PDVSA N° TITULO REV . FECHA DESCRIPCION P AG. REV . APROB. APROB. APROB. FECHA APROB. FECHA VOLUMEN 4 PDVSA, 1983 PI–06–06–01 CALIFICACIÓN DE SOLDADORES Y OPERADORES DE MÁQUINAS DE SOLDAR REVISIÓN GENERAL Youhad Kerbaje Raúl Rivero AGO.02 AGO.02 PROCEDIMIENTO DE INSPECCIÓN DIC.96 AGO.97 AGO.02 O. N. P.D. P.D. 3 2 1 REVISIÓN GENERAL REVISIÓN GENERAL 63 63 62 Y. K. E.J. E.J. R. R. O. A. A.N. MANUAL DE INSPECCIÓN ESPECIALISTAS

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 164
PDVSA Ndeg TITULO
VOLUMEN 4
PIndash06ndash06ndash01 CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
PROCEDIMIENTO DE INSPECCIOacuteN
MANUAL DE INSPECCIOacuteN
PDVSA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 1
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Iacutendice1 OBJETIVO 3
2 ALCANCE 3
3 REFERENCIAS 4 31 American Society Of Mechanical Engineers (ASME) 4 32 American National Standards Institute (ANSI) 4 33 American Petroleum Institute (API) 4 34 American Society For Testing and Materials (ASTM) 4 35 American Welding Society (AWS) 4 36 Petroacuteleos de Venezuela (PDVSA) 5
4 RESPONSABILIDADES REQUISITOS DEL PERSONAL 5 5 PROCEDIMIENTO DE CALIFICACIOacuteN 7
6 TIPOS DE EXAacuteMENES Y ENSAYOS 10 61 Inspeccioacuten Visual 10 62 Pruebas de Doblez 11 63 Pruebas de Doblez Fractura en Soldaduras a Filete 13
64 Ensayo de Radiografiacutea Industrial 14 65 Ensayo de Liacutequidos Penetrantes 14 66 Inspeccioacuten Metalograacutefica 15 6 7 Ensayo de Traccioacuten 15
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 364
6 7 Ensayo de Traccioacuten 15
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 2
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTAN LACALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORES DEMAacuteQUINAS DE SOLDAR 26
12 ANEXOS 51
ANEXO A ESPECIFICACIOacuteN DEL PROCEDIMIENTO DESOLDADURA (EPS) 52
ANEXO B CERTIFICACIOacuteN OCUPACIONAL 53
ANEXO C REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DESOLDADURA (RCP) 56
ANEXO D AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA
SOLDAR UTILIZADOS EN LA CALIFICACIOacuteN DEPROCEDIMIENTOS DE SOLDADURA Y DEL PERSONALQUE LOS EJECUTA 58
ANEXO E PRUEBAS DE RADIOGRAFIacuteA 60
ANEXO F REGISTRO SEMESTRAL DE ACTIVIDADES DELSOLDADOR 63
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 3
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
1 OBJETIVO
11 Este documento establece los requerimientos necesarios que debe cumplir todosoldador u operador de maacutequinas de soldar que realice principalmente laboresde fabricacioacuten instalacioacuten reparacioacuten y mantenimiento en instalaciones de laindustria petrolera y petroquiacutemica (PDVSA) bajo supervisioacuten directa de las
mismas y en las cuales se requiera de procesos de soldadura para la unioacuten demetales Ello implica tanto soldadores propios de PDVSA como contratados
12 El propoacutesito de este documento es proporcionar una guiacutea para determinar ladestreza o habilidad manual que requiere un soldador para realizar una soldadurade oacuteptima calidad y la habilidad mecaacutenica de un operador de maacutequinas de soldarpara el manejo de equipos de soldadura asiacute como determinar sus conocimientosteoacutericos miacutenimos para la realizacioacuten de su trabajo todo lo cual se haraacute medianteel uso de procedimientos de soldadura calificados o por calificar
13 Mediante la aplicacioacuten de este documento se podraacute calificar a soldadores yoperadores de maacutequinas de soldar para que laboren en cualquier AacutereaOperacional de PDVSA
2 ALCANCE
21 Este documento permite calificar soldadores y operadores de maacutequinas desoldar en la teacutecnica manual semindashautomaacutetica o automaacutetica de los siguientesprocesos de soldadura Por arco con electrodos revestidos (SMAW ndash ldquoSHIELDED
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 4
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 REFERENCIASLa calificacioacuten obtenida permitiraacute que el soldador u operador de maacutequinas desoldar pueda efectuar trabajos bajo los siguientes documentos
31 American Society Of Mechanical Engineers (ASME)
Boilers and Pressure Vessel Codes Section I ldquoRules for Construction of PowerBoilerrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VI ldquoRecommended Rules For theCare and Operation of Heating Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VII ldquoRecommended Guideline for theCare of Power Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoRules for Construction ofPressure Vessels ndash Divisioacuten 1rdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoPressure Vessels ndash Divisioacuten 2rdquoUacuteltima Edicioacuten
32 American National Standards Institute (ANSI) Bndash313 ldquoChemical Plant and Petroleum Refinery Pipingrdquo Uacuteltima Edicioacuten
Bndash311 ldquoPower Piping rdquo Uacuteltima Edicioacuten
B314 ldquoLiquid Transportation Systems for Hidrocarbons Liquid Petroleum GasAnhydrous Ammon and Alcoholsrdquo Uacuteltima Edicioacuten
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 5
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
36 Petroacuteleos de Venezuela (PDVSA)
PIndash02ndash05ndash05 ldquoInspeccioacuten de Soldaduras en Instalaciones de ProduccioacutenrdquoPIndash02ndash05ndash01 ldquoEnsayo de Liacutequidos Penetrantes Visibles Removibles con
SolventerdquoPindash02ndash05ndash07 ldquoEnsayo de Liacutequidos Penetrantes Mediante el Meacutetodo Solubre en
Agua (Acuoso)rdquo
4 RESPONSABILIDADES REQUISITOS DEL PERSONAL
41 El CIED (Centro Internacional de Educacioacuten y Desarrollo) de PDVSA ha sidodesignado por la casa matriz para implementar la poliacutetica corporativa decertificacioacuten ocupacional En tal sentido y en lo referente al aacuterea de soldadura
el CIED es el organismo responsable de certificar la calificacioacuten de soldadores yoperadores de maacutequinas de soldar que trabajen en construcciones yreparaciones en cualquier Aacuterea Operacional de PDVSA
42 Cuando en un trabajo de soldadura se haga referencia al cumplimiento de estedocumento y siempre que se requiera seguacuten el punto 44 seraacute responsabilidaddel aacuterea operacional de PDVSA yo empresa contratista el llevar o vigilar que selleven a cabo las pruebas de calificacioacuten que apliquen a cada soldador uoperador de maacutequinas de soldar antes del inicio de cualquier trabajo desoldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 6
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
45 El contratista podraacute recurrir al CIED a fin de certificar la calificacioacuten de sussoldadores Dicha certificacioacuten podraacute obtenerse como sigue
a Certificacioacuten de Documentacioacuten El CIED revisaraacute y aprobaraacute laespecificacioacuten para soldadura (EPS) elaborada por el contratista losregistros de calificacioacuten de dicha EPS y el reporte de ensayos del laboratorio
que efectuoacute los ensayos de calificacioacutenb Certificacioacuten Directa El CIED revisaraacute y aprobaraacute la EPS elaborada por
el contratista y realizaraacute las pruebas para la calificacioacuten y certificacioacuten
Nota En ambos casos la calificacioacuten quedaraacute limitada a los rangos de lasvariables esenciales sentildealadas en la respectiva EPS
46 Emisioacuten de carnet como documento de certificacioacuten De acuerdo al
lineamiento corporativo expresado en el paacuterrafo 41 el CIED es el uacutenicoorganismo autorizado para emitir el carnet de certificacioacuten Dicho carnet seraacuteotorgado a los soldadores que se certifiquen de acuerdo a las opciones expuestasen el paacuterrafo 45 certificaacutendolo como personal calificado de acuerdo a un coacutedigoespeciacutefico Este carnet (Ver Anexo B) seraacute reconocido por todas las AacutereasOperativas sector conexo e industria en general
47 Estando los Centros de Soldadura del CIED acreditados por la American WeldingSociety (AWS) los soldadores que asiacute lo deseen podraacuten optar a una calificacioacutenAWS reconocida internacionalmente con las limitaciones que establece la AWSEl costo de esta certificacioacuten es totalmente por cuenta del soldador y soacutelo le
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 7
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
periacuteodos establecidos de vencimiento de acuerdo a la norma o coacutedigomencionado en el carnet
5 PROCEDIMIENTO DE CALIFICACIOacuteN51 Antes de comenzar las pruebas se le daraacute un tiempo maacuteximo de 30 minutos al
soldador u operador de maacutequinas de soldar para que ajuste el equipo desoldadura de acuerdo a lo especificado en el procedimiento correspondiente
52 La calificacioacuten del personal deberaacute basarse en Especificaciones deProcedimientos de Soldadura (EPS) calificados utilizando las mismas variablesesenciales que se usaraacuten en los trabajos de produccioacuten tales como el procesode soldadura y los materiales base especiacuteficos Estos procedimientos deberaacutenincluir la informacioacuten requerida en el Anexo C En los casos en que dichos
procedimientos especifiquen la realizacioacuten de un tratamiento teacutermico posterior ala soldadura el mismo puede ser omitido para la prueba de calificacioacuten
53 Para las pruebas de calificacioacuten se requeriraacute completar la soldadura para cadauna de las probetas o muestras de ensayo seguacuten lo indicado en la seccioacuten 8 deeste documento y en concordancia con los procedimientos de soldaduracalificados Todas las probetas de ensayo deberaacuten ser identificadas con elsiacutembolo asignado al soldador u operador al cual se hace referencia en el paacuterrafo
41054 Para optar por la calificacioacuten el soldador y operador de maacutequinas de soldar
deberaacute realizar una soldadura de oacuteptima calidad en las probetas de ensayo las
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 1
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Iacutendice1 OBJETIVO 3
2 ALCANCE 3
3 REFERENCIAS 4 31 American Society Of Mechanical Engineers (ASME) 4 32 American National Standards Institute (ANSI) 4 33 American Petroleum Institute (API) 4 34 American Society For Testing and Materials (ASTM) 4 35 American Welding Society (AWS) 4 36 Petroacuteleos de Venezuela (PDVSA) 5
4 RESPONSABILIDADES REQUISITOS DEL PERSONAL 5 5 PROCEDIMIENTO DE CALIFICACIOacuteN 7
6 TIPOS DE EXAacuteMENES Y ENSAYOS 10 61 Inspeccioacuten Visual 10 62 Pruebas de Doblez 11 63 Pruebas de Doblez Fractura en Soldaduras a Filete 13
64 Ensayo de Radiografiacutea Industrial 14 65 Ensayo de Liacutequidos Penetrantes 14 66 Inspeccioacuten Metalograacutefica 15 6 7 Ensayo de Traccioacuten 15
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 364
6 7 Ensayo de Traccioacuten 15
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 2
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTAN LACALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORES DEMAacuteQUINAS DE SOLDAR 26
12 ANEXOS 51
ANEXO A ESPECIFICACIOacuteN DEL PROCEDIMIENTO DESOLDADURA (EPS) 52
ANEXO B CERTIFICACIOacuteN OCUPACIONAL 53
ANEXO C REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DESOLDADURA (RCP) 56
ANEXO D AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA
SOLDAR UTILIZADOS EN LA CALIFICACIOacuteN DEPROCEDIMIENTOS DE SOLDADURA Y DEL PERSONALQUE LOS EJECUTA 58
ANEXO E PRUEBAS DE RADIOGRAFIacuteA 60
ANEXO F REGISTRO SEMESTRAL DE ACTIVIDADES DELSOLDADOR 63
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 3
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
1 OBJETIVO
11 Este documento establece los requerimientos necesarios que debe cumplir todosoldador u operador de maacutequinas de soldar que realice principalmente laboresde fabricacioacuten instalacioacuten reparacioacuten y mantenimiento en instalaciones de laindustria petrolera y petroquiacutemica (PDVSA) bajo supervisioacuten directa de las
mismas y en las cuales se requiera de procesos de soldadura para la unioacuten demetales Ello implica tanto soldadores propios de PDVSA como contratados
12 El propoacutesito de este documento es proporcionar una guiacutea para determinar ladestreza o habilidad manual que requiere un soldador para realizar una soldadurade oacuteptima calidad y la habilidad mecaacutenica de un operador de maacutequinas de soldarpara el manejo de equipos de soldadura asiacute como determinar sus conocimientosteoacutericos miacutenimos para la realizacioacuten de su trabajo todo lo cual se haraacute medianteel uso de procedimientos de soldadura calificados o por calificar
13 Mediante la aplicacioacuten de este documento se podraacute calificar a soldadores yoperadores de maacutequinas de soldar para que laboren en cualquier AacutereaOperacional de PDVSA
2 ALCANCE
21 Este documento permite calificar soldadores y operadores de maacutequinas desoldar en la teacutecnica manual semindashautomaacutetica o automaacutetica de los siguientesprocesos de soldadura Por arco con electrodos revestidos (SMAW ndash ldquoSHIELDED
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 4
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 REFERENCIASLa calificacioacuten obtenida permitiraacute que el soldador u operador de maacutequinas desoldar pueda efectuar trabajos bajo los siguientes documentos
31 American Society Of Mechanical Engineers (ASME)
Boilers and Pressure Vessel Codes Section I ldquoRules for Construction of PowerBoilerrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VI ldquoRecommended Rules For theCare and Operation of Heating Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VII ldquoRecommended Guideline for theCare of Power Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoRules for Construction ofPressure Vessels ndash Divisioacuten 1rdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoPressure Vessels ndash Divisioacuten 2rdquoUacuteltima Edicioacuten
32 American National Standards Institute (ANSI) Bndash313 ldquoChemical Plant and Petroleum Refinery Pipingrdquo Uacuteltima Edicioacuten
Bndash311 ldquoPower Piping rdquo Uacuteltima Edicioacuten
B314 ldquoLiquid Transportation Systems for Hidrocarbons Liquid Petroleum GasAnhydrous Ammon and Alcoholsrdquo Uacuteltima Edicioacuten
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 5
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
36 Petroacuteleos de Venezuela (PDVSA)
PIndash02ndash05ndash05 ldquoInspeccioacuten de Soldaduras en Instalaciones de ProduccioacutenrdquoPIndash02ndash05ndash01 ldquoEnsayo de Liacutequidos Penetrantes Visibles Removibles con
SolventerdquoPindash02ndash05ndash07 ldquoEnsayo de Liacutequidos Penetrantes Mediante el Meacutetodo Solubre en
Agua (Acuoso)rdquo
4 RESPONSABILIDADES REQUISITOS DEL PERSONAL
41 El CIED (Centro Internacional de Educacioacuten y Desarrollo) de PDVSA ha sidodesignado por la casa matriz para implementar la poliacutetica corporativa decertificacioacuten ocupacional En tal sentido y en lo referente al aacuterea de soldadura
el CIED es el organismo responsable de certificar la calificacioacuten de soldadores yoperadores de maacutequinas de soldar que trabajen en construcciones yreparaciones en cualquier Aacuterea Operacional de PDVSA
42 Cuando en un trabajo de soldadura se haga referencia al cumplimiento de estedocumento y siempre que se requiera seguacuten el punto 44 seraacute responsabilidaddel aacuterea operacional de PDVSA yo empresa contratista el llevar o vigilar que selleven a cabo las pruebas de calificacioacuten que apliquen a cada soldador uoperador de maacutequinas de soldar antes del inicio de cualquier trabajo desoldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 6
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
45 El contratista podraacute recurrir al CIED a fin de certificar la calificacioacuten de sussoldadores Dicha certificacioacuten podraacute obtenerse como sigue
a Certificacioacuten de Documentacioacuten El CIED revisaraacute y aprobaraacute laespecificacioacuten para soldadura (EPS) elaborada por el contratista losregistros de calificacioacuten de dicha EPS y el reporte de ensayos del laboratorio
que efectuoacute los ensayos de calificacioacutenb Certificacioacuten Directa El CIED revisaraacute y aprobaraacute la EPS elaborada por
el contratista y realizaraacute las pruebas para la calificacioacuten y certificacioacuten
Nota En ambos casos la calificacioacuten quedaraacute limitada a los rangos de lasvariables esenciales sentildealadas en la respectiva EPS
46 Emisioacuten de carnet como documento de certificacioacuten De acuerdo al
lineamiento corporativo expresado en el paacuterrafo 41 el CIED es el uacutenicoorganismo autorizado para emitir el carnet de certificacioacuten Dicho carnet seraacuteotorgado a los soldadores que se certifiquen de acuerdo a las opciones expuestasen el paacuterrafo 45 certificaacutendolo como personal calificado de acuerdo a un coacutedigoespeciacutefico Este carnet (Ver Anexo B) seraacute reconocido por todas las AacutereasOperativas sector conexo e industria en general
47 Estando los Centros de Soldadura del CIED acreditados por la American WeldingSociety (AWS) los soldadores que asiacute lo deseen podraacuten optar a una calificacioacutenAWS reconocida internacionalmente con las limitaciones que establece la AWSEl costo de esta certificacioacuten es totalmente por cuenta del soldador y soacutelo le
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 7
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
periacuteodos establecidos de vencimiento de acuerdo a la norma o coacutedigomencionado en el carnet
5 PROCEDIMIENTO DE CALIFICACIOacuteN51 Antes de comenzar las pruebas se le daraacute un tiempo maacuteximo de 30 minutos al
soldador u operador de maacutequinas de soldar para que ajuste el equipo desoldadura de acuerdo a lo especificado en el procedimiento correspondiente
52 La calificacioacuten del personal deberaacute basarse en Especificaciones deProcedimientos de Soldadura (EPS) calificados utilizando las mismas variablesesenciales que se usaraacuten en los trabajos de produccioacuten tales como el procesode soldadura y los materiales base especiacuteficos Estos procedimientos deberaacutenincluir la informacioacuten requerida en el Anexo C En los casos en que dichos
procedimientos especifiquen la realizacioacuten de un tratamiento teacutermico posterior ala soldadura el mismo puede ser omitido para la prueba de calificacioacuten
53 Para las pruebas de calificacioacuten se requeriraacute completar la soldadura para cadauna de las probetas o muestras de ensayo seguacuten lo indicado en la seccioacuten 8 deeste documento y en concordancia con los procedimientos de soldaduracalificados Todas las probetas de ensayo deberaacuten ser identificadas con elsiacutembolo asignado al soldador u operador al cual se hace referencia en el paacuterrafo
41054 Para optar por la calificacioacuten el soldador y operador de maacutequinas de soldar
deberaacute realizar una soldadura de oacuteptima calidad en las probetas de ensayo las
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 364
6 7 Ensayo de Traccioacuten 15
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 2
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTAN LACALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORES DEMAacuteQUINAS DE SOLDAR 26
12 ANEXOS 51
ANEXO A ESPECIFICACIOacuteN DEL PROCEDIMIENTO DESOLDADURA (EPS) 52
ANEXO B CERTIFICACIOacuteN OCUPACIONAL 53
ANEXO C REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DESOLDADURA (RCP) 56
ANEXO D AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA
SOLDAR UTILIZADOS EN LA CALIFICACIOacuteN DEPROCEDIMIENTOS DE SOLDADURA Y DEL PERSONALQUE LOS EJECUTA 58
ANEXO E PRUEBAS DE RADIOGRAFIacuteA 60
ANEXO F REGISTRO SEMESTRAL DE ACTIVIDADES DELSOLDADOR 63
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 3
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
1 OBJETIVO
11 Este documento establece los requerimientos necesarios que debe cumplir todosoldador u operador de maacutequinas de soldar que realice principalmente laboresde fabricacioacuten instalacioacuten reparacioacuten y mantenimiento en instalaciones de laindustria petrolera y petroquiacutemica (PDVSA) bajo supervisioacuten directa de las
mismas y en las cuales se requiera de procesos de soldadura para la unioacuten demetales Ello implica tanto soldadores propios de PDVSA como contratados
12 El propoacutesito de este documento es proporcionar una guiacutea para determinar ladestreza o habilidad manual que requiere un soldador para realizar una soldadurade oacuteptima calidad y la habilidad mecaacutenica de un operador de maacutequinas de soldarpara el manejo de equipos de soldadura asiacute como determinar sus conocimientosteoacutericos miacutenimos para la realizacioacuten de su trabajo todo lo cual se haraacute medianteel uso de procedimientos de soldadura calificados o por calificar
13 Mediante la aplicacioacuten de este documento se podraacute calificar a soldadores yoperadores de maacutequinas de soldar para que laboren en cualquier AacutereaOperacional de PDVSA
2 ALCANCE
21 Este documento permite calificar soldadores y operadores de maacutequinas desoldar en la teacutecnica manual semindashautomaacutetica o automaacutetica de los siguientesprocesos de soldadura Por arco con electrodos revestidos (SMAW ndash ldquoSHIELDED
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 4
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 REFERENCIASLa calificacioacuten obtenida permitiraacute que el soldador u operador de maacutequinas desoldar pueda efectuar trabajos bajo los siguientes documentos
31 American Society Of Mechanical Engineers (ASME)
Boilers and Pressure Vessel Codes Section I ldquoRules for Construction of PowerBoilerrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VI ldquoRecommended Rules For theCare and Operation of Heating Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VII ldquoRecommended Guideline for theCare of Power Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoRules for Construction ofPressure Vessels ndash Divisioacuten 1rdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoPressure Vessels ndash Divisioacuten 2rdquoUacuteltima Edicioacuten
32 American National Standards Institute (ANSI) Bndash313 ldquoChemical Plant and Petroleum Refinery Pipingrdquo Uacuteltima Edicioacuten
Bndash311 ldquoPower Piping rdquo Uacuteltima Edicioacuten
B314 ldquoLiquid Transportation Systems for Hidrocarbons Liquid Petroleum GasAnhydrous Ammon and Alcoholsrdquo Uacuteltima Edicioacuten
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 5
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
36 Petroacuteleos de Venezuela (PDVSA)
PIndash02ndash05ndash05 ldquoInspeccioacuten de Soldaduras en Instalaciones de ProduccioacutenrdquoPIndash02ndash05ndash01 ldquoEnsayo de Liacutequidos Penetrantes Visibles Removibles con
SolventerdquoPindash02ndash05ndash07 ldquoEnsayo de Liacutequidos Penetrantes Mediante el Meacutetodo Solubre en
Agua (Acuoso)rdquo
4 RESPONSABILIDADES REQUISITOS DEL PERSONAL
41 El CIED (Centro Internacional de Educacioacuten y Desarrollo) de PDVSA ha sidodesignado por la casa matriz para implementar la poliacutetica corporativa decertificacioacuten ocupacional En tal sentido y en lo referente al aacuterea de soldadura
el CIED es el organismo responsable de certificar la calificacioacuten de soldadores yoperadores de maacutequinas de soldar que trabajen en construcciones yreparaciones en cualquier Aacuterea Operacional de PDVSA
42 Cuando en un trabajo de soldadura se haga referencia al cumplimiento de estedocumento y siempre que se requiera seguacuten el punto 44 seraacute responsabilidaddel aacuterea operacional de PDVSA yo empresa contratista el llevar o vigilar que selleven a cabo las pruebas de calificacioacuten que apliquen a cada soldador uoperador de maacutequinas de soldar antes del inicio de cualquier trabajo desoldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 6
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
45 El contratista podraacute recurrir al CIED a fin de certificar la calificacioacuten de sussoldadores Dicha certificacioacuten podraacute obtenerse como sigue
a Certificacioacuten de Documentacioacuten El CIED revisaraacute y aprobaraacute laespecificacioacuten para soldadura (EPS) elaborada por el contratista losregistros de calificacioacuten de dicha EPS y el reporte de ensayos del laboratorio
que efectuoacute los ensayos de calificacioacutenb Certificacioacuten Directa El CIED revisaraacute y aprobaraacute la EPS elaborada por
el contratista y realizaraacute las pruebas para la calificacioacuten y certificacioacuten
Nota En ambos casos la calificacioacuten quedaraacute limitada a los rangos de lasvariables esenciales sentildealadas en la respectiva EPS
46 Emisioacuten de carnet como documento de certificacioacuten De acuerdo al
lineamiento corporativo expresado en el paacuterrafo 41 el CIED es el uacutenicoorganismo autorizado para emitir el carnet de certificacioacuten Dicho carnet seraacuteotorgado a los soldadores que se certifiquen de acuerdo a las opciones expuestasen el paacuterrafo 45 certificaacutendolo como personal calificado de acuerdo a un coacutedigoespeciacutefico Este carnet (Ver Anexo B) seraacute reconocido por todas las AacutereasOperativas sector conexo e industria en general
47 Estando los Centros de Soldadura del CIED acreditados por la American WeldingSociety (AWS) los soldadores que asiacute lo deseen podraacuten optar a una calificacioacutenAWS reconocida internacionalmente con las limitaciones que establece la AWSEl costo de esta certificacioacuten es totalmente por cuenta del soldador y soacutelo le
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 7
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
periacuteodos establecidos de vencimiento de acuerdo a la norma o coacutedigomencionado en el carnet
5 PROCEDIMIENTO DE CALIFICACIOacuteN51 Antes de comenzar las pruebas se le daraacute un tiempo maacuteximo de 30 minutos al
soldador u operador de maacutequinas de soldar para que ajuste el equipo desoldadura de acuerdo a lo especificado en el procedimiento correspondiente
52 La calificacioacuten del personal deberaacute basarse en Especificaciones deProcedimientos de Soldadura (EPS) calificados utilizando las mismas variablesesenciales que se usaraacuten en los trabajos de produccioacuten tales como el procesode soldadura y los materiales base especiacuteficos Estos procedimientos deberaacutenincluir la informacioacuten requerida en el Anexo C En los casos en que dichos
procedimientos especifiquen la realizacioacuten de un tratamiento teacutermico posterior ala soldadura el mismo puede ser omitido para la prueba de calificacioacuten
53 Para las pruebas de calificacioacuten se requeriraacute completar la soldadura para cadauna de las probetas o muestras de ensayo seguacuten lo indicado en la seccioacuten 8 deeste documento y en concordancia con los procedimientos de soldaduracalificados Todas las probetas de ensayo deberaacuten ser identificadas con elsiacutembolo asignado al soldador u operador al cual se hace referencia en el paacuterrafo
41054 Para optar por la calificacioacuten el soldador y operador de maacutequinas de soldar
deberaacute realizar una soldadura de oacuteptima calidad en las probetas de ensayo las
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 3
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
1 OBJETIVO
11 Este documento establece los requerimientos necesarios que debe cumplir todosoldador u operador de maacutequinas de soldar que realice principalmente laboresde fabricacioacuten instalacioacuten reparacioacuten y mantenimiento en instalaciones de laindustria petrolera y petroquiacutemica (PDVSA) bajo supervisioacuten directa de las
mismas y en las cuales se requiera de procesos de soldadura para la unioacuten demetales Ello implica tanto soldadores propios de PDVSA como contratados
12 El propoacutesito de este documento es proporcionar una guiacutea para determinar ladestreza o habilidad manual que requiere un soldador para realizar una soldadurade oacuteptima calidad y la habilidad mecaacutenica de un operador de maacutequinas de soldarpara el manejo de equipos de soldadura asiacute como determinar sus conocimientosteoacutericos miacutenimos para la realizacioacuten de su trabajo todo lo cual se haraacute medianteel uso de procedimientos de soldadura calificados o por calificar
13 Mediante la aplicacioacuten de este documento se podraacute calificar a soldadores yoperadores de maacutequinas de soldar para que laboren en cualquier AacutereaOperacional de PDVSA
2 ALCANCE
21 Este documento permite calificar soldadores y operadores de maacutequinas desoldar en la teacutecnica manual semindashautomaacutetica o automaacutetica de los siguientesprocesos de soldadura Por arco con electrodos revestidos (SMAW ndash ldquoSHIELDED
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 4
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 REFERENCIASLa calificacioacuten obtenida permitiraacute que el soldador u operador de maacutequinas desoldar pueda efectuar trabajos bajo los siguientes documentos
31 American Society Of Mechanical Engineers (ASME)
Boilers and Pressure Vessel Codes Section I ldquoRules for Construction of PowerBoilerrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VI ldquoRecommended Rules For theCare and Operation of Heating Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VII ldquoRecommended Guideline for theCare of Power Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoRules for Construction ofPressure Vessels ndash Divisioacuten 1rdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoPressure Vessels ndash Divisioacuten 2rdquoUacuteltima Edicioacuten
32 American National Standards Institute (ANSI) Bndash313 ldquoChemical Plant and Petroleum Refinery Pipingrdquo Uacuteltima Edicioacuten
Bndash311 ldquoPower Piping rdquo Uacuteltima Edicioacuten
B314 ldquoLiquid Transportation Systems for Hidrocarbons Liquid Petroleum GasAnhydrous Ammon and Alcoholsrdquo Uacuteltima Edicioacuten
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 5
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
36 Petroacuteleos de Venezuela (PDVSA)
PIndash02ndash05ndash05 ldquoInspeccioacuten de Soldaduras en Instalaciones de ProduccioacutenrdquoPIndash02ndash05ndash01 ldquoEnsayo de Liacutequidos Penetrantes Visibles Removibles con
SolventerdquoPindash02ndash05ndash07 ldquoEnsayo de Liacutequidos Penetrantes Mediante el Meacutetodo Solubre en
Agua (Acuoso)rdquo
4 RESPONSABILIDADES REQUISITOS DEL PERSONAL
41 El CIED (Centro Internacional de Educacioacuten y Desarrollo) de PDVSA ha sidodesignado por la casa matriz para implementar la poliacutetica corporativa decertificacioacuten ocupacional En tal sentido y en lo referente al aacuterea de soldadura
el CIED es el organismo responsable de certificar la calificacioacuten de soldadores yoperadores de maacutequinas de soldar que trabajen en construcciones yreparaciones en cualquier Aacuterea Operacional de PDVSA
42 Cuando en un trabajo de soldadura se haga referencia al cumplimiento de estedocumento y siempre que se requiera seguacuten el punto 44 seraacute responsabilidaddel aacuterea operacional de PDVSA yo empresa contratista el llevar o vigilar que selleven a cabo las pruebas de calificacioacuten que apliquen a cada soldador uoperador de maacutequinas de soldar antes del inicio de cualquier trabajo desoldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 6
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
45 El contratista podraacute recurrir al CIED a fin de certificar la calificacioacuten de sussoldadores Dicha certificacioacuten podraacute obtenerse como sigue
a Certificacioacuten de Documentacioacuten El CIED revisaraacute y aprobaraacute laespecificacioacuten para soldadura (EPS) elaborada por el contratista losregistros de calificacioacuten de dicha EPS y el reporte de ensayos del laboratorio
que efectuoacute los ensayos de calificacioacutenb Certificacioacuten Directa El CIED revisaraacute y aprobaraacute la EPS elaborada por
el contratista y realizaraacute las pruebas para la calificacioacuten y certificacioacuten
Nota En ambos casos la calificacioacuten quedaraacute limitada a los rangos de lasvariables esenciales sentildealadas en la respectiva EPS
46 Emisioacuten de carnet como documento de certificacioacuten De acuerdo al
lineamiento corporativo expresado en el paacuterrafo 41 el CIED es el uacutenicoorganismo autorizado para emitir el carnet de certificacioacuten Dicho carnet seraacuteotorgado a los soldadores que se certifiquen de acuerdo a las opciones expuestasen el paacuterrafo 45 certificaacutendolo como personal calificado de acuerdo a un coacutedigoespeciacutefico Este carnet (Ver Anexo B) seraacute reconocido por todas las AacutereasOperativas sector conexo e industria en general
47 Estando los Centros de Soldadura del CIED acreditados por la American WeldingSociety (AWS) los soldadores que asiacute lo deseen podraacuten optar a una calificacioacutenAWS reconocida internacionalmente con las limitaciones que establece la AWSEl costo de esta certificacioacuten es totalmente por cuenta del soldador y soacutelo le
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 7
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
periacuteodos establecidos de vencimiento de acuerdo a la norma o coacutedigomencionado en el carnet
5 PROCEDIMIENTO DE CALIFICACIOacuteN51 Antes de comenzar las pruebas se le daraacute un tiempo maacuteximo de 30 minutos al
soldador u operador de maacutequinas de soldar para que ajuste el equipo desoldadura de acuerdo a lo especificado en el procedimiento correspondiente
52 La calificacioacuten del personal deberaacute basarse en Especificaciones deProcedimientos de Soldadura (EPS) calificados utilizando las mismas variablesesenciales que se usaraacuten en los trabajos de produccioacuten tales como el procesode soldadura y los materiales base especiacuteficos Estos procedimientos deberaacutenincluir la informacioacuten requerida en el Anexo C En los casos en que dichos
procedimientos especifiquen la realizacioacuten de un tratamiento teacutermico posterior ala soldadura el mismo puede ser omitido para la prueba de calificacioacuten
53 Para las pruebas de calificacioacuten se requeriraacute completar la soldadura para cadauna de las probetas o muestras de ensayo seguacuten lo indicado en la seccioacuten 8 deeste documento y en concordancia con los procedimientos de soldaduracalificados Todas las probetas de ensayo deberaacuten ser identificadas con elsiacutembolo asignado al soldador u operador al cual se hace referencia en el paacuterrafo
41054 Para optar por la calificacioacuten el soldador y operador de maacutequinas de soldar
deberaacute realizar una soldadura de oacuteptima calidad en las probetas de ensayo las
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 4
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 REFERENCIASLa calificacioacuten obtenida permitiraacute que el soldador u operador de maacutequinas desoldar pueda efectuar trabajos bajo los siguientes documentos
31 American Society Of Mechanical Engineers (ASME)
Boilers and Pressure Vessel Codes Section I ldquoRules for Construction of PowerBoilerrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VI ldquoRecommended Rules For theCare and Operation of Heating Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VII ldquoRecommended Guideline for theCare of Power Boilersrdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoRules for Construction ofPressure Vessels ndash Divisioacuten 1rdquo Uacuteltima Edicioacuten
Boiler and Pressure Vessel Codes Section VIII ldquoPressure Vessels ndash Divisioacuten 2rdquoUacuteltima Edicioacuten
32 American National Standards Institute (ANSI) Bndash313 ldquoChemical Plant and Petroleum Refinery Pipingrdquo Uacuteltima Edicioacuten
Bndash311 ldquoPower Piping rdquo Uacuteltima Edicioacuten
B314 ldquoLiquid Transportation Systems for Hidrocarbons Liquid Petroleum GasAnhydrous Ammon and Alcoholsrdquo Uacuteltima Edicioacuten
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 5
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
36 Petroacuteleos de Venezuela (PDVSA)
PIndash02ndash05ndash05 ldquoInspeccioacuten de Soldaduras en Instalaciones de ProduccioacutenrdquoPIndash02ndash05ndash01 ldquoEnsayo de Liacutequidos Penetrantes Visibles Removibles con
SolventerdquoPindash02ndash05ndash07 ldquoEnsayo de Liacutequidos Penetrantes Mediante el Meacutetodo Solubre en
Agua (Acuoso)rdquo
4 RESPONSABILIDADES REQUISITOS DEL PERSONAL
41 El CIED (Centro Internacional de Educacioacuten y Desarrollo) de PDVSA ha sidodesignado por la casa matriz para implementar la poliacutetica corporativa decertificacioacuten ocupacional En tal sentido y en lo referente al aacuterea de soldadura
el CIED es el organismo responsable de certificar la calificacioacuten de soldadores yoperadores de maacutequinas de soldar que trabajen en construcciones yreparaciones en cualquier Aacuterea Operacional de PDVSA
42 Cuando en un trabajo de soldadura se haga referencia al cumplimiento de estedocumento y siempre que se requiera seguacuten el punto 44 seraacute responsabilidaddel aacuterea operacional de PDVSA yo empresa contratista el llevar o vigilar que selleven a cabo las pruebas de calificacioacuten que apliquen a cada soldador uoperador de maacutequinas de soldar antes del inicio de cualquier trabajo desoldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 6
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
45 El contratista podraacute recurrir al CIED a fin de certificar la calificacioacuten de sussoldadores Dicha certificacioacuten podraacute obtenerse como sigue
a Certificacioacuten de Documentacioacuten El CIED revisaraacute y aprobaraacute laespecificacioacuten para soldadura (EPS) elaborada por el contratista losregistros de calificacioacuten de dicha EPS y el reporte de ensayos del laboratorio
que efectuoacute los ensayos de calificacioacutenb Certificacioacuten Directa El CIED revisaraacute y aprobaraacute la EPS elaborada por
el contratista y realizaraacute las pruebas para la calificacioacuten y certificacioacuten
Nota En ambos casos la calificacioacuten quedaraacute limitada a los rangos de lasvariables esenciales sentildealadas en la respectiva EPS
46 Emisioacuten de carnet como documento de certificacioacuten De acuerdo al
lineamiento corporativo expresado en el paacuterrafo 41 el CIED es el uacutenicoorganismo autorizado para emitir el carnet de certificacioacuten Dicho carnet seraacuteotorgado a los soldadores que se certifiquen de acuerdo a las opciones expuestasen el paacuterrafo 45 certificaacutendolo como personal calificado de acuerdo a un coacutedigoespeciacutefico Este carnet (Ver Anexo B) seraacute reconocido por todas las AacutereasOperativas sector conexo e industria en general
47 Estando los Centros de Soldadura del CIED acreditados por la American WeldingSociety (AWS) los soldadores que asiacute lo deseen podraacuten optar a una calificacioacutenAWS reconocida internacionalmente con las limitaciones que establece la AWSEl costo de esta certificacioacuten es totalmente por cuenta del soldador y soacutelo le
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 7
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
periacuteodos establecidos de vencimiento de acuerdo a la norma o coacutedigomencionado en el carnet
5 PROCEDIMIENTO DE CALIFICACIOacuteN51 Antes de comenzar las pruebas se le daraacute un tiempo maacuteximo de 30 minutos al
soldador u operador de maacutequinas de soldar para que ajuste el equipo desoldadura de acuerdo a lo especificado en el procedimiento correspondiente
52 La calificacioacuten del personal deberaacute basarse en Especificaciones deProcedimientos de Soldadura (EPS) calificados utilizando las mismas variablesesenciales que se usaraacuten en los trabajos de produccioacuten tales como el procesode soldadura y los materiales base especiacuteficos Estos procedimientos deberaacutenincluir la informacioacuten requerida en el Anexo C En los casos en que dichos
procedimientos especifiquen la realizacioacuten de un tratamiento teacutermico posterior ala soldadura el mismo puede ser omitido para la prueba de calificacioacuten
53 Para las pruebas de calificacioacuten se requeriraacute completar la soldadura para cadauna de las probetas o muestras de ensayo seguacuten lo indicado en la seccioacuten 8 deeste documento y en concordancia con los procedimientos de soldaduracalificados Todas las probetas de ensayo deberaacuten ser identificadas con elsiacutembolo asignado al soldador u operador al cual se hace referencia en el paacuterrafo
41054 Para optar por la calificacioacuten el soldador y operador de maacutequinas de soldar
deberaacute realizar una soldadura de oacuteptima calidad en las probetas de ensayo las
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 5
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
36 Petroacuteleos de Venezuela (PDVSA)
PIndash02ndash05ndash05 ldquoInspeccioacuten de Soldaduras en Instalaciones de ProduccioacutenrdquoPIndash02ndash05ndash01 ldquoEnsayo de Liacutequidos Penetrantes Visibles Removibles con
SolventerdquoPindash02ndash05ndash07 ldquoEnsayo de Liacutequidos Penetrantes Mediante el Meacutetodo Solubre en
Agua (Acuoso)rdquo
4 RESPONSABILIDADES REQUISITOS DEL PERSONAL
41 El CIED (Centro Internacional de Educacioacuten y Desarrollo) de PDVSA ha sidodesignado por la casa matriz para implementar la poliacutetica corporativa decertificacioacuten ocupacional En tal sentido y en lo referente al aacuterea de soldadura
el CIED es el organismo responsable de certificar la calificacioacuten de soldadores yoperadores de maacutequinas de soldar que trabajen en construcciones yreparaciones en cualquier Aacuterea Operacional de PDVSA
42 Cuando en un trabajo de soldadura se haga referencia al cumplimiento de estedocumento y siempre que se requiera seguacuten el punto 44 seraacute responsabilidaddel aacuterea operacional de PDVSA yo empresa contratista el llevar o vigilar que selleven a cabo las pruebas de calificacioacuten que apliquen a cada soldador uoperador de maacutequinas de soldar antes del inicio de cualquier trabajo desoldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 6
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
45 El contratista podraacute recurrir al CIED a fin de certificar la calificacioacuten de sussoldadores Dicha certificacioacuten podraacute obtenerse como sigue
a Certificacioacuten de Documentacioacuten El CIED revisaraacute y aprobaraacute laespecificacioacuten para soldadura (EPS) elaborada por el contratista losregistros de calificacioacuten de dicha EPS y el reporte de ensayos del laboratorio
que efectuoacute los ensayos de calificacioacutenb Certificacioacuten Directa El CIED revisaraacute y aprobaraacute la EPS elaborada por
el contratista y realizaraacute las pruebas para la calificacioacuten y certificacioacuten
Nota En ambos casos la calificacioacuten quedaraacute limitada a los rangos de lasvariables esenciales sentildealadas en la respectiva EPS
46 Emisioacuten de carnet como documento de certificacioacuten De acuerdo al
lineamiento corporativo expresado en el paacuterrafo 41 el CIED es el uacutenicoorganismo autorizado para emitir el carnet de certificacioacuten Dicho carnet seraacuteotorgado a los soldadores que se certifiquen de acuerdo a las opciones expuestasen el paacuterrafo 45 certificaacutendolo como personal calificado de acuerdo a un coacutedigoespeciacutefico Este carnet (Ver Anexo B) seraacute reconocido por todas las AacutereasOperativas sector conexo e industria en general
47 Estando los Centros de Soldadura del CIED acreditados por la American WeldingSociety (AWS) los soldadores que asiacute lo deseen podraacuten optar a una calificacioacutenAWS reconocida internacionalmente con las limitaciones que establece la AWSEl costo de esta certificacioacuten es totalmente por cuenta del soldador y soacutelo le
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 7
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
periacuteodos establecidos de vencimiento de acuerdo a la norma o coacutedigomencionado en el carnet
5 PROCEDIMIENTO DE CALIFICACIOacuteN51 Antes de comenzar las pruebas se le daraacute un tiempo maacuteximo de 30 minutos al
soldador u operador de maacutequinas de soldar para que ajuste el equipo desoldadura de acuerdo a lo especificado en el procedimiento correspondiente
52 La calificacioacuten del personal deberaacute basarse en Especificaciones deProcedimientos de Soldadura (EPS) calificados utilizando las mismas variablesesenciales que se usaraacuten en los trabajos de produccioacuten tales como el procesode soldadura y los materiales base especiacuteficos Estos procedimientos deberaacutenincluir la informacioacuten requerida en el Anexo C En los casos en que dichos
procedimientos especifiquen la realizacioacuten de un tratamiento teacutermico posterior ala soldadura el mismo puede ser omitido para la prueba de calificacioacuten
53 Para las pruebas de calificacioacuten se requeriraacute completar la soldadura para cadauna de las probetas o muestras de ensayo seguacuten lo indicado en la seccioacuten 8 deeste documento y en concordancia con los procedimientos de soldaduracalificados Todas las probetas de ensayo deberaacuten ser identificadas con elsiacutembolo asignado al soldador u operador al cual se hace referencia en el paacuterrafo
41054 Para optar por la calificacioacuten el soldador y operador de maacutequinas de soldar
deberaacute realizar una soldadura de oacuteptima calidad en las probetas de ensayo las
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 6
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
45 El contratista podraacute recurrir al CIED a fin de certificar la calificacioacuten de sussoldadores Dicha certificacioacuten podraacute obtenerse como sigue
a Certificacioacuten de Documentacioacuten El CIED revisaraacute y aprobaraacute laespecificacioacuten para soldadura (EPS) elaborada por el contratista losregistros de calificacioacuten de dicha EPS y el reporte de ensayos del laboratorio
que efectuoacute los ensayos de calificacioacutenb Certificacioacuten Directa El CIED revisaraacute y aprobaraacute la EPS elaborada por
el contratista y realizaraacute las pruebas para la calificacioacuten y certificacioacuten
Nota En ambos casos la calificacioacuten quedaraacute limitada a los rangos de lasvariables esenciales sentildealadas en la respectiva EPS
46 Emisioacuten de carnet como documento de certificacioacuten De acuerdo al
lineamiento corporativo expresado en el paacuterrafo 41 el CIED es el uacutenicoorganismo autorizado para emitir el carnet de certificacioacuten Dicho carnet seraacuteotorgado a los soldadores que se certifiquen de acuerdo a las opciones expuestasen el paacuterrafo 45 certificaacutendolo como personal calificado de acuerdo a un coacutedigoespeciacutefico Este carnet (Ver Anexo B) seraacute reconocido por todas las AacutereasOperativas sector conexo e industria en general
47 Estando los Centros de Soldadura del CIED acreditados por la American WeldingSociety (AWS) los soldadores que asiacute lo deseen podraacuten optar a una calificacioacutenAWS reconocida internacionalmente con las limitaciones que establece la AWSEl costo de esta certificacioacuten es totalmente por cuenta del soldador y soacutelo le
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 7
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
periacuteodos establecidos de vencimiento de acuerdo a la norma o coacutedigomencionado en el carnet
5 PROCEDIMIENTO DE CALIFICACIOacuteN51 Antes de comenzar las pruebas se le daraacute un tiempo maacuteximo de 30 minutos al
soldador u operador de maacutequinas de soldar para que ajuste el equipo desoldadura de acuerdo a lo especificado en el procedimiento correspondiente
52 La calificacioacuten del personal deberaacute basarse en Especificaciones deProcedimientos de Soldadura (EPS) calificados utilizando las mismas variablesesenciales que se usaraacuten en los trabajos de produccioacuten tales como el procesode soldadura y los materiales base especiacuteficos Estos procedimientos deberaacutenincluir la informacioacuten requerida en el Anexo C En los casos en que dichos
procedimientos especifiquen la realizacioacuten de un tratamiento teacutermico posterior ala soldadura el mismo puede ser omitido para la prueba de calificacioacuten
53 Para las pruebas de calificacioacuten se requeriraacute completar la soldadura para cadauna de las probetas o muestras de ensayo seguacuten lo indicado en la seccioacuten 8 deeste documento y en concordancia con los procedimientos de soldaduracalificados Todas las probetas de ensayo deberaacuten ser identificadas con elsiacutembolo asignado al soldador u operador al cual se hace referencia en el paacuterrafo
41054 Para optar por la calificacioacuten el soldador y operador de maacutequinas de soldar
deberaacute realizar una soldadura de oacuteptima calidad en las probetas de ensayo las
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 7
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
periacuteodos establecidos de vencimiento de acuerdo a la norma o coacutedigomencionado en el carnet
5 PROCEDIMIENTO DE CALIFICACIOacuteN51 Antes de comenzar las pruebas se le daraacute un tiempo maacuteximo de 30 minutos al
soldador u operador de maacutequinas de soldar para que ajuste el equipo desoldadura de acuerdo a lo especificado en el procedimiento correspondiente
52 La calificacioacuten del personal deberaacute basarse en Especificaciones deProcedimientos de Soldadura (EPS) calificados utilizando las mismas variablesesenciales que se usaraacuten en los trabajos de produccioacuten tales como el procesode soldadura y los materiales base especiacuteficos Estos procedimientos deberaacutenincluir la informacioacuten requerida en el Anexo C En los casos en que dichos
procedimientos especifiquen la realizacioacuten de un tratamiento teacutermico posterior ala soldadura el mismo puede ser omitido para la prueba de calificacioacuten
53 Para las pruebas de calificacioacuten se requeriraacute completar la soldadura para cadauna de las probetas o muestras de ensayo seguacuten lo indicado en la seccioacuten 8 deeste documento y en concordancia con los procedimientos de soldaduracalificados Todas las probetas de ensayo deberaacuten ser identificadas con elsiacutembolo asignado al soldador u operador al cual se hace referencia en el paacuterrafo
41054 Para optar por la calificacioacuten el soldador y operador de maacutequinas de soldar
deberaacute realizar una soldadura de oacuteptima calidad en las probetas de ensayo las
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 8
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Examinacioacuten ensayo
SuperficialesBarras de refuerzo(Juntas a Tope)
Tuberiacuteas o laacuteminas
Deendurecimiento
DeRecubrimiento
DeEmpalme
Ranuradaen ldquoVrdquo
Juntasa
Filetes
JuntasRanuradas
Prueba de doblez Si o
radiografiacutea
ndash ndash ndash Si ndash
Prueba de doblez fractura
ndash Si ndash ndash ndash ndash
Ensayometalograacutefico
ndash Si Si oradiografiacutea
Si ndash ndash
Ensayo de tensioacuten ndash ndash Si oradiografiacutea
ndash ndash ndash
Ensayo conliacutequidos
penetrantes
ndash ndash ndash ndash Si Si
Ensayo de dureza ndash ndash ndash ndash ndash Si
55 Las pruebas de calificacioacuten podraacuten realizarse tanto en un laboratorio o aacutereapreparada para ello como en campo siempre y cuando se mantengan lascondiciones establecidas en este documento
56 Los materiales base aplicables a este procedimiento deben ser similares a losque se utilizaraacuten en la obra o proyecto y deben cumplir las especificacionesestablecidas por organizaciones reconocidas para este fin tales como ASTM
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 9
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
57 Las pruebas de calificacioacuten podraacuten ser realizadas en cualquiera de las posicionesde soldadura acorde a las exigencias de los trabajos de produccioacuten y seguacuten loindicado en la seccioacuten 7 de este documento
58 Las pruebas de calificacioacuten deberaacuten ser realizadas en un tiempo razonable quesean reflejo de las condiciones reales de los trabajos de la obra Estos tiemposdeben ser incluidos en los registros que se deben llevar para cada una de laspruebas a los cuales se hace referencia en el paacuterrafo 43 de este documentoQuedaraacute a criterio del personal calificador si los tiempos empleados por elsoldador u operador de maacutequinas de soldar en realizar las pruebas de calificacioacutenson razonables a fin de que sean considerados para su aprobacioacuten final
59 Los intervalos de espesores y diaacutemetros de material seguacuten aplique dentro de una
determinada prueba de calificacioacuten para un soldador u operador de maacutequinasdependeraacute de las probetas de ensayo a ser utilizadas en la prueba seguacuten loindicado en la seccioacuten 8 de este documento
510 Las pruebas de calificacioacuten podraacuten ser realizadas combinando diferentesprocesos de soldadura en una misma probeta de ensayo En este caso losintervalos de espesores y diaacutemetros de material seguacuten aplique seraacuten calificadospara cada proceso individual en concordancia con lo indicado en el paacuterrafo 59de este documento
Un soldador u operador de maacutequinas de soldar podraacute calificarse haciendopruebas individuales para cada uno de los procesos de soldadura o con una
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 10
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
bajo estas nuevas variables En tal sentido un soldador calificado para soldar deacuerdo a las especificaciones de un procedimiento de soldadura tambieacuten estaacutecalificado para soldar bajo la especificacioacuten de otro procedimiento usando elmismo proceso dentro de los liacutemites de las variables esenciales indicadas en laseccioacuten 11
6 TIPOS DE EXAacuteMENES Y ENSAYOS
61 Inspeccioacuten Visual Cada junta deberaacute ser inspeccionada visualmente sin lupas tomando en cuentalo siguiente
611 Antes de producir el ensamblaje de la probeta de ensayo el inspector se
aseguraraacute que los materiales a soldarse y la preparacioacuten geomeacutetrica de la juntacumpla con la EPS
612 El soldador deberaacute preparar la junta a soldarse auacuten en el caso en que eacutesta hayasido previamente mecanizada Principalmente debe tenerse en cuenta elparalelismo de los bordes la homogeneidad de la separacioacuten de bordes a lo largode la unioacuten la planimetriacutea de las piezas a soldarse la utilizacioacuten tanto de cuntildeasde separacioacuten como de las juntas de unioacuten y la correccioacuten manual de fallas
eventuales en la geometriacutea de la unioacuten613 Despueacutes del punteado o juntado se verificaraacute que la alineacioacuten y la separacioacuten
de raiacutez sean uniformes acorde con lo establecido en la EPS
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 11
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
618 En los casos en que la inspeccioacuten visual sea el uacutenico criterio para la aceptacioacutende la prueba todos los pases de soldadura deben estar sujetos a dichainspeccioacuten
619 Criterios de aceptacioacuten de inspeccioacuten visual Para considerar que la juntasoldada satisface los requisitos de la inspeccioacuten visual deberaacute cumplir con lo
siguientea Que el cordoacuten se encuentre libre de grietas o fisuras macroscoacutepicas y no
exista fusioacuten incompleta o falta de fusioacuten
b No se acepta penetracioacuten incompleta a menos que sea especificada unapenetracioacuten parcial de la junta en la EPS
c La profundidad de las socavaciones no deberaacute exceder el 10 del espesor
del metal base o 08 mm (132 pulg) independientemente de su longitudd La seccioacuten total del cordoacuten debe estar libre de craacuteteres
e La altura del refuerzo o sobrendashespesor no deberaacute exceder 32 mm (18pulg)
f La soldadura debe mostrar buena apariencia de tal manera que sedemuestre que el soldador u operador de maacutequinas de soldar estaacutefamiliarizado o tiene pericia en la aplicacioacuten del proceso y procedimiento desoldadura especificado para la prueba
62 Pruebas de Doblez
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 12
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
b Doblez transversal de cara y raiacutez La soldadura se encuentra ubicada enforma tal que una de sus superficies de cara se convierte en una superficieconvexa La probeta para prueba de doblez transversal de cara o raiacutez debecumplir con las dimensiones que se indican en la Figura 2
Para tuberiacuteas de diaacutemetro externo menores o iguales a 100 mm (4 pulg)
el ancho de la probeta puede ser 19 mm (34 pulg) medido alrededor dela superficie externa Alternativamente para diaacutemetros externos menoresque 73 mm (2ndash78 pulg) el ancho de la probeta puede ser obtenidocortando la tuberiacutea en cuatro secciones o cuadrantes
c Doblez longitudinal de cara y de raiacutez La soldadura se encuentra ubicadaparalela al eje longitudinal de la probeta de tal forma que una de sussuperficies de cara se convierte en una superficie convexa La probeta para
prueba de doblez longitudinal de cara y de raiacutez debe cumplir con lasdimensiones que se indican en la Figura 3
622 De existir alguacuten refuerzo o anillo de respaldo en la soldadura estos deberaacuten serremovidos a nivel con la superficie del metal base en las probetas para pruebasde doblez Las superficies de corte deben ser paralelas El corte puede serrealizado teacutermicamente en cuyo caso se deberaacute efectuar posteriormentemaquinado o esmerilado de al menos 32 mm (18 pulg) en las superficies de
corte con excepcioacuten de los metales Mndash1 donde este paso puede ser obviado sino se produce una superficie rugosa
623 Para espesores de metales base menores que 95 mm (38 pulg) el espesor de
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 13
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
eyectada desde el fondo por la maacutequina no requiere maacutes ampliacioacuten de presioacutenen caso de estar utilizando una guiacutea de rodillos
Cuando el ancho de las probetas sea mayor a 381 cm (15 pulg) deberaacuten serdobladas seguacuten lo permitido en la Figura 4 La guiacutea de prueba en el mandril debeser de al menos 635 mm (14 de pulg) maacutes ancho que el espesor de la muestra
Cuando se usa el dispositivo ilustrado en la Figura 6 el lado de la probeta que secoloca hacia el rodillo deberaacute ser el lado de cara para los dobleces de cara la raiacutezpara los dobleces de raiacutez y el lado para los dobleces de lado
625 Para la extraccioacuten de las probetas para pruebas de doblez en muestras deensayos tubulares se debe proceder seguacuten lo indicado en las Figuras 7 y 8 Parael caso de laacuteminas se debe proceder seguacuten se indica en la Figura 9 en laspruebas de doblez transversal y la Figura 10 en la pruebas de doblez
longitudinal Por su parte la Figura 11 muestra la forma correcta de extraer lasprobetas para prueba de doblez en soldaduras superficiales de recubrimiento ode relleno
626 Criterio de aceptacioacuten de pruebas de doblez La soldadura y la zona afectada porel calor de una probeta para prueba de doblez transversal deberaacuten estarcompletamente dentro de la porcioacuten doblada de la misma una vez efectuada laprueba Cada probeta debe ser examinada visualmente para deteccioacuten de
posibles defectos seguacuten se indica a continuacioacuten ndash Las probetas de doblez guiado no deberaacuten tener defectos expuestos a la
superficie que excedan de 32 mm (18 pulg) en tamantildeo medido en cualquier
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 14
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
633 Las probetas pasaraacuten la prueba si no se produce la fractura de la soldadura encaso de que se produzca la fractura la soldadura debe mostrar una fusioacutencompleta en la raiacutez de la junta y no debe exhibir porosidades o inclusiones cuyamaacutexima dimensioacuten sea mayor que 24 mm (332 pulg)
64 Ensayo de Radiografiacutea Industrial
641 De acuerdo a lo permitido por los Coacutedigos en caso de utilizarse el ensayoRadiograacutefico en sustitucioacuten del ensayo de doblado este deberaacute realizarsebasado en las especificaciones indicadas en el Anexo E La interpretacioacuten finalde los resultados estaraacute bajo la responsabilidad del inspector o personalcalificador Las soldaduras de las muestras de ensayo de las pruebas deben serinspeccionadas completamente
642 Los refuerzos en la cara de la soldadura pueden ser removidos seguacuten criterio delinspector Los refuerzos en la raiacutez en cambio en soldaduras con juntasranuradas simples no deben ser removidos Asimismo los respaldos no debenser removidos
643 Un soldador u operador de maacutequinas de soldar deberaacute ser calificadoobligatoriamente mediante ensayo de radiografiacutea industrial solo en los casos enque se trate de soldaduras a tope entre metales base muy susceptibles a la
fragilizacioacuten que afecten los resultados de las pruebas de doblez Sin embargoel ensayo de radiografiacutea podraacute ser utilizado como una alternativa a los ensayosde doblez de probetas uacutenicamente para los siguientes procesos SMAW GTAWGMAW (excepto para el modo de transferencia en corto circuito) FCAW PAW y
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 15
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
66 Inspeccioacuten Metalograacutefica
661 Para la realizacioacuten de estas pruebas se deberaacuten extraer las probetas tal comose muestra en las Figuras 12 13 14 15 y 16 para soldaduras a filete en laacuteminaso tuberiacuteas con juntas en Te o a solape Figuras 17 y 18 para soldaduras en barrasde refuerzo y Figura 19 para soldaduras de superficie para endurecimiento
662 Criterios de aceptacioacuten de muestras metalograacuteficas
a Pruebas estaacutendar de soldaduras a filete
ndash Fusioacuten completa de la soldadura ndash No existencia de grietas ndash Existencia de otras indicaciones en la raiacutez que no excedan de 08 mm (132
pulg)
ndash Concavidades o convexidades en la cara de la soldadura que no excedande 16 mm (116 pulg)
ndash Las dimensiones o catetos de la soldadura a filete no deben diferir entamantildeo por maacutes de 32 mm (18 pulg)
b Pruebas de soldaduras en barras de refuerzo
ndash Fusioacuten completa de la soldadura en las muestras para juntas a tope y en
la garganta de las soldaduras con planchas de empalme de juntas a tope ndash No existencia de grietas o fusioacuten completa en el metal de la soldadura o enla zona afectada por el calor
P b d ld d d fi i d i i t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 16
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
72 Las tablas 2 y 3 establecen las posiciones calificadas en base a las posicionesutilizadas en las pruebas de calificacioacuten En las Figuras 22 a la 24 se ilustran lasdiferentes posiciones de las soldaduras referidas en las tablas anteriores
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
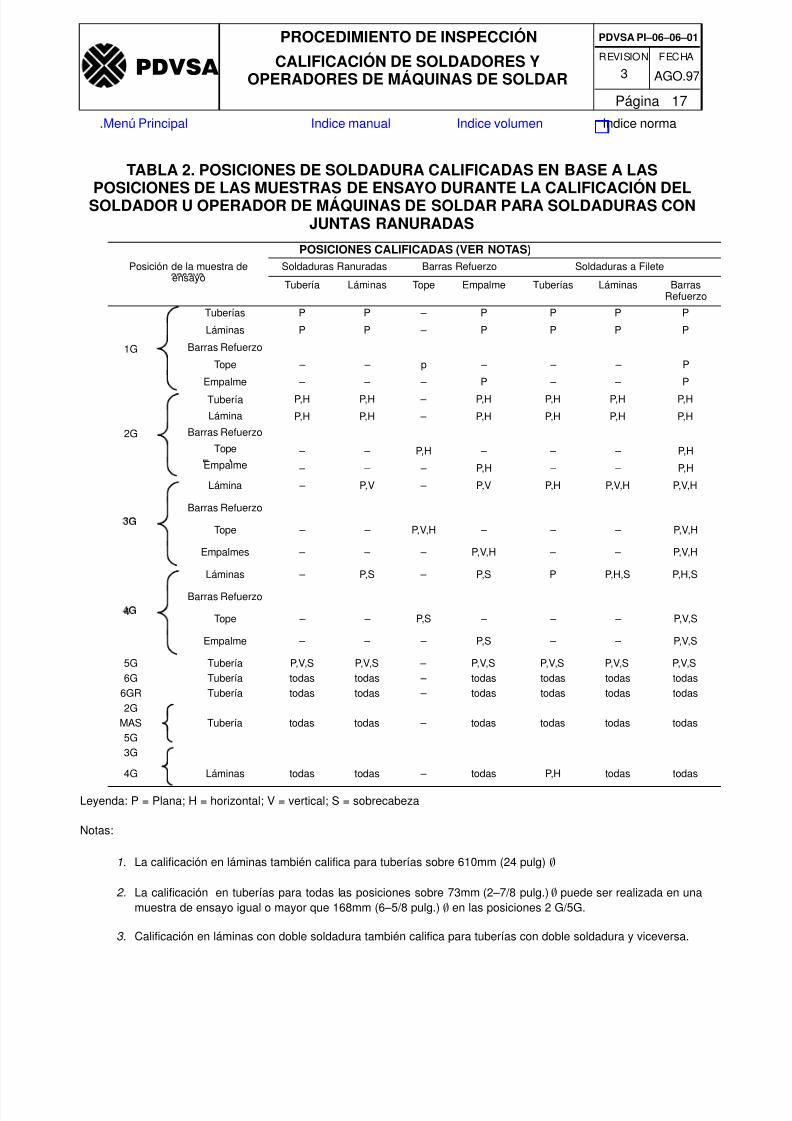
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 17
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 2 POSICIONES DE SOLDADURA CALIFICADAS EN BASE A LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN DEL
SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARA SOLDADURAS CONJUNTAS RANURADAS
POSICIONES CALIFICADAS (VER NOTAS)Posicioacuten de la muestra de Soldaduras Ranuradas Barras Refuerzo Soldaduras a Filete
ensayo Tuberiacutea Laacuteminas Tope Empalme Tuberiacuteas Laacuteminas BarrasRefuerzo
Tuberiacuteas P P ndash P P P P
Laacuteminas P P ndash P P P P
1G Barras Refuerzo
Tope ndash ndash p ndash ndash ndash P
Empalme ndash ndash ndash P ndash ndash P
Tuberiacutea PH PH ndash PH PH PH PH
Laacutemina PH PH ndash PH PH PH PH2G Barras Refuerzo
Tope ndash ndash PH ndash ndash ndash PHEmpalme ndash ndash ndash PH ndash ndash PH
Laacutemina ndash PV ndash PV PH PVH PVH
Barras Refuerzo
3GTope ndash ndash PVH ndash ndash ndash PVH
Empalmes ndash ndash ndash PVH ndash ndash PVHLaacuteminas ndash PS ndash PS P PHS PHS
Barras Refuerzo
4G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 1964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 18
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 3 POSICIONES DE SOLDADURA CALIFICADAS BASAacuteNDOSE EN LASPOSICIONES DE LAS MUESTRAS DE ENSAYO DURANTE LA CALIFICACIOacuteN
DEL SOLDADOR U OPERADOR DE MAacuteQUINAS DE SOLDAR PARASOLDADURAS A FILETE
Posiciones Calificadas (Ver nota)
Posicioacuten de la muestra deensayo Tuberiacuteas Laacuteminas Barras Refuerzo
1F Tuberiacutea P P P
Laacutemina P P P
2F2FR Tuberiacutea PH PH PH
Laacutemina PH PH PH
3F Laacutemina ndash PVH ndash
4F Tuberiacutea PHS PHS PHSLaacutemina PHS PHS PHS
5F Tuberiacutea todas todas todas
3F amp 4F Laacutemina todas todas todas
Leyenda P = Plana H= HorizontalV = Vertical S = Sobrecabeza
Nota La calificacioacuten en laacuteminas tambieacuten califica a lapersona para tuberiacuteas sobre 610 mm (24 pulg) O
73 Orientaciones de las muestras de ensayo diferentes a las posiciones estaacutendar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO973
PDVSA PIndash06ndash06ndash01
Paacutegina 19
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
soldadura hasta formar una muestra de 150 mm (6 pulg) de longitud comomiacutenimo (ver Figura 27) Los diaacutemetro y espesores de pared de las muestras asiacutecomo los diaacutemetros y espesores calificados correspondientes deben estarbasados seguacuten lo indicado en la tabla 4
TABLA 4 DIAacuteMETRO Y ESPESORES DE PARED DE MUESTRAS DE ENSAYO
TUBULARES CON SOLDADURAS A TOPE RANURADAS Y DIAacuteMETROS YESPESORES CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para Tuberiacuteas o laacuteminas
Diaacutemetro externo
Diaacutemetro externo Espesormm (pulg) Soldaduras a
tope ranuradasSoldadura a
FileteSoldaduras a tope
ranuradasSoldadura a
Filete
Min MaxMenos de 254 (1) Tamantildeo soldado
y mayorestodas 12t 2t
254 (1) a 73 (278) 254mm ymayores
todas 12t 2t
todas73 (2ndash78) a168 (6ndash58)
73 mm ymayores
todas 12t 2t
Por encima de168 (6ndash58)
114 mm ymayores
todas 12t No max
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
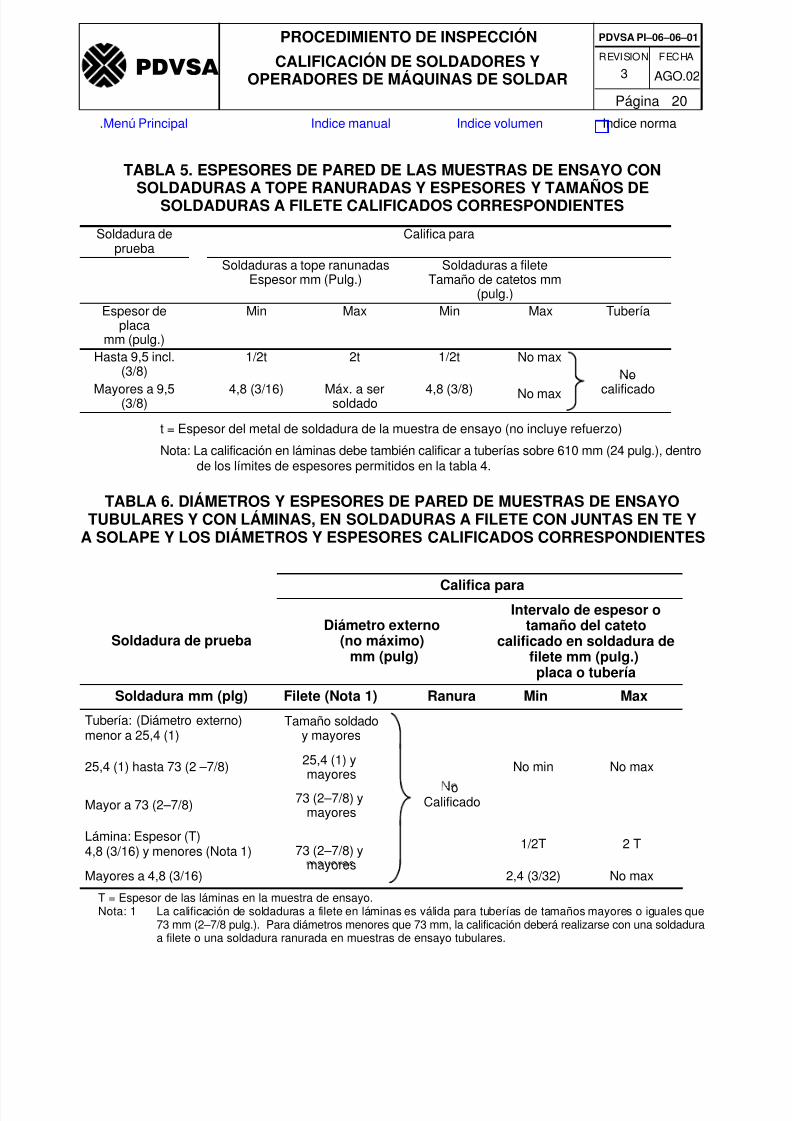
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 20
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 5 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO CONSOLDADURAS A TOPE RANURADAS Y ESPESORES Y TAMANtildeOS DE
SOLDADURAS A FILETE CALIFICADOS CORRESPONDIENTES
Soldadura deprueba
Califica para
Soldaduras a tope ranunadas
Espesor mm (Pulg)
Soldaduras a filete
Tamantildeo de catetos mm(pulg)Espesor de
placamm (pulg)
Min Max Min Max Tuberiacutea
Hasta 95 incl(38)
12t 2t 12t No maxNo
Mayores a 95(38)
48 (316) Maacutex a sersoldado
48 (38) No max calificado
t = Espesor del metal de soldadura de la muestra de ensayo (no incluye refuerzo)
Nota La calificacioacuten en laacuteminas debe tambieacuten calificar a tuberiacuteas sobre 610 mm (24 pulg) dentrode los liacutemites de espesores permitidos en la tabla 4
TABLA 6 DIAacuteMETROS Y ESPESORES DE PARED DE MUESTRAS DE ENSAYOTUBULARES Y CON LAacuteMINAS EN SOLDADURAS A FILETE CON JUNTAS EN TE Y
A SOLAPE Y LOS DIAacuteMETROS Y ESPESORES CALIFICADOS CORRESPONDIENTES
Califica para
Intervalo de espesor o
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
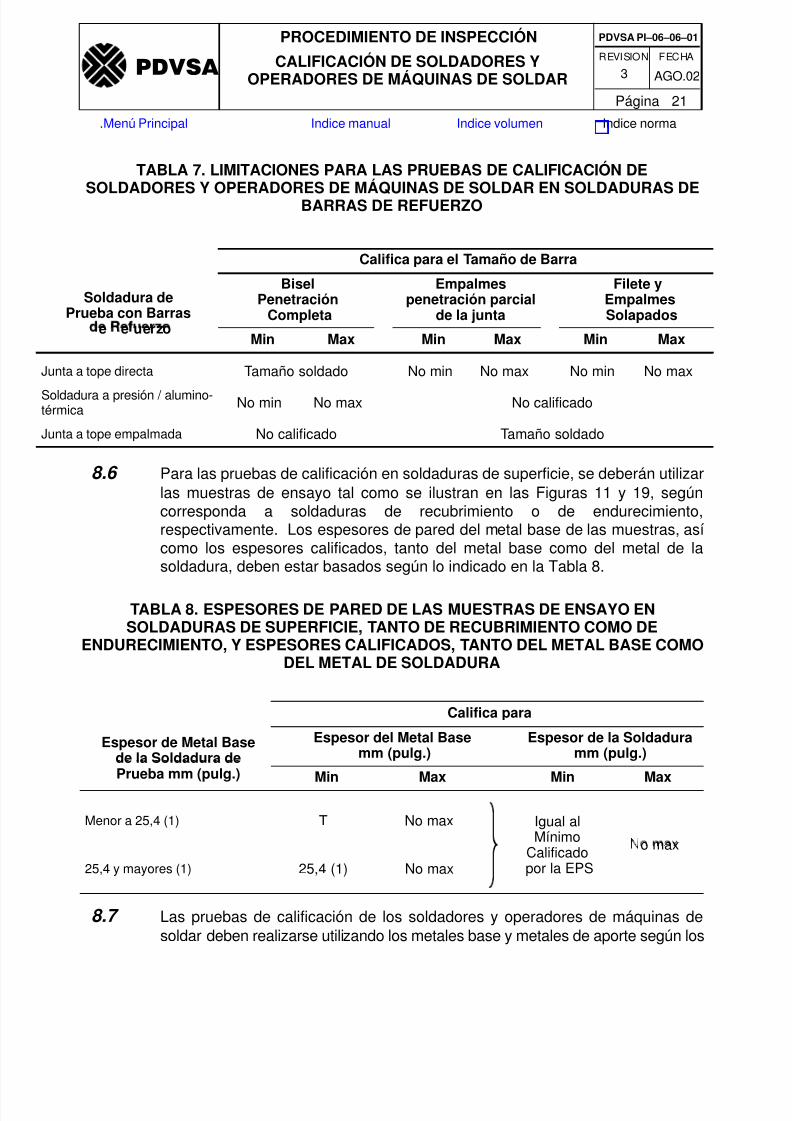
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 21
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
TABLA 7 LIMITACIONES PARA LAS PRUEBAS DE CALIFICACIOacuteN DESOLDADORES Y OPERADORES DE MAacuteQUINAS DE SOLDAR EN SOLDADURAS DE
BARRAS DE REFUERZO
Califica para el Tamantildeo de Barra
Soldadura dePrueba con Barras
BiselPenetracioacuten
Completa
Empalmespenetracioacuten parcial
de la junta
Filete yEmpalmesSolapados
e e uerzoMin Max Min Max Min Max
Junta a tope directa Tamantildeo soldado No min No max No min No max
Soldadura a presioacuten alumino-teacutermica No min No max No calificado
Junta a tope empalmada No calificado Tamantildeo soldado
86 Para las pruebas de calificacioacuten en soldaduras de superficie se deberaacuten utilizarlas muestras de ensayo tal como se ilustran en las Figuras 11 y 19 seguacutencorresponda a soldaduras de recubrimiento o de endurecimientorespectivamente Los espesores de pared del metal base de las muestras asiacute
como los espesores calificados tanto del metal base como del metal de lasoldadura deben estar basados seguacuten lo indicado en la Tabla 8
TABLA 8 ESPESORES DE PARED DE LAS MUESTRAS DE ENSAYO EN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 22
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
requerimientos de la obra En tal sentido la calificacioacuten estaraacute limitadauacutenicamente para realizar soldaduras en metales base y con metales de aporteque correspondan al mismo nuacutemero ldquoMrdquo o nuacutemeros ldquoFrdquo respectivamente exceptolas posibilidades que se indican en la Tabla 9
TABLA 9 GRUPOS DE METALES Y MATERIALES DE APORTE CALIFICADOS
DEPENDIENDO DE LOS METALES Y MATERIALES DE APORTE UTILIZADOSDURANTE LAS PRUEBAS DE CALIFICACIOacuteN DE LOS SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR
Metales y Materiales de Aporteutilizados para las Pruebas de
CalificacioacutenCalifica para
Nuacutemero(s) Mdel Metal Base
(Ver Nota 2)
Nuacutemero(s) F delMaterial de Aporte
(Ver Nota 2)Nuacutemero(s) MMetal Base
Nuacutemero(s) FMetal Aporte(Ver Nota 1)
1 Hasta 11 ndashTodos excepto los
metales de las series20 30 50 oacute 60
ndash
Serie 20 ndash Cualquier metalde la Serie 20
ndash
Serie 30 ndash Cualquier metalde la Serie 30
ndash
Nuacutemero F utilizado enl d
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 23
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
especificacioacuten del procedimiento de soldadura calificado Las pruebas decalificacioacuten en metales base pertenecientes al grupo M52 califica al soldador uoperador de maacutequinas para soldar tambieacuten metales base del grupo M51 perono al contrario
9 INSPECCIONES Y ENSAYOS REQUERIDOS DEPENDIENDODE LA PRUEBA DE CALIFICACIOacuteN
91 En todas las pruebas se incluye la inspeccioacuten visual como un requisito
92 Soldaduras estaacutendar en tuberiacuteas con juntas ranuradas (ver Figuras 7 y 8)
921 Posiciones 1 FR o 2G
ndash Una (1) prueba de doblez transversal de cara ndash Una (1) prueba de doblez transversal de raiacutez ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez
922 Posiciones 5G 6G o 6GR
ndash Dos (2) pruebas de doblez transversal de cara ndash Dos (2) pruebas de doblez transversal de raiacutez
ndash Ensayo de radiografiacutea industrial como alternativa a las pruebas de doblez923 Posiciones 2G + 5G en una misma soldadura
a Posicioacuten 2G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 24
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Dos (2) ensayos metalograacuteficos
95 Soldaduras en barras de refuerzo tanto en juntas a tope como con laacuteminas deempalme (ver Figuras 17 y 18)
ndash Uno (1) prueba de traccioacuten ndash Uno (1) ensayo metalograacutefico
ndash Ensayo de radiografiacutea industrial como alternativa a las dos anterioresuacutenicamente en juntas a tope
96 Soldaduras de Superficie
961 Para recubrimiento (ver Figura 11)
ndash Ensayo de liacutequidos penetrantes
ndash Dos (2) pruebas de doblez transversal de lado962 Para endurecimiento (ver Figura 19)
ndash Tres (3) lecturas de dureza tomadas en el miacutenimo espesor calificado ndash Ensayos metalograacuteficos por las dos (2) caras
97 En la tabla 1 se muestra en forma resumida las inspecciones y ensayosrequeridos para las pruebas estaacutendares de calificacioacuten de los soldadores yoperadores de maacutequinas de soldar
10 PRUEBAS ADICIONALES O RENOVACIOacuteN DECALIFICACIONES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 25
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ndash Repeticioacuten inmediata usando ensayos mecaacutenicos
Cuando los cupones de prueba reprueben los ensayos mecaacutenicos el reensayodeberaacute hacerse por ensayos mecaacutenicos
Cuando se realice una repeticioacuten inmediata de la prueba el soldador u operadorde maacutequinas de soldar deberaacute soldar dos cupones de prueba consecutivamente
para cada posicioacuten reprobada Ambas muestras deberaacuten cumplir con losrequisitos de ensayos mecaacutenicos
La repeticioacuten inmediata de prueba usando inspeccioacuten visual o ensayosmecaacutenicos deberaacute realizarse en un lapso de tiempo no mayor de 7 diacuteas haacutebiles
b Entrenamiento adicional Cuando un soldador u operador de maacutequinasde soldar ha fallado en la repeticioacuten de las pruebas por inspeccioacuten visual o
ensayo mecaacutenico arriba indicadas podraacute optar a pruebas adicionalessiempre y cuando compruebe que ha tenido entrenamiento o praacutecticaadicional relacionada con la prueba sometida a calificacioacuten
102 Renovacioacuten de Calificaciones Mediante Prueba
1021 La renovacioacuten de calificacioacuten de un soldador u operador de maacutequinas de soldardeberaacute realizarse seguacuten se indica a continuacioacuten
ndash Cuando el soldador u operador de maacutequinas de soldar no haya realizado
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 26
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
11 VARIABLES ESENCIALES DE SOLDADURA QUE AFECTANLA CALIFICACIOacuteN DE LOS SOLDADORES Y OPERADORESDE MAacuteQUINAS DE SOLDAR
111 Soldadores y operadores de maacutequinas de soldar calificados para unas EPS
tambieacuten son calificados para soldar con otras EPS utilizando los mismosprocesos dentro de los liacutemites de las variables de soldadura utilizadas en lacalificacioacuten
112 Variables que afectan la prueba de calificacioacuten de soldadores
ndash Un cambio en el proceso de soldadura ndash Un cambio en el material base (nuacutemero M)
ndash La inclusioacuten o eliminacioacuten de refuerzos en la raiacutez en juntas ranuradas simples ndash Un cambio en el espesor o diaacutemetro de la muestra de ensayo seguacuten aplique
maacutes allaacute del rango calificado previamente (ver seccioacuten 8 de este documento) ndash Un cambio en el nuacutemero F del metal de aporte a excepcioacuten de lo permitido en
el paacuterrafo 87 y tabla 9 de este documento ndash Un cambio en la posicioacuten de soldadura a excepcioacuten de lo permitido en la
seccioacuten 7 de este documento
ndash Un cambio en la progresioacuten ascendente o descendente en una soldadura enposicioacuten vertical
ndash Un cambio en el tipo de gas combustible para el proceso de soldadura
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2864
6 pulg (152 mm) miacutenimo
18 pulg (32 mm) miacutenimo
18 pulg (32 mm) miacutenimo
38
Radio 18 pulg (32 mm) maacuteximo
tT
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 27
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 1 PROBETA PARA PRUEBA DE DOBLEZ TRANSVERSAL DE LADO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 2964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 28
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 2 PROBETA PARA ENSAYO DE DOBLEZ TRANSVERSALDE CARA O DE RAIacuteZ
6 pulg (152 mm) miacutenimo
Radio 18 pulg (32 mm) maacuteximo Radio 18 pulg (32 mm) maacuteximo
1ndash12 pulg (38 mm)
Doblezde cara
Doblezde raiacutez
t
Tt
t
T t
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 29
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 3 PROBETA PARA ENSAYO DE DOBLEZ LONGITUDINAL DE CARA Y RAIZ
6 min
1ndash12
Doblez dela cara
T TDoblez dela cara
t tR = 18 max
t mm (pulg)
T mm (pulg) PndashNo 23 FndashNo 23 yPNo 35
Otros metales
16 ndash 32 (116ndash18) T T32 ndash (18ndash38) 32 (18) T
gt95 (gt 38) 32 (18) 95 (38)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
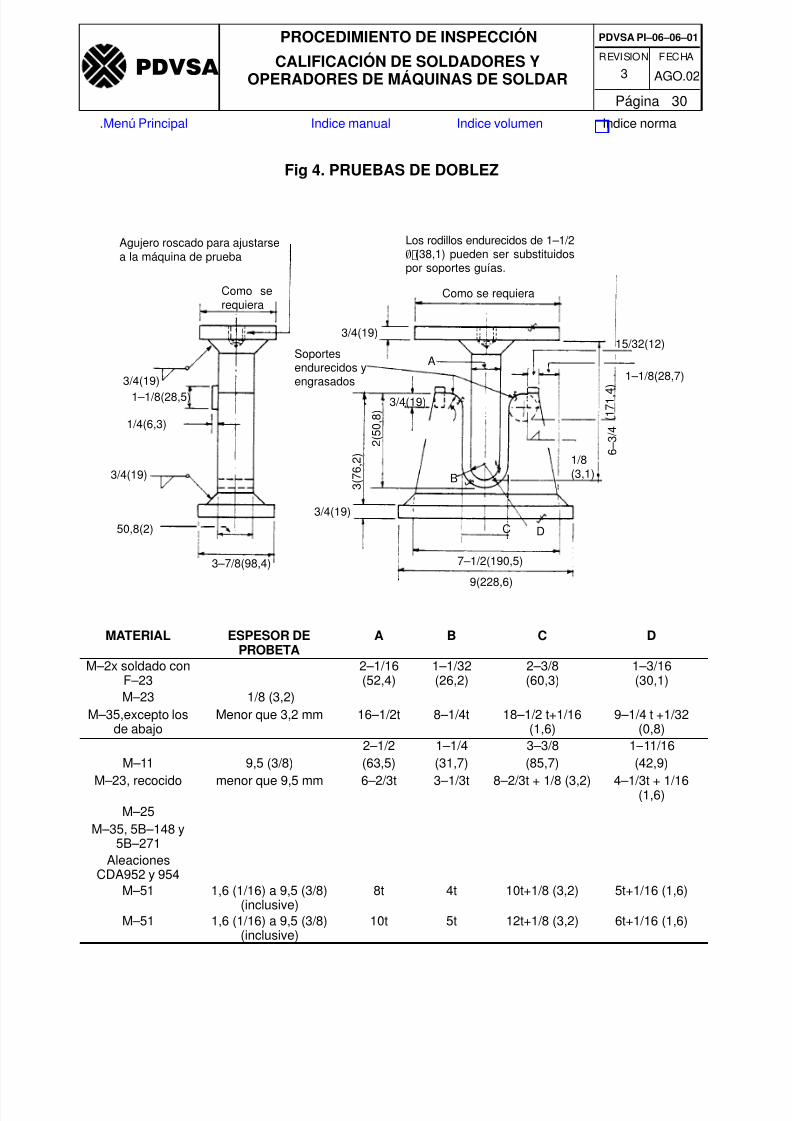
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 30
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 4 PRUEBAS DE DOBLEZ
Agujero roscado para ajustarsea la maacutequina de prueba
Como serequiera
Soportesendurecidos yengrasados
Los rodillos endurecidos de 1ndash12O (381) pueden ser substituidospor soportes guiacuteas
Como se requiera
34(19)1ndash18(285)
14(63)
34(19)
508(2)
3ndash78(984)
34(19)
34(19)
C D
B
A
7ndash12(1905)
9(2286)
18(31)
1ndash18(287)
1532(12)
34(19)
3 ( 7 6 2
)
2 ( 5 0 8
)
6 ndash
3 4 (
1 7 1
4 )
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 31
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
MATERIAL DCBAESPESOR DEPROBETA
Todos los demaacutes 1ndash12 34 2ndash38 1ndash31695 (38) (381) (191) (603) (301)
menor que95 mm
4t 2t 6t+18 (32) 3t+116 (16)
NOTA(1) Dimensiones en pulg (mm)
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 32
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 5 GUIacuteA DE RODILLOS PARA PRUEBAS DE DOBLEZ
NOTA(1) Deberaacuten usarse ya sea soportes endurecidos y engrasados o rodillos endurecidos y libres
para girar(2) Los soportes o rodillos deberaacuten tener una superficie de contacto miacutenima de 5rdquo (208 mm)
para colocar una probeta Los rodillos deberaacuten estar a una altura suficientemente grandede la parte inferior del dispositivo de tal manera que las probetas puedan pasar cuando elpenetrador esteacute en la posicioacuten maacutes baja
(3) El penetrador deberaacute estar provisto con una base apropiada para acoplarse a la maacutequinade prueba y deberaacute estar disentildeado para evitar la defleccioacuten y desalineamiento (ver la Fig4)
(4) Si se desea ya sea los rodillos o los soportes de los rodillos pueden ser hechos ajustables
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
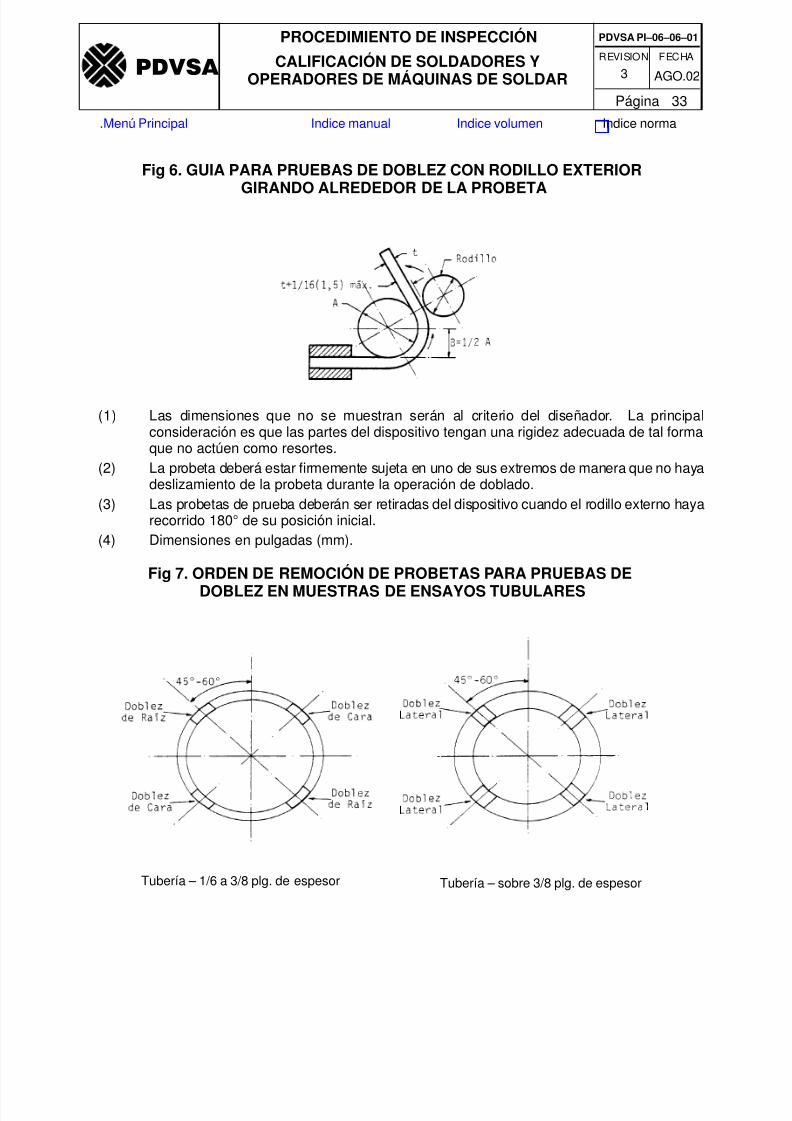
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 33
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 6 GUIA PARA PRUEBAS DE DOBLEZ CON RODILLO EXTERIORGIRANDO ALREDEDOR DE LA PROBETA
(1) Las dimensiones que no se muestran seraacuten al criterio del disentildeador La principalconsideracioacuten es que las partes del dispositivo tengan una rigidez adecuada de tal formaque no actuacuteen como resortes
(2) La probeta deberaacute estar firmemente sujeta en uno de sus extremos de manera que no hayadeslizamiento de la probeta durante la operacioacuten de doblado
(3) Las probetas de prueba deberaacuten ser retiradas del dispositivo cuando el rodillo externo hayarecorrido 180deg de su posicioacuten inicial
(4) Dimensiones en pulgadas (mm)
Fig 7 ORDEN DE REMOCIOacuteN DE PROBETAS PARA PRUEBAS DEDOBLEZ EN MUESTRAS DE ENSAYOS TUBULARES
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 34
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 8 AacuteREAS DE EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN MUESTRAS TUBULARES EN POSICIONES 2G 5G
Remover de esta aacutereaprobetas de doblez deraiacutez para posicioacuten 5G
Tuberiacutea en posicioacutenvertical fija paramuestras en posicioacuten
Remover de estaaacuterea una probetade doblez de cara yuna de raiacutez
Remover de esta aacutereauna probeta de doblezde cara y una de raiacutez
Tuberiacutea en posicioacuten
Liacutenea de referenciahorizontal para laposicioacuten 5G
Tope de la tuberiacuteaposicioacuten 5G
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 35
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 9 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ TRANSVERSAL EN LAacuteMINAS
NOTA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
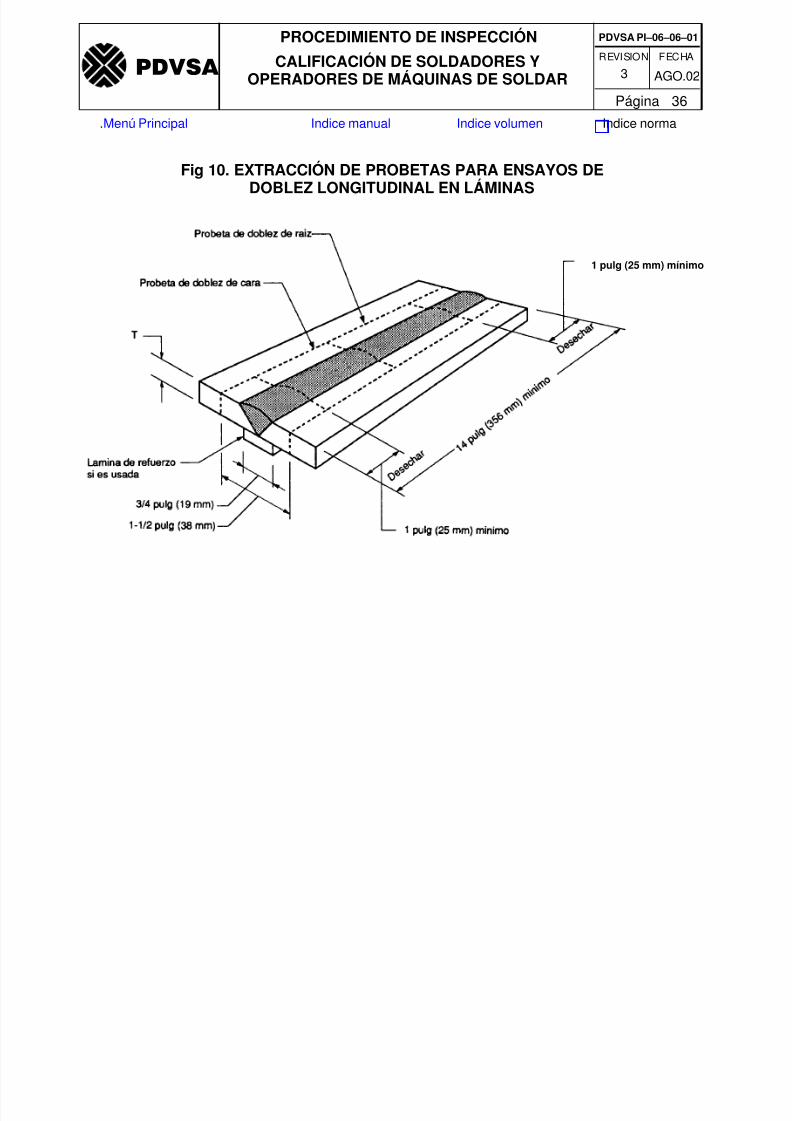
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 36
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 10 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DEDOBLEZ LONGITUDINAL EN LAacuteMINAS
1 pulg (25 mm) miacutenimo
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 37
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 11 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZEN SOLDADURAS SUPERFICIALES DE
RECUBRIMIENTO O RELLENO
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 3964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 38
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 12 REMOCIOacuteN DE PROBETAS DE DOBLEZ FRACTURA EN SOLDADURASA FILETE EN LAacuteMINAS CON JUNTAS EN TE
Probeta para pruebadoblez fractura
Descartar
Parar e iniciar nuevamentela soldadura en un aacutereacercana al centro
Liacutenea de Corte
Soldadura a filete
de 516rdquo Muestra para ensayometalograacutefico
Muestra para ensayo metalograacutefico
Di ioacute l d
6
1
T
4
4
8
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 39
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 13 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA ENSOLDADURAS A FILETE EN LAacuteMINAS CON JUNTAS A SOLAPE
Al menos 38 pulg x 2 pulg Si seutiliza radiografiacutea entonces usaral menos 38 pulg x 3 pulg(10mm x 76 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pasesimple es 38 pulg (10 mm)
El tamantildeo maacuteximo para unasoldadura a filete de un pase
simple es 38 pulg (10 mm)
La porcioacuten entre las soldadurasa filete puede ser soldada en
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 40
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 14 EXTRACCIOacuteN DE PROBETA PARA ENSAYOS DE DOBLEZ FRACTURA Y METALOGRAacuteFICO EN SOLDADURAS A FILETE
EN TUBERIacuteAS CON JUNTAS EN ldquoTErdquo
comenzar y parar la soldaduraen un aacuterea cercana al centrode la probeta
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 41
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 15 EXTRACCIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ FRACTURA YMETALOGRAacuteFICO EN SOLDADURA A FILETE EN TUBERIacuteAS CON JUNTAS A
SOLAPE
Fig 16 UBICACIOacuteN DE PROBETAS PARA ENSAYOS DE DOBLEZ YENSAYO METALOGRAacuteFICO EN SOLDADURAS A
FILETE EN TUBERIacuteAS
Oacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4364
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 42
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 17 SOLDADURAS DE BARRAS DE REFUERZO CON JUNTAS A TOPE
NOTA
(1) Para barras calibre No 9 o mayores utilizar un bisel en ldquoVrdquo simple (part = 45deg a 60deg)
(2) Para barras calibre No 8 o menores utilizar un bisel en ldquoVrdquo simple con refuerzo en la raiacutez(part = 60deg)
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4464
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 43
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 18 SOLDADURAS DE BARRAS DE REFUERZO UNIDAS A TOPE Y SOLDADURACON ELEMENTOS DE EMPALME
D Ubicacioacuten de la muestrapara ensayo metalograacutefico
32mm(18 pulg)
D
T
T
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 44
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 19 EXTRACCIOacuteN DE PROBETAS PARA ENSAYO METALOGROacuteFICO ENSOLDADURAS DE SUPERFICIE PARA ENDURECIMIENTO
Area recubierta con soldadura 4 pulg(102 mm) x 1 pulg (25 mm) miacutenimo
Cortar y ensayarmetalograacuteficamenteambas caras
PROCEDIMIENTO DE INSPECCIOacuteN
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 45
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 21 PROBETA PARA ENSAYO DE TRACCIOacuteN EN SOLDADURAS DE BARRAS DEREFUERZO UNIDAS A TOPE Y SOLDADURAS CON ELEMENTOS DE EMPALME
16 D+L1 (LONG DELELEMENTO DE EMPAL)
L1 = LONG DEL ELE-
MENTO DE EMPALME
4D4D 4D 4D
MORDAZAMORDAZA
D
D
D
PROCEDIMIENTO DE INSPECCIOacuteN S
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4764
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 46
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 22 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS CON JUNTAS RANURADAS
TUBERIA
ROTADA
LAMINA
1G
PLANA
BARRAS DE REFUERZO
EMPALME TOPE
2GHORIZONTAL FIJA
3GVERTICAL
4G
SOBRECA-BEZA
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4864
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 47
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 23 POSICIONES ESTANDAR DE LAS MUESTRAS DE ENSAYO PARASOLDADURAS A FILETE
1F
2F
2FR
45 GRADOS
TUBERIA
45 GRADOSROTADA
LAMINA
EJE DE LA SOLDA-DURA HORIZONTAL
EJE DE LA SOLDA-DURA HORIZONTAL
ROTADA
EJE DE LA SOLDADURA VERTICAL
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 4964
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 48
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 24 POSICIONES ESTANDAR PARA SOLDADURAS DE ESPAacuteRRAGOS
15 25 45
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5064
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 49
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 25 TOLERANCIAS PERMITIDAS PARA LAS POSICIONES DE LAS SOLDADURASEN JUNTAS RANURADAS
90deg80deg
360deg
280deg
150deg
80deg
360deg
80deg
0deg
280deg
360deg
15deg
0deg
210deg
P
C
A
E
B
D
CPLANAVERTICAL
LIMITESDE EJESPARA ldquoErdquo
LIMITES DEEJES PARA ldquoCrdquo
LIMITES DEEJES PARA ldquoDrdquo
LIMITES DEEJES PARA ldquoArdquo YldquoBrdquo
0deg
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5164
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 50
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 26 TOLERANCIAS PERMITIDAS PARA LAS POSICIONESDE LAS SOLDADURAS A FILETE
Liacutemites de los
ejes para D
Liacutemites de losejes para C
125deg
150deg
125deg15deg
B0deg C
A 360deg
210deg
360deg
235deg
D
E
P
Liacutemitesde losejespara E
80deg 90deg
Plano
vertical
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PI 06 06 01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5264
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PIndash06ndash06ndash01
Paacutegina 51
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig 27 MUESTRAS DE ENSAYO PARA PRUEBAS DE CALIFICACIOacuteNDE SOLDADORES Y OPERADORES DE MAacuteQUINAS DESOLDAR EN SOLDADURAS A TOPE DE TUBOS CON
JUNTAS RANURADAS
76 mm (3 pulg)
min
5 G
37 ndash 12deg
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5364
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
ANEXO AREV 3 - AGO02
Paacutegina 52
ESPECIFICACIOacuteN DEL PROCEDIMIENTO DE SOLDADURA (EPS)
IdentificacioacutenEPS Ndeg Registro de Calificacioacuten (RCP) Ndeg
Aacuterea CoacutedigoProceso (s) de soldadura DETALLE DE LA JUNTATipo Aacutengulo (A) deg Radio Curvatura (r) mm
METAL BASE Taloacuten (F) mm Separacioacuten (R) mm
METAL BASE 1 METAL BASE 2Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (Ksi) Composicioacuten Resistencia (Ksi)
Forma del Producto Forma del Producto
Espesor miacuten mm Espesor maacutex mm
Diaacutem miacuten mm Diaacutem maacutex mm
Otros Materiales donde se puede emplear la EPS
METAL DE APORTEEspecificacioacuten
Clasificacioacuten
Grupo F Ndeg
PRECALENTAMIENTO Grupo A Ndeg
Temperatura de Precalentamiento Diaacutemetros (mm)
Temperatura entre pases
MeacutetodoOtros
FUNDENTE TRATAMIENTO TEacuteRMICO POSTERIORIdentif Caracteriacutesticas Temperatura
POSICIOacuteN DE SOLDADURA Tiempo
Posicioacuten Progresioacuten Observaciones
Para llenar el formato haga click aquiacute
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
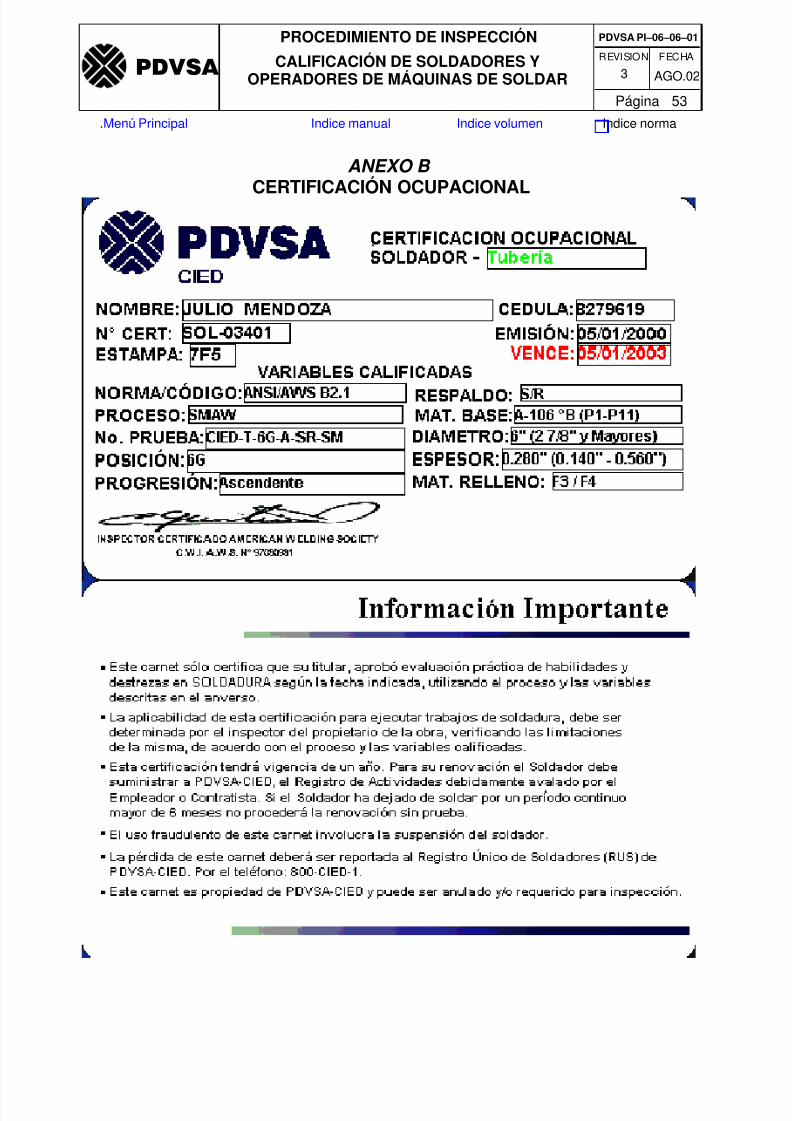
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5464
ANEXO B CERTIFICACIOacuteN OCUPACIONAL
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 53
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5564
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 54
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
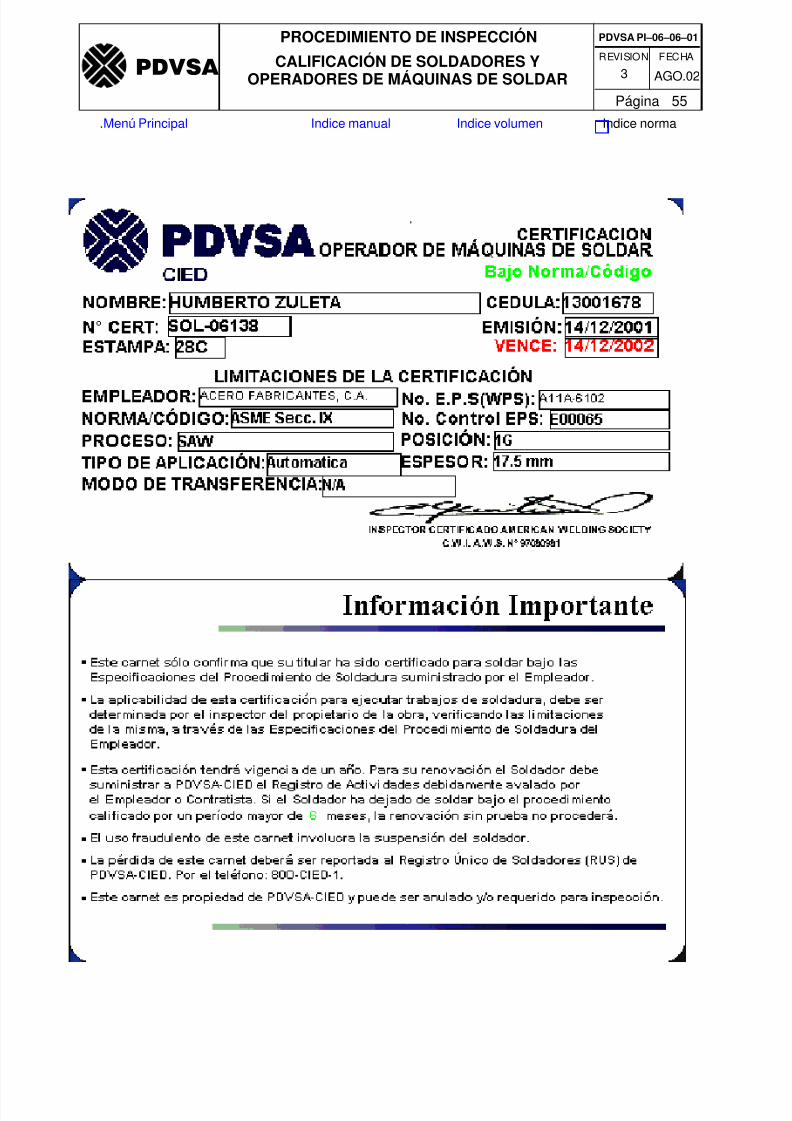
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5664
REVISION FECHA
PROCEDIMIENTO DE INSPECCIOacuteN
CALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
PDVSA PI 06 06 01
Paacutegina 55
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
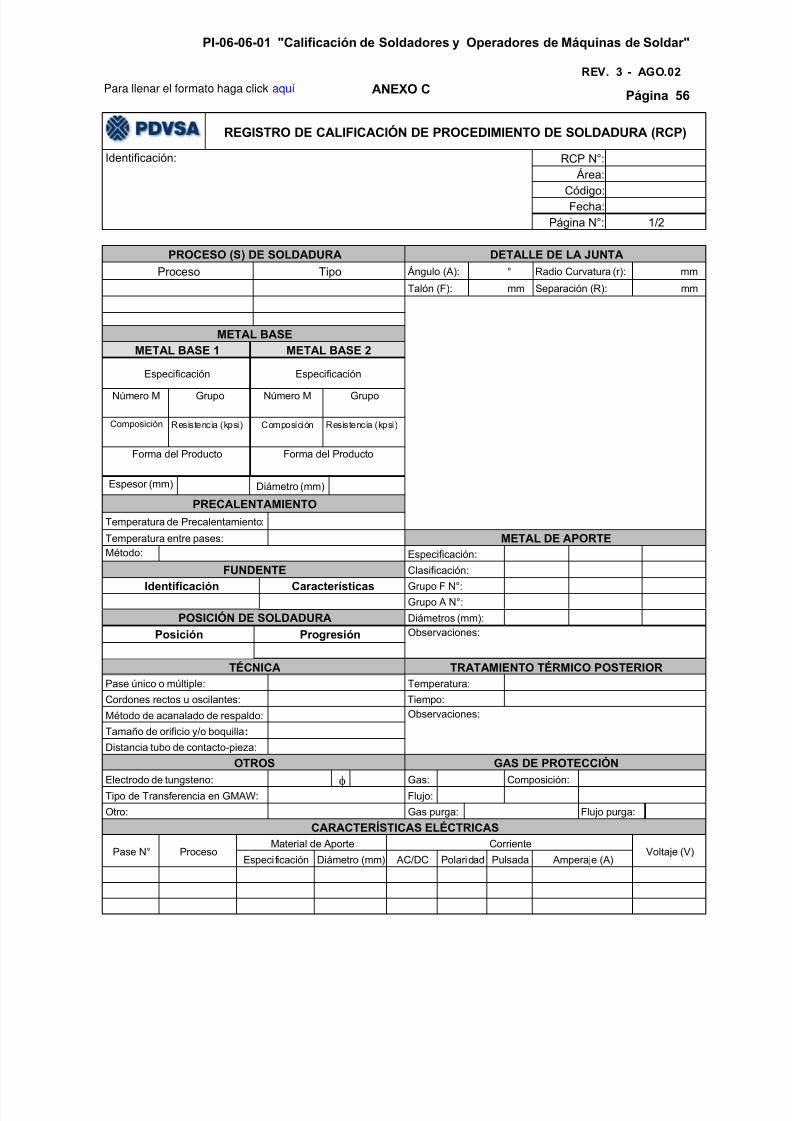
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5764
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)
RCP NdegAacuterea
CoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 12
PROCESO (S) DE SOLDADURA DETALLE DE LA JUNTA
Proceso Tipo Aacutengulo (A) deg Radio Curvatura (r) mm
Taloacuten (F) mm Separacioacuten (R) mm
METAL BASEMETAL BASE 1 METAL BASE 2
Especificacioacuten Especificacioacuten
Nuacutemero M Grupo Nuacutemero M Grupo
Composicioacuten Resistencia (kpsi) Composicioacuten Resistencia (kpsi)
Forma del Producto Forma del Producto
Espesor (mm) Diaacutemetro (mm)
PRECALENTAMIENTO
Temperatura de Precalentamiento
Temperatura entre pases METAL DE APORTEMeacutetodo Especificacioacuten
FUNDENTE Clasificacioacuten
Identificacioacuten Caracteriacutesticas Grupo F Ndeg
Grupo A Ndeg
ANEXO C Paacutegina 56Para llenar el formato haga click aquiacute
PI 06 06 01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5864
PI-06-06-01 Calificacioacuten de Soldadores y Operadores de Maacutequinas de Soldar
REV 3 - AGO02
REGISTRO DE CALIFICACIOacuteN DE PROCEDIMIENTO DE SOLDADURA (RCP)RCP Ndeg
AreaCoacutedigoFecha
Identificacioacuten
Paacutegina Ndeg 22
RESULTADOS DE ENSAYOS DE TRACCIOacuteN
Probeta Ndeg Ancho (Pulg) Espesor (Pulg) Area (Pulg2) EsfuerzoMaacuteximo (Psi) Esfuerzo deCedencia (Psi) Tipo y Ubicacioacutende la Fractura
RESULTADOS DE ENSAYOS DE DOBLADO
Probeta Ndeg Tipo Resultados
RESULTADOS DE ENSAYOS DE IMPACTOEnergiacutea Absorbida
Probeta NdegUbicacioacuten de
la EntallaTipo deEntalla
Temperatura deEnsayo (Lb-pieacute) Joule
Fractura
Fraacutegil
Observaciones
RESULTADOS DE ENSAYOS DE SOLDADURAS DE FILETE
Resultados Satisfactorios SI NO Penetracioacuten Adecuada SI NO
ANEXO C (Cont)Paacutegina 57
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 5964
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 58
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO D
AGRUPACIOacuteN DE ELECTRODOS Y VARILLAS PARA SOLDAR UTILIZADOS EN LACALIFICACIOacuteN DE PROCEDIMIENTOS DE SOLDADURA Y DEL PERSONAL QUE
LOS EJECUTA
NUacuteMEROS FN_ F Especificacioacuten AWS Clasificacioacuten AWS
Aceros y Aleaciones de Acero
1 A 51 y 55 EXX 20 EXX 24 EXX 27 EXX 28
2 A 51 y 55 EXX 12 EXX 13 EXX 14 EXXX13ndashX
3 A 51 y 55 EXX 10 EXX 11 EXXX10ndashX EXXX11ndashX
4 A 51 y 55 EXX 15 EXX 16 EXX 18 EXXX 15ndashXEXXX16ndashX EXXX18ndashX EXXX18ndashM
4 A 54 Nom aleacioacuten total de 6 o menor EXXX 15 EXXX 16
4 A 54 Nom aleacioacuten total maacutes de 6 EXXX 15 EXXX 16
5 A 54 Electrodo de CrndashNi EXXX 15 EXXX 16
7 A 517 y A523 FXXndashXXXX FXXndashECXXXndashX FXXndashEXXXndashXNFXXndashECXXXndashXN
8 A 518 y A528 ERXXSndashX ERXXXndashX EndashXXXndashX9 A 59 ERXX
10 A 520 y A529 EXXTndashX
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6064
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 59
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
N_ F Clasificacioacuten AWSEspecificacioacuten AWS
35 A 56 y 57 RBCuZnndashA RCuZnndashC
36 A 56 y 57 ERndashCuAlndashA1 ERndashCuAlndashA2 ECuAlndashA2ERndashCuAlndashA3 ECuAlndashB
Niquel y aleaciones de Niquel
41 A 511 ENindash141 A 514 ERNindash1
42 A 511 ENiCundash7
42 A 514 ERNiCundash7
43 A 511 ENiCrFendash1234 EndashNiCrMondash23
43 A 514 ERNiCrndash3 ErNiCrFendash56ErNiCrMondash23
44 A 511 ENiMondash1 ENiCrFendash56ErNiCrMondash127(ALLOY Bndash2) ERNCrMondash4 ErNiCrMondash5ErNiCrMondash7 (ALLOY C4)
45 A 511 ENiCrMondash1
45 A 514 ERNiCrMondash1 ErNiFeCrndash1
Titanio no aleado
51 A 516 ERTindash1 ERTindash2 ERTindash3 ERTindash4
Zirconio y aleaciones de Zirconio
61 A 524 ERZrndash1 ERZrndash2 ERZrndash3Aleaciones de Magnesio
70 A 5 19 ER AZ61A ER AZ101A
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6164
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 60
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
ANEXO E 1
PRUEBAS DE RADIOGRAFIacuteA
A ENSAYO RADIOGRAacuteFICO
El ensayo radiograacutefico descrito en el Paacuterrafo 64 para soldadores y operadores
de maacutequinas de soldar deberaacute cumplir con los requerimientos teacutecnicos delprocedimiento PDVSA PIndash02ndash02ndash01 y del Coacutedigo ASME Seccioacuten V Artiacuteculo 2excepto como se indica en los estaacutendares de aceptacioacuten de este anexo
Excepcioacuten al Artiacuteculo 2 Seccioacuten Vndash Los requerimientos en Tndash250 Artiacuteculo 2Seccioacuten V son para ser usados soacutelo como una guiacutea La aceptacioacuten final de lasradiografiacuteas estaraacute basada en la habilidad de observar la imagen delpenetraacutemetro y orificio especificado
B CRITERIO DE ACEPTACIOacuteN RADIOGRAacuteFICA
B1 Terminologiacutea
Indicaciones lineales Grietas fusioacuten incompleta penetracioacuten inadecuada yescoria son representadas en la radiografiacutea como indicaciones lineales en dondesu longitud es mayor que tres veces el ancho
Indicaciones redondeadas Porosidad e inclusiones tales como escoria yfragmentos de tungsteno son representados en la radiografiacutea como indicacionesredondeadas con una longitud equivalentes a tres veces el ancho o menor Estas
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6264
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 61
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
3 Cualquier grupo de indicaciones alineadas que tenga una longitudagregada mayor que el espesor de la pieza en una longitud equivalentea doce (12) veces el espesor entendieacutendose como indicacionesalineadas aquellas donde la distancia entre indicaciones sucesivas esmenor que 6L donde ldquoLrdquo es la longitud de la indicacioacuten maacutes larga enel grupo
b Indicaciones redondeadas1 La dimensioacuten maacutexima permisible para indicaciones redondeadas seraacute
de 20 del espesor de la probeta o 32 mm (18 pulg) aceptaacutendose loque sea maacutes pequentildeo
2 Para soldaduras en materiales de espesores menores al nuacutemeromaacuteximo aceptable de indicaciones redondeadas no excederaacute de doce
(12) en una longitud de soldadura de 152 mm (6 pulg) Un nuacutemeroproporcionalmente menor de indicaciones redondeadas seraacutepermitido en soldaduras de longitud menor de 152 mm (6 pulg)
3 Para soldaduras en materiales de espesores de 32 mm (18 pulg) omayores las imaacutegenes de radiografiacuteas patrones incluidas en la FiguraEndash1 representan las maacuteximas cantidades y tamantildeos aceptables deindicaciones redondeadas las cuales se ilustran en configuracionestiacutepicas Indicaciones redondeadas con menos de 08 mm (132 pulg)de diaacutemetro no deben ser consideradas en este rango de espesores
c Para radiografiacuteas realizadas en soldaduras de barras de refuerzo o cabillasl i i d ioacute i d d l i i bl
PROCEDIMIENTO DE INSPECCIOacuteN PDVSA PIndash06ndash06ndash01
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6364
REVISION FECHACALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023
Paacutegina 62
PDVSA
Menuacute Principal Indice manual Indice volumen Indice norma
Fig Endash1 IMAacuteGENES DE RADIOGRAFIacuteAS PATRONES CON TOLERANCIADE INDICACIONES REDONDEADAS
REVISION
PROCEDIMIENTO DE INSPECCIOacuteN
Oacute
PDVSA PIndash06ndash06ndash01
FECHA
562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute

562018 Calif de Sold Adores - slidepdfcom
httpslidepdfcomreaderfullcalif-de-sold-adores 6464
NONBRES Y APELLIDOS
DIRECCIOacuteN
CERTIFICADO
No DE CEacuteDULA
TELEacuteFONO
NOTA
ndashESTE REGISTRO DE ACTIVIDADES SEMESTRALES ES INDISPENSABLE PARA LA RENOVACIOacuteN DEL CARNET
ndashPARA TRABAJOS DE SOLDADURA REALIZADOS A PARTIR DE LA EMISIOacuteN DEL CARNET EL SOLDADOR ES EL RESPOSABLE DE SOLICITAR A LA CONTRATISTA EL LLENADO DE ESTE REGISTRO
ndashHAGO CONSTAR QUE ESTOY DE ACUERDO CON LOS DATOS SUMINISTRADOS Y AUTORIZO A PDVSA PARA QUE LOS VERIFIQUE
REVISIONCALIFICACIOacuteN DE SOLDADORES YOPERADORES DE MAacuteQUINAS DE SOLDAR AGO023PDVSA
Paacutegina 63
FECHA
Menuacute Principal Indice manual Indice norma
ANEXO F
REGISTRO SEMESTRAL DE ACTIVIDADES DEL SOLDADOR
NOMBRE INSPECTINGRESO TOTAL JUNTAS SUPERVISOR
CONTRATISTA
CONTRATISTATLF FIRMA PROYECTO SOLDADAS RECHAZO PDVSA FIRMAEGRESO SMAW GTAW GMAW SMAW GTAW GNAW TLFINDICADOR
Para llenar el formato haga click aquiacute
Related Documents











