BDX-613-1666 (Rev.) BRAZING TITANIUM STRUCTURES PDO 6989263, Final Report K. B. Pressly, Project Leader Project Team: J. A. Brunk K. Gentry, Jr. E. Jimenez, Ji*. E. M. Lundgren G. E, Parkhurst Published March 1977 Prepared for the United Svatea Energy Research and Development ^klfainistration Under Contract Number EY-^!?H£-04-Q613 USERDA DJSTie’ iBU'i ION '4/'* THIS D O C U M E N T IS?'*" ' ■ :r\ .

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
B D X - 6 1 3 - 1 6 6 6 (Rev.)
BRAZING TITANIUM STRUCTURES
PDO 6989263, Final Report
K. B. Pressly, Project Leader
Project Team:J. A . Brunk K. Gentry, Jr.E. Jimenez, Ji*.E. M. LundgrenG. E, Parkhurst
P u b l i s h e d M a r c h 1 9 7 7
Prepared for the United Svatea Energy Research a n d D e v e l o p m e n t ^klfainistration U n d e r Contract N u m b e r EY-^!?H£-04-Q613 U S E R D A
DJSTie’iBU'i ION '4/'* THIS D O C U M E N T IS?'*" '■:r\ .
BLANK PAGE
NOTICEThis report was prepared as an account of work sponsored by the United States Government. Neither the United States nor the United States Energy Research and Development Administration, nor any of tkeir employees, nor any of tteir contractors, subcontractors, or their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness or usefulness of any information, apparatus, product or process disclosed, or represents that its use would not infringe privately owned rights.
Printed in the United States of America
Available From the National Technical Information Service, U.S. Department of Commerce, 5285 Port Royal Road, Springfield, Virginia 22161.
Price: Microfiche $2.25Paper Copy $3.50
B D X - 6 1 3 - 1 6 6 6 (Rev.)D i s t r i b u t i o n C a t e g o r y U C - 3 8
BRAZING TITANIUM STRUCTURES
Published March 1977
Project Leader:H. B. Pressly Department 814
Project Team:J. A. Brunk K. Gentry, Jr. E. Jimenez, Jr. E . M . Lundgren G . E . Parkhurst
PDO 6989263 Final Report
This report wai prepared as an account of work sponsored by the United States Government. Neither the United States nor Ihr. United States Energy Research and Development Administration, nor any of their employees, nor any of their contractors, subcontractors, or their eruployees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness or usefulnes of any information, apparatus, product or process disclosed, or represents that its use would not infringe privately owned rights.
Technical Communications B e n d i K a n s a s C i t y
B R A Z I N G T I T A N I U M S T R U C T U R E S
BDX-613-1666 (Rev.), UNCLASSIFIED Final Report, Published March 1977
Prepared by H. B. Pressly, D/814, under PDO 6989263
A vacuum furnace brazing process using Ag-5Al-0.5Mn brazing alDoy has been developed for joining titanium alloy Ti-6A1-4V structures. Lap-shear strengths of the braze joints and the effects of the brazing thermal cycle on the tensile and bending properties of mill-annealed Ti-6A1-4V alloy sheet are reported. Nondestructive test methods were evaluated for detecting defects in these braze joints.
WPC-dvh
T H E B E N D I X C O R P O R A T I O N
T h i s report w a s p r e p a r e d a s a n a c c o u n t o f w o r k s p o n s o r e d
b y t h e U n i t e d S t a t e s G o v e r n m e n t . Neither t h e U n i t e d States
n o r t h e U n i t e d St a t e s E n e r g y R e s e a r c h a n d D e v e l o p m e n t
Administration, n o r a n y o f their e m p l o y e e s , n o r a n y of their
contractors, subcontractors, or their e m p l o y e e s , m a k e s
a n y war r a n t y , e x p r e s s o r implied, o r a s s u m e s a n y legal lia
bility o r responsibility for t h e a c curacy, c o m p l e t e n e s s or
us e f u l n e s s of a n y information, apparatus, p r o d u c t or p r o c e s s
disclosed, or repres e n t s that its u s e w o u l d n o t infringe pri
vately o w n e d rights.
K A N S A S C I T Y D I V I S I O N
P . O . B O X 1 1 5 3
K A N S A S C I T Y , M I S S O U R I 6 4 1 4 1
A p r i m e contractor w i t h the United
States E n e r g y R e s e a r c h a n d D e v e l o p m e n t Administration
C o n t r a c t N u m b e r E Y - 7 6 - C - 0 4 - 0 6 1 3 U S E R D A
CO N T E N T S
SUMMARY........................................................ 5
D I S C U S S I O N ............................ ....................... 6
SCOPE AND PURPOSE.......................................... 6
A C T I V I T Y ................................................... 6
Selection of Brazing Filler All 03/ s ................... 6
Cleaning Titanium Surfaces ............................ 7
Wetting Characteristics of Brazing Alloys............ 8
Lap-Shear Strength of Braze Joints ......... . . . . 8
Metallography of Braze Joints.......................... 11
Effects of Brazing Cycles on Base MetalP r o p e r t i e s ............................................ 15
Nondestructive Testing of Braze Joints .............. 16
ACCOMPLISHMENTS.............................. ............. 19
FUTURE WORK................................................. 19
R E F E R E N C E S ................................................... 21
DISTRIBUTION ................................................. 22
S e c t i o n P a g e
ILLUST R A T I O N S
1 Wetting Characteristics of Ag-5Al-0.5MnBrazing Alloy (P9384 8 ) ....................... 9
2 Wetting Characteristics of Ag-9Pd-9GaBrazing Alloy (P93849) ....................... 10
3 Braze Joint Design ............................... 12
4 Shear Test Specimen................. .. 12
5 Cross Sections of Joints Brazed WithAg-5Al-0.5Mn Alloy (P93852) (P93851) . . . . 14
6 Cross Section of Joint Brazed WithAg-9Pd-9Ga Alloy (P93850)..................... 16
7 Tensile Properties of Ti-6A1-4V Base-MetalVersus Brazing Temperature ................... 18
8 Image Analyzer Representations of BrazeJoint Radiographs (P93853) ................... 20
TABLES
Number Page
1 Recommended Brazing Temperatures ............... 7
2 Shear Strengths of Braze Joints................. 13
3 Tensile Properties of Ti-6A1-4V AlloyMill-Annealed Sheet After Exposure toVarious Brazing Cycles ....................... 17
F i g u r e P a g e
4

S U M M A R Y
Brazing has been proposed as a process for joining annealed Ti-6A1-4V alloy structural hardv/are in a support assembly. A vacuum furnace brazing process was developed using Ag-5Al-0.5Mn brazing alloy, brazing temperatures between 850° and 870°C, and joint gaps between 0.05 and 0.15 mm (0.002 and 0.006 inch). Titanium turnings were used in the brazing furnace to prevent oxidation of the titanium during the brazing cycle.
The lap-shear strengths of braze joints made using this process ranged between 124 and 159 MPa (18 and 23 ksi). Cross sections of the joints showed sound metallurgical bonds. Tensile and yield strengths of the mill-annealed Ti-6A1-4V base metal were decreased slightly due to the brazing thermal cycle. Tensile strengths were reduced 4 to 5 percent and yield strengths were reduced 5 to 7 percent. Tensile elongations were not significantly affected. Although tensile and yield strengths did decrease, the Ti-6A1-4V base metal met the design requirements of 896 MPa (130 ksi) minimum tensile strength, 827 MPa (120 ksi) minimum yield strength, and 8 percent minimum elongation. Bend properties of the mill-annealed Ti-6A1-4V base metal were not adversely affected by the brazing thermal cycle. However, it was found that even a light oxide layer on the titanium surfaces would degrade the bend properties of the Ti-6A1-4V alloy.
A nondestructive test method, using an image analyzer to interpret radiographs, was used successfully to detect defects in the brazed joints.
D I S C U S S I O N
This report describes the development of a vacuum furnace brazing process for joining mill-annealed titanium alloy Ti-6A1-4V structural hardware proposed for use in a support assembly.
S C O P E A N D P U R P O S E
ACTIVITY
Selection of Brazing Filler Alloys
A literature search was undertaken to select commercially available brazing filler alloys with useful brazing temperatures less than 900°C, lap-shear strengths greater than 103 MPa (15 ksi), and good corrosion and oxidation resistance.
Only brazing alloys with useful brazing temperature ranges below 900°C were considered so that the effects of the brazing cycles on the base metal properties of the mill-annealed Ti-SA1-4V alloy would be minimized. The alpha-beta annealing temperature range for this alloy is 755° to 900°C. Design requirements for the Ti-6A1-4V base metal were 896 MPa (130 ksi) minimum tensile strength, 827 MPa (120 ksi) minimum yield strength, and 8 percent minimum elongation.
Two brazing filler alloys w°re selected for this project: Ag-5Al-0.5Mn (a Convair-developed alloy known as "Dynabraze B") and Ag-9Pd~9Ga (a Wesco-developed alloy known as "Gapasil 9").Both of these brazing alloys were found to be commercially available in both wire and strip forms from Western Gold and Platinum Company (Wesco). Solidus, liquidus, and recommended brazing temperatures for these alloys are given in Table 1.
A factor in the selection of the Ag-5Al-0.5Mn alloy was the extensive engineering data reported for this alloy . 1 1 2 , 3 Joints with lap-shear strengths in the range of 138 to 207 MPa (20 to 30 ksi) have been produced in Ti-6A1-4V laminated structures using this brazing alloy. These joints are essentially unaffected by exposure to salt spray corrosion tests for 50 hours or to 425°C oxidation tests for 100 hours. Good fatigue life when cycled at 34 MPa (5 ksi) shear stress and good stress corrosion resistance with a threshold stress between 28 and 83 MPa (4 and 12 ksi) hi. ve been reported. Data on mechanical properties of beta-annealed Ti-6A1-4V alloy have shown that tensile and yield strengths were slightly decreased, while ductility and toughness were unaffected by a simulated brazing thermal cycle of 15 minutes at 900°C.
6
T a b l e 1. R e c o m m e n d e d B r a z i n g T e m p e r a t u r e s
Composition Name Solidus LiquidusRecommended Brazing Range
Ag-5Al-0.5Mn Dynabraze B 775°C 815°C 830° to 885°C*
Ag-9Pd-9Ga Gapasil 9 845°C 880°C 880° to 920°C
♦Brazing Range of 845° to 905°C has also been recommended,
The Ag-9Pd-9Ga alloy, recently developed by Wesco, was selected on the basis of the technical data given in the manufacturer's literature . 4 An average shear strength of 179 MPa (26 ksi), excellent oxidation resistance up to 315°C, and excellent salt spray and salt stress corrosion resistance up to 425°C have been reported for braze joints in titanium alloys using this brazing alloy.
Cleaning Titanium Surfaces /Brazing titanium alloys requires that the surfaces of the parts be solvent cleaned and chemically deoxidized prior to brazing. Chlorinated solvents are not recommended. The following standard cleaning procedure5 ’ 6 was used to prepare test specimens for brazing and the interval between cleaning and brazing was limited to 24 hours maximum:
Solvent wipe with reagent grade acetone,
Immerse in reagent grade acetone for 30 seconds,
Blow dry with compressed air,
Immerse in 30 percent HNO3 plus 3 percent HF solution for 2 minutes ,
Rinse in tap water for 2 minutes,
Rinse in deionized water for 2 minutes,
Immerse in reagent grade acetone, and
Blow dry with compressed air.
W e t t i n g C h a r a c t e r i s t i c s of B r a z i n g Alloys
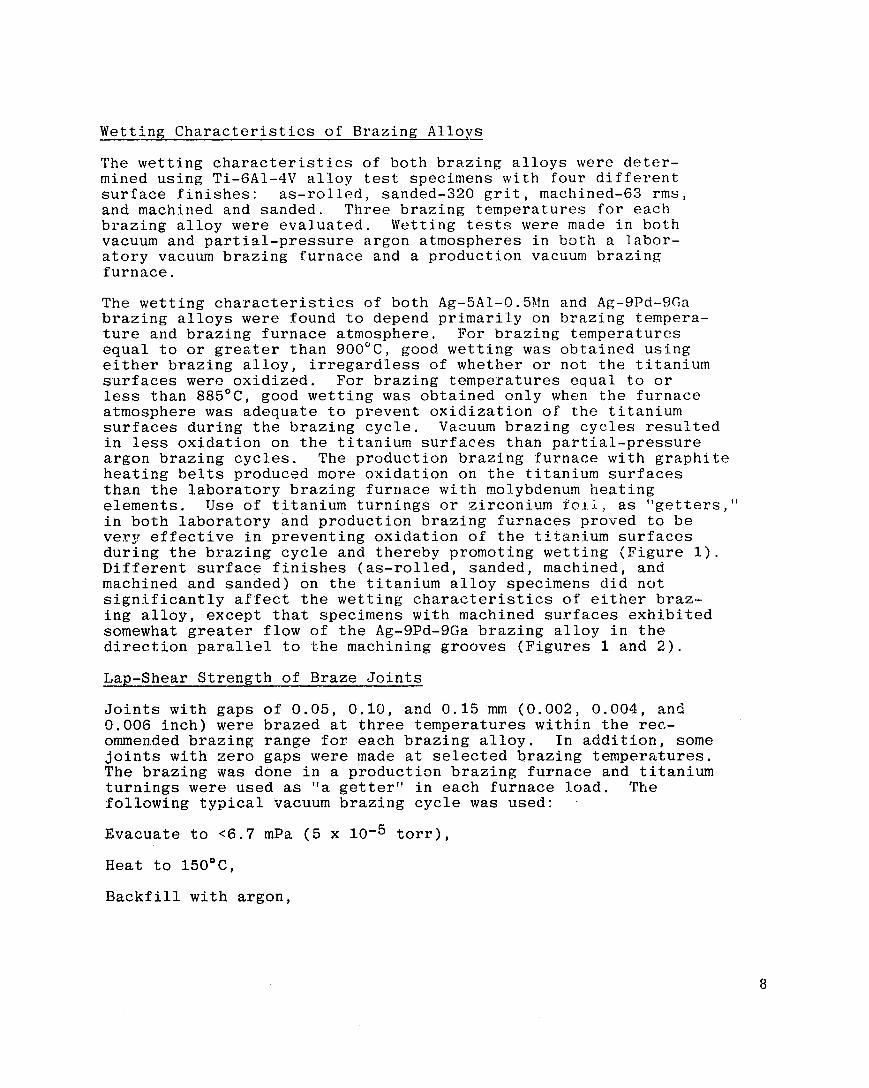
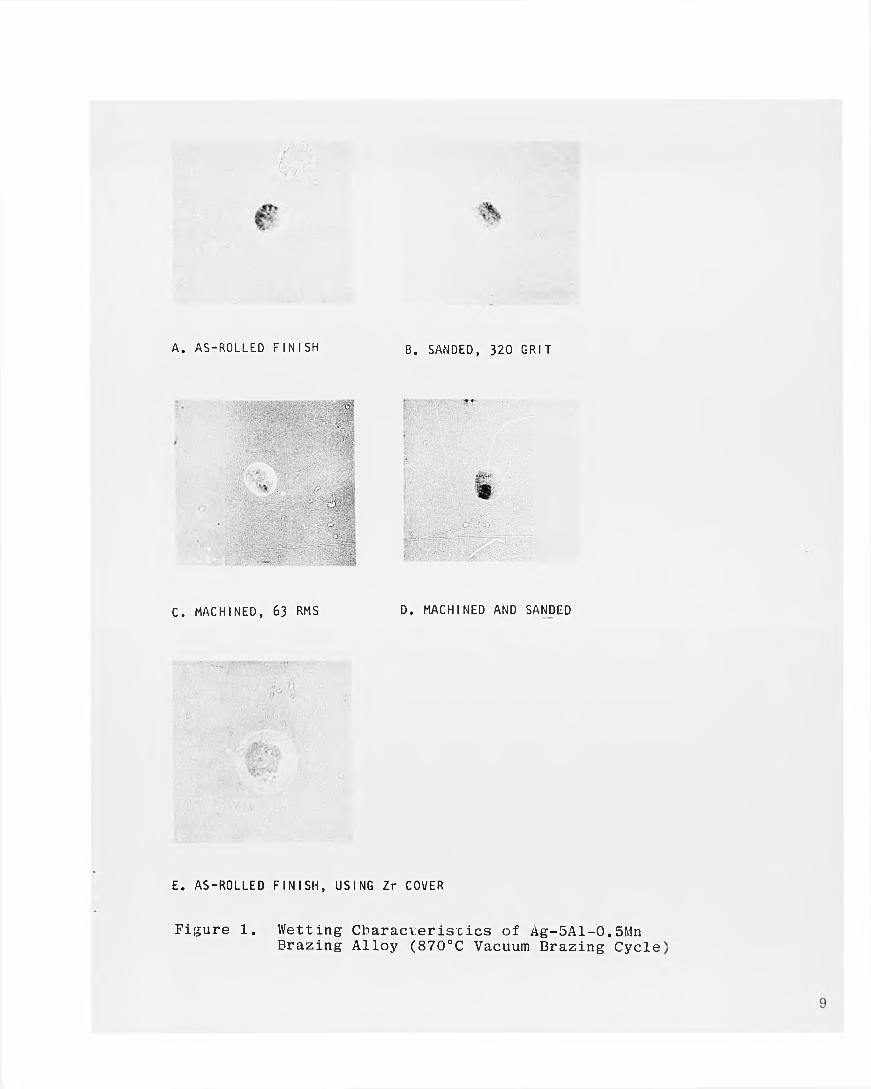
The wetting characteristics of both brazing alloys were determined using Ti-6A1-4V alloy test specimens with four different surface finishes: as-rolled, sanded-320 grit, machined-63 rms,and machined and sanded. Three brazing temperatures for each brazing alloy were evaluated. Wetting tests were made in both vacuum and partial-pressure argon atmospheres in both a laboratory vacuum brazing furnace and a production vacuum brazing furnace.
The wetting characteristics of both Ag-5Al-0.5Mn and Ag-9Pd~9Ga brazing alloys were found to depend primarily on brazing temperature and brazing furnace atmosphere. For brazing temperatures equal to or greater than 900°C, good wetting was obtained using either brazing alloy, irregardless of whether or not the titanium surfaces were oxidized. For brazing temperatures equal to or less than 885°C, good wetting was obtained only when the furnace atmosphere was adequate to prevent oxidization of the titanium surfaces during the brazing cycle. Vacuum brazing cycles resulted in less oxidation on the titanium surfaces than partial-pressure argon brazing cycles. The production brazing furnace with graphite heating belts produced more oxidation on the titanium surfaces than the laboratory brazing furnace with molybdenum heating elements. Use of titanium turnings or zirconium foil, as "getters," in both laboratory and production brazing furnaces proved to be very effective in preventing oxidation of the titanium surfaces during the brazing cycle and thereby promoting wetting (Figure 1). Different surface finishes (as-rolled, sanded, machined, and machined and sanded) on the titanium alloy specimens did not significantly affect the wetting characteristics of either brazing alloy, except that specimens with machined surfaces exhibited somewhat greater flow of the Ag-9Pd-9Ga brazing alloy in the direction parallel to the machining grooves (Figures 1 and 2).
Lap-Shear Strength of Braze Joints
Joints with gaps of 0.05, 0.10, and 0.15 mm (0.002, 0.004, and 0.006 inch) were brazed at three temperatures within the recommended brazing range for each brazing alloy. In addition, some joints with zero gaps were made at selected brazing temperatures. The brazing was done in a production brazing furnace and titanium turnings were used as "a getter" in each furnace load. The following typical vacuum brazing cycle was used:
Evacuate to <6.7 mPa (5 x 10- 5 torr),
Heat to 150°C,
Backfill with argon,
8
A. AS-ROLLED FINISH B. SANDED, 320 GRIT
C. MACHINED, 63 RMS D. MACHINED AND SANDED
"" ; • ••• • •
‘ , ' : . '■&&. O
E. AS-ROLLED FINISH, USING Zr COVER
Figure 1. Wetting Characteristics of Ag-5Al-0.5MnB r a z in g A l l o y (8 7 0 °C Vacuum B r a z in g C y c le
A. AS-ROLLED FINISH B. SANDED, 320 GRIT
f-’..,-: .v
t -V, Vi :>■'•;v v:- „;■
> i i.;%< . ‘ Ii . , ‘ / . t e £ . : : •'■■;■}&. .
•BX
• ■4r^,r-w&
C. MACHINED, 63 RMS D. MACHINED AND SANDED
Figure 2. W e t t i n g Characteristics of Ag-9Pd-9GaB r a z i n g Alloy (885°C V a c u u m Brazing Cycle)
Heat t o 8 7 0 ° C a n d h o l d a t t e m p e r a t u r e f o r 1 5 m i n u t e s , a n d
Furnace c o o l u n d e r v a c u u m .
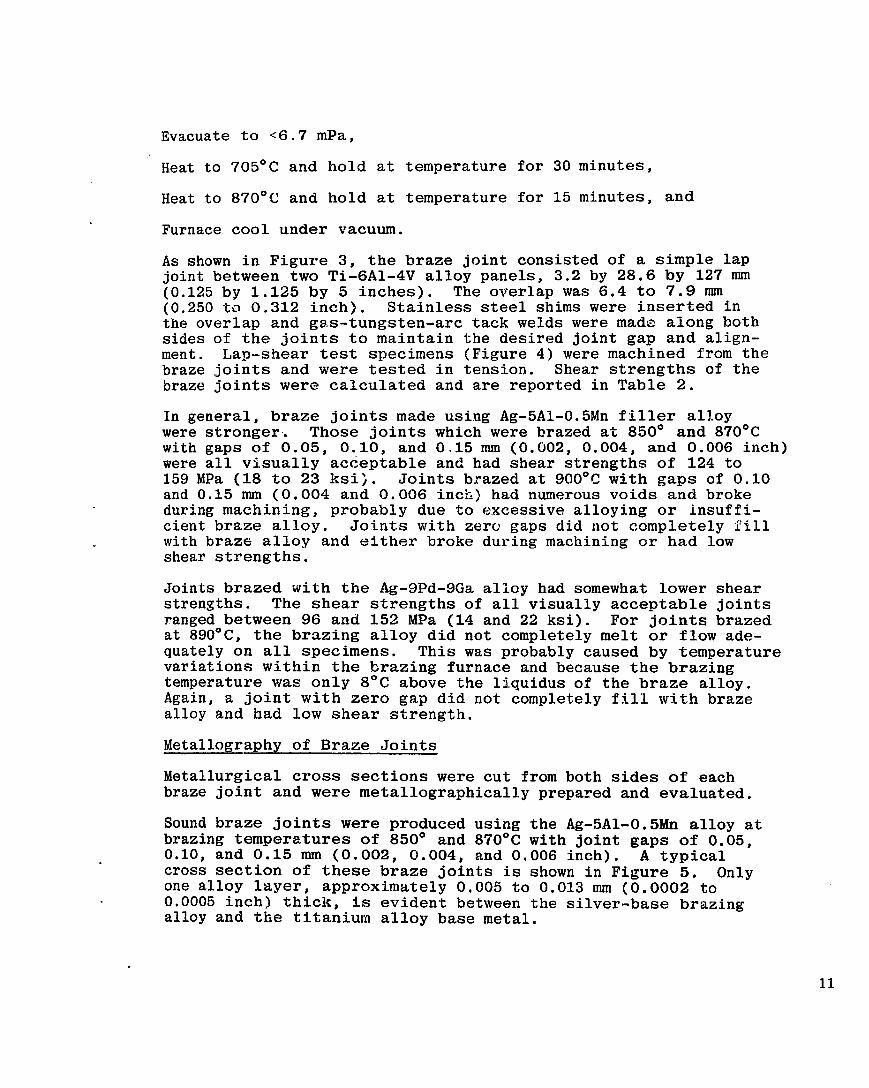
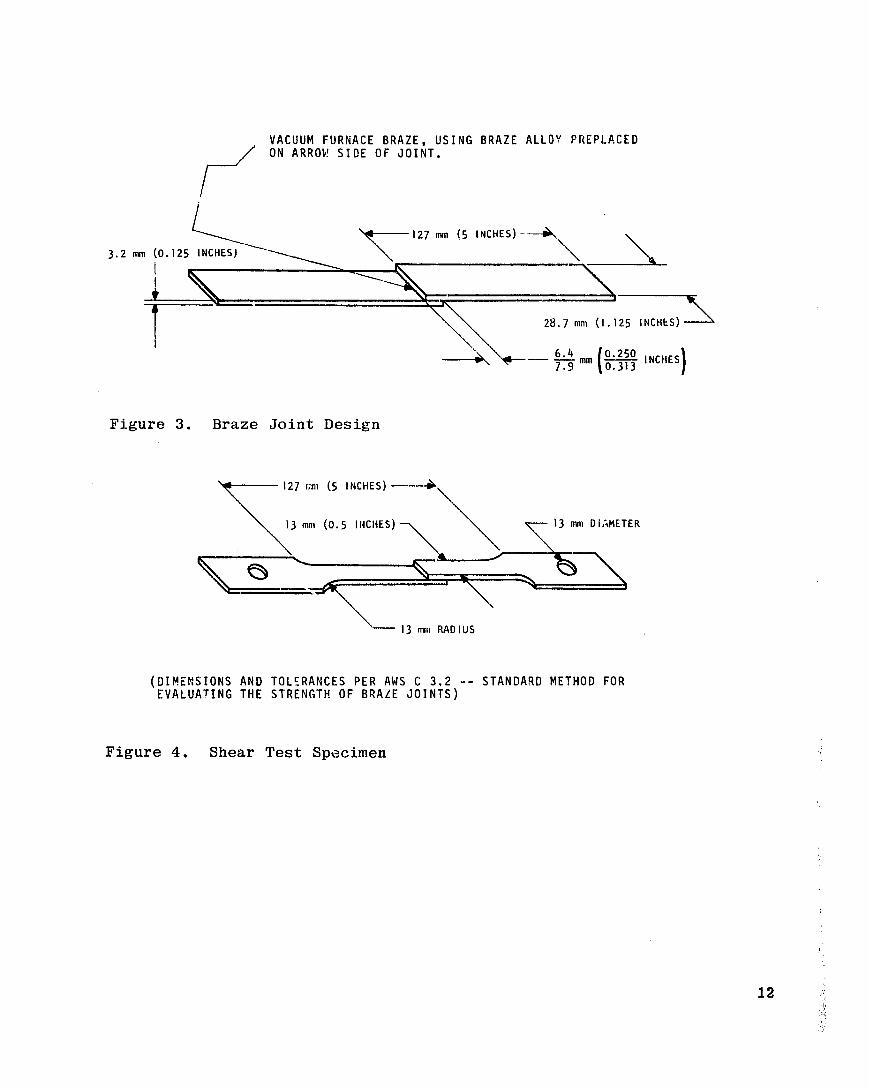
As shown i n F i g u r e 3 , t h e b r a z e j o i n t c o n s i s t e d o f a s i m p l e l a p j o i n t b e t w e e n tw o T i - 6 A 1 - 4 V a l l o y p a n e l s , 3 . 2 b y 2 8 . 6 b y 1 2 7 mm ( 0 . 1 2 5 b y 1 . 1 2 5 b y 5 i n c h e s ) . The o v e r l a p was 6 . 4 t o 7 . 9 mm ( 0 . 2 5 0 t o 0 . 3 1 2 i n c h ) . S t a i n l e s s s t e e l s h im s w e r e i n s e r t e d in th e o v e r l a p a n d g a s - t u n g s t e n - a r c t a c k w e l d s w e re m ad e a l o n g b o t hs i d e s o f t h e j o i n t s t o m a i n t a i n t h e d e s i r e d j o i n t g a p a n d a l i g n m ent. L a p - s h e a r t e s t s p e c i m e n s ( F i g u r e 4 ) w ere m a c h i n e d fro m t h e b r a z e j o i n t s a n d w e r e t e s t e d i n t e n s i o n . S h e a r s t r e n g t h s o f t h e b r a z e j o i n t s w e r e c a l c u l a t e d an d a r e r e p o r t e d i n T a b l e 2 .
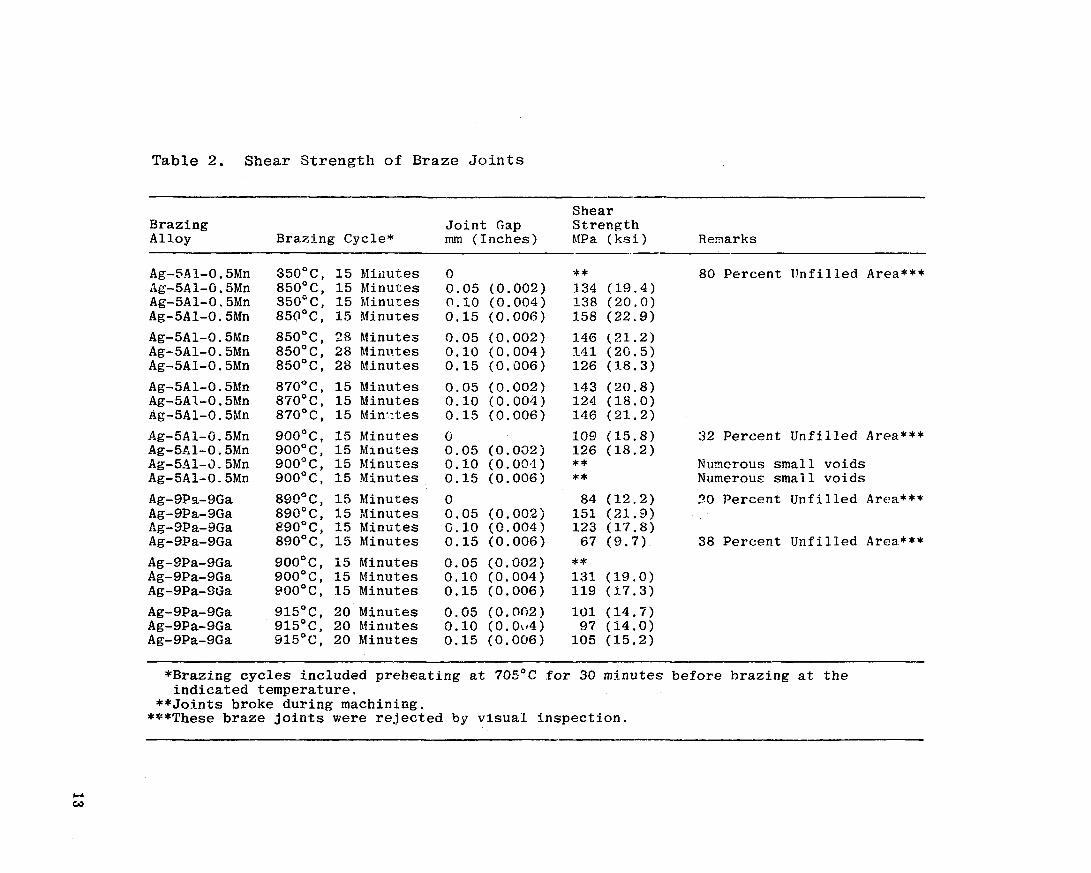
In g e n e r a l , b r a z e j o i n t s m ade u s i n g A g - 5 A l - 0 , 5 M n f i l l e r a l l o y were s t r o n g e r . T h o s e j o i n t s w h ic h w e r e b r a z e d a t 8 5 0 ° a n d 8 7 0 ° C w ith g a p s o f 0 . 0 5 , 0 . 1 0 , a n d 0 . 1 5 mm ( 0 . 0 0 2 , 0 . 0 0 4 , a n d 0 . 0 0 6 i n c h ) were a l l v i s u a l l y a c c e p t a b l e an d h ad s h e a r s t r e n g t h s o f 1 2 4 t o 159 MPa ( 1 8 t o 2 3 k s i ) . J o i n t s b r a z e d a t 9 0 0 ° C w i t h g a p s o f 0 . 1 0 and 0 . 1 5 mm ( 0 . 0 0 4 a n d 0 . 0 0 6 i n c h ) h a d nu m erous v o i d s a n d b r o k e d u rin g m a c h i n i n g , p r o b a b l y d u e t o e x c e s s i v e a l l o y i n g o r i n s u f f i c i e n t b r a z e a l l o y . J o i n t s w i t h z e r o g a p s d i d n o t c o m p l e t e l y f i l l w ith b r a z e a l l o y a n d e i t h e r b r o k e d u r i n g m a c h in in g o r h a d low sh e a r s t r e n g t h s .
J o i n t s b r a z e d w i t h t h e A g - 9 P d - 9 G a a l l o y had som ew h at l o w e r s h e a r s t r e n g t h s . T h e s h e a r s t r e n g t h s o f a l l v i s u a l l y a c c e p t a b l e j o i n t s ran ged b e t w e e n 9 6 a n d 1 5 2 MPa ( 1 4 an d 2 2 k s i ) . F o r j o i n t s b r a z e d a t 8 9 0 ° C , t h e b r a z i n g a l l o y d i d n o t c o m p l e t e l y m e l t o r f l o w a d e q u a t e l y o n a l l s p e c i m e n s . T h i s w as p r o b a b l y c a u s e d b y t e m p e r a t u r e v a r i a t i o n s w i t h i n t h e b r a z i n g f u r n a c e and b e c a u s e t h e b r a z i n g t e m p e r a t u r e w a s o n l y 8 ° C a b o v e t h e l i q u i d u s o f t h e b r a z e a l l o y . A g a in , a j o i n t w i t h z e r o g a p d i d n o t c o m p l e t e l y f i l l w i t h b r a z e a l l o y a n d h a d l o w s h e a r s t r e n g t h .
M e t a l l o g r a p h y o f B r a z e J o i n t s
M e t a l l u r g i c a l c r o s s s e c t i o n s w e r e c u t fr o m b o t h s i d e s o f e a c h b r a z e j o i n t a n d w e r e m e t a l l o g r a p h i c a l l y p r e p a r e d a n d e v a l u a t e d .
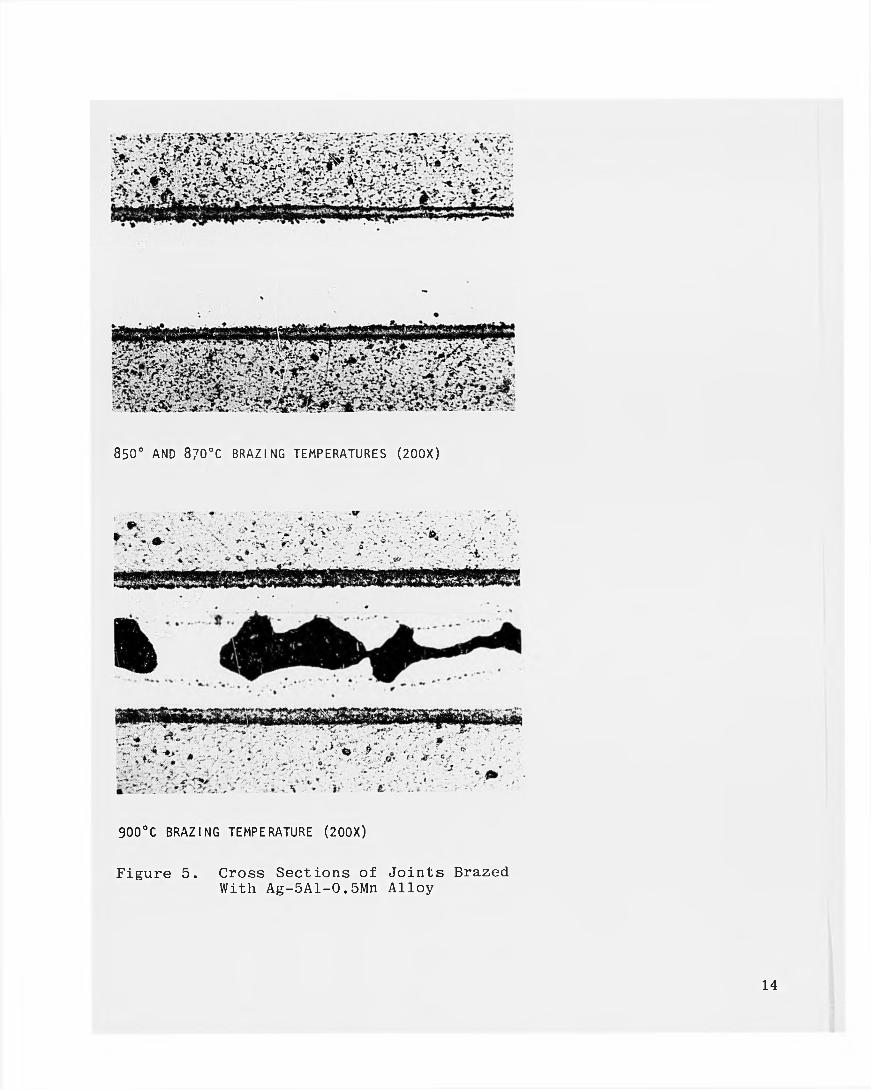
Sound b r a z e j o i n t s w e r e p r o d u c e d u s i n g t h e A g - 5 A l - 0 . 5 M n a l l o y a t b r a z in g t e m p e r a t u r e s o f 8 5 0 ° a n d 8 7 0 ° C w i t h j o i n t g a p s o f 0 . 0 5 , 0 . 1 0 , a n d 0 . 1 5 mm ( 0 . 0 0 2 , 0 . 0 0 4 , and 0 . 0 0 6 i n c h ) . A t y p i c a l c r o s s s e c t i o n o f t h e s e b r a z e j o i n t s i s shown i n F i g u r e 5 . O n ly one a l l o y l a y e r , a p p r o x i m a t e l y 0 . 0 0 5 t o 0 . 0 1 3 mm ( 0 . 0 0 0 2 t o 0 .0 0 0 5 i n c h ) t h i c k , i s e v i d e n t b e tw e e n t h e s i l v e r - b a s e b r a z i n g a l l o y a n d t h e t i t a n i u m a l l o y b a s e m e t a l .
Evacuate to < 6 . 7 mPa,
Heat to 705°C a n d h o l d at t e m p e r a t u r e for 30 minutes,
VACUUM FURNACE BRAZE, USING BRAZE ALLOV PREPLACED ON ARROW SIDE OF JOINT.
F ig u r e 3 . B raze J o i n t D e s ig n
(DIMENSIONS AND TOLERANCES PER AWS C 3.2 -- STANDARD METHOD FOR EVALUATING THE STRENGTH OF BRAZE JOINTS)
F ig u r e 4 . Shear T e s t S pecim en
T a b l e 2. Shear S t r e n g t h of B r a z e Joints
ShearBrazing Joint Gap StrengthAlloy Brazing Cycle* mm (Inches) MPa (ksi) Remarks
Ag-5.41-0.5Mn 350°C, 15 Minutes 0 ** 80 Percent Unfilled Area***Ag-5Al-0.5Mn 850°C, 15 Minutes 0.05 (0.002) 134 (19.4)Ag-5Al-0.5Mn S50°C, 15 Minutes 0.10 (0.004) 138 (20.0)Ag-5Al-0.5Mn 850°C, 15 Minutes 0.15 (0.006) 158 (22.9)
Ag-5Al-0.5Mn 850°C, 28 Minutes 0.05 (0.002) 146 (21.2)Ag-5Al-0.5Mn 850°C, 28 Minutes 0.10 (0.004) 141 (20.5)Ag-5Al-0.5Mn 850°C, 28 Minutes 0.15 (0.006) 126 (18.3)
Ag-5Al-0.5Mn 870°C, 15 Minutes 0.05 (0.002) 143 (20.8)Ag-5A!-0.5Mn 870°C, 15 Minutes 0.10 (0.004) 124 (18.0)Ag-5Al-0.5Mn 870°C, 15 Minutes 0.15 (0.006) 146 (21.2)
Ag-5Al-0.5Mn 900°C, 15 Minutes 0 109 (15.8) 32 Percent Unfilled Area***Ag-5Al-0.5Mn 900°C, 15 Minutes 0.05 (0.002) 126 (18.2)Ag-5Al-0.5Mn 900°C, 15 Minutes 0.10 (0.004) ** Numerous small voidsAg-5Al-0.5Mn 900°C, 15 Minutes 0.15 (0.006) ** Numerous small voids
Ag-9Pa-9Ga 890°C, 15 Minutes 0 84 (12.2) 20 Percent Unfilled Area***Ag-9Pa-9Ga 890°C, 15 Minutes 0.05 (0.002) 151 (21.9)Ag-9Pa-9Ga 890°C, 15 Minutes 0.10 (0.004) 123 (17.8)Ag-9Pa-9Ga 890°C, 15 Minutes 0.15 (0.006) 67 (9.7) 38 Percent Unfilled Area***
Ag-SPa-9Ga 900°C, 15 Minutes 0.05 (0.002) **Ag-9Pa-9Ga 900°C, 15 Minutes 0.10 (0.004) 131 (19.0)Ag-9Pa-9Ga 900°C, 15 Minutes 0.15 (0.006) 119 (17.3)
Ag-9Pa-9Ga 915°C, 20 Minutes 0.05 (0.002) 101 (14.7)Ag-9Pa-9Ga 915°C, 20 Minutes 0.10 (0.0u4) 97 (14.0)Ag-9Pa-9Ga 915°C, 20 Minutes 0.15 (0.006) 105 (15.2)
♦Brazing cycles included preheating at 705°C for 30 minutes before brazing at the indicated temperature.
**Joints broke during machining.***These braze joints were rejected by visual inspection.
850° AND 870°C BRAZING TEMPERATURES (200X)
900°C BRAZING TEMPERATURE (200X)
Figure 5. Cross Sections of Joints Brazed With Ag-5Al-0.5Mn Alloy
14
J o i n t s b r a z e d a t 9 0 0 ° C w i t h A g - 5 A l - 0 . 5 M n a l l o y h a d n u m e r o u s v o i d s ( F i g u r e 5 ) . F o r t h i s h i g h e r b r a z i n g t e m p e r a t u r e , t h e a l l o y l a y e r w as 0 . 0 2 0 t o 0 . 0 2 3 mm ( 0 . 0 0 0 8 t o 0 . 0 0 0 9 i n c h ) t h i c k .
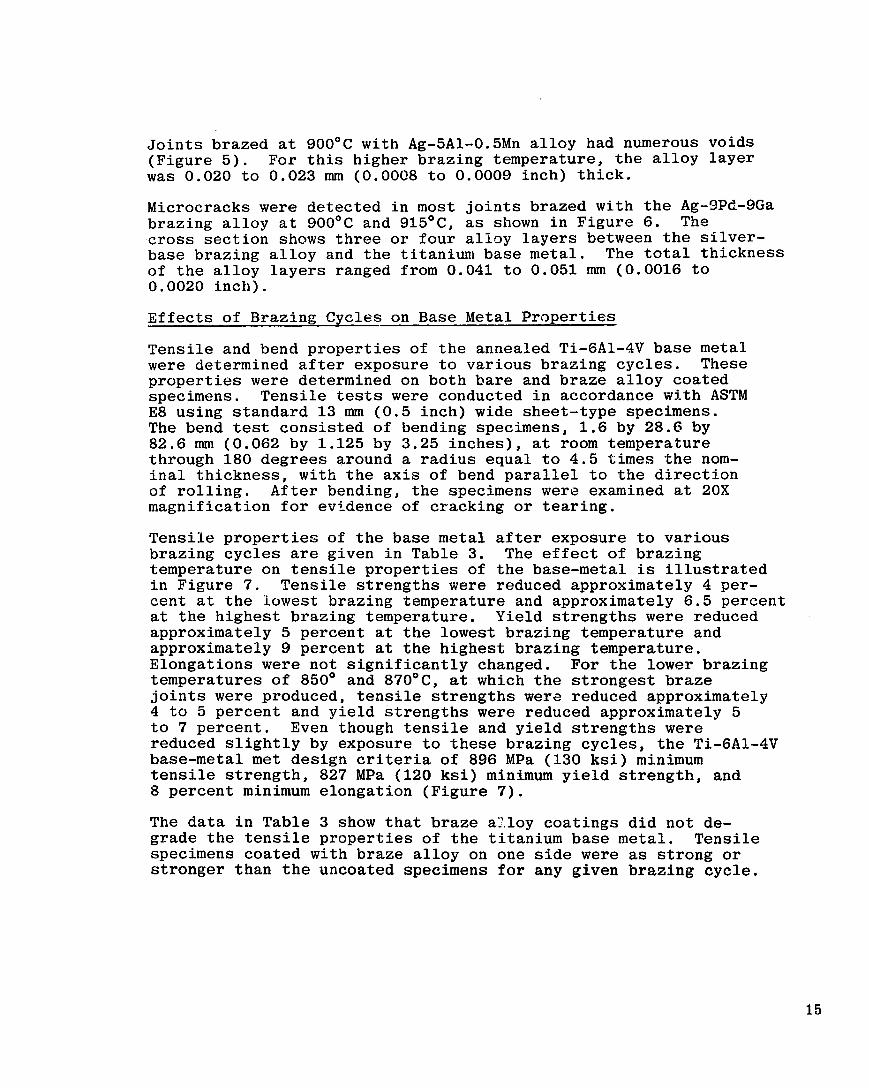
M i c r o c r a c k s w e r e d e t e c t e d i n m o s t j o i n t s b r a z e d w i t h t h e A g - 9 P d - 9 G a b r a z i n g a l l o y a t 9 0 0 ° C an d 9 1 5 ° C , a s shown i n F i g u r e 6 . T he c r o s s s e c t i o n s h o w s t h r e e o r f o u r a l l o y l a y e r s b e t w e e n t h e s i l v e r - b a s e b r a z i n g a l l o y and t h e t i t a n i u m b a s e m e t a l . T h e t o t a l t h i c k n e s s o f t h e a l l o y l a y e r s r a n g e d fr o m 0 . 0 4 1 t o 0 . 0 5 1 mm ( 0 . 0 0 1 6 t o 0 . 0 0 2 0 i n c h ) .
E f f e c t s o f B r a z i n g C y c l e s on B a s e M e t a l P r o p e r t i e s
T e n s i l e an d b e n d p r o p e r t i e s o f t h e a n n e a l e d T i - 6 A 1 - 4 V b a s e m e t a l w e r e d e t e r m i n e d a f t e r e x p o s u r e t o v a r i o u s b r a z i n g c y c l e s . T h e s e p r o p e r t i e s w e r e d e t e r m i n e d on b o t h b a r e and b r a z e a l l o y c o a t e d s p e c i m e n s . T e n s i l e t e s t s w e r e c o n d u c t e d i n a c c o r d a n c e w i t h ASTM E8 u s i n g s t a n d a r d 1 3 mm ( 0 . 5 i n c h ) w i d e s h e e t - t y p e s p e c i m e n s .T h e b e n d t e s t c o n s i s t e d o f b e n d i n g s p e c i m e n s , 1 . 6 b y 2 8 . 6 b y8 2 . 6 mm ( 0 . 0 6 2 b y 1 . 1 2 5 b y 3 . 2 5 i n c h e s ) , a t room t e m p e r a t u r e t h r o u g h 1 8 0 d e g r e e s a r o u n d a r a d i u s e q u a l t o 4 . 5 t i m e s t h e nomi n a l t h i c k n e s s , w i t h t h e a x i s o f b e n d p a r a l l e l t o t h e d i r e c t i o n o f r o l l i n g . A f t e r b e n d i n g , t h e s p e c i m e n s w e r e e x a m in e d a t 2 0 X m a g n i f i c a t i o n f o r e v i d e n c e o f c r a c k i n g o r t e a r i n g .
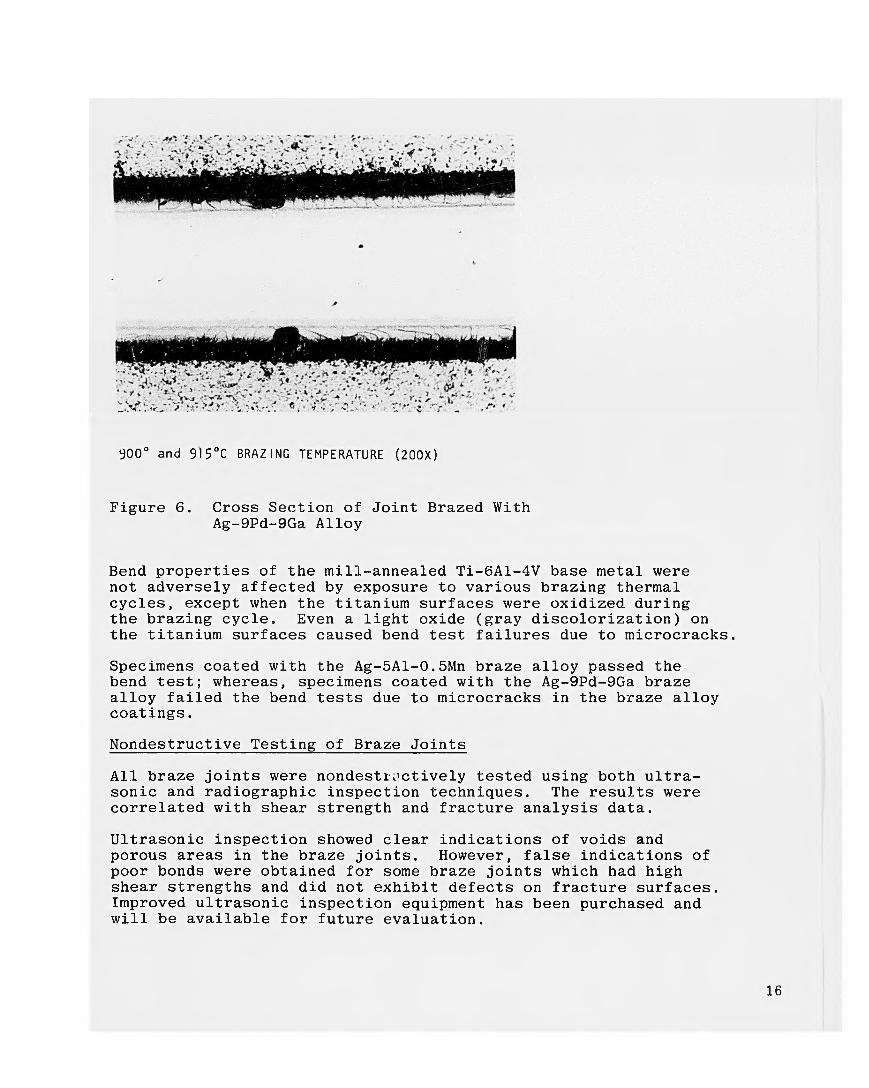
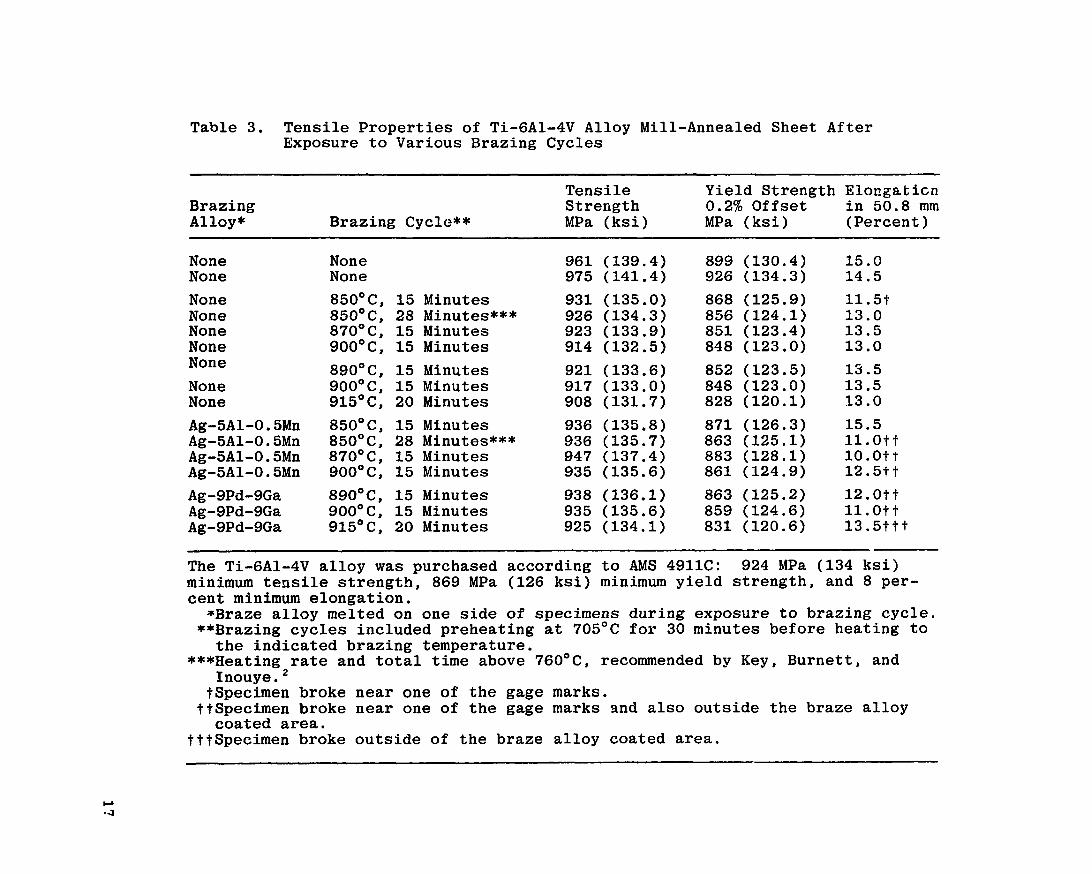
T e n s i l e p r o p e r t i e s o f t h e b a s e m e t a l a f t e r e x p o s u r e t o v a r i o u s b r a z i n g c y c l e s a r e g i v e n i n T a b l e 3 . T he e f f e c t o f b r a z i n g t e m p e r a t u r e o n t e n s i l e p r o p e r t i e s o f t h e b a s e - m e t a l i s i l l u s t r a t e d i n F i g u r e 7 . T e n s i l e s t r e n g t h s w e r e r e d u c e d a p p r o x i m a t e l y 4 p e r c e n t a t t h e l o w e s t b r a z i n g t e m p e r a t u r e and a p p r o x i m a t e l y 6 . 5 p e r c e n t a t t h e h i g h e s t b r a z i n g t e m p e r a t u r e . Y i e l d s t r e n g t h s w e r e r e d u c e d a p p r o x i m a t e l y 5 p e r c e n t a t t h e l o w e s t b r a z i n g t e m p e r a t u r e and a p p r o x i m a t e l y 9 p e r c e n t a t t h e h i g h e s t b r a z i n g t e m p e r a t u r e . E l o n g a t i o n s w e r e n o t s i g n i f i c a n t l y c h a n g e d . F o r t h e l o w e r b r a z i n g t e m p e r a t u r e s o f 8 5 0 ° an d 8 7 0 ° C , a t w h ic h t h e s t r o n g e s t b r a z e j o i n t s w e r e p r o d u c e d , t e n s i l e s t r e n g t h s w e r e r e d u c e d a p p r o x i m a t e l y4 t o 5 p e r c e n t an d y i e l d s t r e n g t h s w e r e r e d u c e d a p p r o x i m a t e l y 5 t o 7 p e r c e n t . E v e n t h o u g h t e n s i l e a n d y i e l d s t r e n g t h s w e r e r e d u c e d s l i g h t l y b y e x p o s u r e t o t h e s e b r a z i n g c y c l e s , t h e T i - 6 A 1 - 4 V b a s e - m e t a l m e t d e s i g n c r i t e r i a o f 8 9 6 MPa ( 1 3 0 k s i ) minim um t e n s i l e s t r e n g t h , 8 2 7 MPa ( 1 2 0 k s i ) minimum y i e l d s t r e n g t h , and8 p e r c e n t m inim um e l o n g a t i o n ( F i g u r e 7 ) .
T h e d a t a i n T a b l e 3 sh ow t h a t b r a z e a l l o y c o a t i n g s d i d n o t d e g r a d e t h e t e n s i l e p r o p e r t i e s o f t h e t i t a n i u m b a s e m e t a l . T e n s i l e s p e c i m e n s c o a t e d w i t h b r a z e a l l o y on o n e s i d e w e r e a s s t r o n g o r s t r o n g e r t h a n t h e u n c o a t e d s p e c i m e n s f o r a n y g i v e n b r a z i n g c y c l e .
15
900° and 915°C BRAZING TEMPERATURE (200X)
Figure 6. Cross Section of Joint Brazed With Ag-9Pd-9Ga Alloy
Bend properties of the mill-annealed Ti-6A1-4V base metal were not adversely affected by exposure to various brazing thermal cycles, except when the titanium surfaces were oxidized during the brazing cycle. Even a light oxide (gray discolorization) on the titanium surfaces caused bend test failures due to microcracks.
Specimens coated with the Ag-5Al-0.5Mn braze alloy passed the bend test; whereas, specimens coated with the Ag-9Pd-9Ga braze alloy failed the bend tests due to microcracks in the braze alloy c o a t i n g s .
Nondestructive Testing of Braze Joints
All braze joints were nondestr.’ctively tested using both ultrasonic and radiographic inspection techniques. The results were correlated with shear strength and fracture analysis data.
Ultrasonic inspection showed clear indications of voids and porous areas in the braze joints. However, false indications of poor bonds were obtained for some braze joints which had high shear strengths and did not exhibit defects on fracture surfaces. Improved ultrasonic inspection equipment has been purchased and will be available for future evaluation.
16
T a b l e 3 . T e n s i l e P r o p e r t i e s o f T i - 6 A 1 - 4 V A l l o y M i l l - A n n e a l e d S h e e t A f t e r E x p o s u r e t o V a r i o u s B r a z i n g C y c l e s
T e n s i l e Y i e l d S t r e n g t h E l o n g a t i o nB r a z i n g S t r e n g t h 0 . 2 % O f f s e t i n 5 0 . 8 mmA l l o y * B r a z i n g C y c l e * * MPa ( k s i ) MPa ( k s i ) ( P e r c e n t )
N on e N one 9 6 1 ( 1 3 9 . 4 ) 8 9 9 ( 1 3 0 . 4 ) 1 5 . 0N on e N one 9 7 5 ( 1 4 1 . 4 ) 9 2 6 ( 1 3 4 . 3 ) 1 4 . 5
N on e 8 5 0 ° C , 1 5 M i n u t e s 9 3 1 ( 1 3 5 . 0 ) 8 6 8 ( 1 2 5 . 9 ) 1 1 . 5 tN on e 8 5 0 ° C , 2 8 M i n u t e s * * * 9 2 6 ( 1 3 4 . 3 ) 8 5 6 ( 1 2 4 . 1 ) 1 3 . 0N on e 8 7 0 ° C , 1 5 M i n u t e s 9 2 3 ( 1 3 3 . 9 ) 8 5 1 ( 1 2 3 . 4 ) 1 3 . 5N on e 9 0 0 ° C , 1 5 M i n u t e s 9 1 4 ( 1 3 2 . 5 ) 8 4 8 ( 1 2 3 . 0 ) 1 3 . 0N on e 8 9 0 ° C , 1 5 M i n u t e s 9 2 1 ( 1 3 3 . 6 ) 8 5 2 ( 1 2 3 . 5 ) 1 3 . 5N one 9 0 0 ° C , 1 5 M i n u t e s 9 1 7 ( 1 3 3 . 0 ) 8 4 8 ( 1 2 3 . 0 ) 1 3 . 5N one 9 1 5 ° C , 2 0 M i n u t e s 9 0 8 ( 1 3 1 . 7 ) 8 2 8 ( 1 2 0 . 1 ) 1 3 . 0
A g - 5 A l - 0 . 5 M n 8 5 0 ° C , 1 5 M i n u t e s 9 3 6 ( 1 3 5 . 8 ) 8 7 1 ( 1 2 6 . 3 ) 1 5 . 5A g - 5 A l - 0 . 5 M n 8 5 0 ° C , 2 8 M i n u t e s * * * 9 3 6 ( 1 3 5 . 7 ) 8 6 3 ( 1 2 5 . 1 ) l l . O t tA g - 5 A l - 0 . 5 M n 8 7 0 ° C , 1 5 M i n u t e s 9 4 7 ( 1 3 7 . 4 ) 8 8 3 ( 1 2 8 . 1 ) l O . O t tA g - 5 A l - 0 . 5 M n 9 0 0 ° C , 1 5 M i n u t e s 9 3 5 ( 1 3 5 . 6 ) 8 6 1 ( 1 2 4 . 9 ) 1 2 . 5 t t
A g - 9 P d - 9 G a 8 9 0 ° C , 1 5 M i n u t e s 9 3 8 ( 1 3 6 . 1 ) 8 6 3 ( 1 2 5 . 2 ) 1 2 . Ot tA g -9 P d - 9 G a 9 0 0 ° C , 1 5 M i n u t e s 9 3 5 ( 1 3 5 . 6 ) 8 5 9 ( 1 2 4 . 6 ) l l . O t tA g - 9 P d - 9 G a 9 1 5 ° C , 2 0 M i n u t e s 9 2 5 ( 1 3 4 . 1 ) 8 3 1 ( 1 2 0 . 6 ) 1 3 . 5 t 11
T h e T i - 6 A 1 - 4 V a l l o y w as p u r c h a s e d a c c o r d i n g t o AMS 4 9 1 1 C : 9 2 4 MPa ( 1 3 4 k s i )minimum t e n s i l e s t r e n g t h , 8 6 9 MPa ( 1 2 6 k s i ) minimum y i e l d s t r e n g t h , an d 8 p e r c e n t m inim um e l o n g a t i o n .
♦ B r a z e a l l o y m e l t e d on o n e s i d e o f s p e c i m e n s d u r i n g e x p o s u r e t o b r a z i n g c y c l e . * * B r a z i n g c y c l e s i n c l u d e d p r e h e a t i n g a t 7 0 5 ° C f o r 3 0 m i n u t e s b e f o r e h e a t i n g t o
t h e i n d i c a t e d b r a z i n g t e m p e r a t u r e .* * * H e a t i n g r a t e a n d t o t a l t i m e a b o v e 7 6 0 ° C , re co m m en d e d b y K e y , B u r n e t t , and
I n o u y e . 2t S p e c i m e n b r o k e n e a r o n e o f t h e g a g e m a r k s .
t t S p e c i m e n b r o k e n e a r o n e o f t h e g a g e m a r k s an d a l s o o u t s i d e t h e b r a z e a l l o yc o a t e d a r e a .
t t t S p e c i m e n b r o k e o u t s i d e o f t h e b r a z e a l l o y c o a t e d a r e a .
STRENGTH
OF
BASE
METAL
(MPa)
BRAZING TEMPERATURE (°C)
F i g u r e 7 . T e n s i l e P r o p e r t i e s o f T i - 6 A 1 - 4 V B a s e - M e t a l V e r s u s B r a z i n g T e m p e r a t u r e
18
ELONGATION
IN 50.8
mm
STRENGTH
OF
BASE
METAL
(ksi)
(2 INCHES)
IN PERCENT
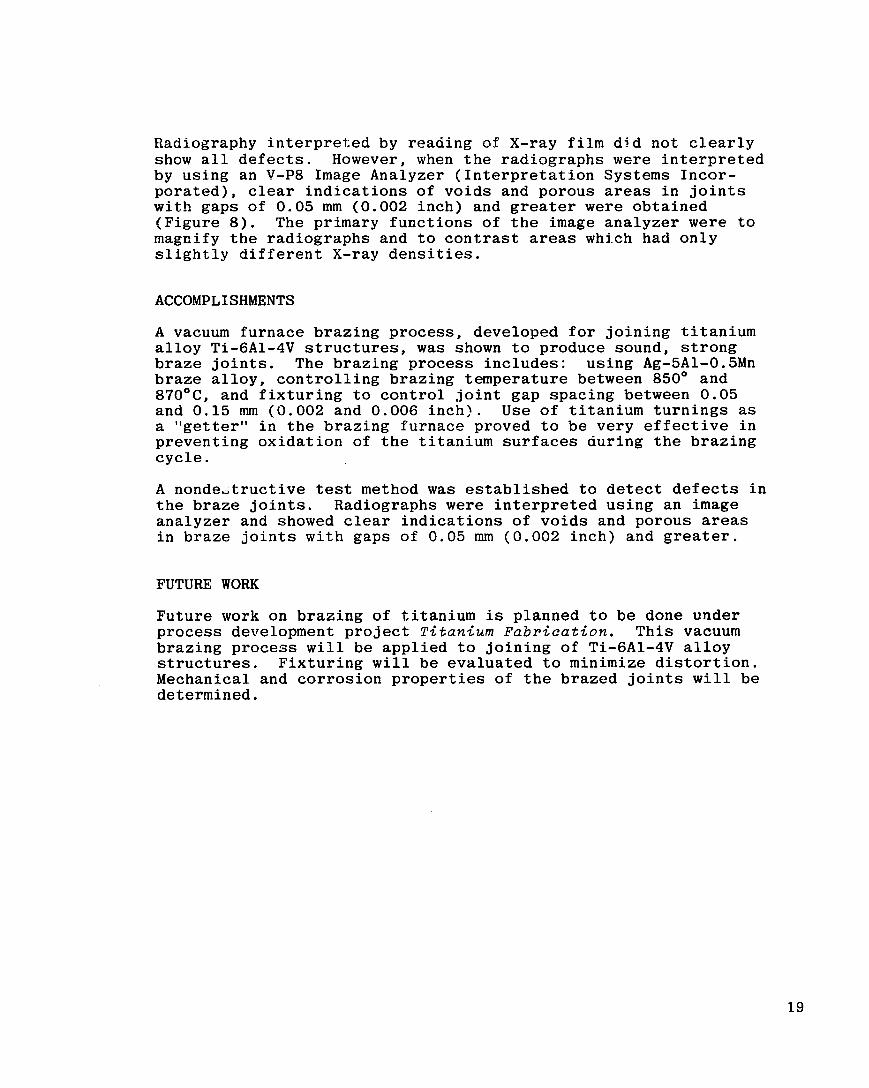
R a d i o g r a p h y i n t e r p r e t e d b y r e a d i n g o f X - r a y f i l m d i d n o t c l e a r l y show a l l d e f e c t s . H o w e v e r , when t h e r a d i o g r a p h s w e r e i n t e r p r e t e d b y u s i n g an V - P 8 Im a g e A n a l y z e r ( I n t e r p r e t a t i o n S y s t e m s I n c o r p o r a t e d ) , c l e a r i n d i c a t i o n s o f v o i d s and p o r o u s a r e a s i n j o i n t s w i t h g a p s o f 0 . 0 5 mm ( 0 . 0 0 2 i n c h ) and g r e a t e r w e r e o b t a i n e d ( F i g u r e 8 ) . T h e p r i m a r y f u n c t i o n s o f t h e im a g e a n a l y z e r w e r e t o m a g n i f y t h e r a d i o g r a p h s an d t o c o n t r a s t a r e a s w h ic h h ad o n l y s l i g h t l y d i f f e r e n t X - r a y d e n s i t i e s .
ACCOMPLISHMENTS
A vacuum f u r n a c e b r a z i n g p r o c e s s , d e v e l o p e d f o r j o i n i n g t i t a n i u m a l l o y T i - 6 A 1 - 4 V s t r u c t u r e s , w as show n t o p r o d u c e s o u n d , s t r o n g b r a z e j o i n t s . T h e b r a z i n g p r o c e s s i n c l u d e s : u s i n g A g - 5 A l - 0 . 5 M nb r a z e a l l o y , c o n t r o l l i n g b r a z i n g t e m p e r a t u r e b e t w e e n 8 5 0 ° an d 8 7 0 ° C , a n d f i x t u r i n g t o c o n t r o l j o i n t g a p s p a c i n g b e t w e e n 0 . 0 5 an d 0 . 1 5 mm ( 0 . 0 0 2 an d 0 . 0 0 6 i n c h ) . U s e o f t i t a n i u m t u r n i n g s a s a " g e t t e r " i n t h e b r a z i n g f u r n a c e p r o v e d t o b e v e r y e f f e c t i v e in p r e v e n t i n g o x i d a t i o n o f t h e t i t a n i u m s u r f a c e s d u r i n g t h e b r a z i n g c y c l e .
A n o n d e s t r u c t i v e t e s t m e t h o d w as e s t a b l i s h e d t o d e t e c t d e f e c t s i n t h e b r a z e j o i n t s . R a d i o g r a p h s w e r e i n t e r p r e t e d u s i n g an im a g e a n a l y z e r and sh o w e d c l e a r i n d i c a t i o n s o f v o i d s and p o r o u s a r e a s in b r a z e j o i n t s w i t h g a p s o f 0 . 0 5 mm ( 0 . 0 0 2 i n c h ) an d g r e a t e r .
FUTURE WORK
F u t u r e w ork on b r a z i n g o f t i t a n i u m i s p l a n n e d t o b e d o n e u n d e r p r o c e s s d e v e l o p m e n t p r o j e c t T ita n iu m F a b r i c a t i o n . T h i s vacu u m b r a z i n g p r o c e s s w i l l b e a p p l i e d t o j o i n i n g o f T i - 6 A 1 - 4 V a l l o y s t r u c t u r e s . F i x t u r i n g w i l l b e e v a l u a t e d t o m i n i m i z e d i s t o r t i o n . M e c h a n i c a l an d c o r r o s i o n p r o p e r t i e s o f t h e b r a z e d j o i n t s w i l l b e d e t e r m i n e d .
19
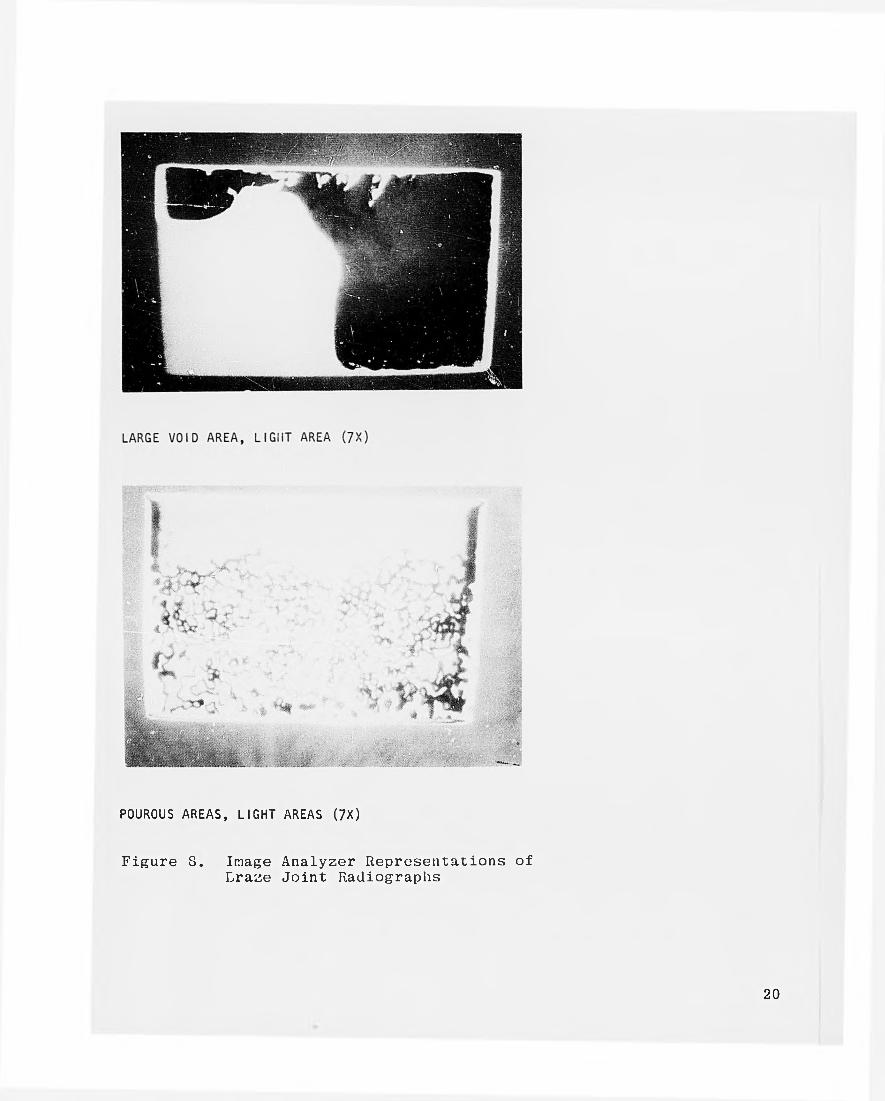
POUROUS AREAS, LIGHT AREAS (7X)
Figure S. Image Analyzer Representations of Lraze Joint Radiographs
20
R E F E R E N C E S
*W. T . K a a r l e l a and W. S. M a r g o l i s , "D ev e lop m en t o f A g-A l-M n B r a z in g F i l l e r M eta l F or T i t a n i u m ," Welding J o u r n a l , Volume 5 3 , Number 1 0 , O c t o b e r , 1974 .
2R. E. K ey, L . I . B u r n e t t , and S . In o u y e , " T ita n iu m S t r u c t u r a l B r a z i n g , " Welding J o u r n a l> Volume 5 3 , Number 1 0 , O c t o b e r , 1 9 7 4 .
3H. I . McHenry and R. E. K ey, "B r a z e d T ita n iu m F a i l - S a f e S t r u c t u r e s , " Welding J o u r n a l , Volum e 5 3 , Number 1 0 , O c t o b e r , 1 97 4 .
^ " G a p a s i l 9 , A B r a z in g F i l l e r M e ta l f o r J o i n i n g T ita n iu m and I t A l l o y s , " W estern G o ld and P la t in u m Company, Technical B u l l e t i n 3 J a n u a ry , 1 9 7 5 .
5Welding Handbook, A m erican W e ld in g S o c i e t y , S e c t i o n 4 , 197 2 .
6Titanium A l l o y s Handbook, M e ta ls and C e ra m ics I n f o r m a t i o n C e n t e r , MCIC-HB-02, D ecem ber , 1 9 7 2 .
Related Documents











