1 3DS.COM © Dassault Systèmes | Confidential Information | 3/19/2013 | ref.: 3DS_Document_2012 3DS.COM © Dassault Systèmes | Confidential Information | 3/19/2013 | ref.: 3DS_Document_2012 Better Plastics Part Design Peter J. Rucinski Senior Product Manager Mathieu Fourcade Product Marketing Manager

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

1
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012 Better Plastics Part Design
Peter J. Rucinski Senior Product Manager
Mathieu Fourcade Product Marketing Manager
2
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
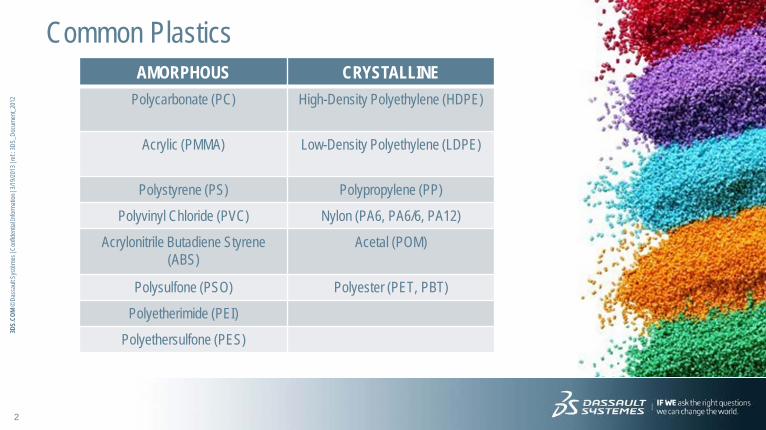
AMORPHOUS CRYSTALLINE Polycarbonate (PC) High-Density Polyethylene (HDPE)
Acrylic (PMMA) Low-Density Polyethylene (LDPE)
Polystyrene (PS) Polypropylene (PP)
Polyvinyl Chloride (PVC) Nylon (PA6, PA6/6, PA12)
Acrylonitrile Butadiene Styrene (ABS)
Acetal (POM)
Polysulfone (PSO) Polyester (PET, PBT)
Polyetherimide (PEI)
Polyethersulfone (PES)
Common Plastics

3
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Amorphous vs. Crystalline Plastics PROPERTY AMORPHOUS CRYSTALLINE
Optical Transparent Opaque/Translucent
Light Transmission Excellent Poor
Chemical Resistance Limited Good-Excellent
Shrinkage Low High
Coefficient of Friction High Low
Tough/Brittle Brittle/Tough Tough
Stiff/Flexible Stiff/Flexible Flexible/Stiff
4
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
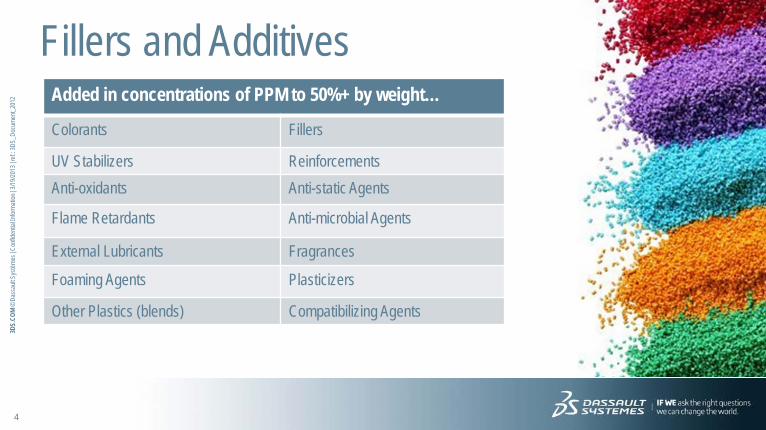
Fillers and Additives Added in concentrations of PPM to 50%+ by weight…
Colorants Fillers
UV Stabilizers Reinforcements Anti-oxidants Anti-static Agents
Flame Retardants Anti-microbial Agents
External Lubricants Fragrances
Foaming Agents Plasticizers
Other Plastics (blends) Compatibilizing Agents

5
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
• Different plastics have different properties and they process differently
• Within a class of material, properties and processability can vary drastically, for example: • Polycarbonate – DVD’s to bullet-proof glass • PVC – Rain coats to rigid pipe
• Fillers, Additives & Reinforcements affect all of the above
Why is this Important?

6
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012

7
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012 Advantages/Benefits
• Produce complex geometry in “net” shape • High-volume – 100’s of thousands to millions of parts/year • Fast – typical cycle times ~3-60 seconds • Low cost/part – typically pennies • Plastics light, chemically resistant, good strength/weight ratio, etc.
Injection Molding Overview

8
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
…for Injection Molding
Best Practices in Plastic Part Design…
• Maintain Uniform Wall Thickness • Follow Rib Design Guidelines • Gate from Thick to Thin • Minimize Weld Lines

9
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Typical Wall Thicknesses:
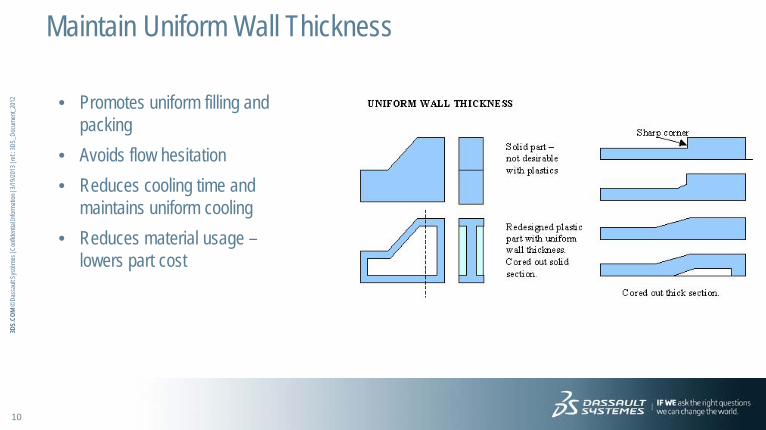
Maintain Uniform Wall Thickness
• ~2 mm to 4 mm (0.080 inch to 0.160 inch).
• Thin-wall ~0.5 mm (0.020 inch). • Minimum limit ~.25mm (0.010
inch)
10
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012 • Promotes uniform filling and
packing • Avoids flow hesitation • Reduces cooling time and
maintains uniform cooling • Reduces material usage –
lowers part cost
Maintain Uniform Wall Thickness

11
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
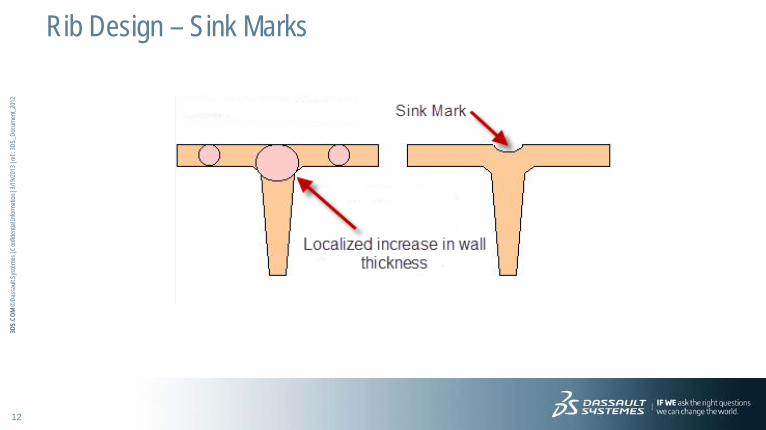
• Rib thickness should be between 50-70% of nominal wall thickness.
• Rib height should be 2.5 - 3X nominal wall thickness.
• Ribs should have 0.5 - 1.5 degrees of draft (for ejection).
• Rib base radii should be 0.25 - 0.4Xnominal wall thickness.
• Distance between two ribs should be 2 – 3X times nominal wall thickness.
Rib Design Guidelines
12
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
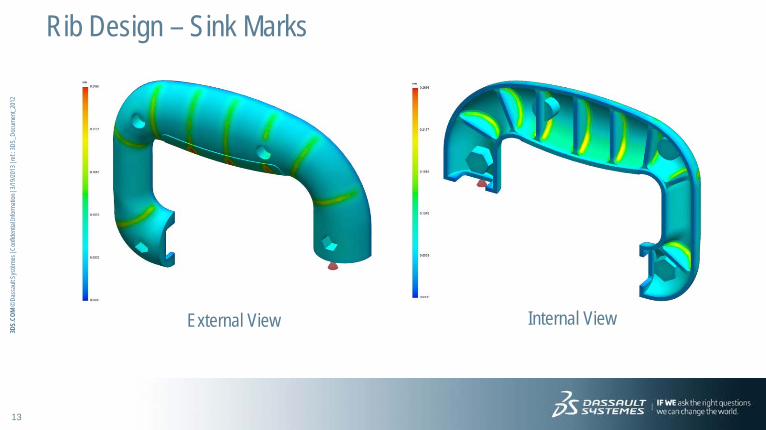
Rib Design – Sink Marks
13
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Internal View
Rib Design – Sink Marks
External View

14
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
80% 2.0mm Ribs
100% 2.5mm Ribs
Rib Design – Sink Marks
50% 1.25mm Ribs
15
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
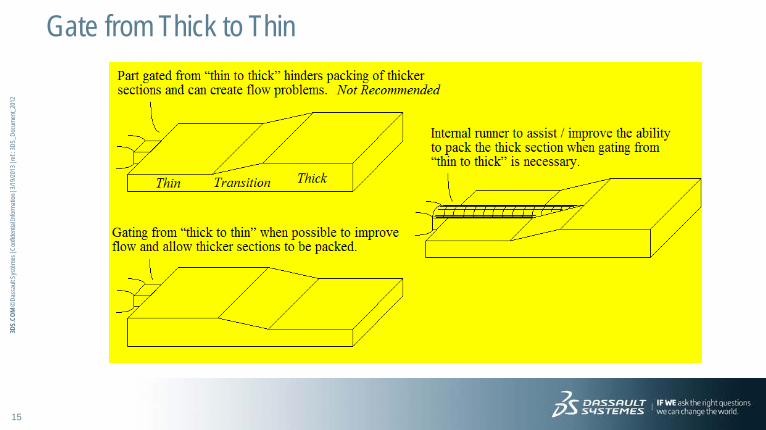
Gate from Thick to Thin

16
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012 Also called:
• Knit Lines • Meld Lines Can cause: • Structural weakness • Cosmetic defects Recommendations: • Minimize # of gates • Control position
Minimize Weld Lines
17
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Using SW Plastics Simulation to Avoid Just One Round of Mold
Rework can result in a Positive ROI
Introducing SolidWorks Plastics • Predict and avoid manufacturing defects • Eliminate costly mold rework • Improve part quality • Decrease time to market Value Proposition • >80% of plastic parts are injection molded • Injection molding is a complex mix of time,
temperature, pressure, material & tooling variables
• Injection molds range in cost from >$10K to $1M+ and mold rework is costly and time-consuming

18
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
DEMO
19
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Best practices in plastics part design…
• Maintain Uniform Wall Thickness • Follow Rib Design Guidelines • Gate from Thick to Thin • Minimize Weld Lines
Summary
20
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Using SolidWorks Plastics during the earliest stages of part and mold design helps you:
• Predict and avoid injection molding manufacturing defects
• Eliminate costly mold rework • Improve part quality • Decrease time to market
Summary

21
3DS.
COM
© D
assa
ult S
ystèm
es | C
onfid
entia
l Infor
matio
n | 3/
19/20
13 | r
ef.: 3
DS_D
ocum
ent_2
012
Questions?
Related Documents











