Русенски Университет “Ангел Кънчев” Катедра: Технология на машиностроенето и металорежещи машини ДИПЛОМЕН ПРОЕКТ ТЕМА: Разработване на методика и уредба за калибриране на манометри Дипломант: Ръководител: Разработване на методика и уредба за калибриране на манометри 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Русенски Университет “Ангел Кънчев”
Катедра: Технология на машиностроенето и металорежещи машини
ДИПЛОМЕН ПРОЕКТ
ТЕМА: Разработване на методика и уредба за калибриране
на манометри
Дипломант: Ръководител: Фак.№ Консултант:
Русе , 2004 г.
Разработване на методика и уредба за калибриране на манометри
1
СЪДЪРЖАНИЕ стр.
УВОД ..................................................................................................................... 3
Глава I Литературен обзор ................................................................................. 4
1.1 . Измерителни прибори за налягане ................................................................. 4
1.2 .Течностни прибори ............................................................................................ 5
1.2.1. Пиезометър ..................................................................................................... 5
1.2.2. U – образен мановакууметър ....................................................................... 6
1.2.3. Диференциален манометър ........................................................................... 7
1.2.4. Манометър с наклонена скала ........................................................................ 8
1.3. Метални прибори ............................................................................................... 9
1.3.1. Прибори с тръбна пружина ............................................................................. 9
1.3.2. Мембранни прибори . .................................................................................... 12
1.3.3. Електроконтактни манометри ...................................................................... 13
1.3.4. Технически манометри с микропревключвател ........................................... 14
1.3.5. Манометри технически с потенциометър ...................................................... 15
1.4. Разработване на техническо задание................................................................ 16
Глава II Разработване на методика и уредба за калибриране на манометри...... 18
2.1.Еталониране на приборите за налягане .......................................................... 18
2.2. Разработване на методика за калибриране на манометри............................. 21
2.3. Разработване на уредба за калибриране на манометри............................... 28
2.3.1. Уточняване на изходните данни................................................................... 28
2.3.2. Избор на конструктивна схема...................................................................... 28
2.3.3. Избор и изчисляване на тръбопроводи .................................................... 29
2.3.4. Изчисляване на силов цилиндър ................................................................ 30
2.3.5. Избор на дроселов вентил .……………...………………………...…………… 38
2.3.6. Техника на безопасност при обслужване на уредбата за
калибриране на манометри .......................................................................... 38
Използвана литература .......................................................................................... 40
Приложения .............................................................................................................. 41
Разработване на методика и уредба за калибриране на манометри
2
УВОД
Апаратите с пневматично и хидравлично действие са приложени за пръв
път при малката механизация на работни операции, които изискват по-голяма
физическа сила. Това приложение продължава и при по-нататъшната
механизация и частична автоматизация на производството, а пълното им
утвърждаване се достига при цялостната автоматизация на производствените
процеси. Хидравличните и пневматичните машини намират приложение както при
новопроектирани машини и съоръжения, така също и при машини и съоръжения
които се реконструират и модернизират. Използването на тези машини допринася
съществено за увеличаване на производителността на труда в сравнение с
устройствата, действащи по механичен начин. Условията, които те предлагат
позволяват да се подобрят безопасността на труда и здравеопазването, да се
повиши културата на работното място и да се създадат отлични възможности за
рационализиране на производството във всички области.
Високите изисквания към пневматичните и хидравличните машини
определя необходимостта от тяхната безотказна и точна работа. Това може да се
осигури при постоянен контрол на параметрите на процесите протичащи в тези
машини. Контролът се осъществява от контролните и измервателни средства
(термометри, манометри, разходомери и др.). Поради прецизността на работата
им се явява и необходимостта от периодичното еталониране и калибриране на
всички измервателни средства. Всички тези измервателни уреди и отклоненията
които показват, трябва да отговарят на определени стандарти и норми.
Разработване на методика и уредба за калибриране на манометри
3
Глава I
Литературен обзор
1.1 Измерителни прибори за налягане
Първите манометри са живачни. Идея за тях дава италианския учен Е.
Торичели (1640), а са изработени от италианският механик В. Вивиани (1642) и
френския учен Б. Паскал (1646). Съществуващите прибори за измерване на
налягане са за трите вида налягане: абсолютно , надналягане и подналягане
(вакуум). Според вида на измерваното налягане приборите се класифицират в
следните групи:
-прибори за измерване на атмосферно налягане, които се наричат
барометри;
-прибори за измерване на разликата между абсолютното налягане и
атмосферното налягане, т.е. за измерване на надналягане, които се наричат
манометри;
-прибори, с които се измерва разликата между атмосферното налягане и
абсолютното налягане, по-малко от атмосферното, т.е. за измерване на вакуум, и
се наричат вакуумметри;
-прибори които измерват, както надналягането, така и вакуума, т.е.
комбинирани прибори, и се наричат моновакуумметри;
-прибори за измерване на абсолютно налягане. Обикновено абсолютно
налягане се измерва с помощта на два прибора: манометър и барометър или
барометър и вакуумметър, които могат да се комбинират в един прибор, който да
показва направо абсолютното налягане.
Според принципа на действие приборите се разделят на :
-Течностни прибори, при които измерваното налягане се уравновесява от
налягането на стълба течност , височината на който служи за измерване на
налягането .
-Метални прибори, при които под действието на измерваното налягане в
еластичния елемент, който бива тръба или мембрана, се появяват еластични
деформации, големината на които служи за измерване на надналягането или
вакуума.
Според чувствителния си елемент манометрите биват течностни, пружинни,
бутални, електросъпротивителни, пиезоелектрически, топлопроводни,
йонизационни и др. Металните прибори с разделят на класове на точност според
тяхната чувствителност.
Разработване на методика и уредба за калибриране на манометри
4
Класът на точност К представлява отношението на максимално
допустимата случайна грешка Δmax към максималната стойност от скалата N,
изразено в проценти, т.е.
Установени са следните класове на точност: 0,005; 0,02; 0,1; 0,2; 0,35; 0,5;
1; 2; 2,5; 4,0; 6,0.
Приборите с класове на точност от 0,35 до 6 се употребяват, за да дадат
ориентировъчно стойността на налягането, а приборите с класове на точност от
0,005 до 0,35 се употребяват за лабораторни цели и като образци-еталони. Те се
използват за измервания, които изискват повишена точност, а също и за проверка
и еталониране на маномери от по-нисък клас на точност, т.е. нечувствителните
маномери.
1.2 Течностни прибори.
Течностните прибори действат с най-различни течности, чиито специфични
тегла зависят от големината на измерваното налягане. Трябва всеки път да се
посочва названието на течността. Така например говори се за милиметри или
метри воден стълб, живачен стълб, спиртов стълб и др. всяка течност, която се
използува в тези уреди, има точно определено специфично тегло и се нарича
манометрична течност. Като предимства и недостатъци на разгледаните
прибори може да се отбележи следното.
С течностните прибори може да се измерва лесно и с голяма точност, но те
позволяват отчитане само на сравнително ниски налягания от порядъка на 300 до
400 kN/m2 за живачни манометри. При по-високи налягания манометрите добиват
много големи габаритни размери и са неудобни за практическата работа. Поради
това, че са прости по устройство, имат стабилни показания и действат с голяма
точност, те имат широко приложение като работни прибори при лабораторните
изпитвания, а също служат и за градуиране на други скали и проверка на други
прибори, т.е. ползват се като контролни прибори.
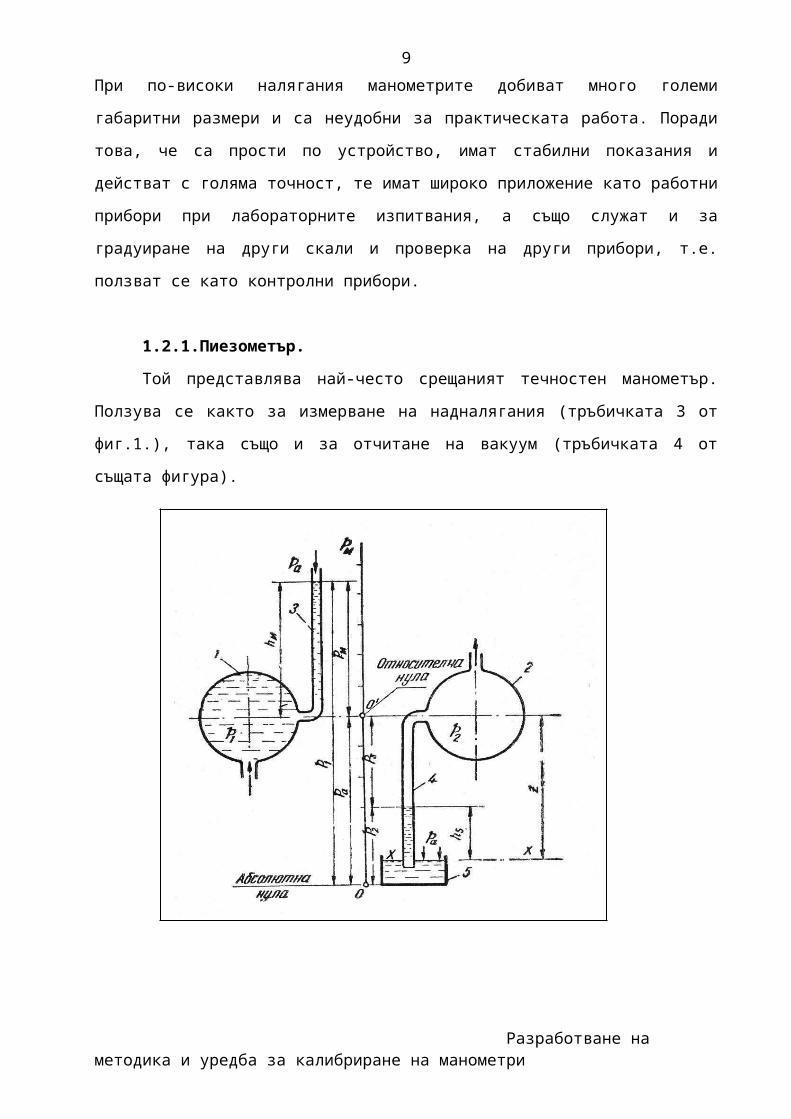
1.2.1.Пиезометър.
Той представлява най-често срещаният течностен манометър. Ползува се
както за измерване на надналягания (тръбичката 3 от фиг.1.), така също и за
отчитане на вакуум (тръбичката 4 от същата фигура).
Разработване на методика и уредба за калибриране на манометри
5
Фиг.1 Устройство на пиезометър.
Пиезометърът представлява стъклена вертикална тръбичка с отворен горен
край към атмосферата. Долният край на тръбичката е съединен с мястото, в което
се измерва налягането. Под действието на общото налягане течността се повдига
в тръбичката на известна височина hM която се измерва по линейна скала.
Произведението от височината и специфичното тегло на течността γ дава
измерваното налягане.
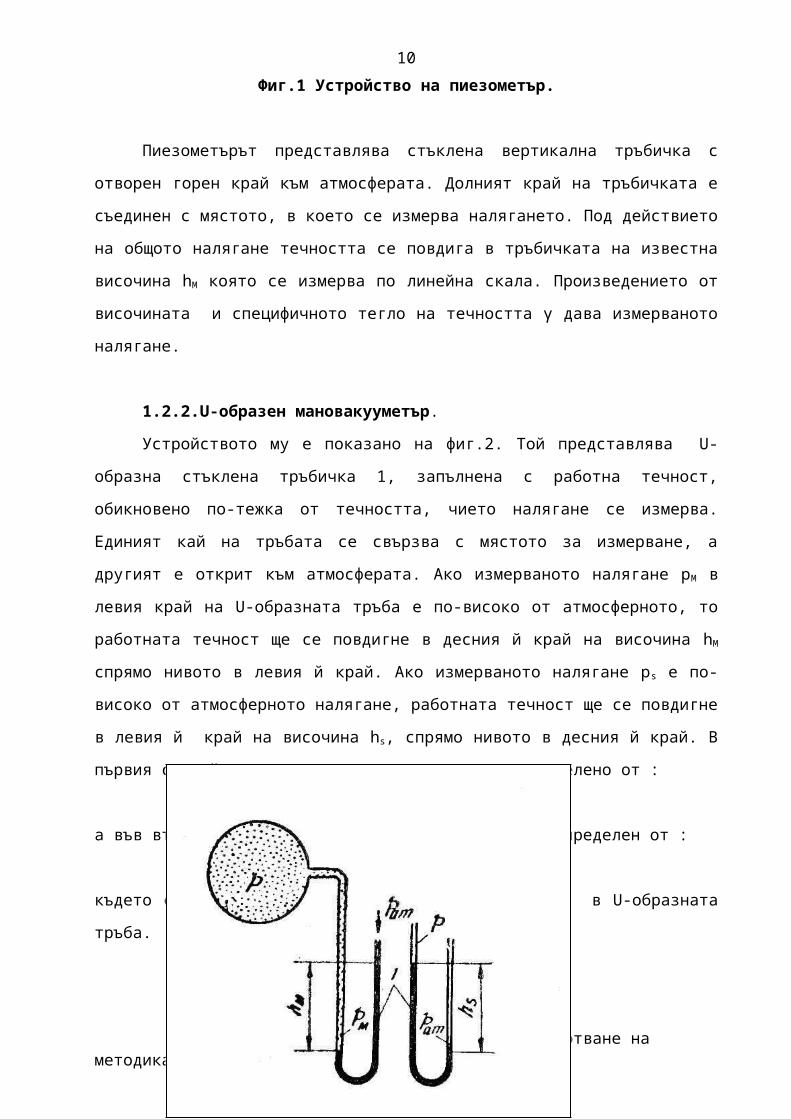
1.2.2.U-образен мановакууметър.
Устройството му е показано на фиг.2. Той представлява U-образна
стъклена тръбичка 1, запълнена с работна течност, обикновено по-тежка от
течността, чието налягане се измерва. Единият кай на тръбата се свързва с
мястото за измерване, а другият е открит към атмосферата. Ако измерваното
налягане рМ в левия край на U-образната тръба е по-високо от атмосферното, то
работната течност ще се повдигне в десния й край на височина hM спрямо нивото
в левия й край. Ако измерваното налягане рs е по-високо от атмосферното
налягане, работната течност ще се повдигне в левия й край на височина hs,
Разработване на методика и уредба за калибриране на манометри
6
спрямо нивото в десния й край. В първия случай се казва, че има надналягане,
определено от :
pM =γ.hM
а във втория случай има подналягане или вакуум, определен от :
pS =γ.hS
където е специфичното тегло на работната течност в U-образната тръба.
Фиг.2 Устройство на U-образен мановакууметър.
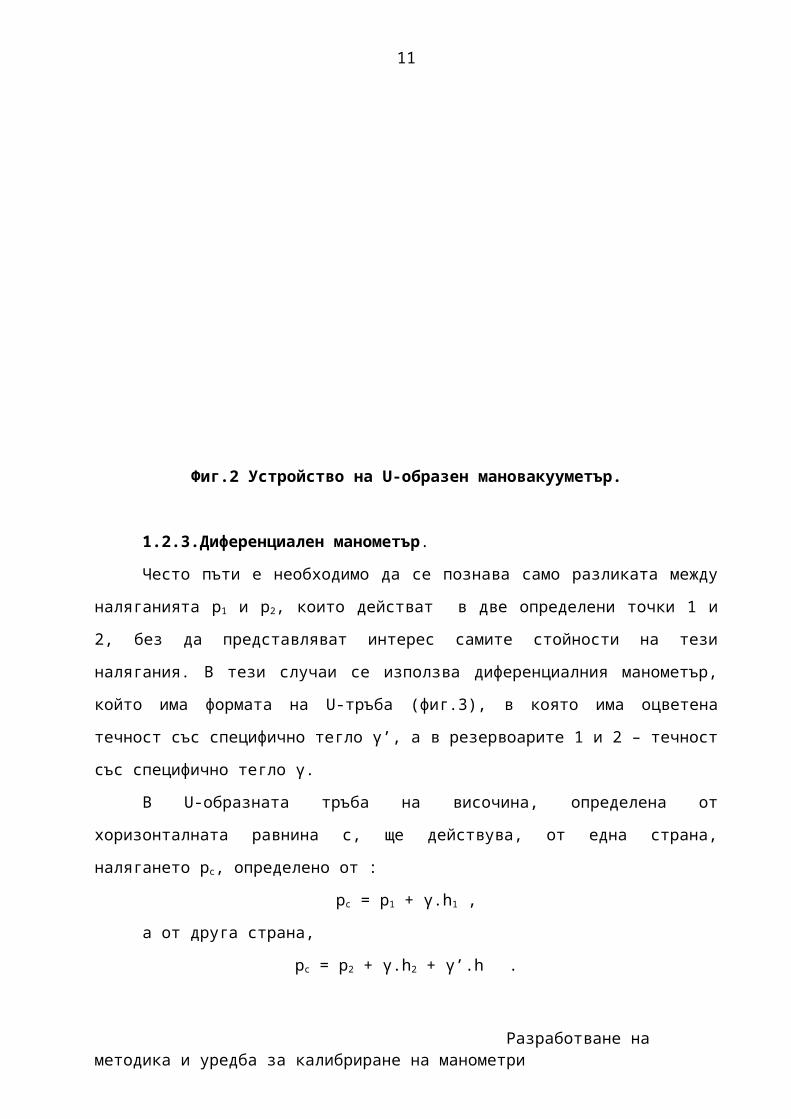
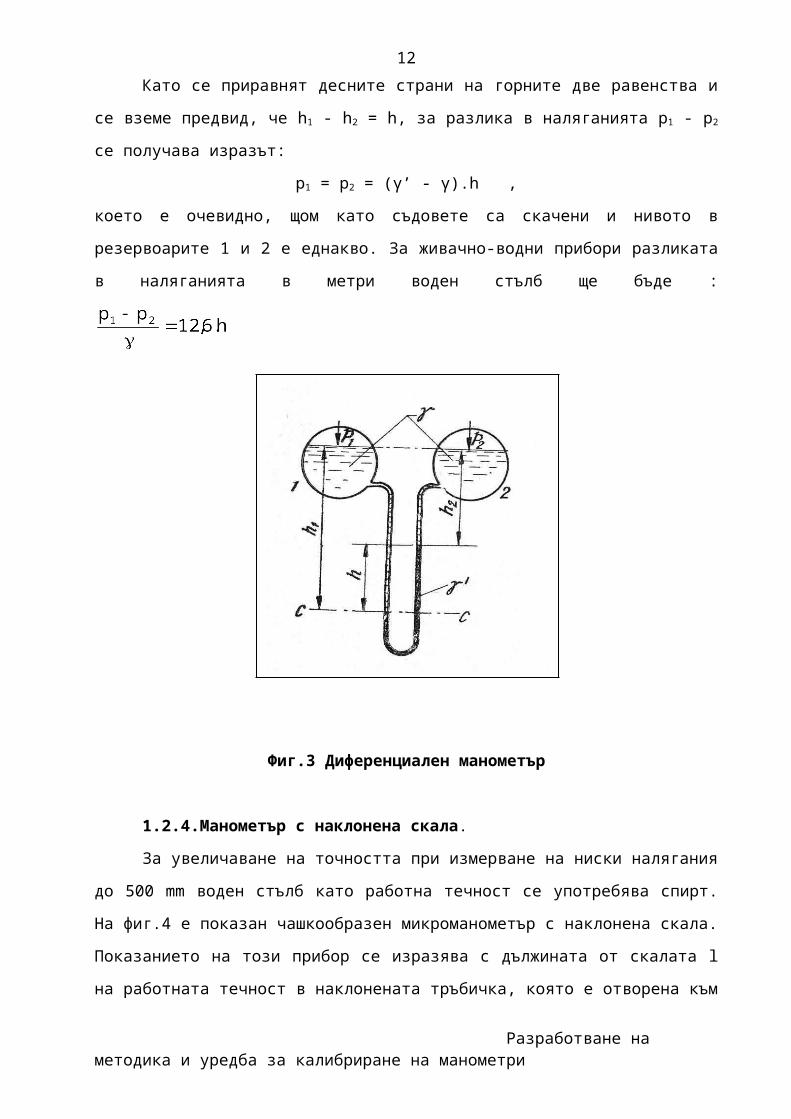
1.2.3.Диференциален манометър.
Често пъти е необходимо да се познава само разликата между наляганията
р1 и р2, които действат в две определени точки 1 и 2, без да представляват
интерес самите стойности на тези налягания. В тези случаи се използва
диференциалния манометър, който има формата на U-тръба (фиг.3), в която има
оцветена течност със специфично тегло γ’, а в резервоарите 1 и 2 – течност със
специфично тегло γ.
В U-образната тръба на височина, определена от хоризонталната равнина
с, ще действува, от една страна, налягането рс, определено от :
pc = p1 + γ.h1 ,
а от друга страна,
pc = p2 + γ.h2 + γ’.h .
Разработване на методика и уредба за калибриране на манометри
7
Като се приравнят десните страни на горните две равенства и се вземе
предвид, че h1 - h2 = h, за разлика в наляганията p1 - p2 се получава изразът:
p1 = p2 = (γ’ - γ).h ,
което е очевидно, щом като съдовете са скачени и нивото в резервоарите 1 и 2 е
еднакво. За живачно-водни прибори разликата в наляганията в метри воден стълб
ще бъде :
Фиг.3 Диференциален манометър
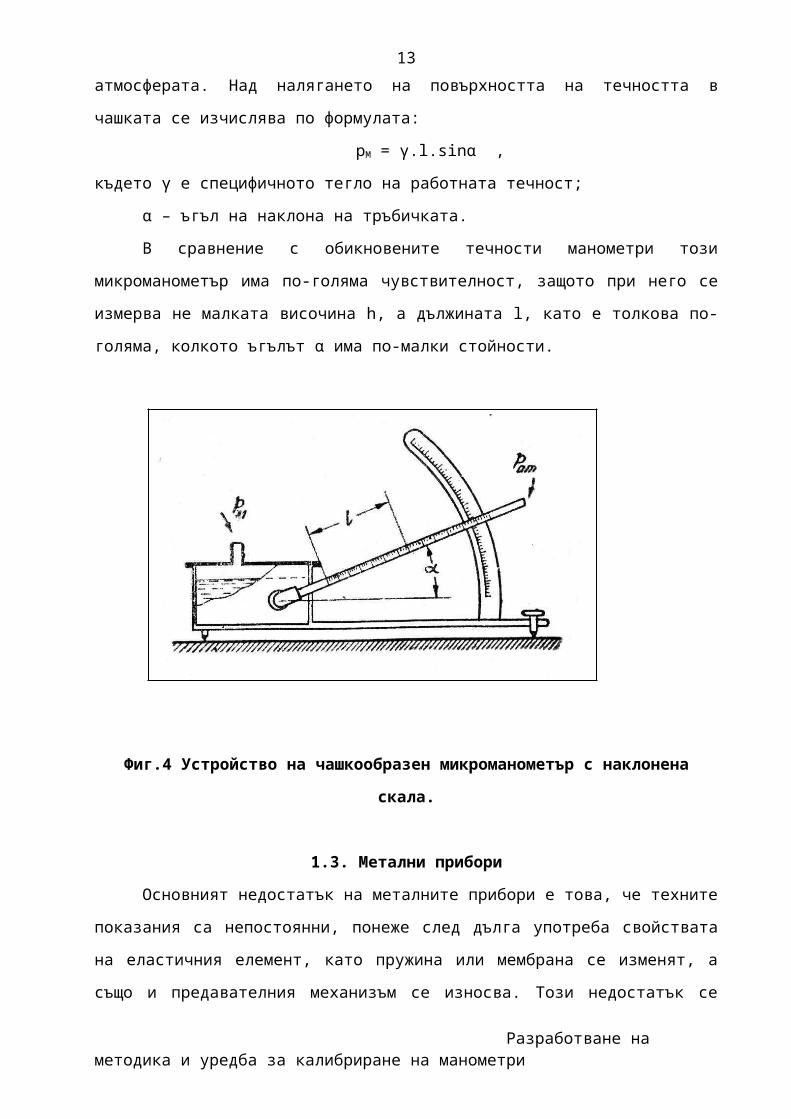
1.2.4.Манометър с наклонена скала.
За увеличаване на точността при измерване на ниски налягания до 500 mm
воден стълб като работна течност се употребява спирт. На фиг.4 е показан
чашкообразен микроманометър с наклонена скала. Показанието на този прибор се
изразява с дължината от скалата l на работната течност в наклонената тръбичка,
която е отворена към атмосферата. Над налягането на повърхността на течността
в чашката се изчислява по формулата:
pМ = γ.l.sinα ,
където γ е специфичното тегло на работната течност;
α – ъгъл на наклона на тръбичката.
В сравнение с обикновените течности манометри този микроманометър има
по-голяма чувствителност, защото при него се измерва не малката височина h, а
дължината l, като е толкова по-голяма, колкото ъгълът α има по-малки стойности.
Разработване на методика и уредба за калибриране на манометри
8
Фиг.4 Устройство на чашкообразен микроманометър с наклонена скала.
1.3. Метални прибори
Основният недостатък на металните прибори е това, че техните показания
са непостоянни, понеже след дълга употреба свойствата на еластичния елемент,
като пружина или мембрана се изменят, а също и предавателния механизъм се
износва. Този недостатък се отстранява чрез периодични проверки с цел да се
извършат необходимите корекции или да се потвърди класът на точност на
прибора.
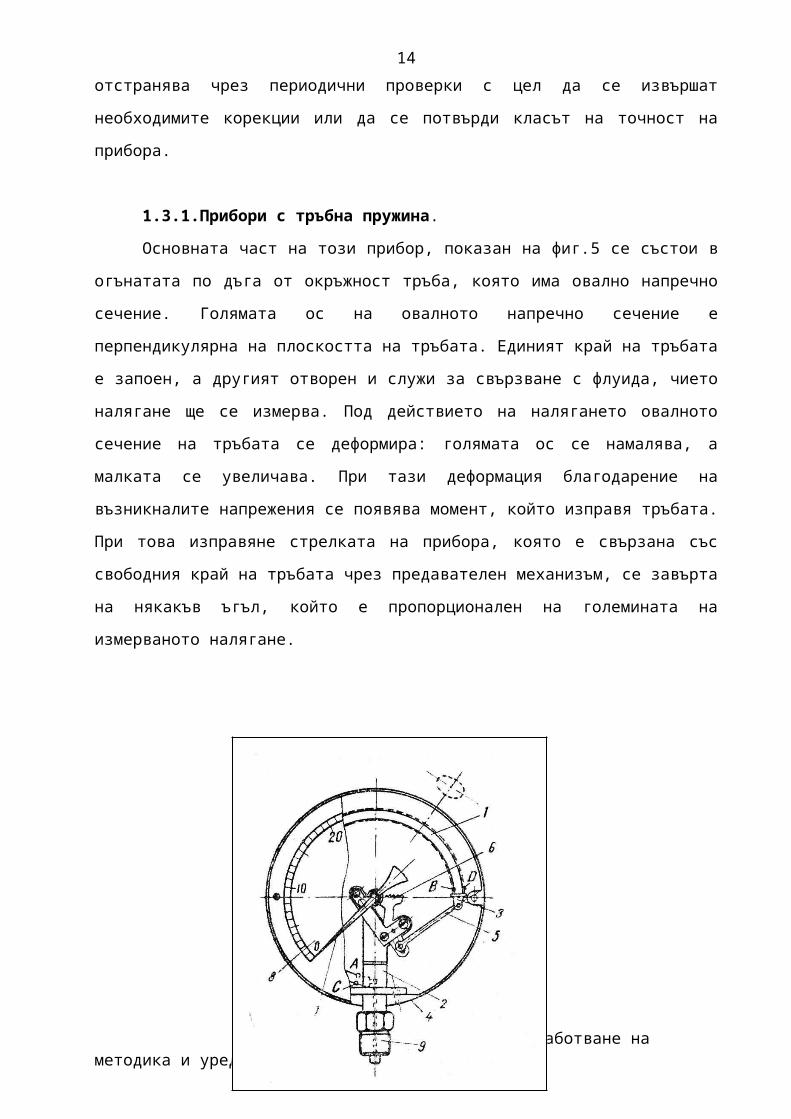
1.3.1.Прибори с тръбна пружина.
Основната част на този прибор, показан на фиг.5 се състои в огънатата по
дъга от окръжност тръба, която има овално напречно сечение. Голямата ос на
овалното напречно сечение е перпендикулярна на плоскостта на тръбата.
Единият край на тръбата е запоен, а другият отворен и служи за свързване с
флуида, чието налягане ще се измерва. Под действието на налягането овалното
сечение на тръбата се деформира: голямата ос се намалява, а малката се
увеличава. При тази деформация благодарение на възникналите напрежения се
появява момент, който изправя тръбата. При това изправяне стрелката на
прибора, която е свързана със свободния край на тръбата чрез предавателен
механизъм, се завърта на някакъв ъгъл, който е пропорционален на големината
на измерваното налягане.
Разработване на методика и уредба за калибриране на манометри
9
Фиг.5 Устройство на манометър с тръбна пружина.
Откритият край на тръбната пружина 1 е поставен на входа 2, който е
закрепен на корпуса 4 на манометъра. Муфата 9 е с резба и служи за закрепване
на манометъра към мястото на измерване. В горната част на входа 2 са поставени
две пластини, към които се закрепва предавателният механизъм. Зъбният сектор
6 е свързан чрез лоста 5 със свободния край на тръбната пружина. От друга
страна, секторът е зацепен с малко зъбно колело, на оста на което е закрепена
стрелката 7. Малкото зъбно колело, е снабдено със спираловидна пружина,
единият край на която е съединен със зъбното колело, а другият – с неподвижна
част, например вход 2. Еластичността на тази пружина притиска винаги зъбното
колело към сектора, вследствие на което хлабините в предавателния механизъм
не оказват влияние върху показанията на прибора.
При изправяне на тръбата свободния й край се премесва, лостът 5 завърта
сектор 6, заедно с който се завърта зъбното колело със стрелката; краят на
стрелката показва съответното налягане в прибора. Поради това, че
деформациите са пропорционални на налягането, скалата 8 е равномерно
разграфена.
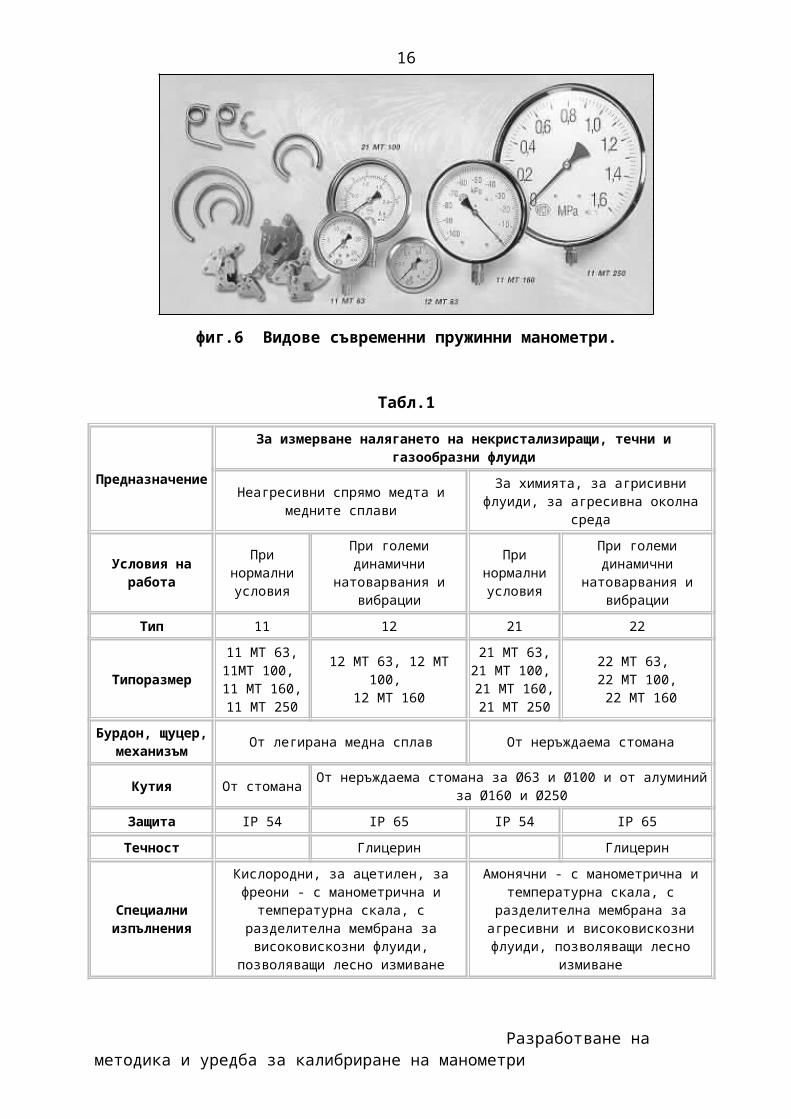
Техническите параметри на съвременни пружинни манометри са показани в
табл.1 (фиг.6).
Разработване на методика и уредба за калибриране на манометри
10
фиг.6 Видове съвременни пружинни манометри.
Табл.1
Предназначение
За измерване налягането на некристализиращи, течни и газообразни флуиди
Неагресивни спрямо медта и медните сплави
За химията, за агрисивни флуиди, за агресивна околна среда
Условия на работа
При нормални условия
При големи динамични натоварвания и
вибрации
При нормални условия
При големи динамични натоварвания и
вибрации
Тип 11 12 21 22
Типоразмер
11 MT 63,11MT 100, 11 MT 160,11 MT 250
12 MT 63, 12 MT 100, 12 MT 160
21 MT 63, 21 MT 100, 21 MT 160, 21 MT 250
22 MT 63, 22 MT 100, 22 MT 160
Бурдон, щуцер, механизъм
От легирана медна сплав От неръждаема стомана
Кутия От стоманаОт неръждаема стомана за Ø63 и Ø100 и от алуминий за Ø160
и Ø250
Защита IP 54 IP 65 IP 54 IP 65
Течност Глицерин Глицерин
Специални изпълнения
Кислородни, за ацетилен, за фреони - с манометрична и температурна скала, с
разделителна мембрана за високовискозни флуиди, позволяващи
лесно измиване
Амонячни - с манометрична и температурна скала, с разделителна
мембрана за агресивни и високовискозни флуиди, позволяващи
лесно измиване
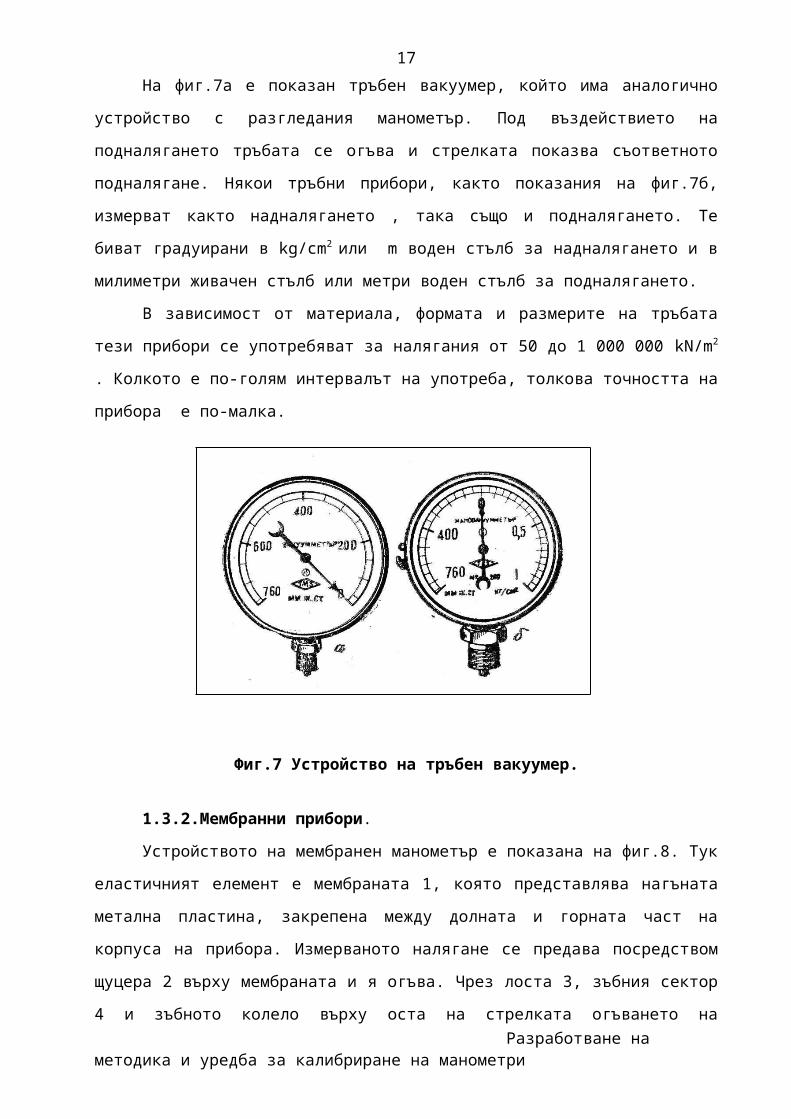
На фиг.7a е показан тръбен вакуумер, който има аналогично устройство с
разгледания манометър. Под въздействието на подналягането тръбата се огъва и
стрелката показва съответното подналягане. Някои тръбни прибори, както
показания на фиг.7б, измерват както надналягането , така също и подналягането.
Те биват градуирани в kg/cm2 или m воден стълб за надналягането и в милиметри
живачен стълб или метри воден стълб за подналягането.
Разработване на методика и уредба за калибриране на манометри
11
В зависимост от материала, формата и размерите на тръбата тези прибори
се употребяват за налягания от 50 до 1 000 000 kN/m2 . Колкото е по-голям
интервалът на употреба, толкова точността на прибора е по-малка.
Фиг.7 Устройство на тръбен вакуумер.
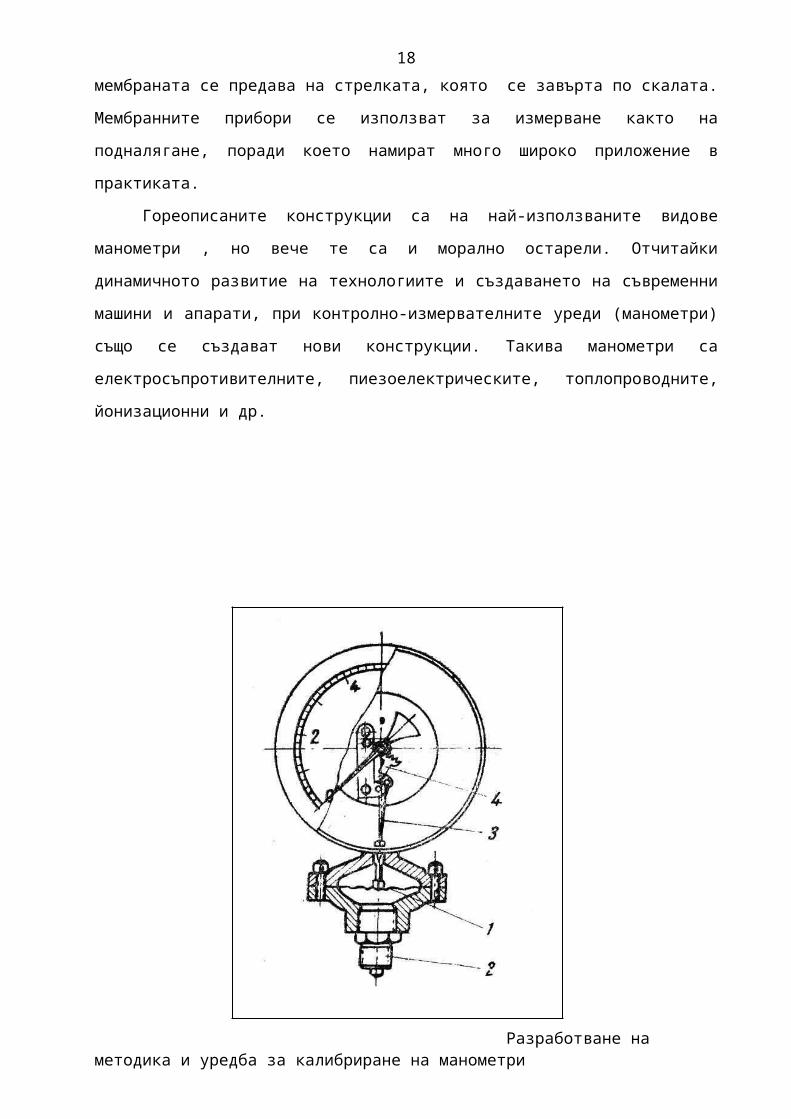
1.3.2.Мембранни прибори.
Устройството на мембранен манометър е показана на фиг.8. Тук
еластичният елемент е мембраната 1, която представлява нагъната метална
пластина, закрепена между долната и горната част на корпуса на прибора.
Измерваното налягане се предава посредством щуцера 2 върху мембраната и я
огъва. Чрез лоста 3, зъбния сектор 4 и зъбното колело върху оста на стрелката
огъването на мембраната се предава на стрелката, която се завърта по скалата.
Мембранните прибори се използват за измерване както на подналягане, поради
което намират много широко приложение в практиката.
Гореописаните конструкции са на най-използваните видове манометри , но
вече те са и морално остарели. Отчитайки динамичното развитие на технологиите
и създаването на съвременни машини и апарати, при контролно-измервателните
уреди (манометри) също се създават нови конструкции. Такива манометри са
електросъпротивителните, пиезоелектрическите, топлопроводните, йонизационни
и др.
Разработване на методика и уредба за калибриране на манометри
12
Фиг.8 Устройство на мембранен манометър.
1.3.3.Електроконтакнтите манометри.
Електроконтакнтите манометри са предназначени за включване или
изключване на елекрически вериги при зададени гранични стойности на
измерваното налягане чрез контактно рамо, задвижвано от стрелката на
манометъра. Броят на контактите може да бъде максимум четири в произволно
избрана комбинация от нормално отворени или нормално затворени контакти. По
избор могат да се монтират три вида контакти - плъзгащи, магнитоскачащи или
индуктивни.
Плъзгащите контакти се използват, там където не се изисква голямо
контактно натоварване и не съществуват сътресения. Включването се
осъществява без забавяне, при допир на контактния палец. Тези контакти не са
приспособени за чести включвания и изключвания, за работа в агресивна
атмосфера и манометри, запълнени с глицерин. Препоръчва се включването им
във верига да става с междинно реле.
Магнитоскачащите контакти могат да се използват в почти всички работни
условия. Не са чувствителни на сътресения. Включването и изключването става
скокообразно при доближаване или отдалечаване на контактите чрез магнит.
Препоръчва се включването им във веригата да става с междинно реле.
Разработване на методика и уредба за калибриране на манометри
13
Манометрите с индуктивни контакти са снабдени с безконтактен електрически
датчик по DIN 19234. Поради безконтактното включване, високата точност и
дълготрайност, те са годни за употреба навсякъде и най-вече за манометри пълни
с глицерин. Изходящият сигнал се определя от наличието или отсъствието на
стрелка с флагче, движена от стелката на манометъра в зоната на
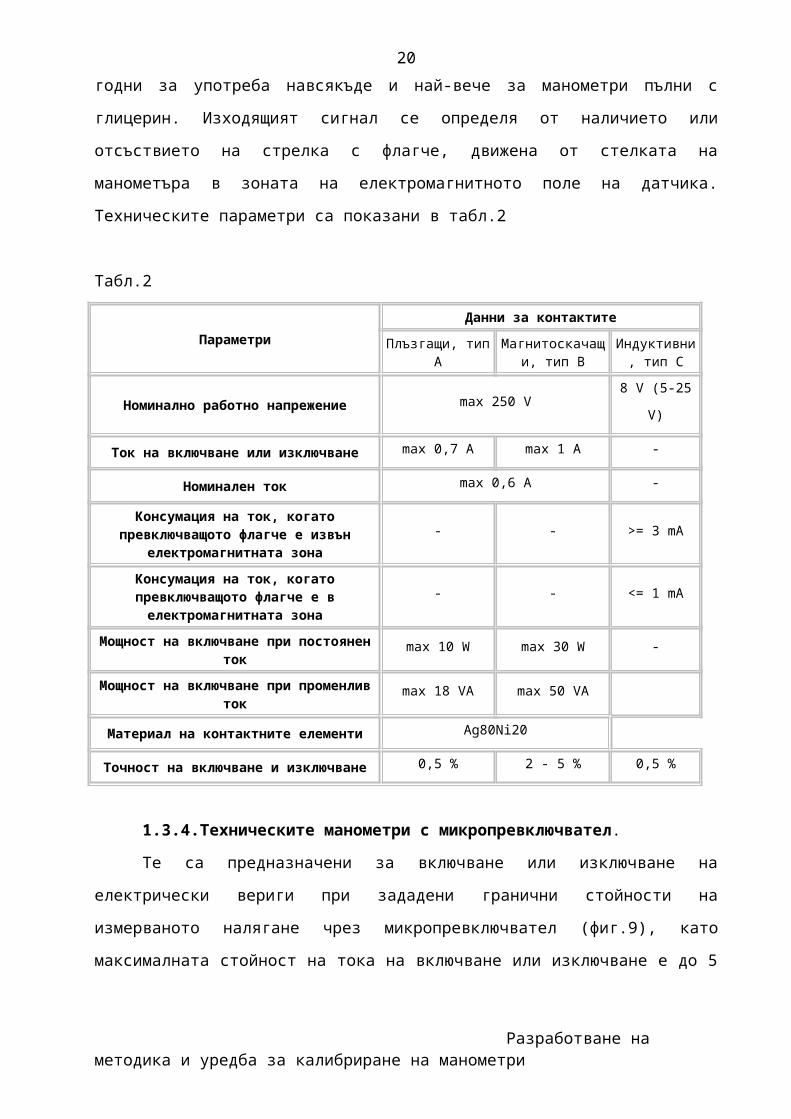
електромагнитното поле на датчика. Техническите параметри са показани в табл.2
Табл.2
Параметри
Данни за контактите
Плъзгащи, тип АМагнитоскачащи,
тип ВИндуктивни,
тип С
Номинално работно напрежение max 250 V 8 V (5-25 V)
Ток на включване или изключване max 0,7 A max 1 A -
Номинален ток max 0,6 A -
Консумация на ток, когато превключващото флагче е извън
електромагнитната зона
- - >= 3 mA
Консумация на ток, когато превключващото флагче е в
електромагнитната зона
- - <= 1 mA
Мощност на включване при постоянен ток max 10 W max 30 W -
Мощност на включване при променлив ток
max 18 VA max 50 VA
Материал на контактните елементи Ag80Ni20
Точност на включване и изключване 0,5 % 2 - 5 % 0,5 %
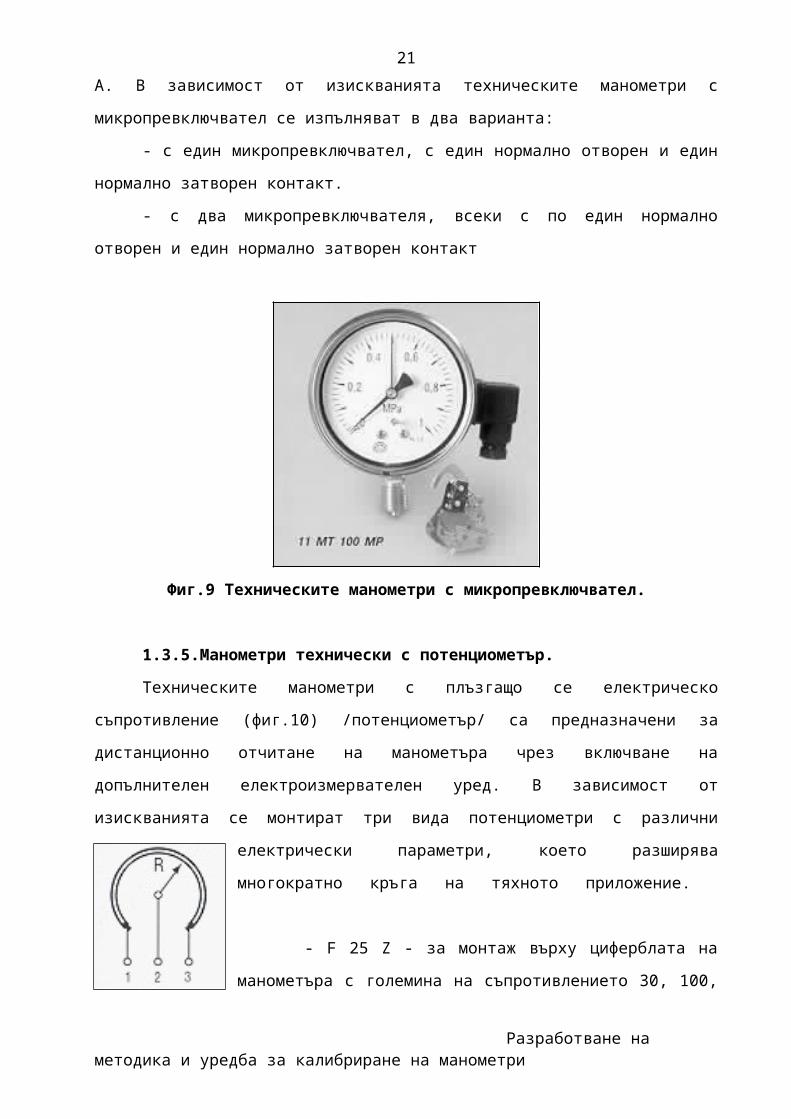
1.3.4.Техническите манометри с микропревключвател.
Те са предназначени за включване или изключване на електрически вериги
при зададени гранични стойности на измерваното налягане чрез
микропревключвател (фиг.9), като максималната стойност на тока на включване
или изключване е до 5 А. В зависимост от изискванията техническите манометри с
микропревключвател се изпълняват в два варианта:
- с един микропревключвател, с един нормално отворен и един нормално
затворен контакт.
- с два микропревключвателя, всеки с по един нормално отворен и един
нормално затворен контакт
Разработване на методика и уредба за калибриране на манометри
14
Фиг.9 Техническите манометри с микропревключвател.
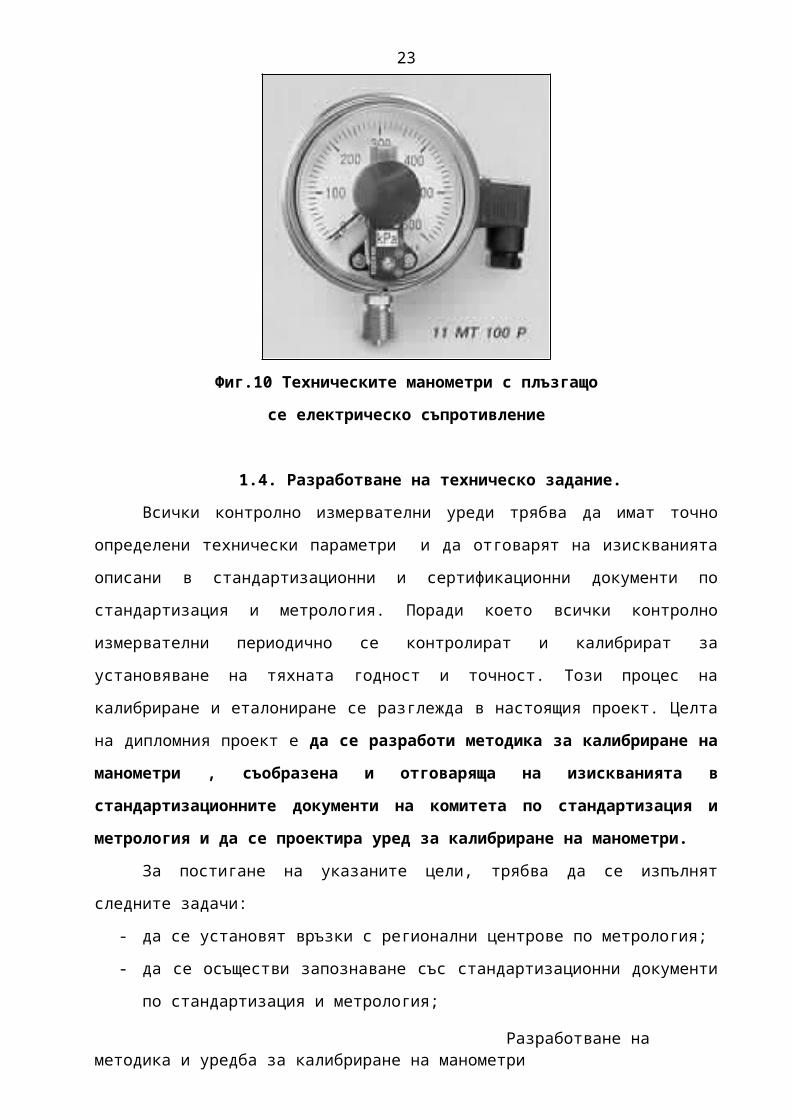
1.3.5.Манометри технически с потенциометър.
Техническите манометри с плъзгащо се електрическо съпротивление
(фиг.10) /потенциометър/ са предназначени за дистанционно отчитане на
манометъра чрез включване на допълнителен електроизмервателен уред. В
зависимост от изискванията се монтират три вида потенциометри с различни
електрически параметри, което разширява многократно кръга на тяхното
приложение.
- F 25 Z - за монтаж върху циферблата на манометъра с
големина на съпротивлението 30, 100, 200, 500, 1 000, 2 000,
или 10 000 ома и ъгъла на завъртане на стрелката на
манометъра 270°.
- F 25 ZEB - за монтаж върху циферблата на
манометъра с две допълнителни предсъпротивления (R1-R-
R2) 50-30-50; 5-100-5;10-100-10;20-100-20;10-200-10 и 20-480-
20 ома и ъгъл на завъртане на стрелката на манометъра 270°.
Разработване на методика и уредба за калибриране на манометри
15
F 25 ZM - потенциометрична система за монтаж върху циферблата на
манометъра с изходящ сигнал от 0 до 20 или от 4 до 20 mA при захранващо
напрежение 24 V и ъгъл на завъртане на стрелката на манометъра 270°.
Технически параметри на манометър с потенциометър са показани в табл.3.
Табл.3
Параметри Данни за потенциометрите
Задвижващ въртящ момент 0,002 - 0,003 N.cm
Дълготрайност, обороти 10 000 000 (360°)
Линейно отклонение 3%
Работно напрежение max 50 V
Общо натоварване 1,5 W
Натоварване на предсъпротивлението max 0.4 W
Натоварване на плъзгача max 100 mA
Фиг.10 Техническите манометри с плъзгащо
се електрическо съпротивление
1.4. Разработване на техническо задание.
Всички контролно измервателни уреди трябва да имат точно определени
технически параметри и да отговарят на изискванията описани в
стандартизационни и сертификационни документи по стандартизация и
метрология. Поради което всички контролно измервателни периодично се
контролират и калибрират за установяване на тяхната годност и точност. Този
процес на калибриране и еталониране се разглежда в настоящия проект. Целта на
дипломния проект е да се разработи методика за калибриране на манометри ,
съобразена и отговаряща на изискванията в стандартизационните
Разработване на методика и уредба за калибриране на манометри
16
документи на комитета по стандартизация и метрология и да се проектира
уред за калибриране на манометри.
За постигане на указаните цели, трябва да се изпълнят следните задачи:
- да се установят връзки с регионални центрове по метрология;
- да се осъществи запознаване със стандартизационни документи по
стандартизация и метрология;
- запознаване със съществуващи методики за калибриране, след което се
пристъпи към разработване на методика за калибриране на манометри;
- избор на технологична и конструктивна схема на уредба за калибриране на
манометри;
- конструктивни и якостни пресмятания;
Разработване на методика и уредба за калибриране на манометри
17
Глава II
Разработване на методика и уредба за калибриране на
манометри.
2.1.Еталониране на приборите за налягане
Еталонирането или проверяването се отнася предимно до металните прибори,
които, както вече се спомена, поради остатъчни деформации, износване и
др.водят до известни грешки в показанията. При течностните прибори грешките се
предизвикват от неточното в специфичното тегло и неправилно отчитане по
съответната скала.
Проверяването на приборите става непосредствено един от следните начини:
2.1.1.Контролен прибор или еталон, който се поставя в действие
едновременно с прибора за проверка. Правят се отчитания при различни
налягания и се строи крива на еталонирането или наречена още ключова крива,
която дава точната стойност на налягането за отделните показания и циферблата.
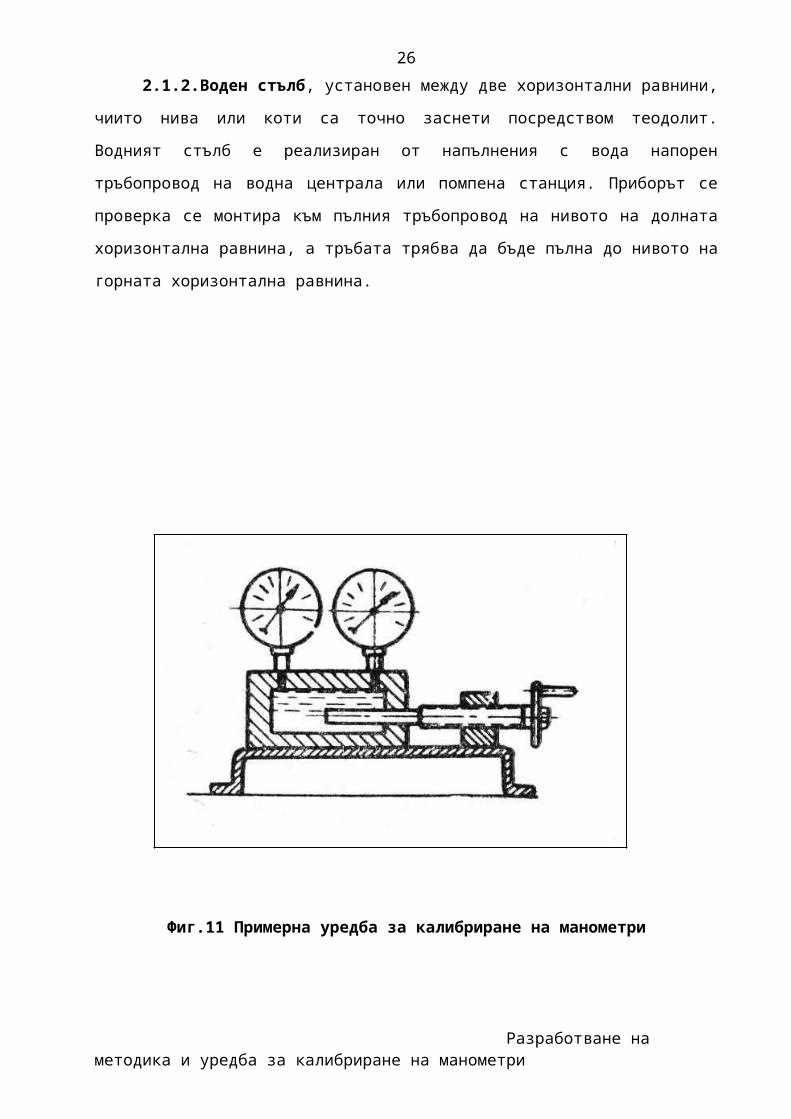
На фиг. 11 е показана уредба, в която има преса за нагнетяване на течността
при различни налягания, като показанията на проверявания манометър се
сравняват на еталона.
Предимството на тоз начин се състои в лекотата и удобството при работа, а
недостатъкът – самият контролен прибор да е претърпял известни деформации, в
резултат на което показанията му не са верни. Ето защо еталонът трябва да бъде
контролиран от време на време по един от следващите начини.
2.1.2.Воден стълб, установен между две хоризонтални равнини, чиито нива
или коти са точно заснети посредством теодолит. Водният стълб е реализиран от
напълнения с вода напорен тръбопровод на водна централа или помпена станция.
Приборът се проверка се монтира към пълния тръбопровод на нивото на долната
хоризонтална равнина, а тръбата трябва да бъде пълна до нивото на горната
хоризонтална равнина.
Разработване на методика и уредба за калибриране на манометри
18
Фиг.11 Примерна уредба за калибриране на манометри
Ако височината между двете хоризонтални равнини е hм , когато водата се
движи в тръбата, тогава при специфично тегло на водата γ се написва за
налягането рм .
pM =γ.hM
Предимството на този начин се състои в голямата сигурност в отчитането, а
недостатъкът – при установен воден стълб може да се провери само едно
показание от циферблата на прибора.
Този начин намира приложение при водните електрически централи (ВЕЦ) и
помпените станции, при които съществува геодезична височина, т.е височина по
вертикала на повдигане на водата от долно до горно ниво.
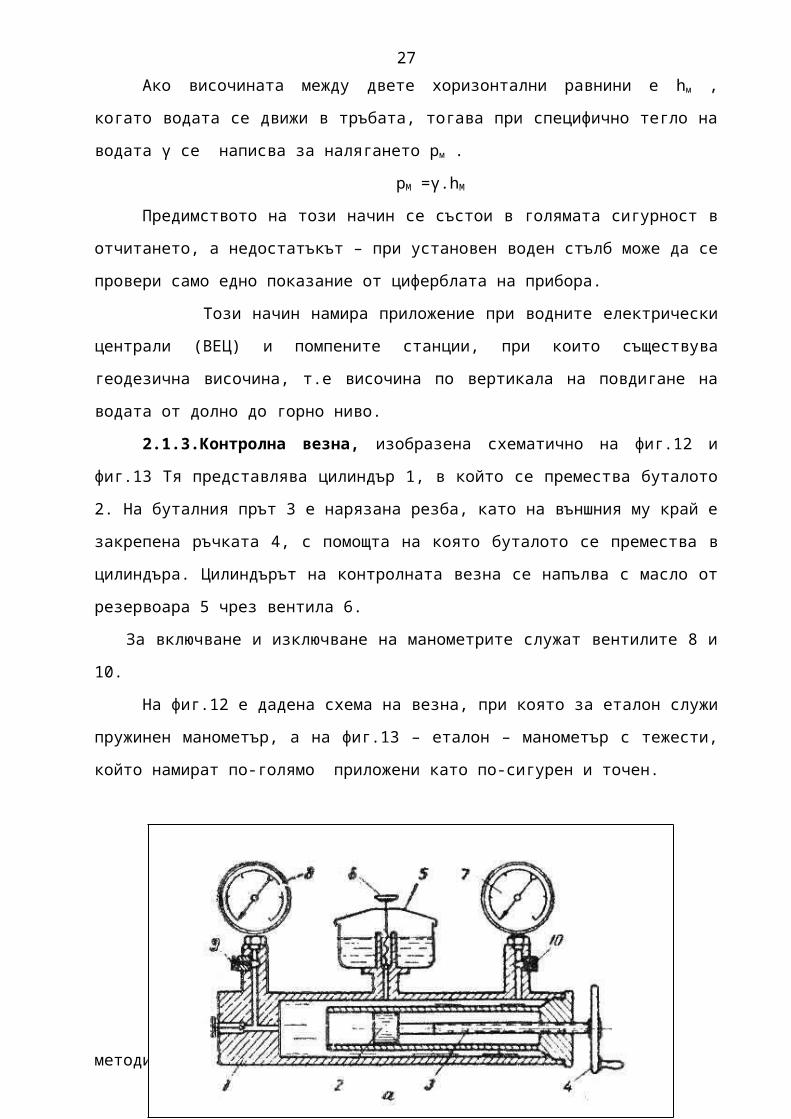
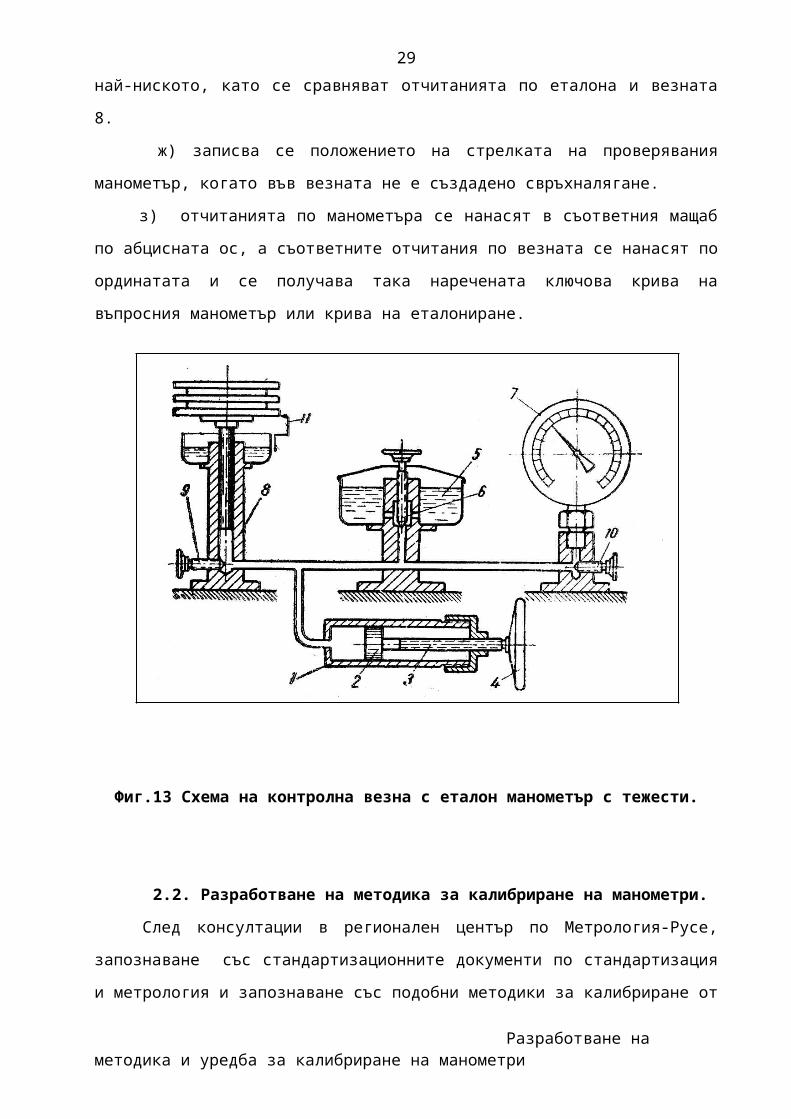
2.1.3.Контролна везна, изобразена схематично на фиг.12 и фиг.13 Тя
представлява цилиндър 1, в който се премества буталото 2. На буталния прът 3 е
нарязана резба, като на външния му край е закрепена ръчката 4, с помощта на
която буталото се премества в цилиндъра. Цилиндърът на контролната везна се
напълва с масло от резервоара 5 чрез вентила 6.
За включване и изключване на манометрите служат вентилите 8 и 10.
На фиг.12 е дадена схема на везна, при която за еталон служи пружинен
манометър, а на фиг.13 – еталон – манометър с тежести, който намират по-голямо
приложени като по-сигурен и точен.
Разработване на методика и уредба за калибриране на манометри
19
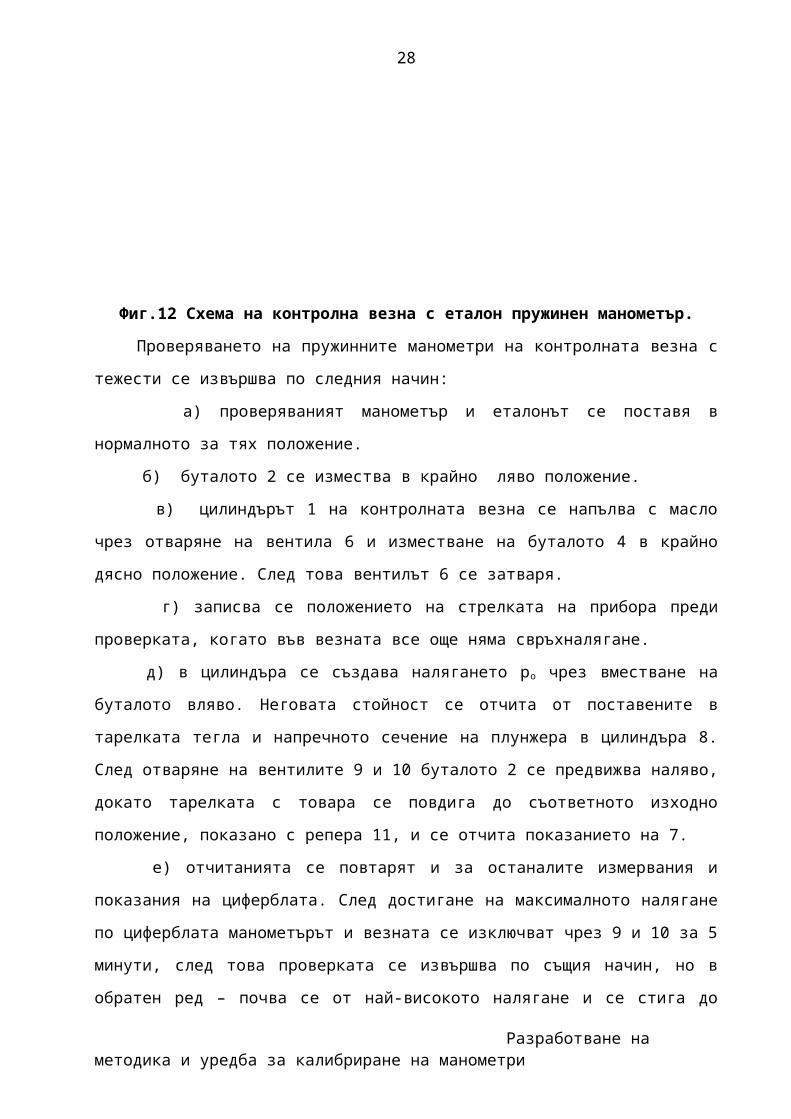
Фиг.12 Схема на контролна везна с еталон пружинен манометър.
Проверяването на пружинните манометри на контролната везна с тежести се
извършва по следния начин:
а) проверяваният манометър и еталонът се поставя в нормалното за тях
положение.
б) буталото 2 се измества в крайно ляво положение.
в) цилиндърът 1 на контролната везна се напълва с масло чрез отваряне на
вентила 6 и изместване на буталото 4 в крайно дясно положение. След това
вентилът 6 се затваря.
г) записва се положението на стрелката на прибора преди проверката, когато
във везната все още няма свръхналягане.
д) в цилиндъра се създава налягането ро чрез вместване на буталото вляво.
Неговата стойност се отчита от поставените в тарелката тегла и напречното
сечение на плунжера в цилиндъра 8. След отваряне на вентилите 9 и 10 буталото
2 се предвижва наляво, докато тарелката с товара се повдига до съответното
изходно положение, показано с репера 11, и се отчита показанието на 7.
е) отчитанията се повтарят и за останалите измервания и показания на
циферблата. След достигане на максималното налягане по циферблата
манометърът и везната се изключват чрез 9 и 10 за 5 минути, след това
проверката се извършва по същия начин, но в обратен ред – почва се от най-
високото налягане и се стига до най-ниското, като се сравняват отчитанията по
еталона и везната 8.
Разработване на методика и уредба за калибриране на манометри
20
ж) записва се положението на стрелката на проверявания манометър, когато
във везната не е създадено свръхналягане.
з) отчитанията по манометъра се нанасят в съответния мащаб по абцисната ос,
а съответните отчитания по везната се нанасят по ординатата и се получава така
наречената ключова крива на въпросния манометър или крива на еталониране.
Фиг.13 Схема на контролна везна с еталон манометър с тежести.
2.2. Разработване на методика за калибриране на манометри.
След консултации в регионален център по Метрология-Русе, запознаване
със стандартизационните документи по стандартизация и метрология и
запознаване със подобни методики за калибриране от регионалните центрове в
гр.Русе, гр.Велико Търново и гр.Видин, оформяме последователността и
съдържанието на разработваната методика за калибриране на манометри.
Разработване на методика и уредба за калибриране на манометри
21
М Е Т О Д И К А
за калибриране на деформационни еталонни манометри, мановакууммери и
вакууммери
Настоящата методика се отнася за деформационни манометри,
мановакууммери и вакууммери, които се използват като еталонни от IV ниво
(Приложение 1), за проверка на работни манометри, мановакууммери и
вакууммери.
Методиката се отнася за посочените по-горе средства за измерване, с
неопределеност по-голяма от 0,2% от зададената стойност на величината
налягане, изразена в кРа или МРа и с граници на измерване от 0,01 до 60 МРа за
налягане и от 0 до – 0,1 МРа за вакуум.
1. Същност на метода за калибриране.
По принцип, методът за калибриране се изразява в непосредствено
сравняване с бутален манометър от III ниво, съгласно националната йерархична
схема, с неопределеност по-малка от 0,05 % от зададеното налягане, като се
спазва съответствието между горните граници на измерване на калибрирания и
буталния манометър, до колкото това е възможно. За потвърждение на казаното
по-горе, към настоящата методика, се прилага местна проверочна схема.
2.Използвани еталони:
2.1.Бутален манометър тип МВП-2,5, Инд.№1567, производство на завод
“Еталон” – Русия, неопределеност 0,05%, обхват 0,01 – 0,25 МРа, периодичност на
калибриране 1 година НЦМ – София.
2.2.Бутален манометър тип МП-6, Инд.№ 7237, производство на завод
“Еталон” – Русия, неопределеност 0,05%, обхват 0,04 – 6 МРа, периодичност на
калибриране 1 година НЦМ – София.
2.3.Бутален манометър тип МП-60М, Инд.№ 3131, производство на завод
“Еталон” – Русия, неопределеност 0,05%, обхват 0,1 – 6,0 МРа, периодичност на
калибриране 1 година НЦМ – София.
2.4.Бутален манометър тип МП-600, Инд.№ 6087, производство на завод
“Еталон” – Русия, неопределеност 0,05%, обхват 1,0 – 60 МРа, периодичност на
калибриране 1 година НЦМ – София.
Посочените еталони от т.2 са съподчинени на еталоните от II ниво,
намиращи се в НЦМ, където се извършва и калибрирането им.
Разработване на методика и уредба за калибриране на манометри
22
3.Условия за провеждане на калибрирането.
Калибрирането се провежда при стриктно спазване на условията за работа,
посочени в техническата документация на завода производител, както за
буталните манометри, така и за деформационните манометри. В конкретният
случай трябва да бъдат изпълнени следните условия:
3.1.Температура на околната среда в лабораторията 20о ± 5о С.
3.2.Влажност на въздуха – по-малка от 80%.
3.3.Изменението на налягането да става бавно и плавно.
3.4.Да няма вибрации и удари, които да довеждат до колебания на
стрелката по-големи от 0,1 от дължината на най-малкото деление.
3.5.Долният ръб на щуцера на калибрования манометър и ръба на буталото
на буталния манометър, да се намират в една хоризонтална равнина.
3.6.Преди калиброването манометрите се оставят в неработно състояние в
лабораторията до изравняване на температурата им.
3.7.В процеса на калибриране да се вземат мерки за стриктно спазване
изискванията за безопасни условия на труд.
При спазване на условията в т.3, не се налага да се внасят корекции, при
определяне на неопределеността, за тези влияещи на резултата фактори.
4.Подготовка за извършване на калибрирането.
4.1.Преди започване на калибрирането, трябва да са изпълнени
всички условия за работа с буталните манометри, съгласно изискванията в
техническата им документация.
4.2.Допускат се за работа само тези бутални манометри, които имат
калибровъчни свидетелства от НЦМ.
4.3.На калибриране подлежат само тези деформационни манометри,
чийто тип е одобрен.
4.4.Манометри, мановакууммери и вакууммери се натоварват до
горната граница на измерване и се разтоварват след 5 минути.
4.5.За уреди с коректор на нулата, стрелката трябва да бъде срещу
нулевата черта при работно положение на уреда без товар.
5.Последователност на операциите при калибриране.
5.1.Една от най-важните задачи на извършващия калибрирането е да
има предварителна информация, от заявителя, за целта, за която ще се използва
уреда. В случай, че се използва като еталон, за проверка на работни средства за
измерване, трябва предварително да знае, на кои точки да се извърши
Разработване на методика и уредба за калибриране на манометри
23
калибрирането, така, че точно тези точки да се използват като еталонни
налягания, за да могат да се покрият цифрованите деления на проверяваните
уреди.
5.2.При липса на тази информация, калиброването се извършва на не
по-малко от 10 различни стойности на налягането, установени по буталния
манометър и разпределени по възможност през равни интервали от нулата до
горната граница на измерване на уреда.
5.3.При горна граница на измерване налягането се задържа 5 минути,
след което плавно се намалява до нула. За вакууметрите с горна граница на
измерване – 0,1 МРа се задържа 5 минути при налягане съответстващо на 0,90 –
0,95 от атмосферното в маслото на калибрирането.
5.4.Отчитането се извършва по калибрирания уред във всяка точка,
както при увеличаване, така и при намаляване на налягането и при почукването в
двете посоки т.е. за всяка калибрована точка се получават четири резултата.
Правят се 2 серии х 4 измервания = 8 измервания.
5.5.Резултатът се отчита в скални деления, кРа или МРа, в
зависимост от градуировката на уреда.
5.6.Отчетените осем стойности на налягането или условни деления
се записват за всяка калибрована точка протокол по образец (Приложение 2),
съгласно приложението.
6.Обработка на резултатите от калибрирането.
6.1.Целта на обработката на резултатите от калибрирането е да се даде
приблизителна оценка на действителното значение на зададеното налягане,
изразено в скални деления или Ра, по калибрирания манометър и да се определи
интервала на грешката, с която е изчислено т.е. неопределеността.
6.2.За определяне на действителното значение на зададеното налягане,
резултатите от измерването се обработват по познатия от теорията статистически
метод, в следния порядък:
6.2.1.Отглеждат се резултатите от измерването и при съмнение за
груби грешки се отстраняват посредством един от критериите.
6.2.2.Намира се средноаритметичното значение на резултатите от
измерванията.
(1)
Разработване на методика и уредба за калибриране на манометри
24
Така намерената стойност на зададеното налягане приемаме за
действителното значение, което от практическа гледна точка би удовлетворило
клиента. Не показваме обаче грешката, с която сме изчислили действителното
значение (неопределеността), което от своя страна внася доверие.
6.2.3.За целта определяме отклонението на резултатите от измерването от
средноаритметичната им стойност и техните квадрати
(2)
6.2.4.Определяме дисперсията (разсейването)
(3)
6.2.5.Намираме (оценяваме) средноквадратичното отклонение
(4)
6.2.6.В случая броя на измерванията е n=8 и уравнение (4) не може да
оцени разпределението на неопределеността. За да оценим разпределението на
неопределеността, умножаваме (4) с коефициент, съответстващ на броя на
измерванията (в случая 8) от таблица 4.
Табл.4
6.2.7.Определяме експерименталната
дисперсия.
(5)
6.2.8.Определяме дисперсията на
буталния манометър.
, (6)
където u1 е неопределеността на буталния манометър.
Под определеност на буталния манометър би следвало да се разбира
неопределеността от калибровъчното му свидетелство, с която е изчислено
действителното значение на зададеното налягане от съответната тежест. Тази
неопределеност, в конкретния случай, е от порядъка на много малка величина.
Освен при използване на калибровъчния манометър като еталон, за задаване по
него на различни стойности на налягането, е невъзможно да се задават
действителните значения а номиналните. Ето защо за неопределеността на
Разработване на методика и уредба за калибриране на манометри
Брой на измерванията
n
Коефициент за умножение
t2 7,03 2,34 1,75 1,46 1,37 1,38 1,29 1,2
25
буталния манометър следва да приемаме отклоненията на действителните
стойности от номиналните.
Например: Тежест създават номинално налягане 0,5 кгс/кв.см.
действителното значение от калибровъчното свидетелство на буталния
манометър е 0,49973 кгс/кв.см. по калибрования манометър трябва да очакваме,
че номин. значение ще получим на 50 условно деление, а действителното – на
49,97 усл.деление. Отклонението на действителното значение от номиналното е
0,03 усл.деления, което приемам за неопределеността на буталния манометър.
6.2.9.Определяме общата неопределеност.
(7)
Във формулата (7) приемаме к = 2, което ни гарантира 95% доверителна
вероятност. В нея са взети само предвид статистическите данни и
неопределеността на буталния манометър. Останалите влияещи фактори
смятаме, че са отстранени предварително.
6.2.10.Записваме резултата от калибрирането за всяка точка във вид
(8)
Процедурата по точка (6) е въведена в компютърна програма и
изчисляването на неопределеността не води до загуба на време.
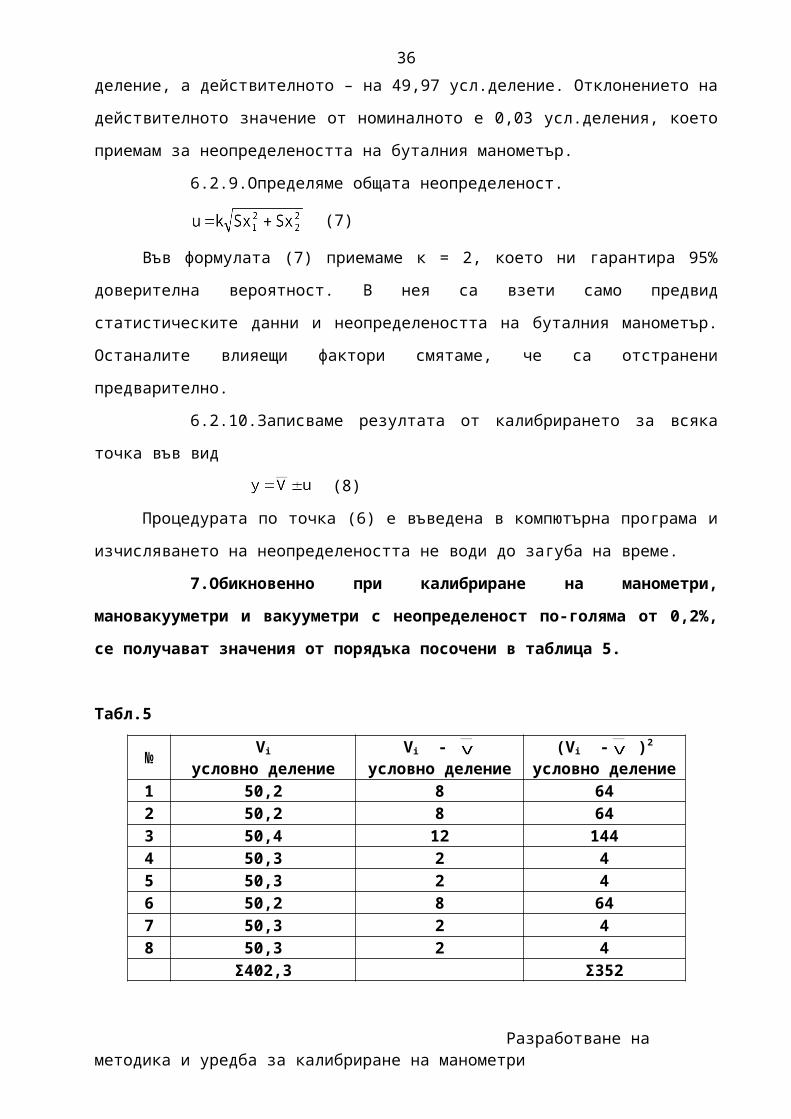
7.Обикновенно при калибриране на манометри, мановакууметри
и вакууметри с неопределеност по-голяма от 0,2%, се получават значения от
порядъка посочени в таблица 5.
Табл.5
№Vi
условно делениеVi -
условно деление(Vi - )2
условно деление1 50,2 8 642 50,2 8 643 50,4 12 1444 50,3 2 45 50,3 2 46 50,2 8 647 50,3 2 48 50,3 2 4
Σ402,3 Σ352
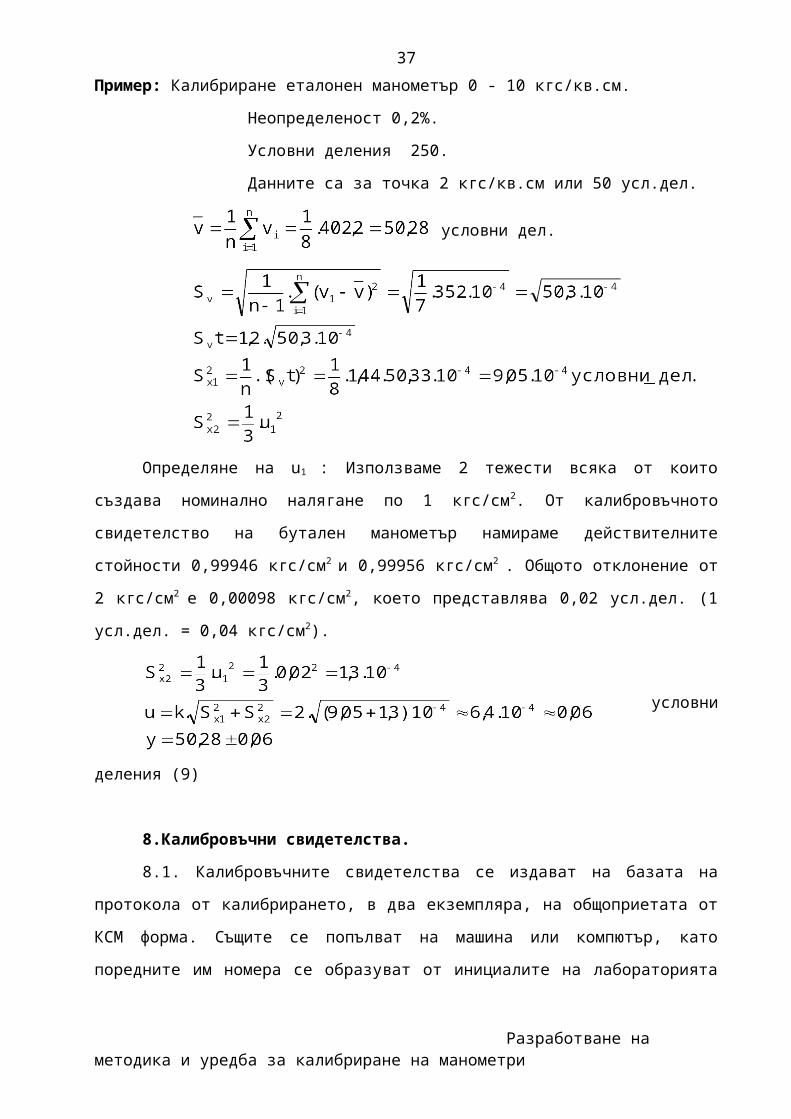
Пример: Калибриране еталонен манометър 0 - 10 кгс/кв.см.
Неопределеност 0,2%.
Условни деления 250.
Данните са за точка 2 кгс/кв.см или 50 усл.дел.
Разработване на методика и уредба за калибриране на манометри
26
условни дел.
Определяне на u1 : Използваме 2 тежести всяка от които създава номинално
налягане по 1 кгс/см2. От калибровъчното свидетелство на бутален манометър
намираме действителните стойности 0,99946 кгс/см2 и 0,99956 кгс/см2 . Общото
отклонение от 2 кгс/см2 е 0,00098 кгс/см2, което представлява 0,02 усл.дел. (1
усл.дел. = 0,04 кгс/см2).
условни деления (9)
8.Калибровъчни свидетелства.
8.1. Калибровъчните свидетелства се издават на базата на протокола от
калибрирането, в два екземпляра, на общоприетата от КСМ форма. Същите се
попълват на машина или компютър, като поредните им номера се образуват от
инициалите на лабораторията извършила калибрирането и поредния номер.
Подписват се от извършилия калибрирането и от ръководителя на лабораторията.
8.2.Данните се нанасят в таблица, в която се посочват номиналните
значения на зададените налягания по буталния манометър, деленията по
калибрирания манометър, на които трябва да се постави стрелка за да се получат
тези значения и неопределеността с която са изчислени. В случай, че
калибрирания манометър е градуиран не в условни деления, в таблицата се
нанасят резултатите в единици, в които е градуиран. (Таблица 6).
Табл.6
Разработване на методика и уредба за калибриране на манометри
27
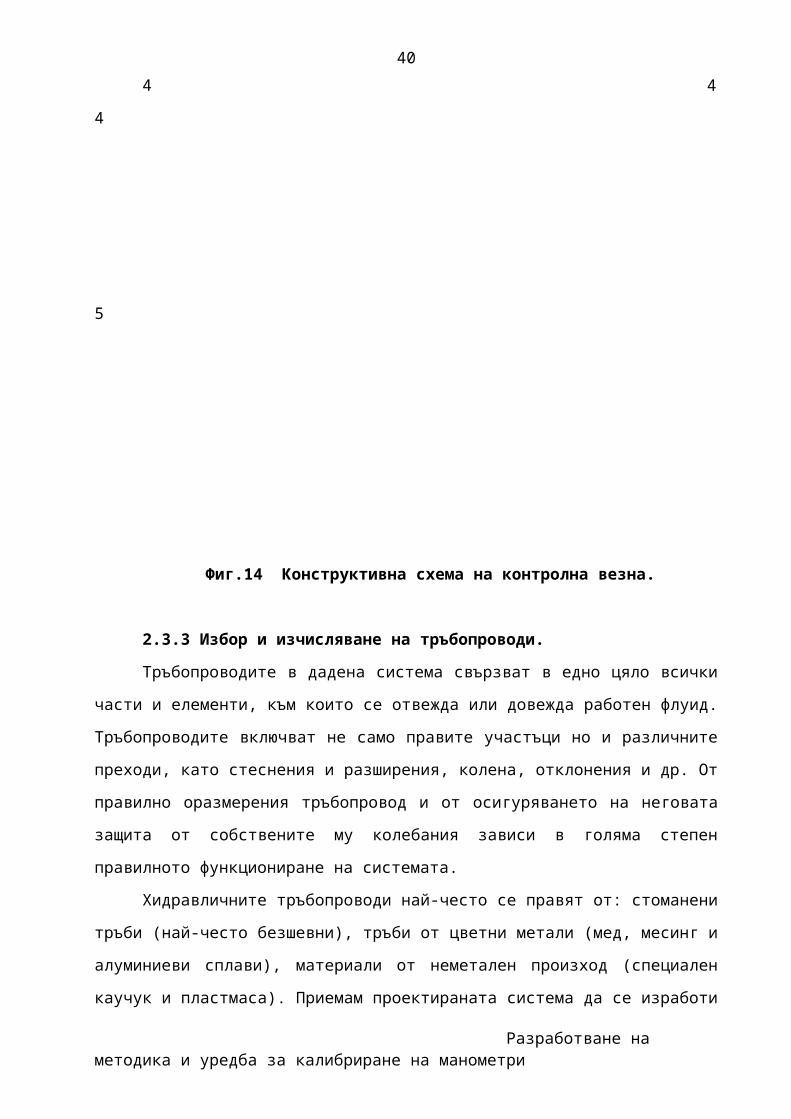
1. резервоар 2. манометър еталон 3. манометър за проверка 4. вентил (дросел) 5. силов цилиндър
Pном. , МРа Условни деления , бр. Неопределеност , условни деления0,2 50,28 ±0,06
2.3.Разработване на уредба за калибриране на манометри.
2.3.1Уточняване на изходните данни.
Разработваният уред е предназначен за калибриране на пружинни
манометри в диапазона – 0,01-6МРа, тъй като този тип манометри е придобил за
момента най-голямо приложение, а и по споменати причини се нуждаят от
периодично калибриране и контрол. Приема се уредът за калибриране да се
нарича контролна везна. Тя трябва да осигурява бавно и плавно променяне на
налягането – при повишаване или намаляване, установката да бъде стабилна и
неподвижна в работно положение и да дава възможност за лесно отчитане на
резултатите от калибрирането.
2.3.2 Избор на конструктивна схема.
Конструкцията на контролната везна трябва да отговаря на
предназначението и функциите които ще изпълнява. Чрез нея ще се извършва
калибриране при следната последователност от действия:
1.Монтира се манометърът еталон.
2.Монтира се манометърът, който ще се проверява.
3.Последователно се прилага налягане по определената методика и се
отчитат резултатите.
За да изпълнява гореуказаните функции приемам контролната везна да е
съставена от следните елементи:
-резервоар с дроселов вентил - в него ще се налива и контролира достъпа
на хидравлично масло в системата;
- дроселов вентил за включване на манометър-еталон;
- дроселов вентил за включване на калибрирания манометър;
-силов цилиндър-налягането в цилиндъра се създава от бутало свързано с
винт с ръкохватка от лаборанта провеждащ калибрирането;
-тръбопроводи - за свързване на елементите се използват метални
тръбопроводи;
Избраната конструктивна схема е показана на фиг.14.
1
2 3
Разработване на методика и уредба за калибриране на манометри
28
4 4 4
5
Фиг.14 Конструктивна схема на контролна везна.
2.3.3 Избор и изчисляване на тръбопроводи.
Тръбопроводите в дадена система свързват в едно цяло всички части и
елементи, към които се отвежда или довежда работен флуид. Тръбопроводите
включват не само правите участъци но и различните преходи, като стеснения и
разширения, колена, отклонения и др. От правилно оразмерения тръбопровод и от
осигуряването на неговата защита от собствените му колебания зависи в голяма
степен правилното функциониране на системата.
Хидравличните тръбопроводи най-често се правят от: стоманени тръби
(най-често безшевни), тръби от цветни метали (мед, месинг и алуминиеви сплави),
материали от неметален произход (специален каучук и пластмаса). Приемам
проектираната система да се изработи с тръбопроводи от безшевни стоманени
тръби студено изтеглени по БДС 6057-66 (табл.11 [3]), с размери – външен
диаметър D=8mm, вътрешен диаметър d=6,4mm, дебелина на стената δ= 0,8mm,
изработени от въглеродна стомана марка А2,А3,А4, стомана 10 или 20. След
което извършваме проверочни изчисления.
При проектирането на тръбопровод са необходими два вида пресмятания –
хидравлични и якостни. Хидравличното пресмятане предполага рационално
определяне на диаметъра на тръбопровода въз основа на дебита и скоростта. В
Разработване на методика и уредба за калибриране на манометри
29
крайна сметка се намират загубите в отделните клонове, както и допустимите
общи загуби. Хидравличното оразмеряване обхваща определянето на диаметъра
така, че при протичането на определен дебит да се получат допустимо малки
хидравлични загуби. Условието за хидравлични загуби изисква голям диаметър,
т.е. скъп тръбопровод. Тъй като при проектираната хидравлична система дебита
и скоростта не са определящи (малък и постоянен дебит и ниска скорост),
пренебрегваме това изчисление и извършваме само якостно оразмеряване. То
предполага определяне дебелината на стената – стандартен размер тръба. За
извършване на якостно оразмеряване е необходимо да се знае максималното
налягане в проектираната система – тъй като ще се еталонират манометри от 0,1
до 6 МРа приемаме максималното налягане да е pmax=7 MPa. Първоначално се
определя минималната дебелина на стената δmin определена от pmax=7000 Pa по
формулата [9]:
където
d=0,0064 m вътрешен диаметър на тръбопровода;
k = 0,6 коефициент за тънки тръби [9]
[σ]оп=20МРа допустимо напрежение на опън [3]
Избраната дебелина на стената δ= 0,8mm > δmin = 0,0018mm.
Проверяваме устойчивостта на тръбопровода на вакуум по израза [9]:
Условието е изпълнено.
2.3.4. Изчисляване на силов цилиндър.
Хидравличните (силови) цилиндри са потребители, които превръщат
потенциалната енергията на работната течност в механична енергия на
възвратно-постъпателно движение на работния орган. В зависимост от начина на
действие и конструктивното си изпълнение хидроцилиндрите са твърде
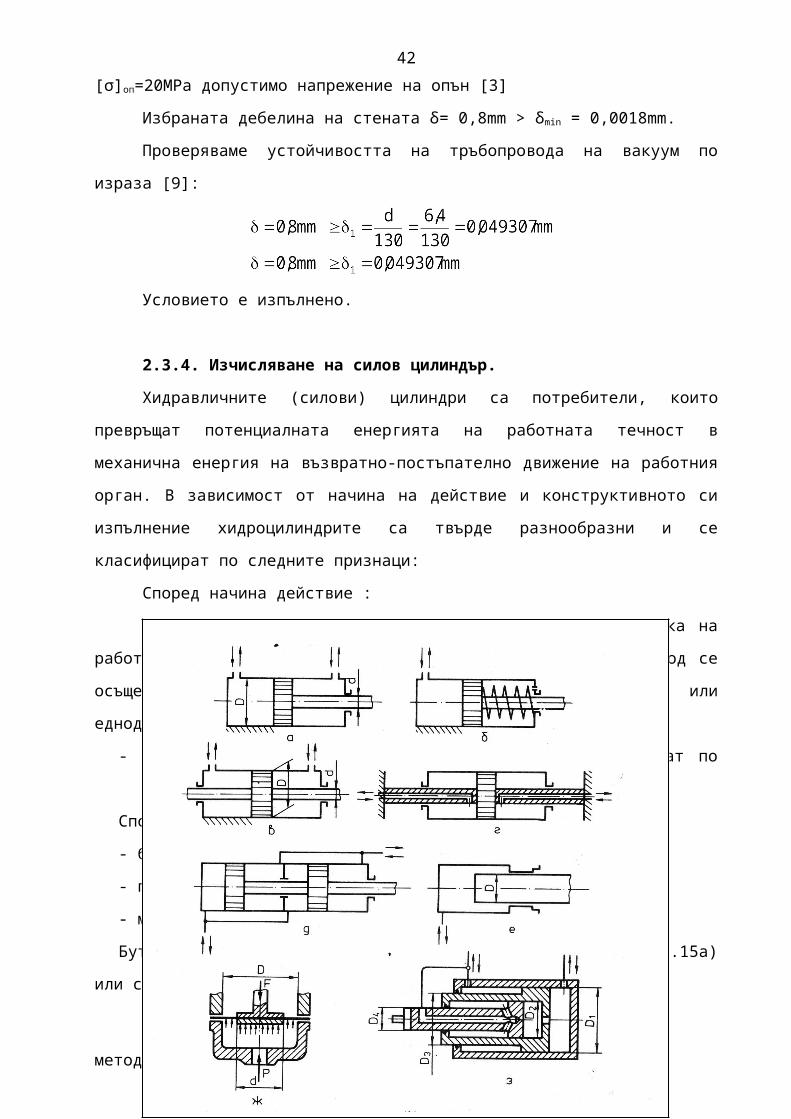
разнообразни и се класифицират по следните признаци:
Според начина действие :
Разработване на методика и уредба за калибриране на манометри
30
- еднодействащи (фиг.15б) – движението в едната посока на работния ход
се извършва по хидравличен път, а обратния ход се осъществява посредством
външна сила-пружина, тежест или еднодействащ цилиндър;
- двойнодействащи (фиг.15а) – и двата хода се извършват по хидравличен
път.
Според вида на работния орган:
- бутални (фиг.15а,б);
- плунжерни (фиг.15е);
- мембранни (фиг.15ж).
Буталните хидроцилиндри се изпълняват с едностранен (фиг.15а) или с
двустранен бутален прът (фиг.15в,г).
Фиг.15 Схеми на хидроцилиндри.
Разглеждайки показаните схеми на хидроцилиндри, съобразявайки се с
избраната хидравлична схема и нейните особености приемам в проектираната
уредба да се използва плунжерен хидроцилиндър със следните особености
(фиг.16): пръта на плунжера е с резба, чрез която се предава праволинейното
Разработване на методика и уредба за калибриране на манометри
31

възвратно-постъпателно движение, завършващ с ръкохватка за предаване на
въртящ момент; цилиндъра е с един “вход” и два “изхода” (за двата манометра).
Фиг.16 Плунжерен хидроцилиндър за “контролна везна”.
Изчислява се въртящия момент, който се осигурява на винта на плунжера
от работника (МВ):
Fраб = 250 N сила на работника обслужващ уредбата;
L = 70 mm разстояние от оста на ръкохватката до оста на винта (радиално);
Въртящия момент МВ е определен от натисковата сила на плунжера и
триенето във винтовата двоица, придвижваща плунжера. Чрез преобразуване на
основната зависимост получаваме силата F, която се осигурява от въртящия
момент на работника обслужващ уредбата.
От горе-показаната зависимост се вижда , че големината на силата F зависи
от параметрите и вида на резбата.
- Избор на резба за винта на плунжера.
По предназначението си резбата трябва да бъде самозадържаща за да
могат точно да се фиксират позициите на настройване и отчитане на
манометрите. За такива резби се използват квадратен, трионовиден и
трапецовиден профил. Квадратната резба (фиг.17а) трябва да се използва, когато
Разработване на методика и уредба за калибриране на манометри
32
манометър еталон
pmax
Мв
F pmax
манометър за проверка
действащата по оста на винта сила е малка (до 20 kN ) и постоянна по посока и
когато се предявява изискване за високо КПД. Тя не е стандартизирана и не може
да се изработва по високо производителни методи. Тъй като резбата не е
стандартизирана и силата която ще я натоварва е с променлива посока, този вид
резба не ни удовлетворява.
Трионовидната резба (фиг.17б) се използва, когато по оста на винта
действа голяма и с постоянна посока сила. Тя притежава висок КПД (почти като
този на квадратната), висока якост и коравина. Тя е стандартизирана и по-
технологична от квадратната. Тъй като която ще я натоварва е с променлива
посока, този вид резба не ни удовлетворява.
Ако силата, действаща по оста на винта, мени посоката си се препоръчва
трапецовидна резба (фиг.17в). Тя притежава по-висока якост и коравина в
сравнение с квадратната и затова се използва при малки и големи натоварвания.
Има по-нисък КПД от квадратната но е стандартизирана и технологична. Поради
тези предимства избирам да се използва трапецовидна резба. За самозадържащи
винтове като правило се прилагат едноходови резби.
От табл.5.6 и 5.7[11] избирам резба трапецовидна Tr 20х4 с профил и
основни размери по БДС 13653-79 със следните параметри:
Външен диаметър – d = 20 mm.
Среден диаметър – d2 = 16 mm.
Вътрешен диаметър – d1 = 12 mm.
Стъпка – Р = 4mm.
Фиг.17 Работни профили на двигателни резби.
За да има самозадържане трябва да е изпълнено условието :
Ψ+10 <ρ’
Разработване на методика и уредба за калибриране на манометри
33
където Ψ – ъгъл на подема на средната винтова линия;
ρ’ – приведен ъгъл на триене;
Ъгълът Ψ се определя от израза:
i=1 брой на ходовете;
Приведения ъгъл на триене се определя по формулата:
, където
μ = 0,1 коефициент на триене при плъзгане на стоманен винт със
бронзова гайка (CuAl9Fe3), отчетен от табл.3.4[10];
δ = 150 ъгъл на наклона на наклона на работната повърхност на
навивката на резбата спрямо равнина (фиг.16в), перпендикулярна на
осовата линия на винта.
Ψ = 40 32’+10 < δ = 5054’
Изчислява се КПД на винтовата двоица по формулата:
- Oразмеряване на гайката.
Приема се гайката да се изработи от алуминиево-железен бронз
CuAl9Fe3, със механични характеристики от табл.3.3[10]:
[σ]ог=60MPa допустимо напрежение на огъване;
[τ]ср=35MPa допустимо напрежение на срязване;
[σ]см=50MPa допустимо напрежение на смачкване;
[σ]оп=50MPa допустимо напрежение на опън;
Като се приеме ,че натоварването се разпределя равномерно по
навивките на винта и гайката, необходимия брой навивки z на гайката се
определят от три условия:
Условие за ограничаване на износването.
Разработване на методика и уредба за калибриране на манометри
34

където h1=0,5.P=0,5.4=2mm работна височина на резбата от фиг.17в.
[p]=13MPa допустимо повърхностно налягане от табл.3.5[10]
Условие за якост на огъване на навивките.
Изчисленията се правят за навивките на материала с по-малка якост
(от гайката и винта). В случая проверочните изчисления се правят за
навивките на гайката. Навивката се разглежда като конзолна греда, носеща
равномерно разпределен товар (фиг.18).
където а=0,76.Р=0,76.4=3,04 mm височина на навивката в опасно сечение.
[σ]ог = 60МРа допустимо напрежение на огъване.
Фиг.18 Натоварване на огъване на навивка от резбата.
-условие за якост на срязване на навивките.
, където
[τ]ср=35МРа допустимо напрежение на срязване за стомана 45.
Всяка от получените стойности на z се закръгля до най-близкото цяло
число и за окончателна се взема най-голямата от тях. При това броят на
навивките не трябва да бъде по-малък от 6, и не по-голям от 10, тъй като
Разработване на методика и уредба за калибриране на манометри
35
навивките над този брой почти не участват в пренасянето на товара.
Отчитайки получените резултати от трите условия и по горе казаното се
приема окончателно : z = 9 навивки.
Изчислява се дължината на гайката Hг : Hг = z.P =9.4 = 36 mm.
Определяне външния диаметър на гайката.
Приема се че целия товар опъва гайката и външния диаметър се
изчислява от условието за якост на опън с отчитане на усукването от
момента във винтовата двоица:
, където
[σ]оп = 50МРа допустимо напрежение на опън за материала на гайката.
Кус=1,3 коефициент с който се отчита влиянието на усукващия момент;
Приемам окончателно D=28mm. Тогава дебелината на тялото ще
бъде : Δ=(D-d)/2=(28-20)/2=4mm.
Фиг.19 Елементи на гайката.
Определяне на диаметъра D1 на пояса на гайката.
Определя се от условието за якост на смачкване по долната
повърхнина на пояса (фиг.19):
, където
[σ]см =50МРа допустимо напрежение на смачкване за материала на гайката.
Разработване на методика и уредба за калибриране на манометри
36
k = 2 mm размер отчитащ намаляването на повърхността на смачкване
поради наличието на фаски в отвора, където се монтира гайката.
Приемам окончателно D1 = 36 mm.
Определяне на височината h2 на пояса на гайката.
Определя се от условието за якост на срязване:
, където
[τ]ср =35МРа допустимо напрежение на срязване за материала на гайката.
Приемам окончателно h2=6mm.
Проверяваме така избрания размер на пояса на гайката на огъване
като конзолна греда (фиг.19 и 20):
Фиг.20 Натоварване на пояса на гайката
където [σ]ог =60МРа допустимо напрежение на огъване за материала на
гайката.
- Изчисляване на диаметъра на плунжера.
Разработване на методика и уредба за калибриране на манометри
37
Диаметъра на плунжера D се определя от натисковата сила F и
максималното налягане което трябва да се създаде към двата изхода на
хидроцилиндъра.
k = 1,2 коефициент за завишаване на изчислителната сила (компенсиращ
триенето при движението на плунжера).
Приемам окончателно диаметър на плунжера D = 18 mm.
2.3.5. Избор на дроселови вентили.
Дроселовите вентили се поставят на изхода на резервоара и преди двата
манометъра. В случая тези дросели (клапани) ще имат само две работни
положения – отворено и затворено. Поради това избирам в системата на
проектираната уредба да се използват дросели с възможно най-проста
конструкция, като показаните на фиг.21. Този тип дросели са съставени от:
1-конусен (иглен) затвор;
2-втулка;
3-корпус;
4-уплътнител.
Фиг.21 Дросел вентил
2.3.6. Техника на безопасност при обслужване на уредбата за калибриране
на манометри.
При обслужването на уредбата за калибриране трябва да се съблюдават
следните правила за безопасна работа и точно отчитане на резултатите при
процеса на еталониране:
Разработване на методика и уредба за калибриране на манометри
38

- преди работа се проверяват всички връзки и тръбопроводи за течове на
хидравлична течност, при наличието на такива те се отстраняват;
- преди да се монтират манометър-еталона и манометъра за проверка се
обезвъздушава цялата система;
- задвижването на плунжера на силовия цилиндър чрез ръкохватката да
става плавно в двете посоки.
- демонтажа на манометрите да се извършва при липсата на налягане в
уредбата.
ИЗПОЛЗВАНА ЛИТЕРАТУРА
1. В.Геров, Б.Спасов – “Основи на хидравликата и пневматиката” – Техника,
София 1973 г.
Разработване на методика и уредба за калибриране на манометри
39
2. Х.Фукс, В.Кунце – “Азбука на хидравликата и пневматиката” – Техника ,
София, 1983 г.
3. Л.Илиев, М.Тодоров – “Промишлени и станционни тръбопроводи” –Техника,
София ,1974 г.
4. БДС 8.161-82 “Манометри, моновакуумметри и вакуумметри деформациони
образцови. Методи за проверка”.
5. БДС 8.017-91 “Държавен първичен еталон и държавна проверочна схема на
средствата за измерване на налягане 60кРа-60МРа”.
6. “Основи метрологии” , част III , ВИСМ
7. “Изисквания към съдържанието на методиките за калибриране на средствата
за измерване”, НЦМ, 1995г.
8. “Указания за изразяване на неопределеност (WECC)”
9. Г.Грозев, Г. Гужгулов - ”Хидро и пневмо-машини и задвижвания”, Техника,
София, 1990 г.
10.Ненов.П - “Машинни елементи-курсово проектиране”, Техника, София ,
1984г.
11.Христов.Д - “Пресмятане и конструиране на машинни елементи”,
Техника, София, 1980г.
Разработване на методика и уредба за калибриране на манометри
40
ПРИЛОЖЕНИЯ
Приложение 1. Местна схема за калибриране на еталоните за налягане
Разработване на методика и уредба за калибриране на манометри
41
от 60 до 600кРа , от 600кРа до 6МРа , от 6 до 60 МРа
Разработване на методика и уредба за калибриране на манометри
42
Държавен първичен еталон за наляганеθ =8.10-5 , Sr = 1. 10-5
Хидростатично сравняване
Бутални манометриu<0,02%
Хидростатично сравняване
Бутален манометър
МВП-2,5 0,01-
0,25МРа Инд.№1567
u<0,05%
Бутален манометър
МП-6 0,04-0,6МРа Инд.№7237
u<0,05%
Бутален манометър
МП-60М 0,1-6,0МРа Инд.№3131
u<0,05%
Бутален манометър
МП-600 1,0-60МРа Инд.№6087
u<0,05%
Непоср. сравн. Непоср. сравн. Непоср. сравн. Непоср. сравн.
Деформационни манометри
0,01-0,25МРаu>0,2%
Деформационни манометри
0,04-0,6МРаu>0,2%
Деформационни манометри 0,1-6,0МРа
u>0,2%
Деформационни манометри
1-60МРаu>0,2%
Деформационни вакуумметри
0 до -0,01МРаu>0,2%
първичен еталон НЦМ
еталони II ниво НЦМ
еталони III нивоРЦМ
еталони IV нивофирми
Приложение 2 .Протокол образец за обработване на резултатите от калибрирането
ПРОТОКОЛ №………… За калибриране на........................... Инд.№................................. Обхват.............................................. Неопределеност по ТД ............................... Собственост на ............................................................................... Използвани еталони : Бутален манометър тип............................. Обхват ............................ Неопр................
Зад
ад
ено
н
аля
ган
е, Р
а
Показания на калибрирания уред, условни деленияДействително
значение, усл.делен.
Неопределеност , усл. делен
I серия II серия
повишаване намаляване повишаване намаляване
до след до след до след до след
Русе ....................... 2003 г. Извършил калибрирането ..................................................................
Разработване на методика и уредба за калибриране на манометри
43
Related Documents