Geçirme ve Geliştirme: Kuruluş, genel çevre icraatını ve bu icraattaki genel
başarı derecesini geliştirmek amacıyla, çevre yönetim sistemini gözden geçirmeli ve
sürekli olarak geliştirmelidir.12.3.İş Sağlığı Ve Güvenliği Yönetim Sistemi
Denizli Çimento 2005 yılı mart ayında OHSAS 18001 (İş Sağlığı ve Güvenliği) ile
sertifikalandırılmıştır. Denizli Çimento’da fabrika personeline düzenli olarak iş sağlığı ve
güvenliği hakkında eğitimler verilmektedir.
İş Sağlığı ve Güvenliği (İSG) Yönetim Sistemi; iş sağlığı ve güvenliği
faaliyetlerinin kuruluşların genel stratejileri ile uyumlu olarak sistematik bir şekilde ele
alınıp sürekli iyileştirme yaklaşımı çerçevesinde çözümlenmesi için bir araçtır.
Ülkemizde İSG faaliyetleri kişisel koruyucuların kullanımını çağrıştırmakta ve
geleneksel olarak ayrıca yapılması gereken iş olarak algılanmaktadır. İSG Yönetim
Sistemiyle, çalışanlar, yönetenler ve denetleyenlerin rol ve sorumlulukları açık hale
getirilerek çalışanların katılımını sağlayacaktır.
Bu sistemle, çalışanlar, İSG risklerinin belirlendiği ve önlemlerle asgari seviyeye
indirildiği, yasalar uyan, hedeflerin yönetim programları ile hayata geçirildiği,uygun İSG
eğitimlerinin uygun kişilere verildiği, acil durumlara hazır, performansını izleyen,izleme
sonuçlarını iyileştirme faaliyetlerini başlatmak için kullanan, faaliyetlerini denetleyen,
36

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 37/51
yaptıklarını gözden geçiren ve dokümante eden bir kuruluşta İSG faaliyetlerine gereken
önemi veren bir sistemin parçası olacaklardır.
13.HESAPLAMALAR
13.1.Madde Denkliği
Tablo 2. Farin Yüzdesel Değerleri
CaO 43.53SiO2 14.56Al2O3 3.86Fe2O3 1.61
MgO 1.03SO3(S) 0.07LOI 34.29K 0.36Cl 0.007
Na (Na2O) 0.39
Tablo 3. Klinker Yüzdesel Değerleri
CaO 65.45SiO2 22.72Al2O3 5.88Fe2O3 2.52MgO 1.45SO3(S) 0.41LOI 0.05K 0.78Cl 0.007
Na (Na2O) 0.52
Tablo 4. Toz Yüzdesel Değerleri
CaO 45.05SiO2 10.63
37

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 38/51
Al2O3 3.93Fe2O3 2.55MgO 0.63SO3(S) 0.18LOI 35.62
K 0.49Cl 0.066
Na (Na2O) 0.38
Tablo 5. Çıkış Gazı Yüzdesel Değerleri
Tablo 6. Kömür Yüzdesel Değerleri
CO2+SO2 35.60CO 0.98O2 1.05
N2 63.10
Kül 16.75C 63.96H 3.63S 0.78
N 1.54O 10.22H2O 3.12
38

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 39/51
Veriler:
Havanın nemi: 0.027
Farindeki toplam CO3: 77 %
Farin: 200 t/h
Toz: 20.3 t/h
Kömür: 5.19 t/h
Kömürün net kalori değeri: 5860 kcal / kg
Farinin sıcaklığı: 837 oC
Giren kömürün sıcaklığı: 51 oC
Klinker ve tozun sıcaklığı: 1242 oC
Çıkan gazın sıcaklığı: 936 oC
Primer havanın sıcaklığı: 38 oC
Şekil 4. Fırın Bileşenleri Akış Diyagramı
Reaksiyonlar:
MgCO3 → MgO + CO2 H2 + ½ O2 → H2OCaCO3 → CaO + CO2 C + O2 → CO2
1.FIRIN
Kömür 51 oC5.19 t/h
Çıkan gaz936oC E t/h
Primer hava38oC A t/h
Klinker1242oC
C t/h
Toz 1242oC20.3 t/h
Farin837oC 200t/h
39

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 40/51
C + ½ O2 → CO
Madde denkliği:
MgCO3 → MgO + CO2
Farindeki MgCO3: [(1.03/100)*200 t/h]/ 40 t/tmol=0.0515 tmol/h
CaCO3 → CaO + CO2
Farindeki CaCO3’ün kütlesi = Toplam CO3 bileşenlerinin kütlesi – MgCO3’ün kütlesi
CaCO3 : [(77/100)*200 t/h] – [(0.0515 tmol/h * 84 t/tmol)] = 149.674 t/h
CaCO3 : (149.674 t/h) / (100 t/tmol) = 1.496 tmol/h
Toplam CO2 : 0.0515 tmol/h + 1.496 tmol/h = 1.5475 tmol/h
Tutuşma kaybı = Kristal su kaybı + CO2 kaybı
Kristal su kaybı = Tutuşma kaybı – CO2 kaybı
Farindeki kristal su: [(34.29/100)*200 t/h] – [(1.5475*44)] = 0.49 t/h
Kristal su = (0.49 t/h) / (18 t/tmol) = 0.0272 tmol/h
Uçucu Olmayan Oksit Denklikleri:
CaO + SiO2 + MgO + Al2O3 + Fe2O3
Farindeki U.O.O yüzdesi: 43.53+ 14.56+ 1.03+ 3.86 +1.61 = 64.59%
Klinkerdeki U.O.O yüzdesi: 65.45+ 22.72+ 1.45+ 5.88+ 2.52 = 98.02%
Tozdaki U.O.O yüzdesi: 45.05+ 10.63+ 0.63+ 3.93+ 2.55 = 62.79%
Farindeki U.O.O = Klinkerdeki U.O.O+ Tozdaki U.O.O
0.6459 * 200 t/h = 0.9802* C t/h + 0.6279 * 20.3 t/h
C = 118.78 t/h
Yapılan madde denkliğinden klinkerin akış hızı 118.78 t/h olarak bulunmuştur. Fabrika
otomasyon verilerine göre klinker akış hızı 117.1 t/h dır.
% Hata= (117.1-118.78)/117.1=-1.43
C + S Denkliği:
(C+S) farin + (C+S)kömür = (C+S) klinker + (C+S)toz + (C+S) çıkan gaz
1.5475 tmol/h + [(0.07/100)*200 t/h]/80 (t/tmol) + [(63.96/100)*5.19t/h]/12(t/tmol)
+[(0.78/100)*5.19 t/h]/32 (t/tmol)
=[(0.41/100)*118.78t/h]/(80 t/tmol) + [(0.05/100)*118.78 t/h] /44 (t/tmol)
+[(0.18/100)*20.3 t/h]/80 (t/tmol) + [(35.62/100)*20.3 t/h] /44 (t/tmol)
+[(35.60+0.98)/100]*E tmol/h
E = 4.52 tmol/hour
40

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 41/51
N2 Denkliği:
[(1.54/100)*5.19 t/h] /28 t/tmol + 0.79 * A tmol/h=[(63.10/100)*4.52 tmol/h]
A = 3.574 tmol/h
H2 Denkliği:
W=farindeki kristal su + kömür + hava
W=0.0272 tmol/h+[(3.63/100)*5.19 t/h]/2(t/tmol) + [(3.12/100)*5.19 t/h]/18 (t/tmol)
+ [0.027*0.29*3.574 t/h] /18 (t/tmol)
W=0.13165 tmol/h
13.2.ENERJİ DENKLİĞİ
Q = ΔH ΔH = Giren ve çıkan ısı arasındaki fark
Q = Isı kaybı
Ortalama Molar Isı Kapasiteleri:
Farin (kcal/kg): 0.21 + 0.00007 T
Toz (kcal/kg): 0.181 + 0.000071 T
Klinker (kcal/kg): 0.181 + 0.000071 T
Kömür (kcal/kg): 0.32
Çıkış Gazları İçin Ortalama Molar Isı Kapasiteleri: 1209
*CO2: C p (hava) = ∫ (22.26 + 5.981*10-2 T –3.501*10-5 T2 + 7.469*10-9 T3) dT 293
C p (hava)= 85.84 kJ/ mol K
1209
*CO: C p (hava) = ∫ (28.16 + 0.1675*10-2 T +0.5372*10-5 T2 –2.222 *10-9 T3) dT 293
C p (hava)= 31.25 kJ/ mol K
1209
*O2: C p = ∫ (25.48 + 1.520*10-2 T –0.7155*10-5 T2 + 1.312*10-9 T3) dT 293
C p = 38.65 kJ/ mol K
41

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 42/51
1209
*N2: C p = ∫ (28.90 – 0.157*10-2 T + 0.8081*10-5 T2 – 2.873*10-9 T3) dT
293
C p = 33.77kJ/ mol K
Primer Hava için Ortalama Molar Isı Kapasitesi: 311
*O2: C p = ∫ (25.48 + 1.520*10-2 T –0.7155*10-5 T2 + 1.312*10-9 T3) dT 293
C p = 0.553 kJ/ mol K 311
*N2: C p = ∫ (28.90 – 0.157*10-2 T + 0.8081*10-5 T2 – 2.873*10-9 T3) dT 293
C p = 0.53 kJ/ mol K
Bileşenlerin Oluşum Entalpileri: (kcal / mol)
MgCO3 : 261.7 H2O’nun buharlaşma entalpisi: 13.5195
CaCO3 : 289.5 CO : 67.6
CaO*SiO2 : 377.9 CaO : 151.7
Al2O3* SiO2 : 642 CaSO4 : 338.73Fe2O3* SiO2 : 413 C4AF : 1211
SiO2 : 203.35 C3A : 848
MgO : 143.84 C2S : 538.3
H2O (g) : 57.7979 C3S :688.4
H2O (l) : 68.3174 CO2 :94.052
Farin Bileşenleri: (200 t / h)
CO2 : 1.5475 tmol/hMgCO3 : 0.0515 tmol/h
CaCO3 : 1.496tmol/h
CaO : (0.4353*200 t/h)/ 56 t/mol) = 1.554 tmol/h
CaO*SiO2 : 1.554 tmol/h – 1.496tmol/h = 0.058tmol/h
Al2O3* SiO2 : (0.0386*200 t/h) / 102 t/mol = 0.075 tmol/h
Fe2O3* SiO2 : (0.0161*200 t/h) / 160 t/mol = 0.02 tmol/h
Toplam SiO2 : (0.1456*200 t/h) / 60 t/h = 0.485 tmol/hSerbest SiO2 : 0.485 – 0.058 – 0.075 – 0.02 = 0.332 tmol/h
42
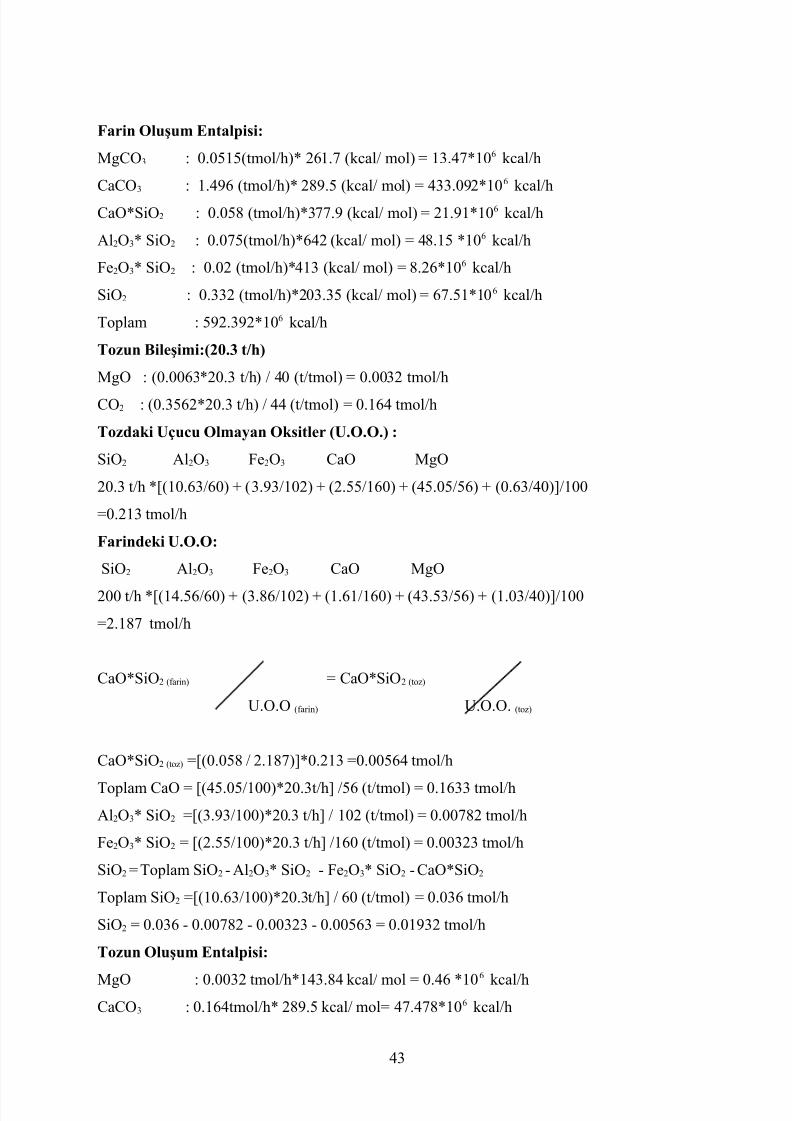
7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 43/51
Farin Oluşum Entalpisi:
MgCO3 : 0.0515(tmol/h)* 261.7 (kcal/ mol) = 13.47*106 kcal/h
CaCO3 : 1.496 (tmol/h)* 289.5 (kcal/ mol) = 433.092*106 kcal/h
CaO*SiO2 : 0.058 (tmol/h)*377.9 (kcal/ mol) = 21.91*106 kcal/h
Al2O3* SiO2 : 0.075(tmol/h)*642 (kcal/ mol) = 48.15 *106 kcal/h
Fe2O3* SiO2 : 0.02 (tmol/h)*413 (kcal/ mol) = 8.26*106 kcal/h
SiO2 : 0.332 (tmol/h)*203.35 (kcal/ mol) = 67.51*106 kcal/h
Toplam : 592.392*106 kcal/h
Tozun Bileşimi:(20.3 t/h)
MgO : (0.0063*20.3 t/h) / 40 (t/tmol) = 0.0032 tmol/h
CO2 : (0.3562*20.3 t/h) / 44 (t/tmol) = 0.164 tmol/h
Tozdaki Uçucu Olmayan Oksitler (U.O.O.) :
SiO2 Al2O3 Fe2O3 CaO MgO
20.3 t/h *[(10.63/60) + (3.93/102) + (2.55/160) + (45.05/56) + (0.63/40)]/100
=0.213 tmol/h
Farindeki U.O.O:
SiO2 Al2O3 Fe2O3 CaO MgO
200 t/h *[(14.56/60) + (3.86/102) + (1.61/160) + (43.53/56) + (1.03/40)]/100
=2.187 tmol/h
CaO*SiO2 (farin) = CaO*SiO2 (toz)
U.O.O (farin) U.O.O. (toz)
CaO*SiO2 (toz) =[(0.058 / 2.187)]*0.213 =0.00564 tmol/h
Toplam CaO = [(45.05/100)*20.3t/h] /56 (t/tmol) = 0.1633 tmol/hAl2O3* SiO2 =[(3.93/100)*20.3 t/h] / 102 (t/tmol) = 0.00782 tmol/h
Fe2O3* SiO2 = [(2.55/100)*20.3 t/h] /160 (t/tmol) = 0.00323 tmol/h
SiO2 = Toplam SiO2 - Al2O3* SiO2 - Fe2O3* SiO2 - CaO*SiO2
Toplam SiO2 =[(10.63/100)*20.3t/h] / 60 (t/tmol) = 0.036 tmol/h
SiO2 = 0.036 - 0.00782 - 0.00323 - 0.00563 = 0.01932 tmol/h
Tozun Oluşum Entalpisi:
MgO : 0.0032 tmol/h*143.84 kcal/ mol = 0.46 *106
kcal/hCaCO3 : 0.164tmol/h* 289.5 kcal/ mol= 47.478*106 kcal/h
43

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 44/51
CaO*SiO2 : 0.00563 tmol/h*377.9 kcal/ mol = 2.127 *106 kcal/h
Al2O3* SiO2 : 0.00782 tmol/h*642 kcal/ mol= 5.02 *106 kcal/h
Fe2O3* SiO2 : 0.00323 tmol/h*413 kcal/ mol = 1.33 *106 kcal/h
SiO2 : 0.01932 tmol/h*203.35 kcal/ mol = 3.93 *106 kcal/h
Toplam : 60.345*106 kcal/h
Klinkerin Bileşimi:
Reaksiyonlar:
CaO * Al2O3 + 2 CaO → 3 CaO * Al2O3 C3A
CaO * Al2O3 + 3 CaO + Fe2O3 → 4 CaO * Al2O3 * Fe2O3 C4AF
CaO * SiO2 + CaO →2 CaO * SiO2 C2S
2 CaO * SiO2 + CaO →3 CaO * SiO2 C3S
MgO :[(1.45/100)*118.78 t/h] / 40 t/tmol = 0.043 tmol/h
CaSO4 : [(0.41/100)*118.78 t/h] / 80 t/tmol = 0.00608 tmol/h
C4AF : [(2.52/100)*118.78 t/h] / 160 t/tmol = 0.018 tmol/h
Toplam Al2O3 : [(5.88/100)*118.78 t/h] / 102 t/tmol = 0.068 tmol/h
C3A: 0.068 tmol/h - 0.018 tmol/h = 0.05 tmol/h
SiO2: [(22.72/100)*118.78 t/h] / 60 t/tmol = 0.449tmol/h
Toplam CaO : [(65.45/100)*118.78 t/h] / 56 t/tmol = 1.388 tmol/h
Klinkerin Oluşum Entalpisi :
MgO : 0.043 tmol/h * 143.84 kcal/mol = 6.185 *106 kcal/h
CaSO4 : 0.00608 tmol/h * 338.73 kcal/mol = 2.059 *106 kcal/h
C4AF : 0.018 tmol/h * 1211 kcal/mol = 21.798 *106 kcal/h
C3A : 0.05 tmol/h * 848 kcal/mol = 42.4 *106 kcal/hC2S & C3S : 0.449 tmol/h * [(688.4 kcal/mol + 538.3 kcal/mol ) / 2 ]
= 275.62*106 kcal/h
Toplam: 348.062 *106 kcal/h
CO2 ve Su Buharının Oluşumu:
CO2 = CO2 (farin) - CO2 (toz)
=(1.5475 tmol/h) – (0.164 tmol/h) = 1.3835 tmol/h
Su buharı = Farindeki kristal su =0.0272 tmol/h
44

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 45/51
Primer Havanın Isı Kapasitesi:
O2 = [0.21*0.553 kJ/(mol*K) *3.574 (tmol/h)] / 4.18(kJ/kcal) *(311-293) K
= 1.78 * 106 kcal/h
N2 = [0.79*0.53 kJ/(mol*K) *3.574 (tmol/h)] / 4.18(kJ/kcal) *(311-293) K
= 6.44* 106 kcal/h
Toplam= 8.22 * 106 kcal/h
Çıkış Gazlarının Oluşum Entalpisi:
CO2 : [0.3560 * 4.52 tmol/h * 94.052 kcal/mol] = 151.34 * 106 kcal/h
CO : [0.98*10-2 * 4.52 tmol/h * 67.6 kcal/mol] = 2.994 * 106 kcal/h
Toplam = 154.334 * 106 kcal/h
Çıkış Gazlarının Isı Kapasitesi:
CO2 :[0.3560*4.52 tmol/h* 85.84 kJ/mol K * (1209-293 )] / 4.18 (kJ/kcal)
=30268.9* 106 kcal/h
CO :[0.0098*4.52 tmol/h* 31.25 kJ/mol K * (1209-293 )] / 4.18 (kJ/kcal)
=303.34 * 106 kcal/h
N2 : [0.6310*4.52 tmol/h* 33.77kJ/mol K * (1209-293 )] / 4.18 (kJ/kcal)
=21106.58* 106 kcal/h
O2 : [1.05*10 –2 *4.52 tmol/h* 38.65 kJ/mol K * (1209-293 )] / 4.18 (kJ/kcal)
= 401.97 * 106 kcal/h
Toplam = 52080.79 * 106 kcal/h
Giren Isı:
Kömürün net kalori değeri: 5860 kcal / kg
Reaksiyon ısısı: 5.19 t/h *5860 kcal / kg = 30.413 kcal/h
Maddelerin ısı kapasiteleri:Farin = 200 t/h * [0.21 + 0.00007* (1110-293) kcal/kg K]* (1110-293) K
= 43.658*106 kcal/h
Toz = 20.3 t/h * [0.181 + 0.000071* (1515-293) kcal/kg K]* (1515-293) K
= 6.642*106 kcal/h
Klinker =118.78t/h * [0.181 + 0.000071* (1515-293) kcal/kg K]* (1515-293) K
= 38.86 *106 kcal/h
Kömür = 5.19 t/h*0.32 kcal/kg K* (324-293) K= 0.05148*106
kcal/hH klinker = 38.86 *106 kcal/h + 348.062 *106 kcal/h = 386.928*106 kcal/h
45

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 46/51
H farin = 43.658*106 kcal/h + 592.392*106 kcal/h =636.05*106 kcal/h
H toz = 6.642*106 kcal/h + 60.345*106 kcal/h = 66.987*106 kcal/h
H kömür = 0.05148*106 kcal/h
H primer hava = 8.22 * 106 kcal/h
H çıkış gazı = 154.334 * 106 kcal/h + 52080.79 * 106 kcal/h = 52235.124 * 106 kcal/h
H yanma = 30.413*106 kcal/h
(H giriş – H çıkış) = Q
H farin + H kömür + H primer hava+ H yanma – H çıkış gazı – H toz – H klinker – Q = 0
Q =(636.05 + 0.05148 +8.22 +30.413–52235.124 – 66.987 –386.928)* 106 kcal/h
Q = -52014.3 * 106 kcal/h
Q = Isı Kaybı = -52014.3 * 106 kcal/h
14.SONUÇ
Bir çimento fabrikasının nerede ve nasıl yapılandırılması, çimento hammadde
kaynakları, çimento oluşum aşamaları, çimento oluşumuna kadar hammaddelerin hangi
proseslerden geçtiğini, bu proseslerin her birinin görevlerini ve çalışma prensiplerini, her
proseste çalışan mühendis ve işçilerin görevlerini, fabrikanın çalışma politikasını, işletmede
çıkan sorunların en kısa zaman zarfında nasıl giderileceğini ve maliyetin yapılan çalışmalar
sonucunda nasıl düşürüleceği hakkında bilgileri yaz staj dönemi boyunca elde etmiş
bulunmaktayım.
Ayrıca yapılan ölçümler ile fırın sistemi için madde ve enerji denklikleri kurulmuştur.
Bu çalışma ile eğitim dönemi boyunca alınan bilgilerin uygulanması sağlanmıştır.. Bunların
yanı sıra çimento fabrikasında bütün çalışanların kordinasyonu ve çalışma ortanları hakkında
bilgi edinilmiştir.
Denizli çimento fabrikasında üretim 24 saat aralıksız ve ciddi aksaklıklar olmadan
sürdürülmektedir. Denizli Çimento Fabrikası’nın en önemli avantajı ise hammadde
kaynaklarının yakın olmasıdır. Bu yakınlık hammaddenin taşınım ücretini düşürmekte ve
zamandan da büyük tasarruf sağlamaktadır ancak fabrikanın yerinin limanlara uzak
olmasından dolayı üretilen çimentonun nakliyesinde zorluklar yaşanmaktadır.
Sonuç olarak üretim bölümü fabrika içinde oldukça stratejik bir yere sahip olup,
kimya mühendisliği ise üretim bölümü için vazgeçilmezdir.
46

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 47/51
15.KAYNAKLAR
1.Denizli Çimento Fabrikası Dökümanları
2.Çimento ve Beton Dünyası, Vol: 8, Sayı: 46
3.Gürü M., Yalçın H., 2006, “Çimento ve Beton”, 1. Baskı, Palme Yayıncılık, 2006
4. http://www.tcma.org.tr/ web sitesi
5.Türkiye Çimento Müstahsilleri Birliği Cüruflar ve Cüruflu Çimentolar,
Prof.Dr. Mustafa TOKTAY,Ocak 2002,4.Baskı,Ankara
6. Türkiye Çimento Müstahsilleri Birliği Traslar ve Traslı Çimentolar,
Prof.Dr. Mustafa TOKYAY,Ocak 2002,4.Baskı,Ankara
47

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 48/51
EKLER
48

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 49/51
Tablo 7. Sıyırıcı Çeşitleri Ve Özellikleri
1.Sıyırıcı 2. Sıyırıcı 3. Sıyırıcı 4. Sıyırıcı 5. SıyırıcıMarkası Buhler-miag Buhler-miag Buhler-miag Buhler-miag FLSKapasitesi 110 ton/h 40 ton/h 40 ton/h 110 ton/h 200 ton/hPalet Sayısı 100 102 100 105 93Gücü 30 Kw 15 kW 15 kW 30 kW 55kW(2 adet)
Tablo 8. Farin Değirmenleri Ve Özellikleri
Farin Değirmeni 1 Farin değirmeni 2 Farin değirmeni 3
Markası Humbolt Pfeiffer Pfeiffer
Kapasitesi 190 ton/h 110 ton/h 450 ton/h
Tipi Statik seperatörlübir kameralı
Dinamik seperatörlü
(MPS3200)
Dinamik seperatörlü
(MPS3200)Değirmen çapı 4.40 m
Değirmen boyu 13.50 m
Kamara sayısı 1 adet
Tablo 9. Döner Fırın Ve Özellikleri
1.Döner Fırın 2.Döner Fırın
49

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 50/51
Kapasite 225 ton/h 120 ton/hÇap 4m 4mUzunluk 64m 64mEğim %3.5 %3.5Baca Gazı Debisi 420000 m3/h 420000 m3/h
Ayak Sayısı 3 adet 3 adetRing Çapları 5670mm 5670mmGale Çapları 2000mm 2000mmFırın Tahrik Motoru 380V-500A-270kW-
1500rpm
400V-525A-420kW-1500rpm
Baca Gazı Motoru 600V-144A-1260kW-
988rpm
690V-1010A-1000kW-
996rpmPrimer Vantilatör Gücü 55kW 11KwPrimer Vantilatör Debisi 2.31 m3/h 1.5 m3/h
Şekil 5.Bilyalı Çimento Değirmeni
Birinci Kamara İkinci Kamara
3.8m 4m 4m 3.9m
Tablo 10. Birinci Çimento Değirmeninin Özellikleri
1. Kamara 2. Kamara
Kamara Çapı 3.8m 3.9m
Kamara Boyu 4m 7.16m
Kamara Hacmi 45.34m3 85.48m3
Dolgu Derecesi %31.5 %30.22
Bilya Dağılımı φ 100 : 17 ton
φ 80 : 16 ton
Silpeps : 124 ton
50

7/16/2019 Çimento Staj raporu.doc
http://slidepdf.com/reader/full/cimento-staj-raporudoc 51/51
φ 70 : 17 ton
φ 60 : 16 ton
66 ton
Tablo 11.İkinci Çimento Değirmeninin Özellikleri
1. Kamara 2. KamaraKamara Çapı 3.8m 3.9mKamara Boyu 4m 7.16mKamara Hacmi 45.34m3 85.48m3
Dolgu Derecesi %26 %26Bilya Dağılımı φ 17 : 16.5 ton
φ 20 : 16 ton
φ 25 : 24.5 ton
57 ton
φ 15 : 65 ton
φ 17 : 40 ton
105 ton
Related Documents











