CHARACTERIZATION AND DEVELOPMENT OF TREATMENT ALTERNATIVES FOR POTATO PROCESSING WASTEWATER Don Richard, ScD Chairman Department of Civil Engineering North Dakota State University Fargo, North Dakota 58105 Dennis Mathiason, PhD Chairman Department of Chemistry Moorhead State University Moorhead, Minnesota 56560 ABSTRACT Wastewater generated in the processing of potatoes for french fries creates several interesting treatment problems. The processor has a wide choice in treatment techniques. These range from simply treating all waste flows generated to a more practical approach attempting to separate flows and reclaim or reuse byproducts. The case study reported herein has a long history of wastewater treatment problems. Generation of odors, incomplete BOD5 reduction and high nitrogen content in the effluent have all caused problems for the potato processor due to undersized and inefficient treatment processes. This paper presents some of the problems encountered in treating the wastewater, describes an in-house wastewater flow monitoring study, discusses a bench scale treatability study and finally presents several options for possible treatment. From pilot treatability studies, heated and mixed and anaerobic digestion was found to effectively reduce if followed by aeration and storage, the wastewater cou d be land applied to allow nitrogen incorporation and uptake through land application.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
CHARACTERIZATION AND DEVELOPMENT OF TREATMENT ALTERNATIVES FOR POTATO PROCESSING WASTEWATER
Don Richard, ScD Chairman
Department of Civil Engineering North Dakota State University Fargo, North Dakota 58105
Dennis Mathiason, PhD Chairman
Department of Chemistry Moorhead State University Moorhead, Minnesota 56560
ABSTRACT
Wastewater generated in the processing of potatoes for french fries creates several interesting treatment problems. The processor has a wide choice in treatment techniques. These range from simply treating all waste flows generated to a more practical approach attempting to separate flows and reclaim or reuse byproducts.
The case study reported herein has a long history of wastewater treatment problems. Generation of odors, incomplete BOD5 reduction and high nitrogen content in the effluent have all caused problems for the potato processor due to undersized and inefficient treatment processes.
This paper presents some of the problems encountered in treating the wastewater, describes an in-house wastewater flow monitoring study, discusses a bench scale treatability study and finally presents several options for possible treatment.
From pilot treatability studies, heated and mixed
and anaerobic digestion was found to effectively reduce if followed by aeration and storage, the wastewater cou d be land applied to allow nitrogen incorporation and uptake through land application.
PROBLEM DEFINITION
The potato processing plant makes frozen french fries from locally grown potatoes. Wastewater flows are generated in all potato production operations and are generally combined to flow to the wastewater treatment system. The wastewater treatment process has never operated satisfactorily and has generated very obnoxious odors while not adequately reducing organic loading and ammonia. The potato processor has worked very hard over the last several years to improve the wastewater operation although unsuccessfully. Wastewater flows have been greater than anticipated due to increased potato production and this has further added to the treatment problems as the lagoon treatment system has not been expanded.
IN-HOUSE STUDY
An in-house monitoring study was conducted to develop a better understanding of the waste streams being generated by each of the potato processing operations. Wastewater flows and characteristics were determined for the following plant operations:
Fluming Peeling Cutting and slicing Belt and equipment sprays Blanching Floor and equipment washdown Refrigeration condensation and defrost Boiler blowdown
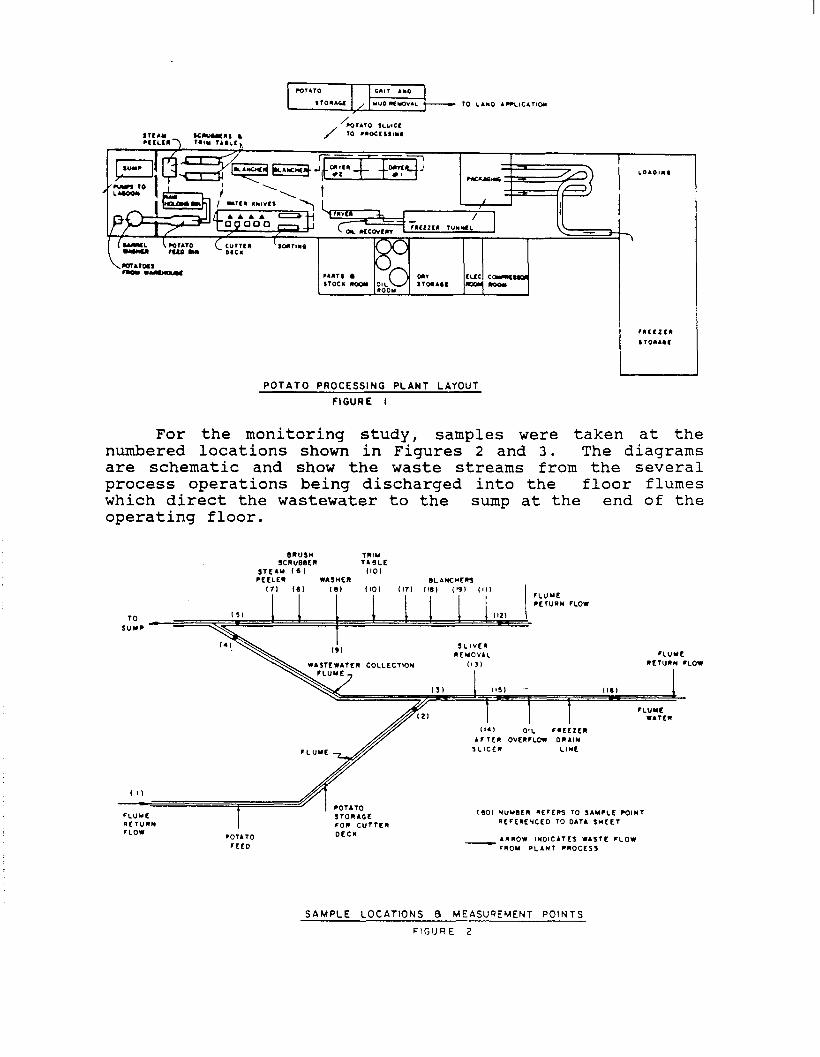
The study was carried out by sampling each waste stream and simultaneously measuring the corresponding waste discharge rate. Samples collected were analyzed for Chemical Oxygen Demand (COD), Total Suspended Solids (TSS) I Total Kjeldahl Nitrogen (TKN) , Phosphate (PO4-P) I pH, Chlorides and temperature. Grab samples taken three times during the daytime operation were composited to allow analysis.
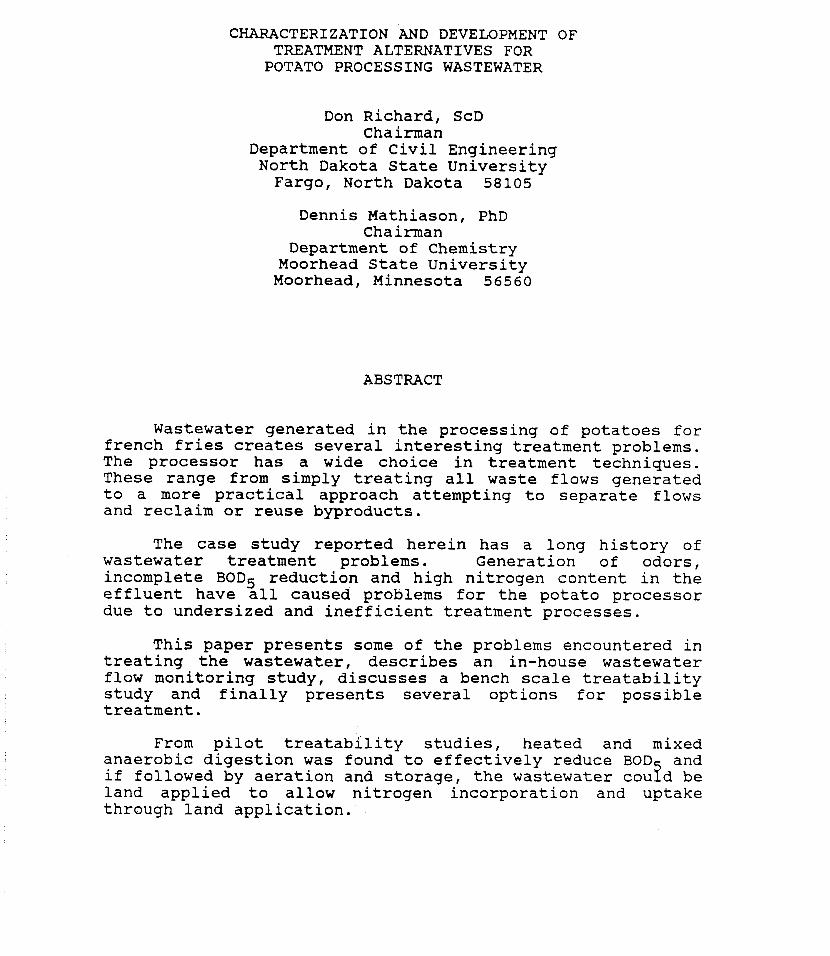
Figure 1 shows a layout of the potato processing operation. The diagram indicates the flow path of the potatoes as they are sluiced from the warehouse to the barrel washer and then on to the processing operation.
P A I T S C L I C I c-
ROOM
P O T A T O PROCESSING PLANT LAYOUT
FIGURE I
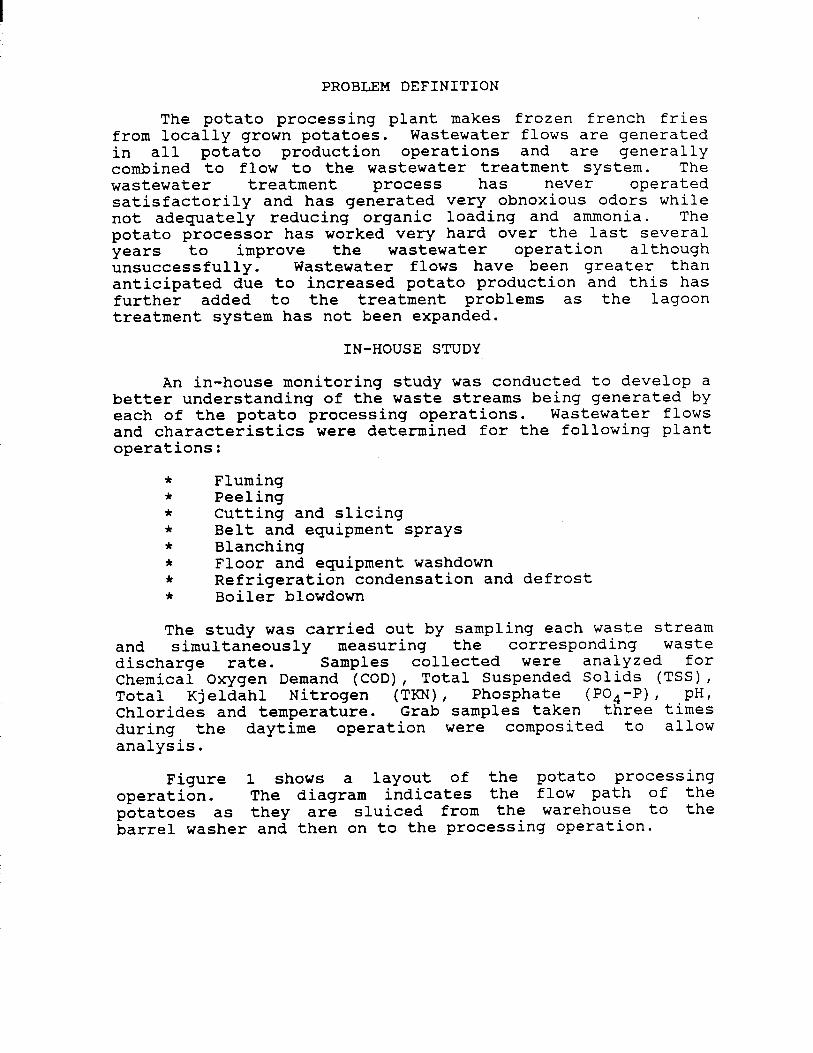
For the monitoring study, samples were taken at the numbered locations shown in Figures 2 and 3. The diagrams are schematic and show the waste streams from the several process operations being discharged into the floor flumes which direct the wastewater to the sump at the end of the operating floor.
8 R U S U TRIM SCRUEIER T I O L E
S T E A M ( 6 1 1101 PEELER WASMER
TO S U M P
S L I V E R REMOVAL
TCR COLLECTIOM
1141 OIL FREEZER A C T E ~ OVERFLOW D R A I N
l L l C E l L INE
- 8 POTATO
1 1 ) 4 F L U M E STORAGE R E T U I I M C O R C U T T E R FLOW D E c r POTATO ~.
F E E D r n n o w IMOICATES W A S T E FROM P L A N T PROCESS
FLOW
S A M P L E LOCATIONS e MEASUREMENT P O I N T S
F I G U R E 2

M A K E U P WATER TO WAREHOUSE
P L A N T F L U M E WATER
TO SUMP 1 5 1
F L U M E
P L A N T PROCESS WATER TO LAGOQN I
I OVERFLOW
W A T E R
BARREL WASHER
FROM
1 I RETURN FLOW AFTER S A M P L I N G P O I N T S IN P U M P R O O M S T A R C H RECOVERY
F I G U R E 3
Figures 4 and 5 reflect the results superimposed on the operational schematic. The flumes allow water to recirculate for continuous cleaning operation. The diagrams provide an understanding of the impact of the various operations. Table 1 shows typical analytical results from the monitoring study.

. .. SCRuBBER T A B L E
S T E A M 1 6 1 1101 PEELER WASHER B L A n C n L R S
RETURU FLOW
S L I V E R
TER COLLECTIOU
6 6 7 1
D E C K POTATO F E E 0
FLOW
A V E R A G E C O D INOICATED IU - * / I
S A M P L E L O C A T I O N S AND COD CONCENTRATIONS
F I G U R E 4
B R U S H TRIM SCRUBBER T A B L E
S T E A M 1 6 1 (101 P E L L € R WASHER BLANCHERS
RETURU FLOW
F L U M E RETURN FLOW
S L I C E R L I N E a 9
FOR C U T T E R D E CM POTATO
F E E D
r L O w
F L O W S S n O W u A R E IU G A L L O U S P E R M I N U T E
S A M P L E L O C A T I O N S AND FLOW A M O U N T S FIGURE 5
TABLE 1
POTATO PLANT S N D Y ANALYTICAL RESULTS
P- 1 P- 2 P- 3 P-4 P-5 P-6 P-7 P- 8 P-9 P-10 P-11 e-12 P-13 P-14 P-15 P-16 P-17 P-18 P-19 P-20 P-21 P-22 P-23 P-24 P-25s P-25U P-265 P-26U P-27 P-28 P-29 P-30s P-30U
4
t 4
t t
* t
134 7 6 1 8 15
1 8 6 6 6
t
t t
6 1 4 30 1 8 4
t t t t t t t t
t
t t
4 2 6 0 3 7 6 0 4 8 8 0 3720 6 0 8 0
9 7 0 0 1 9 9 8 0 13360 1 0 7 5 0 3360 4 1 0 0 1 2 4 0 1500 2 9 0 0 4 0 0 0 1 6 8 0 6 3 2 0 3900 9 1 6 0
3 4 0 5 2 0 0 4380 3480
6 8 0
6 2 0
3 8 2 0 1 8 4 0
4 7 0 0
t
t
t
9407 8 3 2 9 8 1 1 3 6947 8317
1 9 5 7 3 20344 1 3 8 5 0 1 8 3 3 9 1 5 2 7 6
9 4 3 1 3569 4824 7 9 6 9 9 2 5 9
1 5 1 1 6 21240 19944 1 1 1 7 6
3 8 8 6 1 2 0 1 9
9 3 3 5 3 8 8 6 6066 6 5 9 1 5112 4884
3802 2957 4980 9379
4
t
1 1 6 . 9 1 1 5 . 0
6 7 . 3 2 4 . 5
1 2 8 . 8
4 4 . 7 3 2 . 3
1 0 8 . 1 1 4 4 . 8 3 2 2 . 1 1 1 9 . 8
5 3 . 9 8 . 3
9 0 . 2 1 8 . 7 7 2 . 2 7 9 . 9
3 0 7 . 4 5 5 . 0 7 4 . 0 6 5 . 0 9 4 . 0 3 8 . 5
1 2 9 . 0
1 0 6 . 5
3 3 . 5 4 4 . 0
1 0 3 . 0
t
t
t
t
A V E I U G E TMPEIUTUFES AT PLANT P U N T 7 6 F GRIT " 4 B E R 55F ANAEROBIC LAGOON 6 7 F AEROBIC U t O O N 46F
4 0 . 3 6 . 2 47 4 0 . 3 6 . 2 49 4 1 . 3 6 . 3 38 36.0 6 . 3 39 4 8 . 0 6 . 2 5 0
4 2 . 0 6 . 5 6 1 2 0 . 0 6 . 5 4 0
3 . 0 6 . 6 52 4 6 . 0 6 . 7 1 0 6
5 . 0 5 . 7 6 5 4 2 . 0 6 . 1 38 2 2 . 0 7 . 0 5 0 1 8 . 0 7 . 2 4 4 4 0 . 0 6 . 1 3 5 4 4 . 0 6.1 39
4 . 0 6.0 1 0 3 3 . 0 6 .0
1 8 . 0 6 .0 t
3 . 0 7 . 0 106 1 1 . 0 7 . 0 2 5 4 3 . 0 6 . 1 27 4 1 . 0 6 . 1 t
1 7 . 0 7 . 6 1 4 2 4 5 . 2 1 3 1
3 2 . 0 5 . 2 1 2 5 t 6 . 1 t
3 7 . 0 6 . 1 t
16 .0 7 . 6 1 4 . 0 7 . 7 t t 5 . 6 t
4 2 . 0 5 . 6 t
SITES:
t t t
t t t
The in-house study allowed the company an understanding of the types and quantities of wastes being generated during normal operation. The major waste streams were in conjunction with the steam peeler, the scrubber brushes and the washers. The wastes generated in these operations were not only high in COD but used a large quantity of water to transport the wastes. From this monitoring study it was found that about 4 2 % of the waste load (COD) was being generated at only three operations.
Other wastes generated throughout the overall operation and their normal disposal process are defined following:
Raw Storase. Solid materials, consisting primarily of dirt, rocks and vines, are manually or mechanically removed by eliminator chains while piling potatoes into the storage warehouse. This material is hauled back to the fields to fill low spots.
Silt Removal (Grit Chambers). Solids, primarily sand and dirt which settle to the bottom of the pumping pit in the receiving area, are pumped into large settling pits to allow the dirt to settle and the water to return to the pit. When the pit is full of dirt and the water has drained, a payloader is used to load the dirt into dump trucks to haul to low spots in the fields.
Peel Waste. This material consists primarily of cooked potato tissue and is about 15-20% solids. The greater portion is captured for sale as cattle feed. The scrubbing equipment that removes the peel discharges into a pump which transports the slurry into overhead bins. These bins discharge into trucks which haul the potato waste to a cattle feeding operation.
Trim/InsDection Waste. This material includes any portions of potato that are discarded as unacceptable for the process. They include primarily: vines, stems, bruised portions, rot, green, and diseased parts or whole potatoes. They are disposed of by depositing in floor gutters. Theses gutters carry material in recycled water to the pump room where they pass over a 4 0 mesh screen. The solids drop into one of the overhead holding bins in the pump room. This bin also discharges into the same truck as the peel slurry. It should be noted that all materials entering the floor gutters are screened in this fashion.
Starch Removal. The cutting operation frees some potato starch which circulates with the recycled water. This starch is currently removed by a cyclone system which deposits the starch in overhead totes in the pump room. The water drains back into the floor pit and the starch is periodically dumped into the same cattle feed trucks with the trim waste and peel waste.
WASTEWATER TREATMENT
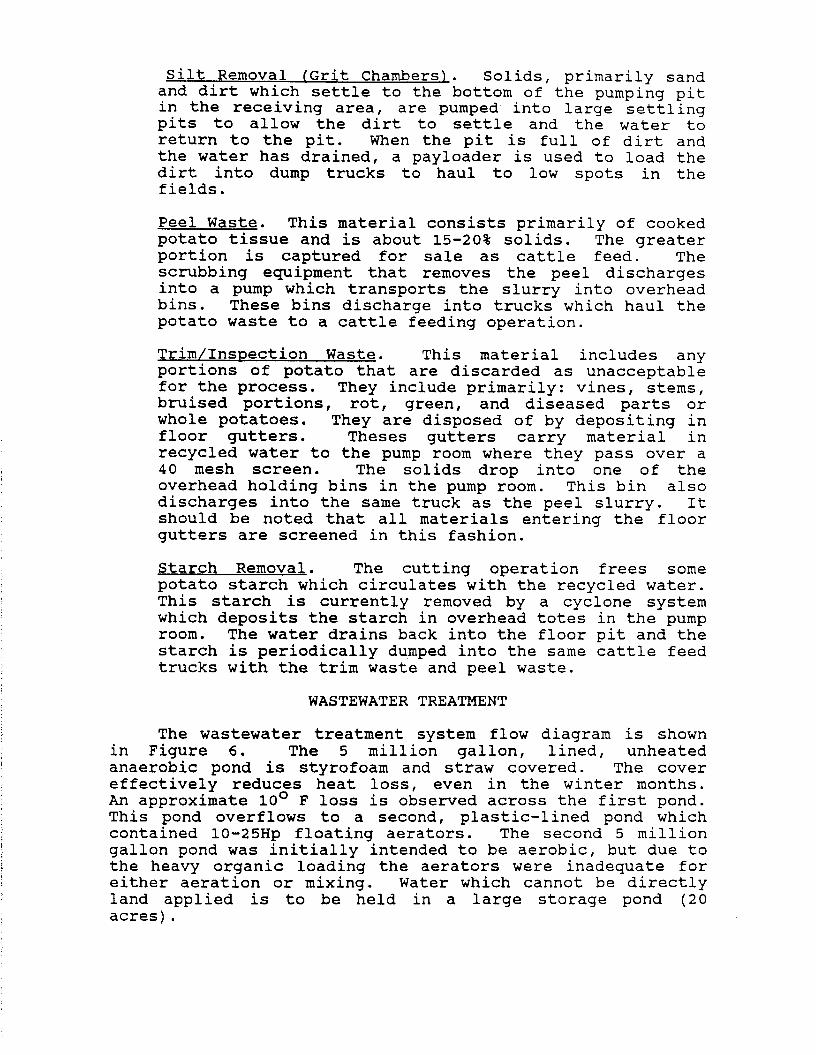
The wastewater treatment system flow diagram is shown in Figure 6. The 5 million gallon, lined, unheated anaerobic pond is Styrofoam and straw covered. The cover effectively reduces heat loss, even in the winter months. An approximate loo F loss is observed across the first pond. This pond overflows to a second, plastic-lined pond which contained 10-25Hp floating aerators. The second 5 million gallon pond was initially intended to be aerobic, but due to the heavy organic loading the aerators were inadequate for either aeration or mixing. Water which cannot be directly land applied is to be held in a large storage pond ( 2 0 acres).
P q O C E S S W A S T E U A T E R - 1 I
S L U I C E WATER G R ~ T I REMOVAL
T R E A T E D WATER TO LAND A m C A T l O N
S T O R A G E
A
WASTEWATER TREATMENT FLOW D I A G R A M FIGURE 6
At the time of the study, the wastewater coming from the potato processing had a BOD5 averaging about 5000 mg/l at a flow of over 250,000 gallons per day. This 10,425 pounds of BOD per day would be equivalent to a population of around 61,000 persons. This high level of organic loading requires a significant treatment effort. High nitrogen content in the water requires careful land application techniques and close monitoring in order not to affect the ground water. Light soil conditions in the wastewater application areas permit rapid water movement vertically to a rather shallow groundwater table.
Water for land application is withdrawn from the storage pond. Winter application was not originally anticipated, but the potato processing exceeded proposed operation and much excess water was generated. Monitoring of porewater and groundwater was necessary to insure that nitrate limits as established by the regulatory agency were not violated.
The wastewater treatment system never functioned as initially designed due to heavy loading, faulty equipment, cold temperatures, and many other problems. Several variations for operation were tried to get the plant to meet the demands placed upon it, but to date all have been unsuccessful. Figure 7 shows typical BOD removal across the existing anaerobic/aerobic system. The anaerobic pond appears to be only operating as a large settling pond.
BOD analysis of lysimeter water taken from the spray fields yield a value of less than 10 mg/l at the five foot soil depth. Thus, ultimately, a very successful BOD removal operation.

I 1 A V E R A G E 1
'""1 O J 1
P L A N T ANAEROBIC A E R W I C STORAGE EFr LFF. E F F P O N O
8005 REMOVAL ACROSS TREATMENT SYSTEM
FIGURE 7
TREATABILITY STUDIES
Initial characterization showed the wastewater to be high in COD, suspended solids and TKN while normal in chlorides. The water going to the anaerobic pond was found to have a pH of about 5 to 5.5. Concerns for treatability of this type of wastewater led to laboratory bench scale testing for COD/BOD reduction by anaerobic digestion.
Several reactors holding about 50 liters each were set up in the laboratory to simulate the anaerobic pond. The fbllowing
* * * *
conditions-were established:
detention time 10 days (same as in field) reactors at room temperature pH not adjusted in reactor one pH adjusted in reactor two
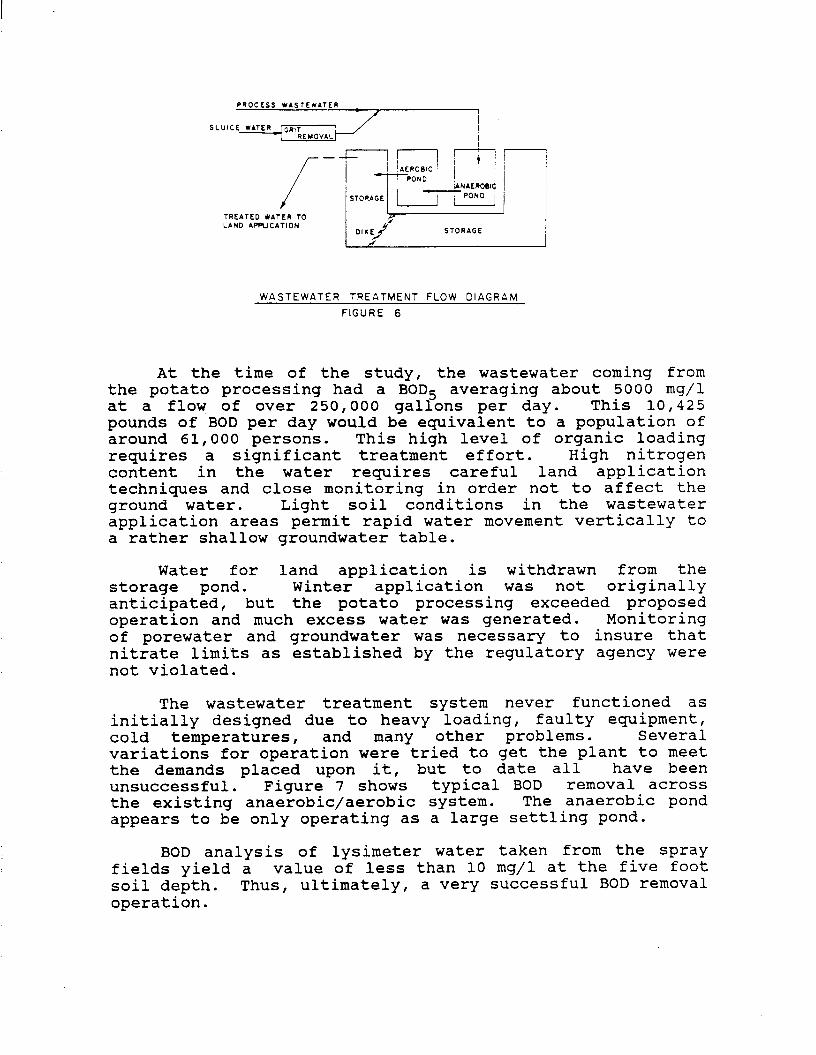
The data shown in Figure 8 indicates a low level of efficiency for the reduction of COD. The pH buffered waste showed a slightly better COD reduction than did the non- buffered waste stream. However, in neither case was the removal as high as had been anticipated or hoped for.
Figure 8 does show a slight improvement in COD reduction and further analysis indicated a similar reduction in the volatile acid-alkalinity ratio. It was suspected that this improved treatment efficiency was due to an uncontrolled increase in the laboratory room temperature. The wastewater temperature increased from about 72OF to about 86OF.
-:j 0 U ?
4
\
'.
L- L I I L U C M T COO '\ -_
I
I 2 3 4 5 6 7 8 9 IO II I 2 I 3 14 I5 I6 17 18 I9 2 0 t
SAMPLE NUMBER
LAB REACTOR RESULTS FIGURE 8
To study the effect of temperature and mixing on the anaerobic digestion of the potato wastewater, a reactor was set up in a constant temperature chamber at about 95OF. The reactor, which had a volume of about 20 liters, was partially mixed by recycling the reactor materials at a rate of about 100 ml per minute.
The reactor was fed daily with two ( 2 ) liters of raw unbuffered wastewater. By removing the two ( 2 ) liters per day, a hydraulic detention time of about 10 days was achieved.
The COD reduction data due to heating and mixing the wastewater are shown in Figure 9. After only three weeks this reactor was showing about an 80% reduction in COD. In five weeks the reduction in COD exceeded 90%. The VA/ALK ratio showed similar change.
Through these simple laboratory tests the waste was found to be ameanable to controlled anaerobic treatment which could be followed by aerobic treatment for polishing before land application.

I 1300
HEATED AND MIXED LAB REACTOR FIGURE 9
TREATMENT OPTIONS
Once it has been determined just exactly what is to be accomplished several treatment alternatives are available. The company has the responsibility to dispose of the wastewater and other byproducts without creating odors and without causing detrimental effect to the surface or groundwater of the area.
The simplest alternative would be to land apply the wastewater directly as it comes from the processing plant. BOD5 and other nutrients could be taken up by the soil and plant growth if the wastewater is applied at an agronomic rate. Winter time application could be used, but since little BOD5 reduction would take place and ammonification would be limited, the potential for groundwater contamination and springtime odors would probably restrict this alternative.
Therefore, if storage for four or five months is required, treatment for BOD5 reduction to control odors becomes essential. Aerobic or anaerobic treatment processes become options for consideration.
Aerobic treatment of the raw effluent would require intensive energy input especially during cold weather. Anaerobic treatment, properly controlled, was found to be most effective in reducing BOD5 to a level that would allow

aerobic treatment to be cost effective for polishing before storage.
Figures 10 and 11 show two possible treatment process flow diagrams. A unique feature of the anaerobic contact treatment scheme is the control of temperature in the anaerobic digester through the use of waste steam to heat the below ground digesters. This would be a beneficial use of steam which presently is released to the atmosphere. Mixing or recycling of the flow would help to reduce short circuiting within the digester. To further reduce the BOD5 levels, controlled aeration could be utilized either across trickling filters, aerated ponds or oxidation ditches. Innovative BOD reduction could also convert ammonia to nitrate for bet 5 er land application results.
CONCLUSIONS
It can be concluded that potato processing wastewaters are strong and difficult to treat. Before selecting a treatment process, as much information as possible concerning treatability should be understood. The potato processing operation itself should be studied in an effort to reduce the pollutant load. In this case study, about 4 2 percent of the BOD5 generated came from the peeling and scrubbing operation. If these wastes can be isolated and removed from the wastewater stream the resulting effect is dramatic in relation to wastewater treatment.
The wastewaters generated in this study were found to be effectively treatable anaerobically when maintained at the proper pH, temperature and mixed. A simple hole in the ground, covered and called an anaerobic digester just is not sufficient.
Treatment of this or any wastewater requires an understanding of the character of the waste product if we are going to design, construct and operate effective wastewater treatment systems.

P O I A l C l
PHOCE S S I N G
P L A N I
. W f A T M L R
S I T E S 10 H A V E I M P W O V f O B f R M l N G A N 0 L A N O L L V L L I N G A S N L C L S S A R Y
C R O P P I N G P L A N A N O I R R I G A T I O N P L A N TO U t A P P R U V ~ U n v M P C A
A L T E H N A T I V E T H ~ A T J E N ~ SCHEME I ____- __.
FlGUhE IO

Related Documents











