CHE 185 – PROCESS CONTROL AND DYNAMICS PID ENHANCEMENTS

CHE 185 – PROCESS CONTROL AND DYNAMICS PID ENHANCEMENTS.
Dec 17, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
CHE 185 – PROCESS CONTROL AND DYNAMICS
PID ENHANCEMENTS
LIMITATIONS OF CONVENTIAL PID CONTROLLERS
• THE PERFORMANCE OF PID CONTROLLERS CAN BE SUBSTANTIALLY LIMITED BY:– PROCESS NONLINEARITY– MEASUREMENT DEADTIME– PROCESS CONSTRAINTS
• THERE ARE SEVERAL APPROACHES FOR PID CONTROLLERS TO HANDLE EACH OF THESE PROBLEMS
INFERENTIAL CONTROL
• USES EASILY MEASURED PROCESS VARIABLES (T, P, F) TO INFER MORE DIFFICULT TO MEASURE QUANTITIES SUCH AS COMPOSITIONS AND MOLECULAR WEIGHT.
• CAN SUBSTANTIALLY REDUCE ANALYZER DELAY.
• CAN BE MUCH LESS EXPENSIVE IN TERMS OF CAPITAL AND OPERATING COSTS.
• CAN PROVIDE MEASUREMENTS THAT ARE NOT AVAILABLE ANY OTHER WAY
INFERENTIAL CONTROL
• EXAMPLES OF VARIABLES THAT ARE NOT EASY TO MEASURE DIRECTLY– DENSITY– VAPOR PRESSURE– MELT INDEX– GAS COMPOSITION– MOLECULAR WEIGHT
INFERENTIAL CONTROL
• SECONDARY MEASUREMENTS ARE USED WITH THE FOLLOWING FOR INFERENTIAL CONTROL– PROCESS MODEL EQUATIONS – THERMODYNAMIC RELATIONSHIPS, I.E. LINKING
TEMPERATURE TO CONCENTRATION– EMPIRICAL MODELING– ISOTHERMAL VISCOSITY VERSUS LIQUID
COMPOSITION
INFERENTIAL CONTROL
• MEASURES A VARIABLE USING AN INDIRECT METHOD
• USED WHEN– IT IS NOT PRACTICAL TO MEASURE THE TARGET
VARIABLE– EXCESSIVE COST FOR CONTROL EQUIPMENT
TO DIRECTLY MEASURE THE VARIABLE– EXCESSIVE DOWNTIME IN A TARGET VARIABLE
SENSOR– THERE IS AN INFERENTIAL VARIABLE AVAILABLE
INFERENTIAL CONTROL
• CHARACTERISTICS OF THE INFERENTIAL VARIABLE
• IT MUST BE CLOSELY RELATED TO THE TARGET VARIABLE
• IT MUST NOT BE AFFECTED BY CHANGES IN THE PROCESS CONDITIONS
• DYNAMICS ARE ADEQUATE FOR FEEDBACK CONTROL
INFERENTIAL CONTROL
• CORRECTIONS TO INFERENTIAL CONTROL VARIABLE
• CAN USE A CASCADE CONTROL SOURCE• CAN BE MANUALLY ADJUSTED
INFERENTIAL CONTROL
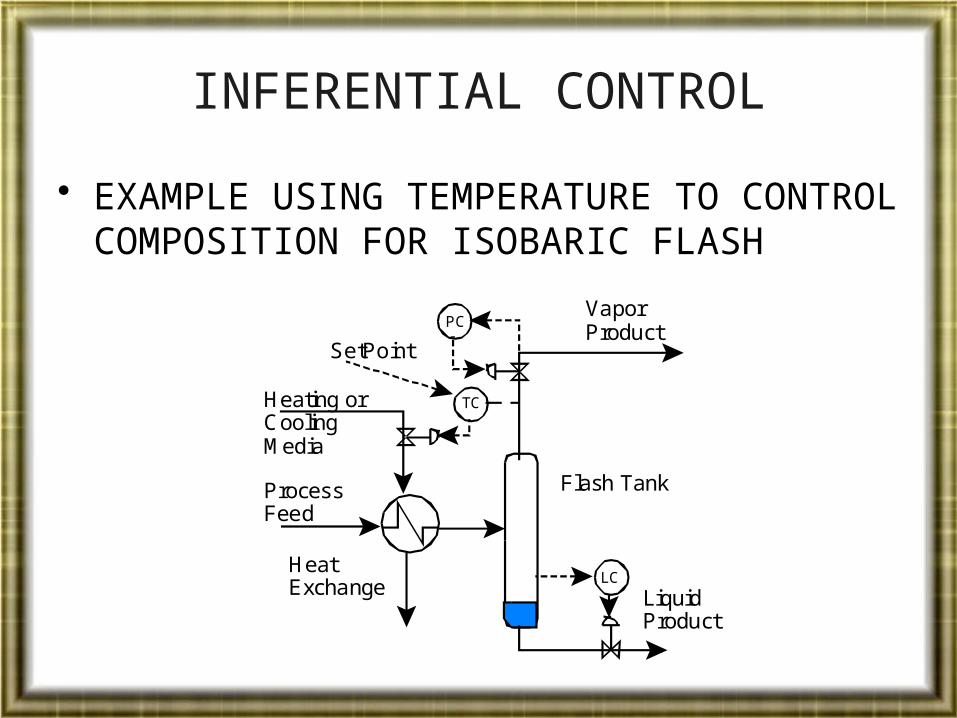
• EXAMPLE USING TEMPERATURE TO CONTROL COMPOSITION FOR ISOBARIC FLASH
TC
PC
LC
SetPoint
Heating orCoolingMedia
VaporProduct
LiquidProduct
Flash Tank
HeatExchange
ProcessFeed
INFERENTIAL CONTROL
• EXAMPLE USING TEMPERATURE TO CONTROL COMPOSITION FOR ISOBARIC FLASH
• CONTROLS COMPOSITION BASED ON FLASH TEMPERATURE
• DIRECT CONTROLLED VARIABLE IS FLASH PRESSURE
• LEVEL IS ALSO DIRECTLY CONTROLLED
INFERENTIAL CONTROL
• EXAMPLE USING TEMPERATURE TO CONTROL COMPOSITION FOR ISOBARIC FLASH
• HOW IS THE TEMPERATURE SETTING CHECKED FOR THIS EXAMPLE?
• MANUAL ANALYSIS CAN BE USED TO ADJUST
• A FEED FORWARD SIGNAL FROM A PROCESS ANALYZER CAN ALSO BE USED (SEE SKETCH NEXT SLIDE)
INFERENTIAL CONTROL
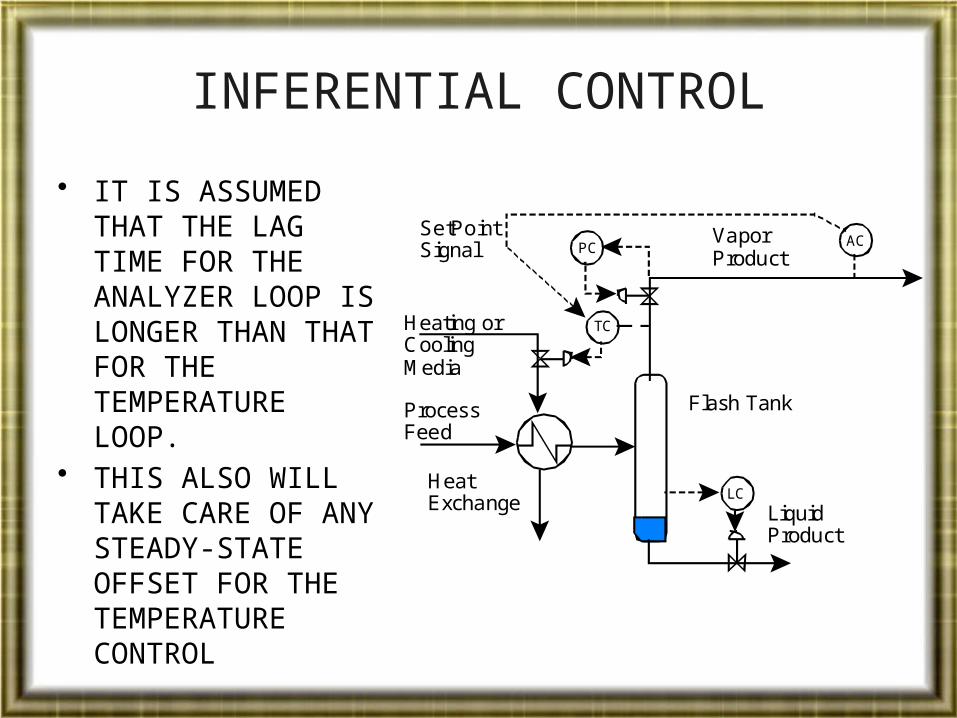
• IT IS ASSUMED THAT THE LAG TIME FOR THE ANALYZER LOOP IS LONGER THAN THAT FOR THE TEMPERATURE LOOP.
• THIS ALSO WILL TAKE CARE OF ANY STEADY-STATE OFFSET FOR THE TEMPERATURE CONTROL
TC
PC
LC
SetPointSignal
Heating orCoolingMedia
VaporProduct
LiquidProduct
Flash Tank
HeatExchange
ProcessFeed
AC
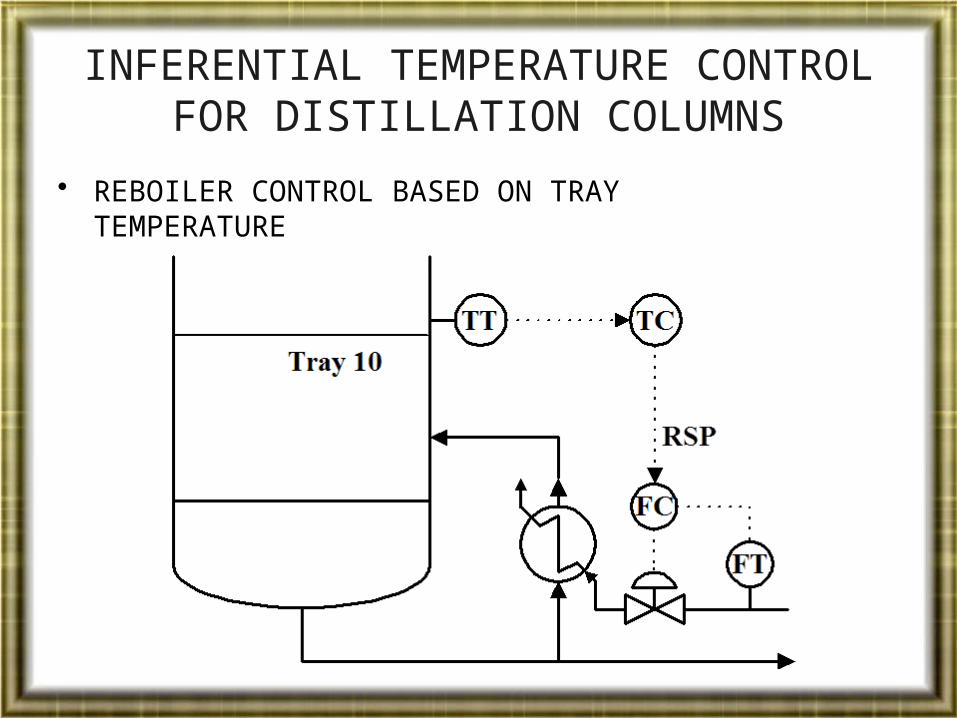
INFERENTIAL TEMPERATURE CONTROL FOR DISTILLATION COLUMNS
• REBOILER CONTROL BASED ON TRAY TEMPERATURE
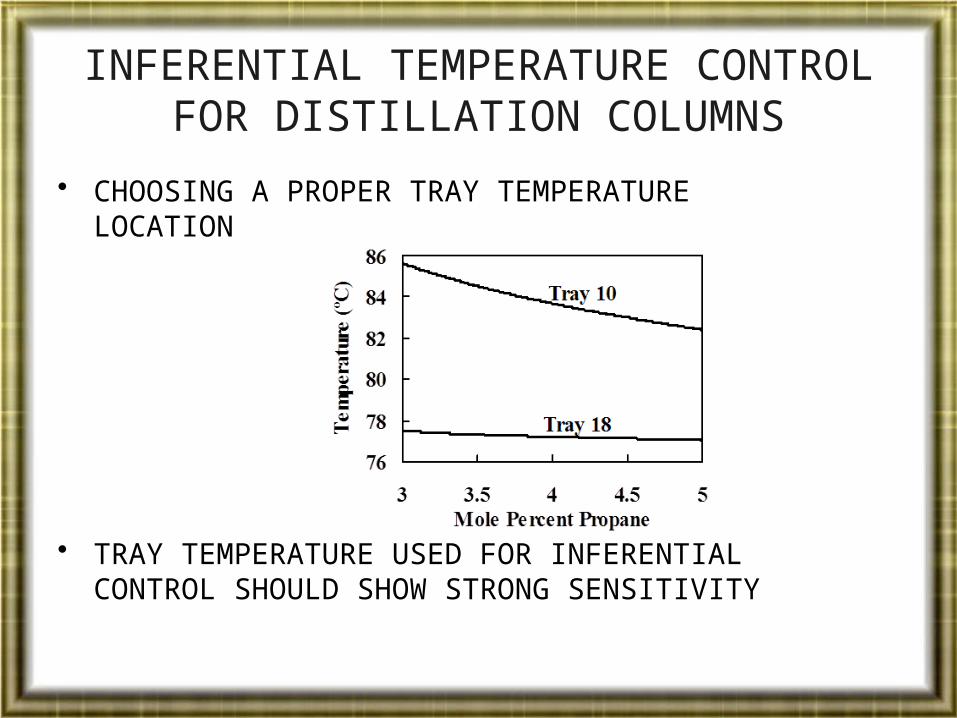
INFERENTIAL TEMPERATURE CONTROL FOR DISTILLATION COLUMNS
• CHOOSING A PROPER TRAY TEMPERATURE LOCATION
• TRAY TEMPERATURE USED FOR INFERENTIAL CONTROL SHOULD SHOW STRONG SENSITIVITY
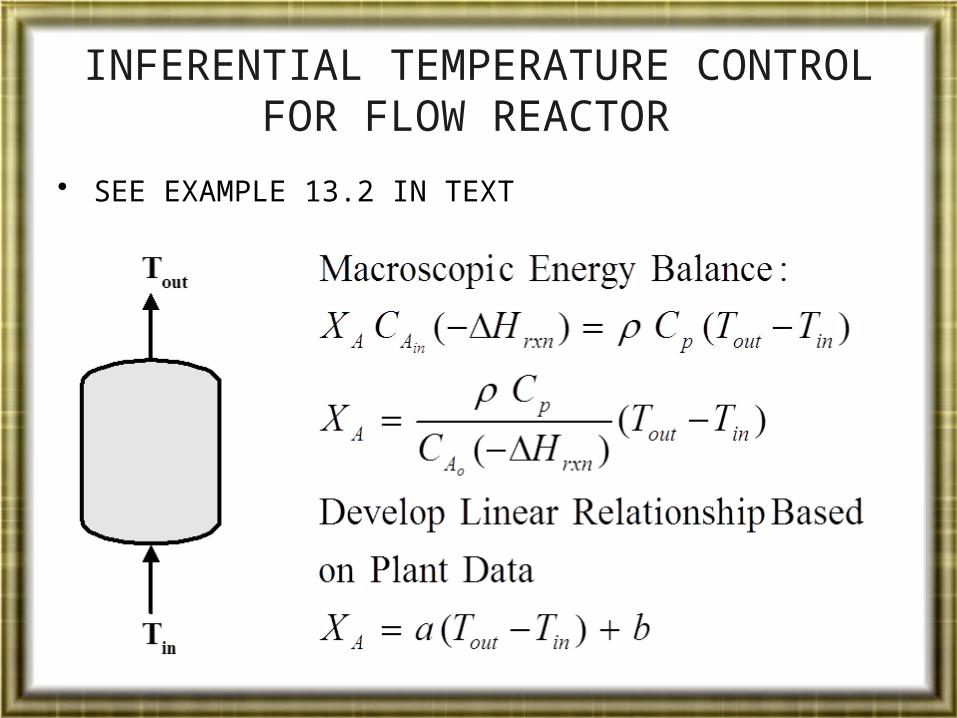
INFERENTIAL TEMPERATURE CONTROL FOR FLOW REACTOR
• SEE EXAMPLE 13.2 IN TEXT
ARTIFICIAL NEURAL NETWORKS (ANN’s)
• THESE ARE NON-LINEAR CONTROLLERS THAT ARE USED TO CONTROL NON-LINEAR PROCESSES
• THE MODEL TAKES INPUT(S) FROM THE SYSTEM AND USES THESE WITH WEIGHTED FUNCTIONS, TO PROVIDE THE OUTPUT FOR THE CONTROLLER
ARTIFICIAL NEURAL NETWORKS (ANN’s)
• THE WEIGHTING FUNCTIONS ARE REVISED OVER TIME TO OPTIMIZE THE OUTPUT
• THE ANN IS TUNED BY THE SYSTEM AND ONLY APPLIES TO ONE SYSTEM.
ARTIFICIAL NEURAL NETWORKS (ANN’s)
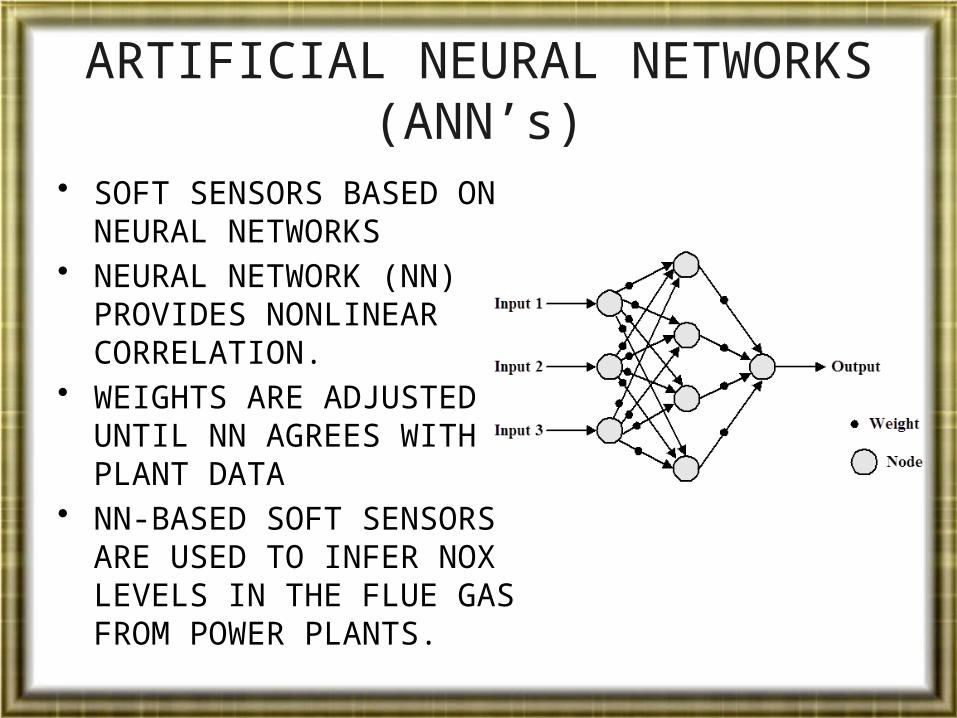
• SOFT SENSORS BASED ON NEURAL NETWORKS
• NEURAL NETWORK (NN) PROVIDES NONLINEAR CORRELATION.
• WEIGHTS ARE ADJUSTED UNTIL NN AGREES WITH PLANT DATA
• NN-BASED SOFT SENSORS ARE USED TO INFER NOX LEVELS IN THE FLUE GAS FROM POWER PLANTS.
SCHEDULING CONTROLLER TUNING
• THIS IS A METHOD TO COMPENSATE FOR PROCESS NON-LINEARITY THAT CAN AFFECT CONTROL RESPONSE
• THE BASIC TECHNIQUE IS TO TUNE THE CONTROLLER BASED ON EMPIRICAL DATA– OPTIMUM TUNING DATA IS OBTAINED
OVER A RANGE OF PROCESS SETTINGS.
SCHEDULING CONTROLLER TUNING
• THE TUNING DATA IS THEN CONVERTED INTO PROPORTIONAL, INTEGRAL AND DERIVATIVE RESET FUNCTIONS OF THE MANIPULATED VARIABLE.
• THIS METHOD IS SIMILAR TO ANN EXCEPT IT ONLY LOOKS AT ONE INPUT VARIABLE AND RESULTS IN CLEARLY DEFINED FUNCTIONS
SCHEDULING CONTROLLER TUNING
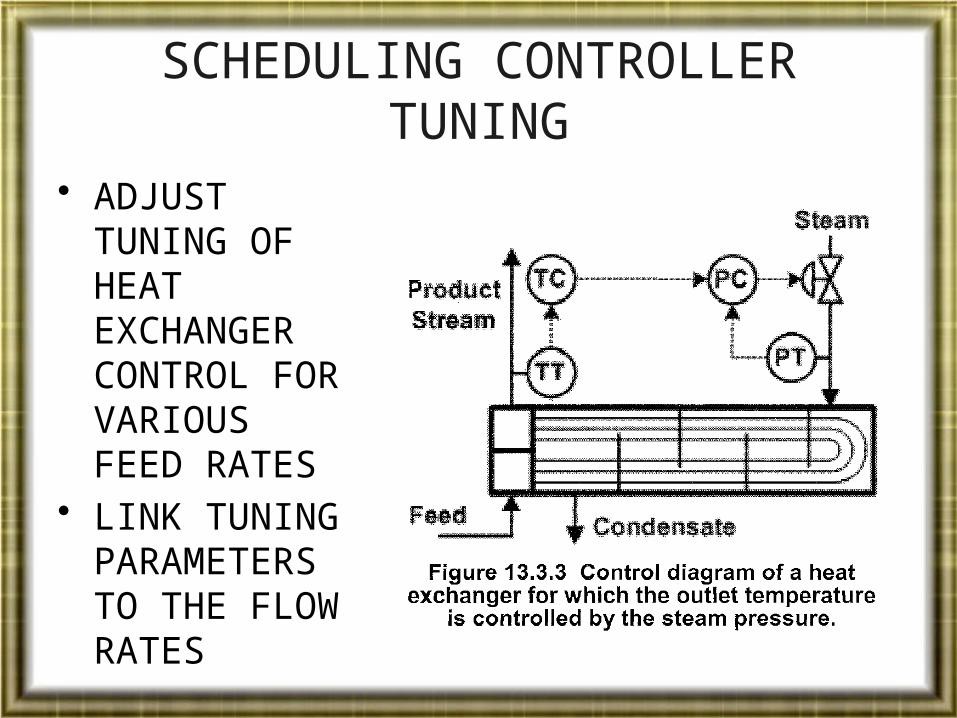
• ADJUST TUNING OF HEAT EXCHANGER CONTROL FOR VARIOUS FEED RATES
• LINK TUNING PARAMETERS TO THE FLOW RATES
SCHEDULING CONTROLLER TUNING
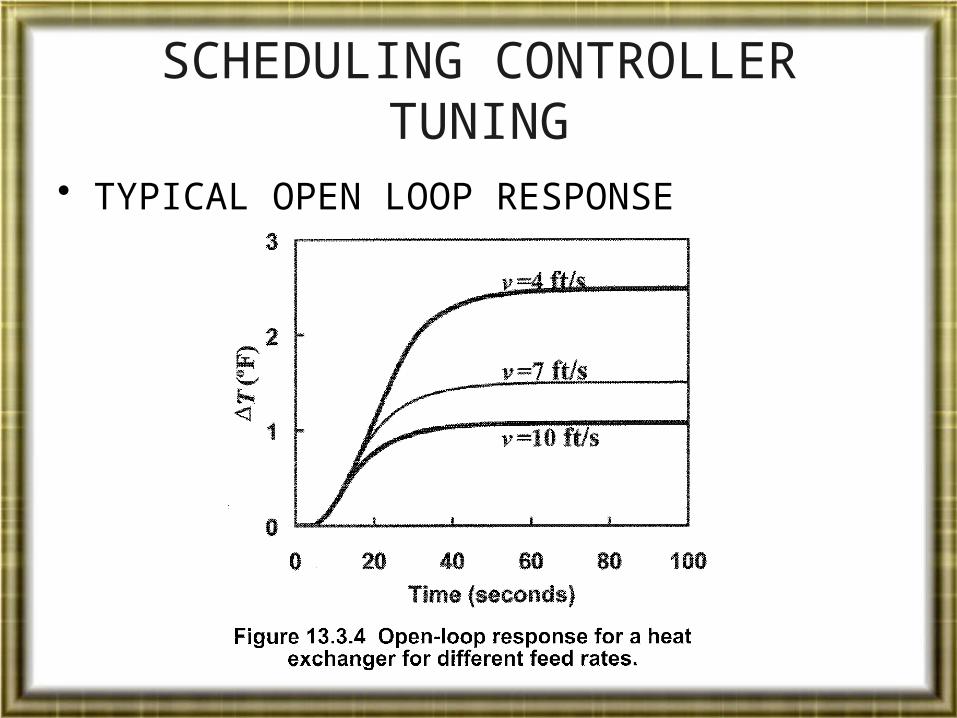
• TYPICAL OPEN LOOP RESPONSE
SCHEDULING CONTROLLER TUNING
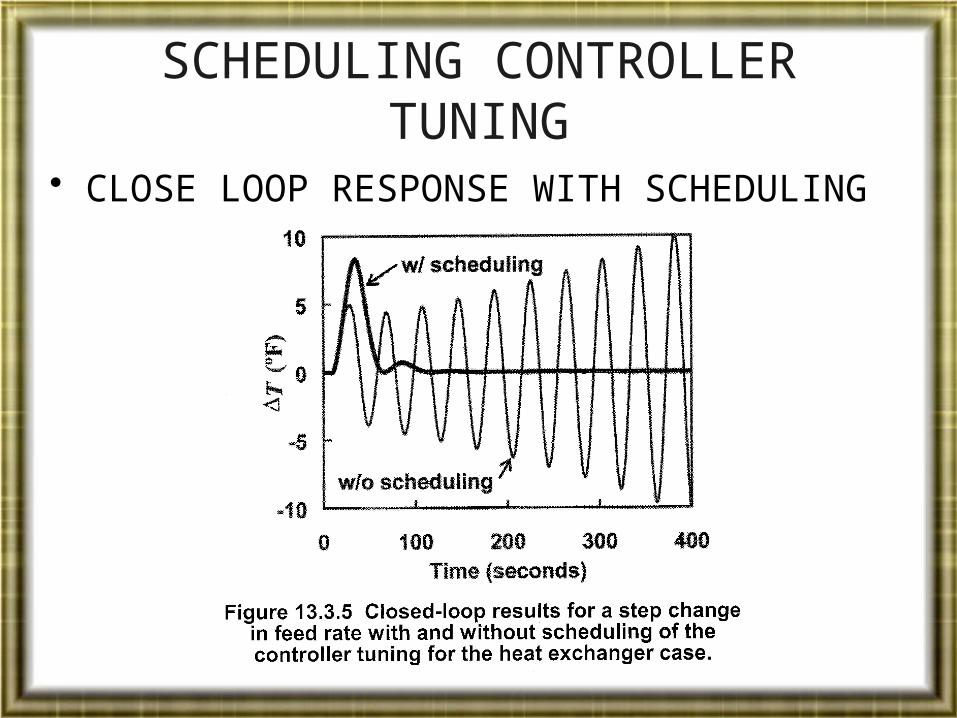
• CLOSE LOOP RESPONSE WITH SCHEDULING
SCHEDULING CONTROLLER TUNING
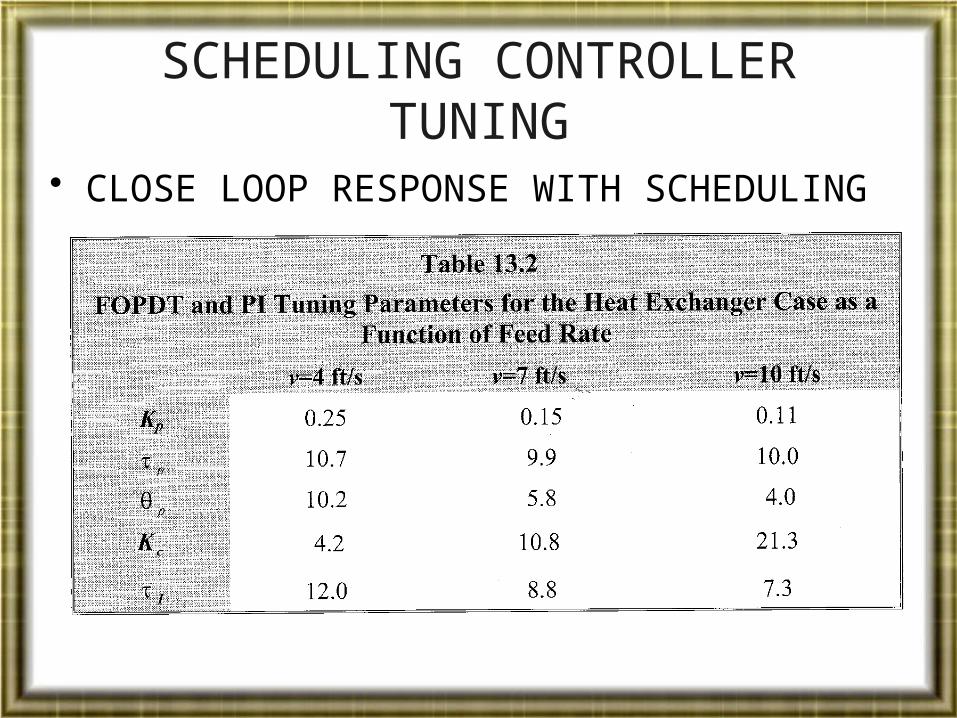
• CLOSE LOOP RESPONSE WITH SCHEDULING
SCHEDULING CONTROLLER TUNING
• IMPLEMENTATION CAN TAKE THE FORM OF ADJUSTMENT OF PI GAIN AND INTEGRAL TIME USING THE TUNING FACTORS
• FOR EXAMPLE USING ZEIGLER-NICHOLS (EQUATION 9.11.2):
OVERRIDE/SELECT CONTROL
• THIS METHOD EMPLOYS A SELECTION AMONG MULTIPLE INPUTS– IT CAN BE APPLIED TO ROUTINE CONTROL– IT CAN BE USED TO IMPLEMENT EMERGENCY
CONTROL
• UNDER NORMAL OPERATION A LOW SELECT OR A HIGH SELECT METHOD IS USED BY THE CONTROLLER TO ADJUST THE MANIPULATED VARIABLE
OVERRIDE/SELECT CONTROL
• INPUT COMES FROM TWO OR MORE CONTROLLERS TO A SECOND IN A CASCADE CONFIGURATION
• THE COMPARISON CONTROLLER CHOOSES THE LOWEST OR HIGHEST TO SEND TO THE ACTUATOR
• CONSIDER A REACTOR WITH COOLING FOR TEMPERATURE CONTROL
OVERRIDE/SELECT CONTROL
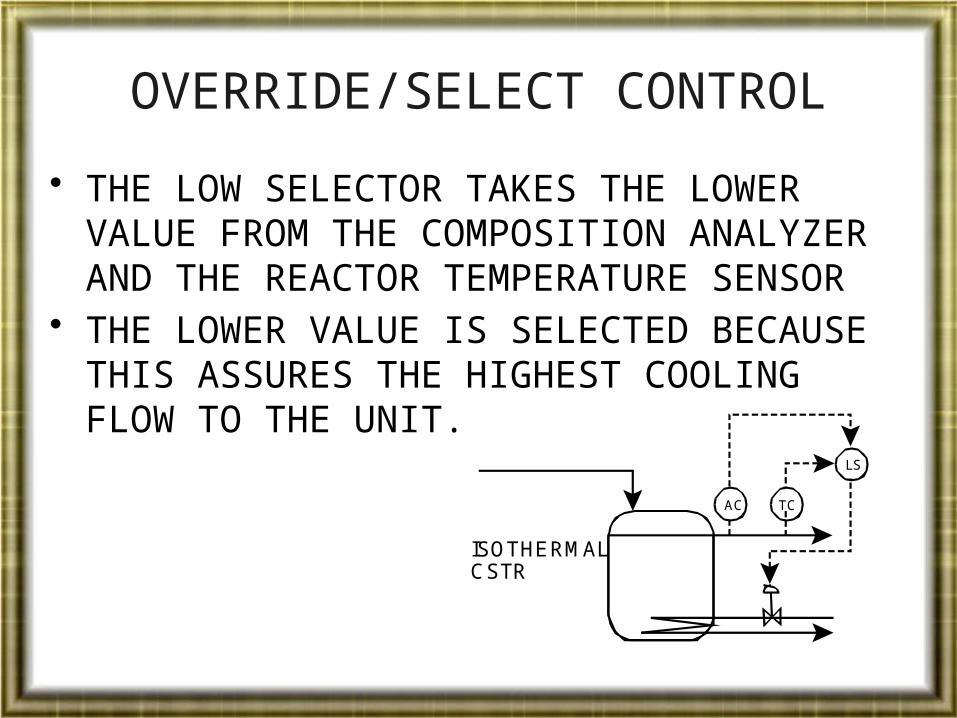
• THE LOW SELECTOR TAKES THE LOWER VALUE FROM THE COMPOSITION ANALYZER AND THE REACTOR TEMPERATURE SENSOR
• THE LOWER VALUE IS SELECTED BECAUSE THIS ASSURES THE HIGHEST COOLING FLOW TO THE UNIT.
AC TC
LS
ISOTHERMALCSTR
OVERRIDE/SELECT CONTROL• TEXT PROVIDES SEVERAL OTHER
EXAMPLES BASED ON HIGH, LOW AND COMBINED SELECTION
• NOTE THAT IT IS IMPORTANT FOR THE OPERATOR TO KNOW WHICH SIGNAL IS BEING USED BY THE CONTROLLER.
• MAY BE USED FOR LOW AND HIGH LEVEL ALARM ACTIONS– ALERTS OPERATOR TO OUT-OF-RANGE AND
INITIATES CORRECTION WITHIN THE LOOP– NOT INTENDED TO REPLACE SEPARATE HI-HI AND
LO-LO ALARMS
COMPUTED MANIPULATED VARIABLE CONTROL
• THESE ARE APPLIED MASS BALANCES, ENERGY BALANCES OR REACTION MODELS THAT ARE USED TO SPECIFY OPERATING SET POINTS.
• CAN BE USED FOR COMPLICATED SYSTEMS THAT CAN BE CONVENIENTLY MODELED
• TYPICALLY USED AS A SECONDARY SET POINT GENERATOR
• MAY BE LINKED TO SIMULATORS
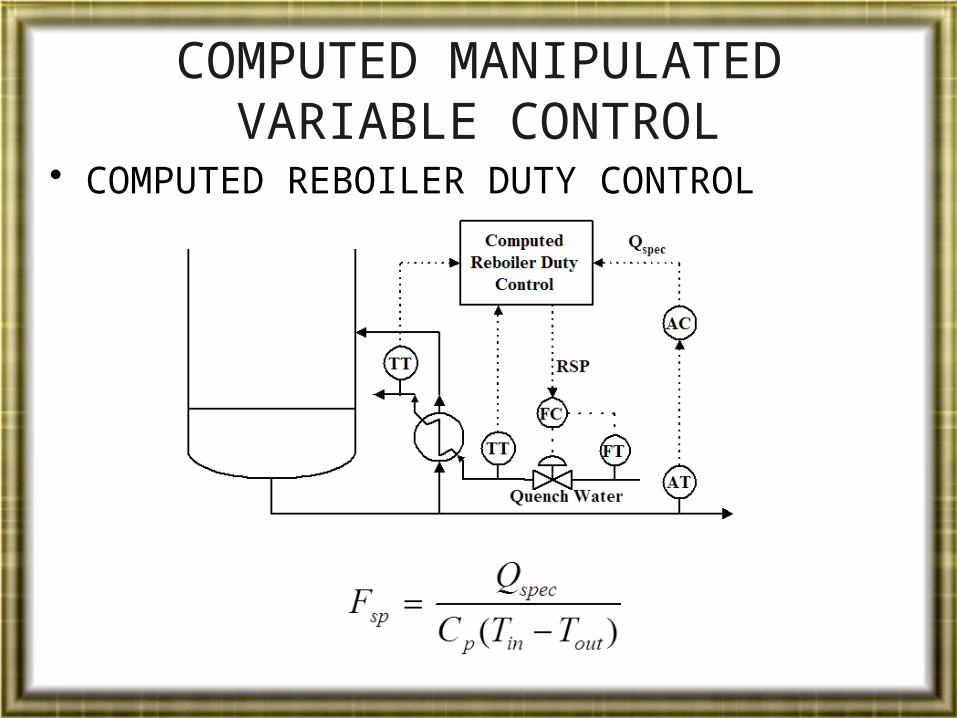
COMPUTED MANIPULATED VARIABLE CONTROL
• COMPUTED REBOILER DUTY CONTROL
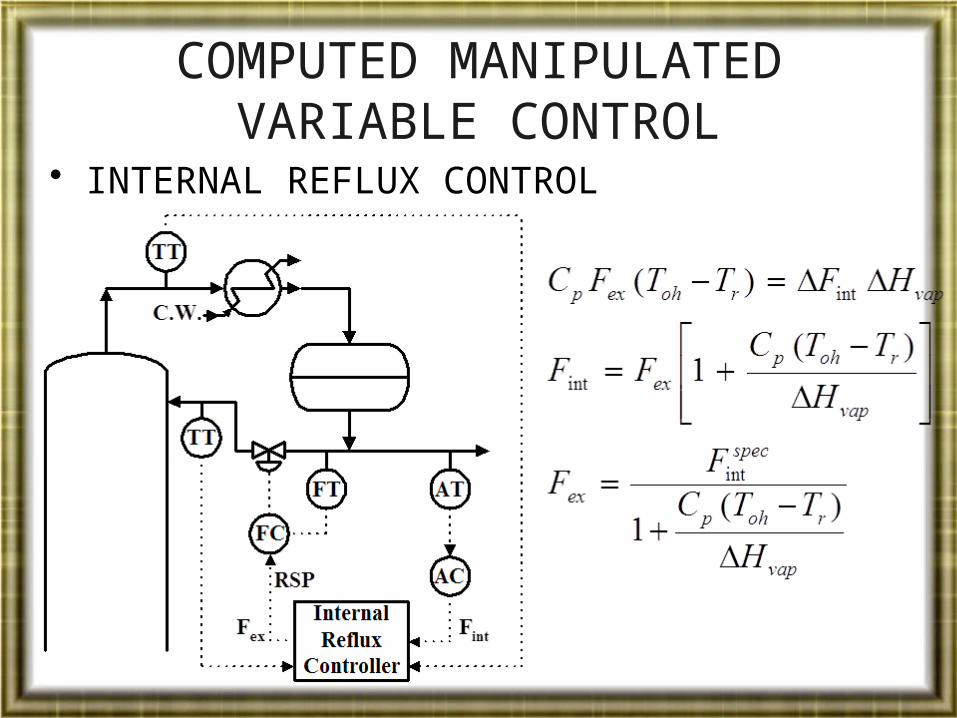
COMPUTED MANIPULATED VARIABLE CONTROL
• INTERNAL REFLUX CONTROL
Related Documents











