Facultad de Ingeniería Escuela Profesional de Ingeniería Industrial TEMA : TRABAJO DE INVESTIGACION “TÉCNICAS METÁLICAS INGENIEROS” CURSO: CONTROL DE CALIDAD I DOCENTE: OQUELIZ MARTINEZ INTEGRANTES: CHAN CORNEJO, SIULAND VILCHEZ HERRERA, MARICIELO VELA GASTELU, JULIO 2014- II Surco, 15 de Noviembre del 2014

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Página 1Control de CalidadSurco, 15 de Noviembre del 2014
2014-II
Facultad de Ingeniería Escuela Profesional de Ingeniería Industrial
TEMA : TRABAJO DE INVESTIGACION
“TÉCNICAS METÁLICAS INGENIEROS”
CURSO : CONTROL DE CALIDAD I
DOCENTE : OQUELIZ MARTINEZ
INTEGRANTES:
1. CHAN CORNEJO, SIULAND2. VILCHEZ HERRERA, MARICIELO3. VELA GASTELU, JULIO
Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
ÍNDICE
1. LA EMPRESA
1.1. HISTORIA1.2. MISION1.3. VISION1.4. ORGANIGRAMA
2. PRODUCTO
3. DESCRIPCIÓN DEL PRODUCTO
4. EQUIPOS Y MAQUINARIAS
5. PROCESOS
6. SISTEMA DE CONTROL DE CALIDAD
7. USO DE LAS HERRAMIENTAS DE CALIDAD
8. APLICACIÓN DE LOS SISTEMAS DE CALIDAD
9. CONCLUSIONES
10. BIBLIOGRAFÍA
Página 2Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
1. LA EMPRESA
1.1. HISTORIA
Técnicas Metálicas es una compañía peruana fundada en 1979. Especializada en la
ingeniería y fabricación de estructuras metálicas.
Se ha convertido en líder en el sector atendiendo los requerimientos de empresas
mineras, comerciales, de telecomunicaciones, energía, transporte, industriales y del
sector inmobiliario.
Cuentan con la más grande y moderna planta de fabricación, con 52802 mts2 de área
de planta y una capacidad de procesamiento de 2400 toneladas al mes, totalmente
automatizada a control numérico (CNC)
Cuentan con las siguientes líneas de negocio:
Fabricaciones metálicas
Sector minero
Sector minero –equipos
Sector comercial
Sector industrial
Construcciones modulares
Montaje e instalación
electromecánica
Telecomunicaciones y
energía
Transporte – puentes
Galvanizado en caliente
1.2. MISIÓN
Innovar, investigar, diseñar, desarrollar y ejecutar proyectos, garantizando la
satisfacción de sus clientes y contribuyendo al desarrollo del país.
1.3. VISIÓN
Ser reconocida como la mejor empresa peruana especialista en ejecución de
proyectos, que brinda un servicio integral en sectores como comercial, minero,
telecomunicaciones, energía, transporte, industrial e inmobiliario con la más
avanzada tecnología y personal altamente calificado, garantizando la seguridad,
calidad, cumplimiento y protección del medio ambiente.
Página 3Control de Calidad
Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
1.4. ORGANIGRAMA DE LA EMPRESA
Página 4Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
2. PRODUCTO
FIERRO LISO:
Es utilizado en la construcción civil para ejecución de losas y pisos industriales y viales, auxiliando en el combate a fisuras en las juntas de pavimentos.
Acero redondo liso, en barras o rollos.
Para hormigón armado.
Tipo AL 220 según norma IRAM IAS U500-502.
Presentación:
Paquetes de barras de 6 metros de 1000 Kg en diámetros: 6 - 8 - 10 - 12 - 14 - 16 - 20 - 25 mm
En este caso se fabricará 1440 fierros lisos de acuerdo a las especificaciones técnicas del mismo, guiados por planos emitidos por el área de ingeniería, quedando así al final de su fabricación:
3. DESCRIPCIÓN DEL PRODUCTO
Página 5Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
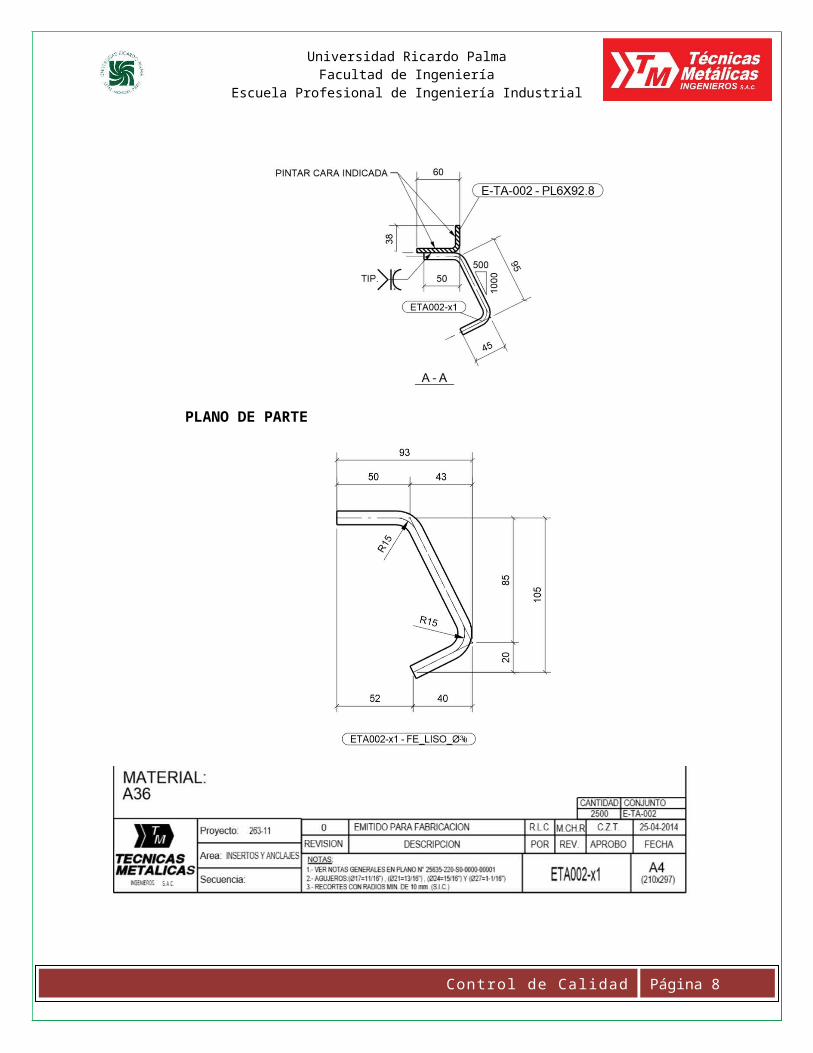
PLANO CONJUNTO
VISTA DE FRENTE
VISTA PERFIL
PLANO DE PARTE
Página 6Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
El inserto observado en el plano es la unión de una plancha doblada y veinte fierros lisos por cada inserto. Estos insertos son utilizados para una mayor sujeción con el suelo, muchas veces como refuerzo, para tener una base firme en la construcción de estructuras metálicas.
4. EQUIPOS Y MAQUINARIAS
Página 7Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
HABILITADO MANUAL
CLEVELAN
Maquinaria semiautomática es utilizada para dobles, con ángulos específicos, de tubos o fierros lisos
CORTADORA
Máquina semiautomática que trabaja con un disco de corte, el cual corta tubos, fierros, entre otros aceros.
Página 8Control de Calidad
Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
HABILITADO
KDM
Máquina CNC para perforado de canales y vigas, pudiendo hacer hasta
2 perforaciones a la vez en diferentes
MESSER
Máquina CNC que realiza cortes de planchas con espesores desde 6 a 200 mm
Página 9Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
KF
Máquina CNC que realiza cortes y perforaciones de planchas con espesores desde 6 a 50 mm.
5. PROCESOS
Fabricación de 1440 fierros lisos.
5.1.A. Medir.
Se realiza una marca con la medida exacta realizada en forma manual. Se ajusta la medida junto con la máquina.
5.1.B. Cortar.
Se procede a insertar el fierro en la maquina cortadora de forma sucesiva hasta completar la cantidad requerida.
5.1.C. Doblar.
Después de obtener todos los fierros lisos cortados a medida según plano, se lleva a la maquina “Clevelan” para realizar los dobles requeridos con el angulo especifico requerido por el plano.
5.1.D. Inspección.
Después de cada proceso siempre se realiza una inspección para llevar un control de calidad en la fabricación, en este caso, de los fierros lisos.
Página 10Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Página 11Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
6. SISTEMA DE CONTROL DE CALIDAD
ETAPAS SISTEMAS DE CONTROL DE CALIDAD
Para buscar la calidad en este producto metálico (Soporte metálico) se necesita una serie de técnicas y sistemas de control, las fases que debe cumplir son las siguientes:
1. Establecimiento de Normas: El primer paso del proceso de control es lógicamente establecer planes. Sin embargo, puesto que los planes varían en lo que se refiere a su grado de detalle y complejidad, y dado que por lo general los administradores no pueden vigilarlo todo, es preciso establecer normas especiales. Hay que tomar medidas de desempeño para que los administradores puedan recibir señales de cómo marchan las cosas a fin de que no tengan que vigilar cada paso de la ejecución de los planes.
2. Medición del Desempeño: La medición de desempeño con base en normas debe realizarse idealmente con fundamento en la previsión, a fin de que las desviaciones puedan detectarse antes de que ocurran y evitarse mediante las acciones apropiadas. Si las normas son adecuadamente trazadas y se dispone de medios para determinar con toda precisión que hacen los subordinados, la evaluación del desempeño real o esperado se facilita enormemente.
3. Corrección de desviaciones: Las normas deben reflejar los diversos puestos de una estructura organizacional, si el desempeño se mide en correspondencia con ellas, es más fácil corregir desviaciones en la asignación de las labores individuales o grupales, inclusive en las maquinas, para tomar las medidas correctivas correspondientes.
POLÍTICAS DE CALIDAD
Técnicas metálicas ejecuta todos sus proyectos garantizando la calidad, seguridad, salud ocupacional, protección ambiental con responsabilidad social, que compete hoy a todas las organizaciones, gestionando estos
Página 12Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
sistemas de acuerdo a la Norma ISO 9001, ISO 14001, OHSAS 18000 Y SA 8000, con una clara orientación hacia la excelencia empresarial.
En calidad, TM aplica los conceptos más modernos de calidad y excelencia, teniendo como objetivo primordial la satisfacción plena de sus clientes y la mejora continua de la eficacia de sus sistemas de Gestión de Calidad.
PLANIFIACIÓN GENERAL Y ESPECÍFICA
Una vez establecida la política de calidad Técnicas Metálicas realiza una planificación general que involucra a la empresa en su conjunto, y contempla los deberes y obligaciones de absolutamente todas las áreas de trabajo. Entonces definido los Soportes Metálicos como un producto específico para su producción, será necesario planificar su puesta en marcha mediante el control de los insumos (provistos de sus fichas técnicas correspondientes), los métodos y tiempos de producción correspondientes.
ASEGURAMIENTO DE CALIDAD
Pero para poder detectar los inconvenientes y poner en marcha estas acciones constantemente se realizan auditorias que están contempladas explícitamente.
El sistema de calidad en la confección en el proceso de confección de camisas.
CONTROL DE CALIDAD DE INSUMOS (MATERIAS PRIMAS Y AVÍOS)
Materia Prima
Se hace la verificación de la calidad de insumos por medio de ensayos comparativos respecto a especificaciones preestablecidas.
Alcances de aplicación
Materia prima (MP): Fierro Liso (ETA002-x1 FE Liso 3/8)
Página 13Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Descripción del proceso
Se pide el material de Fierro, estos llegan en paquetes. A estos se realiza la evaluación del material para identificar cuantas piezas de Soporte se obtendrán de la materia prima.
Una vez hecho esta inspección, se procede a cortar de acuerdo a las dimensiones ya preestablecidas, pasando por un control de calidad con relación a la dimensión de los cortes.
Posteriormente las partes cortadas son enviadas a la máquina “Clèvelan” donde se realiza el doblado.
Cuando las piezas ya están dobladas se pasa por el último control de calidad que es hecha cuando la pieza ya está terminada, una vez aprobada esta es enviada a el área de ensamblaje.
Elementos estratégicos
Como elementos estratégicos Técnicas Metálicas tiene:
Hoja de especificación de cada producto Muestra de cada lote de producto debidamente identificada Orden de producción con las especificaciones de la materia prima
ingresada Muestra de defectuosos una vez recibido la materia prima Zonas de almacenajes de materia prima aptas Personal idóneo y responsable del área de control de calidad Ficha de evaluación del proveedor con sistema de calificación
Página 14Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
CONTROL DE CALIDAD DE CORTE
Dimensionado correcto Maniobrabilidad del
operario Correcta ubicación en la
máquina Disco de corte Fidelidad de las formas del
corte Agrupamiento adecuado
por lotes
CONTROL DE CALIDAD DEL DOBLADO
Verificar la longitud a doblar Fijar el ángulo de dobles. Verificar la forma del doblado
grupal.
Página 15Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
7. USO DE LAS HERRAMIENTAS DE CALIDAD
La calidad es importante para la realización del producto final. El hacer un buen producto final o no, si satisface las expectativas del cliente, si el producto tiene un buen precio, calidad, cantidad, etc. Todos estos factores son importantes ya que influyen en la decisión del cliente de hacer más negocio con el mismo proveedor.
La calidad de los procesos internos de la empresa afecta los costos, que a su vez reducen la competitividad de la empresa en Técnicas Metálicas consideran que de los ingresos por venta en la industria manufacturera, 15 al 30 % se eroga en costos de calidad. Es decir, del 15 al 30% del dinero que se obtiene por venta, se va en los costos de desperdicios, legales, re trabajos, inspección, etc.
Algunas de las herramientas de calidad se utilizan en control, otras en mejoras. En algunas son más útiles, con ambas por ejemplo, la tormenta de ideas y los flujogramas son excelentes para utilizarse en mejorados. En algunos casos se pueden utilizar para determinadas razones por lo que el proceso salió de control. Los histogramas de frecuencia se utilizan tanto en control como en mejora. “Las gráficas de control”, son herramientas de control, puesto que ayudan a mantener un proceso sin cambios. Los planes de muestreo son excelentes cuando el proceso no está dentro del llamado «control estadístico». La calidad se logra al emplear algún tipo de plan de muestreo para eliminar errores y defectos de servicio una vez que éste se realice, en lugar de prevenir equivocaciones, en tales casos los planes de muestreo o el muestreo de aceptación actúan como medida de relleno, en tanto que la dirección implementa un proceso de demora continua.
Otro uso de los planes de muestreo es auditar la calidad de servicio. Es de hacer notar que la auditoría sólo indica el nivel presente de la calidad sin controlar la misma. La capacidad de sistemas da una buena idea de lo que un proceso puede hacer. Al utilizar este enfoque es posible decidir entre controlar el proceso en su nivel presente de calidad o efectuar alguna mejora. Si realmente aprendemos y practicamos estas herramientas y forma de pensar, se tendrá los medios para hacer algo por sus problemas, ganar y satisfacer clientes, y convertirse en una empresa de excelencia.
Página 16Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
8. APLICACIÓN DE LOS SISTEMAS DE CALIDAD
Para la aplicación del sistema de control de calidad se hiso uso del software Minitab.
A continuación haremos una breve descripción de cómo hemos usado el Minitab para nuestro proyecto.
Pasos para realizar graficos en MINITAB
1. Colocar datos en la cuadricula del programa
Página 17Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Página 18Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
2. Dar click en el botón ESTADÍSTICAS
3. Dar click en la opción de GRÁFICAS DE CONTROL y elegir el tipo de grafica que se desea realizar.
Página 19Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
4. Como ejemplo haremos la grafica R, por eso elegiremos la opción de GRÁFICAS DE VARIABLES POR SUBGRUPOS y marcaremos la opción de Xbarra-R
Página 20Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
5. Seleccionamos las variables y colocamos ACEPTAR
Página 21Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Página 22Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
6. Obtenemos el siguiente gráfico
Página 23Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
i. CONTROL DE LA MATERIA PRIMA
El primer control de calidad que se realizó fue durante la recepción de materia prima: ETA002 – x1 Fe Liso. Había que verificar si el metal cumplía con las especificaciones requeridas. Para elaborar 34 Soportes por cada 6 metros de este metal.
Mediante el presente cuadro se observa los defectuosos por cantidad recibida.
NUMERO DE LOTE
TUBOS X CAJA
NÚMERO DE DEFECTUOSOS
FRACCION DEFECTUOSA
1 50 1 0.022 50 2 0.043 50 1 0.024 50 0 05 50 2 0.046 50 3 0.067 50 0 08 50 2 0.049 50 0 0
10 50 0 011 50 1 0.0212 50 0 013 50 1 0.0214 50 0 015 50 3 0.0616 50 2 0.0417 50 0 018 50 1 0.0219 50 2 0.0420 50 3 0.06
TOTAL 1000 24
p 0.024 q 0.976LSC 0.083275627LIC -
0.035275627
Página 24Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
La materia prima que se recibe debe ser escogida, cuando hablamos de defectuosos, queremos decir materia prima dañada o en mal estado, con grietas, ralladuras, entre otras cosas las que no sirven se devuelven o se usan para otros procesos.
Grafico p
Se aprecia que no existen productos defectuosos, en general se podría decir que el proceso está controlado pues ninguno de los puntos excedió los límites de control.
Página 25Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
II. CONTROL DEL CORTE
El segundo control de calidad que se realizó fue durante el corte de la materia prima: ETA002-x1 Fe Liso. Había que verificar si al momento de cortar estos pedazos cumplían con las especificaciones requeridas. Cada parte debería medir 175 mm.
Mediante el presente cuadro se observa los datos tomados en un período de dos días con un total de 20 muestras de 6 observaciones cada una.
DÍA N HORA X1 X2 X3 X4 X5 X6 MEDIA R1 1 09:00 175.2 175 176 175.2 175.4 175.
6175.40 1
1 2 09:30 176.6 174.6 175 175 175 176 175.37 21 3 10:00 175.3 175 175 175.6 175 174 174.98 1.61 4 10:30 175 175.9 175.
8175.4 175.9 174.
9175.48 1
1 5 11:00 174.7 174.2 175 175.2 176.2 175 175.05 21 6 11:30 175 175 174 175.1 175 174.
6174.78 1.1
1 7 12:00 174.7 174 175.1
175 175 176.5
175.05 2.5
1 8 13:00 175.7 175 175 174 176.4 175 175.18 2.41 9 13:30 175.9 175 175 175 175 175 175.15 0.91 10 14:00 175.3 175.2 175.
9175.8 175.4 175.
6175.53 0.7
1 11 14:30 175 175 175.4
175.6 175 176 175.33 1
1 12 15:00 175.7 175 175 175 175.1 174 174.97 1.71 13 15:30 175.9 175.6 175.
8175 175 175 175.38 0.9
1 14 16:00 174.2 175 175.9
174.9 175.2 175.8
175.17 1.7
1 15 16:30 174.7 175 175 175 175.1 175.9
175.12 1.2
1 16 17:00 174 175.2 175.4
175.6 175 175 175.03 1.6
2 17 09:00 176 175 175 176 175.8 175.8
175.60 1
2 18 09:30 175.3 175.6 175.6
174 176 175.9
175.40 2
2 19 10:00 175.2 175 175 174.9 174 174.8
174.82 1.2
2 20 10:30 175 174.9 175 174.6 174.9 175 174.90 0.4Página 26Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Para el gráfico de la media:
GRAFICO XX 175.185 A2= 0.483
LSC 175.858785LIC 174.511215
Todos los puntos se encuentran dentro de los límites, por lo tanto el proceso está controlado.
Para el gráfico del rango:
GRAFICO RR 1.395 D4 = 2.004 D3 = 0
LSC 2.79558LIC 0
Todos los puntos se encuentran dentro de los límites, por lo tanto el proceso está controlado.Por ello no será necesario hacer un reajuste en el proceso.
Grafico x y r
Para el gráfico de la desviación estándar:
s= Rd 2
Grafico s
GRAFICO SS 0.55051302 d2 = 2.534
LSC 1.08451066 B3 = 0.03LIC 0.01651539 B4= 1.97
Página 27Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Capacidad del proceso
Nuestro CP sale 0.529 lo cual quiere decir que no es correcto para el proceso que se ha diseñado. El índice Cpk nos sirve para determinar si el proceso generará unidades que verifiquen las especificaciones. En este caso, el Cpk para el corte es de sólo 0,417. Ello significa que nuestra área de corte debe mejorar su proceso vía una reducción de la variación y un mejor
CAPACIDAD DEL PROCESOEspecificación 175 + -
0.5%175.875
LES 175.875LEI 174.125
CP 0.52980884 CPK 0.64182557 0.41779211
MIN 0.41779211
Página 28Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
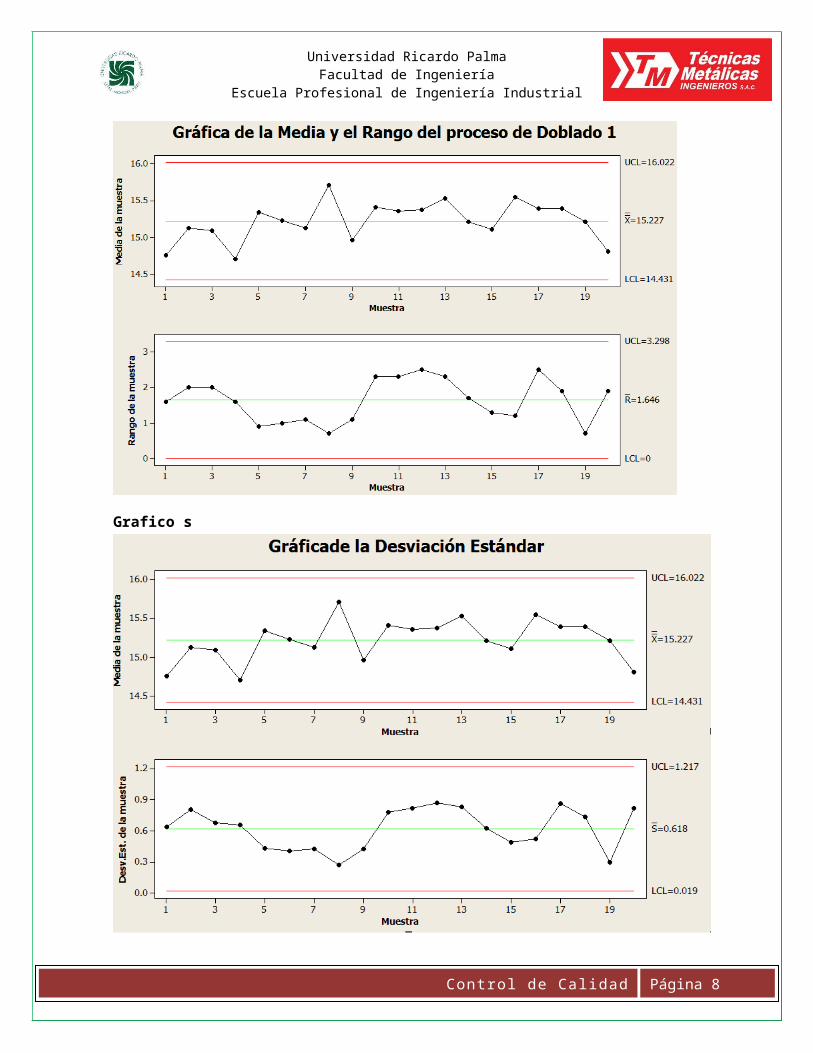
III. CONTROL DEL DOBLADO 1
El primer doblado que se hace tiene un radio de 15mm, estos se deben hacer manualmente por los obreros. A continuación vemos las muestras en esta área:
Nuestro CP sale 0.529 lo cual quiere decir que no es correcto para el proceso que se ha diseñado. El índice Cpk nos sirve para determinar si el proceso generará unidades que verifiquen las especificaciones. En este caso, el Cpk para el corte es de sólo 0,417. Ello significa que nuestra área de corte debe mejorar su proceso vía una reducción de la variación y un mejor
DÍA
n HORA X1 X2 X3 X4 X5 X6 MEDIA R
1 1 09:00 15 14 15.6
14 15 15 14.77 1.6
1 2 09:15 14.4
15.8
15.6
16 15 14 15.13 2
1 3 09:30 14 15.6
15 15 16 15 15.10 2
1 4 09:45 14 15.2
15 15.6
14.5
14 14.72 1.6
1 5 10:00 15.8
15 14.9
15.6
15.8
15 15.35 0.9
1 6 10:15 15.4
15 16 15 15 15 15.23 1
1 7 10:30 14.9
15.6
14.5
15.2
15.6
15 15.13 1.1
1 8 10:45 16 15.6
15.8
15.6
15.3
16 15.72 0.7
1 9 11:00 14.5
15 15 14.5
15.2
15.6
14.97 1.1
1 10
11:15 15.8
15.2
15.6
16.3
15.6
14 15.42 2.3
1 11
11:30 15 15.6
15.3
16.3
16 14 15.37 2.3
1 12
11:45 15.6
14.5
15.2
15 17 15 15.38 2.5
1 13
12:00 15.3
16.3
15.6
16 14 16 15.53 2.3
1 14
13:00 14.8
15 15 16.3
14.6
15.6
15.22 1.7
1 15
13:15 15 14.9
14.9
15.6
14.5
15.8
15.12 1.3
1 16
13:30 15 16.2
16 15.3
15.8
15 15.55 1.2
1 17
13:45 15.6
15.3
14.5
15 15 17 15.40 2.5
1 18
14:00 15.9
15.9
15.8
15.2
15.6
14 15.40 1.9
1 19
14:15 14.9
15.5
15 15.6
15.3
15 15.22 0.7
1 20
14:30 15.6
15 14 14.4
15.9
14 14.82 1.9
Página 29Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Para el gráfico de la media:
GRAFICO XX 15.2266667 A2= 0.483
LSC 16.0139567LIC 14.4393767
Todos los puntos se encuentran dentro de los límites, por lo tanto el proceso está controlado.
Para el gráfico del rango:
Todos los puntos se encuentran dentro de los límites, por lo tanto el proceso está controlado. Por ello no será necesario hacer un reajuste en el proceso.
Grafico x y r
GRAFICO RR 1.63 D3 = 0
LSC 3.26652LIC 0
Página 30Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Grafico s
Para el gráfico de la desviación estándar:
s= Rd 2
GRAFICO SS 0.64325178 d2 = 2.534 B3 = 0.03
LSC 1.267206 B3 = 0.03LIC 0.01929755 B4= 1.97
Página 31Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Capacidad del proceso
Nuestro CP es de 0.38 y el Cpk es 0.27. Ello significa que nuestra área de doblado debe mejorar su proceso pidiendo precisión en la hora del doblado y un mejor ajustado al objetivo.
CAPACIDAD DEL PROCESOEspecificación 15 + - 5%
LES 15.75LEI 14.25
CP 0.38865031 CPK 0.50610907 0.27119155
MIN 0.27119155
Página 32Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
III. CONTROL DEL DOBLADO 3
El segundo doblado también se hace un radio de 15mm, estos se deben hacer manualmente por los obreros. A continuación vemos las muestras en esta área:
DÍA n HORA X1 X2 X3 X4 X5 X6 MEDIA R
1 1 09:00 16 16 15 14 16.9 15 15.483 2.91 2 09:15 15 16.8 15.6 15.8 15.6 15.1 15.650 1.81 3 09:30 14 16 15 15 14.5 16.3 15.133 2.31 4 09:45 16.9 15.9 15.8 16.8 16.5 15.9 16.300 1.11 5 10:00 14.5 15.8 15.6 15.3 16.3 15 15.417 1.81 6 10:15 15.8 16 14 15.2 14.2 15.4 15.100 21 7 10:30 15 15 15 15.6 16.3 15 15.317 1.31 8 10:45 15.1 14 16 15 16 16 15.350 21 9 11:00 15.3 14 15.6 14.9 15.2 15.1 15.017 1.61 10 11:15 15.9 14.5 16.8 16.9 15.4 15 15.750 2.41 11 11:30 16 15 16.9 16 14 16 15.650 2.91 12 11:45 16 15 15.8 16.5 15 16.8 15.850 1.81 13 12:00 14.5 15.6 14 14 15 16 14.850 21 14 13:00 15.8 15.3 15 14.9 15.1 15.1 15.200 0.91 15 13:15 15 15.6 15.3 14.5 15.8 14.1 15.050 1.71 16 13:30 15.6 14.1 15.2 15.8 15 15 15.117 1.71 17 13:45 15.3 16.3 15.6 15 15.3 15 15.417 1.31 18 14:00 14.5 15 15 15.6 14 14 14.683 1.61 19 14:15 15 14.9 14.9 15.3 15 15 15.017 0.41 20 14:30 15 16.2 16 15.6 16 14 15.467 2.2
Página 33Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Para el gráfico de la media:
GRAFICO XX 15.34 A2= 0.483
LSC 16.20LIC 14.48
Como se puede observar la muestra número 4 se encuentra fuera de los controles, por lo tanto será necesario hacer un reajuste.
Para el gráfico del rango:
GRAFICO RR 1.785
LSC 3.57714LIC 0
Los puntos se encuentran dentro de los límites de control, sin embargo igual se tiene que hacer el reajuste.
Página 34Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
DOBLADO 2
Grafico x y r
Página 35Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
NUEVA TABLA DE DATOS
Con la modificación se ajustaron las medias y los rangos.
DÍA n HORA X1 X2 X3 X4 X5 X6 MEDIA R
1 1 09:00 16 16 15 14 16.9 15 15.48 2.91 2 09:15 15 16.8 15.6 15.8 15.6 15.1 15.65 1.81 3 09:30 14 16 15 15 14.5 16.3 15.13 2.31 5 10:00 14.5 15.8 15.6 15.3 16.3 15 15.42 1.81 6 10:15 15.8 16 14 15.2 14.2 15.4 15.10 21 7 10:30 15 15 15 15.6 16.3 15 15.32 1.31 8 10:45 15.1 14 16 15 16 16 15.35 21 9 11:00 15.3 14 15.6 14.9 15.2 15.1 15.02 1.61 10 11:15 15.9 14.5 16.8 16.9 15.4 15 15.75 2.41 11 11:30 16 15 16.9 16 14 16 15.65 2.91 12 11:45 16 15 15.8 16.5 15 16.8 15.85 1.81 13 12:00 14.5 15.6 14 14 15 16 14.85 21 14 13:00 15.8 15.3 15 14.9 15.1 15.1 15.20 0.91 15 13:15 15 15.6 15.3 14.5 15.8 14.1 15.05 1.71 16 13:30 15.6 14.1 15.2 15.8 15 15 15.12 1.71 17 13:45 15.3 16.3 15.6 15 15.3 15 15.42 1.31 18 14:00 14.5 15 15 15.6 14 14 14.68 1.61 19 14:15 15 14.9 14.9 15.3 15 15 15.02 0.41 20 14:30 15 16.2 16 15.6 16 14 15.47 2.2
Página 36Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Nuevos límites de control para la media:
Nuevos límites de control para el Rango:
GRAFICO XX 15.2903509 A2= 0.483
LSC 16.1699193LIC 14.4107825
GRAFICO RR 1.82105263 D3 = 0
LSC 3.64938947LIC 0
Página 37Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
AHORA LOS TODOS LOS DATOS DE LA MUESTRA SE ENCUENTRAN DENTRO DE LOS LIMITES DE CONTROL. AHORA PODEMOS DECIR QUE NUESTRO PROCESO ESTA BAJO CONTROL.
Para el gráfico de la desviación estándar:
s= Rd 2
GRAFICO S
S 0.71864745 d2 = 2.534 B3 = 0.03 B4= 1.97LSC 1.41573547LIC 0.02155942
Página 38Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Capacidad del proceso
Nuestro CP es de 0.34 y el Cpk es 0.21. Ello significa que nuestra área de doblado debe mejorar su proceso pidiendo precisión en la hora del doblado y un mejor ajustado al objetivo.
CAPACIDAD DEL PROCESO
Especificación 15 + - 5%LES 15.75LEI 14.25
CP 0.34787572 CPK 0.48255042 0.21320103
MIN 0.21320103
Página 39Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
CONTROL DEL PRODUCTO FINAL
La pieza una vez terminada se somete a una inspección, con el fin de que no existan defectos en el acabado. De existir fallas se repara la pieza a mano, pero de ser muy prominentes la pieza se desecha y se separa de las piezas servibles.
A continuación se presentara los datos de la última semana.
NÚMERO DE LOTE
SOPORTES INSPECCIONADOS
NÚMERO DE DEFECTUOSOS
FRACCION DEFECTUOSA
1 60 3 0.052 40 5 0.1253 60 6 0.14 50 2 0.045 30 3 0.16 60 4 0.0666666677 30 3 0.18 60 2 0.0333333339 40 2 0.05
10 60 1 0.01666666711 50 0 012 60 3 0.0513 30 2 0.06666666714 40 0 015 30 1 0.03333333316 50 1 0.0217 30 4 0.13333333318 50 5 0.119 40 4 0.120 60 2 0.033333333
TOTAL 930 53
Página 40Control de Calidad

Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
p 0.056989247 q 0.943010753
n 30 40 50 60LSC 0.183963425 0.166952111 0.15534302
30.1467735
5LIC -0.069984931 -0.052973617 -
0.041364528
-0.0327950
6
PRODUCTO FINAL
Grafico p
Si bien existen unos pocos productos defectuosos en general se podría decir que el proceso está controlado pues ninguno de los puntos excedió los límites de control.
9. CONCLUSIONES
Se puede concluir que el control de calidad es adecuado, pero este se podría optimizar, ya no usando operarios para el corte o para los doblados, si no automatizando todo esto para que asi los defectos de cortes o doblados se reduzcan notablemente.
Los defectos de calidad que se detectaron, estuvieron en relación directa a los operarios con relación al corte y el doblado.
Algunas materias primas no se pudieron utilizar porque estaban en mal estado y no se encontraban aptas para llevar a la manufactura.
Se debe aplicar la clasificación por el método: “PASA-NO PASA”, es decir, si tiene cualquier tipo de defecto el más mínimo que sea, pasar de primera calidad a segunda.
Página 41Control de Calidad
Universidad Ricardo PalmaFacultad de Ingeniería
Escuela Profesional de Ingeniería Industrial
Aplicar estrategias y paradigmas hoy en día es muy IMPORTANTE para obtener productos que satisfagan al cliente actuando con responsabilidad para que haya una interrelación rápida y eficiente.
Una vez establecidos los puntos de control y formulados los criterios de decisión, frente a los productos de mala calidad, es necesario continuar el proceso de acopio de información, desde el inicio del proceso hasta el final.
Lo que se pretende es mejorar LA CALIDAD de los productos de salida, y al mismo tiempo, reducir los costos de control de CALIDAD.
La calidad comienza desde la materia prima, operario, maquinarias, herramientas y hasta el cliente. CALIDAD es satisfacción del cliente con respecto a lo que le brindamos.
RECOMENDACIONES:
Para toda mejora de CALIDAD, se debe tener ACTITUD ante la mejora, en general, en todos los segmentos de la industria existe un ambiente favorable a las innovaciones creadoras.
Se recomendaría automatizar los procesos para obtener errores casi 0, con una calidad robusta. O si no una solución es la Implementación total del plan de inspección del proceso y modificar el procedimiento de inspección para la auditoria de calidad.
10. BIBLIOGRAFÍA
http://www.tecnicasmetalicas.com.pe/portal/Index.html
Página 42Control de Calidad
Related Documents