Best Practices for Coating and FRP Inspections Michael P. Yee [email protected] NACE Coating Inspector Level 3 #50795 Richard Taraborelli P.E. [email protected] RTConults PLLC AMI Conference: June 10, 2015

Best practices for coating and FRP inspections
Aug 07, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Best Practices for Coating and FRP Inspections
Michael P. Yee [email protected]
NACE Coating Inspector Level 3 #50795
Richard Taraborelli P.E. [email protected]
RTConults PLLC AMI Conference: June 10, 2015
• Common issues with the longevity of coatings and FRP linings.
• Case Studies with successful FRP construction.
• The value of knowing what you are receiving.
Table of Contents
Industry Standards
• API- Applies mainly corrosion with steel and insulation.
• NACE/SSPC- the main publications for surface preparation and coating/lining application.
• ASME- Composites mainly with FRP
• ICRI- Concrete coatings and repair.
• ISO- International equivalent of NACE
Coating and Linings
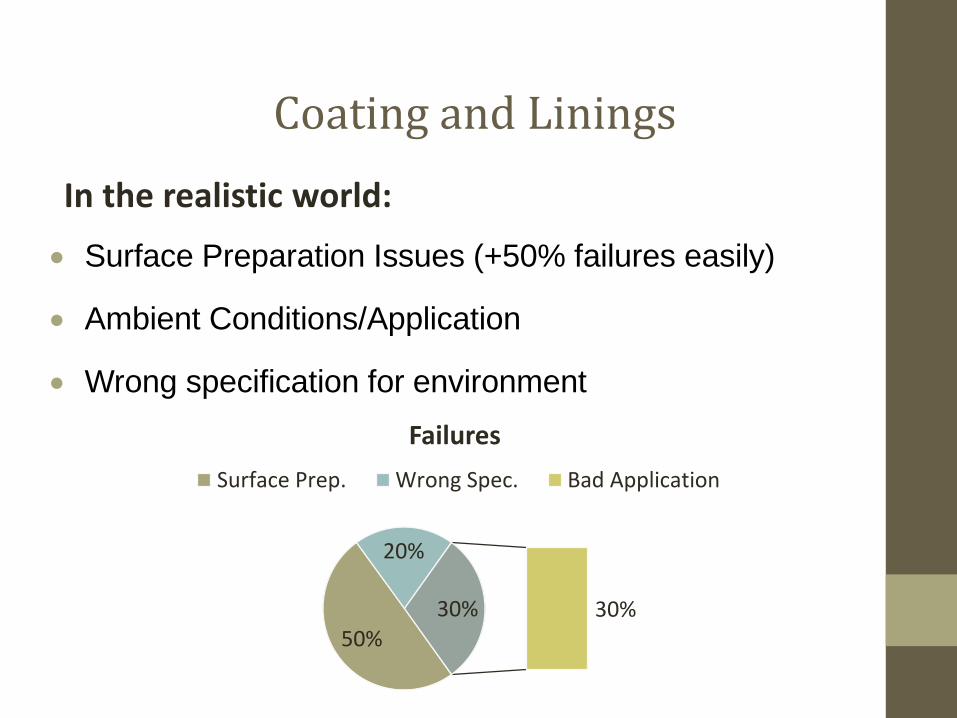
In the realistic world:
Surface Preparation Issues (+50% failures easily)
Ambient Conditions/Application
Wrong specification for environment
50%
20%
30% 30%
Failures
Surface Prep. Wrong Spec. Bad Application
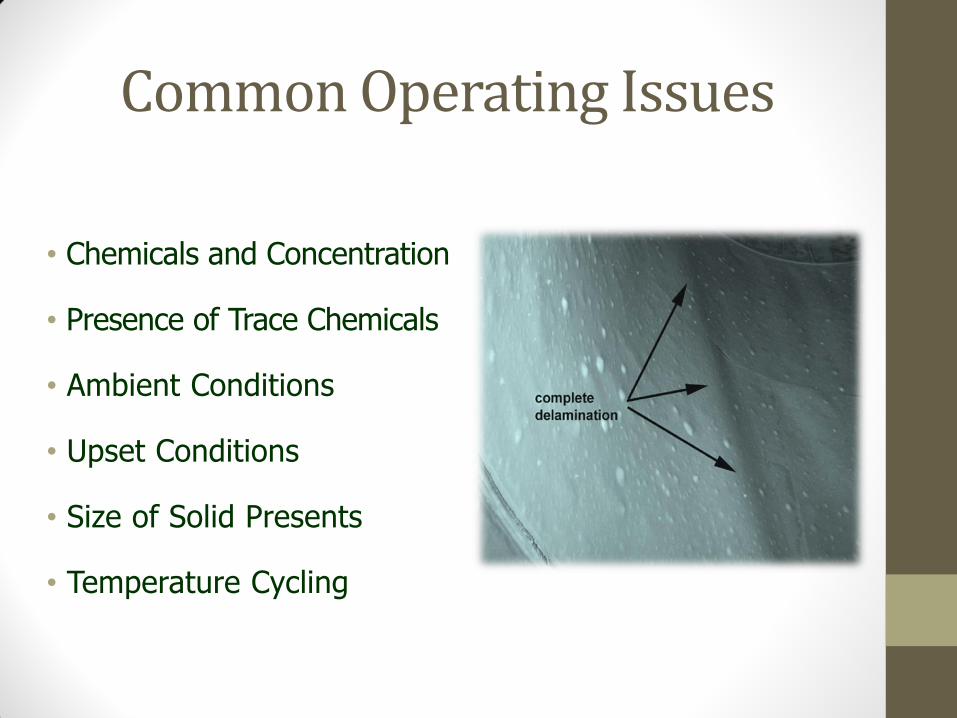
Common Operating Issues
• Chemicals and Concentration
• Presence of Trace Chemicals
• Ambient Conditions
• Upset Conditions
• Size of Solid Presents
• Temperature Cycling
Chemical Environment Vulnerabilities
Chlorine/Halogens
• Permeation and diffusion.
• Aggressive ion exchange (valence number).
• Lots of vulnerable compounds.
• Used to make many composites/elastomers
Sulfur/Sulfur Compounds
• Hardening and brittle effect on steel/rubber (N/L steel, cross-linkage).
• Permeation and diffusion.
• Localized chemical attack.
• Improper anchoring and supporting (no point loads)
• Physical damage (striking/improper installation).
• Qualified experienced installers.
Above Ground Installation

Steel Tanks Internally Lined w/ FRP
Resin: Epoxy Novolac Resin for Tanks &
EN Formulated Steel Lining Systems
Case Study: Spent Sulfuric Acid Tanks
Environment:
Up to 80% Sulfuric Acid w/ Dissolved Cl2
Design Expectorations:
@ Max Temp = 140F
Lining Life = 10 - 15 yrs.
Recommend 5-yr. inspect intervals
Case Study: Spent Sulfuric Acid Service

•
•11.

Storage Tank in 36% phosphoric acid
Temp= Ambient
Age = 35+ years
Pulp/Paper Manufacturing
Design Expectorations:
Case Study: Phosphoric Acid Used in Water Treatment

Still in Service
“You can expect what you inspect- nothing more.”
- John H. Mallinson
• You must know what you require and know how to identify it.
• Quality Inspections are necessary.
Let the Results Speak for Themselves

What Inspections Find
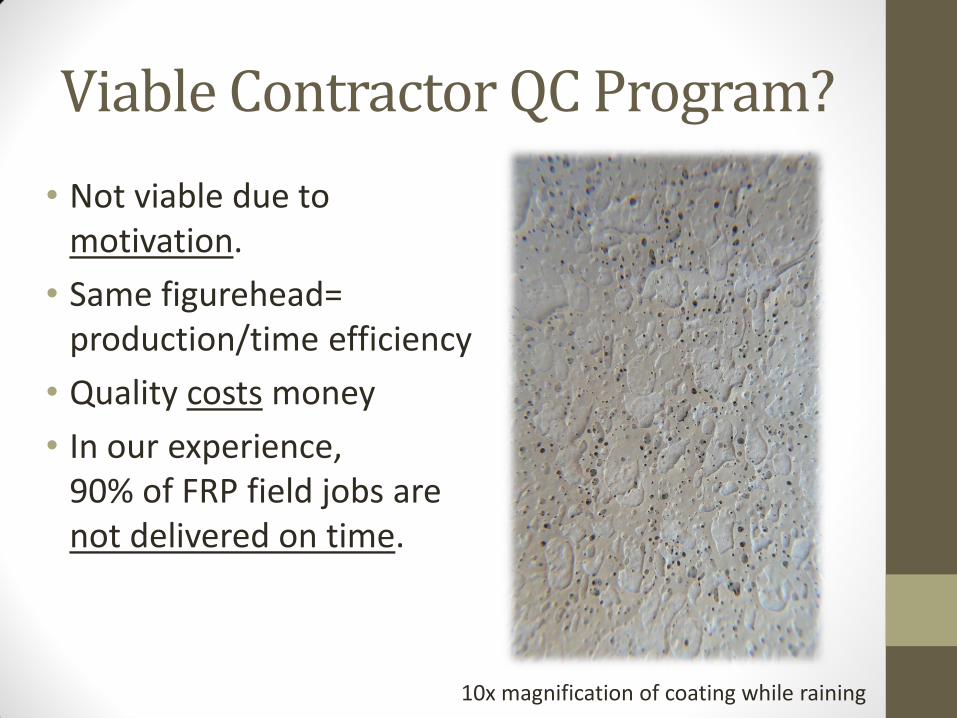
Viable Contractor QC Program?
• Not viable due to motivation.
• Same figurehead= production/time efficiency
• Quality costs money
• In our experience, 90% of FRP field jobs are not delivered on time.
10x magnification of coating while raining

What Price Offers Service Life 10 years Life 15 years Life 30 years+
Service Rating Oilfield Service
Chemical Service/Treatment
ASME RTP-1 Tanks
Cost to Steel Ratio
1.2 Ratio 1.5 Ratio 2.0 Ratio
ASME RTP-1 DOES NOT GUARANTEE QUALITY (Requires Verification)
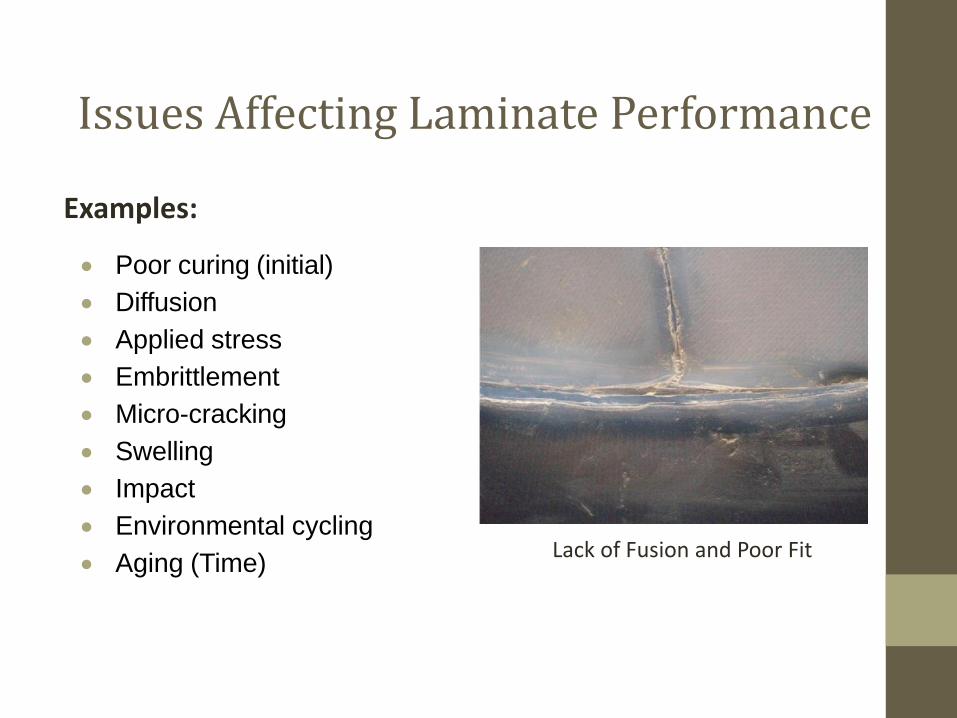
Issues Affecting Laminate Performance
Examples:
Poor curing (initial)
Diffusion
Applied stress
Embrittlement
Micro-cracking
Swelling
Impact
Environmental cycling
Aging (Time) Lack of Fusion and Poor Fit

Nozzle Misalignment
Air Voids Defects
More Issues
Poor Workmanship
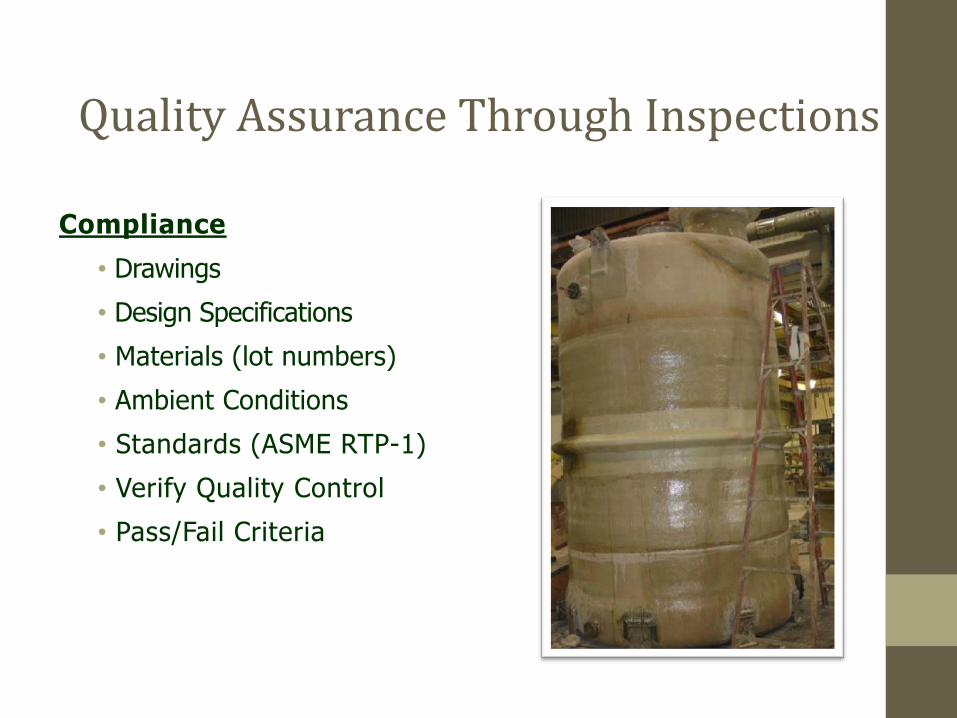
Compliance
• Drawings
• Design Specifications
• Materials (lot numbers)
• Ambient Conditions
• Standards (ASME RTP-1)
• Verify Quality Control
• Pass/Fail Criteria
Quality Assurance Through Inspections
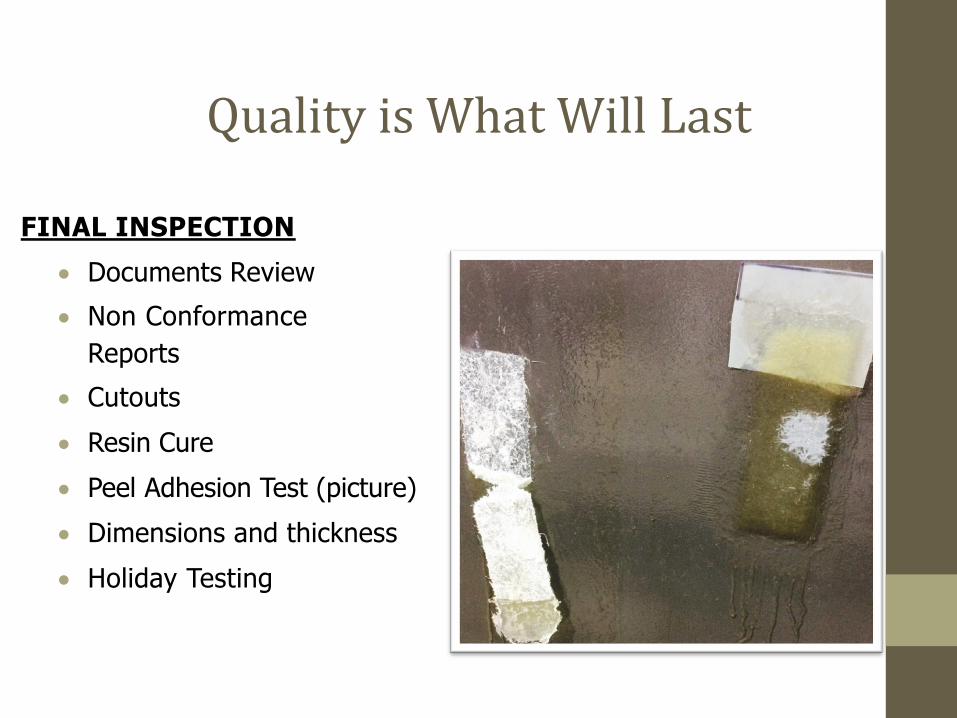
FINAL INSPECTION
Documents Review
Non Conformance
Reports
Cutouts
Resin Cure
Peel Adhesion Test (picture)
Dimensions and thickness
Holiday Testing
Quality is What Will Last
• Proper Material Selection for Service
• Comprehensive and descriptive specifications
• Qualify experienced applicators
• Quality assurance throughout the process
• Budget for Inspection on Coating/nonmetallic projects
Lessons Learned Keys to a Successful Project
“You can expect what you inspect - nothing more.” - John H. Mallinson
“I prefer a composite bike to a steel one. “ - Michael Yee
Related Documents











