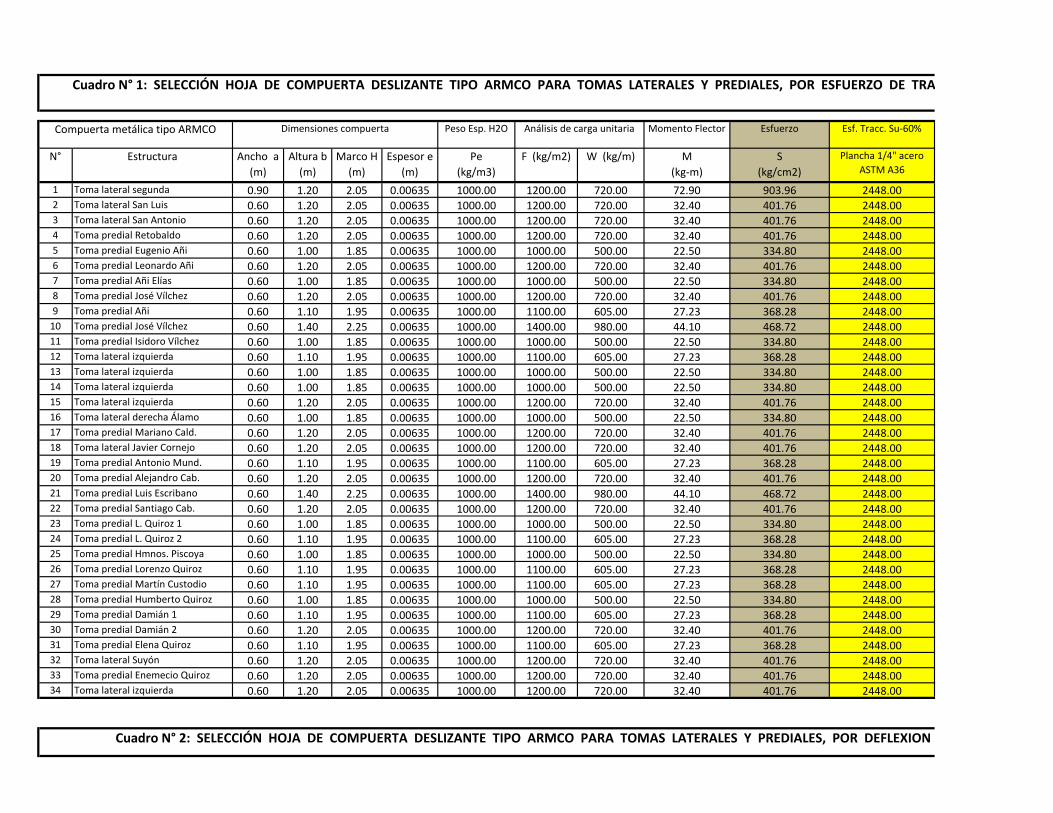
Peso Esp. H2O Momento Flector Esfuerzo Esf. Tracc. Su-60% N° Estructura Ancho a (m) Altura b (m) Marco H (m) Espesor e (m) Pe (kg/m3) F (kg/m2) W (kg/m) M (kg-m) S (kg/cm2) Plancha 1/4" acero ASTM A36 1 Toma lateral segunda 0.90 1.20 2.05 0.00635 1000.00 1200.00 720.00 72.90 903.96 2448.00 2 Toma lateral San Luis 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 3 Toma lateral San Antonio 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 4 Toma predial Retobaldo 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 5 Toma predial Eugenio Añi 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 6 Toma predial Leonardo Añi 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 7 Toma predial Añi Elías 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 8 Toma predial José Vílchez 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 9 Toma predial Añi 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00 10 Toma predial José Vílchez 0.60 1.40 2.25 0.00635 1000.00 1400.00 980.00 44.10 468.72 2448.00 11 Toma predial Isidoro Vílchez 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 12 Toma lateral izquierda 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00 13 Toma lateral izquierda 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 14 Toma lateral izquierda 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 15 Toma lateral izquierda 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 16 Toma lateral derecha Álamo 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 17 Toma predial Mariano Cald. 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 18 Toma lateral Javier Cornejo 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 19 Toma predial Antonio Mund. 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00 20 Toma predial Alejandro Cab. 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 21 Toma predial Luis Escribano 0.60 1.40 2.25 0.00635 1000.00 1400.00 980.00 44.10 468.72 2448.00 22 Toma predial Santiago Cab. 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 23 Toma predial L. Quiroz 1 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 24 Toma predial L. Quiroz 2 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00 25 Toma predial Hmnos. Piscoya 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 26 Toma predial Lorenzo Quiroz 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00 27 Toma predial Martín Custodio 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00 28 Toma predial Humberto Quiroz 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.00 29 Toma predial Damián 1 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00 30 Toma predial Damián 2 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 31 Toma predial Elena Quiroz 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00 32 Toma lateral Suyón 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 33 Toma predial Enemecio Quiroz 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 34 Toma lateral izquierda 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00 Análisis de carga unitaria Dimensiones compuerta Compuerta metálica tipo ARMCO Cuadro N° 1: SELECCIÓN HOJA DE COMPUERTA DESLIZANTE TIPO ARMCO PARA TOMAS LATERALES Y PREDIALES, POR ESFUERZO DE TRA Cuadro N° 2: SELECCIÓN HOJA DE COMPUERTA DESLIZANTE TIPO ARMCO PARA TOMAS LATERALES Y PREDIALES, POR DEFLEXION

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Peso Esp. H2O Momento Flector Esfuerzo Esf. Tracc. Su-60%
N° Estructura Ancho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Pe
(kg/m3)
F (kg/m2) W (kg/m) M
(kg-m)
S
(kg/cm2)
Plancha 1/4" acero
ASTM A36
1 Toma lateral segunda 0.90 1.20 2.05 0.00635 1000.00 1200.00 720.00 72.90 903.96 2448.002 Toma lateral San Luis 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.003 Toma lateral San Antonio 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.004 Toma predial Retobaldo 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.005 Toma predial Eugenio Añi 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.006 Toma predial Leonardo Añi 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.007 Toma predial Añi Elías 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.008 Toma predial José Vílchez 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.009 Toma predial Añi 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.00
10 Toma predial José Vílchez 0.60 1.40 2.25 0.00635 1000.00 1400.00 980.00 44.10 468.72 2448.0011 Toma predial Isidoro Vílchez 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.0012 Toma lateral izquierda 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.0013 Toma lateral izquierda 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.0014 Toma lateral izquierda 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.0015 Toma lateral izquierda 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.0016 Toma lateral derecha Álamo 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.0017 Toma predial Mariano Cald. 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.0018 Toma lateral Javier Cornejo 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.0019 Toma predial Antonio Mund. 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.0020 Toma predial Alejandro Cab. 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.0021 Toma predial Luis Escribano 0.60 1.40 2.25 0.00635 1000.00 1400.00 980.00 44.10 468.72 2448.0022 Toma predial Santiago Cab. 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.0023 Toma predial L. Quiroz 1 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.0024 Toma predial L. Quiroz 2 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.0025 Toma predial Hmnos. Piscoya 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.0026 Toma predial Lorenzo Quiroz 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.0027 Toma predial Martín Custodio 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.0028 Toma predial Humberto Quiroz 0.60 1.00 1.85 0.00635 1000.00 1000.00 500.00 22.50 334.80 2448.0029 Toma predial Damián 1 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.0030 Toma predial Damián 2 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.0031 Toma predial Elena Quiroz 0.60 1.10 1.95 0.00635 1000.00 1100.00 605.00 27.23 368.28 2448.0032 Toma lateral Suyón 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.0033 Toma predial Enemecio Quiroz 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.0034 Toma lateral izquierda 0.60 1.20 2.05 0.00635 1000.00 1200.00 720.00 32.40 401.76 2448.00
Análisis de carga unitariaDimensiones compuertaCompuerta metálica tipo ARMCO
Cuadro N° 1: SELECCIÓN HOJA DE COMPUERTA DESLIZANTE TIPO ARMCO PARA TOMAS LATERALES Y PREDIALES, POR ESFUERZO DE TRACCION
Cuadro N° 2: SELECCIÓN HOJA DE COMPUERTA DESLIZANTE TIPO ARMCO PARA TOMAS LATERALES Y PREDIALES, POR DEFLEXION

Peso Esp. H2O Carga
unitaria
Mód. Elast. Momento Inercia Deflexión Def. Máx. (cm)
a/240
N° Estructura Ancho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Pe
(kg/m3)
W (kg/m) E
(Pa)
I
(m4)
d
(cm)
Plancha 1/4" acero
ASTM A36
1 Toma lateral segunda 0.90 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.13 0.382 Toma lateral San Luis 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.253 Toma lateral San Antonio 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.254 Toma predial Retobaldo 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.255 Toma predial Eugenio Añi 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.256 Toma predial Leonardo Añi 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.257 Toma predial Añi Elías 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.258 Toma predial José Vílchez 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.259 Toma predial Añi 0.60 1.10 1.95 0.00635 1000.00 605.00 2E+11 2.35E-08 0.04 0.25
10 Toma predial José Vílchez 0.60 1.40 2.25 0.00635 1000.00 980.00 2E+11 2.99E-08 0.05 0.2511 Toma predial Isidoro Vílchez 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.2512 Toma lateral izquierda 0.60 1.10 1.95 0.00635 1000.00 605.00 2E+11 2.35E-08 0.04 0.2513 Toma lateral izquierda 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.2514 Toma lateral izquierda 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.2515 Toma lateral izquierda 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.2516 Toma lateral derecha Álamo 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.2517 Toma predial Mariano Cald. 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.2518 Toma lateral Javier Cornejo 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.2519 Toma predial Antonio Mund. 0.60 1.10 1.95 0.00635 1000.00 605.00 2E+11 2.35E-08 0.04 0.2520 Toma predial Alejandro Cab. 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.2521 Toma predial Luis Escribano 0.60 1.40 2.25 0.00635 1000.00 980.00 2E+11 2.99E-08 0.05 0.2522 Toma predial Santiago Cab. 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.2523 Toma predial L. Quiroz 1 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.2524 Toma predial L. Quiroz 2 0.60 1.10 1.95 0.00635 1000.00 605.00 2E+11 2.35E-08 0.04 0.2525 Toma predial Hmnos. Piscoya 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.2526 Toma predial Lorenzo Quiroz 0.60 1.10 1.95 0.00635 1000.00 605.00 2E+11 2.35E-08 0.04 0.2527 Toma predial Martín Custodio 0.60 1.10 1.95 0.00635 1000.00 605.00 2E+11 2.35E-08 0.04 0.2528 Toma predial Humberto Quiroz 0.60 1.00 1.85 0.00635 1000.00 500.00 2E+11 2.13E-08 0.03 0.2529 Toma predial Damián 1 0.60 1.10 1.95 0.00635 1000.00 605.00 2E+11 2.35E-08 0.04 0.2530 Toma predial Damián 2 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.2531 Toma predial Elena Quiroz 0.60 1.10 1.95 0.00635 1000.00 605.00 2E+11 2.35E-08 0.04 0.2532 Toma lateral Suyón 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.2533 Toma predial Enemecio Quiroz 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.2534 Toma lateral izquierda 0.60 1.20 2.05 0.00635 1000.00 720.00 2E+11 2.56E-08 0.04 0.25
Peso Esp. Acero Peso
compuerta
Fs = 1.25
Diám.
Vástago
Tracción sobre
vástago
Esf. Tracc. Su - 60% Verificación
Compuerta metálica tipo ARMCO Dimensiones compuerta
Compuerta metálica tipo ARMCO Dimensiones compuerta
Cuadro N° 12: SELECCIÓN VASTAGO DE VOLANTE TIPO ARMCO PARA TOMAS LATERALES Y PREDIALES

N° Estructura Ancho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Pe
(kg/m3)
W
(kg)
d
(cm)
S
(kg/cm2)
Barra lisa 1 1/2"
acero SAE 1045S < Su
1 Toma lateral segunda 0.90 1.20 2.05 0.00635 7850.00 67.29 3.81 5.90 3366.00 OK2 Toma lateral San Luis 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK3 Toma lateral San Antonio 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK4 Toma predial Retobaldo 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK5 Toma predial Eugenio Añi 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK6 Toma predial Leonardo Añi 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK7 Toma predial Añi Elías 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK8 Toma predial José Vílchez 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK9 Toma predial Añi 0.60 1.10 1.95 0.00635 7850.00 41.12 3.81 3.61 3366.00 OK
10 Toma predial José Vílchez 0.60 1.40 2.25 0.00635 7850.00 52.34 3.81 4.59 3366.00 OK11 Toma predial Isidoro Vílchez 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK12 Toma lateral izquierda 0.60 1.10 1.95 0.00635 7850.00 41.12 3.81 3.61 3366.00 OK13 Toma lateral izquierda 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK14 Toma lateral izquierda 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK15 Toma lateral izquierda 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK16 Toma lateral derecha Álamo 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK17 Toma predial Mariano Cald. 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK18 Toma lateral Javier Cornejo 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK19 Toma predial Antonio Mund. 0.60 1.10 1.95 0.00635 7850.00 41.12 3.81 3.61 3366.00 OK20 Toma predial Alejandro Cab. 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK21 Toma predial Luis Escribano 0.60 1.40 2.25 0.00635 7850.00 52.34 3.81 4.59 3366.00 OK22 Toma predial Santiago Cab. 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK23 Toma predial L. Quiroz 1 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK24 Toma predial L. Quiroz 2 0.60 1.10 1.95 0.00635 7850.00 41.12 3.81 3.61 3366.00 OK25 Toma predial Hmnos. Piscoya 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK26 Toma predial Lorenzo Quiroz 0.60 1.10 1.95 0.00635 7850.00 41.12 3.81 3.61 3366.00 OK27 Toma predial Martín Custodio 0.60 1.10 1.95 0.00635 7850.00 41.12 3.81 3.61 3366.00 OK28 Toma predial Humberto Quiroz 0.60 1.00 1.85 0.00635 7850.00 37.39 3.81 3.28 3366.00 OK29 Toma predial Damián 1 0.60 1.10 1.95 0.00635 7850.00 41.12 3.81 3.61 3366.00 OK30 Toma predial Damián 2 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK31 Toma predial Elena Quiroz 0.60 1.10 1.95 0.00635 7850.00 41.12 3.81 3.61 3366.00 OK32 Toma lateral Suyón 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK33 Toma predial Enemecio Quiroz 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK34 Toma lateral izquierda 0.60 1.20 2.05 0.00635 7850.00 44.86 3.81 3.94 3366.00 OK
Peso Esp. H2O Momento Flector Esfuerzo Esf. Tracc. - 60%
N° Estructura Ancho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Pe
(kg/m3)
F (kg/m2) W (kg/m) M
(kg-m)
S
(kg/cm2)
Plancha 1/4" acero
ASTM A36
1 Compuerta de retención 2.15 1.00 2.45 0.00635 1000.00 1000.00 500.00 288.91 4298.93 2448.00
Cuadro N° 3: SELECCIÓN HOJA DE COMPUERTA DE RETENCIÓN 2.15m x 1.00m, POR ESFUERZO DE TRACCION
Compuerta metálica tipo ARMCO Dimensiones de compuerta Análisis de carga unitaria
Necesita refuerzos ángulo L

Límite mín.
Fluencia
Cálculo de
Refuerzos
Ángulo "L"
Número de
Refuerzos Ángulo
"L" a usar
N° Estructura Ancho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Plancha
Estructural
Sy
(MPa)
Cantidad
N
Nf
1 Compuerta de retención 2.15 1.00 2.45 0.00635 ASTM A36 253.00 1.51 3.00
Límite mín.
Fluencia
Capacidad
máxima del
Ángulo "L"
Filete máximo de
soldadura
Capacidad de la
soldadura de Filete
Capacidad de la
soldadura de Filete
por unidad de longitud
N° Estructura a
(cm)
t
(cm)
ex
(cm)
ey
(cm)
Sección A
(cm2)
Fy
(kg/cm2)
Pmáx
(kg)
tmáx
(cm)
P1
(kg)
Ls
(kg/cm)
1 Compuerta de retención 5.08 0.64 1.50 1.50 6.05 2530.00 9183.90 0.48 2711.78 343.43
Compuerta metálica tipo ARMCO Dimensiones Ángulo "L" de Refuerzo
Compuerta metálica tipo ARMCO Dimensiones de compuerta
Cuadro N° 5: CÁLCULO NÚMERO DE REFUERZOS PARA COMPUERTA RETENCIÓN CON ÁNGULO "L" - 2" x 2" x 1/4"
Cuadro N° 11: CÁLCULO DEL CORDÓN DE SOLDADURA PARA REFUERZO DE COMPUERTA RETENCIÓN CON ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36

Esbeltez de
elemento
traccionado
Longitud
Ángulo "L"
Límite mín.
Fluencia
Fuerza de tracción Cálculo área mínima
ángulo
N° Estructura a
(cm)
t
(cm)
ex
(cm)
ey
(cm)
Sección A
(cm2)
B L
(cm)
Sy
(Mpa)
Tu
(kN)
Ag
(cm2)
1 Compuerta de retención 5.08 0.64 1.50 1.50 6.05 300.00 215.00 248.00 90.02 4.03
Longitud Ángulo
"L"
Carga
unitaria
Mód. Elast. Momento Inercia Deflexión Def. Máx. (cm)
17.5% en 50mm
N° Estructura a
(cm)
t
(cm)
ex
(cm)
ey
(cm)
L
(m)
W
(kg/m)
E
(kg/m2)
Jx = Jy
(cm3)
d
(cm)
Ángulo L-2" x 2" x 1/4"
ASTM A36
1 Compuerta de retención 5.08 0.64 1.50 1.50 2.15 34343.00 2E+10 14.48 3.79 37.63
Peso Esp. Acero Peso
compuerta
Fs = 1.25
Diám.
Vástago
Tracción sobre
vástago
Esf. Tracc. Su - 60% Verificación
N° Estructura Ancho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Pe
(kg/m3)
W
(kg)
d
(cm)
S
(kg/cm2)
Barra lisa 2" acero
SAE 1045S < Su
1 Compuerta de retención 2.15 1.00 2.45 0.00635 7850.00 133.97 5.08 6.61 3366.00 OK
Peso
compuerta
Peso vástago Esbeltez de
elemento
traccionado
Longitud de contacto
Ángulo "L"
Límite de Rotura
N° Estructura a
(cm)
t
(cm)
ex
(cm)
ey
(cm)
Sección A
(cm2)
Pc
(kg)
Pv
(kg)
B L
(cm)
Su (kg/cm2)
1 Toma lateral segunda 5.08 0.64 1.50 1.50 6.05 67.2941 9.5091 300.00 3.81 2530.002 Toma lateral San Luis 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.003 Toma lateral San Antonio 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.004 Toma predial Retobaldo 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.005 Toma predial Eugenio Añi 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.00
Cuadro N° 7: SELECCIÓN REFUERZOS DE COMPUERTA RETENCIÓN 2.15m x 1.00m CON ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36, POR TRACCIÓN
Compuerta metálica tipo ARMCO Dimensiones Ángulo "L" de Refuerzo
Cuadro N° 8: SELECCIÓN REFUERZOS DE COMPUERTAS LATERALES - PREDIALES Y DE RETENCIÓN CON ÁNGULO "L" ASTM A36, POR DEFLEXIÓN
Compuerta metálica tipo ARMCO Dimensiones Ángulo L
Cuadro N° 13: SELECCIÓN VÁSTAGO DE VOLANTE TIPO ARMCO PARA COMPUERTA RETENCIÓN 2.15m x 1.00m
Compuerta metálica tipo ARMCO Dimensiones compuerta
Cuadro N° 14: SELECCIÓN ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36 PARA VÁSTAGO, POR CORTE, EN COMPUERTAS LATERALES Y PREDIALES
Compuerta metálica tipo ARMCO Dimensiones Ángulo "L" de Refuerzo

6 Toma predial Leonardo Añi 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.007 Toma predial Añi Elías 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.008 Toma predial José Vílchez 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.009 Toma predial Añi 5.08 0.64 1.50 1.50 6.05 41.1242 9.5091 300.00 3.81 2530.00
10 Toma predial José Vílchez 5.08 0.64 1.50 1.50 6.05 52.3399 9.5091 300.00 3.81 2530.0011 Toma predial Isidoro Vílchez 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.0012 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 41.1242 9.5091 300.00 3.81 2530.0013 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.0014 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.0015 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.0016 Toma lateral derecha Álamo 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.0017 Toma predial Mariano Cald. 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.0018 Toma lateral Javier Cornejo 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.0019 Toma predial Antonio Mund. 5.08 0.64 1.50 1.50 6.05 41.1242 9.5091 300.00 3.81 2530.0020 Toma predial Alejandro Cab. 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.0021 Toma predial Luis Escribano 5.08 0.64 1.50 1.50 6.05 52.3399 9.5091 300.00 3.81 2530.0022 Toma predial Santiago Cab. 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.0023 Toma predial L. Quiroz 1 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.0024 Toma predial L. Quiroz 2 5.08 0.64 1.50 1.50 6.05 41.1242 9.5091 300.00 3.81 2530.0025 Toma predial Hmnos. Piscoya 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.0026 Toma predial Lorenzo Quiroz 5.08 0.64 1.50 1.50 6.05 41.1242 9.5091 300.00 3.81 2530.0027 Toma predial Martín Custodio 5.08 0.64 1.50 1.50 6.05 41.1242 9.5091 300.00 3.81 2530.0028 Toma predial Humberto Quiroz 5.08 0.64 1.50 1.50 6.05 37.3856 9.5091 300.00 3.81 2530.0029 Toma predial Damián 1 5.08 0.64 1.50 1.50 6.05 41.1242 9.5091 300.00 3.81 2530.0030 Toma predial Damián 2 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.0031 Toma predial Elena Quiroz 5.08 0.64 1.50 1.50 6.05 41.1242 9.5091 300.00 3.81 2530.0032 Toma lateral Suyón 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.0033 Toma predial Enemecio Quiroz 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.0034 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 44.8628 9.5091 300.00 3.81 2530.00
Peso
compuerta
Peso vástago Esbeltez de
elemento
traccionado
Longitud de contacto
Ángulo "L"
Límite de Rotura
N° Estructura a
(cm)
t
(cm)
ex
(cm)
ey
(cm)
Sección A
(cm2)
Pc
(kg)
Pv
(kg)
B L
(cm)
Su (kg/cm2)
1 Compuerta de retención 5.08 0.64 1.50 1.50 6.05 133.9652 28.84 300.00 5.08 2530.00
Compuerta metálica tipo ARMCO
Cuadro N° 15: SELECCIÓN ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36 PARA VÁSTAGO, POR CORTE, EN COMPUERTA RETENCIÓN 2.15m x 1.00m
Dimensiones Ángulo "L" de Refuerzo

Fuerza Hidrostática Diámetro medio
N° Estructura do
(mm)
dp
(mm)
dr
(mm)
Paso P
(mm)
Área A
(mm2)
Áng. paso
(°)
Sy
(kg/mm2)
Su
(kg/mm2)
F
(kg)
b (mm)
1 Compuerta de retención 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 1075.00 15.0800
Peso de vástago y
compuerta
Esfuerzo cortante en
perno
Cuadro N° 18: SELECCIÓN DE PERNO Y TUERCA ACERO GRADO 8 PARA SUJECIÓN DE VÁSTAGO, POR FLEXIÓN, EN COMPUERTA RETENCIÓN 2.15m x 1.00m
Compuerta metálica tipo ARMCO Dimensiones Perno Ácero Grado 8
Compuerta metálica tipo ARMCO Dimensiones Perno Ácero Grado 8
Cuadro N° 19: SELECCIÓN DE PERNO Y TUERCA ACERO GRADO 8 PARA SUJECIÓN DE VÁSTAGO, POR CORTE, EN COMPUERTA RETENCIÓN 2.15m x 1.00m

N° Estructura do
(mm)
dp
(mm)
dr
(mm)
Paso P
(mm)
Área A
(mm2)
Áng. paso
(°)
Sy
(kg/mm2)
Su
(kg/mm2)
W
(kg)
Ʈp
(kg/mm2)
1 Compuerta de retención 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 162.80 3.5929
Fuerza Hidrostática Diámetro medio
N° Estructura do
(mm)
dp
(mm)
dr
(mm)
Paso P
(mm)
Área A
(mm2)
Áng. paso
(°)
Sy
(kg/mm2)
Su
(kg/mm2)
F
(kg)
b (mm)
1 Toma lateral segunda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 648.00 15.08002 Toma lateral San Luis 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.08003 Toma lateral San Antonio 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.08004 Toma predial Retobaldo 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.08005 Toma predial Eugenio Añi 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.08006 Toma predial Leonardo Añi 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.08007 Toma predial Añi Elías 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.08008 Toma predial José Vílchez 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.08009 Toma predial Añi 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 363.00 15.0800
10 Toma predial José Vílchez 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 588.00 15.080011 Toma predial Isidoro Vílchez 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.080012 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 363.00 15.080013 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.0800
Cuadro N° 16: SELECCIÓN DE PERNO Y TUERCA ACERO GRADO 8 PARA SUJECIÓN DE VÁSTAGO, POR FLEXIÓN, EN COMPUERTAS LATERALES Y PREDIALES
Compuerta metálica tipo ARMCO Dimensiones Perno Ácero Grado 8

14 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.080015 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.080016 Toma lateral derecha Álamo 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.080017 Toma predial Mariano Cald. 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.080018 Toma lateral Javier Cornejo 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.080019 Toma predial Antonio Mund. 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 363.00 15.080020 Toma predial Alejandro Cab. 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.080021 Toma predial Luis Escribano 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 588.00 15.080022 Toma predial Santiago Cab. 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.080023 Toma predial L. Quiroz 1 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.080024 Toma predial L. Quiroz 2 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 363.00 15.080025 Toma predial Hmnos. Piscoya 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.080026 Toma predial Lorenzo Quiroz 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 363.00 15.080027 Toma predial Martín Custodio 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 363.00 15.080028 Toma predial Humberto Quiroz 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 300.00 15.080029 Toma predial Damián 1 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 363.00 15.080030 Toma predial Damián 2 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.080031 Toma predial Elena Quiroz 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 363.00 15.080032 Toma lateral Suyón 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.080033 Toma predial Enemecio Quiroz 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.080034 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 432.00 15.0800
Peso de vástago y
compuerta
Esfuerzo cortante en
perno
N° Estructura do
(mm)
dp
(mm)
dr
(mm)
Paso P
(mm)
Área A
(mm2)
Áng. paso
(°)
Sy
(kg/mm2)
Su
(kg/mm2)
W
(kg)
Ʈp
(kg/mm2)1 Toma lateral segunda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 76.80 1.69502 Toma lateral San Luis 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.19993 Toma lateral San Antonio 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.19994 Toma predial Retobaldo 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.19995 Toma predial Eugenio Añi 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.03496 Toma predial Leonardo Añi 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.19997 Toma predial Añi Elías 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.03498 Toma predial José Vílchez 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.19999 Toma predial Añi 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 50.63 1.1174
10 Toma predial José Vílchez 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 61.85 1.364911 Toma predial Isidoro Vílchez 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.034912 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 50.63 1.117413 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.034914 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.034915 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.199916 Toma lateral derecha Álamo 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.034917 Toma predial Mariano Cald. 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.199918 Toma lateral Javier Cornejo 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.199919 Toma predial Antonio Mund. 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 50.63 1.117420 Toma predial Alejandro Cab. 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.199921 Toma predial Luis Escribano 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 61.85 1.364922 Toma predial Santiago Cab. 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.1999
Compuerta metálica tipo ARMCO Dimensiones Perno Ácero Grado 8
Cuadro N° 17: SELECCIÓN DE PERNO Y TUERCA ACERO GRADO 8 PARA SUJECIÓN DE VÁSTAGO, POR CORTE, EN COMPUERTAS LATERALES Y PREDIALES

23 Toma predial L. Quiroz 1 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.034924 Toma predial L. Quiroz 2 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 50.63 1.117425 Toma predial Hmnos. Piscoya 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.034926 Toma predial Lorenzo Quiroz 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 50.63 1.117427 Toma predial Martín Custodio 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 50.63 1.117428 Toma predial Humberto Quiroz 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 46.89 1.034929 Toma predial Damián 1 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 50.63 1.117430 Toma predial Damián 2 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.199931 Toma predial Elena Quiroz 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 50.63 1.117432 Toma lateral Suyón 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.199933 Toma predial Enemecio Quiroz 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.199934 Toma lateral izquierda 16.00 15.03 14.16 1.50 167.00 49.00 84.36 105.45 54.37 1.1999
Límite mín.
Fluencia
Cálculo de
Refuerzos
Ángulo "L"
Número de
Refuerzos Ángulo
"L" a usar
N° Estructura Ancho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Plancha
Estructural
Sy
(MPa)
Cantidad
N
Nf
1 Toma lateral segunda 0.90 1.20 2.05 0.00635 ASTM A36 253.00 0.69 2.002 Toma lateral San Luis 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.69 2.003 Toma lateral San Antonio 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.46 2.004 Toma predial Retobaldo 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.46 2.005 Toma predial Eugenio Añi 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.46 2.006 Toma predial Leonardo Añi 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.42 2.007 Toma predial Añi Elías 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.46 2.008 Toma predial José Vílchez 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.42 2.009 Toma predial Añi 0.60 1.10 1.95 0.00635 ASTM A36 253.00 0.46 2.00
10 Toma predial José Vílchez 0.60 1.40 2.25 0.00635 ASTM A36 253.00 0.44 2.0011 Toma predial Isidoro Vílchez 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.50 2.0012 Toma lateral izquierda 0.60 1.10 1.95 0.00635 ASTM A36 253.00 0.42 2.0013 Toma lateral izquierda 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.44 2.0014 Toma lateral izquierda 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.42 2.0015 Toma lateral izquierda 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.42 2.0016 Toma lateral derecha Álamo 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.46 2.0017 Toma predial Mariano Cald. 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.42 2.0018 Toma lateral Javier Cornejo 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.46 2.0019 Toma predial Antonio Mund. 0.60 1.10 1.95 0.00635 ASTM A36 253.00 0.46 2.0020 Toma predial Alejandro Cab. 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.44 2.0021 Toma predial Luis Escribano 0.60 1.40 2.25 0.00635 ASTM A36 253.00 0.46 2.0022 Toma predial Santiago Cab. 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.50 2.0023 Toma predial L. Quiroz 1 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.46 2.0024 Toma predial L. Quiroz 2 0.60 1.10 1.95 0.00635 ASTM A36 253.00 0.42 2.00
Cuadro N° 4: CÁLCULO NÚMERO DE REFUERZOS PARA COMPUERTAS LATERALES Y PREDIALES CON ÁNGULO "L" - 2" x
Compuerta metálica tipo ARMCO Dimensiones de compuerta

25 Toma predial Hmnos. Piscoya 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.44 2.0026 Toma predial Lorenzo Quiroz 0.60 1.10 1.95 0.00635 ASTM A36 253.00 0.42 2.0027 Toma predial Martín Custodio 0.60 1.10 1.95 0.00635 ASTM A36 253.00 0.44 2.0028 Toma predial Humberto Quiroz 0.60 1.00 1.85 0.00635 ASTM A36 253.00 0.44 2.0029 Toma predial Damián 1 0.60 1.10 1.95 0.00635 ASTM A36 253.00 0.42 2.0030 Toma predial Damián 2 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.44 2.0031 Toma predial Elena Quiroz 0.60 1.10 1.95 0.00635 ASTM A36 253.00 0.46 2.0032 Toma lateral Suyón 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.44 2.0033 Toma predial Enemecio Quiroz 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.46 2.0034 Toma lateral izquierda 0.60 1.20 2.05 0.00635 ASTM A36 253.00 0.46 2.00
Esbeltez de
elemento
traccionado
Longitud
Ángulo "L"
Límite mín.
Fluencia
Fuerza de tracción Cálculo área mínima
ángulo
N° Estructura a
(cm)
t
(cm)
ex
(cm)
ey
(cm)
Sección A
(cm2)
B L
(cm)
Sy
(Mpa)
Tu
(kN)
Ag
(cm2)
1 Toma lateral segunda 5.08 0.64 1.50 1.50 6.05 300.00 90.00 248.00 90.02 4.032 Toma lateral San Luis 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.033 Toma lateral San Antonio 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.034 Toma predial Retobaldo 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.035 Toma predial Eugenio Añi 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.036 Toma predial Leonardo Añi 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.037 Toma predial Añi Elías 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.038 Toma predial José Vílchez 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.039 Toma predial Añi 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.03
10 Toma predial José Vílchez 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0311 Toma predial Isidoro Vílchez 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0312 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0313 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0314 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0315 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0316 Toma lateral derecha Álamo 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0317 Toma predial Mariano Cald. 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0318 Toma lateral Javier Cornejo 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0319 Toma predial Antonio Mund. 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0320 Toma predial Alejandro Cab. 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0321 Toma predial Luis Escribano 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0322 Toma predial Santiago Cab. 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0323 Toma predial L. Quiroz 1 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0324 Toma predial L. Quiroz 2 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.03
Cuadro N° 6: SELECCIÓN REFUERZOS DE COMPUERTAS LATERALES Y PREDIALES CON ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36, POR TRACCIÓN
Compuerta metálica tipo ARMCO Dimensiones Ángulo "L" de Refuerzo

25 Toma predial Hmnos. Piscoya 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0326 Toma predial Lorenzo Quiroz 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0327 Toma predial Martín Custodio 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0328 Toma predial Humberto Quiroz 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0329 Toma predial Damián 1 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0330 Toma predial Damián 2 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0331 Toma predial Elena Quiroz 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0332 Toma lateral Suyón 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0333 Toma predial Enemecio Quiroz 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.0334 Toma lateral izquierda 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 90.02 4.03
Esbeltez de
elemento
traccionado
Longitud
Ángulo "L"
Profund.
desde línea
de flotación
Límite mín.
Fluencia
Fuerza de tracción Cálculo área mínima
ángulo
N° Estructura a
(cm)
t
(cm)
ex
(cm)
ey
(cm)
Sección A
(cm2)
B L
(cm)
Sy
(Mpa)
Tu
(kN)
Ag
(cm2)
1 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 100.00 248.00 45.01 2.02
2 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 90.00 248.00 40.51 1.82
3 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 80.00 248.00 36.01 1.61
4 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 70.00 248.00 31.51 1.41
5 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 60.00 248.00 27.01 1.21
6 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 50.00 248.00 22.51 1.01
7 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 40.00 248.00 18.00 0.81
8 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 30.00 248.00 13.50 0.61
9 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 20.00 248.00 9.00 0.40
10 Compuerta de retención A 5.08 0.64 1.50 1.50 6.05 300.00 10.00 248.00 4.50 0.20
Longitud Ángulo
"L"
Carga
unitaria
Módulo de
Elasticidad
Momento Inercia Deflexión Def. Máx. (cm)
17.5% en 50mmCompuerta metálica tipo ARMCO Dimensiones Ángulo L
Cuadro N° 9: SELECCIÓN REFUERZOS VERTICALES DE COMPUERTA RETENCIÓN 2.15m x 1.00m CON ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36, POR TRACCIÓN
Compuerta metálica tipo ARMCO Dimensiones Ángulo "L" de Refuerzo
Cuadro N° 10: SELECCIÓN REFUERZOS VERTICALES DE COMPUERTAS LATERALES - PREDIALES Y DE RETENCIÓN CON ÁNGULO "L" ASTM A36, POR
DEFLEXIÓN

N° Estructura a
(cm)
t
(cm)
ex
(cm)
ey
(cm)
L
(m)
W
(kg/m)
E
(kg/m2)
Jx = Jy
(cm3)
d
(mm)
Ángulo L-2" x 2" x 1/4"
ASTM A36
1 Compuerta de retención A 5.08 0.64 1.50 1.50 1.00 17171.50 2E+10 14.48 0.8876 17.50
2 Compuerta de retención A 5.08 0.64 1.50 1.50 0.90 15454.35 2E+10 14.48 0.5241 15.75
3 Compuerta de retención A 5.08 0.64 1.50 1.50 0.80 13737.20 2E+10 14.48 0.2909 14.00
4 Compuerta de retención A 5.08 0.64 1.50 1.50 0.70 12020.05 2E+10 14.48 0.1492 12.25
5 Compuerta de retención A 5.08 0.64 1.50 1.50 0.60 10302.90 2E+10 14.48 0.0690 10.50
6 Compuerta de retención A 5.08 0.64 1.50 1.50 0.50 8585.75 2E+10 14.48 0.0277 8.75
7 Compuerta de retención A 5.08 0.64 1.50 1.50 0.40 6868.60 2E+10 14.48 0.0091 7.00
8 Compuerta de retención A 5.08 0.64 1.50 1.50 0.30 5151.45 2E+10 14.48 0.0022 5.25
9 Compuerta de retención A 5.08 0.64 1.50 1.50 0.20 3434.30 2E+10 14.48 0.0003 3.50
10 Compuerta de retención A 5.08 0.64 1.50 1.50 0.10 1717.15 2E+10 14.48 0.0000 1.75
Peso Esp. H2O
N° EstructuraAncho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Pe
(kg/m3)
h (m)
RH1
h (m)
RH2h (m) RH3
F (kg/m)
RH1
F (kg/m)
RH2
1 Compuerta de retención A 2.15 1.00 2.05 0.00635 1000.00 0.20 0.47 0.74 10.00 55.23
Peso Esp. H2O
N° EstructuraAncho a
(m)
Altura b
(m)
Marco H
(m)
Espesor e
(m)
Pe
(kg/m3)
h1 (m)
RV1 = RV2
h2 (m)
RV1 = RV2
h3 (m)
RV1 = RV2
F1 (kg/m)
RV1 = RV2
F2 (kg/m)
RV1 = RV2
Cuadro N° 21: FUERZAS ACTUANTES EN CADA REFUERZO VERTICAL DE COMPUERTA DESLIZANTE TIPO ARMCO PARA RETENCIONES
Compuerta metálica tipo ARMCO Dimensiones compuertaProfundidad de sumersión de refuerzos
verticales 1 y 2 (hRV)Reacciones en Refuerzos Verticales 1 y 2 (RV)
Cuadro N° 20: FUERZAS ACTUANTES EN CADA REFUERZO HORIZONTAL DE COMPUERTA DESLIZANTE TIPO ARMCO PARA RETENCIONES
Compuerta metálica tipo ARMCO Dimensiones compuertaProfundidad de sumersión de refuerzos
horizontales (hRH)Reacciones en Refuerzos Horizontales (RH)

1 Compuerta de retención A 2.15 1.00 2.05 0.00635 1000.00 0.47 0.74 1.00 55.23 136.90

Verificación
S < Su
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
Cuadro N° 1: SELECCIÓN HOJA DE COMPUERTA DESLIZANTE TIPO ARMCO PARA TOMAS LATERALES Y PREDIALES, POR ESFUERZO DE TRACCION
Cuadro N° 2: SELECCIÓN HOJA DE COMPUERTA DESLIZANTE TIPO ARMCO PARA TOMAS LATERALES Y PREDIALES, POR DEFLEXION

Verificación
d < dmáx
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK

Conclusión
NO CUMPLE
Cuadro N° 3: SELECCIÓN HOJA DE COMPUERTA DE RETENCIÓN 2.15m x 1.00m, POR ESFUERZO DE TRACCION
Necesita refuerzos ángulo L

-0.73
2.25
2800
16800
2800
Longitud
mínima cordón
soldadura por
Filete
Ls
(cm)
7.90
Cuadro N° 11: CÁLCULO DEL CORDÓN DE SOLDADURA PARA REFUERZO DE COMPUERTA RETENCIÓN CON ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36

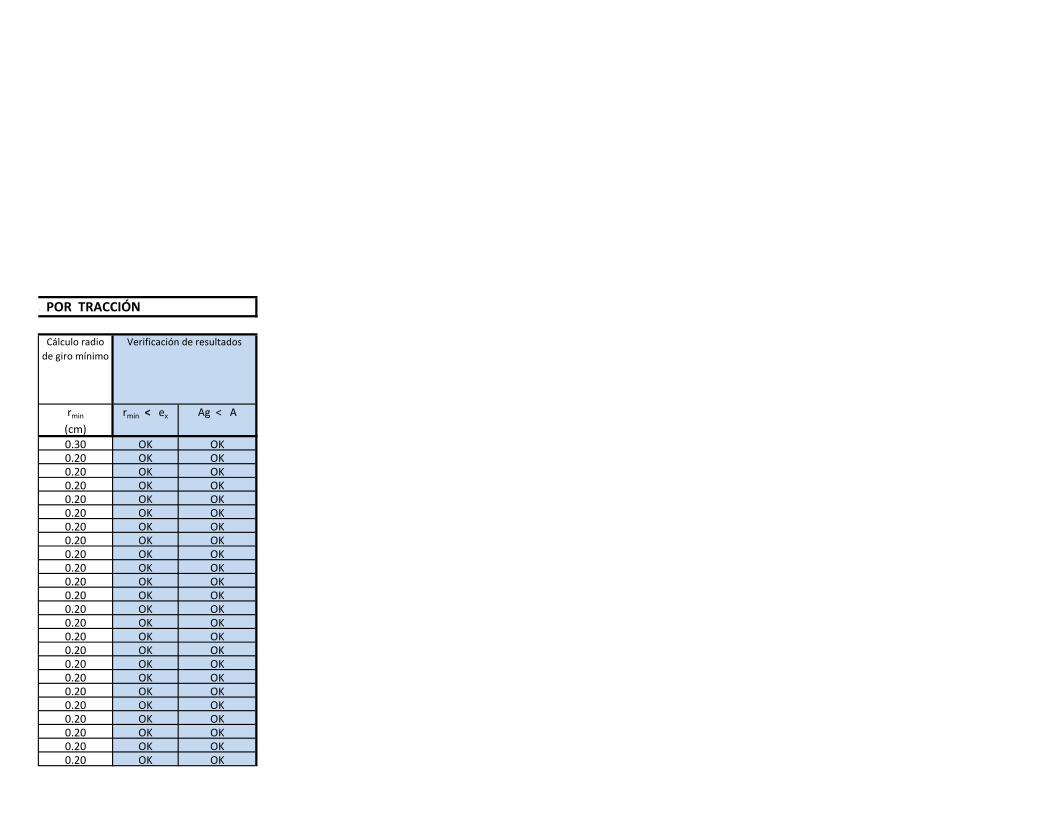
Cálculo radio
de giro mínimo
rmin
(cm)
rmin < ex Ag < A
0.72 OK OK
Verificación
d < dmáx
OK
Fuerza de
tracción
Cálculo área
mín. Áng. L
Cálculo radio
giro mín.
Tu
(kg)
Ag
(cm2)
rmin
(cm)
rmin < ex Ag < A
76.8032 0.4670 0.01 OK OK54.3719 0.3306 0.01 OK OK54.3719 0.3306 0.01 OK OK54.3719 0.3306 0.01 OK OK46.8947 0.2852 0.01 OK OK
Verificación de resultados
Cuadro N° 7: SELECCIÓN REFUERZOS DE COMPUERTA RETENCIÓN 2.15m x 1.00m CON ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36, POR TRACCIÓN
Cuadro N° 8: SELECCIÓN REFUERZOS DE COMPUERTAS LATERALES - PREDIALES Y DE RETENCIÓN CON ÁNGULO "L" ASTM A36, POR DEFLEXIÓN
Cuadro N° 14: SELECCIÓN ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36 PARA VÁSTAGO, POR CORTE, EN COMPUERTAS LATERALES Y PREDIALES
Verificación de resultados

54.3719 0.3306 0.01 OK OK46.8947 0.2852 0.01 OK OK54.3719 0.3306 0.01 OK OK50.6333 0.3079 0.01 OK OK61.8490 0.3761 0.01 OK OK46.8947 0.2852 0.01 OK OK50.6333 0.3079 0.01 OK OK46.8947 0.2852 0.01 OK OK46.8947 0.2852 0.01 OK OK54.3719 0.3306 0.01 OK OK46.8947 0.2852 0.01 OK OK54.3719 0.3306 0.01 OK OK54.3719 0.3306 0.01 OK OK50.6333 0.3079 0.01 OK OK54.3719 0.3306 0.01 OK OK61.8490 0.3761 0.01 OK OK54.3719 0.3306 0.01 OK OK46.8947 0.2852 0.01 OK OK50.6333 0.3079 0.01 OK OK46.8947 0.2852 0.01 OK OK50.6333 0.3079 0.01 OK OK50.6333 0.3079 0.01 OK OK46.8947 0.2852 0.01 OK OK50.6333 0.3079 0.01 OK OK54.3719 0.3306 0.01 OK OK50.6333 0.3079 0.01 OK OK54.3719 0.3306 0.01 OK OK54.3719 0.3306 0.01 OK OK54.3719 0.3306 0.01 OK OK
Fuerza de
tracción
Cálculo área
mín. Áng. L
Cálculo radio
giro mín.
Tu
(kg)
Ag
(cm2)
rmin
(cm)
rmin < ex Ag < A
162.8032 0.9900 0.02 OK OK
Cuadro N° 15: SELECCIÓN ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36 PARA VÁSTAGO, POR CORTE, EN COMPUERTA RETENCIÓN 2.15m x 1.00m
Verificación de resultados

Altura de hilo Momento
debido a Fza.
Hidt.
Esfuerzo debido
a flexión
h
(mm)
M
(kg-mm)
Sb
(kg/mm2)
0.6 * Sy
(kg/mm2)
Sb < 0.6Sy
1.6457 884.57 0.1462 50.62 OK
Esfuerzo
cortante en
tuerca
Cuadro N° 18: SELECCIÓN DE PERNO Y TUERCA ACERO GRADO 8 PARA SUJECIÓN DE VÁSTAGO, POR FLEXIÓN, EN COMPUERTA RETENCIÓN 2.15m x 1.00m
Verificación de resultados
Sb < 0.6*Sy
Verificación de resultados Ʈ
< 0.6*Su
Cuadro N° 19: SELECCIÓN DE PERNO Y TUERCA ACERO GRADO 8 PARA SUJECIÓN DE VÁSTAGO, POR CORTE, EN COMPUERTA RETENCIÓN 2.15m x 1.00m

Ʈt
(kg/mm2)
0.6 * Su
(kg/mm2)
Ʈp < 0.6*Su Ʈt < 0.6*Su
3.1797 63.27 OK OK
Altura de hilo Momento
debido a Fza.
Hidt.
Esfuerzo debido
a flexión
h
(mm)
M
(kg-mm)
Sb
(kg/mm2)
0.6 * Sy
(kg/mm2)
Sb < 0.6Sy
1.6457 533.21 0.1175 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 246.86 0.0544 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 246.86 0.0544 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 298.70 0.0658 50.62 OK1.6457 483.84 0.1067 50.62 OK1.6457 246.86 0.0544 50.62 OK1.6457 298.70 0.0658 50.62 OK1.6457 246.86 0.0544 50.62 OK
Cuadro N° 16: SELECCIÓN DE PERNO Y TUERCA ACERO GRADO 8 PARA SUJECIÓN DE VÁSTAGO, POR FLEXIÓN, EN COMPUERTAS LATERALES Y PREDIALES
Verificación de resultados
Sb < 0.6*Sy

1.6457 246.86 0.0544 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 246.86 0.0544 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 298.70 0.0658 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 483.84 0.1067 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 246.86 0.0544 50.62 OK1.6457 298.70 0.0658 50.62 OK1.6457 246.86 0.0544 50.62 OK1.6457 298.70 0.0658 50.62 OK1.6457 298.70 0.0658 50.62 OK1.6457 246.86 0.0544 50.62 OK1.6457 298.70 0.0658 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 298.70 0.0658 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 355.48 0.0784 50.62 OK1.6457 355.48 0.0784 50.62 OK
Esfuerzo
cortante en
tuerca
Ʈt
(kg/mm2)
0.6 * Su
(kg/mm2)
Ʈp < 0.6*Su Ʈt < 0.6*Su
1.5000 63.27 OK OK1.0619 63.27 OK OK1.0619 63.27 OK OK1.0619 63.27 OK OK0.9159 63.27 OK OK1.0619 63.27 OK OK0.9159 63.27 OK OK1.0619 63.27 OK OK0.9889 63.27 OK OK1.2080 63.27 OK OK0.9159 63.27 OK OK0.9889 63.27 OK OK0.9159 63.27 OK OK0.9159 63.27 OK OK1.0619 63.27 OK OK0.9159 63.27 OK OK1.0619 63.27 OK OK1.0619 63.27 OK OK0.9889 63.27 OK OK1.0619 63.27 OK OK1.2080 63.27 OK OK1.0619 63.27 OK OK
Verificación de resultados Ʈ
< 0.6*Su
Cuadro N° 17: SELECCIÓN DE PERNO Y TUERCA ACERO GRADO 8 PARA SUJECIÓN DE VÁSTAGO, POR CORTE, EN COMPUERTAS LATERALES Y PREDIALES

0.9159 63.27 OK OK0.9889 63.27 OK OK0.9159 63.27 OK OK0.9889 63.27 OK OK0.9889 63.27 OK OK0.9159 63.27 OK OK0.9889 63.27 OK OK1.0619 63.27 OK OK0.9889 63.27 OK OK1.0619 63.27 OK OK1.0619 63.27 OK OK1.0619 63.27 OK OK
Cálculo radio
de giro mínimo
rmin
(cm)
rmin < ex Ag < A
0.30 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK
Cuadro N° 6: SELECCIÓN REFUERZOS DE COMPUERTAS LATERALES Y PREDIALES CON ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36, POR TRACCIÓN
Verificación de resultados
0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK0.20 OK OK
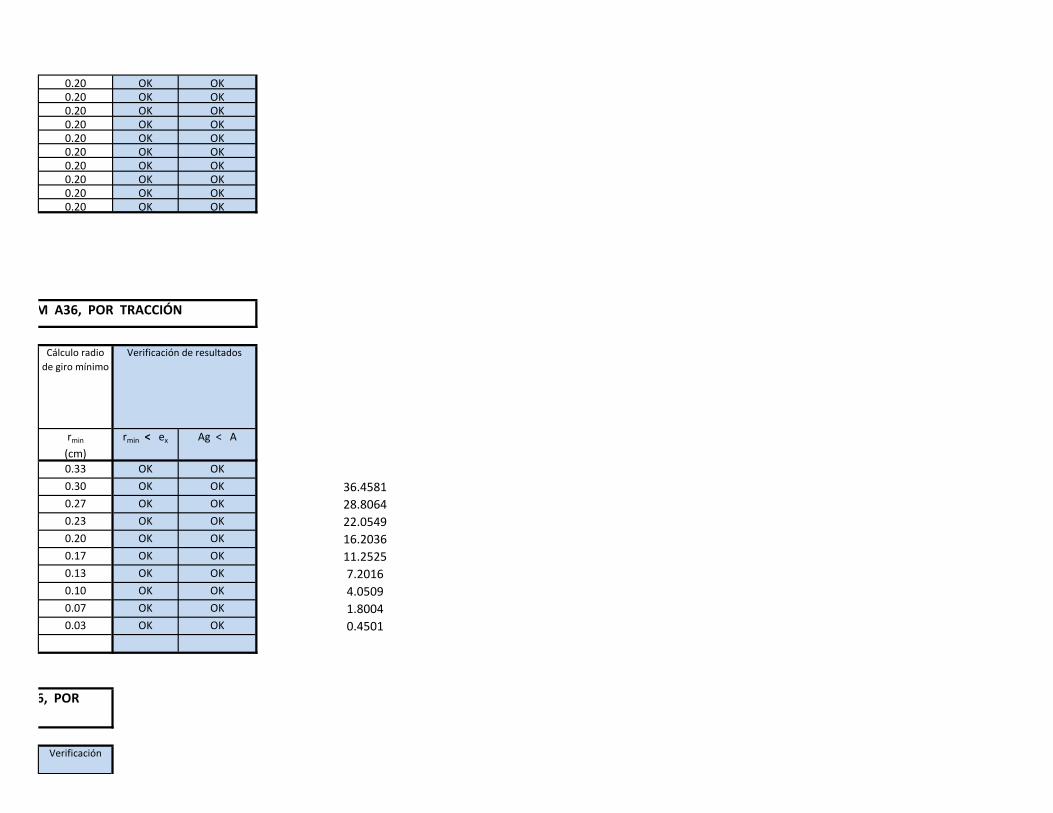
Cálculo radio
de giro mínimo
rmin
(cm)
rmin < ex Ag < A
0.33 OK OK
0.30 OK OK 36.45810.27 OK OK 28.80640.23 OK OK 22.05490.20 OK OK 16.20360.17 OK OK 11.25250.13 OK OK 7.20160.10 OK OK 4.05090.07 OK OK 1.80040.03 OK OK 0.4501
Verificación
Cuadro N° 9: SELECCIÓN REFUERZOS VERTICALES DE COMPUERTA RETENCIÓN 2.15m x 1.00m CON ÁNGULO "L" - 2" x 2" x 1/4" ASTM A36, POR TRACCIÓN
Verificación de resultados
Cuadro N° 10: SELECCIÓN REFUERZOS VERTICALES DE COMPUERTAS LATERALES - PREDIALES Y DE RETENCIÓN CON ÁNGULO "L" ASTM A36, POR
DEFLEXIÓN

d < dmáx
OK
OK
OK
OK
OK
OK
OK
OK
OK
OK
F (kg/m)
RH3
136.90
F3 (kg/m)
RV1 = RV2
Cuadro N° 21: FUERZAS ACTUANTES EN CADA REFUERZO VERTICAL DE COMPUERTA DESLIZANTE TIPO ARMCO PARA RETENCIONES
Reacciones en Refuerzos Verticales 1 y 2 (RV)
Cuadro N° 20: FUERZAS ACTUANTES EN CADA REFUERZO HORIZONTAL DE COMPUERTA DESLIZANTE TIPO ARMCO PARA RETENCIONES
Reacciones en Refuerzos Horizontales (RH)

250.00

La Norma y/o Codigo internacional que rige los procesos en mencion es : AWS D1.1 2010
SMAW FCAW GMAW SAW GTAW PAW
Consideraciones de diseño
Estructura principal B B B B A A
Estructura Secundaria A A A B B B
No Critico A A A B C C
Metales Disimilares B B B C A A
Configuracion de la union
A tope A A A A A A
En T A A A B B B
En Bordes B B B C A A
En Angulo B B B C B B
Posicion de soldeo A A A C A A
Portabilidad del Equipo 3 3 3 3 3 3
Coste 1 2 2 3 2 2
Factor de Operación 1 3 3 4 2 2
Velocidad de aportacion 2 3 3 4 1 1
Espesores a Soldar , mm
0.02 a 0.5 D D D D B B
0.5 a 1.25 C C B D A A
1.25 a 2.5 B C B D A A
2.5 a 6 B B A C A A
6 a 12 A A A B B B
12 a 24 A A A B C C
26 a 60 A A A A C C
> a 60 A A A A C C
Material a soldar
Acero Carbono A A A A B B
Acero Baja Aleacion B B B B B B
Acero alta resistencia B B B B B B
Acero Inoxidable,serie 300 B B B B A A
Aluminio D B B D A A
Nomenclatura - Leyenda:
A .- Mas AdecuadoB.- SatisfactorioC.- Uso Restringido D.- No Recomendado
1 - El Mas Bajo4 - El Mas Alto
SMAW : Soldeo por Arco con Electrodo Revestido
GMAW: Soldeo por Arco con Gas
Gtaw: Soldeo Por Arco con Electrodo de Wolframio
SAW: Soldeo Por Arco Sumergido
PAW: Soldeo por Arco Plasma
Tamaños minimos de soldadura precalificadas con JPP (Junta de Penetracion Parcial)
CRITERIO DE SELECCIÓNPROCESOS DE SOLDEO POR ARCO ELECTRICO
Aprovechamiento del
metal de aporte 1 2 3 4 4 4

3≤ T≤ 5 1/8" a 3/16" 2
5< T ≤6 3/16" a 1/4" 3
6< T ≤12 1/4" a 1/2" 5
12< T ≤20 1/2" a 3/4" 6
20< T ≤38 3/4" a 1-1/2" 8
38< T ≤57 1-1/2" a 2-1/4" 10
57< T ≤150 2-1/4" a 6" 12
T ≤150 6" 16
T2
W2 (Cordoneo). W1 (Cateto Convexo)
T1
Soldadura en Filete.
ITEM TIPO JUNTA PQR No. MATER. BASE PROCESO NORMA/COD.
1 Filete Pre-calificado ASTM-A36 SMAW AWS D1.1
ESPESOR DE PLANCHA
T1 <4.5-8 >; T2 <6-12 >mm
Espesor del Metal Base (T) mm. Tamaño Minimo de la Soldadura mm.



:
:
:
:
:
Diseño de junta:
Respaldo: Si No
Material de respaldo (Tipo):
Metal
No metálico
Refractario
Otro R
: :
ó
ó
Especificación SFA:
Clasificación AWS:
F-No.:
Análisis del metal depositado A-No.:
Tamaño del electrodo:
Metal depositado:
Rango de espesor
3.25
E 7018
4
2
METALES DE APORTE (QW-404)
5.1
A 5.1
Tubería (Diámetro): Ranura: ----- Filete: ------
Otros: ---
soldado a análisis químico y propiedades mecánicas: ------
Rango de espesor:
Metal base
Metal base: Ranura: 6 hasta 19 mm Filete: ------
Especificación del Material (indicar Tipo o Grado): Cualquier metal base con N° P 1 - N° Gpo 1 QW/QB-422
soldado a Especificación del Material (indicar Tipo o Grado): Cualquier metal base con N° P 1 - N° Gpo 1 QW/QB-422
Análisis químico y propiedades mecánicas: ------
METALES BASE (QW-403)
P-No.: 1 Grupo No.: 1 soldado a P-No.: 1 Grupo No.: 1
0 - 3 mm Espesor plancha ( T1 ) 0 - 8 mm
Esquema, dibujos de producción, símbolo de soldadura o
descripción escrita debe mostrar el arreglo general de las partes a
ser soldadas. Donde sea aplicable, la abertura de raíz y los detalles
de la soldadura deben ser especificadas.Abertura de raiz ( R )
T
1
Manual
JUNTAS (QW-402) Detalles
FILETE
x
REVISION
Revisión: 0 Fecha:
Proceso(s) de soldadura: SMAW Tipo(s) (Automático, Manual, Máquina, o Semiautomático):
Especificación de Procedimiento No.: WPS - 84 Fecha: PQR de soporte No.:
0
PRE-CALIFICADO
QW-482-ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA (WPS)
Nombre de la compañía: INDUSTRIAS METÁLICAS CERINSA Por:
FECHA 11/11/2013
WPS - 84 HOJA 1 de 2
CODIGO
ESPECIFICACION DE PROCEDIMIENTO DE SOLDADURA (WPS) VERSION 0
(De acuerdo al Código de Soldadura Estructural para Aceros AWS D1.1 Ed. 2010)

Ranura:
Filete:
Fundente (Clase):
Nombre comercial del fundente:
Inserto consumible:
Otros:
Inspector - CERINSA Jefe de Aseguramiento de Calidad - CERINSA Jefe de Fabricación - CERINSA
------
APROBACION FINAL
Elaborado por: Aprobado por: Revisado por:
------
------
------
6.0 a 19.0 mm
Related Documents





![Presentacion_cincadomia Final Calculos[1]](https://static.cupdf.com/doc/110x72/5695ceff1a28ab9b028c2617/presentacioncincadomia-final-calculos1.jpg)

![Calculos en Sistemas de Compresion[1]](https://static.cupdf.com/doc/110x72/5571f3fa49795947648ed781/calculos-en-sistemas-de-compresion1.jpg)



