Report of Investigations 8572 Beneficiation of a Hematitic Taconite b y Reduction Roasting, Magnetic Separation, and Flotation By R. E. Peterson a n d A. F. Colombo UNITED STATES DEPARTMENT OF T H E INTERIOR James G. Watt , Secretary BUREAU OF MINES

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 1/16
Report of Investigations 8572
Beneficiation of a Hematitic Taconite
by Reduction Roasting,
Magnetic Separation, and Flotation
By R. E. Peterson and A. F. Colombo
UNITED STATES DEPARTMENT OF THE INTERIOR
James G. Watt , Secretary
BUREAU OF MINES

7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 2/16
This pub I cation has been cataloged as follows:
Peter on, R. E. (Roy Erne t), 1926-
Beneficiation of a hematitic taconite by reduction roasting,
magnetic separation, and flotation.
(Rep ort of investigations / United cares Dep t . of th e Interior, Bu •
reau of Mines ; 8572)
Inc ludes bibliographies .
l. Ore-dressing . 2. Taconite, J, Co lombo, A. F . (Arthur F . ). II.
Tide. III. Series: Report of investigations (United Scares . Bureau of
Mines) ; 85 72 .
TN23.U43 [TN538.17) 622s (622' .341) 81 -3883 AACR2
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 3/16
CONTENTS
Abstract •••••••
Introduction • • • • • • • • • • • • • • • • • • • • • • • • • •
Raw materials • • • • • • • • • • • • • • • • • • • • • •
Oxidized taconite •••••••
Lignite ........................•.........•..•.•...•..•.•..•.•..•..•.
Reduction roasting • • • • • • • • • • • • • • • • •
Equipment and procedures ••••••
Test results • • • • • • • • • • • • • • • • • • •
Beneficiation • • • • • • • • • • • • . • • • • • • • . ................................Equipment and procedures ••••
Beneficiation resu l ts •••••••
Summary and conclusions • • • • • • • • • • . .1.2.
3.
4.s.
1.
2.
3.4.s.6.
7.8.
9.
1o.11.
ILLUSTRATIONS
Western Mesabi Range sample areas • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •Reduction-roasting flowsheet • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Temperature profi le of taconite in re la t ion to i t s posi t ion and
retention time in the ki ln • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Beneficiation flowsheet • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Size analyses of grinding-circuit products • • • • • • • • • • • • • • • • • • • • • • • • • •
TABLES
Size and i ron analysis of taconite sample • • • • • • • • • • • • • • • • • • • • • • • • • • •
Chemical analysis of taconite sample • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Proximate analysis and heating value of l ign i te • • • • • • • • • • • • • • • • • • • • •Description of roasting equipment • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Processing rates and dist r ibut ion of mater ials • • • • • • • • • • • • • • • • • • • • • •
Size analyses of cyclone dust , ki ln-c lass i f ie r overflow, and scrub-
ber sludge •..................•...............................••..•
Analyses of products from reduction roasting • • • • • • • • • • • • • • • • • • • • • • • •
Size and iron analysis of roasted taconite • • • • • • • • • • • • • • • • • • • • • • • • • •
Description of beneficiat ion equipment• • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Grinding-mill power requirements • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Analyses of products from beneficiat ion pi lo t plant • • • • • • • • • • • • • • • • •
1
1223446
99
12
13
25
710
11
3
3
448
8
9
99
12
13
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 4/16
BENEFICIATION OF A HEMATITIC TACONITE BY REDUCTION
ROASTING, MAGNETIC SEPARATION, AND FLOTATION
by
R. E. Peterson 1 and A. F. Colombo 2
ABSTRACT
The Bureau of Mines has undertaken beneficiat ion invest igat ions on sam
ples representing large tonnages of oxidized taconi tes in order to develop and
evaluate applicable technologies for producing iron oxide concentrates from
these materials. Information derived from the invest igat ions can be used to
expand th e domestic iron raw-materials base and to es tabl ish th e impact thesetaconite deposits may have on future national iron ore requirements.
This report describes a process that includes reduction roast ing, mag
netic separat ion, and f lo ta t ion, applied to a western Mesabi Range sample
taken near Coleraine, Minn. The sample contained 36.8 pet iron and 46.0 pet
s i l i ca , and represented 0.5 to 1 bi l l ion tons of crude mater ial . An average
of 962 lb /hr of oxidized taconite was roasted with 33 lb /hr of l igni te in a35-foot-long rotary ki ln . Pulverized l igni te and natural gas maintained the
kiln operating temperature a t 850° C. The roasted taconi te was beneficiatedby magnetic separation and cat ionic f lo ta t ion in a 900-lb/hr pi lo t plant and
yielded a product analyzing 68.1 pet iron and 4.6 pet s i l i ca , and containing
82.4 pet of th e iron in th e kiln feed.
INTRODUCTION
To provide technology that can assure th e U.S. iron and stee l industry acontinuing supply of domestic iron ore, the Bureau of Mines Twin Cities
Research Center has conducted research on processing domestic iron ore
resources. In Bureau invest igat ions , samples of large resources of i ronbearing material were beneficiated to evaluate the i r potent ial .
The deposits chosen for this invest igat ion are located on th e western
Mesabi Range in Minnesota, which contains an estimated 10 bil l ion tons3 of
1Metallurgist , Twin Cities Research Center, Bureau of Mines, Minneapolis, Minn.2Research supervisor, Twin Cities Research Center, Bureau of Mines, Minneapo
l i s , Minn . (now Research Director , Reno Research Center, Bureau of Mines ,Reno, Nev.).
3Throughout this report , tons refer to long tons (2,240 pounds).
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 5/16
2
GRANITE, GREENSTONE , QUART Z I T E
Scal e, miles0 I 2 3
0123 4 5
Scale, kilomelers
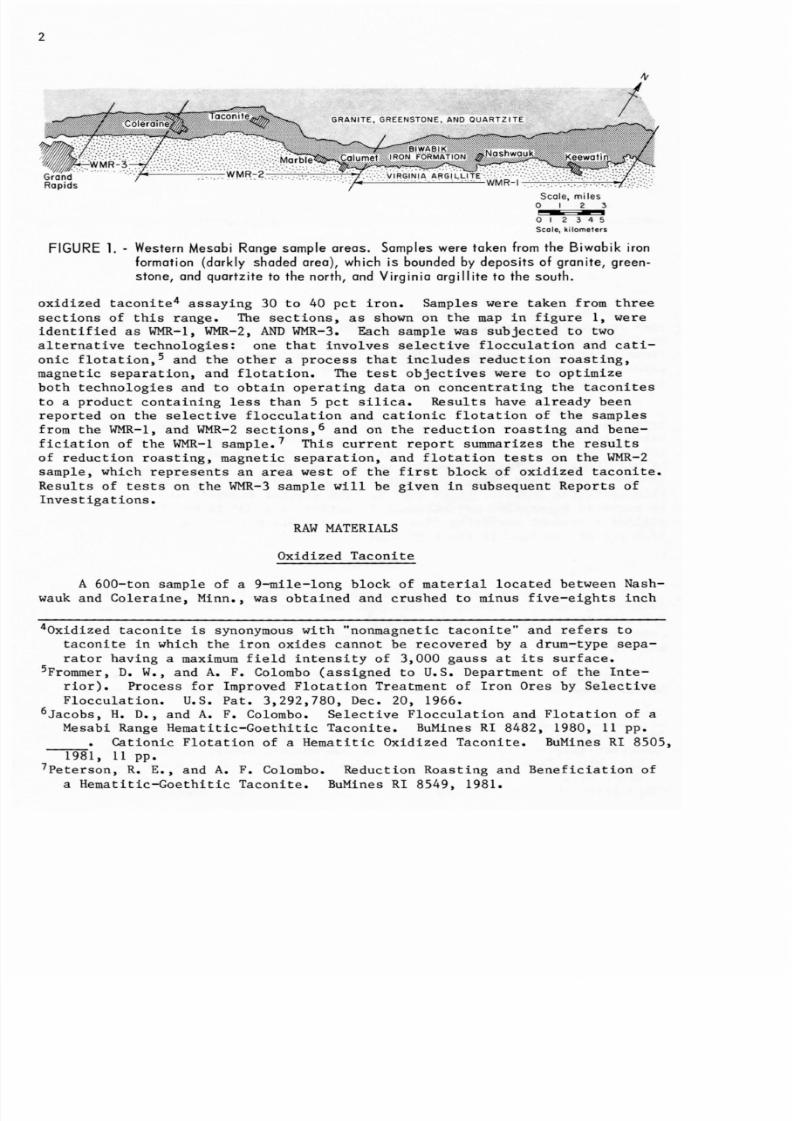
FIGURE 1. - Western Mesabi Range sample areas. Samples were taken from the Biwabik iron
formation (darkly shaded area), which is bounded by deposits of granite, green-
stone, and quartzite to the north, and Virginia argillite to the south.
oxidized taconite4 assaying 30 to 40 pet i ron. Samples were taken from three
sections of th is range. The sect ions, as shown on the map in f igure 1, were
ident if ied as WMR-1, WMR-2, AND WMR-3. Each sample was subjected to two
al ternat ive technologies: one that involves select ive f locculat ion and ca t i -onic f lotat ion,5 and the other a process tha t includes reduction roast ing,magnetic separat ion, and f lo ta t ion. The t es t objectives were to optimize
both technologies and to obtain operating data on concentrating the taconi tes
to a product containing less than 5 pet s i l i ca . Results have already been
reported on the select ive f locculat ion and cat ionic f lo ta t ion of the samples
from the WMR-1, and WMR-2 sect ions,6 and on the reduction roasting and bene
f ic ia t ion of the WMR-1 sample. 7 This current report summarizes the resul ts
of reduction roasting, magnetic separat ion, and f lo ta t ion tes ts on the WMR-2
sample, which represents an area west of the f i r s t block of oxidized taconite.
Results of tes ts on the WMR-3 sample wil l be given in subsequent Reports ofInvestigations.
RAW MATERIALS
Oxidized Taconite
A 600-ton sample of a 9-mile-long block of material located between Nash
wauk and Coleraine, Minn., was obtained and crushed to minus f ive-eights inch
40xidized taconite is synonymous with "nonmagnetic taconite" and refers to
taconite in which the iron oxides cannot be recovered by a drum-type sepa
ra tor having a maximum f ield in tens i ty of 3,000 gauss a t i t s surface.5Frommer, D. W., and A. F. Colombo (assigned to U.S. Department of the Inte-
r io r ) . Process for Improved Flotat ion Treatment of Iron Ores by Select iveFlocculation. U.S. Pat. 3,292,780, Dec. 20, 1966.6Jacobs, H. D., and A. F. Colombo. Select ive Flocculat ion and Flotat ion of a
Mes a bi Range Hematit ic-Goethit ic Taconite. BuMines RI 8482, 1980, 11 pp.
Cationic Flotat ion of a Hemat i t ic Oxidized Taconite. BuMines RI 8505,
1981, 11 pp.
7Peterson, R. E., and A. F. Colombo. Reduction Roasting and Benef ic iat ion of
a Hematit ic-Goethit ic Taconite. BuMines RI 8549, 1981.
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 6/16
3
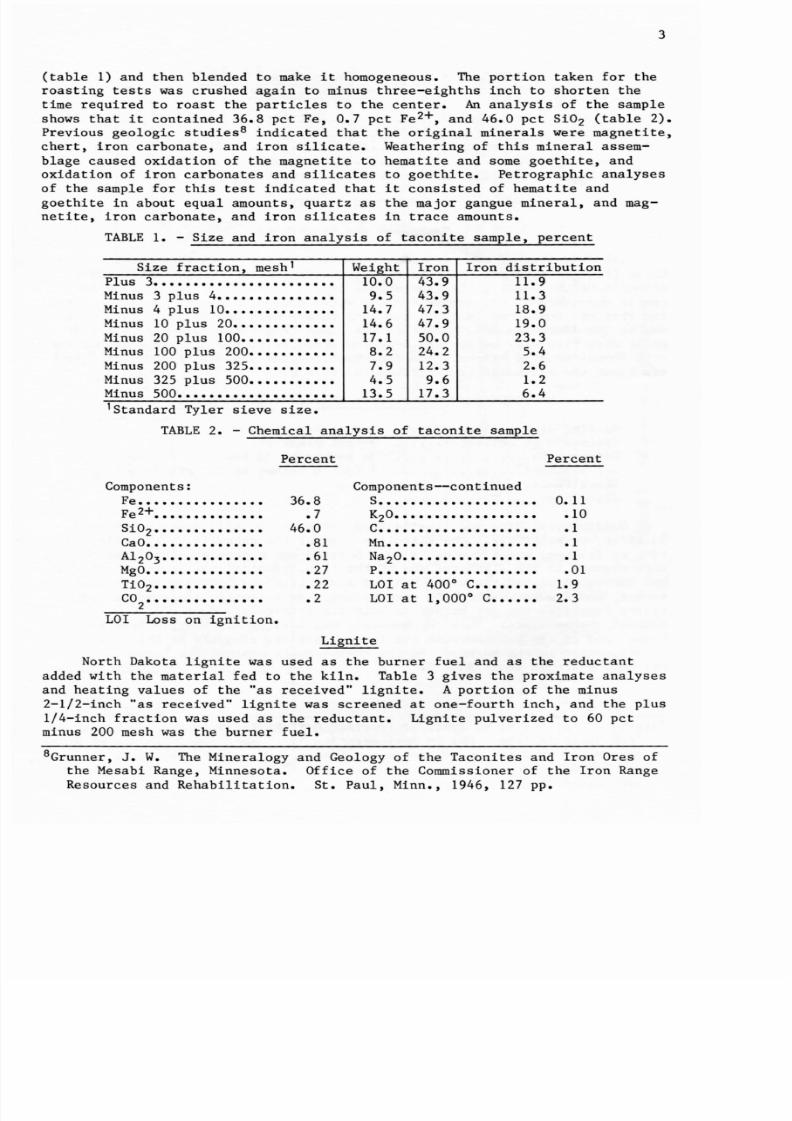
(table 1) and then blended to make i t homogeneous. The portion taken for theroasting tes ts was crushed again to minus three-eighths inch to shorten the
time required to roast the part ic les to the center . An analysis of the sample
shows that i t contained 36.8 pet Fe, 0.7 pet Fe 2+, and 46.0 pet Si02 ( table 2).
Previous geologic studiesB indicated that th e or iginal minerals were magnetite,
chert, iron carbonate, and iron s i l i ca te . Weathering of this mineral assem
blage caused oxidation of the magnetite to hematite and some goethi te, and
oxidation of iron carbonates and s i l icates to goethite . Petrographic analysesof th e sample for this tes t indicated that i t consisted of hematite and
goethite in about equal amounts, quartz as the major gangue mineral, and magnet i te , iron carbonate, and iron s i l icates in trace amounts.
TABLE 1. - Size and iron analysis of taconite sample, percent
Size f raction, meshl Weight Iron Iron distr ibut ionPlus 3• • • • • • • • • • • • • • • • • • • • • • • 10.0 43.9 11.9
Minus 3 plus 4••••••••••••••• 9.5 43.9 11.3
Minus 4 plus 1o . . . . . . . . . . . . . 14.7 47.3 18.9
Minus 10 plus 20 • • . . . . • • . • • . • 14.6 47.9 19.0
Minus 20 plus 100• • • • • • • • • • • • 17.1 50.0 23.3
Minus 100 plus 200 . • . • • . . • • . • 8.2 24.2 5.4
Minus 200 plus 325 • • • • • • • • • • • 7.9 12.3 2.6Minus 325 plus 500 ••••••• •••• 4.5 9.6 1.2Minus 500•••••••••••••••••••• 13.5 17.3 6.41Standard Tyler sieve size.
TABLE 2. - Chemical analysis of taconite sample
Percent Percent
Components: Components--continued
Fe • • • • • • • • • • • • • • • •
Fe2+••••••••••••••Si02 • • • • • • • • • • • • • •
cao .••••. . . .• . .•• .Al 2o3•••••••••••••
MgO • • • • • • • • • • • • • • •
Ti0 2 • • • • • • • • • • • • • •
co 2 •••••••••••••••
LOI Loss on ignit ion.
36.8
.746.0
.8 1
.6 1
.27
.22
• 2
s . . . . . . . . . . . . . . . . . . . .
K20• • • • • • • • • • • • • • • • • •
c. . . . . . . . . . . . . . . . . . . .Mn • ••••••••••••••••••
Na2o . . . . . . . . . . . . . . . .p • • • • • • • • • • • • • • • • • • • •
LOI a t 400° C••••••••LOI a t 1,000° C••••••
Lignite
0.11
.10• 1• 1• 1.01
1. 92.3
North Dakota l igni te was used as the burner fuel and as th e reductant
added with th e material fed to the ki ln . Table 3 gives the proximate analyses
and heating values of the "as received" l igni te . A portion of the minus2-1/2-inch "as received" l igni te was screened at one-fourth inch, and the plus
1/4-inch fraction was used as the reductant. Lignite pulverized to 60 petminus 200 mesh was the burner fuel .
8Grunner, J . W. The Mineralogy and Geology of the Taconites and Iron Ores of
the Mesabi Range, Minnesota. Office of the Commissioner of the Iron RangeResources and Rehabilitation. St. Paul, Minn., 1946, 127 pp.
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 7/16
4
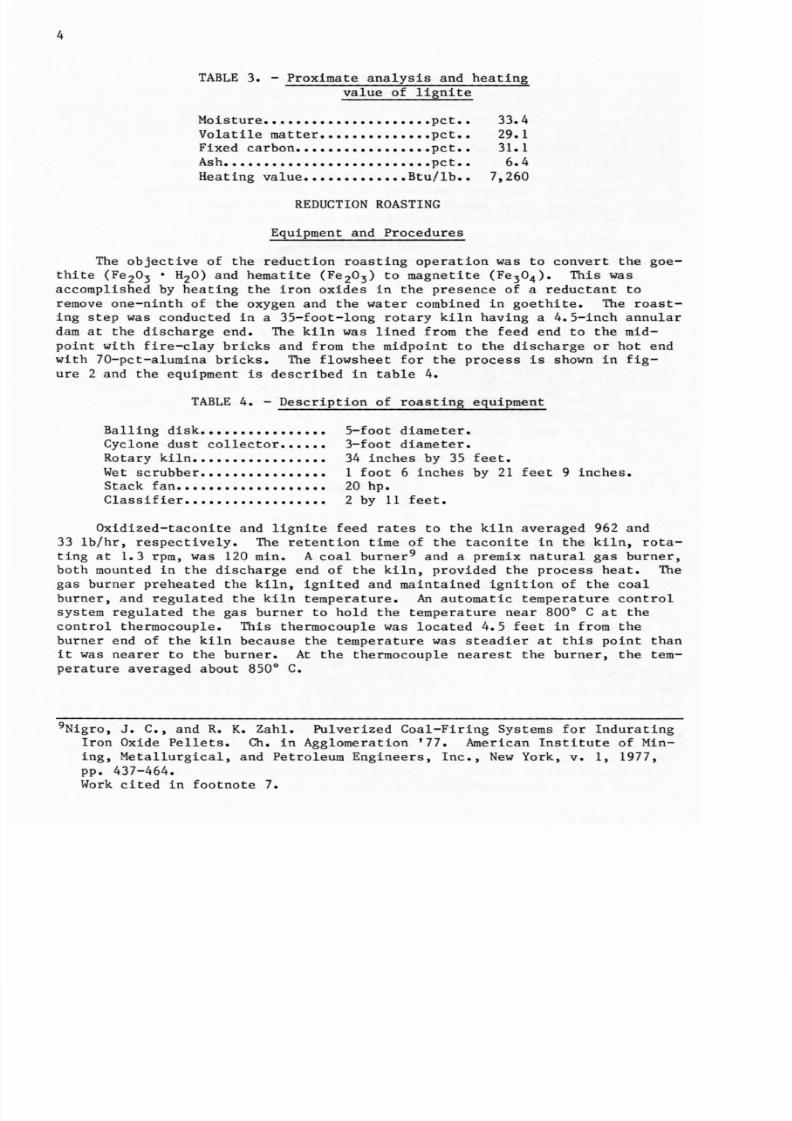
TABLE 3. - Proximate analysis and heating
value of l igni te
Moisture • • • • • • • • • • • • • • • • • • • • • pct ••
Volati le matter • • • • • • • • • • • • • • pct ••
Fixed carbon• • • • • • • • • • • • • • • • • pct ••
Ash• • • • • • • • • • • • • • • • • • • • • • • • • • pct ••
Heating value • • • • • • • • • • • • • Btu/lb ••
REDUCTION ROASTING
Equipment and Procedures
33.4
29.1
31. 1
6.4
7,260
The object ive of the reduction roasting operat ion was to convert th e goe
th i te (Fe 2o3 • H20) and hematite (Fe 20 3 ) to magnetite (Fe 3 0 4 ) . This wasaccomplished by heating th e iron oxides in the presence of a reductant to
remove one-ninth of the oxygen and the water combined in goethi te. The roast
in g step was conducted in a 35-foot-long rotary kiln having a 4.5-inch annular
dam a t the discharge end. The ki ln was l ined from the feed end to the mid
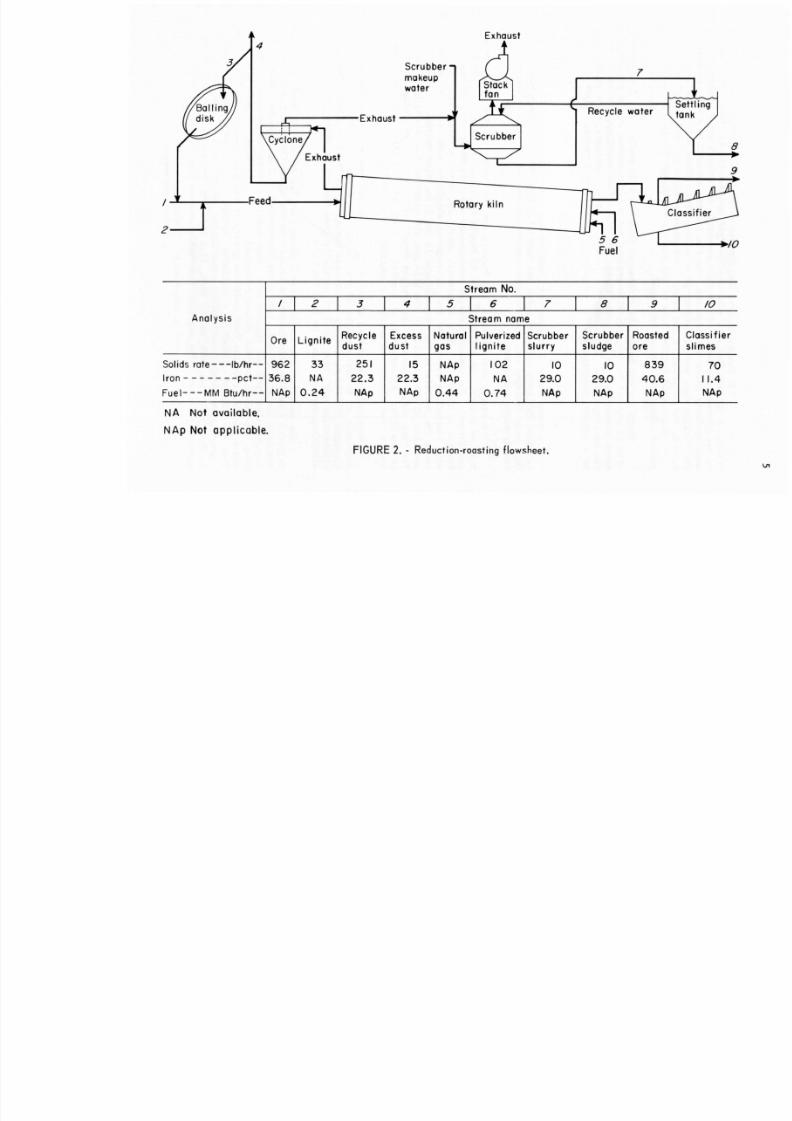
point with f ire-clay bricks and from the midpoint to the discharge or hot endwith 70-pct-alumina bricks. The flowsheet for the process is shown in f ig
ure 2 and the equipment is described in table 4.
TABLE 4. - Description of roasting equipment
Balling disk • • • • • • • • • • • • • • • •
Cyclone dust col lector ••••••Rotary kiln • • • • • • • • • • • • • • • • •
Wet scrubber • • • • • • • • • • • • • • • •
Stack fan •..................
Classif ier • • • . • • • • • • • • • • • • • •
5-foot diameter.
3-foot diameter.
34 inches by 35 feet .
1 foot 6 inches by 21 feet 9 inches.
20 hp.
2 by 11 fee t .
Oxidized-taconite and l igni te feed rates to the ki ln averaged 962 and
33 lb /hr , respect ively. The retent ion time of the taconite in the ki ln , ro ta
t ing a t 1.3 rpm, was 120 min. A coal burner 9 and a premix natural gas burner,both mounted in the discharge end of the ki ln , provided the process heat. Thegas burner preheated th e ki ln , igni ted and maintained igni t ion of the coal
burner, and regulated the kiln temperature. An automatic temperature control
system regulated the gas burner to hold the temperature near 800° C a t the
control thermocouple. This thermocouple was located 4.5 feet in from the
burner end of the kiln because the temperature was s tead ier a t this point than
i t was nearer to th e burner. At the thermocouple nearest the burner, the tem
perature averaged about 850° c.
9Nigro, J. C., and R. K. Zahl. Pulverized Coal-Firing Systems for InduratingIron Oxide Pel le ts . Ch. in Agglomeration '77. American Inst i tu te of Min
ing, Metallurgical , an d Petroleum Engineers, Inc . , New York, v. 1, 1977,
pp. 437-464.
Work ci ted in footnote 7.
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 8/16
4
I Feed
2
Analysis
Solids rate--- lb/hr--
I r on - - - - - - -pet--
Fue 1-- - MM Btu/hr--
NA Not available.
NA p Not applicable.
I
Ore
962
36.8
NAp
2
Lignite
33
NA
0.24
Exhaust
Scrubbermakeupwater
Exhaust
Rotary kiln
Stream No.
3 4 5 6 ?
Stream name
Recycle Excess Natural Pulverized Scrubberdust dust gas lignite slurry
251 15 NAp 102 10
22.3 22.3 NAp NA 29.0
NAp NAp 0.44 0.74 NAp
FIGURE 2. - Reduction-roasting flowsheet.
?
Recycle water
8
9
8 9 10
Scrubber Roasted Classifier
sludge ore slimes
10 839 70
29.0 40.6 11.4
NAp NAp NAp
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 9/16
6
Most of the entrained dust was removed from the kiln exhaust as i t passed
through a cyclone dust collector . (The dust accumulated in the cyclone hopper
is designated "cyclone dust" in this repor t . ) Additional par t icula tes and
water-soluble gases were removed from the cyclone exhaust by a we t scrubber.
The cyclone dust was pellet ized in a balling disk, using only water as th e
binder, and recycled to the kiln. Once these pellets entered the kiln bed,there was l i t t l e further loss of th e dust, even though the pel le ts d is in te-
grated before they were discharged.
Since the hot magnetite discharged from the kiln would oxidize to hema
t i t e i f exposed to a i r , the ki ln product was water-quenched in the pool of ascrew c lass i f ie r . A low-grade slime, the class i f ier overflow, was routed to
the ta i l ings pond. The c lass i f ie r sands, a t 18 pet moisture, were stockpiledin a covered concrete bin for subsequent beneficiat ion tes ts .
Test Results
A 5-day continuous-roasting campaign was conducted to provide roasted
taconite for beneficiat ion tes ts and operating data for subsequent reports .Data were averaged and samples were composited over an 86-hour period of
steady-state operation.
The energy equivalent of the l igni te for the burner and the reductant was0.98 MM Btu/hr. In addit ion, 0.44 MM Btu/hr was contributed by the natural
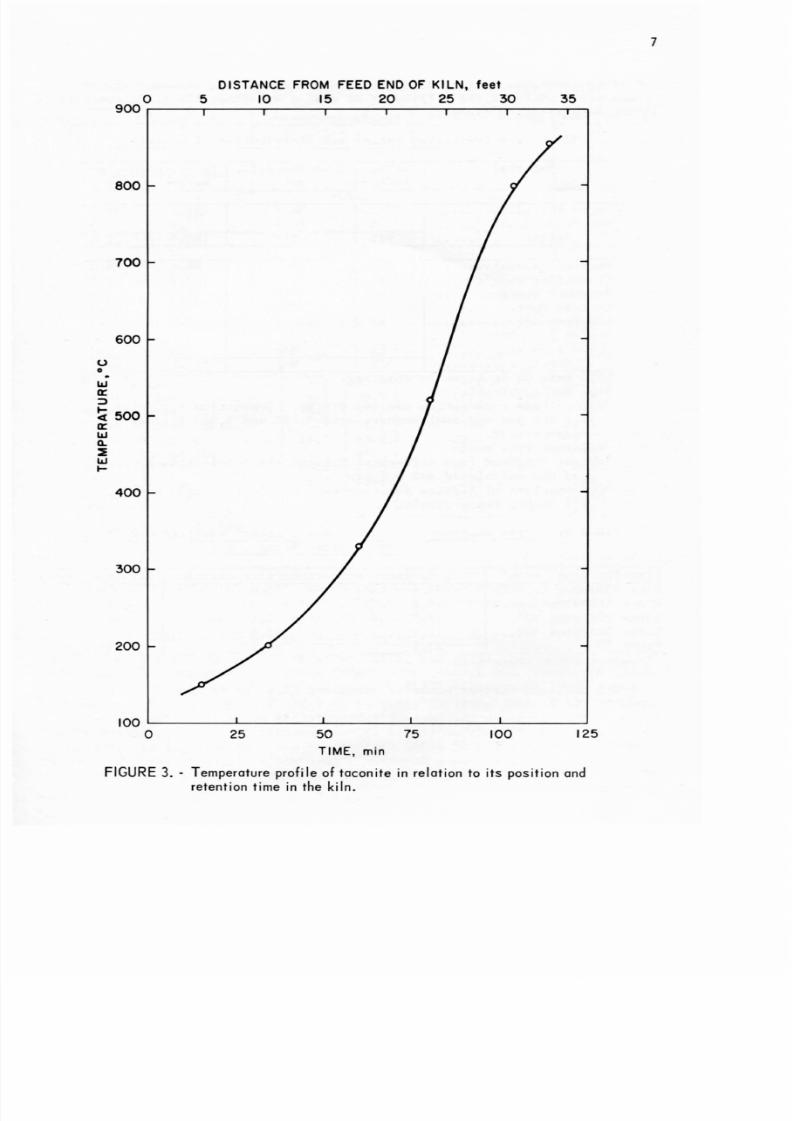
gas burner. The combined energy consumption was 1.42 MM Btu/hr, or 3.3 MMBtu/ton of taconite. In a commercial operation, using a larger kiln l inedwith insulating brick, the fuel consumption should be much less. Figure 3shows the profile of the temperatures in the ki ln , with respect to both theposit ion of th e taconite in the kiln and the corresponding retent ion time.
The time scale indicates the average length of time that the charge had been
in the kiln. For example, a t a point 25 feet into the ki ln , the charge hadbeen in for 85 min and reached a temperature of 580° C.
Part iculate entrained in the ki ln exhaust was removed by the cyclone dust
collector a t an average rate of 266 lb /hr . The pellet iz ing and recycling rateaveraged 251 lb /hr , leaving an average excess of 15 lb/hr of dust. The largecirculating dust load resul ted part ia l ly from the pel le t breakage on the
vibrating conveyor used to feed the ki ln .
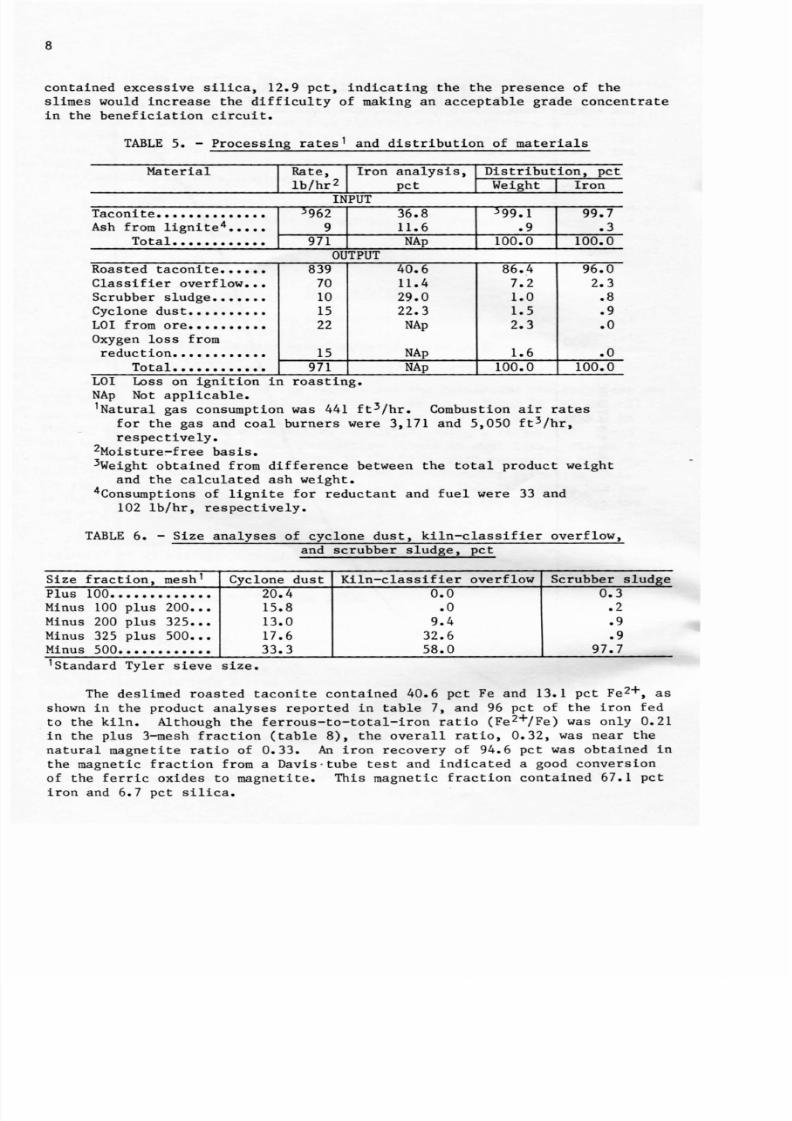
The material balance in table 5 shows that 7.2 pet of the feed weight wasrejected from the kiln discharge product in the class i f ier overflow. This
overflow had a pH of 9.6, indicat ing dissolut ion of lime from the taconite and
basic oxides from the l igni te ash. Size analyses presented in table 6 showthat th e solids in this stream contained only 9.4 pet plus 325 mesh material .Since the fines in the feed were low grade, i t was advantageous to reject themfrom the roasted product in a desliming operation before they were mixed with
higher grade fines formed during comminution. As expected, the slimes removedby th e class i f ier were low in iron, 11.4 pet, and did not respond well to mag-netic separation. The magnetic f raction recovered from a Davis tube tes t
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 10/16
u0
DISTANCE FROM FEED END OF KILN, feet
0 5 10 15 20 25 30 359 0 0 r - - - - - r - - - - - , - - - - - - . - - - - ~ r - - - - - ~ - - - - - r - - - - ~ ~
800
700
600
400
300
200
100 ~ - - - - - - - - ~ - - - - - - ~ - - - - - - - - ~ - - - - - - - - ~ - - - - - - - - _ J0 25 50 75 100 125
TIME, min
FIGURE 3 .- Temperature profile of taconite in relation to it s position and
retention time in the kiln.
7
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 11/16
8
contained excessive s i l ica , 12.9 pet, indicating the the presence of the
slimes would increase the difficulty of making an acceptable grade concentratein th e beneficiation circui t .
TABLE 5. -Processing rates1 and distr ibut ion of materials
Material
Taconite ••••••••••••••
Ash from l ignite4 •••••Total • • • • • • • • • • • •
Roasted taconite ••••••
Classif ier overflow •••Scrubber sludge •••••••
Cyclone dust ••••••••••
LOI from ore ••••••••••
Oxygen loss fromreduction• • • • • • • • • • • •
Total • • • • • • • • • • • •
-'9629
971
83970101522
15971
Iron analysis ,pet
36.8
11.6
NAp
OUTPUT
40.6
11.4
29.0
22.3
NAp
NAp
NAp
LOI Loss on ignit ion in roasting.NAp Not applicable.
-'99.1 99.7
.9 .3100.0 100.0
86.4 96.0
7.2 2.3
1. 0 .81.5 .9
2.3 .o
1.6 .o100.0 100.0
1Natural gas consumption was 441 f t3 /hr . Combustion a ir ratesfor the gas and coal burners were 3,171 and 5,050 f t3 /hr ,respect ively.
M o i s t u r e ~ f r e e basis .3Weight obtained from difference between the to ta l product weight
and the calculated ash weight.4Consumptions of l igni te for reductant and fuel were 33 and
102 lb /hr , respectively.
TABLE 6. - Size analyses of cyclone dust, ki ln -c lass i f ie r overflow,
and scrubber sludge, pet
Size f raction, mesh1 Cyclone dust Kiln-classif ier overflow Scrubber sludge
Plus 100 • • • • • • • • • • • • • 20.4 o.o 0.3Minus 100 plus 200 ••• 15.8 .o .2
Minus 200 plus 325 ••• 13.0 9.4 .9
Minus 325 plus 500 ••• 17.6 32.6 .9Minus 500 • • • • • • • • • • • • 33.3 58.0 97.7
1standard Tyler sieve size.
The deslimed roasted taconite contained 40.6 pet Fe and 13.1 pet Fe 2+, asshown in the product analyses reported in table 7, and 96 pet of th e iron fed
to the kiln. Although the ferrous-to-total- i ron rat io (Fe 2+/Fe) was only 0.21
in the plus 3-mesh fract ion (table 8), the overal l rat io , 0.32, was near the
natural magnetite rat io of 0.33. An iron recovery of 94.6 pet was obtained inthe magnetic fract ion from a Davis · tube tes t and indicated a good conversion
of the ferric oxides to magnetite. This magnetic f raction contained 67.1 pet
iron and 6.7 pet s i l ica .
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 12/16
9
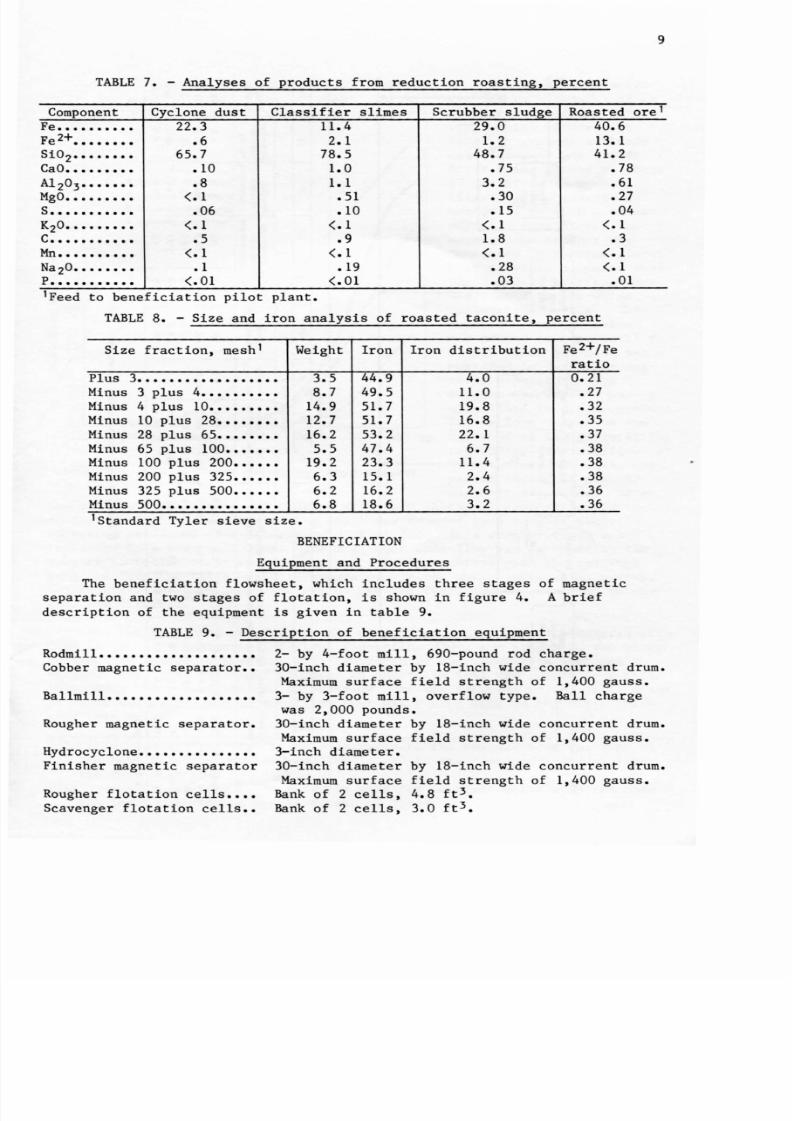
TABLE 7. -Analyses of products from reduction roasting, percent
Component Cyclone dust Classif ier slimes Scrubber sludge Roasted orel
Fe • • • • • • • • • • 22.3 11.4 29.0 40.6
Fe 2+•••••••• .6 2. 1 1. 2 13.1
Si0 2•••••••• 65.7 78.5 48.7 41.2
cao . . . . . . . . . .1 0 1. 0 .75 .7 8Al203 ••••••• .8 1. 1 3.2 • 61MgO • • • • • • • • • (.1 • 51 • 30 • 27s. . . . . . . . . . . .06 .10 .1 5 .0 4
K20••••••••• ( .1 ( .1 ( .1 ( .1c. . . . .••. .•• .5 .9 1. 8 .3Mn • • • • • • • • • • ( .1 ( .1 (.1 ( .1
Na 2o••..•••• • 1 • 19 • 28 ( .1
p• • • • • • • • • • • (.01 (.01 .0 3 .01
1Feed to beneficiation pi lo t plant.
TABLE 8. - Size and iron analysis of roasted taconite , percent
Size f raction, meshl Weight Iron Iron distr ibut ion Fe2+jFe
rat ioPlus 3• • • • • • • • • • • • • • • • • • 3.5 44.9 4.0 0.21
Minus 3 plus 4• •..•...•• 8.7 49.5 11.0 .27
Minus 4 plus 1o . . . . . . . . 14.9 51.7 19.8 .3 2Minus 10 plus 28• • . • • • • . 12.7 51.7 16.8 .3 5
Minus 28 plus 65 • • • • • • • • 16.2 53.2 22.1 • 37Minus 65 plus 100••••••• 5.5 47.4 6.7 .38
Minus 100 plus 200 •••••• 19.2 23.3 11.4 .38
Minus 200 plus 325 •••••• 6.3 15.1 2.4 • 38Minus 325 plus 500 •••••• 6.2 16.2 2.6 • 36Minus 500• • • • • • • • • • • • • • • 6.8 18.6 3.2 • 36
lstandard Tyler sieve size.
BENEFICIATION
Equipment and Procedures
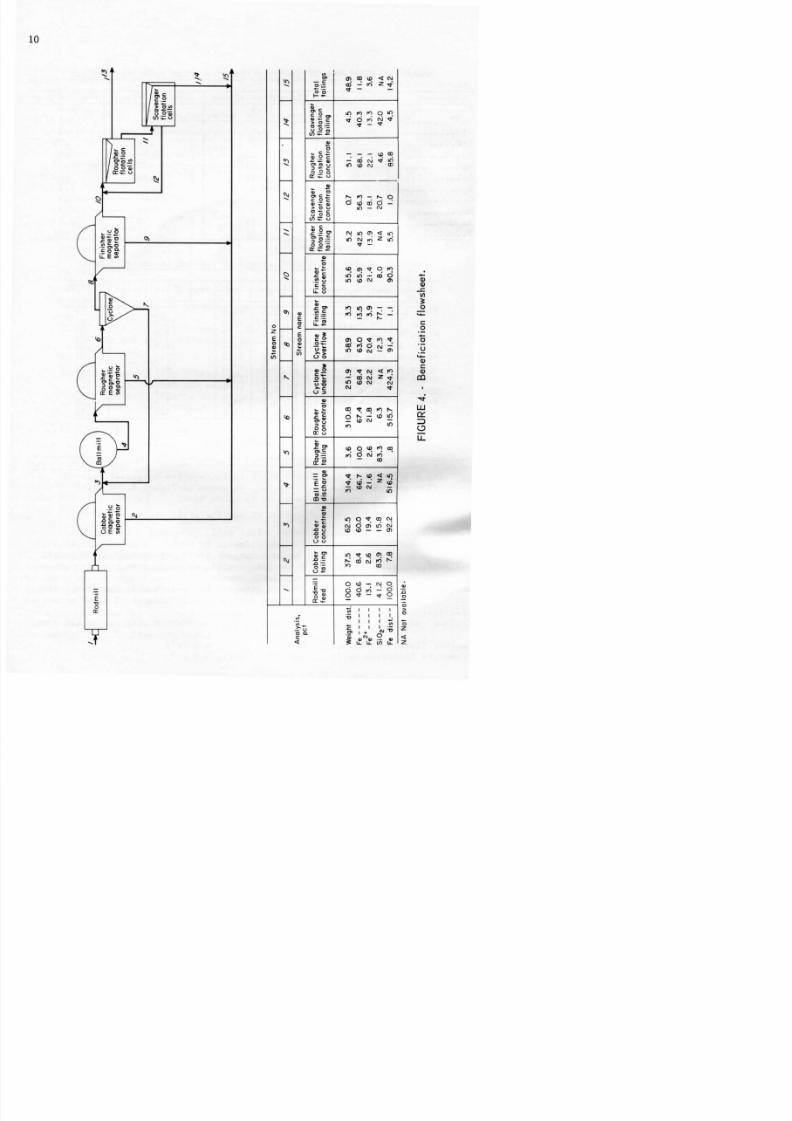
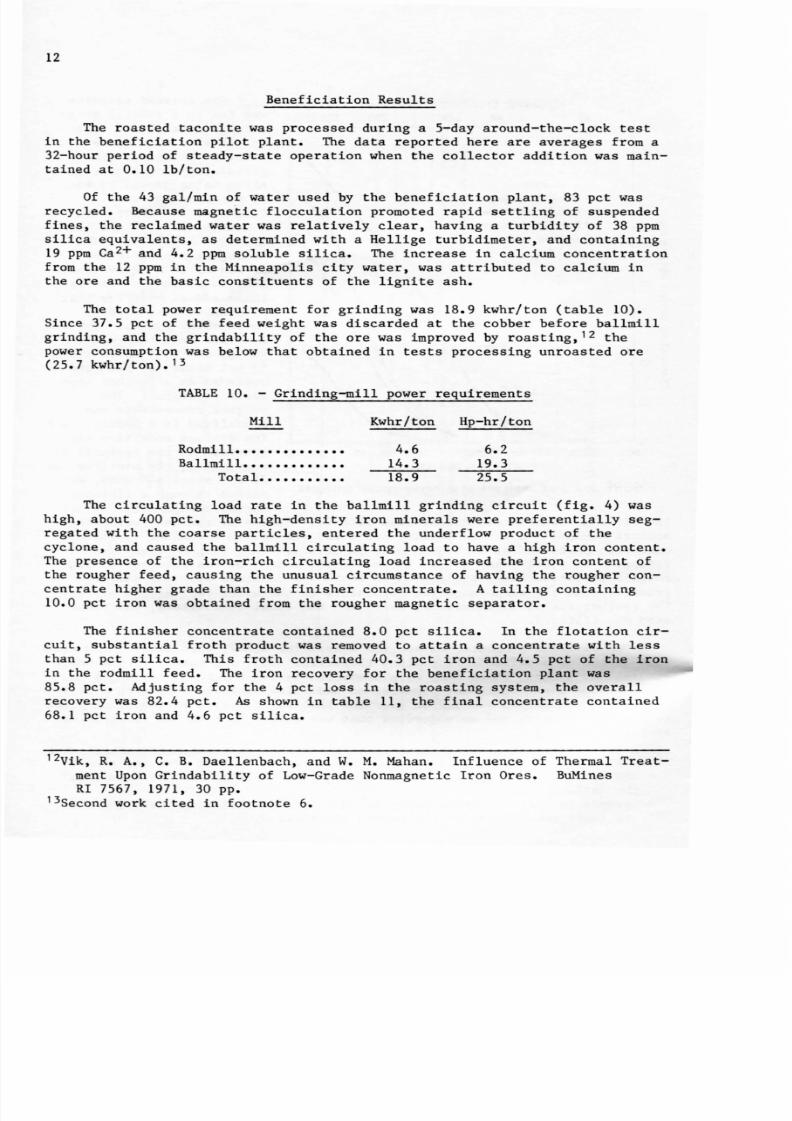
The beneficiation flowsheet, which includes three stages of magnetic
separation and two stages of f lotat ion, i s shown in figure 4. A br ie f
description of the equipment is given in table 9.
TABLE 9. - Description of beneficiat ion equipment
Rodmill • • • • • • • • • • • • • • • • • • • •
Cobber magnetic separator ••
Ballmill •••••••••••••••••••
Rougher magnetic separator.
Hydrocyclone• • • • • • • • • • • • • • •
Finisher magnetic separator
Rougher f lotat ion cel ls ••••Scavenger f lotat ion cells ••
2- by 4-foot mill , 690-pound rod charge.
30-inch diameter by 18-inch wide concurrent drum.Maximum surface field strength of 1,400 gauss.
3- by 3-foot mil l , overflow type. Ball charge
was 2,000 pounds.
30-inch diameter by 18-inch wide concurrent drum.Maximum surface field strength of 1,400 gauss.
3-inch diameter.
30-inch diameter by 18-inch wide concurrent drum.Maximum surface field strength of 1,400 gauss.
Bank of 2 cel ls , 4.8 ft3 .Bank of 2 cel ls , 3.0 ft3 .
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 13/16
Romi
8
Sem No
I
2
3
4
5
6
?
8
9
/0
Ays
Sem nme
p
RmiC
C
BmiR
R
Co
Co
Fns
Fns
fe
tonc
aeds
gon
c
aeu
owo
owton
c
ae
Wegds10
35
65
34
36
38
29
59
33
56
F-
46
84
60
67
10
64
64
60
15
69
Fl+-
11
26
14
26
26
28
22
24
39
24
S02-
4.2
89
18
N
83
63
NA
13
71
80
Fds-10
78
92
55
.8
57
43
94
11
93
NNaae.
FG
4B
caoow
9
II
12
II
1
13
R
S
R
foaooao
foao
ton
c
aec
ae
52
07
51
45
53
61
19
11
21
N
27
I46
55
10
88
14
S foao
ton 45 4
313
40 45
1!4
15
15
Ta
tan
-
49
18 36 N 1
2
. 0
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 14/16
80
70
60uc.
ciw
50
<X1-wa::
1- 40r~w
30w~1-<X
_J20>~
=>u
10
STANDARD TYLER SIEVE SIZE, mesh
28 48 100 20 0 32 5 40 0
KEY• Rodmill discharge
o Cyclone underflow
• Ballmill discharge
0 Cyclone overflow
11
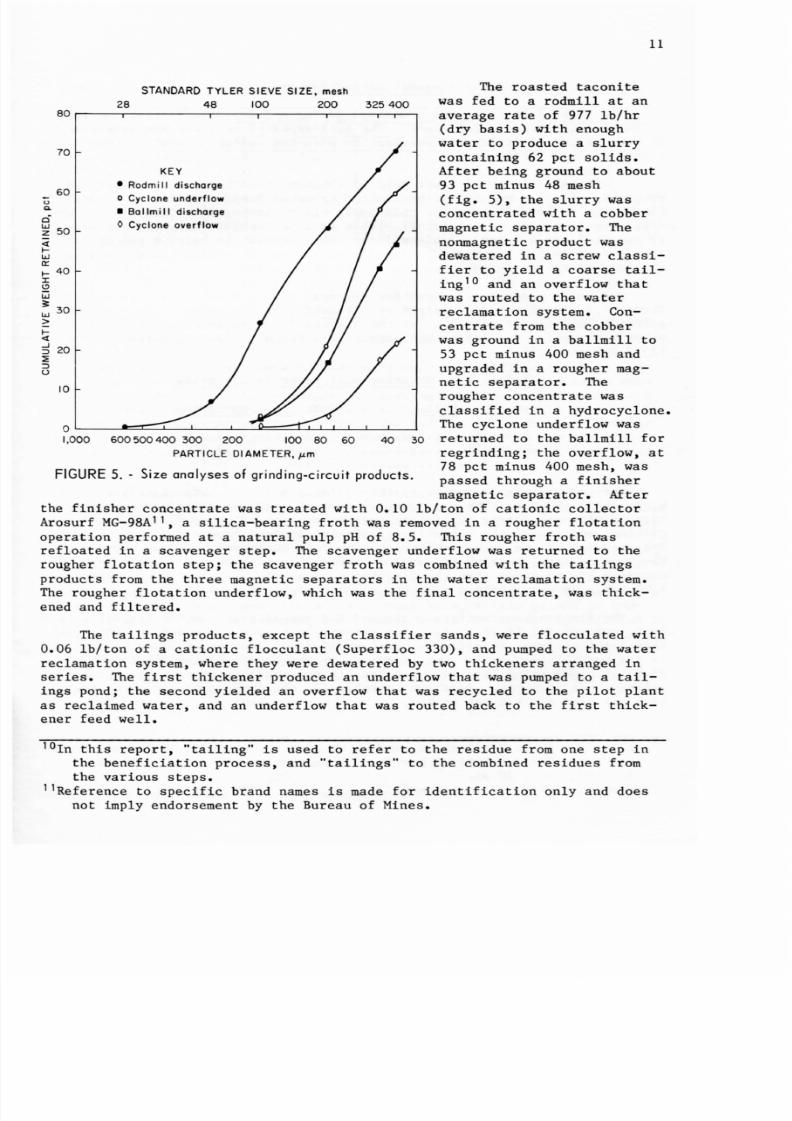
The roasted taconitewas fed to a rodmill a t an
average rate of 977 lb/hr( dry basis) with enough
water to produce a slurrycontaining 62 pet solids .
After being ground to ab out93 pet minus 48 mesh(fig . 5) , the slurry wasconcentrated with a cobber
magnetic separator . Thenonmagnetic product wasdewatered in a screw c lass i -
f ier t o yield a coarse t a i l ing1 0 and an overflow thatwas r outed to the water
reclamation system . Con centrate from the cobber
was ground in a ballmill to53 pet minus 400 mesh and
upgraded in a rougher mag netic separator . Therougher concentrate wasclass i f ied in a hydrocyclone.
o L _ - - - - ~ ~ ~ - - - L - - - - ~ ~ ~ ~ ~ ~ L - L - L - L - - L - - ~ The cyclone underflow was1,000 60 0 500 400 300 200 100 80 60 40 30 returned to the ballmill for
PARTICLE 01 AMETER, ,._m
FIGURE 5. - Size analyses of grinding-circuit products.
regrinding; th e overflow, a t
78 pet minus 400 mesh , waspassed through a f inishermagnetic separator . After
the f inisher concentrate was treated with 0.10 lb/ ton of cationic collectorArosurf MG-98A11 , a s i l ica - bearing f roth was removed in a rougher f lotat ionoperation performed a t a natural pulp pH of 8. 5. This rougher f roth wasrefloated in a scavenger step . The scavenger underflow was returned to th e
rougher f lota t io n step ; the scavenger f roth was combined with th e ta i l ings
products from the three magnetic separators in the water reclamation system .The rougher f lotat ion underflow , which was the f inal concentrate, was thickened and f i l tered .
The ta i l ings products, except the class i f ier sands, were flocculated with
0. 06 lb/ton of a cationic flocculant ( Superfloc 330) , and pumped to the water
reclamation system, where they were dewatered by two thickeners arranged inseries . The f i r s t thickener produced an underflow that was pumped to a t a i l -
ings pond; th e second yielded an overflow that was recycled to th e pi lo t plantas reclaimed water, and an underflow tha t was routed back to the f i r s t thickener feed well .
10 In this report , "tai l ing" is used to refer to the residue from one step inth e beneficiation process , and "tai l ings" to the combined residues fromth e various steps .
11 Reference to specif ic brand names is made for ident if icat ion only and does
not imply endorsement by the Bureau of Mines .
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 15/16
12
Beneficiation Results
The roasted taconite was processed during a 5-day around-the-clock tes t
in the beneficiation pi lo t plant. The data reported here are averages from a32-hour period of steady-state operation when the col lec tor addition was main
tained at 0.10 lb/ ton.
Of the 43 gal/min of water used by the beneficiat ion plant , 83 pet wasrecycled. Because magnetic flocculation promoted rapid set t l ing of suspended
fines, the reclaimed water was relat ively clear , having a turbidity of 38 ppms i l ica equivalents, as determined with a Hellige turbidimeter, and containing
19 ppm Ca 2+ and 4.2 ppm soluble s i l ica . The increase in calcium concentrationfrom the 12 ppm in the Minneapolis ci ty water, was at tr ibuted to calcium inthe ore and th e basic constituents of the l igni te ash.
The to tal power requirement for grinding was 18.9 kwhr/ton ( table 10).
Since 37.5 pet of the feed weight was discarded a t the cobber before ballmillgrinding, and th e grindabil i ty of the ore was improved by roasting, 12 the
power consumption was below that obtained in tes ts processing unroasted ore(25.7 kwhr/ton). 13
TABLE 10 . - Grinding-mill power requirements
Mill
Rodmill ••••••••••••••
Ballmill •••••••••••••
Total • • • • • • • • • • •
Kwhr/ton
4.6
14.3
18.9
Hp-hr/ton
6.2
19.3
25.5
The circulating load rate in the ballmill grinding circui t ( f ig . 4) was
high, about 400 pet. The high-density iron minerals were preferential ly segregated with the coarse part ic les, entered the underflow product of th e
cyclone, and caused the ballmill circulating load to have a high iron content.The presence of the i ron-r ich circulating load increased the iron content of
th e rougher feed, causing the unusual circumstance of having the rougher con
centrate higher grade than the f inisher concentrate. A ta i l ing containing
10.0 pet iron was obtained from the rougher magnetic separator.
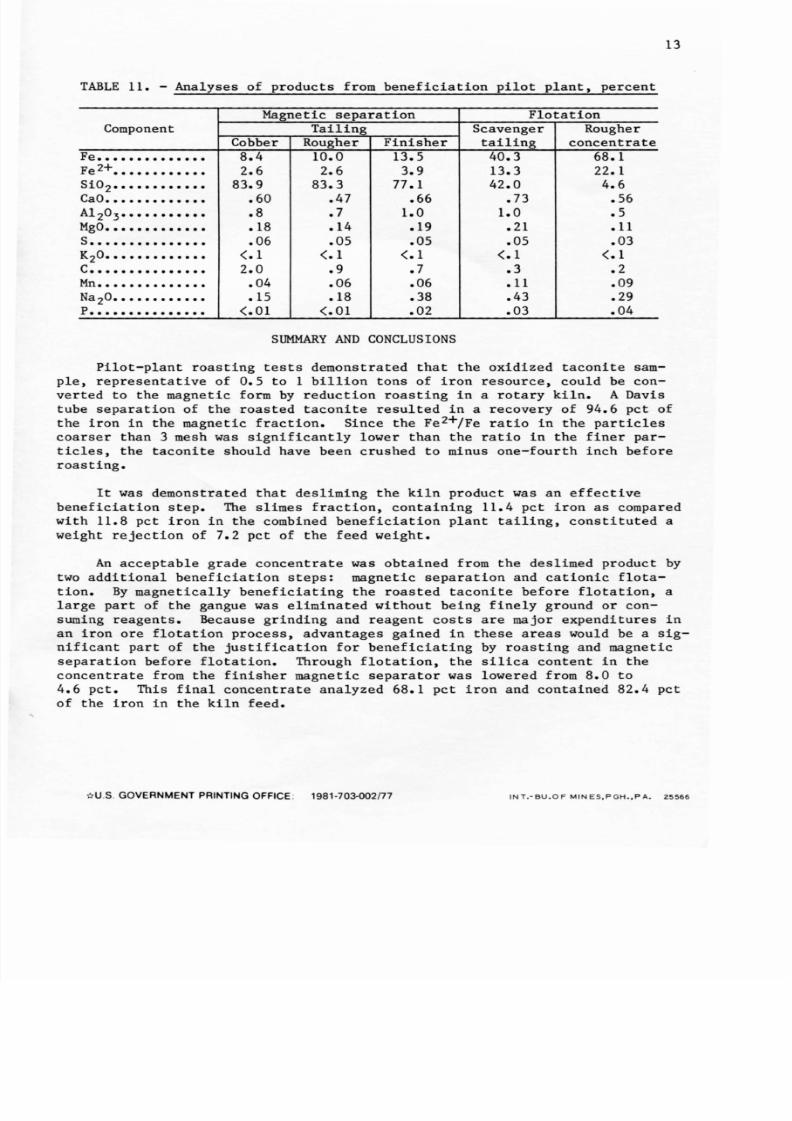
The f inisher concentrate contained 8.0 pet s i l i ca . In the f lotat ion c i r -
cuit , substantial f roth product was removed to at ta in a concentrate with lessthan 5 pet s i l ica . This froth contained 40.3 pet iron and 4.5 pet of the ironin th e rodmill feed. The iron recovery for th e beneficiat ion plant was
85.8 pet. Adjusting for the 4 pet loss in th e roasting system, the overal lrecovery was 82.4 pet. As shown in table 11, the f inal concentrate contained
68.1 pet iron and 4.6 pet s i l ica .
12Vik, R. A., C. B. Daellenbach, and W. M. Mahan. Influence of Thermal Treatment Upon Grindabil i ty of Low-Grade Nonmagnetic Iron Ores. BuMinesRI 7567, 1971, 30 pp .
13second work cited in footnote 6.
7/28/2019 Beneficiation of Taconite Ore RI 8572
http://slidepdf.com/reader/full/beneficiation-of-taconite-ore-ri-8572 16/16
13
TABLE 11. - Analyses of products from beneficiat ion pi lot plant , percent
Magnetic separation Flotat ion
Component Tail ing Scavenger Rougher
Cobber Rougher Finisher ta i l ing concentrate
Fe •• • • • • • • • • • • • • 8.4 10.0 13.5 40.3 68.1
Fe 2+• • • • • • • • • • • •
2.6 2.6 3.9 13.3 22.1Si0 2 • • • ••••••••• 83.9 83.3 77.1 42.0 4.6CaO • • • • • • • • • • • • • • 60 .47 .66 .73 .56
Al 203••••••••••• .8 .7 1. 0 1. 0 .sMgO • • • • • • • • • • • • • .18 .14 .19 .21 .11
s . . . . . . . . . . . . . . . .06 .OS .OS .OS .03K20 • • • • • • • • • • • • • <.1 <.1 <.1 (.1 (.1
c. . . . . . . . . . . . . . . 2.0 .9 .7 .3 .2Mn • • • • • • • • • • • • • • • 04 .06 .06 .11 .09Na 2o•••••••••••• • 15 .18 .38 .43 .29
p • • • • • • • • • • • • • • • <.01 <.01 .02 .03 .04
SUMMARY ANDCONCLUSIONS
Pilot-plant roasting tes ts demonstrated that the oxidized taconi te sam
ple, representative of 0.5 to 1 bi l l ion tons of iron resource, could be con
verted to th e magnetic form by reduction roasting in a rotary ki ln . A Davis
tube separation of the roasted taconi te resul ted in a recovery of 94.6 pet of
the iron in th e magnetic fract ion. Since the Fe2+/Fe rat io in the par t ic les
coarser than 3 mesh was signif icantly lower than the rat io in the f iner par
t ic les , the taconite should have been crushed to minus one-fourth inch before
roasting.
I t was demonstrated that desliming the kiln product was an effect ivebeneficiation step. The slimes f ract ion , containing 11.4 pet iron as compared
with 11.8 pet iron in the combined beneficiat ion plant ta i l ing, const i tuted aweight reject ion of 7.2 pet of the feed weight.
An acceptable grade concentrate was obtained from the deslimed product by
two addi t ional benef iciat ion s teps: magnetic separation and cat ionic f lo ta-
t ion. By magnetically beneficiat ing the roasted taconi te before f lo ta t ion, alarge part of the gangue was eliminated without being f inely ground or con
suming reagents. Because grinding and reagent costs are major expenditures in
an iron ore f lotat ion process, advantages gained in these areas would be a s ig -
nif icant part of th e just i f ica t ion for beneficiat ing by roasting and magnetic
separation before f lotat ion. Through f lo ta t ion, the s i l ica content in the
concentrate from the f inisher magnetic separator was lowered from 8.0 to
4.6 pet. This f inal concentrate analyzed 68.1 pet iron and contained 82.4 petof th e iron in the kiln feed.
GOVERNMENT PRINTING OFFICE : 1981 -703-002/77 INT. · BU .OF MINES,PGH. ,PA. 25566
Related Documents