mi ru II t r Operating manual Version: P8001/811 o © Bystronic Laser AG, 2006

ByVision Version P80018110
Nov 21, 2014
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

mi ruI I t r
Operating manual
Version: P8001/811 o
© Bystronic Laser AG, 2006

ONLINE HELP 3
Table Of Contents
2
2.12.2
3
3.13.23.33.43.53.6
4
4.14.24.3
5
5.15.2
rv.. 5.35.45.5
5.5.15.5.25.5.3
5.65.6.15.6.2
5.75.7.15.7.2
Display options for the Online Help .4Navigation and symbols 6
INTRODUCTION 7
Operating term inal. 8Hand-hold controller 10User-interface layout 13Panel PC 14Seleeting the main views 15Message list 16
PARAMETER SETS 19
Format of the parameter sets 2OParameter-set coding 21Material-number coding 24
«MAIN» VIEW 25
Logging on and off the system 26Changing user 27Changing language 28Functions in the Navigation bar 29«Administration» view 31ByVision configuration 32Configuration, hardware 34Users 35«Views» view 38Change Work view 39Configure views 41«Diagnostics» view 43Diagnostics - ByVision 44Diagnostics - MachineService 45
© Bystronic Laser AG, 2006 Version: P8001/8110

ByVision Water
«HAND» VIEW 476
6.16.1.16.1.26.1.36.1.4
6.26.2.16.2.2
6.36.3.16.3.2
6.4
7
7.17.1.17.1.27.1.37.1.4
7.1.57.2
7.2.17.2.27.2.37.2.4
7.2.57.2.6
7.37.3.1
7.47.4.17.4.27.4.37.4.4
7.4.57.4.67.4.77.4.8
7.57.5.1
Manual functions 49Man ual operation 49Zero point 52Adjust 53Reference 54Special functions 55
Drill 55Calibrate Z- 55«Setup values, machine» view 56
Configuration file import 59Export 60«HAND parameters» view 62
«WORK» VIEW 65
WORK display 66Axis values display 66Graphics window 66Special functions I CNC functions 67Poti 67Program information 67Cutting plan functions 68
Start 68Restart selection 68Cutting plan info 71View selection 71Zoom 72Options for cutting-plan view 73Special functions 74Microjoints 74«Job list» view 75Prepared cutting jobs 76Active cutting jobs 77Job list functions 78Import and Export functions 79Add job 79Job details 80Edit job 81Import and export jobs 83«Parameters» view 87Displaying the parameters 88
© Bystronic Laser AG, 2006 2Version: P8001/8110

Table Of Contents
7.5.27.5.37.5.4
7.5.57.6
8
9
9.19.1.19.1.29.1.3
9.29.2.19.2.29.2.39.2.4
9.39.3.19.3.29.3.39.3.4
9.3.59.4
9.4.19.4.29.4.39.4.4
9.59.5.19.5.29.5.39.5.4
9.5.59.5.69.5.79.5.S9.5.99.5.109.5.11
Machining mades S9Parameter functians 90Setting the patentiameters 93Navigating between parameters 94«Potis» view 95
«TOOLS» ViEW 97
CNC FUNCTIONS 99
Operating modes dialog window 100Manual operation 100Autamatic made 100DNC made 101CNC dialog window 102Program med reference 102Sensor off 103Test. 103Inverse 103SERV dialog window 104Service pasitian 104Parked pasitian 105Calibrate nazzle 105Carriage separation > ••••••••••••••••••••••••••••••• 106Shift arigin 106Stop functions 108STOP CYCL 10SSTOP ZERO 10SSTOP WORK 1OSSTOP SEL 109Parameters 111"Material» data 111"Cutting head» data 112«Abrasive- data 113«Intensifier pum p specificatian» data 114«General» Operating made / Macra 115«Piercinq cut» Operating made / Macra 117«General» Operating made / Macra 121«Dynamic- Operating made / Macra 126«Microjoint- Operating made / Macra 129«Special parameters» Operating made / Macra 130«Drilling parameters» Operating made / Macra 131
3 © Bystranic Laser AG, 2006Version: PS001/S110

ByVision Water
9.69.6.19.6.29.6.39.6.4
9.6.59.6.69.6.79.6.8
10
10.110.2
10.2.110.2.210.2.310.2.410.2.510.2.610.2.7
10.310.4
10.4.110.4.210.4.310.4.4
10.4.510.4.610.4.7
11
Setup values, machine 134Setup values 1 «Machine» 134Setup values 1 «Autornatic shutdown system» 141Setup values 2, «Master-Poti- 141Setup values 3, «Microjoints- 142Setup values 6 «Averaqe cycle times» 145Setup values 7 «Abrasive calibration- 147Setup values 7 «Drillinq- 149Setup values 7 «Carriaqe-separation adjustment» 151
MESSAGES -"'."..: 153
MMC messages 154CNC messages 155Confirmations 155Error messages 158Status messages 163Emergency stops 165Interruptions 171Warnings 173Wait states 176HOP messages 178MachineService messages 181Logging into and out of ByVision 181Prepare or edit jobs 182Status messages 186Access to user profiles 187File system 188CNC interface 190Communication 191
INDEX 193
© Bystronic Laser AG, 2006 4Version: P8001/8110

© Bystronic Laser AG, 2006 Version: P8001/8110
1 Welcome
)
Welcome to ByVision, the standard program for operating Bystronic waterjet cuttingmachines.
ByVision lets you operate your machine efficiently and conveniently. The software isdesigned for operation via the on-screen user interface of the operator terminal, whereprogram functions can be controlled directly from the screen. This means that futureexpansion of machine controller functions can be managed by software updateswithout changes to the operator terminal.
In addition, thanks to the modular design of the software you can run several ByVisionprograms simultaneously.
The clear layout of all dialog windows and displays means that you quickly feel at homenavigating the software, assisted by a context-sensitive Help facility and a Quick-Helpoption integrated in various ByVision windows and dialog boxes.
Validity The Online Help is valid for the ByVision software.
Copyright
The Online Help is aimed at all users of the ByVisionsoftware. .
Dissemination or duplication of this document, orexploitation or communication of its content without theexpress permission of the author is prohibited.Contravention will result in damages. All rights reserved.
The Online Help for ByVision forms part of the completeset of documentation and the operating manual for yourmachine. It provides information on the safe and properuse of the ByVision software.
Target group
Purpose of theOnline Help
v

© Bystronic Laser AG, 2006 Version: P8001/8110 3
2 Online Help
11;·•••.•...,·.1•..~:.IWIP.YI_
l!t.~~•.•.••-0'; .10D\,S.~I •••
m;CNCI •••"" • .,
11;"-".
Valicfity
Target group
Copv!i9ht
Purpose 0.' ~e O~'lIin~
Hell"
The ByVision user interface has a context-sensitive Online Help facility. This containsinformation on various topics such as functions, views, parameters, setup values etc.The Help facility can be opened by pressing the HELP function key, the Quick Helpbutton or the F1 key. It is optimized specifically for touch-screen use.
Note:
The Online Help is avaitable in the same language as the userinterface.

ByVision Water
2.1 Display options for the Online Help
There are various options for displaying the contents of the Online Help in ByVision.
F1-Key Opens the relevant Help page for every View or Dialog box activein ByVision. The Help page is displayed in its own window in thecenter of the sereen. The Help display window is designed foroperation from the touch screen and can be scaled in size.
Shows or hides the description of the selected setup value,parameter or system message. The display window is integrated inthe user interface. Its size cannot be changed.This Help facility can be displayed from the following views 8.D.ddialog boxes: '
% HAND -> Setup values, machine
i1I HAND -> Parameters
i1I WORK -> Parameters
!il Details -> Message list
Opens the Online Help in its own user interface. This Help optioncan be launched from any view using the HELP button. Thefollowing functions can be used in this interface:
Contents
Shows the whole contents of the Online Help in a directorystructure. The contents are arranged in different leve Is according totopic.
Click on the required topic to display its contents.
Index
Lets you search for keywords. Enter the keyword and press Enterto start the search function. The index entries are liste d in the left-hand navigation window.
Click on the required keyword to display its contents.
Search
Lets you search for specific words in the Online Help. Enter the textthat you wish to find and press Enter to start the search function.The search results are Iisted in the left-hand navigation window.
Click on the required search result to display it.
4 Version: P8001/8110 © Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P8001/8110 5
Online Help
Prints the contents of the display window if a printer is logged antathe operating system.

\......J
<:>
<:.
Online Help
/
Prints the contents of the display window if a printer is logged ontothe operating system.
© Bystronic Laser AG, 2006 5Version: P8001/8110

ByVision Water
2.2 Navigation and symbols
Various text elements or graphic symbols are used for display and navigation purposesin each of the topics.
Show or hide graphic.
Jump to the tap of the page. All drap-down texts and graphicsare hidden.
Jump to the previous topic.
Potentially dangeraus situation leading to minor injuries ordamage to praperty.
Drep-down text
Hyperlink
Related topics
Note:
Indicates particular points that the operator must be aware ofrelating to operation of the machine, the control system or theHelp facility.
Tip:
Indicates useful advice on particular topics
Drap-down texts are headings highlighted in blue that hide adescription on that topic. Click on the drap-down text to apenthe text beneath the heading. Clicking on the heading againhides the text once more.
Hyperlinks are underlined text highlighted in blue that can beused to jump to the relevant topic. Click on the hyperlink tojump to the topic.
Click on the Related topics text to apen a pop-up windowdisplaying all entries relating to this topic. Select the requiredtopic to display it.
6 © Bystronic Laser AG, 2006Version: P8001/8110

© Bystronic Laser AG, 2006 Version: P8001/8110 7
,
V
3 Introduction
This section describes the basic structure of the ByVision user interface and introducesyou to the controls of the hand-held controller and the operating terminal. It alsoprovides further detaiIs on messages in the status bar.

ByVision Water L
3.1 Operating terminal
The water-jet cutting machine is operated from an operating terminal. The operatingterminal is connected to the Panel PC (PPC). The machine can be operated via theTFT screen, the PC keyboard or a PC mouse.
The screen is designed as a «Touch-Screen- and optimized for a resolution of 1024 x768 pixels. Every program interface can be operated from the touch screen by touch ingthe relevant on-screen buttons.
Functions of keys on panel
Key:
A = Emergency Stop button
B = Buttons for machine functions
C = TFT screen
D = Buttons for screen settings
E = PC keyboard
F = Hand-held controller
G = Shuttle-table console
8 © Bystronic Laser AG, 2006Version: P8001/8110

Introduction
Functions of keys on shuttle-table console
Reset button for Cutting area light barrierIf this light barrier is crossed,m the drives are stopped,
li. the supply of abrasive is stopped,
li and the cutting valve is ciosed.
The button starts to flash.
Reset button for Loading area light barrierIf this light barrier is crossed,
Ilt the table interchange and
Ilt loading and unloading is stopped.
The button starts to flash.
Start/Stop Byloader t\~ (l...,\fT\r \)0 S \'\ \\Je.9 t)oVe
Pressing this button transports the raw material onto the shuttle table using theloading system.
Material positionedPress this button once you have placed the raw material on the shuttle table.This tells the CNC that more raw material is available for the next cutting planonce the current cutting plan is complete.
nmle-intercba.nge t1\A\ ~\f\L. '('())l\\oI-JeD 2-Pressing this button executes an automatic table interchange once the cuttingplan has been worked through.
© Bystronic Laser AG, 2006 Version: P8001/8110 9

ByVision Water
3.2 Hand-held controller
The hand-held controller is used for
m adjustment and alignment tasks,
re separating leftover sheets,
m trial cuts for measuring parameters.
Select the Manual operation function in the HAND view toenable the hand-held controller. The Emergency Stopbutton and the STOP and CONT buttons are alwaysenabled whatever Byvision view you are working in.
10 © Bystronic Laser AG, 2006Version: P8001/8110

Introduction
Button functions
Pressing the Emergency Stop button stops all movementsimmediately and switches the machine off.
Fine-positioning of the axes when the JOG button is pressed at thesame time.
This button has two functions:LED off: machining is interrupted. All axis drives are stopped.
LED on: cancels wait states. The status bar displays aconfirmation request from the CNC.
Fine positioning using the hand wheel is enabled while this button ispressed
LED off: sensing in manual operation is disabled. The Z-axis canbe moved to any position.
LED off: sensing in manual operation is enabled (default).head can be moved to the nozzle clearance height using thebutton.
Drill function
Switches on supply of abrasive
Risk of injury from water jet at cutting head withcutting valve open.Do not place hands or other body parts under thecutting head.
Opens the cutting valve.
Confirmation button for cIosing wait states. The button is onlyenabled (LED on) when there is a confirmation request from theCNC.
Move X-axis in the positive direction, manual feed rate
Move X-axis in the negative direction, manual feed rate
Move Y-axis in the positive direction, manualfeed rate
© Bystronic Laser AG, 2006 Version: P8001/8110 11

ByVision Water
Move Y-axis in the negative direction, manual feed rate
WI TOOl enabled (lED on)
- raise Z-axis, capacitive sensing enabled
WI TOOl disabled (lED off)
- raise Z-axis, capacitive sensing disabled
Ul TOOl enabled (lED on)
- lower Z-axis, capacitive sensing enabled
Ul TOOl disabled (lED off)
- lower Z-axis, capacitive sensing disabled
ill TOOl enabled (lED on)
- Drilling with detection enabled
ill TOOl disabled (lED off)
- Drilling only with the Z- button without detection enabled
Turn the rotary axis counterclockwise, manual feed rate
Drehen Turn the rotary axis clockwise, manual feed rate
12 Version: P8001/8110 ©Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P800118110 13
Introduction
3.3 User-interface layout
The cutting process is controlled via the ByVision user interface. All the controls aredesigned to allow operation from the screen.
The user interface is divided into several main areas.
!2 In area (A), the main CNC, Service and Stop functions can be selected directly orvia a dialog box. This area is displayed in all views.
!2 The contents of area (B) depend on the selected view.
!2 The buttons in the function bar (C) can be used to start actions or select functionsfor the view concerned. If no functions are available in the current view then thefunction bar is not displayed.
m The buttons in the navigation bar (D) can be used to select the various views. Thisarea also contains the status bar in which messages from the machine or systemare displayed.

ByVision Water
3.4 Panel PC
All software that is needed to operate the machine or system is installed on the PanelPC (PPC). Optionally the PPC can be connected to the company network via a router.
The PPC is housed in the STJ cabinet. The PPC drives can be accessed behind a flapon the side panel of the STJ cabinet. The following drives for removable disks areinstalled in the PPC:
m DVD±RlRW drive
ill ZIP drive
m 31/2-inchfloppy disk drive
14 Version: P8001/8110 © Bystronic Laser AG, 2006
(
v

© Bystronic Laser AG, 2006 Version: P8001/8110 15
Introduction
3.5 Seleeting the main views
The ByVision program is made up of different screens, or views as they are called. Themai n views can be accessed from any view at any time using the Menu button.
This button can be used to open the following mai n views:
" MAIN (F5)
m HAND (F6)
m WORK (Fl)
!t. TOOLS (F8)
The views can also be opened directly using the PC function keys shown in brackets.To close the dialog box without changing the view, press the Close button.

ByVision Water
3.6 Message list
The Message list displays all active messages. The most recent message is displayedat the tap. This window can be opened from any view using the Detail button.
The Message list window contains the following items:
~e lete~.••a.II~me=,ag:s tr~!••·~r:~no~~ng~r .a~ti:~ ;;.·••·:·)~+~}2~~:;-:;-:.0~:,:;j::~.~,±ti.Displaysthe full messaqe text if this is longerthan the display area:: j
Displays informa~ion on the Cåuse of the selected mes~a~e ~Kd "': 1suggestedaction'.Pressing the buttonaqaln clos~s the Quick Help.s' '."j._.._- •._."•._ _._. __ .'_. __ ._--_._--_ •..~--~._ ".................•..........•........"'_ _-~ .._ _ ~ _j
16 Version: P8001/811 O © Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P8001/8110 17
Introduction
For your notes

© Bystronic Laser AG, 2006 Version: P8001/8110 19
4 Parameter sets
Parameter sets are files containing various parameters for machining jobs. Each jobmust be assigned a parameter set. The parameter set used depends on the thicknessand the type of material to be cut in the job.
All parameter sets have the same structure and are optimized for the given material.The parameter sets can be modified to achieve an optimum cut. You can save themodified parameter sets under a different material designation in a dedicated rootdirectory structure.

ByVision Water
4.1 Format of the parameter sets
The parameter sets are written in XML format. This format lets you save a default valuein addition to the current value. This means that the facto ry setting for the parameterconcerned can always be restored. Parameters can be reset to the facto ry settingsusing the Load default function in the WORK -> Parameters view.
20 Version: P8001/8110 © Bystronic Laser AG, 2006
(
"----"

© Bystronic Laser AG, 2006 Version: P8001/8110 19
4 Parameter sets
Parameter sets are files containing various parameters for machining jobs. Each jobmust be assigned a parameter set. The parameter set used depends on the thicknessand the type of material to be cut in the job.
All parameter sets have the same structure and are optimized for the given material.The parameter sets can be modified to achieve an optimum cut. You can save themodified parameter sets under a different material designation in a dedicated rootdirectory structure.

ByVision Water
4.1 Format of the parameter sets
The parameter sets are written in XML format. This format lets you save a default valuein addition to the current value. This means that the factory setting for the parameterconcerned can always be restored. Parameters can be reset to the factory settingsusing the Load default function in the WORK -> Parameters view.
20 Version: P8001 /811 O © Bystronic Laser AG, 2006
(~

© Bystronic Laser AG, 2006 Version: P8001/8110 21
Parameter sets
4.2 Parameter-set coding
The file names of the parameter sets are constructed on the basis of a special code.The code is used for unique identification of the parameter set.
Example:
Machine
CNC version
This number designates the eNe version. It is specified with a P in front of the num ber.The number of the eNe version in the parameter set must match the eNe version ofthe machine. The eNe version being used is shown in the MAIN - > Info view inByVision.
Example:
8100 = P8100
Output
The output is specified in bar. The specified value is the set maximum pump pressurethat can be used for cutting.

Example:
ByVision Water
Material
Bystronic uses the DIN number as the default material designation.
You can also assign your own material designations to the parameter sets. You canchange the material designation using the Save as function in the WORK ->Parameters view.
Thickness
Abrasive type
22 Version: P8001/8110 © Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P8001/8110 23
Parameter sets
Additional information
Extra information in no particular format can be appended to the parameter coding.This might be information on the machining mode, surface finish etc.
You can change the designation of the additional information using the Save asfunction in the WORK -> Parameters view.
Example:
..::::galvaniz~d
The information can also be written out directly
«JET3015_81 00_3600_1.0332_1 0_4_anodized.par»

ByVision Water
4.3 Material-number coding
Sheet steel
V2A (stainless steel)h--~-;~-~>~~"""~·~~~~-4··········,,······················ .
X6CrNiMoTi17122 V4A (stainless steel)S7T~~. -------.-
Copper
AIMgSi1Mn
Granite
Brass
AC 11o Anticorodal_ _ _..__.._._-_._-_.~.~._+'-
Peraluman-300
Titanium
Plywood
Structural timber
FRP
PMMA Acrylic glass
Glass
Marble
24 Version: P8001/8110 © Bystronic Laser AG, 2006

..
5 «MAIN» view
The MAIN view is displayed after starting ByVision. You can configure the program andmake system settings in this view. You must first log on with User name andPassword before you can work with the software.
© Bystronic Laser AG, 2006 Version: P8001/8110 25

ByVision Water
5.1 Logging on and off the system
The login dialog window is displayed in the MAIN view when the software is started.Enter the user name and password in the User name and Password fields. Note thatthe user name and password are case sensitive.
After entering your user name and password, close the login window using the Log onbutten.
Once you have logged on you can access those functions available for your userpermissions.
To log off, press the Log off button in the Log-off window of the MAIN view.
Note:
Chapter 6 of the operating manual for your machine describes whichactivities and views can be accessed for which user permissions.
26 Version: P8001/8110 © Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P8001/8110 27
«MAIN» view
5.2 Changing user
The user can be changed in the login dialog box of the MAIN view without restartingthe program.
1. Press the Log off button to log off the current user.
2. Enter the new user name and password in the relevant input fields.
3. Press the Log on button to confirm the login process.
<::
'--'

ByVision Water
5.3 Changing language
You can change the current program language by selecting the relevant flag below thelogin dialog box in the MAIN view. The change in language version is implementedimmediately. If you cannot see the flag for the language you require, use the arrowbeside the flags to switch to the correct language version.
28 Version: P8001/811 O © Bystronic Laser AG, 2006

«MAIN» viewx.>
5.4 Functions in the Navigation bar
You can select the following functions and views in the navigation bar of the MAINview:
Admin.
Settings for the machine or system and the ByVision program are made in this view. Italso contains the user administration functions.
Views<:>
Certain settings for customizing the display of the ByVision user interface can be madein this view.
Diagnostics
This view contains various functions for troubleshooting problems on the machine.
Clean screen
<..
This function is used to allow cleaning of the operating-terminal screen during use. It isonly available in the MAI N view.
1. Press the Clean screen button. The user interface is hidden to prevent touch-screen functions being launched accidentally when cleaning the screen.
2. Clean the screen.
3. Press any key to display the user interface again.
Info
This button opens the Information dialog box. This dialog box displays information onthe software being used and detaiIs of the cutting machine.Use this information when contacting the Bystronic Hotline service.
\.J
© Bystronic Laser AG, 2006 Version: P8001/8110 29

Close
ByVision Water
Press the Close button in the MAIN view to close the program. From the dialog boxthat opens, select:
Close ByVision
to close the ByVision program.
Shutdown PPC
to close all active programs and switch off the Panel pc.
Shutdown machine
to perform a defined shutdown of the whole machine. The Panel PC is not shut downuntil the laser and PLC controller have been shut down. Once the Panel PC has shutdown you can switch off the main power switch on the machine.
Use this function if you want to shut down the whole machine.
Note:
because of the time taken for laser shutdown, it can take severalminutes before the Panel PC shuts down.
30 Version: P8001/8110 © Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P8001/8110 31
«MAIN» view
5.5 «Administration» view
All settings for operating the machine or system via the ByVision program are made inthis view. The Administration view does not contain any functions. It is used merelyfor branching to various sub-views. Not all views are available depending on userpermissions.

ByVision Water
5.5.1 ByVision configuration
In this view you can make various settings for configuring ByVision. The relevantoptions are displayed in the view window.
General
!! Run as office application:Use this option is you want to be able to scale the size of the application. If thisoption is disabled, ByVision is run in full-screen mode (default).
m System of units:This option lets you switch the system of units between mm and inches (notsupported at present -> always in mm).
32 Version: P8001/8110 © Bystronic Laser AG, 2006

«MAIN» view
Communication
The communication settings between ByVision and MachineService are defined in thisarea.
ill IP address:IP address of the MachineService
ill Port:Port used for connecting to the MachineService.
!Z Transmit timeout:Timeout in rnilliseconds.when sending commands to the MachineService. Thissetting defines the Byvision wait period that is allowed for sending the command tothe MachineService. An error message is displayed if the time is exceeded. Thedefault timeout setting is 10 milliseconds.
!Z Receive timeout:Timeout in milliseconds when receiving data from the MachineService. This settingdefines the ByVision wait period that is allowed for the MachineService to send aresponse to ByVision. An error message is displayed if the time is exceeded. Thedefault timeout setting is 10 milliseconds.
Tools
This option can be used to assign up to 7 buttons for running external programs. Thebuttons are displayed in the Navigation bar of the TOOLS.
1. Key name:Enter the button name.
2. Required user perrnission:Assign the required user permission (e.g. operator) to the button. If the currentuser does not have the required user permission for the button, the buttoncannot be used.
3. Command:Define the path and the executable program file using the Select button or bydirect entry in the input line.
4. Arguments:If command-line arguments are required, enter them in the input line.
Main window name:
If a program is running in the background, it can be brought to the foreground bypressing its associated button in the TOOLS view without needing to restart it.
Enter the name of the main window of the program in the input line. The name alwaysappears in the top left corner of the main window. This option only works if the name inthe main window does not change. Use this option, for instance, to switch quicklybetween ByVision and LaserView.
© Bystronic Laser AG, 2006 Version: P8001/8110 33

ByVision Water
5.5.2
Log options
This option is used to save data in a log file, which can be employed for selectivetrouble shooting.
'!Il Log file:Use the Select button to define the log file in which the log data is to be recorded.
m File size:Use this option to define the maximum file size of the log file. Once this size is .reached, a new log file is created and the previous one renamed as a «*.bak» file.As soon as the new log file has reached the maximum size, the «<.bak» file isoverwritten again.
Il Recording:Select which messages you want logged.
Configuration, hardware
All hardware configuration values for the CNC are displayed in this view. The valuesare grouped into different areas.
Changes to the configuration settings must only be performed by aspecially trained Service Engineer, because in the worst case, changescan cause the machine to malfunction.This view is only intended for Service use. For this reason, the view is onlyaccessible to Service Engineers. In theory, the customer cannot improveperformance by changing these values.
The navigation and function buttons are described in HAND -> Setup values,machine.
34 © Bystronic Laser AG, 2006Version: P8001/8110
()

© Bystronic Laser AG, 2006 Version: P8001/8110 35
«MAIN» view
5.5.3 Users
upert.op.~!#~~::..;..AddUsn
adm In
Users are managed in this view. You may be able to edit the user list depending onyour user permissions. Users are classified into four groups. These groups areassigned different permissions for operating the program.
The user permissions are classified as follows:
III Operator:the user has access to the main views MAIN, WORK, TOOLS and HAND. He cancarry out production tasks and change parameters.
III Expert:the user has the same permissions as the Operator. In addition he can edit theSetup values, machine in the HAND view.
!ill Manager:the user has the same permissions as the Expert. In addition he can configure theprogram settings under MAIN -> Administration and manage the users.
!1! Service:this user permission is reserved for service tasks and cannot be deleted.
All users that have been created are displayed in the User column together with theiruser permission. Use the relevant buttons in the function bar to Add and Delete usersand to Change the password and permissions.
Note:
Chapter 6 of the operating manual for your machine describes whichactivities and views can be accessed for which user permissions.

ByVision Water
Add new user
In this dialog box you can add a new user to the user list. Enter' all necessaryinformation in this dialog box and confirm with OK. A user can only be added by auserwith Manager or Service permissions, and is done using the Add button.
Note:
The User name must not be the same as the Password. They areboth case sensitive.
Change password
In this dialog box you can change the password: enter the current and new password inthe relevant input fields.
The current user is displayed in the dialog box header. Use OK to adopt the newpassword.
36 Version: P8001/8110 © Bystronic Laser AG, 2006
Note:
It is only possible to change the password of the logged-on user.

© Bystronic Laser AG, 2006 Version: P8001/811 O 37
«MAIN» view
User perrnissions
In this dialog box you can change the permissions of the current user by clicking on thenew user permission and confirming with OK.
The current user is displayed in the dialog box header.
Note:
The permissions of a user can only be changed by auser withManager or Service permissions.

ByVision Water
5.6 «Views» view
All display options in ByVision are specified from this view. This view does not containany functions. It is used merely for branching to various sub-views. Not all views areavailable depending on user permissions.
The Customizing views page explains how to customize the display for the Config.,Hardware and Setup values, machine views and for the Parameters (Work) andParameters (Hand) views.
The following views can be customized:
38 Version: P8001/8110 © Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P8001/8110 39
«MAIN» view
5.6.1 Change Work view
In this view you can specify the user interface for the WORK view. The user interfacecan be divided up into various view windows. The windows can be shown or hiddenusing the buttons in the right-hand function bar. The window is displayed if its button isgreen.
Changing the window layout
1. Select the window concerned.
2. Press the size/position button.
3. This opens a dialog box in which you can set the size and position of thewindow to suit.
If you have changed the window layout the n you will be prompted to save the changeswhen ciosing the view.
Note:
This view can be accessed by all users. The settings are saved for thecurrent user.

ByVision Water
Changing the size and position of a window
In this dialog box you can set the size and position of the selected view window. Thebuttons have the following meaning:
move window downwards
move window to the right enlarge window vertically i!... . J
move window to the left reduce window vertically l~--~~------------~
move window behind
Note:
If, when enlarging the window area, one side reaches the edge of theviewing area, the opposite side of the window is extended.
40 Version: P8001/811 O © Bystronic Laser AG, 2006

«MAIN» view
5.6.2 Configure views
It is possible to customize the way in which values and parameters are displayed in theConfig., hardware and Setup values, machine views and in the Work parametersand Hand parameters views.
You can show or hide values and parameters in order to
~ increase clarity,
li! prevent certain values and parameters being changed,
m assign specific views to users.
The order and grouping of the entries cannot be changed. The entries can be shown orhidden for the current user using the Show parameter and Hidden buttans in thefunction bar.
© Bystronic Laser AG, 2006 Version: P8001/8110 41
__ • ..J

ByVision Water
Assigning a view to auser
If you have the Manager user permission then you can assign a personalized viewprofile to each user.
Creating a view profile for a new user:
1. Log on to ByVision as Manager.
2. Click on Add to create a new user with the Manager user permission.
3. Log off and log back on as the new user.
4. Configure all the view settings for the new user.
5. Log off and log back on as Manager.
6. Use the Change permissions buttans to assign the Expert or Operator userpermission to the new user.
Creating a view profile for an existing user:
1. Log on to ByVision as Manager.
2. Set the permissions for the user whose view profile you wish to change toManager.
3. Then continue from step 3 above.
42 Version: P8001/8110 © Bystronic Laser AG, 2006
I

© Bystronic Laser AG, 2006 Version: P8001/8110 43
«MAIN» view
5.7 «Diagnostics» view
This view displays all modules having a diagnostics option. The Diagnostics viewdoes not contain any functions. It is used merely for branching to various sub-views.
Diagnostics options can be used for the following modules:
% ByVision
% MachineService

5.7.1 Diagnostics - ByVision
ByVision Water
This view displays diagnostic information, which can be used for trouble shooting.
Communication
This function displays the status of the ByVision communications connections.
Root directories
This function displays the paths of the ByVision root directories in which data aresaved.
44 Version: P800118110 © Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P8001/8110 45
«MAIN» view
5.7.2 Diagnostics - MachineService
,f·Victttr127.0.0.t:tt19::>Sble. '. UathlneStall·/dllgno~l1U.clIlnrSt.tc..lml
::::DIIlII
:·Uur-ldilgnuc/Uur.xm1:··Job-/dilgnose/Job,Jml
;;,6cl1ln9$:· .• hConfigul1IIlion-/diagnon/MsConfiguration.xm1
:. Uur-Jdilgnou/MachlntStrvlct.log:.:.S,ptttllt:ttlons
:i: Sotlmrc
Use the displayed information for trouble shooting.
You can use the Save as button to save the contents of this dialog window in an XMLfile to send to Bystronic Customer Services for fault analysis.
Save file as
Saves the contents of the MachineService view in an XML file.

ByVision Water
For your notes
46 Version: P8001/8110 © Bystronic Laser AG, 2006

."
6 «HAND» view
In the HAND view you can perform various functions for manual operation of themachine. The functions are divided into manual functions and special functions. Pressthe relevant button in the function bar to display the Manual functions and Specialfunctions.
Manual functions
The Manual operation and Reference functions can be selected if no other manualfunction or service function is active.
The Origin and Adjust functions can be selected
\Il once the head has moved to the reference position for the first time
11\ and when no other manual or service function is active.
Special functions
The special functions can only be selected once the Manual operation function hasbeen enabled. All active special functions are identified in the HAND view by a greendot.
© Bystronic Laser AG, 2006 Version: P8001/8110 47

III centering a nozzle
ByVision Water
Manual operation is required for the following tasks:
li! adjusting the position of the focal point after changing a lens
ø checking the nozzle clearance height
ill aligning deflecting mirrors
ill performing trial cuts in CW or pulsed mode along a straight section.
m repositioning for special work-piece positions (only when STOP ZERO is enabled)
The following information is displayed in the HAND view:
li! on the left, the current machine axis values
ø on the right, the values of the various media and the functional status of the specialfunctions (for checking or troubleshooting)
The Setup values, machine view and the Parameters view can be opened from thenavigation bar.
48 Version: P8001/811 O © Bystronic Laser AG, 2006

«HAND» view
6.1 Manual functions
6.1.1 Manual operation
This function enables the hand-held controller. The axes can now only be moved usingthe hand-held controller.
Note:
This function is disabled during cutting operation.
Exceptions:
il: STOP ZERO
m STOP WORK
Reference points for the machine-axes display in the HAND view:
ii After switching on the machine or a CNC reset, this is the zero point for thecurrent position.
ii After the first Move to reference this is the machine zero point.
Coarse positioning using buttons
The axes move while you are pressing the relevant axis button on the hand-heldcontroller.
Fine positioning using hand wheel
You can position the cutting head precisely using the JOG button on the hand-heldcontroller. The jog button must be held down - it is not self-Iatching. Fine positioning ofthe cutting head is ideally performed with the head in the lowered position.
1. Press and hold the JOG button on the hand-held controller.
2. With your other hand, select the appropriate axis button for the direction oftravel required.
3. Then use the hand wheel to move the selected axis, without releasing the JOGbutton.
© Bystronic Laser AG, 2006 Version: P8001/8110 49

50 Version: P8001/8110 © Bystronic Laser AG, 2006
ByVision Water
Feed rate in manual operation
Three different speeds are used:
>: High-speed, coarse positioning with cutting head raised
uses the setup value Feed rate for manual operation, head raised from theSetup values, machine view
>: Low-speed, fine positioning with cutting head lowered
- uses the setup value Feed rate for manual operation, head lowered from theSetup values, machine view
m Cutting speed from the active parameters when WATER is pressed together withthe relevant direction button
For the rotary axis (U-axis), the feed rate refers to the angular speed. The speed at thecircumference varies depending on the radius of the work piece. The radius is readfrom the last cutting plan loaded or the active cutting plan. If this is/was not a tubeprogram, the setup value Tube radius from the Setup values, machine view is used.
Note:
In manual operation, only feed rates with step sizes of 133 areemployed. This means that the smaliest possible feed rate is133 mm/min, then 266 mm/min etc. In automatic mode, the feed rateis adopted correctly from the feed rate entered. Feed rates cantherefore differ from the "Feed rate, cutting" even when the samevalues are set. Be aware of these differences when measuringparameters in manual operation.

If you mave the axes at positioning speed beyond the limit-of-travelswitches, the guides may be damaged from the impact with the mechanicalend stops.
«HAND» view
Limiting movement of the axes
Movement of the axes is restricted in three stages:
1. Limit switchIf the axes travel over a limit switch, the eNe controller stops the drives. Usethe hand-held controller to mave out of the limit position.
2. Limit-of-travel switchIf the axes travel over a limit-of-travel switch, the eNe controller disconnectsthe drives from the power supply. The following message appears: Stop - axislimit reached, bridge
Action:
- Switch off machine- Mave axes by hand out of the limit-of-travel switch- Switch machine back on
3. Mechanical end sto psThe braking distance between limit-of-travel switch and end stop is onlydesigned for braking from the travel speed.
© Bystronic Laser AG, 2006 Version: P8001/8110 51

ByVision Water
6.1.2 Zero point
You can use this function to move to the zero point of a plan or part. This function isonly enabled after the first move to reference operation.
Exceptions:
il no other Hand or Service function is active
It. STOP ZERO has not been actuated
After selecting the Zero point function, you have the following options available:
il Move to the zero point with CONT
- If a cutting plan is active and the cutting head is waiting at a STOP ZERO (planor part), the cutting head moves to the relevant zero point.
- If there is no active cutting plan (machine in manual mode), the cutting headmoves to the setup value XIV axis: sheet zero point.
til Return to the HAND view with STOP.
The zero point of the cutting plan can be moved by the Edge detection function, aprogrammed plan zero point or via the Shift origin Service function.
ill If there is a program med zero point, the sheet zero point is ignored.
The program med zero point can be defined in the following Bysoft applications:
ill Bytubepart under the menu Settings -> Options -> LCC/NCP Export -> Zeropoint offset
!li Bytubework under the menu Work area -> Job parameters -> LCC/NCP Export -> Zero point offset V
52 Version: P8001/8110 © Bystronic Laser AG, 2006

© Bystronic Laser AG, 2006 Version: P8001/8110 53
«HAND» view
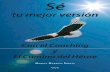
6.1.3 Adjust
The Adjust function can be used to move the axes to four preset positions.
The Adjust function can be selected:
!\\ once the head has moved to the reference position for the first time
!\\ when no other manual or service function is active
Moving to setup positions
1. Press the Adjust button. The following message is displayed:Move to position, Press CONT to continue, STOP to terrnlnate
2. Press CONT. The head moves to the start position (XIY-axis: sheet zeropoint)
3. Select the axis end position using the X+, X-, Y+, Y- buttons on the hand-heldcontroller. The following message is displayed:Move to position, Press CONT to continue, STOP to terminate
4. Press CONT to move to the selected axis end position.
5. Repeat steps 3 and 4 to move to the required axis positions.
6. To close the Adjust function, move the cutting head to the reference position bypressing the Reference button.
The controller uses the value from the setup values XIY-axis: setup positions in theSetup values, machine view.
The graphic shows the adjustment positions of thecutting head for a setup value XIY-axis: sheet zeropoint of 20mm.
The surface (E) is the machine cutting area.
A X-, Y- XIY-axis: sheet zero point
B X+, Y- X-axis: setup position, Y-axis: sheet zero point
C X+, Y+ XIY-axis: setup positions
D X-, Y+ X-axis: sheet zero point, Y-axis: setup position

ByVision Water
6.1.4 Reference
The reference point is used by the controller as an orientation point for a defined axisposition. The position of the reference point is set by switches on the machine.
Select the Reference function:
:li Before you perform a table interchange (if the axes are not al ready in the referenceposition).
:li At least once after starting the machine or after a CNC-controller reset.
After selecting the Reference function you can:
~ use CONT to mave to the reference
~ use STOP to return to the Hand view.
Note:
This function is disabled during the cutting process.
54 Version: P8001/8110 © Bystronic Laser AG, 2006

«HAND» view
6.2 Special functions
6.2.1 Drill
This button enables/disables pilot drilling.
6.2.2 Calibrate Z-
This function is used for manual re-calibration of the tactile nozzle-height contralsystem in manual operation. The calibration can be performed over any area of thesheet that has not been cut yet, or the calibration plate.
Manual nozzle calibration
1. Select the Manual operation function in the view HAND -> Manual functions
2. Press the TOOl button on the hand-held contraller
3. Use the X- and Y- buttons to move to the position where you want to performthe calibration.
4. Press the Z- button and keep it depressed until the calibration has finished andthe Z-axis has moved up again.
5. To lower the cutting head to the nozzle clearance height, press the Z- buttonagain until the Z-axis has reached the nozzle clearance height.
6. The machine can be operated with the hand-hele controller after an interruptcaused by STOP WORK or STOP ZERO.
7. After clearing the Stop function with CONT, the cutting head returnsautomatically to the point where machining was interrupted.
© Bystronic Laser AG, 2006 Version: P8001/8110 55

56 Version: P8001/8110 © Bystronic Laser AG, 2006
ByVision Water
6.3 «Setup values, machine» view
rat.efenma.-:uoJoper.r.;on.hndral?'eed rr.e fof m~:lu,l operr.:on, head !O'h'tredfDø4 ree. rræve te fcWrllllCVfeca D!e. po,rtior.:ngFot:tlol'linpaeceltrtt:onX.u1':Se1~PlX"ftlo!'ly •.ni!: Se'lllp poaitionX<u!,: service pn!ltonY'U!I: .~f\'iecpcsif.on:l(.:lais:.t-.cctz.tro po!1'!!.Yuh;,!:ee!:a:oropoint~ln.!lff..otfhd9h:bc1"(leCnpJJU
ma:x. r>O,:tlo:'llng dlmneb wlth tew Htt.o1f::elglt.Sttul::g:O- off,1-on~el~'beft)rera!.:n9too:AbrMive celinl)' C.., off.. 1 •• on
Drmtp:lldla 11'" o~~1 Il' onHig!; pr&"~re PUfr.P (I. ctf. 1- ,tant:by, 2" or" J ••JI.:!orut:c
Z·neJ fctive 1" Z1, 2"' III '" Zl-+ ZZ
æeee,lO.100JOOOseeCe30ll
Cl,3l
All setup values for the machine or system are displayed in this view. The values aregrouped into different areas.
Unlike parameters, the values in the Setup values, machine view affect all cuttingplans or jobs. They are saved directly in the CNC.
The following functions are available in this view:
Edit
Opens the dialog box for changing a setup value.
Editing a setup value:
1. Select the relevant value in the Setup values, machine view
2. Press the Edit button.
3. Change the value and confirm the change with OK.
You can also open the dialog box by pressing the Enter key or a numeric key on thenumeric keypad of the PC keyboard.

«HAND» view
6.2 Special functions
6.2.1 Drill
This button enables/disables pilot drilling.
6.2.2 Calibrate Z-
This function is used for manual re-calibration of the tactile nozzle-height controlsystem in manual operation. The calibration can be performed over any area of thesheet that has not been cut yet, or the calibration plate.
Manual nozzle calibration
1. Select the Manual operation function in the view HAND -> Manual functions
2. Press the TOOl button on the hand-held controller
3. Use the X- and Y- buttons to move to the position where you want to performthe calibration.
4. Press the Z- button and keep it depressed until the calibration has finished andthe Z-axis has moved up again.
5. To lower the cutting head to the nozzle clearance height, press the Z- buttonagain until the Z-axis has reached the nozzle clearance height.
6. The machine can be operated with the hand-held controller after an interruptcaused by STOP WORK or STOP ZERO.
7. After clearing the Stop function with CONT, the cutting head returnsautomatically to the point where machining was interrupted.
© Bystronic Laser AG, 2006 Version: P8001/8110 55
Related Documents