Formation of Intermetallics in Lead-Free Systems. M. Braunovic MB Interface, 5975 Place de l’Authion, Suite 503, Montréal. QC, Canada, H1M 2W3 E-mail: [email protected] D. Gagnon IREQ, Institut de Recherche d’Hydro Québec, Varennes, QC, Canada, J3X 1S1 École de technologie Supérieure 1100 Notre Dame Ouest Montréal (Québec) E-mail: [email protected] Abstract Formation and growth of intermetallics is one of the most important problem in the search for reliable lead-free alloys. Since the majority of the commercially available lead-free alloys contain high tin concentration, there is a long-term reliability concern due to tendency of tin to form intermetallics. A prolonged exposure to higher temperatures of lead-free alloys results in the continuous growth of brittle intermetallic layer that is prone to facture thus leading to mechanical and electrical failure of joint. In this work, the formation and growth of intermetallics between lead-free alloys and contact materials such as copper, tin-plated and silver-plated copper materials were studied. For this purpose bimetallic couples formed between commercially available lead free alloys and selected contact materials were subjected to diffusion annealing using thermal gradients and heating by electrical current. Following diffusion annealing, the contact interfaces were subjected to a detailed metallographic, Scanning Electron Microscope (SEM), Energy Dispersive X-Ray (EDX) analyses. In addition, electrical resistance were used for electrical characterization of the intermetallics formed at the contact interfaces. The results of the work enabled to make a comparative assessment of the susceptibility of the lead free alloys to the formation of intermetallics I. INTRODUCTION Increasing global concern about the environment and awareness of lead-free activities has prompted users and suppliers to investigate lead-free solder systems in detail. The European community has a proposed Waste in Electronic and Electric Equipment (WEEE) Directive that restricts the intentional use of lead in electronic products after January 1, 2006. Although this Directive has not been approved yet by the European Parliament, competitive pressures in consumer electronics and concerns about the lead in discarded electronic products, prompted considerable movement to reduce or completely eliminate the use of lead in products. In Japan, the Japan Electronic Industry Development Association (JEIDA) published a road map to achieve lead replacement by 2005. In the U.S., however, there is no pending legislation to ban lead-bearing alloys. Nevertheless, search for the lead-free alternatives has been given considerable attention as demonstrated the development work on lead-free solders that has been launched by a number of organizations and institutions. As a result of concentrated efforts, alternates to lead-bearing solder alloy have been identified [1-3]. However, despite considerable advances made so far in our understanding of the behavior of the lead-free alloys, the complexity of formation and properties of these alternatives requires further work, especially in the area of the effect of alloying elements on the aging behaviour and temperature cycle conditions on the component and board level reliability. Since most of the developed and commercially available lead-free alternatives are tin-base alloys with melting point in the range of 200-240°C, there is a possibility that the temperatures used during soldering processes may lead to the formation of thick intermetallic layers. The intermetallics formed are brittle and may compromise the mechanical integrity of a joint, leading to failure at unacceptably low mechanical stresses [4, 5]. Hence, it is important to determine as to whether lead-free solder joints are susceptible to the formation and growth of intermetallic compounds and prone to fracture. The main objective of this work is to investigate the susceptibility of lead-free alloys to the formation of intermetallics when in contact with copper base and their impact on the electrical integrity of a joint. For this purpose a number of commercially available lead-free alloys were used. The work is carried out as a preliminary to a more general investigation of the effect of intermetallics formation on the quality and reliability of electrical connections involving lead- free alloys. II EXPERIMENTAL DETAILS A. Samples and Surface Preparation All test samples used in this work were 200 x 6 x 25 mm busbars, cut from the ETP-grade copper bars. The size of the busbars used corresponds to the terminals commonly used for 2/0 size conductor. Prior to coating, the copper busbars were first cleaned using a commercial degreaser/defluxer solvent Ayarel 2200. Following cleaning and drying for 2 hours, the busbars were dipped in RMA–2002 commercial liquid flux, placed in an environmental chamber and heated to a temperature corresponding to that of molten bath. The ends of busbars,30 mm long, were then dipped in the molten alloy bath at 50°C higher than the melting point of the alloys used, held for 30s, 267 9.4 0-7803-7862-8/04/$20.00 (C) IEEE.

Braun o Vic 2004
Sep 25, 2015
Braunovich artice at Cigre 2004
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
-
Formation of Intermetallics in Lead-Free Systems.
M. Braunovic MB Interface, 5975 Place de lAuthion, Suite 503, Montral. QC, Canada, H1M 2W3
E-mail: [email protected]
D. Gagnon IREQ, Institut de Recherche dHydro Qubec, Varennes, QC, Canada, J3X 1S1
cole de technologie Suprieure 1100 Notre Dame Ouest Montral (Qubec) E-mail: [email protected]
Abstract Formation and growth of intermetallics is one of the most important problem in the search for reliable lead-free alloys. Since the majority of the commercially available lead-free alloys contain high tin concentration, there is a long-term reliability concern due to tendency of tin to form intermetallics. A prolonged exposure to higher temperatures of lead-free alloys results in the continuous growth of brittle intermetallic layer that is prone to facture thus leading to mechanical and electrical failure of joint. In this work, the formation and growth of intermetallics between lead-free alloys and contact materials such as copper, tin-plated and silver-plated copper materials were studied. For this purpose bimetallic couples formed between commercially available lead free alloys and selected contact materials were subjected to diffusion annealing using thermal gradients and heating by electrical current. Following diffusion annealing, the contact interfaces were subjected to a detailed metallographic, Scanning Electron Microscope (SEM), Energy Dispersive X-Ray (EDX) analyses. In addition, electrical resistance were used for electrical characterization of the intermetallics formed at the contact interfaces. The results of the work enabled to make a comparative assessment of the susceptibility of the lead free alloys to the formation of intermetallics
I. INTRODUCTION
Increasing global concern about the environment and awareness of lead-free activities has prompted users and suppliers to investigate lead-free solder systems in detail. The European community has a proposed Waste in Electronic and Electric Equipment (WEEE) Directive that restricts the intentional use of lead in electronic products after January 1, 2006. Although this Directive has not been approved yet by the European Parliament, competitive pressures in consumer electronics and concerns about the lead in discarded electronic products, prompted considerable movement to reduce or completely eliminate the use of lead in products. In Japan, the Japan Electronic Industry Development Association (JEIDA) published a road map to achieve lead replacement by 2005.
In the U.S., however, there is no pending legislation to ban lead-bearing alloys. Nevertheless, search for the lead-free alternatives has been given considerable attention as demonstrated the development work on lead-free solders that has been launched by a number of organizations and institutions. As a result of concentrated efforts, alternates to lead-bearing solder alloy have been identified [1-3].
However, despite considerable advances made so far in our understanding of the behavior of the lead-free alloys, the complexity of formation and properties of these alternatives requires further work, especially in the area of the effect of alloying elements on the aging behaviour and temperature cycle conditions on the component and board level reliability.
Since most of the developed and commercially available lead-free alternatives are tin-base alloys with melting point in the range of 200-240C, there is a possibility that the temperatures used during soldering processes may lead to the formation of thick intermetallic layers. The intermetallics formed are brittle and may compromise the mechanical integrity of a joint, leading to failure at unacceptably low mechanical stresses [4, 5]. Hence, it is important to determine as to whether lead-free solder joints are susceptible to the formation and growth of intermetallic compounds and prone to fracture.
The main objective of this work is to investigate the susceptibility of lead-free alloys to the formation of intermetallics when in contact with copper base and their impact on the electrical integrity of a joint. For this purpose a number of commercially available lead-free alloys were used.
The work is carried out as a preliminary to a more general investigation of the effect of intermetallics formation on the quality and reliability of electrical connections involving lead-free alloys.
II EXPERIMENTAL DETAILS
A. Samples and Surface Preparation
All test samples used in this work were 200 x 6 x 25 mm busbars, cut from the ETP-grade copper bars. The size of the busbars used corresponds to the terminals commonly used for 2/0 size conductor.
Prior to coating, the copper busbars were first cleaned using a commercial degreaser/defluxer solvent Ayarel 2200. Following cleaning and drying for 2 hours, the busbars were dipped in RMA2002 commercial liquid flux, placed in an environmental chamber and heated to a temperature corresponding to that of molten bath. The ends of busbars,30 mm long, were then dipped in the molten alloy bath at 50C higher than the melting point of the alloys used, held for 30s,
267
9.4
0-7803-7862-8/04/$20.00 (C) IEEE.
-
removed from the bath and cooled down at room temperature. Depending on the lead-free alloy used, the thicknesses of the solder coatings were in the range 20- 50 m.
The composition, electrical and mechanical properties of five different lead-free solder alloys used in this work are shown in Table.1.
Table 1 Selected properties of the lead-free alloys used[1].
Alloy Melting
point (C) Microhardness
HV (10 grf)
Electrical resistivity (cm)
Sn-Ag2.5/Cu.8-Sb0.5 217 17.6 13.8 Sn-Ag3.8/4-Cu0.5-0.7 217 15.2 12.4 Sn-Cu0.7 227 12.9 11.4 Sn 48-Bi58 138 17.2 30
B. Diffusion Annealing
Diffusion annealing was realized by heating the samples with a DC electrical current and in an environmental chamber. The busbar joints were tightened to 50Nm force torque, which corresponds to an initial contact force of 16 kN. Each joint comprises a combination of steel bolt, two disc-spring (Belleville) and two thick flat washers placed on each side of the joint. This joint combination minimizes the effect stress relaxation and thermoelastic ratcheting [6,7].
The busbars intended for diffusion annealing with an electrical current were assembled in cross-rod configuration and connected to a current source. A calibrated shunt mounted in the circuit loop monitored the current level required to bring the joint temperature to pre-set values that is 100 and 150C. Since the joint resistances were slightly different, the control system, HP 3852A microprocessor, computed the maximum temperature in the loop and adjusted the source current to maintain either 100 or 150C. This procedure provided conditions for diffusion annealing where the rate of formation of the intermetallic phases is relatively rapid.
The joint temperature was measured by chromel-alumel thermocouples (Type K) inserted in holes drilled in the busbars about 5mm from the contact interfaces. At any given time, the difference between the maximum and minimum temperature in the loop was within 10 - 15C. Figure 1 shows a schematic of the set up used for diffusion annealing by an electrical current.
Two identical series of samples were produced: one series was heated electrically while the other in an environmental chamber at the same temperatures i.e. 100 and 150C. Since the selected lead-free alloys have different melting temperatures, diffusion annealing was carried out on two sets of coated busbars.
The busbar coated with alloys Sn-Ag2.5-Cu0.8-Sb0.5, Sn-Ag3.8-4-Cu0.5-0.7 and Sn-Cu0.7 with melting points around 215C were subjected to diffusion annealing at 150C for 25 days. The busbars coated with Sn42-Bi58 alloys were exposed to diffusion annealing at 100 C also for 25 days. A control
group of samples, not subjected to heat treatment, was used to compare the final state to the initial state.
After diffusion annealing, the samples were sectioned and prepared for metallographic examination by optical and scanning electron microscope (SEM) and X-ray diffraction analysis (EDX) for composition analysis.
1
2
3 4
6
7
T1
T2
T3 T4
T5
T6
T7
SHUNT DCSOURCE
I
T
HP UNIXHP 3852DATA LOGGER
V7
V6
V3 V4
5
V2 V5
V1
V
Figure 1: Schematic of experimental current cycling set up
C. Four-Point Probe Resistance Measurements
Following diffusion annealing by electrical current and thermal gradient, a four-point probe DMO 350 microohmetre, with a precision of 0.01 , was used to measure the resistance changes developed between the plating and the copper base within the volume sampled by current penetration. The probe spacing was 1 mm. The microohmetre operates on current pulses of 10 A and 17 ms duration.
The advantage of the four-probe resistance measuring technique lies in its ability to detect minute structural change in the material within a very small volume penetrated by current. The size of the current penetration is determined by the probe spacing. Typically, current penetration is limited to 1.5 times the probe spacing [8]. This technique has been successfully used for studying semiconductor materials as well as to monitor the case-, precipitation-, and strain-hardening processes in metallic systems [9].
Another advantage of four-point probe resistance measurement method is the possibility to correctly measure the resistance of the sample without any interference from the contact resistance at the probe contacts. This is because no current flows through the inner pair of contacts thus no voltage drops is generated at the probe contacts. The resistance changes in the selected zones were sufficiently large to be measured between the potential probe points. A simplified
2680-7803-7862-8/04/$20.00 (C) IEEE.
-
schematic of the assembly used for the resistance measurements is shown in Fig. 1.
DMO-350 MICROHMETRE
Fig. 1 Simplified schematic of four-point probe resistance
measurements assembly.
When the probe spacing (s) is considerably smaller than the thickness (t) of the busbar, the resistivity ( ) of the volume sampled by the four-point probe is given as
= 2 s Rm (1) where s is spacing between the probes ( 1mm ) and Rm is the resistance measured between the potential probes. Since the volume sampled by the four-point probes encompasses both bulk and the plating materials measures, the resistivity measured comprises the contributions from the plating and the bulk (copper busbars).
III RESULTS A Four-Point Probe Resistance Measurements
The results of four-point probe resistance measurements are shown in Table 2. The resistance data were obtained by averaging the readings from ten different measurements made on the plated surfaces at random locations. The data are shown with standard deviation and 95% confidence limit.
Also shown in Table 2 are the resistance measurements made on unplated sections of the busbars and some other materials such aluminum alloy 6061, nickel an silver. These measurements were used as a reference for the reproducibility and accuracy of the four-point probe measurement technique. The resistivity values for these materials derived from these measurements agree with the ones generally attributed to these type of materials.
The characteristic feature of the resistance data is that platings exert an appreciable effect on the resistance. The effect appears to be more pronounced in the diffusion annealed than in non-annealed.
Different platings in their non-annealed (initial) state, increase the resistance by 2-3% in respect to that of non-plated sections of the copper busbars. It is also apparent that different platings increased the resistance by more or less the same amount. In other words, this implies that the compositions of the platings showed no appreciable influence on the resistance.
Table 2 Four-point probe resistance data for different platings and copper in the initial state and after diffusion annealing by electrical current and thermal gradient.
DIFFUSION ANNEALED BY ELECTRIC CURRENT
SnAgCu SnBi SnAgCuSb SnCu
Mean () 2.98 2.93 2.85 2.88 Std. Dev. 0.21 0.20 0.12 0.09 95% Conf. 0.15 0.14 0.09 0.06 Min 2.57 2.64 2.71 2.71 Max 3.17 3.19 3.09 3.01 R () 0.30 0.25 0.24 0.20 R (%) 10.99 8.87 6.16 7.19
DIFFUSION ANNEALED BY THERMAL GRADIENT
Mean () 2.83 2.81 2.79 2.78 Std. Dev. 0.31 0.17 0.13 0.26 95% Conf. 0.22 0.12 0.09 27.8 Min 2.51 2.65 2.71 2.47 Max 3.53 3.26 3.14 3.20 R () 0.15 0.13 0.11 0.10 R (%) 5.57 4.85 3.91 3.69
INITIAL STATE AS PREPAREDBY HOT DIPPING
Mean () 2.73 2.76 2.76 2.71 Std. Dev. 0.11 0.12 0.19 0.14 95% Conf. 0.05 0.06 0.09 0.07 Min 2.53 2.58 2.53 2.56 Max 2.94 2.98 3.03 3.01 R () 0.05 0.08 0.08 0.03 R (%) 1.87 3.01 2.97 1.25
REFERENCE RESISTIVITY MEASUREMENTS
Cu ETP Ni Al-6061 Ag Mean () 2.68 9.99 5.57 2.48 Std. Dev. 0.06 0.26 0.20 0.15 95% Conf. 0.04 0.19 0.14 0.11 Min 2.57 9.62 5.18 2.20 Max 2.77 10.43 5.81 2.66 ( cm) 1.68 6.27 3.50 1.56
On the other hand, the resistance data of diffusion annealed sampled showed completely different situation. This difference is manifested not only by the magnitude of the resistance changes but also by the type of diffusion annealing and the plating composition. The diffusion annealed samples, plated
2690-7803-7862-8/04/$20.00 (C) IEEE.
-
with SnAgCu, showed the highest increase in the resistance while those plated with SnAgCuSb and SnCu the least.
Another very important feature of these results is that the increase in resistance of samples subjected to diffusion annealing by electrical current is higher than that of diffusion annealed ones in the thermal gradient. It appears that the intermetallic phases formed under the influence of electrical field are more resistive than those formed by thermal gradient. Some plausible explanation for the observed difference will be discussed later in the paper.
B. SEM and EDX Analyses
The width of the intermetallic layers was determined with a scanning electron microscope (SEM). The advantages of the SEM analysis of diffusion studies are basically the ease of operation, direct observation, and possibility for determining the concentration penetration data and thus calculation of the diffusion coefficients.
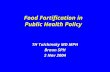
The thickness of the intermetallic phases formed at the plating-copper interface was determined from the SEM micrographs. The results of these measurements are shown in Table 3. Figure 2 illustrates some typical morphology features of the intermetallic phases formed during diffusion annealing by electrical current and thermal gradient. Basically in all samples tested two phases were detected.
From these results it can be inferred that the thicknesses of the phases formed are apparently not affected by the type of diffusion annealing used. In other words, it appears that the formation is apparently independent of the diffusion annealing treatment used.
The EDX elemental composition analysis of the intermetallic phases formed indicated that the phase 1 corresponds to Cu3Sn while phase 2 to Cu6Sn5. However, it should be pointed out that in the cases of Sn-Ag-Cu and Cu-Bi alloys, silver and bismuth were also found. Another interesting feature of the SEM examination of the copper-plating interface is that in some cases like Sn-Cu alloys cracks were observed at
Table 3 Thicknesses of intermetallic phases formed at the interface between copper base and plating of samples diffusion annealed by electrical current and thermal gradient.
DIFFUSION ANNEALING BY ELECTRIC CURRENT
SnAgCu SnBi SnAgCuSb SnCu
Phase 1 (m) 1 2 1 2 2 - 3 1 - 2
Phase 2 (m) 3 4 3 4 4 - 5 4 - 5
Plating (m) 40 60 50 50
DIFFUSION ANNEALING BY THERMAL GRADIENT
Phase 1 (m) 2 - 3 1 2 1 - 2 1 - 2
Phase 2 (m) 4 - 6 3 4 3 - 4 4 - 5
Plating (m) 40 60 50 50
the interface copper-intermetallics. The cracks were propagating jot only along the boundary between copper and intermetallic phase, but also across the intermetallic phase as well.
Sn Ag Cu Electrical Diffusion Annealing
Sn-Bi Thermal DiffusionAnnealing
Sn Cu Electrical Diffusion Annealing
Fig. 2 Typical morphology of the intermetallic phases formed at the interface between copper and plating. Phase 1 corresponds to Cu3Sn while phase 2 to Cu6Sn5
This is clearly illustrate din Fig.,3 depicting the morphology of the copper-intermetallic phase interface of Sn-Cu alloys subjected to diffusion annealing by electrical current. Note the presence of extensive cracking not only along the intermetallic interfaces but also across the phases. This feature, however, was not present in the case of samples diffusion annealed in the thermal gradient.
2700-7803-7862-8/04/$20.00 (C) IEEE.
-
Fig. 3. Cracks at the intermetallic boundaries in diffusion
annealed SnCu by electrical current.
IV. DISCUSSION
The results of numerous studies showed that the mechanical properties of copper-tin are strongly affected by the presence of the intermetallics when their thickness at the interface exceeds the critical value of 2 microns. At this thickness, the interface between the two metals in contact becomes brittle, thus making the interface more highly porous and more susceptible to adverse environmental effects due to the generation of numerous fissures in the interdiffusion layer [10- 14]. This is clearly illustrated in Fig. 9 showing extensive cracking at the interface between Cu3Sn and Cu6Sn5 phases.
The formation of the intermetallic phases has an extremely detrimental effect on the electrical resistance as manifested by dramatic increases in the contact resistance. A direct consequence of increased resistance is heating of the contact, which will result in an increased rate of formation of intermetallic phases and also other degradation processes such as creep, stress relaxation, fretting, oxidation, corrosion etc.
The evolution of the intermetallic phases at the lead-free-copper interface I schematically illustrated in Fig.4. The results lf the SEM analysis indicated that diffusion annealing either by thermal gradient or by electrical current for 25 days resulted in the formation of basically Cu3Sn and C6Sn5 phases. For practically all alloys used, the thickness of the Cu3Sn phase was in the range 1-3 m whereas that of the C6Sn5 phase within 3-5 m.
AFTER PLATING EARLY STAGES LATER STAGES
Cu6Sn5
Cu
Cu3Sn
Cu
Cu6Sn5Cu3Sn
Cu
Sn
OXIDE
Sn
OXIDE OXIDE
Cu6Sn5
Sn
Cu6Sn5
Fig. 4 Schematic of the intermetallic phase formation at he lead-free - copper interface after plating and in the early and
later stages of diffusion annealing.
The resistivity of the intermetallics formed at the lead-free-copper interface can be calculated from the four-point probe resistance measurements made on the cross-sectioned pads of flexible connectors. Since the resistance measurement of the microohmetre is based on the current penetration into the material [8], a rectangular conductor, such as shown in Fig. 5 can be envisaged as a volume of the material sampled by the microohmetre probes. The cross-section area A = a b (b = 1.5 S) of such a conductor was derived from the resistance measurements made on the annealed copper samples using the known resistivity value for hard drawn copper Cu = 1.80 cm and the probe spacing S.
R = (1/A) Cu S (2)
A = Cu S / R The results of resistance measurements made by four-point
probe (Table 1) can be used to calculate the overall resistivity (i) of the intermetallic layers formed. The calculations were made from the weighted averages of resistors in series using the following expression:
R = (1/A) n xn (3) i = (1/t ) [RA Cu (S - p) p (p t)]
b Cu SnIMA
S
A
pd
R RRCu Sni
R
t
a
Fig. 5 Schematic illustration of the conductor sampled by the microohmetre probes.
where R is the total resistances of the conductor sampled by the the potential probes of the microohmetre measured across the intermetallic layer, copper base and plating and A is the cross-section area of the conductor, n and xn are the resistivity and the thickness of each of the components. The thickness of intermetallic layer was determined from the SEM images of the cross-sectioned busbars. Since the thickness of the
2710-7803-7862-8/04/$20.00 (C) IEEE.
-
intermetallic phases formed were within 4-6m, the value of 5 m fwas used in these calculations. The results are shown in Table. 3.
Table 3. Calculated resistivity values for the intermetallic layers formed at the lead-free-copper interface after diffusion
annealing by thermal gradient and electrical current.
SnAgCu SnBi SnAgCuSb SnCu
Plating (m) 40.00 60.00 50.00 50.00 IM (m) 5.00 5.00 5.00 5.00
Thermal 2.83 2.81 2.79 2.78
i ( cm) 19.06 16.80 13.54 12.54 Electric 2.98 2.93 2.85 2.88
i ( cm) 37.61 30.72 21.31 24.45 The obtained values for the resistivities of the intermetallic
phases formed under the influence of thermal gradient are within the values generally found in the literature for the Cu3Sn and C6Sn5 phases. However, the resistivities of samples diffusion annealed by electrical current are significantly higher than those treated by temperature gradient. Hence, if the assumptions used to make these calculations are correct, then the obtained results are very intriguing, indeed.
Although a specification of the exact mechanism for the observed difference is beyond the scope of this work, some plausible explanations can be put forward to account for the effect of electrical current on the resistivity of diffusion annealed samples.
On possibility is that the observed difference is an indication of different stresses generated during diffusion annealing. It is now well established that as a result of rapid interstitial and grain boundary diffusion, significant mechanical stresses can be developed in the intermetallic layers that impair mechanical integrity of the layered contact interface [12, 15].
Indeed, the microhardness of the phases formed is much harder than that of copper and lead-free plating and are very are brittle [1, 4]. Hence, it would appear that under the influence of electrical current, higher mechanical stresses are generated leading to crack formation at the intermetallic interfaces. Indeed, as seen in Fig. 3, cracks were observed in the samples subjected to diffusion annealing by electrical current.
In addition, since an electric current was used to generate the intermetallic growth, it may be argued that the observed acceleration might be associated with the materials transport by electromigration [16]. In electromigration the material transport occurs via interaction between the atoms of a conductor and a high density current of the order of 104 - 105 A/cm2. However, electromigration is not expected under the low-current densities or AC conditions. The AC current densities used in this work (
-
[7]. M. Braunovic and M. Marjanov, Thermoelastic Ratcheting Effect in Bolted Aluminum-t-Aluminum Connections, IEEE Trans. CHMT-11, vol. 11, No. 1 (1988) p. 54.
[8]. W. Hain, Monitoring Material Property Transformations with Electrical Resistivity, Mater. Eval., vol. 47, June (1989) p. 619
[9]. F.M. Smits, Measurements of Sheet Resistivities with the Four-Point Probe, Bell Syst. Tech. J., vol. 37, (1958) p. 711
[10]. R.J Fields and S.R. Low, Physical and Mechanical Properties of Intermetallics Compounds Commonly Found in solder Joints:+ NSIT Publication, www.metallurgy.nist.gov
[11]. W. Urquhart, Interdiffusion Studies on Contact Plating Materials, Electrical Contacts -1976, ITT, September (1976) p. 185.
[12]. C.L. Bauer and G.G. Lessmann, "Metal-Joining Methods", Annual Review of Materials Sci., 6, (1976), pp. 361-387.
[13]. U. Lindborg, B. Asthner, L. Lind and L. Revay, "Intermetallic Growth and Contact Resistance of Tin Contacts after Aging", Electric Contacts-1975, IIT, Chicago, (1975), p. 25.
[14]. L. Zakraysek, Intermetallic Growth in Tin-Rich Solders. Welding Research Suppl., November (1972) p. 537s.
[15]. S. F. Dirnfeld and J.J. Ramon, Microstructure Investigation of Copper-Tin Intermetallics and the Influence of Layer Thickness on Shear Strength, Weld. Res., October (1990), p. 373-s.
[16]. H.B. Huntington, "Electromigration in Metals" in Diffusion in Solids: Recent Developments, Eds. A.S. Nowick, and J.J. Burton, NY, Academic Press, (1974), Chapter 6
[17]. N.A. Gjosten, Diffusion, ASM (1973) p. 241
[18]. M. Braunovic and N. Alexandrov, Intermetallic Compounds at Aluminum-to-Copper Electrical Interfaces: Effect of Temperature and Electric Current, IEEE Trans. CPMT, Part A, vol 17, (1994) p. 78
[19]. A.K. Bandyopadhyay and S.K. Sen, "A Study of Compound Formation in a Copper-Tin Bimetallic Couples", J. Appl. Phys., 67, (1990), p. 3681.
Dr. Milenko Braunovic received his Dipl. Ing Degree in Technical Physics from the University of Belgrade, ex-Yugoslavia (now Serbia-Montenegro), in 1962 and the M. Met. and Ph. D. degrees in Physical Metallurgy from the University of Sheffield, England in 1967 and 1969 respectively. From 1971 until 1997 he was working at IREQ, Hydro-Quebec Research Institute, Varennes, Quebec as a senior member of the scientific staff. He retired from IREQ in 1997 and established his
own scientific consulting company, MB Interface. During the last 30 years, he has been responsible for the development and management of a broad range of research projects for Hydro-Qubec and the Canadian Electrical Association (now CEA Technology) in the areas of electrical power contacts, connector design and evaluation, tribology and accelerated test methodologies. He also initiated and supervised the R&D activities in the field of shape-memory alloy applications in power systems
Dr. Braunovic is the author of more than 100 papers and technical reports, including contributions to encyclopaedias and books, in his particular areas of scientific interests. In addition he frequently lectures at numerous seminars worldwide and has presented a large number of papers at various international conferences. For his contributions to the science of electrical contacts, Dr. Braunovic is recipient of the Ragnar Holm Scientific Achievement Award, the Ralph Armington Recognition Award and the IEEE CPMT Best Paper Award. He successfully chaired the 15th International Conference on Electrical Contacts held in Montreal 1990 and was a Technical Program Chairman of the 18th International Conference on Electrical Contacts held in Chicago 1996. He is a Senior Member of IEEE, and a member of American Society for Metals (ASM), Materials Research Society (MRS), Planetary Society, American Society for Testing of Materials (ASTM) and The Minerals, Metals & Materials Society (TMS).
Daniel Gagnon received his B.Eng. and M.Eng. degrees in mechanical and systems engineering from cole de Technologie Suprieure in Montreal Canada in 1995 and 1998 respectively. He is presently a project manager at Hydro Qubec Research Institute, Canada in the mechanical, metallurgical and civil engineering department. He is also a Ph. D. candidate at
the cole de Technologie Suprieure. His research interests are electrical contacts, composite materials and aerial conductors.
2730-7803-7862-8/04/$20.00 (C) IEEE.
Related Documents