Castolin Eutectic Technologies de revêtement globales Consommables Equipements Services de revêtement

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Castolin EutecticTechnologies de revêtement globales
ConsommablesEquipementsServices de revêtement

www.castolin.comPlus fort, avec Castolin Eutectic2
8806
7-FR-02.20
16
Historique
Castolin Eutectic: étapes de l’évolution de la technologie de revêtement
1906 Fondation de Castolin à Lausanne (Suisse) par Jean-Pierre Wasserman. Son coup de génie : avoir trouvé une méthode pour réaliser des soudures sur la fonte à basse température.
1940 Création de la Eutectic Welding Alloys Corporation à New York
1960 Consolidation internationale sous le nom de Castolin Eutectic.
1963 Lancement du chalumeau à projection-refusion de poudre Eutalloy pour projection de poudre avec fusion simultanée. Plus de 42 000 unités ont été vendues.
1965 Production de poudre par atomisation à l’eau.
1969 Lancement de l’équipement EuTronic GAP pour le recharge ment à l’arc plasma transféré avec des poudres.
1971 Lancement du chalumeau RotoTec pour la projection de poudre à froid. Ce chalumeau a été vendu à plus de 17 000 exemplaires.
1976 Production de poudre par atomisation au gaz.
1985 Mise sur le marché de la première poudre amorphe au monde destinée à la projection thermique.
1995 Domination sur le marché de l’ HVOF, de l’Arc Spray et projection plasma avec TAFA.
2005 Entrée au sein du groupe Messer World, fournisseur de gaz.
2006 Premier atomiseur gaz« anti-satellite » pour la production de poudre. Lancement du système de projection de fils à l’arc (EAS 4).
2007 Lancement des consommables pour la protection contre l’usure nano-structurée.
2009 Lancement du système CJK5 HVOF à combustible liquide.
2012 Premier atelier de revêtement laser en Europe.
2013 Acquisition de la société Monitor Coatings.
2014 Ateliers de revêtement laser supplémentaires en Corée, à Dubaï et en Autriche.
Soudage par plasma à l’arc transféré (PTA) automatisé Revêtement laser HVOF

Plus fort, avec Castolin Eutectic 3www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Table des matières
Introduction Solutions de revêtement globales – Support technique, laboratoires d'essais d'usure, production p. 4-5 Aperçu des procédés de rechargement p. 6 Assurance Qualité p. 7-8 Production de poudre p. 9 Production de fils de projection p. 10 Production d’équipements p. 11 Notre offre p. 12
Projection-Refusion de poudre Procédé Eutalloy - Projection-refusion en simultané p. 14 Poudres Eutalloy p. 15-16 Equipement et accessoires Eutalloy p. 17-18 Procédé Eutalloy SF - Projection-refusion en simultané à haut rendement p. 19 Poudres Eutalloy SF p. 20 Equipement et accessoires Eutalloy SF p. 21-22
Projection de poudres à froid ou à chaud Procédés RotoTec, ProXon et MetaCeram - Projection à froid p. 24 Poudres RotoTec, ProXon et MetaCeram p. 25-26 Procédé Eutalloy RW - Projection-refusion subséquente p. 27 Poudres Eutalloy RW p. 28 Chalumeaux à flamme et accessoires p. 29-30
Combustible liquide HVOF CastoJet CJK5 p. 32-33 HVOF applications et informations techniques p. 34 Equipement et accessoires HVOF p. 35 Poudres HVOF p. 36
Technologie Laser Procédé laser p. 38 Avantages du revêtement par laser p. 39-40 Poudres laser p. 41 Notre offre p. 42
Soudage PTA Procédé EuTroLoy - Plasma à Arc Transféré p. 44 EuTroLoy - Poudres PTA p. 45-46 EuTroniq GAP - Equipement et accessoires PTA p. 47-50
Projection de fils Procédé EuTronic Arc - Procédé de projection Arc Spray avec fil p. 52 Fils de projection EuTronic Arc p. 53 Accessoires et Equipement EuTronic Arc Spray p. 54-56
Services Systèmes intégrés - pack système p. 57 Partenaire de l'industrie p. 58 TeroLink p. 58 Castolin Eutectic Services p. 59 Formation p. 59
Information Données techniques et tableau p. 60 Table périodique des éléments p. 61 Contact p. 62 Index p. 63
European Product Catalogue

www.castolin.comPlus fort, avec Castolin Eutectic4
8806
7-FR-02.20
16
Introduction
Castolin Eutectic emploie de nombreux ingénieurs et techniciens dont le seul but est de résoudre les problèmes techniques rencontrés par nos clients. Le principal laboratoire de recherche et de développe-ment spécialisé dans les consommables de soudage et les poudres pour les revête-ments est situé à Dublin. Ce laboratoire de recherche est l’un des plus modernes d’Europe.Cette installation moderne est équipée pour étudier de manière approfondie tous les types d’applications de soudage et de revêtement. Le site de Dublin est non seulement doté d’une machine de mesure de la dureté et de moyens d’analyse G65 (taux d’usure), ICP (plasma couplé par in-duction) et XRF (fluorescence par rayons X), mais dispose également d’une équipe bien formée et rattachée au service client. Notre équipe a effectué plus de 3500 rap-ports d’études métallurgiques au cours des quinze dernières années, ce qui lui a permis d’identifier les causes principales
et secondaires de problèmes d’usure com-plexes et de concevoir les solutions requi-ses. En tant que client de Castolin Eutectic,
CavitationFrottementErosion ImpactAbrasion Chaleur et Corrosion
Castolin Eutectic a l’habitude d’étudier soigneusement les phénomènes d’usure propre à un secteur industriel donné car ce n’est que lorsque la nature de l’usure est bien identifiée que la solution cor-recte peut être proposée. Les dommages causés par les phénomènes d’usure sont coûteux, tout particulièrement en termes de temps morts de production, de pièces de rechange, de réparations et de maintenance courante.
Notre expérience de plus de cent ans
Les phénomènes d’usure classiques dans l’industrie sont :
Abrasion Erosion Impact Frottement Chaleur Corrosion Cavitation
nous a montré que les programmes de rechargement en maintenance préven-tive permettent de prolonger la durée de vie de machines vitales jusqu’à 500%. Seul le Groupe Castolin Eutectic a le savoir-faire, lui permettant d’identifier les problèmes d’usure critiques et éga-lement la manière de faire, pour les résoudre et améliorer ainsi l’efficacité et la rentabilité de votre usine.
vous recevrez un service exemplaire qui vous garantira la qualité et l’efficacité de votre production
Les ingénieurs et les techniciens de Castolin Eutectic bénéficient tous de hautes qualifications les rendant capables de comprendre les problèmes d’application industrielle et de recommander les meilleures solutions adaptées à chaque cas. Le Centre de Recherche et de Développement dispose de moyens pour résoudre les phénomènes d’usure les plus complexes affectant la productivité industrielle, en faisant appel à la technique de rechargement appropriée. Les clients peuvent être assurés que des équipes de développement internes dédiées œuvrent à répondre à leurs besoins et attentes dans le cadre de notre concept de «Solutions globales de revêtement».
Fabriqués à partir de matériaux de pointe et selon des procédures très strictes, tous les lots d’alliages de rechargement sont rigoureuse-ment testés par des professionnels afin de vérifier leur parfaite conformité aux standards exigeants de Castolin Eutectic et aux critères les plus sévères de son assurance qualité.
R&D / Support technique
Aperçu des phénomènes d’usure
Solutions de revêtement globales
Test et développement Analyse comparative

Plus fort, avec Castolin Eutectic 5www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Introduction
Laboratoires d’essais d’usure
Castolin Eutectic coopère étroitement avec des instituts techniques et des universités mondialement renommés, dont les centres d’excellence spécialisés dans la modélisation des mécanismes d’usure disposent de laboratoires entiè-rement équipés de microscopes élec-troniques à balayage et d’installations d’essais d’usure. Il est essentiel de dispo-ser de telles installations de pointe et de telles machines d’essais pour surveiller les mécanismes d’usure avec précision et pour comprendre les relations com-plexes qui existent entre les matériaux, les microstructures, les processus et les applications.
Intégration de productions performantesLa maîtrise complète de la production de poudre destinée au rechargement, au sein des unités modernes de fabrication de Castolin Eutectic, assure à ses produits de grande qualité une parfaite adéquation avec les besoins des uti-lisateurs. C’est grâce à un centre de recherche très compétent, s’appuyant sur des ingénieurs et des techniciens très expérimentés, en contact journalier avec les producteurs OEM et avec les industries utilisatrices du monde entier, que les usines de fabrication de poudre sont capables de répondre rapidement aux demandes spéci-fiques des clients. Les techniques de production des poudres les plus récentes sont parfaitement intégrées et maîtrisées au sein des unités en charge de la logistique et des approvisionne-ments, assurant ainsi le meilleur service aux clients et ce dans les meilleures conditions éco-nomiques.
Contrôles de qualité rigoureuxChacune des étapes de production de poudre depuis le choix des matières premières jusqu’aux opérations finales de tamisage, en passant par la préparation des ingré-dients et le procédé d’atomisation, est soumise à des procédures rigoureuses de contrôle de la qualité. CEIL est certifié ISO 9001:2000 et participe à un programme centralisé de management de la qualité totale, le principal objectif étant d’assurer la satisfaction complète du client. Ce n’est que grâce à des conditions aussi strictes que le produit fini peut répondre de manière constante aux plus hautes exigences des producteurs OEM et des utilisateurs industriels.
Introduction
Système de production de poudre Centre de production de poudres
Analyse du processus d'usureAnalyse de surface en 3D
Microscope électronique à balayage (MEB)
Analyse microscopique

www.castolin.comPlus fort, avec Castolin Eutectic6
8806
7-FR-02.20
16
Familles de recharge-
ment
Matériau de rechargement
Matériau de base
Chauffage de la pièce
Épaisseur maximale du rechar-gement en
mm
Dimen-sions de la surface de recharge-
ment
Structure du recharge-
ment
Micropo-rosité du recharge-
ment
LiaisonVitesse de déposition
Vitesse de déposition
Énergie
Investisse-ment
en Equipe-ment
HVOFPoudre -
Carbure de tungstène métallique
Tous les métaux Bas 0.5 Petit à
grand Lamellaire > 1%Excellent.
Liaison mécanique.
Moyen BasCombustible, liquide, gaz à combustion
Moyen à élevé
Revête-ment parlaser
Poudre - Carbure de tungstène métallique
Tous les métaux Bas 5 (15) Petit à très
grand Homogène 0% Excellent Fusion Elevé Moyen Electricité Grand
RotoTecPoudre.
Métaux et polymères
Tous les métaux Bas 3 Moyen à
grand Lamellaire 5 to 15%Bon.
Mécanique et micro dif-
fusion
Moyen à élevé
Moyen à élevé
Gaz de com-bustion Bas
ProXon Poudre. Métaux
Tous les métaux Bas 2 (5)* Moyen à
grand Lamellaire 5 to 15%Bon.
Mécanique et micro dif-
fusionMoyen Moyen à
élevéGaz de com-
bustion Bas
Meta- Ceram
Poudre. Céramique
Tous les métaux Bas 0,4 (1)* Moyen Lamellaire 5 to 15%
Bon. Mécanique et micro dif-
fusionBas Moyen Gaz de com-
bustion Bas
EutalloyPoudre-
Alliages auto décapants
Aciers, fonte, (aluminium
bronze)*Moyen à
élevé 2 (6)* Petit et précis Homogène Négligeable Très bon.
Diffusion Moyen Moyen Gaz de com-bustion Bas
Eutalloy SF
Poudre- Alliages auto
décapantsAciers et
fonte Grand 2 (6)* Moyen à grand Homogène Négligeable Très bon.
Diffusion Grand Grand Gaz de com-bustion Bas
Eutalloy RW
Poudre- Alliages auto
décapantsAciers et
fonte Grand 2 (6)* Moyen Homogène Négligeable Très bon. Diffusion
Moyen à élevé
Moyen à élevé
Gaz de com-bustion Bas
EuTroLoy Poudre ou fil. Métaux
Aciers, fonte, (aluminium
bronze)*Moyen à
élevé 2 (10)* Grand Homogène Négligeable Excellent. Fusion
Moyen à élevé Grand
Électricité et écran de gaz
inerteMoyen
EuTronic Arc Fil. Métaux Tous les
métaux Bas 1 to 2 Très grand Lamellaire 1 to 10%Bon.
Mécanique et micro dif-
fusion
Très élevé Moyen
Electricité et
air compriméMoyen
Fil
PoudreSourcede chaleur
Accélérationdes particules
Impact
Revêtement
IntroductionAperçu des procédés de rechargement
Le meilleur 2ème choix
Il existe un grand nombre de méthode de rechargement pour protéger de l’usure, pour réparer et rénover vos pièces, chacune ayant ses propres avantages et ses propres contraintes. Vous trouverez ci-après un aperçu simplifié des différents procédés de rechargement, afin de vous permettre d’effectuer rapidement un choix initial adapté à votre application.
Aperçu simplifié des procédés de projection thermique
(...)* demande des précautions ou matériel spécifiques

Plus fort, avec Castolin Eutectic 7www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Au cours de ces dernières années, le besoin en rechargements par projection thermique bénéficiant d’une assurance qualité n’a fait que progresser de manière constante. Un système de Gestion de Qualité Total dans nos ateliers de projection, la formation, des procedures détaillées et le contrôle qualité sont les éléments clés du succès.
et le rechargement par projection doit également être approuvé par le contremaître avant que la pièce puisse être livrée. L’atelier de projection doit conserver ce document sous une forme convenable afin qu’il soit livré au client avec la pièce rechargée par projection.
Contrôle qualitéIl existe de nombreuses manières différentes d’assurer le contrôle qualité des pièces rechargées par projection. Les propriétés de rechargement les plus importantes à contrôler sont :
la solidité de la liaison la dureté la porosité la microstructure
Un atelier de projection peut en règle générale se faire une bonne idée des propriétés finales du rechargement effectué en rechargeant cinq éprouvettes de tests par projection. Quatre éprouvettes de tests servent ensuite à mesurer la solidité de la liaison, la dernière éprouvette pouvant servir à la vérification de la dureté, de la porosité et de la microstructure.
Solidité de la liaison
La solidité de la liaison du rechargement se mesure normalement d’après la norme EN 582 qui décrit l’ensemble de la procédure. Il est essentiel d’utiliser des adhésifs à faibles caractéristiques de pénétration pour ne pas risquer que la colle flue à travers l’épaisseur du rechargement, jusqu’au substrat.
Cela influencerait la mesure de la solidité de la liaison et conduirait à des valeurs incorrectes.
IntroductionIntroductionAssurance Qualité
Dureté
La dureté du rechargement peut se mesurer soit sur la base de la surface ou sur la section transversale du rechargement. Cependant, en raison de la nature lamellaire de la structure de certains rechargements, il se peut que les valeurs de dureté varient en fonction de l’emplacement de la mesure. Une machine spéciale de mesure de la dureté Vickers permet de mesurer avec précision en degrés Vickers (HV) la fine section transversale du rechargement. Différents niveaux de charge peuvent être présélectionnés en fonction de la dureté du rechargement.
- plus la charge appliquée est faible, plus les exigences d’état de surface sont importantes. D’autres machines de test de la dureté telles que Brinell (HB) ou Rockwell (HRC) font appel, respectivement, à des poinçons sphériques ou coniques.
Porosité
La porosité du rechargement peut se mesurer indirectement par la méthode d’imprégnation par voie humide. Cette méthode consiste à diffuser de l’eau sous vide pour saturer le rechargement. Par pesage du rechargement avant et après imprégnation par voie humide, l’augmentation de la masse est transformée mathématiquement en un volume indiquant le degré de porosité du rechargement.
FormationPour un nouveau collaborateur, la première étape consiste à participer à un cours de formation générale en projection thermique, puis de passer à la pratique de la projection thermique pendant au moins 3 mois. Lorsqu’une entreprise est prête à mettre en place un système complet d’assurance qualité, l’étape suivante consiste à suivre le cours ETS (Spécialiste européen de projection thermique).
Procédures détailléesLe meilleur moyen de production de rechargements constants, reproductibles
et de grande qualité, est de se conformer à une procédure spécifique faisant l’objet d’une documentation guidant l’opérateur tout au long des étapes, pendant et après la projection. L’opérateur doit renseigner chaque étape importante, telle que : les données relatives à la pièce, la méthode de nettoyage de surface, la température de préchauffage, le choix du matériau de projection, la température maximale pendant la projection, l’épaisseur finale du rechargement, la présence ou non des éprouvettes ayant été rechargées par projection, etc. Il doit confirmer chaque fin d’étape par une signature

www.castolin.comPlus fort, avec Castolin Eutectic8
8806
7-FR-02.20
16
IntroductionAssurance Qualité
Abrasive sand
Test specimen
Force
Rotating wheel
MicrostructureLa microstructure de rechargement peut être facilement examinée en utilisant un microscope optique. L’opérateur peut visu-aliser directement la microstructure du re-chargement, son épaisseur, le degré de li-aison, les effets de délaminage, les criques microscopiques ou macroscopiques, et avoir une idée approchée de la porosité et de la teneur en oxyde.
Méthodes d'essais d'usureTest d'abrasion ASTM G65La procédure ASTM G65 simule un sys-tème d’usure à trois corps conçu pour générer des données d’essais reproduct-ibles, dans le but de classer les matériaux en fonction de leur résistance à l’abrasion sous faible contrainte.
L’équipement de tests utilise une roue mo-bile en caoutchouc et du sable sec afin de déterminer la résistance à l’abrasion de différents matériaux en mesurant le degré de l’usure provoquée par des particules de sable en quartz dur forcées à se déplacer vers et à travers la surface soumise à l’essai.
CIAT - Test d’abrasion et test d’impact en continuLe test CIAT est un essai d’usure destiné à mesurer la résistance à
l’abrasion, combiné avec un test d’impact faisant appel à une ma-chine munie d’une bascule à vol-ant d’inertie. L’équipement de test CIAT consiste en un tambour muni de deux roues internes tournant toutes les deux dans le même sens mais à des vitesses différentes. Les éprouvettes d’essai sont montées sur la roue la plus rapide. Lorsque le tambour tourne à un maximum de 60 tr/min alors que la roue sur laquelle sont montées les éprou-vettes tourne à 650 tr/min, le tam-bour en rotation lance des parti-cules abrasives en direction de la roue, provoquant ainsi une usure rapide des éprouvettes ayant été montées.
Respect de l'environnement et des Normes de qualitéRéduire, réutiliser, recycler:La volonté affichée par Castolin Eutectique de préserver les précieuses res-sources naturelles de la Terre en redonnant de la valeur ajoutée aux pièces usagées ou usées est reconnue dans le monde entier. Au sein de nos ateliers de production, nous appliquons un programme de réduction de notre im-pact environnemental, et l'ensemble de notre production est certifiée ISO 9001 : 2000.

Plus fort, avec Castolin Eutectic 9www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Technologie d’hier Technologie de demain - aujourd’hui
Castolin Eutectic a considérablement investi pour équiper d’unités de production modernes son usine de consommables de Dublin (Irlande). Tout comme de nombreuses améliorations visant à optimiser l’efficacité et la productivité, l’usine de poudre possède une longueur d’avance en matière de technologie d’atomisation afin d’optimiser la qualité de nos poudres de projection thermique.
Historique du développement de l’atomisation des poudres de pro-jection thermiqueLes poudres de projection thermique de la première moitié du 20ème siècle étaient limitées aux alliages à base de nickel auto décapants Ces poudres étaient très résistantes à l’oxydation, ainsi les premières poudres étaient atomisées à la vapeur, à l’eau ou à l’air et offraient des propriétés acceptables. L’atomisation au gaz inerte dans les premiers atomiseurs était réalisée à l’aide d’azote, puis les particules étaient trempées dans l’eau. Ce procédé produisait des poudres présentant moins d’oxydation qu’avec un procédé d’atomisation à l’air, à la vapeur ou à l’eau. Les particules avaient une forme parfaite et comme le refroidissement de la pulvérisation se produisait dans un gaz inerte, on bénéficiait d’une meilleure sphéroïdisation. Ce n’est qu’avec l’apparition du cobalt et d’autres alliages non auto-fondants
que l’atomisation au gaz inerte sec est devenue la norme dans le secteur. Toutefois, bien que cela ait évité tout risque d’oxydation par trempage dans l’eau, nous avons découvert que la forme des particules était parfois d’une qualité inférieure à celle de la poudre trempée. On trouvait souvent de petits «satellites» soudés à la surface des particules, et c’est encore le cas lorsque les poudres sont atomisées. Cela réduit la densité d’agglomération et l’aptitude à l’écoulement puis peut perturber la projection thermique lorsque des satellites se détachent.
Cause de la formation de satellitesLa formation de satellites pendant l’atomisation au gaz sec est essentiel-lement due à la formation d’un nuage dense de particules de poussières dans la cuve d’atomisation par laquelle pas-sent les gaz chauds des gouttelettes ve-nant d’être atomisées. Cela entraîne des collisions entre ces gouttelettes et des
particules froides plus petites présentes dans le nuage.
Castolin Eutectic, qui a plus de 40 ans d’expérience dans le domaine de l’atomisation à l’eau et plus de 15 ans d’expérience dans le domaine de l’atomisation au gaz, a décidé de con-solider ses connaissances dans l’usine de production de poudre la plus avancée au monde à Dublin. Nous avons fait appel aux meilleurs spécialistes de la produc-tion de poudre pour créer un système “anti-satellite” exclusif. Ce système est conçu à partir d’une modélisation ex-haustive et assisté par un ordinateur contrôlant la dynamique des fluides, afin de s’assurer que la suppression souhai-tée du nuage de poussières soit obtenue. La suppression du nuage de poussière réduit considérablement le nombre de particules comportant des satellites. L’aspect visuel des poudres au micro-scope a été grandement amélioré.
Technologie d’hier, technologie de demain - aujourd’huiUn autre avantage est le débit du sys-tème de projection qui est accru et plus constant sans les perturbations dues aux satellites.
Avec la nouvelle atomisation au gaz, il est possible de produire des poudres fortement alliées contenant des élé-ments réactifs qui seraient impossibles à obtenir avec l’atomisation à l’eau. Ces poudres peuvent être spécialement formulées pour produire des combinai-sons uniques de revêtements résistants à l’usure et à la corrosion.
En développant et produisant en in-terne, chaque étape de la production est contrôlée. Seulement les matières premières de grande qualité sont utili-sées et chaque lot est strictement con-trolé et évalué. Plus de produits com-plémentaires peuvent être adapté aux besoins de clients.
Aperçu du processus de production de poudre
IntroductionIntroductionProduction de poudre
gas gas
Melted Metal

www.castolin.comPlus fort, avec Castolin Eutectic10
8806
7-FR-02.20
16
Aperçu des procédés de pro-duction des fils de projectionAujourd’hui la grande majorité des fils utilisés pour la projection arc électrique sont des fils massifs extrudés de composition standard de zinc et d’aluminium. En utilisant des fils fourrés, plus élaborés, de nouvelles possibilités sont offertes dans la protection des surfaces. Les fils fourrés sont constitués d’un feuillard rempli de différentes poudres (métalliques et minérales). La flexibilité dans le choix des feuil-lards et des poudres, nous a permis d’obtenir des compositions de fils impossibles à produire en fils mas-sifs. Ces fils fourrés ont été adaptés aux applications de projection à l’arc électrique pour proposer des propriétés anti-usure et anti-corro-sion, notamment, comme celles re-quises pour la protection des tubes de chaudières..
Caractéristiques de fil uniques
Nouvelle ligne de production de fils fourrés
Fils de qualité en attente d’étuvage
IntroductionProduction de fil de projection
Projection thermique au fil

Plus fort, avec Castolin Eutectic 11www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Tous nos équipements répondent à notre charte : facilité d'utilisation, qua-lité, simplicité et fiabilité.Historiquement, chez Castolin Eutectic, les équipement de revê-tement sont développés, conçus et fabriqués en interne dès 1963. De-puis le lancement de nos premières torches Eutalloy en 1993, Castolin Eutectic a vendu plus de 80’000 uni-tés de projection thermiques dans le monde. Parmi ces dernières on compte, outre les premiers équipe-ments de soudage oxyacétylénique, les moyens de soudage au plasma à l’arc transféré PTA, de la projection à l’arc électrique et HVOF.
Dans la lignée de la traditionnelle qualité et précision des produits suisses, ces torches de projection thermiques répondent à notre charte en termes de facilité d'uti-lisation, de fiabilité, de robustesse et de simplicité. Elles sont spéciale-ment conçues pour tirer le meilleur parti de nos poudres. De nos jours, de nombreux composants clés de haute précision sont encore fabri-qués en Suisse pour garantir le res-pect de normes strictes et la repro-ductibilité.
Assemblage
Modélisation
Toutes les torches sont testées
Accessoires, kits et pièces de remplacement
Assemblage d'un dispositif de soudage au PTA
IntroductionProduction des équipements
Introduction

www.castolin.comPlus fort, avec Castolin Eutectic12
8806
7-FR-02.20
16
IntroductionNotre offreUn spectre complet pour vous offrir la Solution appropriéeDans la lutte contre l'usure et la corrosion au moyen de technolo-gies de projection, la seule chose qui compte, c'est le produit final : le revêtement. Le succès ou l'échec du revêtement est déterminé par ses propriétés et par son aptitude à protéger dans un environnement difficile donné. Les principales pro-priétés clés des revêtements sont : Composition chimique Microstructure Des propriétés mécaniques qui ga-
rantissent l'intégrité du revêtement
Les paramètres ci-dessus doivent être optimisés en perfectionnant la qualité de la poudre, la qualité de l’équipement de projection et la qualité des paramètres de pro-jection. Ce n'est que lorsque ces trois variables sont maîtrisées et
optimisées que le revêtement offre toutes ses capacités, comme illus-tré ci-dessous. Toute optimisation sur la base des spécifications des poudres ou des fils, de la concep-tion de la torche, puis l'optimisa-tion des paramètres doit être suivi d'analyses microstructurales, de tests d'usure ainsi que d'essais mé-caniques sur le revêtement si l'on veut obtenir le meilleur revêtement possible. La maîtrise de la produc-tion des poudres et des fils, ainsi que la conception et la fabrication des torches et du système d'appro-visionnement facilite ces optimisa-tions. La bonne compréhension des phénomènes d'usure et de corro-sion, ainsi que la connaissance de la microstructure, de la composition chimique et des propriétés méca-niques nécessaires pour y parvenir simplifient également le proces-sus. C'est là que résident les atouts inégalés de Castolin Eutectic, qui œuvre depuis plus d’un siècle à la
résolution des problèmes d'usure. Nos clients sont nombreux à pré-férer que nous appliquions direc-tement ce savoir-faire à leurs pro-duits, afin de leur éviter d’avoir à se pencher sur les détails concernant les poudres pour revêtement par projection thermique, les équipe-ments ou encore l'optimisation des paramètres. Pour ces clients, nous avons mis en place les ateliers Cas-toLab Services. Pour les clients ayant opté en faveur d’une solution globale clé en main pour s'assurer d'obtenir des revêtements de qualité Castolin Eutectic au sein de leurs ateliers ou de leurs installations de production (OEM), nous offrons également un système de projection thermique totalement intégré bénéficiant de nos multiples technologies. Casto-lin Eutectic est le seul à offrir une gamme d'options aussi large pour garantir que nos clients obtiennent des revêtements de qualité. En cela, notre offre est unique en son genre.
Revêtement optimisé
Paramètres
Equipement Poudres Intégration de systèmes
Consommables
Equipement
CastoLab Services
CastoLab ServicesSystème laser intégré

Plus fort, avec Castolin Eutectic 13www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Aperçu simplifié
Familles de rechar-gement
Matériau de recharge-
ment
Matériau de base
Chauffage de la pièce
Épaisseur maximale du rechar-gement en
mm
Dimensions de la
surface de recharge-
ment
Structure du
recharge-ment
Coating micro-
porosity
Micro- porosité du recharge-
ment
Liaison Vitesse de déposition Energie
Investis- sement en
équipement
EutalloyPoudre-
Alliages auto décapants
Aciers, fonte, (aluminium
bronze)*Moyen à
élevé 2 (6)* Petit et précis Homogène Négligeable Très bon.
Diffusion Moyen Moyen Gaz de com-bustion Bas
Eutalloy SF
Poudre- Alliages auto
décapantsAciers et
fonte Grand 2 (6)* Moyen à élevé Homogène Négligeable Très bon.
Diffusion Elevé Elevé Gaz de com-bustion Bas
Le meilleur 2ème choix
(...)* demande des précautions ou matériel spécifiques
Projection- Refusion de poudre
Eutalloy® - Eutalloy® SF

www.castolin.comPlus fort, avec Castolin Eutectic14
8806
7-FR-02.20
16
Principes de base du processus Eutalloy®
FonctionLa poudre est introduite dans le cha-lumeau et projetée à l’état pâteux sur la pièce préchauffée où elle est ensuite amenée à fusion. La liaison se produit par diffusion de l’alliage fondu dans le métal de base suffi-samment préchauffé.
Projection-refusion de poudreProcessus Eutalloy® - Projection-refusion simultané
ApplicationsLe procédé Eutalloy® a été déve-loppé spécialement pour effectuer des revêtements de protection anti-usure de pièces de machines sou-mises à des sollicitations diverses. Un grand choix d’alliages peut être déposé avec le chalumeau oxyacé-tylénique. Grâce au procédé Eutal-loy®, on peut effectuer des revête-ments de couches de 0.10 mm à plusieurs millimètres d’épaisseur. Avec la méthode de projection sui-vie de fusion, on peut également re-vêtir une épaisseur de 0.05 mm. La dureté des dépôts peut varier entre 15 et 65 HRC, selon la composition de l’alliage. On obtient ainsi des dépôts parfaitement homogènes et exempts de porosités.
Données techniques Température de la flamme: 3200
°C Vitesse des particules : non
mesurable Taux de dépôt: 2 à 6 kg/h Matériel de revêtement: Auto-
décapant à base de Ni, CO ou Fe sous forme de poudre
Epaisseur du revêtement: 0.05 à 10 mm
Densité du revêtement: 100% Niveau de bruit: 70 - 80 dB(A)
AvantagesLe procédé Eutalloy® a beaucoup d’avantages comparé aux procédés conventionnels de soudage à l’arc et au PTA: Pas de dilution du matériel de
base Meilleure pureté et performance
de l’alliage du revêtement Revêtements homogènes et sans
pores Surface lisse avec peu d’usinage
après le soudage, également comparé à la projection ther-mique à froid.
Meilleure élasticité Résistance au choc accrue Capacités de revêtements plus
épais
L’accrochage entre le métal de base et l’alliage d’apport correspond au type de liaison que l’on obtient avec le pro-cessus de brasage, c’est-à-dire qu’une phase liquide est liée à une phase solide, par diffusion. Les qualités de mouillage des alliages sont obtenues grâce à l’inclusion d’éléments syner-giques. Ces éléments diminuent la for-mation d’oxydes à la surface du subs-trat pendant l’opération de projection et favorisent la liaison avec le métal de base. Une surface parfaitement exempte d’oxydes est une condition primordiale. La température de travail, selon l’alliage utilisé, varie entre 850°C et 1100°C. Les distances de projection varient entre 6 et 20 mm.
Liaison métallurgique, sans dilution, d’un dépôt d’alliage Eutalloy® sur acier inoxydable (grossissement 500 fois).A) DépôtB) Zone de diffusionC) Métal de base

Plus fort, avec Castolin Eutectic 15www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Désignations Type deProduit
Applications Propriétés
Eutalloy® 10009No d’article / Code Esc100603 0.7 kg100604 3.5 kg
AlliageNi-Cr-B-Si-Fe
Rechargement de cames, poussoirs, butées, galets de guidage, tourteaux d’épierreur en sucrerie, vis de décan-teuse, composants de vanne vapeur. Revêtement d’éléments soumis au frot-tement.
~63 HRCExcellente aptitude au frottement. Bonne résistance à la corrosion, à l'érosion et à l'abrasion sous faible charge.
Eutalloy® 10011100605 0.7kg
Ni-Cr-B-Si-Fe alloy et carbures de tungstène
Revêtement d’éléments de chaînes, vis de transport, segments racleurs, cadres de filière à brique, excavateurs à griffes, fleurets de mine, peignes désherbants, couteaux d’écorceuses.
~65 HRC80% de carbures de W. Excellente résistance à l'abrasion par des abra-sifs de taille fine à grosse.
Eutalloy® 10112100608 0.7kg100609 3.5kg
Ni-Cr-B-Si-Fe alloy et carbures de tungstène
Revêtement d’éléments de machines et d’équipements utilisés dans le transport, la manutention et la transformation des minéraux-: vis de transport, mélangeurs d’argile, filières, segments, racleurs, pales de turbines, pales de ventilateur, vis de pompe.
~64 HRC60% de carbures de W. Excellente résistance à l'érosion et à l'abra-sion par des abrasifs de taille fine à grosse.
Eutalloy® 10185100610 0.7kg100611 3.5kg
AlliageNi-B-Si
Revêtements de moules en fonte et en acier pour matières plastiques et pour le verre. Rechargement d’arbres, excen-triques, paliers. Brasage de pastilles de carbures de tungstène sur stabilisateurs de forage,
~390 HV30Bonne aptitude au frottement métal/métal. Excellente résistance à la cor-rosion. Usinable à l'outil de coupe.
Eutalloy® 10224100613 0.7kg100614 3.5kg
AlliageNi-B-Si
Réparation d’arêtes de moules de ver-rerie, dents d’engrenage, collecteurs d’échappement, corps de pompe, avaries sur outils d’emboutissage. Sous-couche avant soudage, avec électrode sur fonte difficilement soudable.
~250 HV30Convient pour fonte neuve ou usa-gée. Bonne résistance à la corrosion. Usinable à l'outil de coupe.
Eutalloy® 10611100617 0.7kg100618 12.5kg
Alliage Co-Ni-Cr-B-Si et carbures de tungstène
Rechargement de vis de transport en chimie, pales de ventilateur en cimente-rie, tarières, vis d’extrusion. Pales et seg-ments de mélangeurs malaxeurs.
~55 HRC50% de carbures de W. Excellente résistance à l'abrasion sous pression et à la corrosion.
Eutalloy® 10680100621 0.7kg100622 3.5kg
AlliageNi-B-Si
Réparation d’engrenages, sièges de soupapes sur fonte, moules, rainures de clavette, portées de roulement. Reprises sur outils d’emboutissage. Correction d’erreurs d’usinage.
~240 HV30Bonne résistance aux chocs et à l'oxy-dation à chaud. Usinable à l'outil de coupe.
Eutalloy® 15999202799 0.7kg
Alliage Ni-Cr-B-Si-Fe et carbures de tungstène
Revêtements de moules pour céramique, racloirs. Pales de distributeurs pour épandeuse d’engrais, pales de cyclone, coupelles de machines à projeter le sable, becs d’ensacheuse.
~65 HRC15% de carbures de W. Excellente résistance à l'érosion et à l'abrasion face à des abrasifs fin.
Projection-refusion de poudrePoudres Eutalloy®
Projection de poudres

www.castolin.comPlus fort, avec Castolin Eutectic16
8806
7-FR-02.20
16
Eutalloy® Poudres
Désignations Type deProduit
Applications Propriétés
Eutalloy® LT PE 8418103398 4.5kg103404 12.5kg
Alliage à base de nickel, auto-décapant
Réparation de dommages sur les rebords de moules. Facilement usinable.
~ 240 HV30 (~18 HRC)Taille du grain -106 μm. Puissance de chauffe bas pour la fusion. Petites réparations.
Eutalloy® LT PE 8422103399 4.5kg103405 12.5kg
Alliage à base de nickel, auto-décapant
Réparation ou protection de composants de moules : bords, têtes de soufflage, couronnes directrices.
~ 270 HV30 (~22 HRC)Taille du grain -106 μm. Puissance de chauffe bas pour la fusion Petites et moyennes réparations.
Eutalloy® LT PE 8426103400 4.5kg103406 12.5kg
Alliage à base de nickel, auto-décapant
Brasage de carbures de tungstène sur des stabilisateurs. Grandes réparations et revêtements préventifs sur des bords et des guides.
~26 HRC (~300 HV30)Taille du grain 106 μm. Puissance de chauffe bas pour la fusion. Déposition rapide
Eutalloy® LT PE 8431103401 4.5kg103407 12.5kg
Alliage à base de nickel avec une addition de Cr et Mo, auto-décapant
Réparations rapides et revêtements préventives extensifs sur les bords de moules et les guides.
~31 HRCTaille du grain -106 μm. Puissance de chauffe bas pour la fusion. Bonnes propriété de mouillage et rapide.
Eutalloy® LT PE 8435103402 4.5kg103408 12.5kg
Alliage à base de nickel avec une addition de Cr et Mo, auto-décapant
Grandes réparations et revêtements préventives sur des moules de bague ou des têtes de soufflage.
~35 HRCTaille du grain 106 μm. Puissance de chauffe bas pour la fusion. Fluidité augmentée et rapide.
Eutalloy® LT PE 8440103403 4.5kg103409 12.5kg
Alliage à base de nickel avec une addition de Cr et Mo, auto-décapant
Améliore la soudabilité à un niveau de dureté élevé pour le dessous de plaques, chicanes et plaques guide.
~40 HRCTaille du grain 106 μm. Puissance de chauffe bas pour la fusion. Déposition rapide et fluidité aug-mentée.
Projection-refusion de poudre

Plus fort, avec Castolin Eutectic 17www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Projection de poudres
SuperJet-S- Eutalloy® Kit
KoolTip
torche avec écran de protection thermique
lances pour des tailles de flamme différentes qui peuvent être utili-sées selon la taille de la pièce ou le type de revêtement nécessaire
Contenu de la valise:
Ensemble de lance avec dispositif de refroidissement appelé KoolTip® sont recommandés lorsque la torche SuperJet-S est sujette à une grande utilisation ou à des réflexions thermiques prolongées.
Le kit C6 de lance refroidie contient:
Equipement Eutalloy®
Lance complète avec dispositif de refroidissement
Jeu de tuyaux d’eau pour raccorde-ment
Bouclier antithermique spécial
Accessories such as: Allume-gaz lunettes de soudage nettoie- buse * nettoie- injecteur * set de rondelles en Teflon *
No d’article / Code Esc750731 Kit complet SuperJet-S
No d’article / Code Esc203867 KoolTip C6S kit
SuperJet-S- Eutalloy® est une torche oxyacétylénique pour projection thermique qui délivre des revête-ments anti-usure extrêmement précis grâce à la sensibilité de ses contrôles. Les alliages de poudre sont projetés sur la pièce à revêtir et sont fusionnées simultanément. La diffu-sion de fusion avec le métal de base garanti que le point de fusion ne soit pas atteint. La densité du revêtement n’est pas affectée par la dilution et conserve toutes ses propriétés.
SuperJet-S-Eutalloy®Avantages Flexible, polyvalent et rapide Coupure rapide de l’acétylène et
de l’oxygène tout en conservant les réglages
Revêtement fiable et précis Utilisable dans toutes les posi-
tions sur différents métaux de base, y compris l’acier, les aciers alliés, l’acier inoxydable et la fonte.
No d’article / Code Esc290102 SuperJet-S- kit contenant A1S, B3S et C5S
D’autres kits avec des contenus différents sont disponibles sur demande. Veuillez contacter la succursale Castolin Eutecti c la plus proche.
* emballé dans une boîte plastique
* emballé dans une boîte plastique
Projection-refusion de poudre
Accessoires tels que: Clé à molette Allume-gaz lunettes de soudage connections pour tuyaux nettoyeur pour buse * nettoyeur pour injecteur * tournevis spécial * tige de nettoyage * set de rondelles en Teflon *
Sont également inclues les pou-dres Eutalloy disponibles pour une large gamme d'applications. Types d'alliages : 10680, 10009, 10185 et 10112. La solution R 103 permet de protéger les zones adjacentes de débordement de projection indésir-ables.

www.castolin.comPlus fort, avec Castolin Eutectic18
8806
7-FR-02.20
16
No d’article / Code Esc205073 C6 Air Cooled Tip
Lance refroidie a air C6
La lance à refroidissement à air C6 est destinée à tous les cas de figures où le refroidissement à eau est impossible. Cette version à refroidissement à air a été spécialement conçue pour être utilisée avec cette torche. La lance C6 constitue aujourd'hui un équipement de référence pour l'industrie.
Buses
Cette buse est fabriquée en Cu avec un durcisseur structurel, un alliage de cuivre spécial anti-usure qui améliore la durée de vie. Elle peut être vissée et dévissée facilement. Les sets standards contiennent des buses de ce type.
Buse pour applications lourdes renforcees
avec des carbures de tungstene
Disponible en option. Chaque type peut être vissé facilement sur la lance standard correspondante. Cette buse est recommandée lors de l’utilisation de poudres contenant des particules abrasives dures telles que les carbures de tungstène. Cette buse de projection anti-usure vous permettra d’obtenir une durée de service plus longue et une qualité de revêtement consistante. C6-3 est une buse spéciale avec 3 trous pour la sortie de poudre pour le revêtement de grandes surfaces.
Lance tungstene compacte pour applications
lourdes Insert WC brase sur la lance
Ceci est la solution pour toutes les applications où l’accès pose problème et la visibilité de la fusion est nécessaire. Elle est recommandée pour les travaux sur verre et pour tous les grands utilisateurs de poudres conte-nant des particules dures. Disponible en option
Tube tungstene compact pour applications
lourdes Insert WC brase sur le tube
Idem que la lance compacte pour applications lourdes, mais sans le mélangeur de gaz. Disponible en option
Accessoires pour le SuperJet-S- Eutalloy®
Accessoires Eutalloy®
No d’article / Code Esc205117 A2S WC205104 B3S WC205116 B4S WC205105 C5S WC290138 C6S-3 WC
No d’article / Code Esc290129 A0S290130 A1S290131 A2S290132 B3S290133 B4S290134 C5S
No d’article / Code Esc290078 A0S WC/HT290079 A1S WC/HT290080 A2S WC/HT290081 B3S WC/HT290082 B4S WC/HT290083 C5S WC/HT
No d’article / Code Esc290084 A0S WC/HT290085 A1S WC/HT290086 A2S WC/HT290087 B3S WC/HT290088 B4S WC/HT290089 C5S WC/HT
Projection-refusion de poudre

Plus fort, avec Castolin Eutectic 19www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Projection de poudres
Procédé Eutalloy® SF - Projection-refusion simultané à haut rendement
Eau Refroidissante
Alliage de Poudre
Injecteur de Poudre
Oxygène
AirCompriméAcetylène
FonctionLe procédé de projection Eutal-loy® SF est conçu pour le dépôt de poudres de haute résistance à l’usure avec une efficacité de dépôt élevée. Il utilise le système de pro-jection de poudre oxyacétylénique CastoDyn® DS 8000 équipé d’un SF Lance pour le revêtement des pièces d’acier massif régulières sta-tionnaires ou bougeant lentement en effectuant la projection et la refusion en une passe. Le SF Lance refroidi à l’eau et au design robuste a été crée afin d’obtenir des taux de dépôt par projection plus hauts avec des capacités de fusion simul-tanées. Ceci engendre les revête-ments anti-usure requis de 0.8 mm à 3 mm d’épaisseur avec une diffu-sion de liaison métallurgique forte avec le substrat en acier.
Avantages Haute élasticité du dépôt
pas de dilution du matériel de base
excellente pureté et performance du revêtement
revêtements homogènes et sans porosités
surface lisse demandant peu d’usinage après le soudage
meilleure élasticité, bonne résis-tance au choc
capacités de réalisation de revête-ments épais.
Données techniques Température de la flamme: 3200 °C
Vélocité de la particule : irrelevant
Taux de dépôt: 2 à 10 kg/h
Matériel de revêtement : Auto-décapant à base de Ni, CO ou Fe sous forme de poudre
Epaisseur du revêtement: 0.8 à 3 mm
Densité du revêtement: 100%
Niveau de bruit: 70 - 80 dB(A
ApplicationsUne gamme d’alliages en poudre auto-décapants Eutalloy® SF a été développée afin de satisfaire la gra-nulométrie exacte et les tolérances morphologiques du système SF Lance tout en assurant des taux de déposition aussi élevés que possible ainsi qu’une élasticité efficace, une qualité de dépôt fiable et la facilité d’application. Cette large gamme d’alliages poudre nickel résistant à la corrosion Eutalloy® SF permet de rassembler différentes dureté et usinabilité lors de la protection de pièces de machines industrielles en service contre l’usure par friction, abrasion, érosion, pression, etc.
Revêtement avec une haute densité
de carbures solides de tungstène dans la matrice afin de former une
barrière impénétrable aux particules abrasives.
CastoDyn DS 8000® projection de poudre avec SF Lance
Projection-refusion de poudre

www.castolin.comPlus fort, avec Castolin Eutectic20
8806
7-FR-02.20
16
Désignations Type de produit
Applications Propriétés
Eutalloy® SF 15211No d’article / Code Esc202789 4.5kg
Alliage Ni-Cr-B-Si- Fe et carbures de tungstène
Poudre générale anti-abrasive ~60 HRC60% de carbures de tungstène. Excellente résistance à l’érosion et à l’abrasion pour des abrasives fins à épais.
Eutalloy® SF PE 8213202536 12.5kg202537 4.5kg
Alliage Ni-Cr-B-Si- Fe et carbures de tungstène
Pour des revêtements épais. Stabilisateurs dans l’industrie de forage pétrolière et gazière
~55 HRC55% de carbures de tungstène Excellente résistance aux fissures. Résistance à l’abrasion et à la corro-sion.
Eutalloy® SF PE 8215202538 4.5kg
Alliage Ni-Cr-B-Si- Fe et carbures de tungstène
Pour des revêtements homogènes et des pièces sujettes à de l’abrasion sévère tells que des pièces de l’in-dustrie agraire, visses centrifuges.
~850 HV3060% de carbures de tungstène. Excellente résistance à l’abrasion même pour des particules fines.
Eutalloy® SF PE 8217205951 12.5kg
Alliage Ni-Cr-B-Si- Fe et carbures de tungstène
Pour des pièces nécessitant une sur-face rugueuse et sujette à de l’abra-sion sévère tels que des lames de décapeuses, têtes de forage, pièces de décapeuse.
~62 HRC70% de carbures de tungstène. Meilleure capacité de création de bords. Résistance à l’abrasion et à la corrosion
Poudres Eutalloy® SFProjection-refusion de poudre

Plus fort, avec Castolin Eutectic 21www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Projection de poudres
Equipement et Accessoires Eutalloy® SF
Le kit CastoDyn SF Lance élargi la gamme d’applications en permettant au CDS 8000 de projeter tout en fusionnant.
Données techniques
Module Standard de Pro-jection SSM 50 SSM 51 SSM 52 en option
Taux de dépôt 4-9 kg/h 2-4 kg/h 1-2 kg/hRendement typique >90 % >90 % >90 %Débit d’oxygène 2000 NI/h 1000 NI/h 500 NI/h
Débit d’acétylène - Flamme 1900 Nl/mN 950 Nl/mN 475 Nl/mN
Débit d’oxygène – gaz porteur 330 Nl/mN 240 Nl/mN 80 Nl/mN
Puissance de la flamme ~ 28 KW ~ 14 KW ~ 7 KW
Epaisseur du dépôt (un passage) 1-3 mm 0,8-2,5 mm 0,8-2 mm
CastoDyn SF Lance
La torche modulaire CDS 8000 de Castolin Eutectic réalise la plus large gamme de procédés de projection à la flamme avec plus grande panoplie d’alliages en poudre, que tout autre système comparable. Sa conception robuste et son dispositif de re-froidissement à l’eau permet une projection continue à haute rendement et est idéale pour les applications automatisées et manuelles.
Avantages Rendement d’énergie augmenté
pour des taux de déposition impor-tants
Conception avancée des buses permet un rendement exception-nel (>90%)
Consommable: poudres Eutalloy® SF
Schéma montrant l’assemblage du SF Lance sur le CastoDyn DS 8000
Projection-refusion de poudre

www.castolin.comPlus fort, avec Castolin Eutectic22
8806
7-FR-02.20
16
Equipement et Accessoires Eutalloy® SF
CastoDyn® SF Lance Extra-Plat
Les deux Modules Standards de Projection (SSM 50 et SSM 51) inclus dans le kit offrent différentes puissances de flammes afin de revêtir des surfaces de travail de toute masse ou toutes épaisseurs.
CastoDyn® SF Lance
No d’article / Code Esc203766 CastoDyn SF Lance kit 500 mm 205527 CastoDyn SF Lance kit 450 mm 203784 CastoDyn SF Lance kit 350 mm 205530 CastoDyn SF Lance kit 250 mm
CastoDyn® DS 8000
No d’article / Code Esc 203754 Kit CDS 8000 sans SSM
La torche CastoDyn DS 8000 est livrée dans une valise robuste et pratique. Ce kit CDS 8000 est livré prêt à l’emploi avec un kit SF Lance et ne contient pas de Module Stand-ard de Projection (SSM).
Le CastoDyn SF Lance Super Plat est la solution en cas d’accès difficile. Une ouverture minimale de 60 mm est suffisante pour permettre au SF Lance Super Plat de pénétrer dans l’ouverture afin d’appliquer le revêtement. Il est typiquement utilisé pour l‘application de revêtements anti-usure sur des vis de décanteuse.
Le kit spécial Super Plat contient les Modules Standards de Projection SSM 51 et une lance SF Lance d’une longueur de 380 mm.
No d’article / Code Esc203763 Kit CastoDyn SF Lance Extra-Plat
RotoTec®- ProXon®- MetaCeram®- Eutalloy® RWProjection-refusion de poudre

Plus fort, avec Castolin Eutectic 23www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
RotoTec®- ProXon®- MetaCeram®- Eutalloy® RW
Projection de poudres à froid ou à chaud
Aperçu simplifié
Familles de rechar-
gement
Matériau de rechar-
gement
Matériau de base
Chauffage de la pièce
Épaisseur maximale du rechar-
gement en mm
Dimensions de la surface de recharge-
ment
Structure du
rechar-gement
Microporosité du recharge-
mentLiaison Vitesse de
déposition
Rendement de déposi-
tionÉnergie
Investis- sement
en équipement
RotoTecPoudre.
Métaux et polymères
Tous les métaux Bas 3 Moyen à
grand Lamellaire 5 à 15%Bon.
Mécanique et micro dif-
fusion
Moyen à grand
Moyen à grand
Gaz de combustion Bas
ProXon Poudre. Métaux
Tous les métaux Bas 2 (5)* Moyen à
grand Lamellaire 5 à 15%Bon.
Mécanique et micro dif-
fusionMoyen Moyen à
grandGaz de
combustion Bas
Meta- Ceram
Poudre. Céramique
Tous les métaux Bas 0,4 (1)* Moyen Lamellaire 5 à 15%
Bon. Mécanique et micro dif-
fusionBas Moyen Gaz de
combustion Bas
Eutalloy RW
Poudre- Alliages auto-
décapants
Aciers, fonte, (alu-
minium bronze)*
Haut 2 (6)* Moyen Homogène Négligeable Très bon. Diffusion
Moyen à grand
Moyen à grand
Gaz de combustion Bas
Le meilleur 2ème choix
(...)* demande des précautions ou matériel spécifiques

www.castolin.comPlus fort, avec Castolin Eutectic24
8806
7-FR-02.20
16
Projection de poudres à froidProcédés RotoTec®, ProXon® et MetaCeram® - Projection à froid
FonctionRotoTec®, ProXon® et MetaCeram® sont des procédés «à froid» par lesquels un nouvel alliage ou une céramique sont projetés de manière fiable sur une surface cylindrique des pièces métalliques. Le revêtement projeté est appliqué à une épais-seur désirée à des températures qui n’engendrent pas la tension, ne chan-gent pas les propriétés du métal de base et ne créent pas des distorsions. Ces procédés «à froid» signifient que la pièce ne subit pas d’échauffement supérieur ~250° lors du recharge-ment. Ces poudres pour la projection thermiques sont classées selon les procédés suivants : Procédé ProXon®: les poudres
auto-adhésives sont projetées «à froid» en «une passe».
Procédés RotoTec® et MetaC-eram®: les poudres sont proje-tées en «deux passes». La pre-mière passe consiste à projeter un alliage d'accrochage «à froid» afin d’assurer une bonne liaison avec la pièce. La deuxième passe consiste à projeter «à froid» un revêtement avec les propriétés de résistance à l’usure requises.
Avantages Puissance de chauffe induite
basse dans le métal de base, réduit les déformations et les changements structuraux du métal de base.
«A froid» est synonyme de simplicité, efficacité, rapidité et fiabilité
Une large gamme de poudres peut être projetée
L’équipement de projection est peu coûteux
Facile à manier. Le niveau de bruit et les émis-
sions de fumée bas pendant la projection permettent une nouvelle fonction de projection économique.
ApplicationsLes poudres de projection «à froid» ont un champ d’applications très large. Les métaux et céramiques sont projetés pour des applica-
tions différentes. En particulier, des pièces adaptées aux revêtements sont celles qui peuvent être usi-nées par tournage et qui nécessi-tent une réparation dû à l’usure de leurs surfaces de forme cylindrique. Ceci représente une vaste gamme d’applications, telles que des bacs, collets, rouleaux et paliers sur des surfaces telles que paliers, emboite-ment, zones à reconstituer.
Données techniques Température de la flamme: 3200°C Vélocité de la particule: jusqu’à
50 m/s Taux de dépôt: 1 à 6 kg/h Matériel de revêtement: alliages et
céramiques sous forme de poudre Densité du revêtement: 85 - 95% Niveau de bruit: 70 - 80 dB(A)
Réparation d’un rotor avec la projection «à froid» RotoTec® pour une puissance de chauffe minime.
Air comprimé
Poudre
Oxygène
Acetylène
Jetde projectionde poudre
Les poudres de projection thermique «à froid» sont ap-pliquées à l’aide d’un système de projection oxyacétylé-nique «flamme-poudre», tels que le CastoDyn DS 8000. La poudre est injectée à l’aide d’un effet venturi ou avec d’un gaz porteur (azote, argon ou air) dans la flamme. La flamme chauffe les particules de poudre et les propulse vers le substrat pour former un revêtement dense avec des propriétés de liaisons denses. Grâce au transfert de chaleur modéré des particules de poudre ainsi que de la pièce, le métal de base reste relativement froid.
Microstructure d’un revêtement projeté à froid

Plus fort, avec Castolin Eutectic 25www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Projection de poudres à froidPoudres RotoTec®
Désignations Type de Produit
Applications Propriétés
RotoTec® 51000No d’article / Code Esc100658 51000 1.25kg
AlliageNi-Al-Mo
Alliage d'accrochage base Ni à utiliser en sous couche, pour les alliages 19000, sur tous les métaux excepté le Cu et Mg.
~170 HV10 – La réaction de fusion lors de la projection crée un lien solide avec le substrat.
RotoTec® 19300100639 19300 1.35kg
AlliageFe-Cr-Ni-Mo
Pièces travaillant en frottement métal/métal tels que des conduits, surfaces portantes, pistons, etc.
~250 HV10 - Usinable à l'outil. Bonne résistance au frottement. Bonne résis-tance à la corrosion.
RotoTec® 19310100640 19310 1.35kg
AlliageFe-Cr-Ni
Pièces travaillant en frottement métal/ métal. Douilles d’usure de pompes..
~335 HV10 - Usinable à l'outil (très bonne usinabilité par tournage). Bonne résis-tance au frottement.
RotoTec® 19400100641 19400 1.35kg
AlliageFe-Cr-Ni
Manchons protecteurs d’arbres, pistons de presses, chemises de moteurs.
~420 HV10 - Le meilleur état de surface est obtenu par rectification.
RotoTec® 19404202903 19404 1.35kg
AlliageFe-Cr-Co-Mo
Pièces travaillant en frottement métal/métal et en corrosion tels que des sièges portants, etc. Pour le remplacement de chrome dur.
~400 HV10 – Excellente combinaison de résistance à l’usure et à la corrosion et peu de frottement. Usinable avec une belle finition de surface.
RotoTec® 19800202905 19800 1.35kg
AlliageCu-Sn-Zn
Guides, glissières, paliers lisses, coussi-nets..
~100 HV10 - Très bonne usinabilité par tournage Excellent coefficient de frot-tement. Peu sensible aux contraintes résiduelles.
RotoTec® 19850202907 19850 1.35kg
AlliageCu-Al
Pistons de compresseurs, tourillons, poulies..
~120 HV10 - Très bonne usinabilité par tournage. Faible coefficient de frottement..
RotoTec® 19868202909 19868 1.35kg
AlliageCu-Al-Ni
Revêtements intérieurs d’empoises, cou-lisseaux de presse, modèles de fonderie.
~150 HV10 - Bonne usinabilité par tour-nage. Faible coefficient de frottement et bonne résistance à la pression.
RotoTec® 19940100643 19940 1.35kg
AlliageNi-Cr-Fe-Mo
Douilles d’usure de pompes, tiges de vérins, cylindres sécheurs en papeterie.
~370 HV10 - Le meilleur état de surface est obtenu par rectification. Bonne résistance au frottement sous pression..
RotoTec® 19985100644 19985 1.35kg
AlliageNi-Cr-Fe
Portées de roulements, pistons. Utilisation en reconstitution de parties usées.
~200 HV10 - Très bonne usinabilité par tournage.
RotoTec® 19999100646 19999 1.35kg
Alliage Ni-Cr-Fe et carbures
Cylindre d’entraînement, plaques d’usure, pinces
~250 HV10 - 50% de carbures de W. Forte résistance à l'abrasion. Dépôt rugueux.
RotoTec® LT 29230203013 29230LT 1.35kg
Base Zn Panneaux de signalisation, pylônes, por-tiques, menuiseries métalliques, carters de machines, équipements portuaires, reprises de dégâts occasionnés aux structures galvanisées.
Zn >99% - Alliage à bas point de fusion. Couches sacrificielles assurant une bonne protection cathodique des sup-ports ferreux face aux phénomènes de corrosions atmosphériques.
RotoTec® LT 29240203014 29240LT 1.35kg
AlliageSn-Sb-Cu
Alliages antifriction. Rechargement de coussinets. La meilleure adhérence est obtenue avec étamage préalable à l’aide de CastoTin # 1.
Excellent comportement au frottement. Alliage à bas point de fusion.
RotoTec® – Alliage de poudres pour la projection “à froid” en deux passes
Projection de poudres

www.castolin.comPlus fort, avec Castolin Eutectic26
8806
7-FR-02.20
16
ProXon® et MetaCeram® Poudres
Désignations Type de Produit
Applications Propriétés
ProXon® 21021No d’article / Code Esc100648 1.25kg100649 2.5kg
AlliageNi-Al-Mo
Portées mécaniques, rattrapages de cotes. Revêtement anti-usure de faibles et fortes épaisseurs.
~170 HV10 - S'utilise sans couche d'ac-crochage. Le meilleur état de surface est obtenu par rectification..
ProXon® 21023202940 2.5kg
AlliageFe-Ni-Al
Portées de roulements, glissières, paliers lisses, rattrapage de cotes.
~200 HV10 - S'utilise sans couche d'ac-crochage Température d’utilisation max. 800°C. Peut-être déposé en forte épais-seur (<3mm).
ProXon® 21031100671 2.5kg
AlliageNi-Cr-Al-Fe-Mo
Pour des éléments devant résister à l’usure et à la corrosion des ventilateur, des portées de roulement et des paliers.
~280 HV10 - S'utilise sans couche d'accrochage. Peut être déposé en forte épaisseur (<3mm).
ProXon® 21071202941 1.25kg
AlliageCu-Al
Pistons de compresseurs, tourillons, poulies.
~120 HV10 - S'utilise sans couche d'ac-crochage. Bonne usinabilité. Faible coef-ficient de frottement. Peut être déposé en forte épaisseur (<4mm).
Désignations Type de Produit
Applications Propriétés
MetaCeram® 28010No d’article / Code Esc203004 1.2kg
Cr2O3 Sur sous-couche 51000. Portées de presse-étoupe, manchons protecteurs d’arbres, portées de joints, pistons plongeurs, arbres de pompes, goulottes d’alimentation.
Micro dureté des particules ~2400 HV10g Degré max d’utilisation 500 °C Densité du produit 5.2 kg/dm Dureté élevée, excellente résistance à la corro-sion, bas coefficient de frottement.
MetaCeram® 28020203005 1.2kg
Al2O3 TiO2(2.2%)
Sur sous-couche 51000. Portées de joints, portées de presse-étoupe, man-chons protecteurs d’arbres, isolations électriques de pièces de machines, anneaux de presse pour la fabrication de pneus radiaux, tôles de tamisage.
Micro dureté des particules ~1950 HV10g Degré max d’utilisation 1000 °C Densité du produit 4.0 kg/dm Dureté élevée, excellente résistance à la corro-sion. Bonne isolation électrique (dépend de l'épaisseur du dépôt).
MetaCeram® 28030203006 1.2kg
Al2O3 TiO2(13%)
Sur sous-couche 51000. Cylindres d’imprimerie, rouleaux de transport de papier, guide-fils, plaques d’usure et de glissement, pièces de fours à induction.
Micro dureté des particules ~1600 HV10g Degré max d’utilisation 1000 °C Densité du produit 4.0 kg/dm Densité du produit - 4.0. Bonne résistance à la corrosion et bonne caractéristique de frottement.
MetaCeram® 28095203009 0.7kg
Mo S’utilise sans sous-couche. Glissières, coussinets, guides de broches, man-chons, portées de presse-étoupe, pis-tons de pompes à haute pression.
Micro dureté des particules ~900 HV10g Degré max d’utilisation 400 °C Densité du produit 10.2 kg/dm Bonne résistance à l'abrasion et excellent coefficient de frottement Dépôt non magnétique.
ProXon® – Alliage de poudres pour la projection “à froid” en une passe
Projection de poudres à froid
MetaCeram® – Poudres céramiques et réfractaires pour la projection “à froid” en deux passes

Plus fort, avec Castolin Eutectic 27www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Procédé Eutalloy® RW - Projection-refusion en deux passes
FonctionEutalloy® RW est un procédé de projection-refusion en deux étapes.La première étape consiste à projeter “à froid” une couche fine et régulière de poudre « RW » auto-décapante sur un substrat d’acier pré nettoyé et préchauffé en utilisant un système de projection flamme-poudre oxyacétylénique tels que le CastoDyn DS® 8000.
La deuxième étape consiste à chauffer le dépôt de poudre « RW » à l’aide d’une torche tel le CastoFuse jusqu’à l’obtention d’une surface fusionnée réfléchissante visible localement. Un système à induction ou un four peuvent également être utilisés. La liaison forte de la diffusion métallurgique du revêtement anti-usure résultante, est compa-rable à celle de la fonte avec une dilution du substrat. L’épaisseur du revêtement peut être augmentée en continuant de projeter et fusionner la poudre simultanément suivi d’un refroidissement contrôlé à température ambiante.
Première étape: Projection à froid avec le CastoDyn® DS 8000
Deuxième étape: fusion en utilisant la torche CastoFuse®
Projection de poudres
Microstructure d’un revêtement projeté et fusionné en 2 étapes
Projection de poudres à chaud
ApplicationsLe procédé Eutalloy® RW est crée pour la projection à chaud de poudres de revêtements anti-usure sur des surfaces régulières de révolution en rota-tion ou à plat. Les revêtements finaux très précis « RW » sont caractérisées par des surfaces lisses demandant avec peu ou sans usinage une perfor-mance de service optimale.
Avantages Surface lisse avec ou peu
d’usinage Pas de dilution du matériel de
base Excellente pureté et performance
de l’alliage de revêtement Revêtements homogènes et peu
de porosités Haute élasticité Bonne résistance au choc

www.castolin.comPlus fort, avec Castolin Eutectic28
8806
7-FR-02.20
16
Désignations Type de Produit
Applications Propriétés
Eutalloy® RW 12112No d’article / Code Esc100627 3.5kg
Alliage Ni-Cr-B-Si- Fe et carbures de tungstène
Revêtement de pièces d’usure de machines agricoles, pales de mélan-geur, ponçons de presse à céra-mique. Rechargement de bagues d’usure de pompe, rouleaux de transport en sidérurgie.
~710 HV3035% de carbures de tungstène. Excellente résistance à l’érosion et à l’abrasion.
Eutalloy® RW 12494100629 3.5kg
AlliageNi-Cr-B-Si-Fe
Revêtement de tubes de chau-dière d’incinération. Eléments de machines dans l’industrie alimen-taire et chimique.
~310 HV30Très bonne résistance à la corro-sion. Aptitude au frottement sous faible charge. Usinable à l'outil de coupe.
Eutalloy® RW 12495100630 3.5kg
AlliageNi-Cr-B-Si-Fe
Revêtement de douilles et d’arbres, poinçons de verrerie, composants de vanne-: sièges, clapets.
~390 HV30Aptitude au frottement aux chocs. Usinable à l'outil de coupe.
Eutalloy® RW 12496100632 3.5kg103352 50kg
AlliageNi-Cr-B-Si-Fe
Revêtement de douilles et d’arbres, poinçons de verrerie, composants de vanne-: sièges, clapets,...
~680 HV30Coefficient de friction bas et bonne résistance à l’abrasion. Excellente résistance à la corro-sion et surtout à l’eau de mer.
Eutalloy® RW 12497100634 3.5kg
AlliageNi-Cr-B-Si-Fe-Mo-Cu
Revêtement de douilles et d’arbres, poinçons de verrerie, composants de vanne-: sièges, clapets,... Revêtement de pièces en métal inoxydable.
~740 HV30Excellente résistance aux frictions et à la corrosion.
Eutalloy® RW 12999100637 3.5kg
Alliage Ni-Cr-B-Si-Fe alloy et carbures de tungstène
Revêtement de pales de ventilateur, de mélangeur, de vis de transport, de galets de tension, de guidage. Pièces d’usure de machines agricoles.
~760 HV3040% de carbures de W. Excellente résistance à l'abrasion.
Eutalloy® RW 17535202878 3.5kg
AlliageNi-Cr-B-Si
Revêtement de tubes de chaudière de papeterie et d’ordures ména-gères. Rechargement d’éléments de machines en service dans milieux corrosifs.
~480 HV30Bonne aptitude au frottement métal/ métal. Excellente résis-tance à l'oxydation à chaud. Bonne résistance à la fissuration. Usinable à l'outil de coupe.
Eutalloy® RW 53606100662 3.5kg
AlliageNi-Cr-Mo-Si-B-Cu
Tubes de chaudière, vis et défibra-teurs dans les industries de recy-clage, chimique et du papier.
~600 HV30Excellente résistance à l’usure et à la corrosion dans des environne-ments réducteurs et oxydants.
Projection de poudres à chaudPoudres Eutalloy® RW

Plus fort, avec Castolin Eutectic 29www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Projection de poudres à chaud
CastoDyn® DS 8000
Accessoires pour CastoDyn® DS 8000
Données techniques CastoDyn® DS 8000 est un système de projection thermique oxyacétylénique modu-laire crée pour la projection d’une large gamme d’alliages et d’autres matériaux pour de nombreuses applications diverses allant du revêtement anti-abrasion à la protection thermique. Le CDS 8000 peut être intégré dans des installations automa-tisées pour des applications de production de série. Pour la projection thermique “à chaud” des poudres Eutalloy® RW. Pour la projection thermique “à froid” des alliages de poudre RotoTec® et Proxon®. Pour la projection thermique «à froid» des alliages de poudre MetaCeram®. Pour la projection thermique «à froid» des poudres thermoplas-tiques CastoPlast.
Avantages Grande sécurité et facilité d’utilisation pour l’opérateur Prêt pour l’utilisation Kit CDS 8000 livré dans une valise robuste Module Standard de Projection (SSM) Une vanne séquentielle permet un arrêt rapide des deux gaz
assurant une parfaite sécurité sans modification des réglages.
Débit d’oxygène – Flamme Débit d’acétylène – Flamme Débit d’oxygène – gaz porteur
Module Nl/mN Nl/mN Nl/mN
SSM10 1000 950 240SSM20 1000 950 240SSM30 2000 1800 80SSM40 1000 950 330
CastoFuse®
Kit avec lances en options
Données techniquesCastoFuse est un système oxyacétylénique de chauffe localisée de haute puissance avec buses multi-dards. La chauffe rapide et localisée permet de concentrer l’énergie thermique sur la zone à traiter, en évitant sa déperdition dans le reste de la pièce. Les buses multi-dards sont spécialement conçues pour délivrer une puissance thermique dont le niveau et la répartition du gradient de température sont adaptés à la fusion des revêtements auto fusibles.Avantages
Grande sécurité et facilité d’utilisation pour l’opérateur Prêt pour l’utilisation Kit CDS 8000 livré dans une valise robuste Module Standard de Projection (SSM) Une vanne séquentielle permet un arrêt rapide des deux gaz assurant une parfaite
sécurité sans modification des réglages.
No d’article / Code Esc203756 Kit complet CDS 8000 avec SSM10, SSM20, SSM30 et SSM40
No d’article / Code Esc290020 Kit complet CastoFuse avec lances 20, 30 et 40
Chalumeaux flamme et accessoires
Projection de poudres
No d’article / Code Esc203758 Lance rallonge pour CDS 8000
Lance rallonge
Lance rallonge pour le revêtement de surfaces internes ou des surfaces difficiles d’accès.Longueur 465 mm
Lance CastoFuse 20 30 40Débit d'Oxygène 0.8 - 1.1 m3/h 1.5 - 1.66 m3/h 2.3 - 3.3 m3/hDébit d'Acetylène 0.7 - 1.0 m3/h 1.05 - 1.5 m3/h 2.1 - 3.0 m3/hPuissance de flamme ~ 11 KW ~ 20 KW ~ 40 KWNombre de bouteille d'acetylène requises 1 2 4Longueur 270 mm 320 mm 590 mm

www.castolin.comPlus fort, avec Castolin Eutectic30
8806
7-FR-02.20
16
RotoTec® 800 est un système de projection thermique oxy-acétylène modulaire avancé. Cet équipement est conçu pour projeter une large palette d’alliages et autres matériaux, pour de nombreuses applications différentes, des revêtements anti-abra-sion à la protection thermique. Le RotoTec® 800 peut être intégré à des installations automatisées pour des applications de masse à grande échelle.Pour la projection thermique de poudres Eutalloy® RW à chaudPour la projection thermique de poudres RotoTec® et Proxon® à froidPour la projection thermique de poudres MetaCeram® à froidPour la projection thermique de poudres thermoplastiques CastoPlast® à froid
Données techniques ConnectionsGas combustible (acétylène) : LH 3/8" gauche, Oxygène: RH 1/4" droite.Air comprimé : M10 x 1Efficacité de projectionPuissance : ~ 3.0 – 6.0 kg/h (selon le type de poudre, l’instrument d’ajustement, etc.)Valeurs des pressions de fonctionnement et de la consommation de gazOxygène, 3.0 bar : 1400 NL/h ± 50 NL/h, Acetylène, 0.7 bar : 1130 NL/h ± 50 NL/hMélange de gaz combustible et oxygène: principe d’injecteur (buse combinée de projection et de chauffe assurant le mélange). Poids environ 1.25 kg (sans les poudres et les raccords gaz)
RotoTec® 800
Accessoires pour CastoFuse®
Konstantherm
Lances résistantes à la chaleur pour l’acétylène et l’hydrogène. Disponible sur demande, veuillez contacter votre succursale Castolin Eutectic.
Torche Line Heating
Pour la chauffe, le brasage, la formation, le durcissement, élimination de tension. Disponible sur demande, veuillez contacter votre succursale Castolin Eutectic.
Torches circulaires
Pour la pré- et post-chauffe, brasage et formation. Disponible sur demande, veuillez contacter votre succursale Castolin Eutectic.
No d’article / Code Esc307100 Kit complet RotoTec 800
Projection de poudres à chaudChalumeaux flamme et accessoires

Plus fort, avec Castolin Eutectic 31www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
PTAHVOF®
COMBUSTIBLE LIQUIDE HVOF
Aperçu simplifiéFamilles de rechar-gement
Matériau de rechar-
gement
Matériau de base
Chauffage de la pièce
Épaisseur maximale du rechar-gement en
mm
Dimensions de la surface de recharge-
ment
Structure du rechar-
gement
micro- porosité
durechargement
Liaison Vitesse de déposition
Rendement de déposi-
tionÉnergie
Investissement en équipe-
ment
HVOFPoudre -
Carbure de tungstène métallique
Tous les métaux Bas 0.5 Petit à
grand Lamellaire > 1%Excellent.
Liaison mécanique
Moyen BasCombustible liquide, gaz à combustion
Moyen à élevé
Le meilleur 2ème choix
www.castolin.comPlus fort, avec Castolin Eutectic32
8806
7-FR-02.20
16
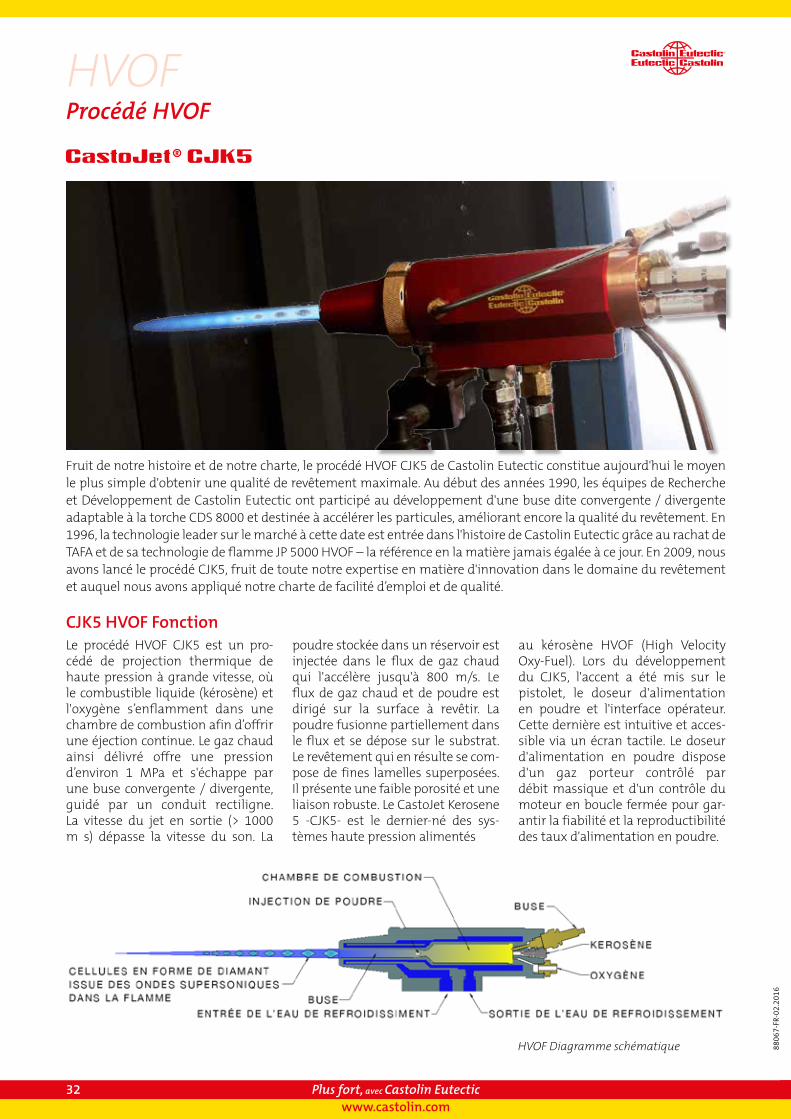
HVOFProcédé HVOF
CastoJet® CJK5
CJK5 HVOF FonctionLe procédé HVOF CJK5 est un pro-cédé de projection thermique de haute pression à grande vitesse, où le combustible liquide (kérosène) et l'oxygène s’enflamment dans une chambre de combustion afin d’offrir une éjection continue. Le gaz chaud ainsi délivré offre une pression d’environ 1 MPa et s'échappe par une buse convergente / divergente, guidé par un conduit rectiligne. La vitesse du jet en sortie (> 1000 m s) dépasse la vitesse du son. La
poudre stockée dans un réservoir est injectée dans le flux de gaz chaud qui l'accélère jusqu'à 800 m/s. Le flux de gaz chaud et de poudre est dirigé sur la surface à revêtir. La poudre fusionne partiellement dans le flux et se dépose sur le substrat. Le revêtement qui en résulte se com-pose de fines lamelles superposées. Il présente une faible porosité et une liaison robuste. Le CastoJet Kerosene 5 -CJK5- est le dernier-né des sys-tèmes haute pression alimentés
au kérosène HVOF (High Velocity Oxy-Fuel). Lors du développement du CJK5, l'accent a été mis sur le pistolet, le doseur d'alimentation en poudre et l'interface opérateur. Cette dernière est intuitive et acces-sible via un écran tactile. Le doseur d'alimentation en poudre dispose d'un gaz porteur contrôlé par débit massique et d'un contrôle du moteur en boucle fermée pour gar-antir la fiabilité et la reproductibilité des taux d'alimentation en poudre.
HVOF Diagramme schématique
Fruit de notre histoire et de notre charte, le procédé HVOF CJK5 de Castolin Eutectic constitue aujourd'hui le moyen le plus simple d'obtenir une qualité de revêtement maximale. Au début des années 1990, les équipes de Recherche et Développement de Castolin Eutectic ont participé au développement d'une buse dite convergente / divergente adaptable à la torche CDS 8000 et destinée à accélérer les particules, améliorant encore la qualité du revêtement. En 1996, la technologie leader sur le marché à cette date est entrée dans l'histoire de Castolin Eutectic grâce au rachat de TAFA et de sa technologie de flamme JP 5000 HVOF – la référence en la matière jamais égalée à ce jour. En 2009, nous avons lancé le procédé CJK5, fruit de toute notre expertise en matière d'innovation dans le domaine du revêtement et auquel nous avons appliqué notre charte de facilité d’emploi et de qualité.

Plus fort, avec Castolin Eutectic 33www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Avantages de l'HVOF
Avantages:Cette technologie possède une forte valeur ajoutée. Elle permet un fonctionnement intuitif, réduit les erreurs liées à l’opérateur, simplifie la maintenance et offre des revêtements reproductibles de haute qualité.
HVOF HVOF
Le système de contrôle du CJK5 est présenté avec l’interface opérateur montée sur le coffret de gaz unique-ment à titre d’illustration. Dans une installation type, le coffret de gaz se trouve à l’intérieur de la cabine de pro-jection. Le distributeur de poudre se trouve à l’intérieur ou à l’extérieur de la cabine de projection, et l’interface opérateur se situe à l’extérieur de la cabine.
Le système de contrôle du CJK5 HVOF se compose d'un ordinateur avec in-terface opérateur sur écran tactile et d'un coffret de gaz. L'ordinateur permet l'utilisation de l'interface opérateur et le contrôle global du système. Pour garantir la fiabilité d'utilisation, le contrôle des différen-tes opérations du système est assuré par des PLC dans le coffret de gaz et le doseur d'alimentation en poudre. L'ordinateur et les PLC sont tous rac-cordés par bus série afin de minimiser les circuits électriques et d'augmenter la fiabilité.
Commande par ordinateur grâce à l'interface opérateur sur écran tac-tile.
Logiciel multilingue / Facilité d'utilisation.
Conception réversible pour la buse / assure une durée de vie supérieure et réduit le coût des pièces de re-change.
Empreinte réduite par rapport aux autres systèmes proposant des op-tions distinctes.
Commande clavier ou unité d'interface opérateur en option
Enregistrement illimité de formula-tions et de paramètres.
Solidité de liaison élevée et revête-ments à faible porosité.
Démarrage, fonctionnement et arrêt manuels ou entièrement séquentiels.
Démarrage au kérosène / Pas d'hydrogène / Sécurité renforcée.
Combustible liquide = revêtements épais, à faible contrainte
Dureté élevée, revêtements à faible niveau d'oxyde
Système optimisé d'injonction de combustible unique de combus-tible pour assurer une combustion propre et intégrale au sein de la chambre de combustion. Qualité de revêtement élevée.
Trois longueurs de buse sont dis-ponibles: 100 mm, 150 mm et 200 mm, ce qui permet d'obtenir une vaste série de propriétés de revête-ments
Entretien simple des pistolets pour un temps d'arrêt réduit lors du rem-placement des consommables.
Tubes d'alimentation en poudre en acier pour une utilisation fiable - ne fondent pas en cours d'utilisation.
Le transducteur de pression robuste de la chambre assure la réaction adéquate directement depuis la chambre.
Contrôle opératoire reproductible. Le contrôle peut être exercé via
l’interface opérateur ou directement depuis le doseur d’alimentation en poudre pour une utilisation auto-nome

www.castolin.comPlus fort, avec Castolin Eutectic34
8806
7-FR-02.20
16
HVOFHVOF applications et informations techniques
Applications: Alternative au chromage dur Cylindres de laminage CGL- industrie de l’acier Pétrole et gaz - soupapes à bille et à tiroir Outils fond de trou employés dans l’industrie pétrolière et
gazière Rouleaux de papier Vérins hydrauliques Train d'atterrissage d'avion Éléments de suspension Turbines hydroélectriques Soupapes automobiles Composants de moteurs d’avions Billes de robinet après finition Rotors de moteur à boue Train d’atterrissage d’avion HVOF Revêtement HVOF sur cylindre en acier
Rotors de moteur à boue Train d’atterrissage d’avion HVOF
Billes de robinet après finition
Informations techniques Windows Familier Enregistrement illimité de formulations PC industriel Boîtier en acier inoxydable Protection contre les infiltrations d’eau ou de poussière Interfaces standard (USB, Ethernet, RS232) Connecté au PLC de contrôle principal par liaison
de série industrielle Réponse rapide aux modifications Régulation du débit massique du gaz porteur = reproductibilité Alimentation volumétrique via trémie et disque tournant. Deux variantes de disques pour permettre l'alimentation
optimale de toute une série de poudres. La vitesse de rotation du disque d'alimentation est contrôlée
au moyen d'un convertisseur CA en boucle fermée afin d'augmenter la précision de l'alimentation.
Interface de montage robot.
Revêtement HVOF sur cylindre en acier

Plus fort, avec Castolin Eutectic 35www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
HVOF
PoudreCastojet HVOF
Matériel Typique
Dureté Hv Température d’opération maximale (°C)
Environnement Application typique
55586C757474 5kg
WC86/Co10/Cr4 1100/1200 Hv 500°C Excellente résistance à l’usure et la corrosion
Rotors, sou-papes, man-
drins
55588C757476 5kg
WC88/Co12 1000/1100 Hv 540°C Bonne résistance à l’usure et aux chocs thermiques
Cylindres en acier, plaques
d’usure
55583C757475 5kg
WC83/Co17 1000/1100 Hv 540°C Excellente résistance à l’usure sévère par impact ou
glissement
Cylindres en acier, propul-seurs, arbres
55580C757972 3kg
CrC -NiCr 80/20 900/1000 Hv 870°C Excellente résistance aux tem-pératures élevées, à l’usure et à la corrosion, résiste au contact direct des flammes
Composants de moteurs
d’avion et rou-leaux de fours
55596C757810 5kg
NiCrBSi 750 Hv 800°C Bonnes propriétés de résis-tance à l’usure et la corro-sion, revêtement à haute
usinabilité. Matériau à forte capacité de reconstitution
Arbres hydrau-liques, chemises
de pompe, bagues d’usure, arbres d’induits.
HVOFPoudres HVOF
Castolin Eutectic fournit des poudres pour les systèmes de projection HVOF à combustible liquide. Les poudres de carbure de tungstène HVOF offrent une densité élevée, une porosité réduite et une liaison robuste. Pour une protection optimale à des tem-pératures jusqu’à 550°C (1000°F), nous recommandons le carbure de tungstène dans une matrice de cobalt. Les matériaux présentant un pourcentage de cobalt plus impor-tant produisent des revêtements offrant une meilleure ductilité, alors que ceux présentant un moindre taux de cobalt offrent une dureté accrue résultant d’une résistance à l’usure
supérieure. Les applications requé-rant une haute résistance à la cor-rosion, comme celles de l’industrie pétrolière et gazière, nécessitent une matrice cobalt-chrome. Pour les tem-pératures en service élevées au-delà de 550°C (1000°F), nous recomman-dons les matériaux à base de car-bure de chrome, plus communément utilisés dans l’industrie aérospatiale. L’ensemble de nos poudres à base de carbures sont agglomérées et frittées. Nos poudres métalliques sont atomi-sées et refroidies au gaz. Le procédé de fabrication des poudres, qui déter-mine leurs caractéristiques, influence-ra donc les propriétés du revêtement
projeté. Parmi les principales carac-téristiques de poudre que contrôle Castolin Eutectic, citons : la taille des grains de carbure dans
les particules de poudre l’homogénéité de la dispersion des
carbures à l’intérieur des particules de poudre
la densité des particules de poudre La forme des particules de poudre la distribution de la taille des parti-
cules
Vous trouverez davantage d’informa-tions et d’applications spécifiques dans la liste de nos poudres ci-dessus.

www.castolin.comPlus fort, avec Castolin Eutectic36
8806
7-FR-02.20
16
Technologie LaserHVOFHVOF Equipement et Accessoires
Options
Détendeur d'oxygène haute pression Détendeur d'azote CJK5 Poudre feeder cabinet Interface pour robot Refroidisseur Kits de pièces détachées (100 heures,
500 heures, kit pour distributeur de poudre)
Le kit CastoJet® CJK5 comprend: Un pistolet CJK5 Une interface de commande et coffret de gaz CJK5 Un ordinateur à écran tacile CJK5 Un distributeur de poudre à débit massique CJK5 Fournitures d'entrée et de sortie, pack 5m Boîte à outils et accessoires Capteur de retour de flamme
No d’article / Code Esc Description754390 Pistolet CJK5 avec buse de 100 mm756873 Pistolet CJK5 avec buse de 150 mm754389 Pistolet CJK5 avec buse de 200 mm
Description CaractéristiquesCapacité du réservoir de poudre 2750 cm3
Alimentation électrique 240/110V 1phPoids 40kgDimensions (mm) L-400 x l-400 x H-700
No d’article / Code Esc Description753908 Boîte à outils et accessoires
No d’article / Code Esc Description753912 Kit CastoJet® CJK5 - 5 m758293 Kit CastoJet® CJK5 - 10 m758811 Kit CastoJet® CJK5 - 14 m

Plus fort, avec Castolin Eutectic 37www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
PTATechnologie Laser
TECHNOLOGIE LASER
Aperçu simplifiéFamilles de rechar-gement
Matériau de rechar-
gement
Matériau de base
Chauffage de la pièce
Épaisseur maximale du rechar-gement en
mm
Dimensions de la surface de recharge-
ment
Structure du
rechar-gement
micro- porosité
du rechar-gement
Liaison Vitesse de déposition
Rendement de déposi-
tionÉnergie
Investissement en équipe-
ment
Revête-ment par laser
Poudre - Carbure de tungstène
métallique
Tous les métaux Bas 5 (15) Petit à très
grand Homogène 0% Excellent Fusion Elevé Moyen Electricité Elevé
Le meilleur 2ème choix

www.castolin.comPlus fort, avec Castolin Eutectic38
8806
7-FR-02.20
16
Revêtement par laserProcédé Laser
Au cours du procédé de revêtement laser, le métal d’apport sous forme de poudre est injecté à l’intérieur du faisceau laser, projeté et soudé sur le composant en une seule étape. Ce procédé utilise un faisceau laser pour fusionner intégralement le matériau souhaité sur un matériau substrat, afin d’obtenir une résistance à l’usure supérieure ou effectuer une répara-tion. Un gaz protecteur protège le bain de soudure de l’air atmosphérique. La vitesse de refroidissement élevée donne au revêtement une microstruc-ture fine et homogène qui se caracté-rise par une ténacité et dureté élevées. Le point du faisceau laser et l’apport de chaleur peuvent être nettement mieux contrôlés qu’avec un arc électrique conventionnel. L’énergie est presque intégralement consommée pour fu-sionner la poudre d’apport, réduisant la chaleur au strict minimum néces-saire pour fondre la surface du sub-strat. Cette optimisation diminue au maximum l’apport de chaleur, la zone affectée thermiquement (ZAT) et la di-lution. Le bain de soudure qui se forme lorsque le laser fusionne la poudre est contrôlé avec une précision largement supérieure à celles des autres procé-dés de soudage ou de rechargement.
Buses pour revêtement par projection de poudre au laser
Buse annulaire coaxiale Buse multi-jet Buse hors-axe
Point de poudre ≥ 0,3 mmPuissance du laser ≤ 2000 WContamination par l’oxygène ≤ 20 ppm
Point de poudre ≥ 1,5mmPuissance du laser ≤ 6000 WContamination par l’oxygène ≤ 50 ppm
Buse 2D pour les géométries à accès limité Puissance du laser ≤ 2000 W

Plus fort, avec Castolin Eutectic 39www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Laser
Le procédé de revêtement au la-ser constitue l’un des procédés qui peuvent être utilisés pour fusion-ner un alliage donné sur un au-tre matériau substrat. Dans le cas de réparations ou de prototypage rapide, le matériau de placage peut être identique au matériau du sub-strat. Le matériau de placage peut présenter des performances ac-crues, notamment pour offrir une meilleure résistance à la corrosion ou à l’usure et servir à protéger une multitude de composants. Le procé-dé de revêtement au laser constitue une technologie de pointe utilisée dans de nombreux domaines in-dustriels au sein desquels les lignes de production modernes requièrent des systèmes fiables, automatisés et flexibles, exigeant peu de main-
tenance et offrant une rentabilité maximale. Il existe plusieurs types de revêtement pouvant être utilisés comme protection contre l’usure, pour réparer ou reconstruire des
pièces. Chacun possède ses propres avantages et contraintes. Nous vous proposons ci-dessous une synthèse des différents procédés de revête-ment existants.
Procédé de recharge-
ment
Chauffage de la pièce
Distorsion de la pièce
Microporosité du recharge-
mentLiaison Vitesse de
déposition
Rendement de déposi-
tion
Epaisseur maximale du rechargement
(mm)
Précision du
recharge-ment
Niveau sonore
Laser Bas Bas Négligeable Excellent Fusion
Haut Moyen 5 (15)* Grand Bas
Soudage Haut Haut Négligeable Excellent Fusion
Haut Moyen à haut
5 (40)* Moyen Moyen
PTAMoyen à
hautMoyen Négligeable Excellent
FusionMoyen Grand 2 (10)* Moyen à
hautBas à
moyen
Projection thermique avec fusion
Moyen à haut
Haut Négligeable à bas
Très bonDiffusion
Moyen Medium 2 (6)* Moyen à haut
Moyen
Projection thermique
Bas Bas 1 to 10% BonMécanique et micro dif-
fusion
Moyen à haut
Medium 0.3 (10)* Moyen à haut
Moyen à haut
Le meilleure2ème choix
Revêtement par laser
Revêtement au laser : un apport de matériau fusionné selon un pro-cédé métallurgique avec une dilution minimale, un apport de chaleur réduit et une épaisseur de revêtement contrôlée.
Procédé de soudage conventionnel avec une forte dilution entraînant la dégradation de la pureté du revêtement
Avantages
Sens du revêtement
Shielding Gas
Alimentation en gazet en poudre
Faisceau laser
Bain de soudure
Pièce travaillée
Matériaude revêtement

www.castolin.comPlus fort, avec Castolin Eutectic40
8806
7-FR-02.20
16
Apport de chaleur localisé et durée de traitement réduite. Dilution minimale de 2 à 5 % pour une pureté maximale du revête-ment.
Distorsions et ZAT inférieures à celles de tous les autres procédés de soudage. Peut assembler des pièces plus petites et plus fines que les procédés de soudage con-ventionnels. Assemblage par fusion métal-lurgique offrant une solidité de liaison élevée. Solidification très rapide du revêtement produisant des micro-structures très fines et résistantes à l’usure.
Revêtement de finition de surface dense, dur et lisse pour un revête-ment de grande qualité. Epaisseur de revêtement illimitée pour la reconstruction, la répara-tion ou le prototypage rapide. Contrôle précis de l’épaisseur du revêtement et surface lisse pour un usinage après soudage réduit au minimum. Haute stabilité du procédé, résu-ltats fiables et homogènes, idéal pour les procédés automatisés. Faible niveau sonore.
Avantages
ApplicationsIl existe une large gamme d’applications destinées à: la protection contre la corrosion et l’usure dans le domaine de l’industrie automobile, la protection contre la corrosion des outils de forage pétroliers offshore, la fabrication de cylindres hydrauliques pour l’industrie minière, la réparation d’outils coûteux, etc. Le procédé de revêtement au laser
peut servir à réparer ou restaurer des composants de machines usés, tels que des arbres ou des moyeux, des garnitures, des portées de roulements ou toute autre pièce soumise à l’usure. Cette méthode est également employée pour la fabrication de composants devant être hautement résistants à l’usure ou la friction. Au cours de ces dernières décennies,
Castolin Eutectic a développé de nombreuses poudres innovantes pour nos procédés Eutalloy et PTA déjà reconnus. Un grand nombre de ces poudres ayant fait leurs preuves dans le milieu industriel ont été formulées pour pouvoir être utilisées avec la technologie de revêtement au laser.
Mélangeur à vis Disque d’extrémité de palier Chemise de stabilisateur
Revêtement par laserLe procédé de revêtement au la-ser offre de nombreux avantages par rapport au procédé de soud-age à l’arc conventionnel ou au procédé de soudage au plasma à l’arc transféré PTA :

Plus fort, avec Castolin Eutectic 41www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
L’ensemble de la gamme de poudre pour le procédé de revêtement au la-ser est disponible dans un catalogue distinct qui répond aux dernières spécifications en termes de compo-sition chimique et de poudre.
Ce procédé requiert des poudres d’une qualité supérieure présentant des particules sphériques solides garantissant un flux constant au niveau du système laser automa-tisé et une performance élevée pour le revêtement. La poudre doit être exempte de satellites, ces fines particules attachées à la surface des particules sphériques. Ces sat-ellites risqueraient de se détacher au cours du procédé de revêtement laser et d’accroître le taux de fines dans le réservoir d’alimentation. Fusionnant plus rapidement, ces fines pourraient nuire à la qualité du revêtement. Elles risquent égale-ment de modifier le dosage de la quantité de poudre circulant à trav-ers l’équipement laser. Les particules doivent enfin être solides et ex-emptes de pores internes pour éviter toute porosité du revêtement.
Les poudres Castolin Eutectic vous apporteront les meilleurs résultats. Les poudres Castolin Eutectic se dis-tinguent par des particules sphér-iques solides et exemptes de satel-lites. Elles présentent en outre une faible teneur en oxygène et une qual-ité régulière d’un lot à l’autre. Elles garantissent un flux régulier dans tous les systèmes d’alimentation et, par conséquent, une productivité élevée et constante.
Catalogue de poudres laser
Laser
Gamme de poudres laserRevêtement par laser
Laser Powder Coating technology
Precise coatings with � ne wear resistant microstructure, metallurgical bonding and
lowest heat input
Stronger, with
Castolin Eutectic
Enduring performance…

www.castolin.comPlus fort, avec Castolin Eutectic42
8806
7-FR-02.20
16
Poudres laser, Service de re-vêtement au laser, Systèmes de revêtement au laserLa source et la tête laser sont les seuls équipements de la gamme d’équipements de revêtement de Castolin Eutectic à ne pas être con-çus, fabriqués et vendus sous notre contrôle. Malgré tout, nous sommes présents sur le marché des technolo-gies laser et de revêtement depuis plusieurs décennies, renforçant sans cesse notre expérience à mesure des progrès rapides de la technologie, notamment en ce qui concerne l’état solide et les lasers à diodes. Nos con-naissances dans le secteur du soud-age et du procédé PTA constituent une base idéale pour optimiser le procédé de revêtement au laser. Ain-si, nous proposons aujourd’hui une large gamme comprenant:
des poudres métalliques et des mélanges optimisés pour le pro-cédé de revêtement laser ;
des ateliers offrant un service de revêtement laser (en Europe et Asie) ;
l’intégration système de com-posants de revêtement laser pour nos clients.
La large gamme de poudres mé-talliques et de mélanges éprouvés pour la lutte contre l’usure et la cor-rosion dans les conditions les plus rudes, conçue à l’origine pour les procédés PTA et Eutalloy largement reconnus, peut également être modifiée et optimisée pour une uti-lisation avec le procédé de placage laser. Cette adaptation est réali-sée au sein de nos installations de R&D dédiées au procédé laser, ainsi que dans plusieurs de nos ateliers
CastoLab Services. N’hésitez pas à nous contacter pour vos travaux de placage laser en Europe ou en Asie, même pour des pièces de très grandes dimensions ou des pièces lourdes. Si vous souhaitez acquérir un banc complet de placage laser in-tégré comprenant une source laser, une tête, un doseur d’alimentation avec des poudres et des paramètres optimisés, une automatisation sur mesure, une programmation hors-ligne et une cabine répondant à toutes les normes de sécurité, Cas-tolin Eutectic est à votre entière dis-position. En effet, nous avons déjà mis en place avec succès plusieurs systèmes de ce type pour nos atel-iers et sommes heureux de pouvoir désormais mettre notre savoir-faire au service de nos clients.
Notre offre
Une offre complète, fiable et performante pour les équipementiers et les ateliers
Intégration de système
Consommables
Equipement
CastoLab Services
Revêtement par laser

Plus fort, avec Castolin Eutectic 43www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Soudage PTA
PTA
Aperçu simplifiéFamilles de rechar-gement
Matériau de rechar-
gement
Matériau de base
Chauffage de la pièce
Épaisseur maximale du rechar-
gement
Dimensions de la surface de recharge-
ment
Structure du rechar-
gement
Micro-porosité
du rechar-gement
Liaison Vitesse de déposition
Rendement de déposi-
tionÉnergie
Investissement en équipe-
ment
EuTroLoy Poudre ou fil. Métalliques
Aciers, fonte, (aluminium
bronze)*Moyen à
haut 2 (10)* Grand Homogène Négligeable Excellent. Fusion
Moyen à élevé Elevé
Électricité et écran de gaz
inerteMoyen
Le meilleure 2ème choix
(...)* demande des précautions ou matériel spécifique
EuTroLoy®

www.castolin.comPlus fort, avec Castolin Eutectic44
8806
7-FR-02.20
16
Soudage PTAPlasma à Arc Transféré EuTroLoy®
Surface lisse et revêtement sans éclaboussures
1) Support cathode2) Gaz plasmagène3) Cathode4) Eau de refroidissement5) Gaz de protection
FonctionDans ce procédé l’arc électrique éta-bli entre la cathode réfractaire et la pièce subit une constriction lors de son passage à travers l’anode. Cet étranglement entraîne un accrois-sement très important du taux de ionisation des gaz. L’arc plasma ainsi crée à des températures très élevées et délivre une très haute densité d’énergie. Le métal d’apport sous forme de poudre est véhiculé par un gaz est fondu au pied de la colonne d’arc. La colonne d’arc plas-ma ainsi que le bain de métal fondu sont protégés de l’air ambiant par un gaz à caractère réducteur amené au travers de la torche plasma.L’arc plasma et la puissance de chauffe peuvent être bien mieux contrôlées qu’avec l’arc électrique conventionnel et l’énergie est presque entièrement investie dans la fonte du métal d’apport, rédui-sant ainsi la puissance de chauffe et la dilution à un strict minimum.
AvantagesLa technologie PTA offre beaucoup d’avantage comparé aux procédés de soudage à l’arc conventionnels: Dilution, puissance de chauffe,
distorsion et ZAT minimisés en comparaison avec d’autres procé-dés de soudages à l’arc.
Pureté et performance maxi-males de l’alliage du revêtement
Surface extrêmement lisse pour un usinage minimal
Meilleure élasticité Revêtement sans porosités Capacité de revêtements épais
ApplicationsL’Eutronic® GAP est un procédé de soudage à l’arc avec faible dilu-tion. Il est utilisé dans l’industrie pour exécuter des revêtements sur pièces métalliques, le plus sou-vent en procédure automatique. Castolin Eutectic a développé des poudres spéciales EuTroLoy spécia-lement destinées à des applications effectuées avec l’EuTronic® GAP.
Revêtement anti-usure avec un lien métallur-gique et une dilution minimale.
6) Gaz transporteur et poudre7) Sens de soudage8) Amorçage9) Double alimentation
Données techniques Température de l’arc plasma:
jusqu’à 20 000 °C
Vitesse des particules : non mesurable
Taux de dépôt: 2 à 20 kg/h
Matériaux du revêtement: mé-taux et alliages sous forme de poudre ou de fil
Epaisseur du revêtement: 0.1 à 20 mm
Densité du revêtement: 100%

Plus fort, avec Castolin Eutectic 45www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
PTASoudage PTAEuTroLoy® - Poudres PTA
Désignations Type de Produit
Applications Propriétés
EuTroLoy® 16006.04No d’article / Code Esc
420005 16006.04 4kg420004 16006.04 12.5kg
Alliage Co-Cr-W-Ni-Fe (Gr. 6 Type)
Soupapes et sièges de soupape, outils des industries plastique et du bois, composants d’agitateurs, parties de vannes, vis d’extru-deuses, couche intermédiaire pour les alliages de poudre EuTroLoy® 16001.
~40 HRCHaute résistance à l’abrasion sous pression et aux impacts (cavitation). Résistant à la chaleur et à la corrosion. Coefficient de frottement de métal bas, insensible à l’usure adhésive. Températures d’exploitation jusqu’à 750°C.
EuTroLoy® 16008.04420006 16008.04 4kg103704 16008.04 12.5kg
Alliage Co-Cr-Mo-Ni (Gr. 21 Type)
Outils travaillant à chaud-: matrices de for-mage, lames de cisailles. Pièces de pompes et de turbines. Composants de grosses vannes pour la vapeur. Sous-couche pou EuTroLoy® 16001, 16006, et 16012.
~30 HRCMétal résistant à la corrosion, oxydation, cha-leur, cavitation, chocs. Durcissement à froid. Coefficient de frottement de métal bas, insen-sible à l’usure adhésive. Non magnétique, revê-tements usinées et polis rapidement.
EuTroLoy® 16012.04420008 16012.04 4kg103651 16012.04 12.5kg
AlliageCo-Cr-W-Ni-Fe(Gr. 12 Type)
Sièges de soupape, vis d’extrudeuses pour masses plastiques, vis mère pour bran de scie et hydro-pulpeur dans l’industrie du papier, outils dans l’industrie du bois, segments de bague de transition et plaques refroidissantes de mâchefer, outils pour les industries du papier, plastique et du bois.
~46 HRCBonne résistance à l'abrasion sous fortes charges (cavitation). Bonne résistance à l'oxy-dation à chaud. Bonne aptitude au frottement.Températures d’exploitation jusqu’à 750°C.
EuTroLoy® 16221.04757984 16221.04 5kg757985 16221.04 10kg
AlliageNi-Cr-B-Si-Al
Fonds de moule, fourreaux, têtes de soufflage en fonte et Cu-Al. Matrices d’emboutissage en fonte, porte de four à coke. Sous-couche sur pièces en fonte à graphite lamellaire et sphé-roïdal.
~30 HRCExcellente liaison avec du graphite de fonte lamellaire et sphéroïdale ainsi qu’avec de l’acier. Excellente résistance à la chaleur et aux chocs thermiques.
EuTroLoy® 16223.04205145 16223.04 4kg205147 16223.04 12.5kg
AlliageNi-Cr-B-Si-Al
Outils de formation en fonte grise, moules de verre en fonte grise ou en bronze, vannes et parties de distributeur à tiroir, matrices, revête-ment anti-corrosion sur des pièces en fonte grise, couche intermédiaire sur de la fonte grise et noduleux.
~34 HRCBon mouillage du métal de base. Résiste au flu-age, à la fatigue et à la cavitation. Coefficient de frottement de métal bas. Bonne puissance adhésive et résistance à la corrosion. Polissable.
EuTroLoy® 16316.04103693 16316.04 4kg103443 16316.04 12.5kg
AlliageFe-Cr-Ni-Mo
Pièces de travail dans les industries chimiques et alimentaires et couche intermédiaire anti-usure.
~170 HV30Acier inoxydable austénitique contenant ~9 % - ferrite et contenant très peu de carbone. Résistant au criblage et à a corrosion inter-crystalline jusqu’à une température de 400 °C, également résistant en échelle jusqu’à 800 °C. Peut être poli mirroir.
EuTroLoy® 16454.04205839 16454.04 4kg205838 16454.04 12.5kg
Alliage à base de nickel, auto-déca-pant
Revêtement anti-usure de surfaces d’étanchéité dans des valves, de joints étanches coulissants, outils formants, valves, volets de valve, pompes de rotor, came et pièces de vis usées.
~53 HRCHautement résistant au fluage, à la chaleur et à la corrosion du métal à souder. Coefficient de frottement de métal bas. Très bonne adhésion.
The suffix “.04” indicates the particle size distribution 150+53 μm
Soudage PTA

www.castolin.comPlus fort, avec Castolin Eutectic46
8806
7-FR-02.20
16
EuTroLoy® - PTA Poudres
Désignations Type de Produit
Applications Propriétés
EuTroLoy® 16496.04204549.4kg
Alliage à base de nickel, auto-déca-pant
Couche anti-usure sur des surfaces d’étanchéité de vannes, de joints étanches cou-lissants, d’outils formants, de valves, clapets de soupape, pompes de rotor, came et pièces de vis usées.
~58 HRCHautement résistant au fluage, à la chaleur et à la corrosion. Coefficient de frottement de métal bas. Bonne puissance adhésive et résistance à la corrosion.
EuTroLoy® 16604202863 4kg
AlliageFe-Co-Cr-Mo
Outils pour la formation de métal chaud et froid: couche de détourage, cylindre lamineur, machines à cintrer, composants de contact, joints étanches. Couche de beurrage avant le revêtement avec des alliages à base de cobalt.
~45 HRCDépôt durcissant à froid avec une structure martensitique très fine. Excellente résistance à la chaleur, aux chocs thermiques et à la corro-sion. Bonne résistance à la fissuration.
EuTroLoy® 16606A.04103713 4kg103714 12.5kg
AlliageFe-W-Cr-Mo-V
Outillages et mandrins sous contrainte de la température, outils de coupage, aussi pour des fibres naturelles, poinçonnage, moulage compressé et outillage d’extraction, insert de forgeage, pièces de vis usées, extrudeuses pour plastique.
~58 HRCMartensitic weld metal based on cold work tool steel. Wear-resistant to abrasion and fatigue stress as well when subject to a combination of abrasion and fatigue stress. Hot wear resistant. Good tempering Propriétés. Heat treatable.
EuTroLoy® 16625M.04750152 4kg750153 12.5kg
AlliageNi-Cr-Mo-Nb-Fe
Composants de moteurs marins, composants d’usines électriques, installations sur des équi-pements de forage, composants de soupape pour le pétrole outils pour des travaux sous-marins et équipements à basse température.
~210 HV30Haute ductilité. Très bonne résistance à la corrosion (par ex. eau de mer). Robuste à des températures négatives, convient à l’utilisation cryogénique.
EuTroLoy®16800103419 4kg
AlliageNi-Mo-Cr-W
Bras de mélangeurs, composants de l’industrie du papier, lames chaudes, outillage pour ébar-beuse, matrice d’extrusion, sièges de soupape, composants de pompes dans l’industrie chim-ique.
~260 HV30Très haute résistance à la corrosion inter crystalline, à la corrosion inter faciale et à la corrosion par fissure. Excellente résistance à la corrosion aux médias oxydants tels que l’acide nitrique, phosphorique, sulfurique et souffre. Egalement résistant à l’acide éthanoïque, lactique, citrique et gras, soude caustique et médias contenant du chlorure.
EuTroLoy® PG 6503202434 4kg202433 12.5kg
Alliage Ni-B-Si-Fe et carbure de tungstène
Vis de décanteur et de transport, pièces de mélangeur. Outils de forage. Extrusion de briques et de tuiles douille de protection. Outils de travail du bois.
~60 HRC60% de carbures de tungstène. Excellente résis-tance à l’abrasion.
EuTroLoy® PG 8426.04750556 12.5kg
Alliage à base de nickel, auto-décapant
Moules de verre en bronze et fonte grise, rem-plissage d’infiltration de carreaux WC/Co , couche intermédiaire sur de la fonte grise et noduleux.
~270 HV30Puissance de chauffe basse pour la fusion. Bon mouillage du métal de base. Bonne puissance adhésive et résistance à la corrosion. Polissable.
Le suffixe “.04” indique la taille de la distribution des particules 150+53 μm
Soudage PTA

Plus fort, avec Castolin Eutectic 47www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
PTA
EuTronic GAP® – Equipement PTA
Soudage PTA
EuTronic GAP® 2501 DC
Tension secteur: 3x 400V+N ±10%
Fréquence secteur: 50/60 Hz
Fusible secteur: 32 A
Consommation électrique max.: 18 kVA
Valeur RMS du plus grand courant principal : 20 A
Cos phi: 0.99
Indice de protection: IP 23 S
Convertisseur principal de tension à vide : 80V DC
Convertisseur pilote de tension à vide : 100V DC
Courant de soudage max. (facteur de mar-che de 100%) :
160 A
Courant de soudage max. (facteur de mar-che de 60%) :
200 A
Courant de soudage max. (facteur de mar-che de 35%) :
250 A
Courant pilote max. (facteur de marche de 100%) :
30 A
Plage de réglages pour le soudage plasma: 2 ÷ 250 A
Plage de réglages du courant pilote: 0.5 ÷ 50 A
Dimensions (L x l x H): 815 x 445 x 635 mm
Poids: 70 kg
Soudage plasma, soudage TIG, soudage electrode Pour le soudage, le rechargement et le brasage Conçu pour les applications manuelles et automatisées Une unité polyvalente équipée d’un puissant onduleur 250 A Panneau de commande convivial avec écran tactile Entièrement compatible avec l’ensemble des accessoires Eutronic GAP
Pourquoi Eutronic® GAP 2501 DC?Eutronic GAP est le nom du procédé de revêtement au plasma à l’arc transféré (PTA), idéal pour toutes les opérations d’assemblage et de revêtement. Un flux de gaz ion-isé accéléré dans un arc électrique est concentré dans une buse plasma permettant de générer ce plasma. Le procédé PTA peut être amorcé par la création préliminaire d’un arc pilote interne. Celui-ci se crée entre l’électrode cathodique au tungstène à refroidissement au gaz et la buse anodique en cuivre à refroidissement liquide. L’alliage de soudage apporté sous forme de poudre micro-atomisée ou de fil froid jusque dans le faisceau plasma où un gaz protecteur isole le bain de soudure de l’air atmosphérique. Le plasma à l’arc et l’apport de chaleur peuvent être sen-siblement mieux contrôlés que dans le procédé à l’arc électrique conventionnel, et l’énergie est presque intégralement utilisée pour la fusion du métal d’apport, ce qui réduit d’autant l’apport de chaleur nécessaire et la dilution. Le panneau de contrôle tactile conçu pour une meilleure lisibilité permet d’ajuster facilement les paramètres de soudage, même avec des gants de protection.
La technologie GAP offre de nombreux avantages par rapport aux procédés de soudage à l’arc traditionnels. Voici une liste des principaux facteurs :• Haute densité énergétique dans un arc extrêmement ciblé• Taux de dépôts élevés pour des durées de soudage plus courtes• Dilution, apport de chaleur, distorsions et ZAT réduites au minimum• Recouvrements multipasses possibles• Surface plus lisse pour moins de reprises• Pureté et performances maximales de l’alliage appliqué dès la première couche• Liaison métallique robuste et résistance à l’impact• Option d’adaptation aux procédés entièrement automatisés (électrovannes pour le contrôle du gaz et interface distincte pour relier l’unité à des contrôleurs externes, offrant une flexibilité exceptionnelle pour l’automatisation)
Exemples d'applications:• Réparations sur des aciers d’outils, rechargement des bords de coupe des
outils de forge, d‘emboutissage, de moules pour injection aluminium• Réparations sur de la fonte, des moules en verrerie• Réparations de vis• Durcissement de surface sur des foreuses• Durcissement de sièges et de soupapes• Durcissement de machines d’exploitation minière• Durcissement d’outils de broyage
L’arc plasma ciblé permet un contrôle particulier qui résulte aussi de la dilution très faible durant tout le processus de soudage à l’arc.
N° d'article
ESC Description
758614 EuTronic GAP 2501 DC
260056 Chariot avec support pour les bouteilles de gaz et divers accessoires
260058 Cooling GAP®
754273 Refroidisseur Cooling GAP®
260229 Dispositif d’alimentation en poudre EP2
260231 Commande à distance manuelle RC-H
260232 Commande à distance à pédale RC-F
758633 X30 Interface d’automatisation étendue
EuTronic GAP® 2501 DC
Soudage PTA

www.castolin.comPlus fort, avec Castolin Eutectic48
8806
7-FR-02.20
16
EuTronic GAP® - Equipement PTA
GAP® Unicoating V2.0
Avantages Une précision et une reproduction remarquable pour les assemblag-es plasma, les revêtements de protection et le brasage
Cellule robotisée clé en main pour augmenter la productivité Entièrement modulaire pour une configuration immédiate sur mesure et une adaptation avantageuse à toutes les applications
Pourquoi GAP UniCoating V2.0?Le système GAP UniCoating V2.0 comprend tous les composants nécessaires pour la réalisation des revêtements par soudage de pièces de révolution.Il convient bien pour les pièces de l’industrie du verre, les moules, leurs arêtes, certains poinçons et les fonds de moules. Il est également très efficace pour le soudage des différents moules et matrices de forge, tout comme pour des soupapes moteur.Avec une capacité de 200 kg sur table, la machine est capable de traiter aussi bien les plus petites pièces ainsi que celles de taille raisonnable.
Ce système universel inclut une unité de soudage plasma Arc Transférécomplète.. Cette unité utilise la tech-nologie la plus récente en termes de soudage plasma. Avec des commandes de gaz, des réglages d’arc pilote, une alimentation de poudre et un courant de soudage entièrement programmables, le GAP UniCoating peut réaliser un revêtement techniquement précis pouvant être reproduit dans son intégralité. La source d’alimentation élec-trique est complètement intégrée à la commande d’oscillation et de longueur d’arc afin de travailler, avec la table tournante inclinable, à l’aide d’un réglage simple et rapide des paramètres de soudage. Tous les paramètres sont programmés en utilisant les commandes attribuées. Pas besoin d’apprendre un code de programmation particu-lier: tous les paramètres sont configurés dans un langage commun au domaine du soudage pour un réglage et un travail de l’opérateur optimisé et agréables.
GAP UniCoating V2.0 ESC: 757008Tension secteur 3x 400V+N
Fréquence secteur: 50/60 Hz
Fusible secteur: max. 35 A
Consommation électrique max.: 20 kVA
Valeur RMS du plus grand courant principal: 25 A
Cos phi: 0.99
Indice de protection: IP 23
Convertisseur principal de tension à vide: 85V DC
Courant de soudage max. (facteur de marche de 100%) 160 A
Courant de soudage max. (facteur de marche de 60%): 210 A
Courant de soudage max. (facteur de marche de 35%): 250 A
Courant pilote max. (facteur de marche de 100%): 30 A
Plage de réglages pour le soudage plasma: 6 ÷ 250 A
Plage de réglages du courant pilote: 3 ÷ 60 A
Table tournante Ø: Ø 400 mm
Table tournante – charge: max. 200 kg
Dimensions L x l x H (mm): 2270 x 1000 x 2200
Poids: approx. 650 kg
Soudage PTA

Plus fort, avec Castolin Eutectic 49www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
PTA
Accessoires EuTronic® GAP
Soudage PTA
No d’article / Code Esc260395 Dévidoir fil froid WF
Devidoir fil froid WF
Pour les GAP® 2501 / 3001 et 3002
Description CaractéristiquesIndice de protection IP23Poids 25 KgDimensions L x l x H (mm) 725 x 230 x 450
Système d’alimentation efficace avec 4 galets d’entraînement de 30mm et possibilité d’utiliser des bobines de 16 Kg
Entraînement doux et régulier du fil grâce au design spécial des bras de pression
No d’article / Code Esc260229 Dispositif d’alimentation en poudre EP2
Dispositif d alimentation en poudre EP2
Gaz de transport Ar, Ar-H2Débit du gaz de transport 0 - 4 l/minRéservoir de poudre 2 l capacityIndice de protection IP 23Poids (sans poudre) 7.5 kgDimensions L x l x H (mm) 200 x 170 x 470 mm
Commande en continu du taux d’alimentation via la vitesse de la roue, directement à partir de l’unité GAP.
Taux d’alimentation de poudre 3-120 g/min, en fonction de la configuration de la roue, de la torche, de l’anode et de la densité de la poudre.
Deux unités d’EP2 peuvent être en fonction en parallèle (seconde carte de com-mande moteur en option) pour des applications requérant des poudres différentes dans le bain de soudage, par exemple matrice et carbures.
No d’article / Code Esc260058 Cooling GAP® (*)754315 Xuper Cool, réservoir 5l
Cooling GAP® *Poids 40 kgDimensions L x l x H (mm) 900 x 445 x 360 mm
(*) Ne peut être utilisé qu’avec des liquides de refroidissement agrées par Castolin Eutectic
Refroidissement avec échangeur de chaleur air/eau Echangeurs de chaleur eau/eau supplémentaires disponibles
No d’article / Code Esc754273 Refroidisseur Cooling GAP®754315 Xuper Cool, réservoir 5l
Refroidisseur Cooling GAP®
Poids 50 kgDimensions L x l x H (mm) 915 x 445 x 400 mm
(*) Ne peut être utilisé qu’avec des liquides de refroidissement agrées par Castolin Eutectic
Refroidissement avec refroidisseur intégré
Soudage PTA

www.castolin.comPlus fort, avec Castolin Eutectic50
8806
7-FR-02.20
16
No d’article / Code Esc400900 GAP® E12N 4m
GAP® E12NDescription CharacteristicsConstruction horizontaleCourant maximal (facteur de marche:100%) 100APoids avec le faisceau 1.9 kg (4m)
Torche manuelle refroidie à l’eau, disponible avec têtes à 70 et 180 degrés Pack faisceaux comprenant: 4-6-8 mètres; autres longueurs disponibles sur demande Amené de fil froids disponible
No d’article / Code Esc260581 GAP® E15N
GAP® E15NConstruction horizontaleCourant maximal (facteur de marche:100%) 150APoids avec le faisceau ca. 2.5 kg (4m)
Torche manuelle refroidie à l’eau, disponible avec têtes à 70 et 180 degrés Pack faisceaux comprenant: 4-6-8 mètres; autres longueurs disponibles sur demande Amené de fil froids disponible
No d’article / Code Esc752873 GAP® E20N 4m
GAP® E20NConstruction horizontaleCourant maximal (facteur de marche:100%) 200ADébit de poudre N.APoids avec le faisceau 1.6 kg (4m)
Torche manuelle refroidie à l’eau, disponible avec têtes à 70 et 180 degrés
No d’article / Code Esc260434 GAP® E150P 3m260435 GAP® E150P 4m
GAP® E150PConstruction horizontaleCourant maximal (facteur de marche:100%) 150ADébit de poudre 5-20 g/minPoids avec le faisceau 2.0 kg (3m)
Pack faisceaux comprenant un tuyau de 3 mètres Refroidie à l’eau Torche poudre manuelle
No d’article / Code Esc400861 GAP® E54 (length: 330 mm) 4m402272 GAP® E54 (length: 550 mm) 4m
GAP® E54 S-M-D-DLConstruction horizontaleCourant maximal (facteur de marche:100%) 200ADébit de poudre 10 - 40 g/min
Torche poudre disponible pour des rechargement d’alésages de diamètre > 80mm 4 modèles disponibles: 30(S), 550(M), 920(D) et 1770(DL)mm, autres longueurs
disponibles sur demande Fabriquée sur commande, veuillez vous renseigner sur les délais de livraison
No d’article / Code Esc400204 GAP® E52 4m
GAP® E52Construction verticaleCourant maximal (facteur de marche:100%) 200ADébit de poudre 3 - 80 g/minPoids avec le faisceau 4.8 kg (4m)
Torche poudre refroidie à l’eau, pour des applications standard Pack faisceaux comprenant: 4-mètres; autres longueurs disponibles sur demande Large gamme d’accessoires de type anodes/cathodes.
No d’article / Code Esc755952 GAP® E200 P (4m)
GAP® E200PConstruction verticaleCourant maximal (facteur de marche:100%) 200ADébit de poudre up to 80 g/minPoids avec le faisceau 2.7 kg (4m)
Torche poudre refroidie à l’eau, pour des applications standard Pack faisceaux comprenant: 4-mètres; autres longueurs disponibles sur demande Large gamme d’accessoires de type anodes/cathodes.
Accessoires EuTronic® GAPSoudage PTA

Plus fort, avec Castolin Eutectic 51www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
EuTronic® Arc
Projection de fils
Aperçu simplifié
Familles de rechar-gement
Matériau de rechar-
gement
Matériau de base
Chauffage de la pièce
Épaisseur maximale du rechar-
gement en mm
Dimensions de la surface de recharge-
ment
Structure du
rechar-gement
Micro- porosité du recharge-
ment
Liaison Vitesse de déposition
Rendement de déposi-
tionÉnergie
Investis-sement en
équipe-ment
EuTronic Arc Fil. Métaux Tous les
métaux Bas 1(20)* Très grand Lamellaire 1 à 10%Bon.
Mécanique et micro dif-
fusionTrès élevé Moyen Electricité et
air comprimé Moyen
Le meilleur 2ème choix
(...)* demande des précautions ou matériel spécifique

www.castolin.comPlus fort, avec Castolin Eutectic52
8806
7-FR-02.20
16
Projection de filsProcédé EuTronic® Arc Spray
FonctionEuTronic Arc Spray est le procédé de projection thermique avec la productivité la plus élevée. L’EuTronic Arc Spray est un procédé de projection basé sur la fusion d’une paire de fils au moyen d’un arc électrique. L’arc a une tem-pérature de 5000 - 6000°C qui fait fondre le fil continuellement. Du gaz comprimé – le plus souvent de l’air – est utilisé pour atomiser le métal en fusion et projeter les gouttelettes sur le substrat, à des vitesses dépassant les 100 mètres par seconde. Le matériel fondu est atomisé par un gaz comprimé et projeté sur la pièce afin de former un revêtement. Cette combinaison de température élevée et haute vitesse des particules donne de très bonnes pro-priétés aux revêtements faits à la projection à l’arc ainsi que de bonnes forces de liaison et une porosité peu élevée. La projection à l’arc produit souvent une grande quantité de fumée et un niveau de bruit élevé. La projection à l’arc est un procédé de projection à froid où la température du substrat est en dessous de 150°C. Grâce à la basse tem-pérature, la pièce n’est pas exposée à un changement métallurgique ou à la distorsion.
Courant
Courant
Air
Arc
Revêtement
Jet de projection
Fil
Fil
Revêtement à l’arc Structure de revêtement projeté à l’arc
AvantagesLe procédé de projection à l’arc et le procédé de projection thermique qui a le taux de projection le plus élevé et les coûts d’exploitation les plus bas.
Procédé sûr
Aucun gaz inflammable utilisé
Procédé de projection à froid
Pas d’utilisation d’oxygène, de kérosène ou de gaz combustible, le revêtement est donc plus économique
L’opérateur peut utiliser deux fils différents lors de la projection afin de produire de nouveaux revêtements appropriés.
Schéma du processus de pulvérisation à l'arc
ApplicationsLes principales applications effec-tuées avec le procédé de projection à l’arc sont des revêtements anti-corrosifs de zinc et d’aluminium ainsi que des travaux de projection sur de grands composants. Le maté-riel projeté doit être électriquement conducteur. Les matériaux les plus courants sont les matériaux métal-liques ou les fils fourrés. Des coûts d’exploitation peu élevés, un taux de projection élevé et son rende-ment en font un bon outil pour la projection de grandes surfaces ou d’un grand nombre de pièces.
Données techniques Température de l’arc: jusqu’à
6000 °C Vitesse des particules: 150 - 300
m/s Taux de déposition: 2.5 à 40 kg/h Matériel de revêtement: métaux
ou alliages de métaux sous forme de fil plein ou fil fourré
Epaisseur du revêtement: 0.1 à 20 mm
Densité du revêtement: 90 - 97% Niveau de bruit: 100 - 120 dB(A)

Plus fort, avec Castolin Eutectic 53www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Projection de filsFils EuTronic® Arc Spray
Désignations Type de Produit
Applications Propriétés
EuTronic® Arc 502No d’article / Code Esc205375 Arc 502 1.6mm 15kg
Alliage Fe-Cr-Ti-Si-Mn
Plaques refroidissantes en cimen-terie, protection antiérosive dans les chaudières, lessiveurs de pro-duction de pulpe, boîtiers de tur-bines à vapeur, installations fissu-rées, cyclone à température élevée, extracteurs de fumées, etc.
Dureté ~860 HV0.3Alliage auto-adhésif avec une surface résistant à l’érosion et aux chocs thermiques jusqu’à 650°C.
EuTronic® Arc 509205373 Arc 509 1.6mm 15kg
Alliage Fe-Cr-Al-Mo
Revêtement protecteur résistant à la corrosion et à l’érosion sur des équipements de chaudières jusqu’à 900°C.
Dureté ~260 HV0.3Alliage auto-adhésif avec une surface résistant à la corrosion, et à l’érosion jusqu’à 900°C ainsi qu’à l’oxydation.
EuTronic® Arc 532103129 Arc 532 1.6mm 15kg
Alliage Fe-Cr-Mn-C
Alternative à l’acier 13%Cr. Remplacement de chrome sur des pistons hydrauliques. Couches résistant à l’usure pour des rou-leaux dans des machines à papier, sièges porteurs et étanches.
Dureté ~640 HV0.3Alliage auto-adhésif avec une surface résistant au frottement métal/métal, à la corrosion et à oxydation
EuTronic® Arc 579331426 Arc 579 1.6mm 15kg
Alliage Fe-Ni-Cr-Si-Mn
Composants d’ingénierie générale usés, diamètres externes ou internes inférieurs, paliers de sièges et de faces, emboîtements, emmanche-ments à chaud ou à force, surfaces plates, etc. Revêtements protégeant la corrosion de gaz chaud dans des échangeurs thermiques, canalisa-tions, etc.
Dureté ~230 HV0.3Alliage auto-adhésif pour des revête-ments épais ou fins avec une bonne résistance à la corrosion. Facilement usinable, comme de l’acier doux solide.
EuTronic® Arc 595206118 Arc 595 1.6mm 15kg
AlliageFe-Cr-B-Si-Mn-C
Ventilateurs aspirants, composants de pompes, chaudières chauf-fées au charbon, surchauffeur, coups de mer économiques, tubes de chaudière et installations, et plaques refroidissantes «Füller» dans des cimenteries, etc.
Dureté ~965 HV0.3Alliage auto-adhésif avec une surface résistant à l’érosion boueuse, à la cor-rosion et aux basses tensions abra-sives. Résiste à un environnement de service jusqu’à 925°C.
Projection de fils

www.castolin.comPlus fort, avec Castolin Eutectic54
8806
7-FR-02.20
16
Configuration standard (Push / Pull)• Source d’alimentation, moteur
«push/pull» et dévidoir• Torche Arc Spray• Emplacement du moteur: sur la
source d’alimentation ou au sol• Unité «push/pull» à une lon-
gueur de 5 m• Faisceaux d’alimentation com-
prenant les câbles d’alimentation et de commande, le tuyau à air, les gaines pour le fil et le flexible d’entraînement
MOTEUR ELECTRIQUEDEVIDOIR TORCHE ARC
SPRAY
GAINES
FAISCEAU D’ALIMENTATION
FLEXIBLE D’ENTRAÎNEMENT
SOURCE D’ALIMENTATION
L’EuTronic® Arc Spray 4 est solide, fiable et simple d’utilisation. La torche arc et le dévidoir sont reliés à une source de 350 ampères, dont la tension électrique est sélection-nable par commutateurs.
L’électronique de cette source d’alimentation est étanche, assur-ant ainsi une excellente fiabilité dans l’environnement difficile de la projection.
Le dévidoir est monté sur la source d’alimentation, lui offrant la pos-sibilité de pivoter librement. D’autres options permettent le
montage du dévidoir au sol ou sur un chariot. La torche ne comporte pas de moteur. En revanche, la torche utilise un système «push-pull» flexible très fiable breveté «Synchrodrive» avec un moteur unique situé jusqu’à une distance de 20 m.
Il en résulte une légèreté et une flexibilité du torche et de ses ac-cessoires.
Pour l’opérateur, les conditions de travail sont plus confortables et productives.
Source d’alimentation étanche de 350 ampères, assurant la fiabilité d’utilisation
Fils standard de Ø 1,6 mm. En option Ø 2 mm à 2,5 mm
Câbles refroidis à l’air pour ga-rantir la légèreté
Excellente aisance de manipula-tion de la torche
Longueur de faisceau de 5 ml en standard
Gaines pour fil renforcés en acier et doublés de PTFE
Maintenance simple garan-tissant une remise en état rapide
Systeme d alimentation EuTronic® Arc Spray 4
Systeme de projection EuTronic® Arc Spray 4
Equipement EuTronic® Arc Spray
No d’article / Code Esc263000 complete kit 5m758558 complete kit 10 m
Projection de fils

Plus fort, avec Castolin Eutectic 55www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
La torche a été conçue pour délivrer des débits réguliers et procurer un revêtement de qualité. C’est un appareil léger, très résistant, de con-struction robuste et compacte.
Conversions pour diamètres de fils différents en optionLa torche peut aussi être convertie pour utiliser du fil d’un autre diamètre grâce aux pièces de la partie frontale suivantes:
Diamètre du fil Buse x1 Air Cap 1 Tubes de Contact X 21.6 mm 263245 263063 2632522.0 mm 263244 263242 2631332.3 mm 263071 263241 2631342.5 mm 263072 263241 263144
Torche EuTronic® Arc Spray 4
Spécifications de l’alimentation électrique et de l’air comprimé
Description CaractéristiquesAlimentation 380 / 440 V 50-60 Hz 3 PhaseAlimentation (option) 220 V 50-60 Hz 3 PhaseFusibles 32 A / Phase (415 V input)Fusibles (option) 40 A/Phase (220 V input)Puissance max. 18 KVAUtilisation (100%) 0-350 AmpsTension de sortie 0-50 Vdc (nominal) Commutable haut/bas et 1-5Air 1.56 m3 / min @ 6 bar (55 cfm @ 90 psi)
Power source specification
Description CaractéristiquesPoids 215 KgLargeur 665 mmLongueur 900 mmHauteur 913 mm
Source d alimentation
Equipement EuTronic® Arc Spray
No d’article / Code Esc263266 Torche Gun 4, complète, pour fils de 1,6 mm
No d’article / Code Esc263227 Source d’alimentation Power source 4 avec onduleur
Le dévidoir à fil peut être monté sur la source de courant, le laissant pivoter librement afin qu’il suive l’opérateur lors de la projection.
Devidoir et entrainement
Entraînement du fil
Dévidoir à bobine
No d’article / Code Esc263223 Dévidoir pour bobine de fil avec entraînement
Projection de filsProjection de fils

www.castolin.comPlus fort, avec Castolin Eutectic56
8806
7-FR-02.20
16
Accessoires pour EuTronic Arc
Accessoires EuTronic® Arc Spray
➊ Câbles d’alimentation, de commande et tuyaux air
➋ Flexible Drive Cable➌ Wire Conduits
➋ ➌
No d’article / Code Esc263273 Faisceau d’alimentation de 5 m263272 Faisceau d’alimentation de 10 m263274 Faisceau d’alimentation de 20 m263275 Extension du faisceau d’alimentation de 10 m à 20 m
Faisceaux d alimentation
Ces faisceaux comprennent:Ces faisceaux comprennent les câbles,
les tuyaux et les gaines, disponibles en différentes longueurs
(5, 10 et 20 mètres).
«ArcJet monté sur la torche»
No d’article / Code Esc263270 ArcJet 4 pour fils de 1,6 mm de diamètre
ArcJet
Le système ArcJet se fixe sur la torche pour injecter de l’air devant la buse. L’ ArcJet concentre le jet, diminuant l’overspray et permettant les projections dans des espaces confinés. Ainsi, il est possible d’améliorer considérablement le rendement des dépôts, notamment sur les composants de petit diamètre.
Aperçu technique• Réduit les traces de la projection à l’arc électrique• Revêtements plus fins• Rendement des dépôts amélioré lors de projection
sur des composants de petite taille• Moins de porosité apparente• Dureté améliorée
Description Caractéristiques
Courant max 350 Amps
Air comprimé 0.7 m3 / min @ 3.5 Bar
Elle existe en 3 longueurs différentes: 500, 1000 and 1500 mm.
No d’article / Code Esc263269 Rallonge, longueur 0.5 m263267 Rallonge, longueur 1 m263268 Rallonge, longueur 1.5 m
Rallonge a jet devie
La rallonge permet de mieux accéder dans les espaces difficiles d’accès, tels que les alésages profonds d’un diamètre supérieur à 75 mm, etc. La rallonge permet les projections soit directement en face, soit en angle, pour des applications ne nécessitant un courant jus¬qu’à 200 ampères. Elle existe en 3 longueurs différentes :500, 1000 et 1500 mm.
Description Caractéristiques
Courant max 200 Amps
Air comprimé 0.6 m3 / min @ 4.5 Bar
No d’article / Code Esc263326 Commande à distance EAS
Commande a distance
La commande à distance robuste utilisable jusqu’à 5 mètres per¬met une opération à distance de l’ EuTronic Arc Spray 4 sur des installations semi-automatiques. Les boutons et commutateurs de la commande à distance simulent ceux de la torche.
Projection de fils
➊

Plus fort, avec Castolin Eutectic 57www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Systèmes intégrés
Systèmes intégrés / Une offre complète, fiable et performante pour les équipe-mentiers et les ateliersDepuis plus de 30 ans, Castolin Eutectic est à la pointe de l’industrie des revêtements. Les exigences de l’industrie en termes d’uniformité des revêtements, de renforcement de la sécurité et de réduction des coûts tendent à rendre les systèmes de plus en plus intégrés. Les gains d’uniformité et de performance des systèmes impliquent l’utilisation de technologies informatiques. La nécessité de diminuer les risques engendrés par le contact direct de l’opérateur avec d’autres supports alimente également cette tendance à recourir à des systèmes automatisés clé en main.
Les systèmes clé en main Castolin EutecticCastolin Eutectic a conçu, fabriqué et commandé de nombreux systèmes intégrés clé en main dans le monde en-tier. Nous avons fourni à de nombreuses industries et pour de nombreuses applications des solutions système sur mesure ultra sophistiquées, économiques, flexibles et sûres. Les conceptions classiques comprennent un équipe-ment de contrôle, une cabine insonorisée, un robot, une table tournante, une extraction, etc. Ces composants sont totalement intégrés pour être opérés en mode automatique. Tout en fournissant une surveillance complète avec statut opérationnel et alarmes, ces systèmes permettent également l’intervention manuelle pour de nouveaux développements ou encore l’optimisation des paramètres.
Sécurité et qualitéCastolin Eutectic s’est engagé à respecter les normes de sécurité et de qual-ité les plus strictes en termes de conception, de fabrication et d’installation de nos systèmes clé en main. Les logiciels sont conçus pour présenter une interface utilisateur conviviale pouvant être facilement mise à jour. Après l’installation, nous fournissons en outre l’assistance technique, l’évaluation des risques et la formation dans le monde entier.
Système PTA
Système PTA
Système pour le revêtement laser
Système intégré HVOF complet

www.castolin.comPlus fort, avec Castolin Eutectic58
8806
7-FR-02.20
16
Partenaire de l’industriePar sa présence depuis un siècle à la pointe de la technologie des matériaux de protection, Castolin Eutectic s’est positionné en tant que premier partenaire industriel mondial. Notre savoir-faire étendu reste sans égal et nos partenariats industriels continuent à prospérer. Nous fournissons des solutions à toutes les grandes sociétés de l’industrie grâce à des programmes industriels globaux pour l’acier, le ciment, l’automobile, l’énergie, le pétrole, les déchets et le recyclage...
Services
TeroLink®
La base de données unique Tero-Link® de Castolin Eutectic compte près de 7600 applications homolo-guées et entièrement documentées en provenance du monde entier. Les études de cas comprennent des photographies, des données tech-niques, des descriptions détaillées et des analyses de réduction des coûts
Application report
No.: BR_M1_0764/3
Workpiece :Industry:Base Metal :Dimensions :
Machine:Producer
:Weight
:
Cooling CilinderIron and steel worksWear resistant cast iron Laminator
Ferro fundido coquilhadoCopyright © Eutectic+Castolin® 2007
Image 4
Image 5
Grinded and painted part, ready to be
delivered.
Grinded and painted part, ready to be
delivered.
Alternative industries:
Recipient :
27/03/2008 / 27/03/2008
H. Frese11/12/2008
Further information available via E+C Brasil, Technique & Marketing, Tel. +55 11 247 5655, Fax. +55 11 521 0545
Application reportNo.: BR_M1_0764/2Workpiece :
Industry :Base Metal :Dimensions :
Machine :Producer :
Weight :
Cooling CilinderIron and steel worksWear resistant cast iron
Laminator
Ferro fundido coquilhado
Copyright © Eutectic+Castolin® 2007
Image 2
Image 3
Eutronic Arc 500 being sprayed.
Surface aspect, after application.
Alternative industries:
Recipient :27/03/2008 / 27/03/2008
H. Frese 11/12/2008Further information available via E+C Brasil, Technique & Marketing, Tel. +55 11 247 5655, Fax. +55 11 521 0545
Application report
No.: BR_M1_0764/1
Workpiece :
Industry:
Base Metal :
Dimensions :
Machine:
Producer:
Weight:Cooling Cilinder
Iron and steel works
Wear resistant cast iron
Laminator
Ferro fundido coquilhado
Preventive maintenance:
Production
Joining:
Repair:
OEM
User
OEM
User
Fracture/crack
Coating
Reconstitution
Adhesion / friction
Abrasion:
Corrosion
Thermal fatigue
Mechanical fatigue:
Cavitation
Erosion:
Temperature:
High pressure
Low pressure
Impact
Alternating load
gas medium
liquid medium 250 °C
Copyright © Eutectic+Castolin® 2007
Operator applying Eutronic Arc
595T.
Description : The cooling cilinders suffer friccion wear at variable temperature, in function of its position on the
table.This wear leaves a groove on the roll that goes from 1,0 to 2,0mm of depht, marking the finished
product, having to be substituted.
Solution: Part recovering by Arc Spray process, using Eutronic Arc 500S as base layer and Eutronic Arc
Spray 595T as finish layer.
Advantages : Allowed the part recuperation by the lowest cost.
Increase of lifetime from 8 months to 2 years.
Significative reduction of the part reposition cost, allowing an anual profit of more than
US$295,000.00.
Previous solution : Replacement for a new part.
Products:
Processes :
ARC 500
595
Arc wire
Recipient :
27/03/2008 / 27/03/2008
H. Frese11/12/2008
Further information available via E+C Brasil, Technique & Marketing, Tel. +55 11 247 5655, Fax. +55 11 521 0545
Key Industry Program
Stronger, with Castolin EutecticOilTec
Key Industry Program
Boiler CoatingStronger, with Castolin Eutectic
Key Industry Program
Stronger, with Castolin Eutectic
Vertical Roller Mill (VRM)
Key Industry Program
Stronger, with Castolin EutecticSteelTec
Key Industry Program
Stronger, with Castolin EutecticCement
Key Industry Program
Stronger, with Castolin Eutectic
Waste & Recycling

Plus fort, avec Castolin Eutectic 59www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Castolin Services
Nous avons confiance dans l’effica-cité du transfert de connaissance que nous assurons envers nos clients. Cependant, pour des situa-tions rendant difficile un transfert de technologie ou nécessitant des temps de réparation très rapides, nous disposons de nos propres ate-liers de maintenance. Ces centres de compétence très bien équipés mettent au point des procédures avancées à destination des utili-sateurs. Les ateliers de Castolin Eutectic sont implantés dans plu-sieurs pays du monde. Il est facile de les contacter par l’intermédiaire de notre site Internet. Dans les pays ne disposant pas de laboratoires Castolin Services, Castolin Eutectic travaille en partenariat avec des ateliers homologués restant en contact étroit avec les spécialistes et les technologies de Castolin Eutectic.
Revêtement soudé pour presse à rouleau
Projection à l’arc avec fil Équipe Castolin Services
Réusinage
Castolin Eutectic propose un grand choix de formation sur le brasage, le soudage et la projection thermique. Ces formations sont conçues pour répondre aux besoins de chaque cli-ent. Elles sont destinées aux directeurs, aux ingénieurs et aux techniciens. Les formations de brasage et de soudage enseignent les bases de la conception des assemblages, du pré-nettoyage, de la sélection du flux, de la sélection de l’alliage, des paramètres du processus, du retrait du flux, etc. Chaque formation est composée d’une partie théorique et d’une partie pratique. Castolin Eutectic peut dispenser ces formations dans la plupart des pays européens. Elles sont dispensées dans nos propres centres de formation, par des instructeurs quali-fiés ou par les formateurs que nous mettons à votre disposition dans votre
région.Pour toute information complé-mentaire sur nos formations, veuillez contacter la succursale de Castolin Eu-tectic la plus proche de chez vous ou de
consulter notre site internet.
Castolin Services Autriche
Ci-contre quelques exemples d’applications à partir de la large gamme de services offerts par nos Castolin Services.
Formation pour la projection thermique
Formation
Castolin Services

www.castolin.comPlus fort, avec Castolin Eutectic60
8806
7-FR-02.20
16
InformationsDonnées techniques et Tableaux
Tableau de conversion de la dureté selon la norme DIN 50150 (Extrait)
Tableau de conversion de la taille des particules
Resis-tance
à la trac-tion
[MPa]
Dureté conformément àVickers
[HV]Brinell
[HB]Rockwell
[HRC]
800820835850865
250255260265270
238242247252257
22.223.124.024.825.6
880900915930950
275280285290295
261266271276280
26.427.127.828.529.2
965995
103010601095
300310320330340
285295304314323
29.831.032.233.333.4
11251155119012201255
350360370380390
333342352361371
35.536.637.738.839.8
12901320135013851420
400410420430440
380390399409418
40.841.842.743.644.5
14551485152015501595
450460470480490
428437447
(456)(466)
45.346.147.748.449.1
Microns Inches Nombre d’ouvertures par pouce
US* Tyler BS*76 0.003 200 200 20080 0.003290 0.0035 170 170 170
106 0.0041 140 150 150125 0.0049 120 115 120149 0.0059 100 100 100152 0.006 100160 0.0063177 0.0069 80 80 85180 0.007 80 85200 0.0079208 0.0082 65210 0.0083 70 65 72246 0.0097 60 60 60250 0.0098 60 60 60251 0.0099 60259 0.0116 48 52300 0.0117 50 48 52
Resis-tance
à la trac-tion
[MPa]
Dureté conformément àVickers
[HV]Brinell
[HB]Rockwell
[HRC]
16301665170017401775
500510520530540
(476)(485)(494)(504)(513)
49.850.551.151.752.3
18101845188019201955
550560570580590
(523)(532)(542)(551)(561)
53.053.654.154.755.2
19952030207021052145
600610620630640
(570)(580)(589)(599)(608)
55.756.356.857.357.8
2180 650660670680690
(618) 57.858.358.859.259.7
700720740760780
60.161.061.862.563.3
800820840
64.064.765.3
Microns Inches Nombre d’ouvertures par pouce
US* Tyler BS*315 0.0124350 0.0139 45 42 44400 0.0158417 0.0164 35420 0.0165 40 35 36495 0.0195 32
500 0.0197 35 32 30600 0.0234 30 28 25630 0.0248699 0.0275 22701 0.0276 24710 0.0278 25 24 22800 0.0315833 0.0328 20850 0.0331 20 20 18853 0.0336 18991 0.039 18
1000 0.0394 18 16 16* standard
Resis-tance
à la trac-tion
[MPa]
Dureté conformément àVickers
[HV]Brinell
[HB]Rockwell
[HRC]
320335350370385
100105110115120
95100105109115
400415430450465
125130135140145
119124128133138
480495510530545
150155160165170
143147152156162
560575595610625
175180185190195
166171176181185
640660675690705
200205210215220
190195199204209
720740755770785
225230235240245
214219223228233
20.321.3
Microns Inches Nombre d’ouvertures par pouce
US* Tyler BS*1 12500 (theoritical)2 6250 (theoritical)5 2500 (theoritical)
10 1250 (theoritical)15 800 (theoritical)20 625 (theoritical)25 500 (theoritical)33 0.0013 (425)38 0.0015 40041 0.001645 0.0017 325 (325)50 0.00253 0.0021 270 (270) (300)56 0.002263 0.0025 230 (250)66 0.0026 24071 0.002875 0.0029 200 200 200

Plus fort, avec Castolin Eutectic 61www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
Informations
Table périodique des Eléments
Table périodique des Eléments

www.castolin.comPlus fort, avec Castolin Eutectic62
8806
7-FR-02.20
16
Castolin Eutectic est présente dans la quasi-totalité des pays européens. Avec plus de 350 ingénieurs commerciaux en déplacement en Europe chaque jour, nous sommes en mesure de proposer à nos clients un service inégalé. Nous pouvons nous rendre chez 90% de nos clients européens en moins de deux heures, ce qui nous permet de leur pro-poser un service et une assistance in-comparables.
Nous fournissons toutes les documen-tations techniques et toutes les fiches de données de sécurité rédigées dans les langues locales. Nos commerciaux vivent tous dans les territoires sur lesquels ils travaillent. Ils en parlent les dialectes locaux et en comprennent la culture locale. Nous gérons des en-trepôts et maintenons des stocks adap-tés aux besoins locaux dans la quasi-totalité des pays européens (y compris les nouveaux pays).
Contact
InformationsContact
www.castolin.com/contact
Pour de plus amples informations ou addresses de contacts, visitez notre site web
Pour de plus amples information ou adresses de Castolin Eutectic, visitez nos sites internet www.castolin.com or www.eutectic.com
Nos 350 ingénieurs commerciaux reçoivent le soutien de plus de 50 ex-perts dans le domaine des processus et des applications. Ces experts sont polyglottes et communiquent quotidi-ennement avec nos quatre centres de production et nos laboratoires de re-cherche.
Global avec une assistance locale

Plus fort, avec Castolin Eutectic 63www.eutectic.com
8806
7-FR-02.20
16
8806
7-FR-02.20
16
InformationsIndex
Autres consommables et équipements de revêtementCette brochure contient uniquement une sélection des produits Castolin Eutectic. D’autres matériaux et services sont disponibles, veuillez contacter la succursale Castolin Eutectic la plus proche.
Solutions de revêtement globalesAperçu des phénomènes d’usure p. 4 R&D / Support technique p. 4Solutions de revêtement globales p. 4 laboratoires d'essais d'usure p. 5Production Integrée p. 5Contrôles Qualité rigoureux p. 5Aperçu des procédés de rechargement p. 6Assurance Qualité p. 7-8Production de poudre p. 9Production de fils de projection p. 10Production d’équipements p. 11Notre offre p. 12
Projection-refusion de poudre EutalloyProcédé Eutalloy p. 14
Poudres EutalloyEutalloy 10009 p. 15 Eutalloy 10011 p. 15 Eutalloy 10112 p. 15 Eutalloy 10185 p. 15 Eutalloy 10224 p. 15 Eutalloy 10611 p. 15 Eutalloy 10680 p. 15 Eutalloy 15999 p. 15 Eutalloy LT PE 8418 p. 16 Eutalloy LT PE 8422 p. 16 Eutalloy LT PE 8426 p. 16 Eutalloy LT PE 8431 p. 16 Eutalloy LT PE 8435 p. 16 Eutalloy LT PE 8440 p. 16
Equipement Eutalloy®SuperJet-S - Eutalloy® p. 17 Kit SuperJet-S - Eutalloy® p. 17 KoolTip p. 17
Accessoires Eutalloy®Lance refroidie a air C6 p. 18Buses p. 18 Buse pour applications lourdes p. 18 Lance tungstene compacte p. 18 Tube tungstene compact p. 18
Eutalloy® SFProcédé Eutalloy SF p. 19
Poudres Eutalloy® SFEutalloy SF 15211 p. 20Eutalloy SF PE 8213 p. 20 Eutalloy SF PE 8215 p. 20 Eutalloy SF PE 8217 p. 20
Equipement Eutalloy® SFCastoDyn SF Lance p. 21-22CastoDyn Extra Flat SF Lance p. 22
RotoTec®, ProXon® et MetaCeram®Procédé de projection à froid p. 24
Poudres RotoTec® et ProXon®RotoTec 51000 p. 25 RotoTec 19300 p. 25 RotoTec 19310 p. 25 RotoTec 19400 p. 25 RotoTec 19404 p. 25RotoTec 19800 p. 25
RotoTec 19850 p. 25RotoTec 19868 p. 25RotoTec 19940 p. 25 RotoTec 19985 p. 25 RotoTec 19999 p. 25 RotoTec LT 29230 p. 25 RotoTec LT 29240 p. 25 ProXon 21021 p. 26 ProXon 21023 p. 26Proxon 21031 p. 26 ProXon 21071 p. 26 MetaCeram 28010 p. 26 MetaCeram 28020 p. 26 MetaCeram 28030 p. 26 MetaCeram 28095 p. 26
Eutalloy RW
Procédé Eutalloy® RW - Projection-refusion en deux passes p. 27
Poudres Eutalloy RW
Eutalloy RW 12112 p. 28 Eutalloy RW 12494 p. 28 Eutalloy RW 12495 p. 28 Eutalloy RW 12496 p. 28 Eutalloy RW 12497 p. 28 Eutalloy RW 12999 p. 28 Eutalloy RW 17535 p. 28 Eutalloy RW 53606 p. 28
Chalumeaux à flamme et accessoires
CastoDyn® DS 8000 p. 29 RotoTec® 800 p. 30
Accessoires CastoDyn DS 8000
Lance Rallonge p. 29 CastoFuse p. 29
Accessoires CastoFuse
Konstantherm p. 30 Torches Line Heating p. 30 Torches circulaires p. 30
HVOF Thermal Spray
Procédé HVOF p. 32-33Applications HVOF p. 34
Poudres HVOF
55586C p. 3555588C p. 3555583C p. 3555580C p. 3555396 C p. 35
HVOF Equipement et Accessoires
Le kit CastoJet® CJK5 p. 36
CJK5 Accessories
Toolkit p. 36Pistolet CJK5 p. 36
Revêtement Laser
Procédé et Avantages Laser p. 38-40
Gamme de poudres laser p. 41
Catalogue de poudres laser p. 41
Nos offres Laser, Service, Systèmes p. 42
Soudage EuTroLoy® PTA
Procédé EuTroLoy p. 44
Poudres EuTroLoy®
EuTroLoy 16006.04 p. 45EuTroLoy 16008.04 p. 45EuTroLoy 16012.04 p. 45EuTroLoy 16221.04 p. 45 EuTroLoy 16223.04 p. 45 EuTroLoy 16316.04 p. 45 EuTroLoy 16454.04 p. 45 EuTroLoy 16496.04 p. 46 EuTroLoy 16604 p. 46 EuTroLoy 16606A.04 p. 46 EuTroLoy 16625M.04 p. 46 EuTroLoy 16800 p. 46 EuTroLoy PG 6503 p. 46 EuTroLoy PG 8426.04 p. 46
Equipement EuTronic® GAP PTA
EuTronic GAP 2501 DC avec écran tactile p. 47GAP® Unicoating V2.0 p. 48
Accessoires EuTronic® GAP
Dévidoir fil froid WF p. 49 Dispositif d'alimentation en poudre EP2 p. 49 Cooling GAP p. 49 Refroidisseur Cooling GAP p. 49 GAP E12N p. 50 GAP E15N p. 50GAP E20N p. 50 GAP E150P p. 50 GAP E54 S-M-D-DL p. 50 GAP E52 p. 50 GAP E200P p. 50
EuTronic® Arc Spray
Procédé EuTronic® Arc Spray p. 52
Fils de projection EuTronic® Arc Spray
EuTronic Arc 502 p. 53EuTronic Arc 509 p. 53 EuTronic Arc 532 p. 53 EuTronic Arc 579 p. 53 EuTronic Arc 595 p. 53
Accessoires EuTronic® Arc Spray
Système EuTronic Arc Spray 4 p. 54 Pistolet EuTronic Arc Spray 4 p. 55 Source d'alimentation p. 55 Dévidoir et entraînement p. 55
Accessoires EuTronic® Arc
Paquets de fournitures p. 56 ArcJet p. 56 Rallonge a jet dévié p. 56 Commande à distance p. 56
Systèmes intégrés - pack système p. 57Partenaire de l'industrie p. 58 Terolink p. 58 CastoLab Services p. 59Formation p. 59Données techiques et tableaux p. 60Table périodique des éléments p. 61Contact p. 62
CE20
0114
EC

Votre partenaire pour la protection anti-usure, la réparation et l’assemblageDéclaration de Responsabilité: En raison des variations inhérentes à des applications spécifiques, les informations techniques contenues dans les présentes, y com-pris toutes informations relatives à des applications ou à des résultats de produits suggérés, sont présentées sans déclaration ni garantie, explicite ou implicite. Sans que cela soit limitatif, il n’existe aucune garantie de qualité marchande ou d’adaptabilité à un usage spécifié. Tous les processus et applications doivent être stricte-ment évalués par l’utilisateur en tous points, y compris l’adaptabilité, le respect de toutes lois applicables et la non-violation des droits d’autrui, et Messer Eutectic Castolin ainsi que ses filiales n’encourent aucune responsabilité à cet égard.
Plus fort, avec
Castolin Eutectic
www.castolin.com www.eutectic.com
8806
7-FR-02.20
16
Related Documents











