Bedienungsanleitung Gravier- und Fräszubehör für 3D-Drucker RF1000 Fräshalterung für Proxxon Micromot Best.-Nr. 1231506 Fräshalterung für Dremel® 3000/4000 Best.-Nr. 1231507 Set Z-Anschlag unten Best.-Nr. 1297994 Führungswagen Best.-Nr. 1205636 Führungsschiene Best.-Nr. 1205635 Befestigungsschraube für Führungsschiene 6x Best.-Nr. 1197657 Führungsschiene mit Führungswagen Best.-Nr. 1307429 Fräs-Nuten-Tisch Alu Best.-Nr. 1268665 Anschlag für Fräs-Nuten-Tisch Best.-Nr. 1268666 Untertisch Alu 8mm Best.-Nr. 1268667 Distanzbolzen Alu Best.-Nr. 1268670 T-Nutenstein 10x10x8mm Gew. M5 Best.-Nr. 1268648 T-Nutenstein 26x10x8mm Gew. M5 Best.-Nr. 1268668 Klemmbügel VA für Fräs-Nuten-Tisch Best.-Nr. 1268669

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Bedienungsanleitung
Gravier-undFräszubehörfür3D-DruckerRF1000 FräshalterungfürProxxonMicromot Best.-Nr.1231506
FräshalterungfürDremel®3000/4000 Best.-Nr.1231507
SetZ-Anschlagunten Best.-Nr.1297994
Führungswagen Best.-Nr.1205636
Führungsschiene Best.-Nr.1205635
BefestigungsschraubefürFührungsschiene 6xBest.-Nr.1197657
FührungsschienemitFührungswagen Best.-Nr.1307429
Fräs-Nuten-TischAlu Best.-Nr.1268665
AnschlagfürFräs-Nuten-Tisch Best.-Nr.1268666
UntertischAlu8mm Best.-Nr.1268667
DistanzbolzenAlu Best.-Nr.1268670
T-Nutenstein10x10x8mmGew.M5 Best.-Nr.1268648
T-Nutenstein26x10x8mmGew.M5 Best.-Nr.1268668
KlemmbügelVAfürFräs-Nuten-Tisch Best.-Nr.1268669

2
InhaltsverzeichnisSeite
1. Einführung.........................................................................................................................................................................................................32. Symbol-Erklärung.............................................................................................................................................................................................33. BestimmungsgemäßeVerwendung..............................................................................................................................................................44. Sicherheitshinweise........................................................................................................................................................................................45. ArbeitsprinzipderFräseinrichtung................................................................................................................................................................66. DiewichtigstenTeileimÜberblick................................................................................................................................................................77. BenötigtesWerkzeugundMaterial..............................................................................................................................................................88. Umbaudes3D-Druckers.................................................................................................................................................................................8 a) Allgemeines................................................................................................................................................................................................8 b) Rückbaudes3D-Druckers.......................................................................................................................................................................9 c) EinbauderMinibohrmaschine..............................................................................................................................................................16 d) EinbaueinerzweitenoptionalenFührungsschienefürdenFräskopf.............................................................................................19 e) EinbaudesFrästischs.............................................................................................................................................................................219. FirmwareUpdate............................................................................................................................................................................................3210. BedienungamDrucker.................................................................................................................................................................................35 a) UmschaltenvonDruck-aufFräsbetrieb..............................................................................................................................................35 b) Menü-Übersicht.......................................................................................................................................................................................35 c) FunktiondereinzelnenMenüpunkte....................................................................................................................................................3611. Software„CamBam“.....................................................................................................................................................................................38 a) AllgemeineszurSoftware......................................................................................................................................................................38 b) Installation................................................................................................................................................................................................38 c) Software-Einrichtung..............................................................................................................................................................................39 d) Werkstück-Einstellungen.......................................................................................................................................................................44 e) ErstellungeinerFräskontur....................................................................................................................................................................45 f) AuswahlderMaschinenoperation.......................................................................................................................................................48 g) ErzeugenderG-Code-Datei...................................................................................................................................................................4912. Software„Repetier-Host“.............................................................................................................................................................................50 a) Einstellung.................................................................................................................................................................................................50 b) ÜbernahmederG-Code-Dateiaus„CamBam“indieSoftware„Repetier-Host“........................................................................5113. Werkstück-Scan.............................................................................................................................................................................................5214. Fräsen/Gravieren............................................................................................................................................................................................54 a) FestlegungdesWerkstück-Nullpunkts................................................................................................................................................54 b) Fräsenbzw.Gravieren............................................................................................................................................................................5515. Reinigung.........................................................................................................................................................................................................56 a) Allgemeines..............................................................................................................................................................................................56 b) Reinigung..................................................................................................................................................................................................5616. Anhang.............................................................................................................................................................................................................57 EmpfohleneAnzugsdrehmomentederSchrauben...................................................................................................................................57
3
1.EinführungSehrgeehrteKundin,sehrgeehrterKunde,
wirbedankenunsfürdenKaufdiesesProdukts.
DiesesProdukterfülltdiegesetzlichennationalenundeuropäischenAnforderungen.UmdiesenZustandzuerhaltenundeinengefahrlosenBetriebsicherzustellen,müssenSiealsAnwenderdieseBedienungsanleitungbeachten!
DieseBedienungsanleitunggehörtzudiesemProdukt.SieenthältwichtigeHinweisezurInbetriebnahmeundHandha-bung.AchtenSiehierauf,auchwennSiediesesProduktanDritteweitergeben.
HebenSiedeshalbdieseBedienungsanleitungzumNachlesenaufundbewahrenSiesieinderNähedesProduktesauf,umbeiauftretendenFragensofortnachschlagenzukönnen.
AlleenthaltenenFirmennamenundProduktbezeichnungensindWarenzeichenderjeweiligenInhaber.AlleRechtevorbehalten.
BeitechnischenFragenwendenSiesichbittean:
Deutschland: www.conrad.de/kontakt
Österreich: www.conrad.at
www.business.conrad.at
Schweiz: www.conrad.ch
www.biz-conrad.ch
2.Symbol-Erklärung DasSymbolmitdemBlitzimDreieckwirdverwendet,wennGefahrfürIhreGesundheitbesteht,z.B.durchelektrischen
Schlag.ImGerätbefindensichkeinevomBenutzerzuwartendenTeile.ÖffnenSiedasGerätdeshalbnie.
DasSymbolmitdemAusrufezeichenweistdenBenutzerdaraufhin,dasservorderInbetriebnahmedesGerätesdieseBedienungsanleitunglesenundbeimBetriebbeachtenmuss.
DiesesSymbolwarntvorheißenOberflächen,derenBerührungVerletzungenhervorrufenkann.
Achtung!GefahrdurchsichbewegendeTeile-FingerundandereKörperteilefernhalten.
DiesesSymbolwarntvorVerletzungen,diebeimHineingreifenindasGerätwährenddesBetriebsauftretenkönnen.Kör-perteilekönnenhierbeieingequetscht,eingezogenoderanderweitigverletztwerden.
DiesesSymbolwarntvorHandverletzungendurchdenRiemenantrieb.
DasSymbolmitdemPfeilistzufinden,wennIhnenbesondereTippsundHinweisegegebenwerdensollen.

4
3.BestimmungsgemäßeVerwendungDas Gravier- und Fräszubehör dient zum Umbau des 3D-Druckers RF1000 in eine Mini-Gravier- und Fräsmaschine. Nach demUmbaukönnenhiermitpräzise,Gravier-undleichteFräsarbeitenohneFlüssigkeitskühlunginHolz,KunststoffundweicheMetallewiez.B.Aluminiumdurchgeführtwerden.DiesesProduktistnurfürdieUmrüstungdes3D-DruckersRF1000undnurfürdieVerwendungimprivatenBereichzugelassen.DerBetriebistnuringeschlossenenRäumen,alsonichtimFreienerlaubt.DerKontaktmitFeuchtigkeitundKühlflüssigkeitistunbedingtzuvermeiden.EineandereVerwendungalszuvorbeschriebenführtzurBeschädigungdiesesProduktes,darüberhinausistdiesmitGefahren,wiez.B.Verletzungen,Kurzschluss,Brand,elektrischerSchlagetc.verbunden.Dieses Produkt erfüllt die gesetzlichen, nationalen und europäischen Anforderungen. Alle enthaltenen Firmennamen undProduktbezeichnungensindWarenzeichenderjeweiligenInhaber.AlleRechtevorbehalten.
BeachtenSiealleSicherheits-undMontagehinweisedieserBedienungsanleitung!
4.Sicherheitshinweise BeiSchäden,diedurchNichtbeachtungdieserBedienungsanleitungverursachtwerden,erlischtdieGewährleistung/
Garantie.FürFolgeschädenübernehmenwirkeineHaftung.
BeiSach-oderPersonenschäden,diedurchunsachgemäßeHandhabungoderNichtbeachtenderSicherheitshinwei-severursachtwerden,übernehmenwirkeineHaftung.InsolchenFällenerlischtdieGewährleistung/Garantie.
Sehr geehrte Kundin, sehr geehrter Kunde: Die folgenden Sicherheits- und Gefahrenhinweise dienen nicht nur zumSchutzdesGerätes,sondernauchzumSchutzIhrerGesundheit.LesenSiesichbittediefolgendenPunkteaufmerksamdurch:
• AusSicherheitsgründenistdaseigenmächtigeUmbauenund/oderVeränderndesProduktesabweichendvondieserBedienungsanleitungnichtgestattet.EinzelteilekönntenhierbeibeschädigtwerdenundsomitdieFunktionoderdieSicherheitdesGerätesbeeinträchtigen.
• UmVerletzungenundSachschädenzuvermeiden,nehmenSiedasProdukterstinBetrieb,wennSiedieseAnleitungvollständigdurchgelesenundverstandenhaben.
• DasProduktistkeinSpielzeug,esistnichtfürKindergeeignet.KinderkönnendieGefahren,dieimUmgangmitelek-trischenGerätenbestehen,nichteinschätzen.
• DasGerät istnicht fürPersonenmitkörperlich,sensorischodergeistigeingeschränktenFähigkeiten,oder fürun-erfahreneundunwissendePersonengeeignet.FallsSiekeineKenntnisseimBereichderBedienungvonFräs-undGraviermaschinenbesitzen,informierenSiesichhierüber,bevorSiedasGerätinBetriebnehmen.
• AllePersonen,diediesesProduktbedienen,montieren,installieren,aufstellen,inBetriebnehmenoderwarten,müs-senentsprechendausgebildetundqualifiziertseinunddieseBedienungsanleitungbeachten.
• BeachtenSieunbedingtauchdieBedien-undSicherheitshinweisedes3D-DruckersundderMinibohrmaschine,dieinden3D-Druckereingebautwird.
• AchtenSieaufeineebene,stabileundfesteAufstellflächeundgenügendPlatzumdasProduktherum,damitSiebe-quemundgefahrlosarbeitenkönnen.
• BenutzenSiedasGerätnichtinexplosionsgefährdeterUmgebung.BrennbareFlüssigkeiten,GaseoderStäubekönntensichdurchelektrischeFunkenentzünden.
• HaltenSiedenArbeitsbereichsauber,aufgeräumtundachtenSieaufeineguteBeleuchtung.UnordnungundschlechteBeleuchtungkönnenzuUnfällenführen.
• TrennenSiedasGerätunddieMinibohrmaschinevorWartungs-,ReinigungsarbeitenoderÄnderungenimmervomStromversorgungsnetz(Netzsteckerziehen!)undlassenSieeserstabkühlen.
• ReinigenSiedasGerätnichtmitDruckluft.DerumherfliegendeSchmutzkönnteindieAugengelangenodersichindenFührungenablagernunddiesebeschädigen.
5
• BeachtenSie,dassderNetzschalteranderGeräterückseitedes3D-Druckersleichterreichbarseinmuss,damitdasGerätimFehlerfallschnellundeinfachabgeschaltetwerdenkann.
• VermeidenSieeineunbeabsichtigteInbetriebnahme.VersichernSiesich,dassdieMinibohrmaschineausgeschaltetist,bevorSiesiemitderStromversorgungverbinden.
• FassenSiewährenddesBetriebsniemalsindasGeräthineinundhaltenSieausreichendenAbstandzubewegtenTeilen.DurchdiemechanischbewegtenTeileinnerhalbdesGerätesbestehteinehoheVerletzungsgefahr!
• FassenSieniedasWerkstückan,umeszuvermesseno.ä.währenddasGerätinBetriebist.
• WennSiez.B.zumWerkzeugwechseloderzumSpannenvonWerkstückenindasGeräthineinfassenmüssen,musses vom Netz getrennt sein (Netzstecker ziehen!). Beachten Sie beim Hineinfassen die Verletzungsgefahr, die vonscharfenWerkzeugen,wiez.B.vonderSpitzeeinesGraviergriffelsausgeht.
• EntfernenSieEinstellschlüsselodersonstigeWerkzeugevonderMinibohrmaschine,bevorSiesieeinschalten.He-rumfliegendeoderrotierendeWerkzeugestelleneinehoheVerletzungsgefahrdar.
• SichernSiedaszubearbeitendeWerkstückimmermitgeeignetemSpannwerkzeug.HaltenSieesnienurmitderHandfest.
• BearbeitenSiekeineMaterialien,diegesundheitsgefährliche,brennbareoderexplosiveStäubeerzeugen(wiez.B.Asbest).TragenSieeineStaubschutzmaskeundverwendenSieimmereineSpanabsaugung.
• TragenSiebeiderArbeitimmerausreichendepersönlicheSchutzausrüstung(Schutzbrille,GehörschutzundSchutz-handschuhe)undstellenSiesicher,dassweiteÄrmel,Krawatten,Schals,Schmuck,langeHaareetc.nichtindieSpin-delderMinibohrmaschinegelangenkönnen(beiBedarfHaarnetzverwenden!).
• ÜberlastenSiedieMinibohrmaschinenicht.DieskannzuÜberhitzungundSchädenanderMechanikführen.AchtenSieaufeinenandasWerkstückmaterial,dieDrehzahlunddenWerkzeugdurchmesserangepasstenVorschub.
• DasGerätdarfkeinenextremenTemperaturen,starkenVibrationen,FeuchtigkeitoderstarkenmechanischenBean-spruchungenausgesetztwerden.
VerwendenSiekeinesfallsFlüssigkeitenzurKühlungbeiderBenutzung.DieKühlflüssigkeitkönnteindasGeräteinne-regelangenunddieelektrischeSicherheitbeeinträchtigen.
• StellenSiekeinemitFlüssigkeitbefülltenBehälter,z.B.Gläser,Vasenusw.aufdasGerätoderinseinedirekteNäheundgießenSienieFlüssigkeitenüberdemGerätaus.FlüssigkeitenkönnteninsGehäuseinneregelangenunddabeidieelektrischeSicherheitbeeinträchtigen.AußerdembestehthöchsteGefahreinesBrandesodereineslebensge-fährlichenelektrischenSchlages!
SchaltenSieineinemsolchenFalldiezugehörigeNetzsteckdoseallpoligab(z.B.SicherungsautomatundFI-Schutz-schalterabschalten)undziehenSiedanachdenNetzsteckerausderNetzsteckdose.SteckenSiealleLeitungenvomGerätab.DasgesamteProduktdarfdanachnichtmehrbetriebenwerden,bringenSieesineineFachwerkstatt.
• StellenSiekeineoffenenBrandquellen,wiez.B.brennendeKerzenaufoderdirektnebendemGerätab.
• StellenSiesicher,dassdieNetzleitungbeimAufstellendesProduktesnichtgequetschtoderdurchscharfeKantenbeschädigtwird.
• SolltedieNetzleitungBeschädigungenaufweisen,soberührenSiesienicht.SchaltenSiezuerstdiezugehörigeNetz-steckdoseallpoligab(z.B.SicherungsautomatundFI-Schutzschalterabschalten)undziehenSiedanndenNetzste-ckervorsichtigausderNetzsteckdose.BetreibenSiedasProduktniemalsmiteinerbeschädigtenNetzleitung.
• FassenSiedieNetzleitungoderdenNetzsteckerniemalsmitfeuchtenodernassenHändenan.EsbestehtdieGefahreineslebensgefährlichenelektrischenSchlages!
• DiemechanischenTeiledesProduktessindhochpräzisegefertigt.WendenSiehierniemalsmechanischeGewaltan.DasGerätkönntehierdurchunbrauchbarwerden.
• BetreibenSiedasGerätnichtunbeaufsichtigt.
• BenutzenSiedasGerätnuringemäßigtemKlima,nichtintropischemKlima.
• LassenSieVerpackungsmaterialnichtachtlosliegen.EskönntefürKinderzueinemgefährlichenSpielzeugwerden.
• SolltenSiesichüberdenkorrektenAnschlussbzw.EinbaunichtimKlarenseinodersolltensichFragenergeben,dienichtimLaufederBedienungsanleitungabgeklärtwerden,sosetzenSiesichbittemitunserertechnischenAuskunftodereinemanderenFachmanninVerbindung.
• BeachtenSiebitteauchdiezusätzlichenSicherheitshinweiseindeneinzelnenKapitelndieserAnleitung.

6
5.ArbeitsprinzipderFräseinrichtungMitdemGravier-undFräszubehörwirdder3D-DruckerRF1000zueinemcomputergesteuertenGerät für leichteGravier-undFräsarbeitenumgebaut.
DerExtruderwirdhierbeidurcheineHalterungfüreineMinibohrmaschineersetzt.DieKeramikdruckplattewirddurcheinenMe-tallfrästischmitNutenersetzt.DieserFrästischistwesentlichstabilerundbietetdieMöglichkeitWerkstückezuspannen.
FürFräsarbeitenempfehlenwirdieVerwendungvonzweizusätzlichenFührungsschienenfürdieFräskopfhalterungunddenFräs-tischinVerbindungmitjeeinemFührungswagen.DurchdieseMaßnahmewirddiemechanischeStabilitätwesentlicherhöht.
MiteinerentsprechendenSoftwarewerdendiedurchzuführendenGravier-bzw.FrässchritteamWerkstückfestgelegt.DieSoft-wareerzeugteineentsprechendeDatei,diediedurchzuführendenArbeitsschritteenthält.DieseDateihatwiebeim3D-DruckdieDatei-Endung„.gcode“.
DieindieserDateienthaltenenArbeitsschrittewerdendannandenRF1000gesendetundvonihmabgearbeitet.DasEinschaltenderMinibohrmaschineunddieEinstellungderDrehzahlerfolgtdirektanderMinibohrmaschine.
DieVerwendungeinercomputergesteuertenGravier-undFräseinrichtungerfordertentsprechendesWissenundMa-terialkenntnis.SolltendieseKenntnissenichtvorhandensein,informierenSiesichvorderVerwendungdiesesGe-rätesunbedingthierüber.DiesdientderVermeidungvonVerletzungenund ist fürbefriedigendeArbeitsergebnisseunbedingterforderlich.
7
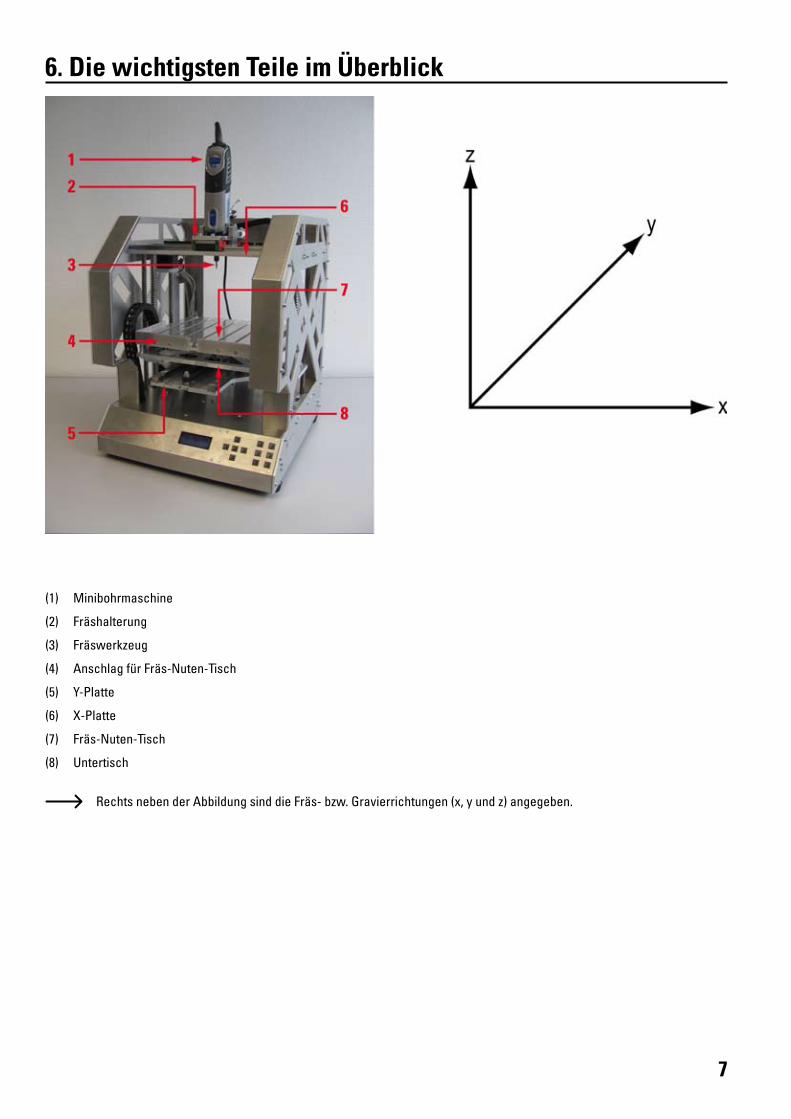
6.DiewichtigstenTeileimÜberblick
(1) Minibohrmaschine
(2) Fräshalterung
(3) Fräswerkzeug
(4) AnschlagfürFräs-Nuten-Tisch
(5) Y-Platte
(6) X-Platte
(7) Fräs-Nuten-Tisch
(8) Untertisch
RechtsnebenderAbbildungsinddieFräs-bzw.Gravierrichtungen(x,yundz)angegeben.

8
7.BenötigtesWerkzeugundMaterial• Innensechskantschlüssel1,5mm/2,5mm/3mm/4mm
• Sechskantschlüssel5,5mm/7mm/13mm
• Seitenschneider
• Schlitzschraubendreher
8.Umbaudes3D-Druckersa)Allgemeines
NehmenSiesichfürdieMontageausreichendZeit.DurchzugroßeEilewerdenoftFehlergemacht,dieBauteilebe-schädigenkönnenoderdenZeitvorteildurchaufwändigeNacharbeitenwiederzunichtemachen.
DerArbeitsplatzsollteausreichendgroßundsaubersein,sodasssichdieverschiedenenBauteileohneProblemeablegenundmontierenlassen.
BeachtenSiebeiderMontageunbedingtdieBilder.HierwerdendieMontageorteunddiekorrekteAusrichtungderBauteilegezeigt.
AllemechanischenKomponentensindextremgenaugefertigt.WendenSiebeiderMontagekeinesfallsGewaltan.AlleTeilelassensichohnegrößerenKraftaufwandzusammenfügen.SolltedieseinmalnichtderFallsein,überdenkenSiedenMontageschrittnochmalsundlesenSiedieentsprechendeBeschreibungindieserAnleitungerneutdurch.
AchtenSiebeimFestziehenderSchraubendarauf,diesenichtzufestanzuziehen.VieleSchraubenwerdeninAlumini-umgewindeeingedrehtunddürfendeshalbnichtsofestangezogenwerden,wiediesz.B.beiStahlgewindenmöglichwäre. ImAnhangdieserAnleitungfindenSieeineTabellemitdenempfohlenenAnzugsdrehmomentenderSchrau-ben.
SortierenSiedieSchraubenvorderMontagenachderenGröße.DieserleichtertdenZusammenbau,daSiedannnichtnacheinzelnenSchraubensuchenmüssen.
BeiSenkkopfschraubenwirddieLänge(l)mitSchraubenkopfgemessen,beiZylinderkopfschraubenerfolgtdieLän-genmessungohnedenSchraubenkopf.DerDurchmesser(d)wirdimmeramGewindegemessen.

9
b)Rückbaudes3D-DruckersExtruderwagen
Vorbereitung:Gerät einschalten und die Heizplatte etwa auf mittlere Höhefahren.GerätwiederausschaltenunddieNetzleitungabstecken.
Filamentschlauchentfernen.AlleSteckverbindungenbisaufdenSteckerderDehnungs-messstreifen(imBildmarkiert)amExtrudertrennen.
LeitungshalteramExtruderwagenentfernen.KugellagerhalterungmitKugellagerentfernen.
Extruderentfernen.Hierbei den Extruder am Schaft mit einem 13mm-Gabel-schlüsselgegenhalten.

10
ExtruderaufderX-Platteablegen.ZweiInnensechskantschrauben(imBildmarkiert)entfernen.
Extruderabnehmen.Vorschubeinheitabnehmen.
LeitungenamExtruderwagenmiteinemKabelbinderfixieren. Extruderhalterung (mit 2 Innensechskantschrauben befe-stigt)vondenDehnungsmessstreifenabbauen.
11
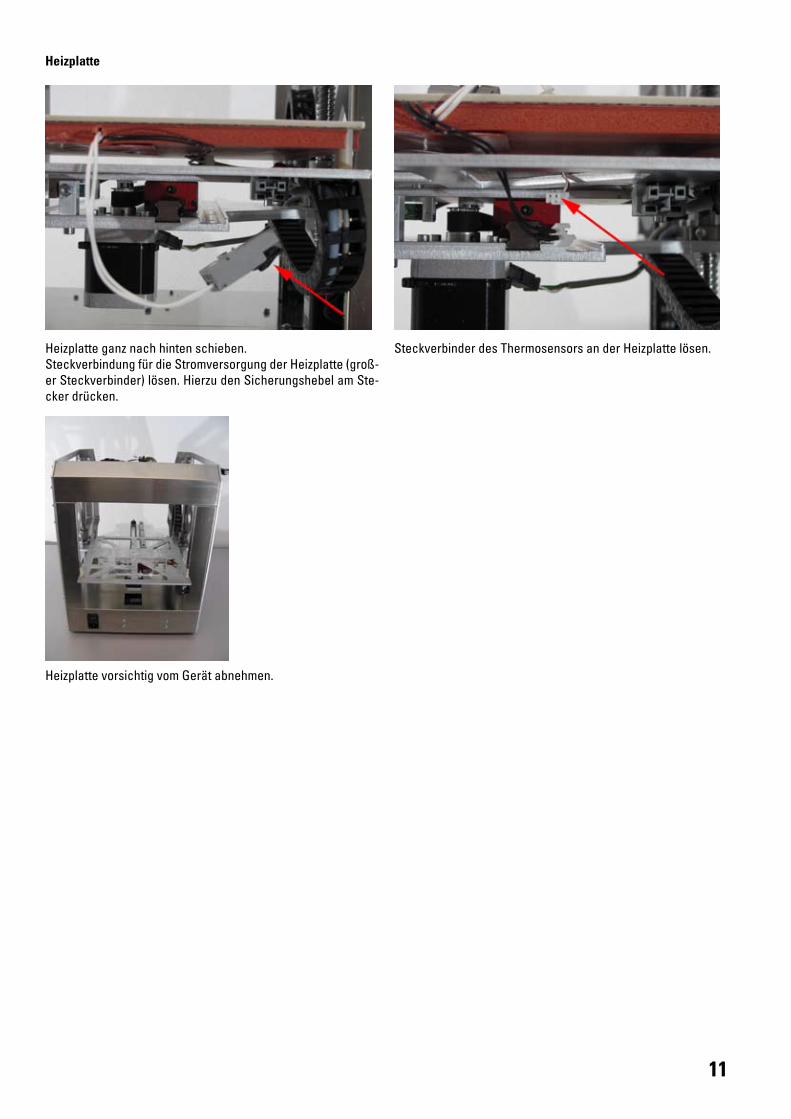
Heizplatte
Heizplatteganznachhintenschieben.SteckverbindungfürdieStromversorgungderHeizplatte(groß-erSteckverbinder)lösen.HierzudenSicherungshebelamSte-ckerdrücken.
SteckverbinderdesThermosensorsanderHeizplattelösen.
HeizplattevorsichtigvomGerätabnehmen.
12
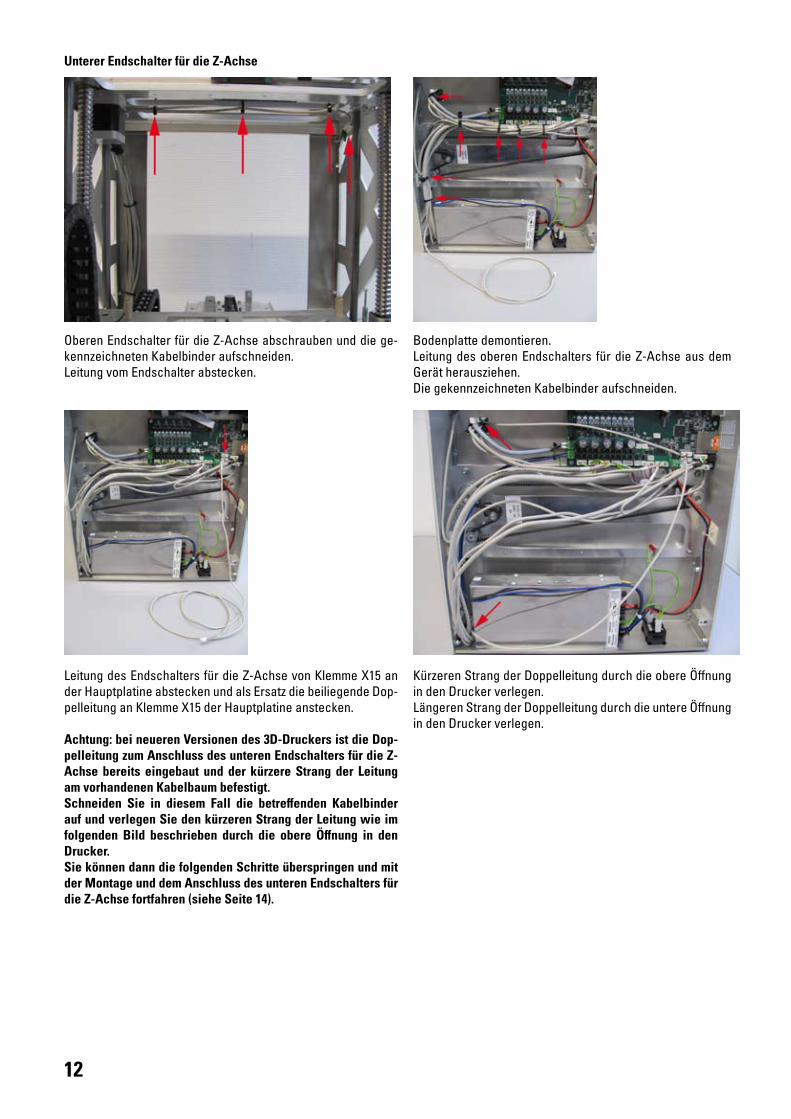
UntererEndschalterfürdieZ-Achse
OberenEndschalterfürdieZ-Achseabschraubenunddiege-kennzeichnetenKabelbinderaufschneiden.LeitungvomEndschalterabstecken.
Bodenplattedemontieren.LeitungdesoberenEndschalters fürdieZ-AchseausdemGerätherausziehen.DiegekennzeichnetenKabelbinderaufschneiden.
LeitungdesEndschaltersfürdieZ-AchsevonKlemmeX15anderHauptplatineabsteckenundalsErsatzdiebeiliegendeDop-pelleitunganKlemmeX15derHauptplatineanstecken.
Achtung:beineuerenVersionendes3D-DruckersistdieDop-pelleitungzumAnschlussdesunterenEndschaltersfürdieZ-Achse bereits eingebaut und der kürzere Strang der LeitungamvorhandenenKabelbaumbefestigt.Schneiden Sie in diesem Fall die betreffenden KabelbinderaufundverlegenSiedenkürzerenStrangderLeitungwieimfolgenden Bild beschrieben durch die obere Öffnung in denDrucker.SiekönnendanndiefolgendenSchritteüberspringenundmitderMontageunddemAnschlussdesunterenEndschaltersfürdieZ-Achsefortfahren(sieheSeite14).
KürzerenStrangderDoppelleitungdurchdieobereÖffnungindenDruckerverlegen.LängerenStrangderDoppelleitungdurchdieuntereÖffnungindenDruckerverlegen.

13
Oberen Endschalter für die Z-Achse an den längeren Strangder Doppelleitung anstecken und wieder montieren. HierbeidieBefestigungsschraubenochnichtganz festziehen,daderSchalterspäternochausgerichtetwird.Anschlussleitungwiegezeigtmit3KabelbindernanderX-Plat-tefixieren.
LängerenStrangderDoppelleitungnachunten führenunddabeimitKabelbindernamvorhandenenKabelbaumundamKlebesockelfixieren.
ZahnriemenanderBasisplattevonHanddrehen,sodasssichdieY-Plattenachobenbewegt.So langedrehen,bissichdieFluchtdesoberenEndschaltersfürdieZ-Achseausrichtenläßt.DerEndschaltermusssoaus-gerichtet werden, dass er von der Schlitzschraube in der Y-Plattebetätigtwerdenkann.Achtung:beidieserEinstellungdieY-Plattenichtzuweitnachoben fahren, da ansonsten der obere Endschalter für die Z-Achsebeschädigtwerdenkann.

14
1xEndschalterplatine1xHalterung1xZylinderkopfschraubeM2x161xBeilagscheibeM2
Platine an den kürzeren Strang der Doppelleitung anste-cken.PlatinewieimBildgezeigtmitderSchraubeundderBeilag-scheibeanderHalterungmontieren.DerKabelaustrittmussaufderSeitemitderAusfräsunginderHalterungliegen.
DenfertigmontiertenEndschalterdurchdieÖffnunginderY-Plattevonobennachuntendurchschieben.
Schraube (siehe Pfeil) am Halteblock des Schleppket-tenendstücksentfernenunddenunterenEndschalterfürdieZ-Richtungwiegezeigtmontieren(AusrichtungsieheBild).

15
ZahnriemenanderBasisplattevonHanddrehenundsodieY-Plattenachuntenfahren.Achtung:hierbeidieY-Plattenichtzuweitnachuntenfahren,daansonstenderuntereEndschalterfürdieZ-Achsebeschä-digtwerdenkann.2KabelbinderamSchleppkettenendstückaufschneiden.
Kürzeren Strang der Doppelleitung wie gezeigt in dieSchleppketteeindrücken.HierbeibeiBedarfdieKunststofflaschenmiteinemSchrau-bendreherindieAusgangslagezurückhebeln.
2KabelbinderwiegezeigtamSchleppkettenendstückbefesti-gen.
Am anderen Schleppketteendstück in der Bedienblendeebenfalls2Kabelbinderanbringen.
GesamtenKabelstrangimBodenbereichwiedermitKabelbin-dernsauberverlegen.Achtung:dieKabeldürfennichtindenZahnriemenantriebge-langenkönnen.
BodenplatteundGummifüßewiedermontieren.

16
c)EinbauderMinibohrmaschinePROXXON-Minibohrmaschine
Einzelteile Einzelteilewiegezeigtzusammenbauen.
Fräskopfhalterung von oben auf dem Extruderwagen montie-ren.HierzudiebeidenSchraubenverwenden,mitdenenvorherdieExtruderhalterungbefestigtwar(imBildmarkiert).
MinibohrmaschinevonobenindieHalterungeinschieben. Minibohrmaschine so weit einschieben, dass die beidenKlemmzwingeneinegeradeAuflageflächehaben.Klemmschraubenfestziehen.

17
AnschlussleitungderMinibohrmaschinemiteinemKabelbinderanderHalterungfürdenFilamentschlauchfixieren.
DieAnschlussleitungmussnachderFixierungnochlanggenugsein,dassdieMinibohrmaschineganznachrechtsfahrenkann,ohnedassdieAnschlussleitungübermäßiggespanntwird.
EinbauderDREMEL®-Minibohrmaschine
EinzelteileDierechtsimBildgezeigtenTeilesindnurfürdenEinbaudesDREMEL®3000erforderlich.
DREMEL®-MinibohrmaschinewiegezeigtindieGrundplattemontieren.DiePhaseinderMontageplattemussnachoben,zurMinibohrmaschinehinweisen.DieMinibohrmaschinemusssoweitindieHalterungeinge-drehtwerden,dassderArretierknopffürdieAntriebswelleüberdergeschlitztenÖffnungliegt.Wichtig:diegeschlitzteÖffnungmusswiegezeigtnachvor-neweisen.
18
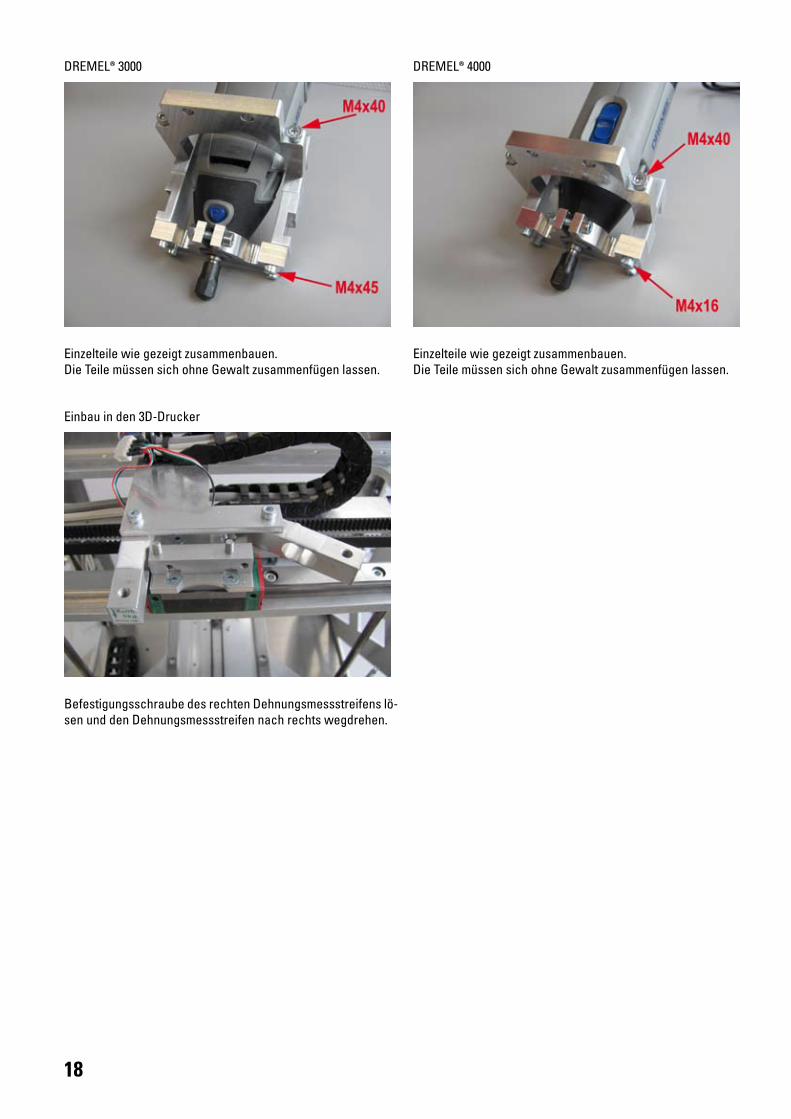
DREMEL®3000 DREMEL®4000
Einzelteilewiegezeigtzusammenbauen.DieTeilemüssensichohneGewaltzusammenfügenlassen.
Einzelteilewiegezeigtzusammenbauen.DieTeilemüssensichohneGewaltzusammenfügenlassen.
Einbauinden3D-Drucker
BefestigungsschraubedesrechtenDehnungsmessstreifenslö-senunddenDehnungsmessstreifennachrechtswegdrehen.

19
DREMEL®3000 DREMEL®4000
MinibohrmaschinewiegezeigtaufExtruderwagenmontieren.HierzudiebeidenSchraubenverwenden,mitdenenvorherdieExtruderhalterungbefestigtwar(imBildmarkiert).Minibohrmaschinesoausrichten,dasssienirgendsdieHalte-rungberührt.
Minibohrmaschine wiegezeigtaufExtruderwagen montie-ren.HierzudiebeidenSchraubenverwenden,mitdenenvorherdieExtruderhalterungbefestigtwar(imBildmarkiert).Minibohrmaschinesoausrichten,dasssienirgendsdieHal-terungberührt.
d)EinbaueinerzweitenoptionalenFührungsschienefürdenFräskopf(nurfürDREMEL®3000undDREMEL®4000)
JenachAuslieferungsdatumliegendemBausatzunterschiedlicheFührungsschienenundFührungswagenbei.DerfolgendeTextunddieBilderbeziehensichaufdieVersionmitgrün/rotemFührungswagen.
DieVersionmitschwarzemFührungswagenwirdaufdiegleicheArtmontiert,jedochisthierbeiLieferungderFüh-rungswagenbereitsaufdieFührungsschieneaufgeschobenundderFührungswagenkannohneGefahrvonderFüh-rungsschienegeschobenwerden.EinHerausfallenderLagerkugelnistnichtmöglich.
BeiderMontagederVersionmitschwarzemFührungswagenistlediglichdieAusrichtungdesFührungswagensaufderFührungsschienezubeachten(sieherechtesBild).DieBeschriftungdesFührungswagensmussaufderSeitederFührungsschieneliegen,dieanderUnterseitenichtmiteinerNutversehenist.
BeiderspäterenMontagederSchienedrehenSiedieseso,dassdieNutanderUnterseitederSchienedorthinweist,woimlautTextdiePfeileaufderFührungsschienemitdemgrün/rotenFührungswagenhinweisensollen.
oben:FührungsschienemitschwarzemFührungswagenunten:Führungsschienemitgrün/rotemFührungswagen
(1)BeschriftungaufdemFührungswagen(2)NutanderUnterseitederFührungsschiene

20
DieMontagehilfe(KunststoffteilinderFührungdesFührungswagens)darfkeinesfallsvordemAufschiebendesFüh-rungswagensentferntwerden,daansonstendieLagerkugelnausdemWagenfallen.Dieswäreirreparabel.
Gleichesgilt,wennderFührungswagennachderMontagevonderFührungsschienegeschobenwird.
DerFührungswagenhataufeinerSeiteeinegeschliffeneFläche (siehePfeil imBild linksunten).DrehenSiedenFührungswagenvordemAufschiebenso,dassdiePfeileaufderFührungsschienezurgeschliffenenFlächedesFüh-rungswagensweisen.
FührungswagenaufdieFührungsschieneaufschieben. Die Montagehilfe schiebt sich beim Aufschieben des Füh-rungswagens automatisch aus dem Führungswagen he-raus.
Führungsschienemit6SchraubenM4x12indievordereNutderX-Platteschrauben.DiePfeileaufderFührungsschienemüssenhierbeiindieglei-che Richtung weisen, wie die Pfeile auf der bereits vorhan-denenFührungsschiene.
AlleSchraubenderFräskopfhalterungundihrerBefestigungandenDehnungsmessstreifennochmalslösen.Fräskopfhalterung wie gezeigt auf dem Führungswagenmontieren.ACHTUNG:dieMinibohrmaschinedarfdieHalterungnichtberühren!

21
Fräskopfhalterungsoausrichten,dassderEndschalterfürdieX-Richtung betätigt wird, bevor die Fräskopfhalterung gegendieX-Plattefährt.AlleSchraubenderFräskopfhalterungendgültigfestziehen.
e)EinbaudesFrästischs ZurErhöhungderStabilitätbeimFräsenkannderUntertisch(Originalstärke4mm)durcheinenverstärktenUntertisch
(Stärke8mm)ersetztwerden.DieserUntertischkannauchbeim3D-Druckverwendetwerden.Esistalsonichterforder-lich,diesenverstärktenUntertischbeimerneutenUmbauzum3D-Drucker,denUntertischwiederzuwechseln.
DieMontagedesverstärktenUntertischsistimKapitel„AnbaudesverstärktenUntertischsmitzweiFührungsschienen“weiterhintenindieserAnleitungbeschrieben.
WirempfehlenbeiderVerwendungdesverstärktenUntertischsunbedingtdenEinbaueinerzweitenFührungsschienefürdenFrästisch.
EinzelteiledesFrästischs. AnschlagplattenwiegezeigtamFrästischmontieren

22
AnbaudesFrästischsmiteinerFührungsschienefürGravierarbeiten
Frästischmitden4Schrauben(sieheMarkierungimBild)aufdenDistanzbolzendesUntertischsmontieren.DieAnschlagplattenmüssenwieimBildgezeigtzumBedienteilhinweisen.
Befestigungsschraubennichtzustarkanziehen,dasieindieKunststoffgewindederDistanzbolzeneingedrehtwerden.AlsstabilereAlternativesindDistanzbolzenausAluminiumalsZubehörteileerhältlich.
AnbaudesFrästischsmitzweiFührungsschienenfürFräsarbeiten
JenachAuslieferungsdatumliegendemBausatzunterschiedlicheFührungsschienenundFührungswagenbei.DerfolgendeTextunddieBilderbeziehensichaufdieVersionmitgrün/rotemFührungswagen.
DieVersionmitschwarzemFührungswagenwirdaufdiegleicheArtmontiert,jedochisthierbeiLieferungderFüh-rungswagenbereitsaufdieFührungsschieneaufgeschobenundderFührungswagenkannohneGefahrvonderFüh-rungsschienegeschobenwerden.EinHerausfallenderLagerkugelnistnichtmöglich.
BeiderMontagederVersionmitschwarzemFührungswagenistlediglichdieAusrichtungdesFührungswagensaufderFührungsschienezubeachten(sieherechtesBild).DieBeschriftungdesFührungswagensmussaufderSeitederFührungsschieneliegen,dieanderUnterseitenichtmiteinerNutversehenist.
BeiderspäterenMontagederSchienedrehenSiedieseso,dassdieNutanderUnterseitederSchienedorthinweist,woimlautTextdiePfeileaufderFührungsschienemitdemgrün/rotenFührungswagenhinweisensollen.
oben:FührungsschienemitschwarzemFührungswagenunten:Führungsschienemitgrün/rotemFührungswagen
(1)BeschriftungaufdemFührungswagen(2)NutanderUnterseitederFührungsschiene

23
4BefestigungsschraubendesUntertischs(imBildmarkiert)et-waslösen(nichtentfernen!).
Untertisch ganz nach hinten schieben und die zusätzlicheFührungsschienemit6SchraubenM4x12(Best.-Nr.1197657)inderrechtenNutderY-Plattebefestigen.
AufdenFührungsschienenbefindensichPfeile(imrechtenBildmarkiert).DieFührungsschienemusssoausgerichtetwerden,dassdiePfeileindiegleicheRichtungweisen,wiediePfeileaufderbereitsmontiertenFührungsschiene.
DieMontagehilfe(KunststoffteilinderFührungdesFührungswagens)darfkeinesfallsvordemAufschiebendesFüh-rungswagensentferntwerden,daansonstendieLagerkugelnausdemWagenfallen.Dieswäreirreparabel.
Gleichesgilt,wennderFührungswagennachderMontagevonderFührungsschienegeschobenwird.
DerFührungswagenhataufeinerSeiteeinegeschliffeneFläche (siehePfeil imBild linksunten).DrehenSiedenFührungswagenvordemAufschiebenso,dassdiePfeileaufderFührungsschienezurgeschliffenenFlächedesFüh-rungswagensweisen.
FührungswagenaufdiezuvormontierteFührungsschieneauf-schieben.
Die Montagehilfe schiebt sich beim Aufschieben des Füh-rungswagensheraus.

24
Führungswagenmit4SenkkopfschraubenM4x12amUntertischfixieren(Schraubennochnichtfestziehen).
UntertischnachhintenschiebenunddievorderenBefesti-gungsschraubenderlinkenFührungsschieneentfernen.
UntertischnachvorneschiebenunddiebeidenverbliebenenBefestigungsschrauben der linken Führungsschiene entfer-nen.
4BefestigungsschraubendesFührungswagens(bereitsvor-hergelöst)entfernen.
LinkenFührungswagen festhaltenundUntertischetwasnachrechtskippen.
Untertischnachhintenschieben,damitdielinkeFührungs-schienemitdemFührungswagenfreizugänglichist.
Der linke Führungswagen darf keinesfalls die Führungsschiene verlassen da ansonsten die Lagerkugeln aus demWagenfallen.Dieswäreirreparabel.
25
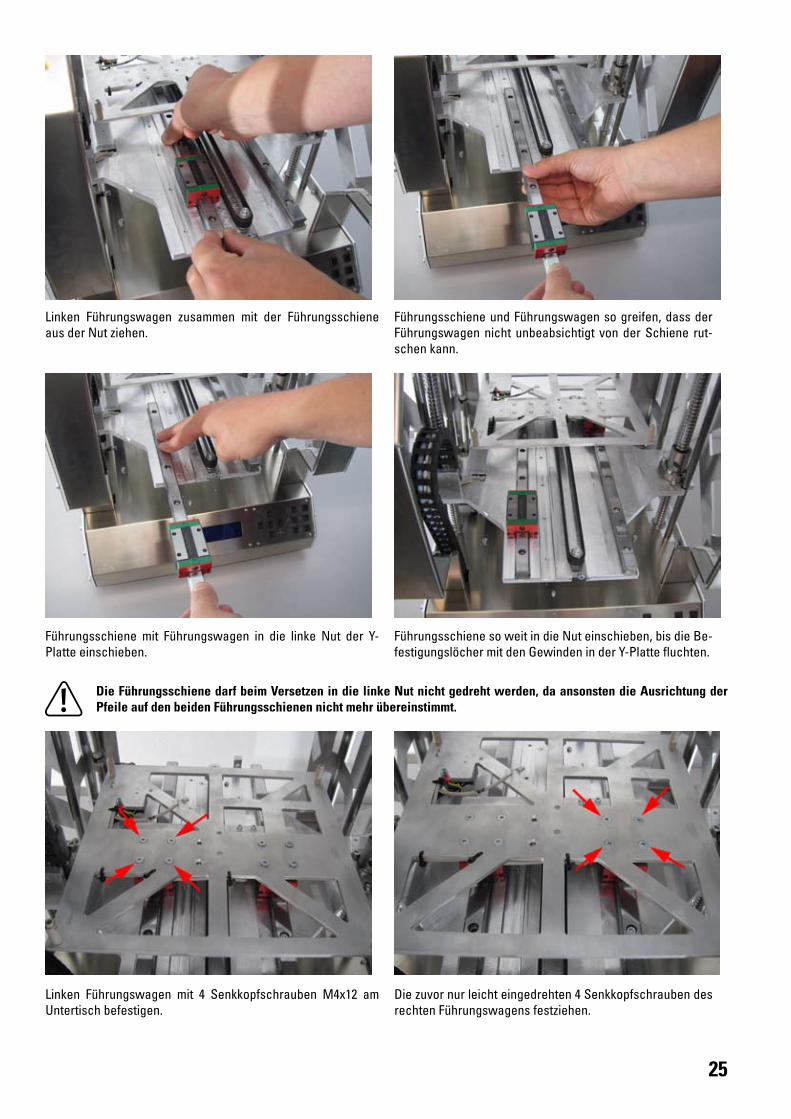
Linken Führungswagen zusammen mit der FührungsschieneausderNutziehen.
FührungsschieneundFührungswagensogreifen,dassderFührungswagen nicht unbeabsichtigt von der Schiene rut-schenkann.
Führungsschiene mit Führungswagen in die linke Nut der Y-Platteeinschieben.
FührungsschienesoweitindieNuteinschieben,bisdieBe-festigungslöchermitdenGewindeninderY-Plattefluchten.
DieFührungsschienedarfbeimVersetzenindielinkeNutnichtgedrehtwerden,daansonstendieAusrichtungderPfeileaufdenbeidenFührungsschienennichtmehrübereinstimmt.
Linken Führungswagen mit 4 Senkkopfschrauben M4x12 amUntertischbefestigen.
Diezuvornurleichteingedrehten4SenkkopfschraubendesrechtenFührungswagensfestziehen.

26
Linke Führungsschiene mit 6 Zylinderkopfschrauben M4x12befestigen. Um die Schrauben besser zu erreichen, kann derUntertischentsprechendverschobenwerden.
Frästisch mit den 4 Schrauben (siehe Markierung im Bild)aufdenDistanzbolzendesUntertischsmontieren.Die Anschlagplatten müssen wie im Bild gezeigt zum Be-dienteilhinweisen.
Befestigungsschraubennichtzustarkanziehen,dasieindieKunststoffgewindederDistanzbolzeneingedrehtwerden.AlsstabilereAlternativesindDistanzbolzenausAluminiumalsZubehörteileerhältlich.
AnbaudesverstärktenUntertischsmitzweiFührungsschienen
ZureinfacherenMontagesolltesichderUntertischhierbeiinderunterstenPositionbefinden.
JenachAuslieferungsdatumliegendemBausatzunterschiedlicheFührungsschienenundFührungswagenbei.DerfolgendeTextunddieBilderbeziehensichaufdieVersionmitgrün/rotemFührungswagen.
DieVersionmitschwarzemFührungswagenwirdaufdiegleicheArtmontiert,jedochisthierbeiLieferungderFüh-rungswagenbereitsaufdieFührungsschieneaufgeschobenundderFührungswagenkannohneGefahrvonderFüh-rungsschienegeschobenwerden.EinHerausfallenderLagerkugelnistnichtmöglich.
BeiderMontagederVersionmitschwarzemFührungswagenistlediglichdieAusrichtungdesFührungswagensaufderFührungsschienezubeachten(sieherechtesBild).DieBeschriftungdesFührungswagensmussaufderSeitederFührungsschieneliegen,dieanderUnterseitenichtmiteinerNutversehenist.
BeiderspäterenMontagederSchienedrehenSiedieseso,dassdieNutanderUnterseitederSchienedorthinweist,woimlautTextdiePfeileaufderFührungsschienemitdemgrün/rotenFührungswagenhinweisensollen.
oben:FührungsschienemitschwarzemFührungswagenunten:Führungsschienemitgrün/rotemFührungswagen
(1)BeschriftungaufdemFührungswagen(2)NutanderUnterseitederFührungsschiene
27
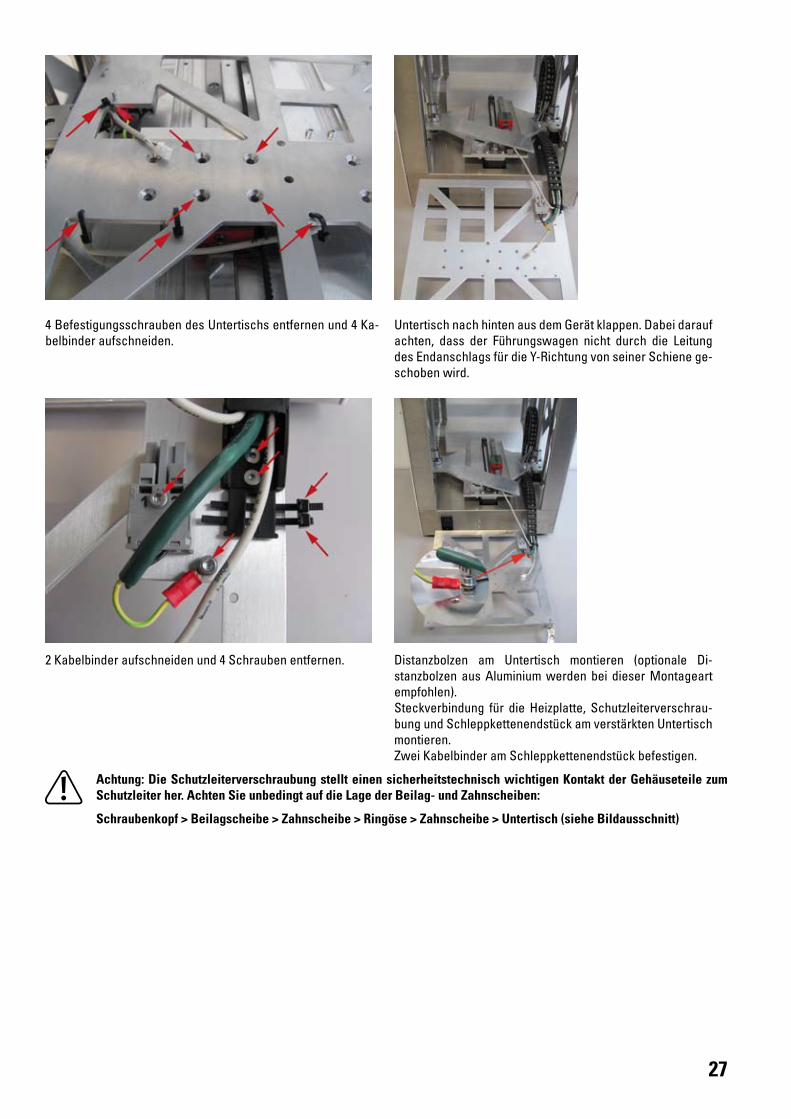
4BefestigungsschraubendesUntertischsentfernenund4Ka-belbinderaufschneiden.
UntertischnachhintenausdemGerätklappen.Dabeidaraufachten, dass der Führungswagen nicht durch die LeitungdesEndanschlagsfürdieY-RichtungvonseinerSchienege-schobenwird.
2Kabelbinderaufschneidenund4Schraubenentfernen. Distanzbolzen am Untertisch montieren (optionale Di-stanzbolzen aus Aluminium werden bei dieser Montageartempfohlen).Steckverbindung für die Heizplatte, Schutzleiterverschrau-bungundSchleppkettenendstückamverstärktenUntertischmontieren.ZweiKabelbinderamSchleppkettenendstückbefestigen.
Achtung:DieSchutzleiterverschraubungstellteinensicherheitstechnischwichtigenKontaktderGehäuseteilezumSchutzleiterher.AchtenSieunbedingtaufdieLagederBeilag-undZahnscheiben:
Schraubenkopf>Beilagscheibe>Zahnscheibe>Ringöse>Zahnscheibe>Untertisch(sieheBildausschnitt)

28
DieMontagehilfe(KunststoffteilinderFührungdesFührungswagens)darfkeinesfallsvordemAufschiebendesFüh-rungswagensentferntwerden,daansonstendieLagerkugelnausdemWagenfallen.Dieswäreirreparabel.
Gleichesgilt,wennderFührungswagennachderMontagevonderFührungsschienegeschobenwird.
DerFührungswagenhataufeinerSeiteeinegeschliffeneFläche (siehePfeil imBild linksunten).DrehenSiedenFührungswagenvordemAufschiebenso,dassdiePfeileaufderFührungsschienezurgeschliffenenFlächedesFüh-rungswagensweisen.
FührungswagenaufdieFührungsschieneaufschieben. Die Montagehilfe schiebt sich beim Aufschieben des Füh-rungswagens automatisch aus dem Führungswagen he-raus.
AufdenFührungsschienenbefindensichPfeile.DieFührungsschienemusssoausgerichtetwerden,dassdiePfeileindiegleicheRichtungweisen,wiediePfeileaufderbereitsmontiertenFührungsschiene.
ZusätzlicheFührungsschienemit6SchraubenM4x12(Best.-Nr.1197657)indielinkeNutderY-Plattemontieren.
Untertisch wieder ins Gerät klappen und mit den beilie-genden(längeren)SenkkopfschraubenM4x16aufdemFüh-rungswagenderzusätzlichenFührungsschienemontieren.DieSchraubennochnichtganzfestziehen.
29
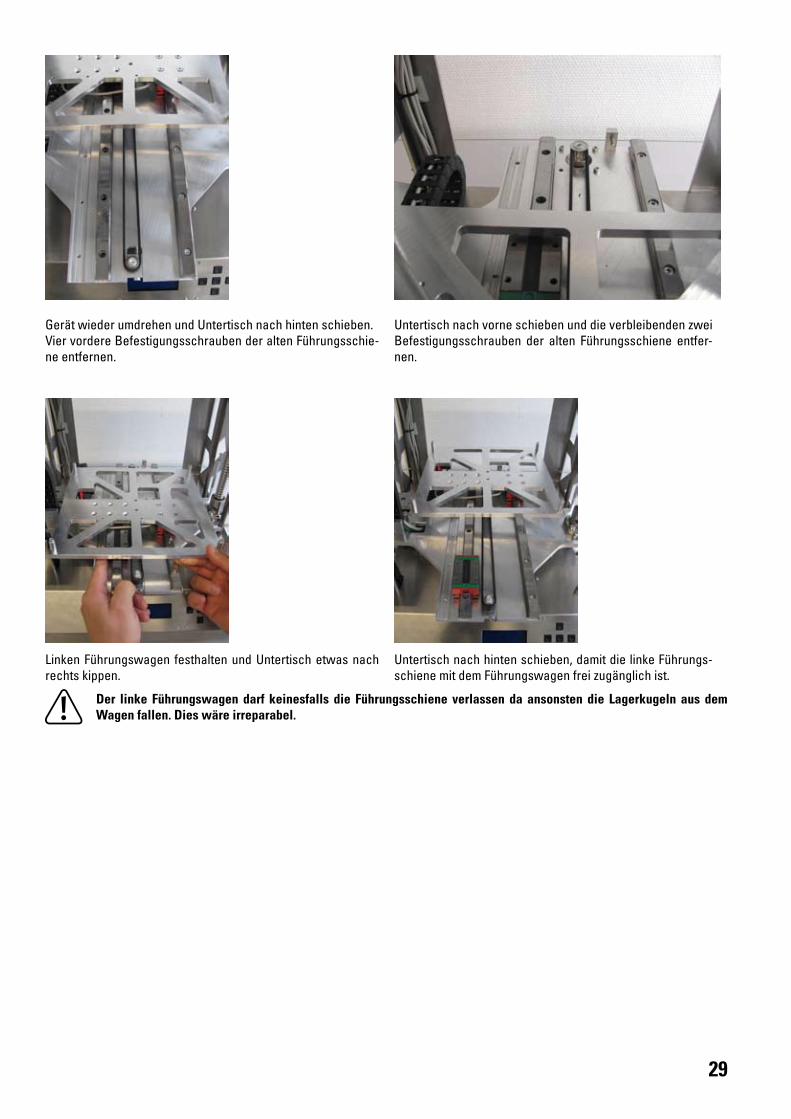
GerätwiederumdrehenundUntertischnachhintenschieben.ViervordereBefestigungsschraubenderaltenFührungsschie-neentfernen.
UntertischnachvorneschiebenunddieverbleibendenzweiBefestigungsschrauben der alten Führungsschiene entfer-nen.
LinkenFührungswagen festhaltenundUntertischetwasnachrechtskippen.
Untertischnachhintenschieben,damitdielinkeFührungs-schienemitdemFührungswagenfreizugänglichist.
Der linke Führungswagen darf keinesfalls die Führungsschiene verlassen da ansonsten die Lagerkugeln aus demWagenfallen.Dieswäreirreparabel.
30
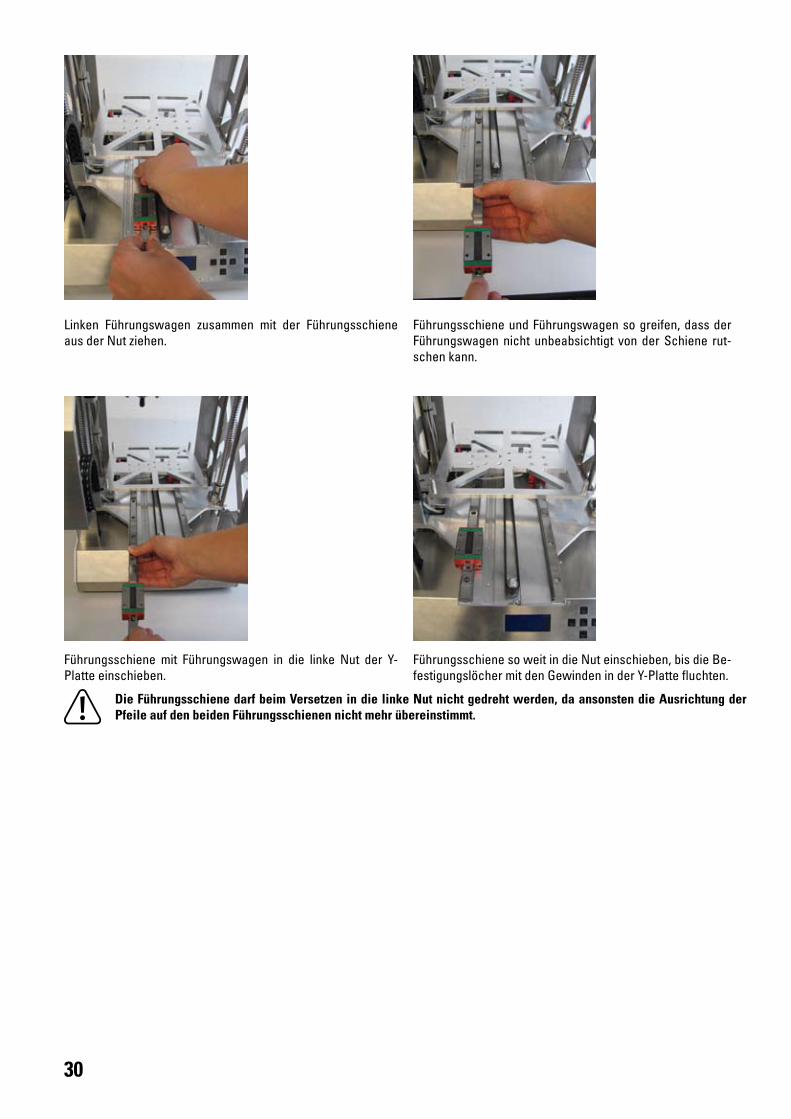
Linken Führungswagen zusammen mit der FührungsschieneausderNutziehen.
FührungsschieneundFührungswagensogreifen,dassderFührungswagen nicht unbeabsichtigt von der Schiene rut-schenkann.
Führungsschiene mit Führungswagen in die linke Nut der Y-Platteeinschieben.
FührungsschienesoweitindieNuteinschieben,bisdieBe-festigungslöchermitdenGewindeninderY-Plattefluchten.
DieFührungsschienedarfbeimVersetzenindielinkeNutnichtgedrehtwerden,daansonstendieAusrichtungderPfeileaufdenbeidenFührungsschienennichtmehrübereinstimmt.
31
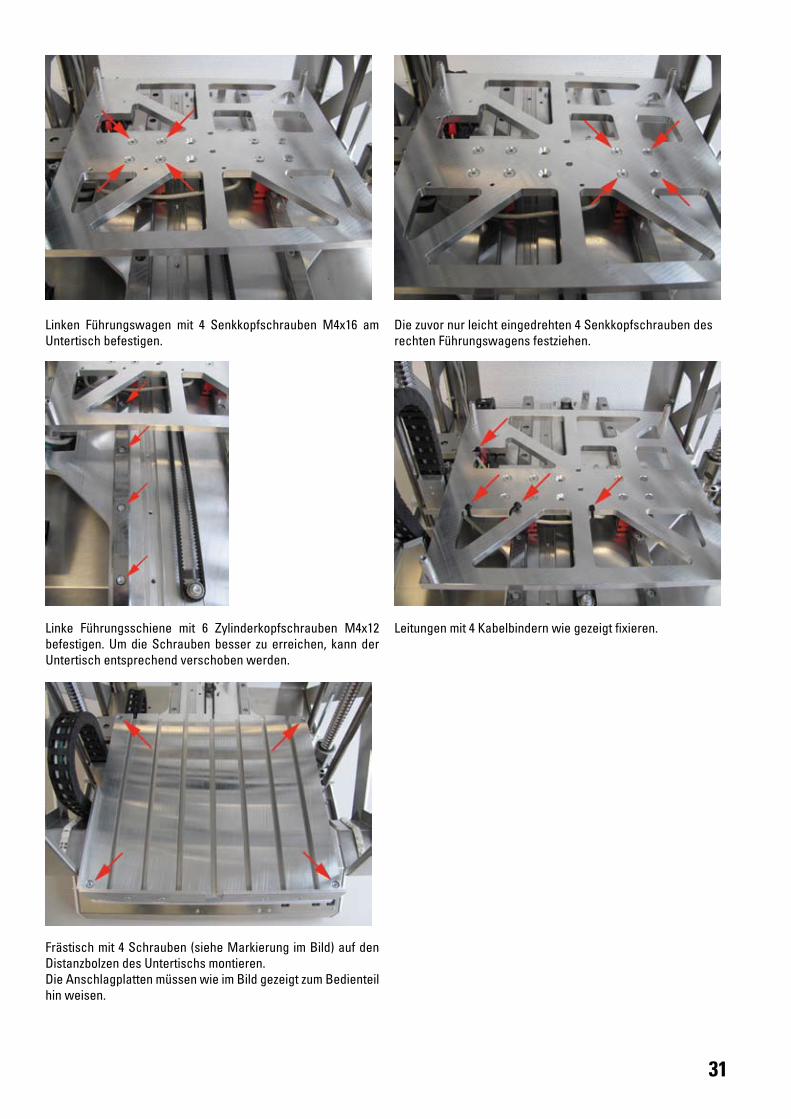
Linken Führungswagen mit 4 Senkkopfschrauben M4x16 amUntertischbefestigen.
Diezuvornurleichteingedrehten4SenkkopfschraubendesrechtenFührungswagensfestziehen.
Linke Führungsschiene mit 6 Zylinderkopfschrauben M4x12befestigen. Um die Schrauben besser zu erreichen, kann derUntertischentsprechendverschobenwerden.
Leitungenmit4Kabelbindernwiegezeigtfixieren.
Frästischmit4Schrauben(sieheMarkierungimBild)aufdenDistanzbolzendesUntertischsmontieren.DieAnschlagplattenmüssenwieimBildgezeigtzumBedienteilhinweisen.
32
9.FirmwareUpdateLadenSiedieneuesteFirmwareherunter.InihristdieGravier-undFräsoptionenthalten,ohnedieeinGravier-bzw.Fräsbetriebnichtmöglichist.
DieaktuellinstallierteFirmware-VersionIhresDruckerswirdnachdemEinschaltendesDruckerskurzinderoberenDisplayzeileangezeigt.
Firmware-Updates finden Sie unter https://github.com/RF1000/Repetier-Firmware. Hier werden immer die aktuellstenFirmware-UpdateszurVerfügunggestellt.Mankanndortzwischenzweisogenannten„Branches“wählen:
„Master“istdieendgültigeVersionderFirmware.
„Development“istdieVersionderFirmware,diesichmomentannochinderEntwicklungbefindet.
DerFirmware-LinkistauchinderCustom-SoftwareRepetier-Hostunter„Hilfe“>„RF1000Firmware“erreichbar.
Update-Vorgang
DerDruckermussandieUSB-SchnittstelledesComputersangeschlossenseinunddarfnichtmiteineranderenSoft-wareverbundensein(beiRepetier-Hostz.B.auf„Trennen“klicken).AußerdemmusserandieNetzversorgungange-schlossenundeingeschaltetsein.
• LadenSiedieentsprechendeUpdate-DateiherunterundspeichernSiesieaufIhremComputerab.
• FührenSiedieDateiarduino.exe,diesichaufderdemDruckerbeiliegendenSD-Kartebefindetaus(Ordner„Arduino“undseineVersions-Unterordneröffnen,bisdieDatei„arduino.exe“gefundenwird.
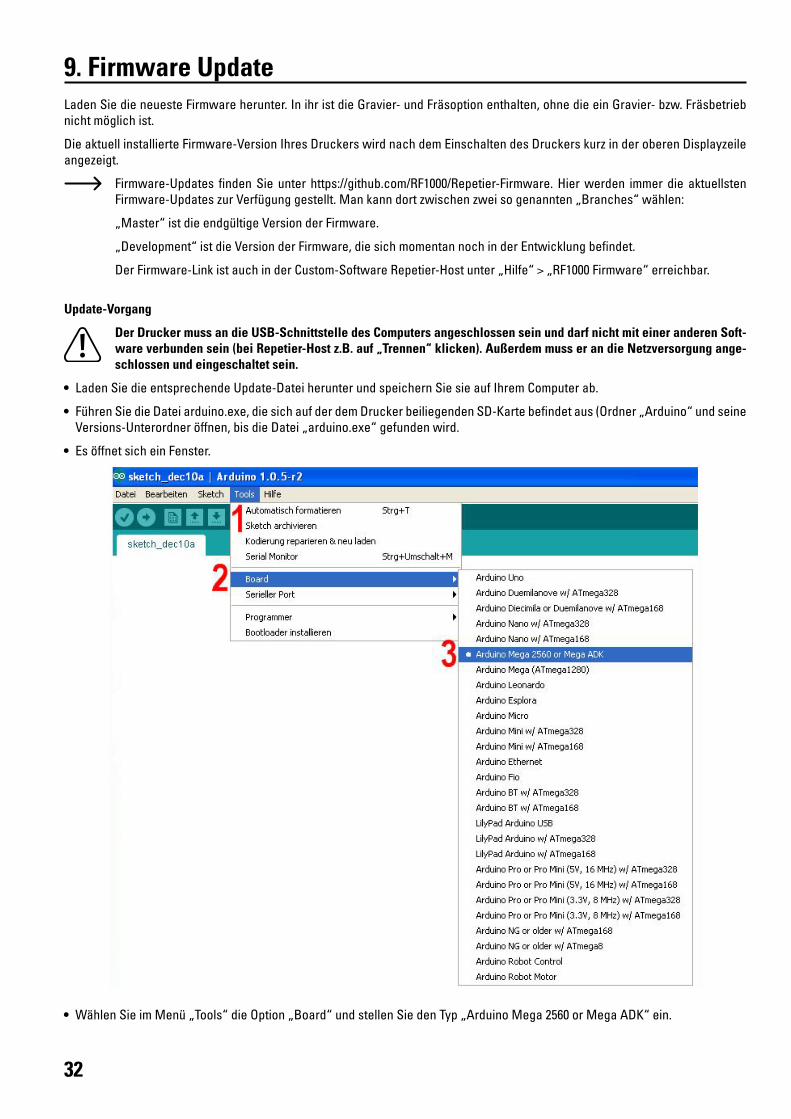
• EsöffnetsicheinFenster.
• WählenSieimMenü„Tools“dieOption„Board“undstellenSiedenTyp„ArduinoMega2560orMegaADK“ein.

33
• WählenSieimMenü„Tools“dieOption„SeriellerPort“undstellenSiedenrichtigenPortein.
DiePortnummeristsystemabhängig.SiekönnensieimGerätemanagerderSystemsteuerungunterAnschlüsse(COMundLPT)nachsehen.
• WählenSieimMenü„Datei“dieOption„Öffnen...“undwählenSiedieDatei„repetier.ino“ausdemheruntergeladenenFirm-ware-Ordneraus.
DieDatei„repetier.ino“findenSieunterfolgendemDateipfad:„Repetier-Firmware-master\src\ArduinoAVR\Repetier“

34
• EsöffnetsicheinneuesFenster.
• KlickenSiehierimMenü„Datei“auf„Upload“,umdieneueFirmwareanden3D-Druckerzuübertragen.
• NacherfolgreichemFirmware-Updatestartetder3D-DruckerneuundzeigtdieneueFirmware-VersionnachdemStartkurzindererstenDisplayzeilean.
35
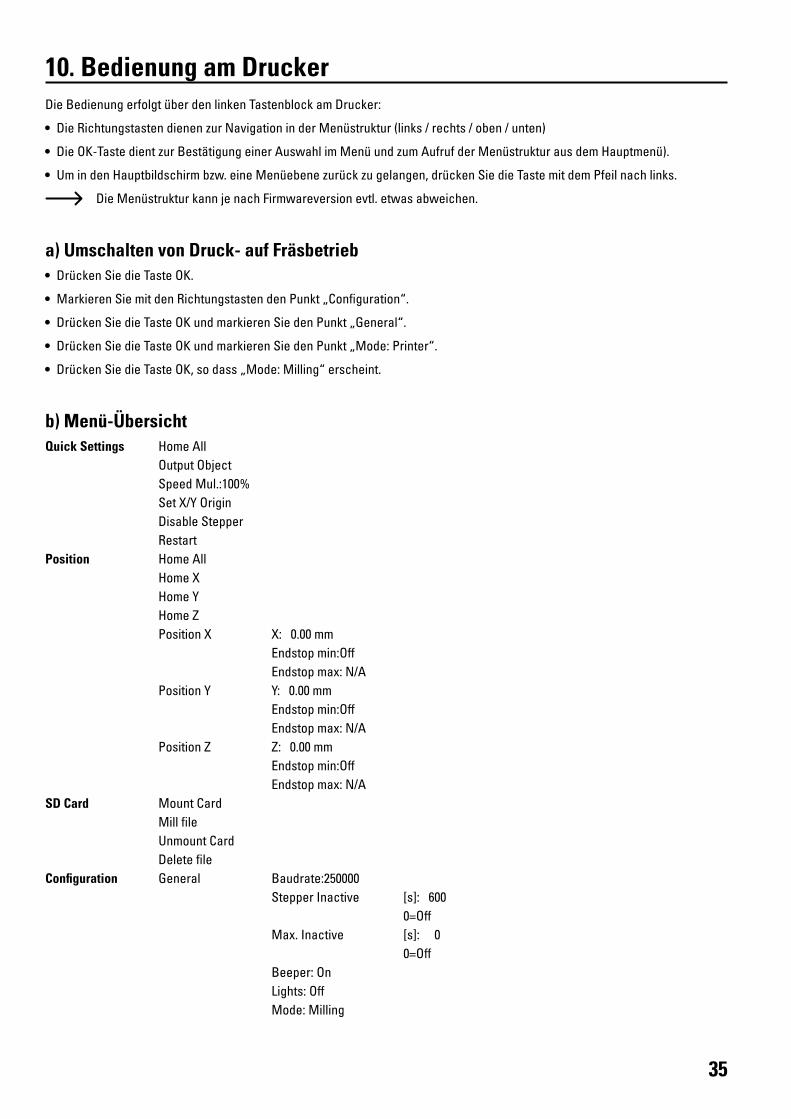
10.BedienungamDruckerDieBedienungerfolgtüberdenlinkenTastenblockamDrucker:
• DieRichtungstastendienenzurNavigationinderMenüstruktur(links/rechts/oben/unten)
• DieOK-TastedientzurBestätigungeinerAuswahlimMenüundzumAufrufderMenüstrukturausdemHauptmenü).
• UmindenHauptbildschirmbzw.eineMenüebenezurückzugelangen,drückenSiedieTastemitdemPfeilnachlinks.
DieMenüstrukturkannjenachFirmwareversionevtl.etwasabweichen.
a)UmschaltenvonDruck-aufFräsbetrieb• DrückenSiedieTasteOK.
• MarkierenSiemitdenRichtungstastendenPunkt„Configuration“.
• DrückenSiedieTasteOKundmarkierenSiedenPunkt„General“.
• DrückenSiedieTasteOKundmarkierenSiedenPunkt„Mode:Printer“.
• DrückenSiedieTasteOK,sodass„Mode:Milling“erscheint.
b)Menü-ÜbersichtQuickSettings HomeAll OutputObject SpeedMul.:100% SetX/YOrigin DisableStepper RestartPosition HomeAll HomeX HomeY HomeZ PositionX X:0.00mm Endstopmin:Off Endstopmax:N/A PositionY Y:0.00mm Endstopmin:Off Endstopmax:N/A PositionZ Z:0.00mm Endstopmin:Off Endstopmax:N/ASDCard MountCard Millfile UnmountCard DeletefileConfiguration General Baudrate:250000 StepperInactive [s]:600 0=Off Max.Inactive [s]:0 0=Off Beeper:On Lights:Off Mode:Milling

36
Acceleration PrintX:1000 PrintY:1000 PrintZ:100 MoveX:1000 MoveY:1000 MoveZ:100 X/Y-Jerk:10.0 Z-Jerk:0.1 Feedrate MaxX:500 MaxY:500 MaxZ:50 HomeX:165 HomeY:165 HomeZ:10 StoretoEEPROM Loadf.EEPROM ZCalibration ScanWorkPart PositionZ Z:15.00mm Endstopmin:Off Endstopmax:Off SetZOrigin FindZOrigin SetWorkPart:1 SetX/YStart SetX/YEnd SetdX:1mm SetdY:1mm
c)FunktiondereinzelnenMenüpunkteQuickSettings
HomeAll AlleAchsenindieHome-PositionfahrenOutputObject FrästischaufEntnahmepositionfahrenSpeedMul.:100% ProzentualeEinstellungderVorschubgeschwindigkeitSetX/YOrigin FestlegungdesWerkstück-NullpunktsDisableStepper AlleMotorenausschaltenRestart NeustartFirmware-Reset
Position
HomeAll AlleAchsenindieHome-PositionfahrenHomeX X-AchseindieHome-PositionfahrenHomeY Y-AchseindieHome-PositionfahrenHomeZ Z-AchseindieHome-PositionfahrenPositionX X-AchseineineeinstellbarePositionfahren/AnzeigedesEndschalterzustandsPositionY Y-AchseineineeinstellbarePositionfahren/AnzeigedesEndschalterzustandsPositionZ Z-AchseineineeinstellbarePositionfahren/AnzeigedesEndschalterzustands
SDCard
MountCard SD-Karteinitialisieren(nachdemEinlegen)MillFile FräsbetriebvonSD-KartestartenUnmountCard SD-KartezurEntnahmedeaktivierenDeleteFile DateivonSD-Kartelöschen(danacherfolgtdieAuswahlderzulöschendenDatei)
37
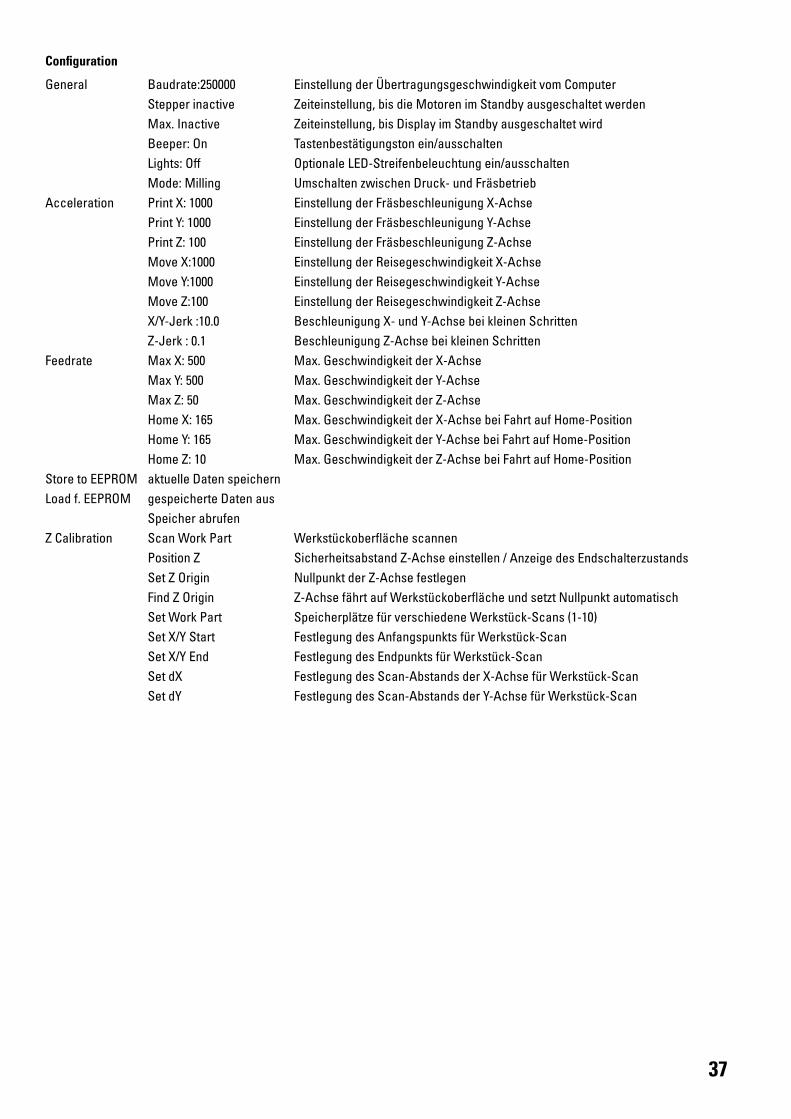
Configuration
General Baudrate:250000 EinstellungderÜbertragungsgeschwindigkeitvomComputer Stepperinactive Zeiteinstellung,bisdieMotorenimStandbyausgeschaltetwerden Max.Inactive Zeiteinstellung,bisDisplayimStandbyausgeschaltetwird Beeper:On Tastenbestätigungstonein/ausschalten Lights:Off OptionaleLED-Streifenbeleuchtungein/ausschalten Mode:Milling UmschaltenzwischenDruck-undFräsbetriebAcceleration PrintX:1000 EinstellungderFräsbeschleunigungX-Achse PrintY:1000 EinstellungderFräsbeschleunigungY-Achse PrintZ:100 EinstellungderFräsbeschleunigungZ-Achse MoveX:1000 EinstellungderReisegeschwindigkeitX-Achse MoveY:1000 EinstellungderReisegeschwindigkeitY-Achse MoveZ:100 EinstellungderReisegeschwindigkeitZ-Achse X/Y-Jerk:10.0 BeschleunigungX-undY-AchsebeikleinenSchritten Z-Jerk:0.1 BeschleunigungZ-AchsebeikleinenSchrittenFeedrate MaxX:500 Max.GeschwindigkeitderX-Achse MaxY:500 Max.GeschwindigkeitderY-Achse MaxZ:50 Max.GeschwindigkeitderZ-Achse HomeX:165 Max.GeschwindigkeitderX-AchsebeiFahrtaufHome-Position HomeY:165 Max.GeschwindigkeitderY-AchsebeiFahrtaufHome-Position HomeZ:10 Max.GeschwindigkeitderZ-AchsebeiFahrtaufHome-PositionStoretoEEPROM aktuelleDatenspeichernLoadf.EEPROM gespeicherteDatenaus SpeicherabrufenZCalibration ScanWorkPart Werkstückoberflächescannen PositionZ SicherheitsabstandZ-Achseeinstellen/AnzeigedesEndschalterzustands SetZOrigin NullpunktderZ-Achsefestlegen FindZOrigin Z-AchsefährtaufWerkstückoberflächeundsetztNullpunktautomatisch SetWorkPart SpeicherplätzefürverschiedeneWerkstück-Scans(1-10) SetX/YStart FestlegungdesAnfangspunktsfürWerkstück-Scan SetX/YEnd FestlegungdesEndpunktsfürWerkstück-Scan SetdX FestlegungdesScan-AbstandsderX-AchsefürWerkstück-Scan SetdY FestlegungdesScan-AbstandsderY-AchsefürWerkstück-Scan

38
11.Software„CamBam“MitderSoftwareCamBamwerdennurdieArbeitsschrittezurBearbeitungamWerkstückfestgelegt.DieSoftwareerzeugteineG-Code-Datei,diedieseArbeitsschrittebeinhaltet.
DieseG-Code-Dateiwirddannindiebereitsvom3D-DruckbekannteSoftware„Repetier-Hostübertragen“,inderdiedrucker-spezifischenDaten,wieFrästischgrößeetc.berücksichtigtwerden.
„CamBam“istnureinevonvielenMöglichkeiten,mitdemumgebauten3D-DruckerDateienzumFräsenbzw.Gravierenzuerzeu-gen.GrundsätzlichkannhierfürjedeCNC-Softwarebenutztwerden,diealsErgebniseineG-Code-Dateierzeugt.
HiersolldiegrundsätzlicheFunktionsweisevonCamBamanhandeinesBeispielsbeschriebenwerden.
a)AllgemeineszurSoftwareImRahmendieserAnleitungkannleidernichtdiekompletteFunktionsweisederSoftwareerklärtwerden.Hierzuverweisenwirauf das Handbuch zur Software im Bereich „Documentation“ auf der Internetseite www.cambam.info und auf die integrierteOnline-HilfefunktionderSoftware.
DieGrundbedienungundderWegzumerstenFräs-bzw.Gravierergebnissindjedochnachfolgendbeschrieben.
b)Installation• SiefindendieInstallationsdateiderSoftwareimBereich„Downloads“aufderInternetseitewww.cambam.info.
• LadenSiedieInstallationsdateiherunterundinstallierenSiesie.
• WährendderInstallationkönnenSiedieSoftwarespracheauswählen.
VoraussetzungfürdieInstallationunterWindows:
Microsoft.NetFramework2oder3.5mussaufdemComputerinstalliertsein.BeineuerenComputersystemenistdiesbereitsderFall.BeiälterenSystemenkannesjedocherforderlichsein,Microsoft.NetFrameworkzuinstallieren.DieseSoftwarekannkostenlosvonwww.microsoft.comheruntergeladenwerdenoderSiefolgendemLinkaufderDownload-seitederSoftwareCamBam.
DieweiterenSystemvoraussetzungenfürdieInstallationvonCamBamfindenSieimBereich„Downloads“aufderIn-ternetseitewww.cambam.info.
UpdatesderSoftwarewerdenregelmäßigunterwww.cambam.infoveröffentlicht.
DieSoftwareisteineTestversion,dieauf40StartsderSoftwarebegrenztist.DanachwirdderFunktionsumfangaufmax.500ZeileninderG-Code-Dateibegrenzt.DiesreichtfürkleinereProjektenormalerweiseaus.WollenSiedieSoftwareje-dochweiterhinmitdemvollenFunktionsumfangbenutzen,müssenSieeinenLizenzschlüsselvomHerstellererwerben.

39
c)Software-Einrichtung
(1) StartenSiedasProgramm„CamBam“undwählenSiedenTab„System“linksobenimFenster.
(2) KlickenSiemitderrechtenMaustasteauf„Post-Prozessoren“undwählenSie„NeuerPost-Prozessor“(Linksklick).
(1) VergebenSieeinenNamenfürdenneuenPost-Prozessor(z.B.RF1000).
40
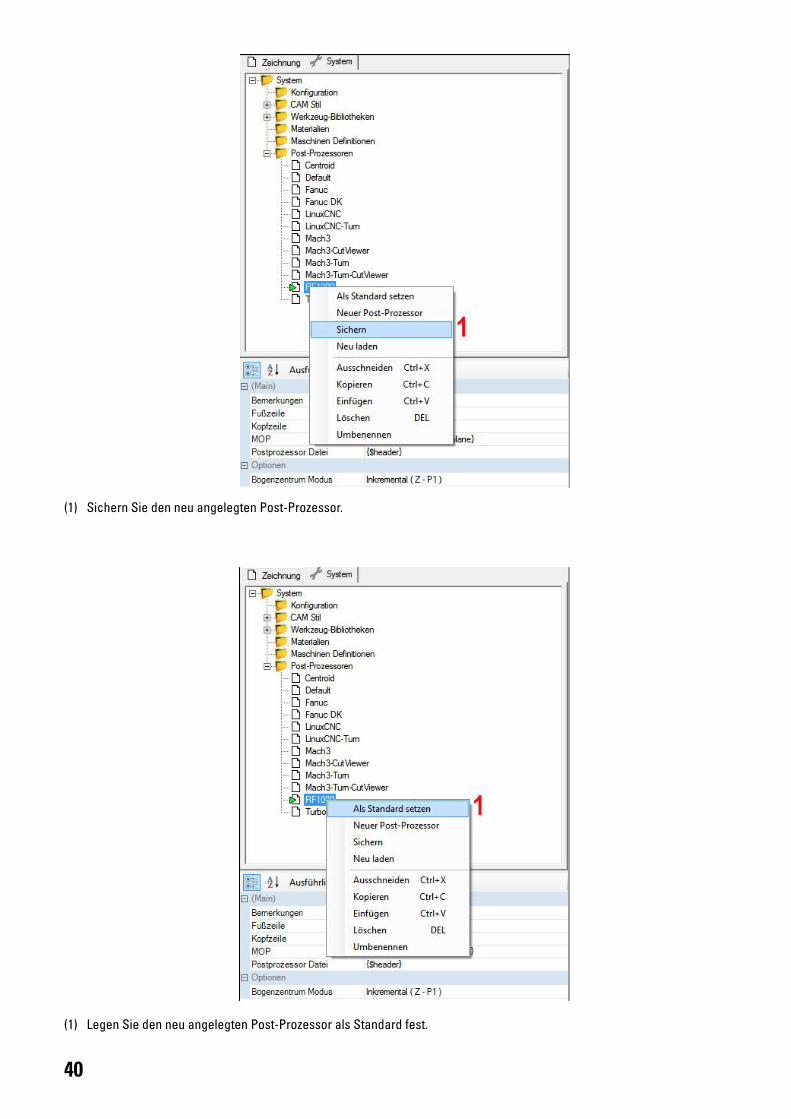
(1) SichernSiedenneuangelegtenPost-Prozessor.
(1) LegenSiedenneuangelegtenPost-ProzessoralsStandardfest.
41
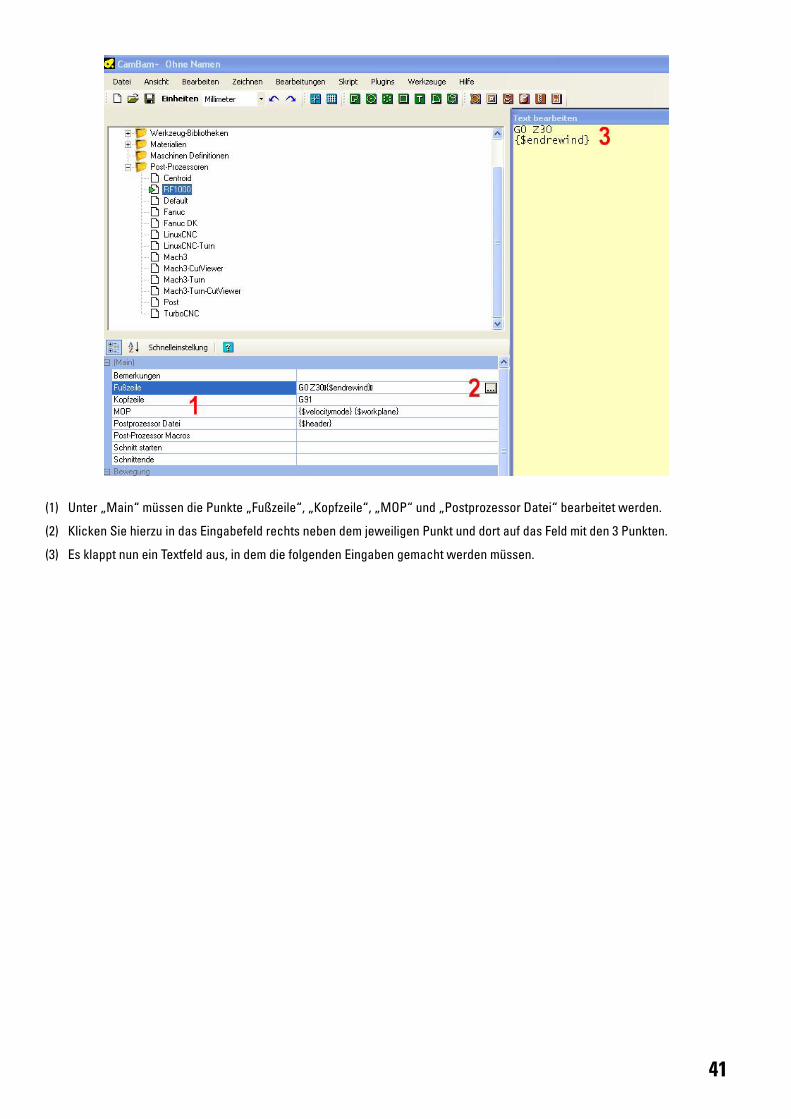
(1) Unter„Main“müssendiePunkte„Fußzeile“,„Kopfzeile“,„MOP“und„PostprozessorDatei“bearbeitetwerden.
(2) KlickenSiehierzuindasEingabefeldrechtsnebendemjeweiligenPunktunddortaufdasFeldmitden3Punkten.
(3) EsklapptnuneinTextfeldaus,indemdiefolgendenEingabengemachtwerdenmüssen.

42
Fußzeile
TragenSiefolgendeDatenwieimBildgezeigtein:
Kopfzeile
TragenSiefolgendeDatenwieimBildgezeigtein:

43
MOP
TragenSiefolgendeDatenwieimBildgezeigtein:
Post-ProzessorDatei
TragenSiefolgendeDatenwieimBildgezeigtein:

44
d)Werkstück-Einstellungen
(1) WählenSiedenTab„Zeichnung“.
(2) KlickenSiedenPunkt„Bearbeitungen“linksobenimFensteran.
(3) ÖffnenSiedenPunkt„Werkstück“unter„Grundeinstellungen“(+-Symbolanklicken).
(4) ÖffnenSiedenPunkt„Werkstückgröße“undtragenSiehierdieWerkstückabmessungenfürXundYein(Zmussnichtein-gegebenwerden).
(5) Unter„Farbe“kanndieFarbedesWerkstücksinderGrafikanzeige(rechtesFensterderSoftware)ausgewähltwerden.
Bitte beachten Sie, dass bei Maßeingaben als Dezimaltrennzeichen immer ein Punkt (nicht ein Komma) verwendetwird.
45
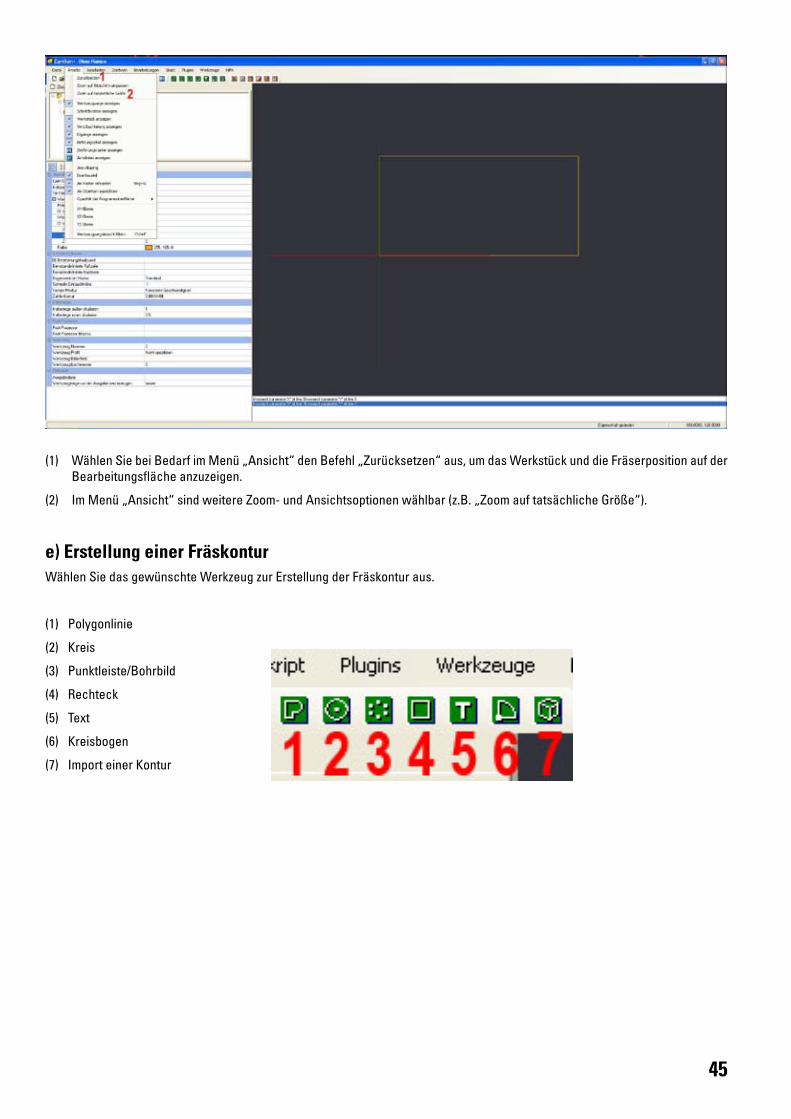
(1) WählenSiebeiBedarfimMenü„Ansicht“denBefehl„Zurücksetzen“aus,umdasWerkstückunddieFräserpositionaufderBearbeitungsflächeanzuzeigen.
(2) ImMenü„Ansicht“sindweitereZoom-undAnsichtsoptionenwählbar(z.B.„ZoomauftatsächlicheGröße“).
e)ErstellungeinerFräskonturWählenSiedasgewünschteWerkzeugzurErstellungderFräskonturaus.
(1) Polygonlinie
(2) Kreis
(3) Punktleiste/Bohrbild
(4) Rechteck
(5) Text
(6) Kreisbogen
(7) ImporteinerKontur
46
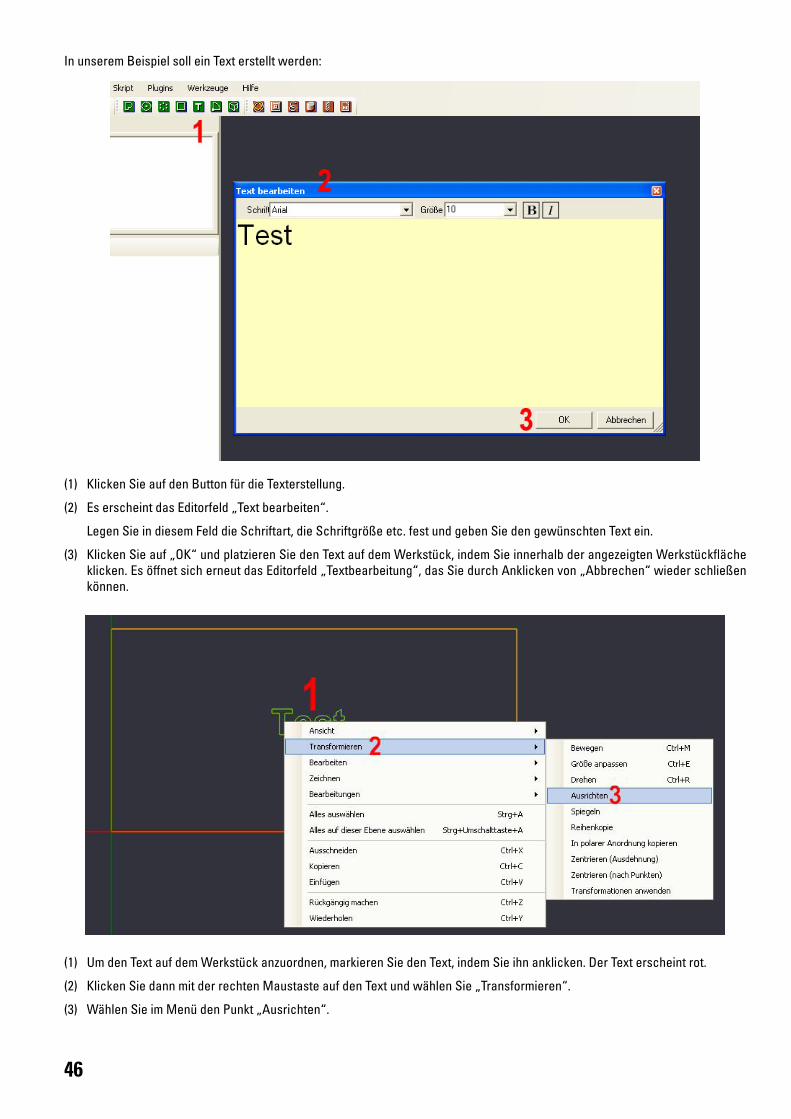
InunseremBeispielsolleinTexterstelltwerden:
(1) KlickenSieaufdenButtonfürdieTexterstellung.
(2) EserscheintdasEditorfeld„Textbearbeiten“.
LegenSieindiesemFelddieSchriftart,dieSchriftgrößeetc.festundgebenSiedengewünschtenTextein.
(3) KlickenSieauf„OK“undplatzierenSiedenTextaufdemWerkstück,indemSieinnerhalbderangezeigtenWerkstückflächeklicken.EsöffnetsicherneutdasEditorfeld„Textbearbeitung“,dasSiedurchAnklickenvon„Abbrechen“wiederschließenkönnen.
(1) UmdenTextaufdemWerkstückanzuordnen,markierenSiedenText,indemSieihnanklicken.DerTexterscheintrot.
(2) KlickenSiedannmitderrechtenMaustasteaufdenTextundwählenSie„Transformieren“.
(3) WählenSieimMenüdenPunkt„Ausrichten“.
47
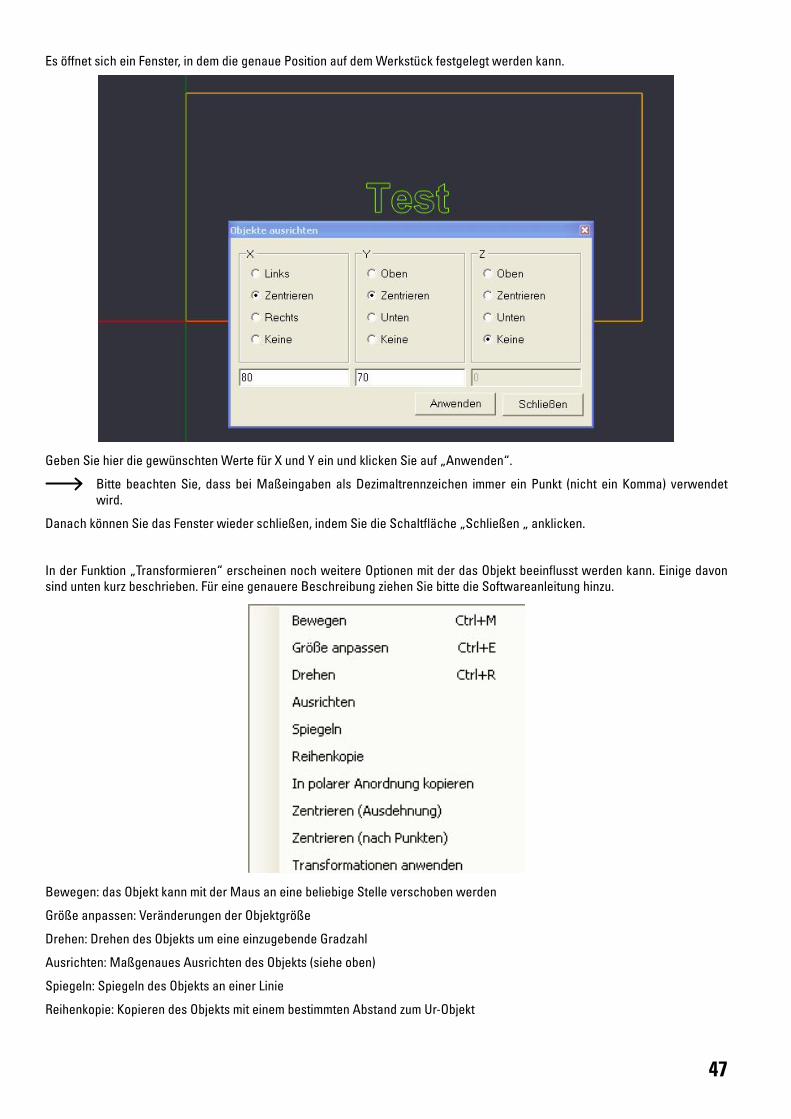
EsöffnetsicheinFenster,indemdiegenauePositionaufdemWerkstückfestgelegtwerdenkann.
GebenSiehierdiegewünschtenWertefürXundYeinundklickenSieauf„Anwenden“.
Bitte beachten Sie, dass bei Maßeingaben als Dezimaltrennzeichen immer ein Punkt (nicht ein Komma) verwendetwird.
DanachkönnenSiedasFensterwiederschließen,indemSiedieSchaltfläche„Schließen„anklicken.
InderFunktion„Transformieren“erscheinennochweitereOptionenmitderdasObjektbeeinflusstwerdenkann.Einigedavonsinduntenkurzbeschrieben.FüreinegenauereBeschreibungziehenSiebittedieSoftwareanleitunghinzu.
Bewegen:dasObjektkannmitderMausaneinebeliebigeStelleverschobenwerden
Größeanpassen:VeränderungenderObjektgröße
Drehen:DrehendesObjektsumeineeinzugebendeGradzahl
Ausrichten:MaßgenauesAusrichtendesObjekts(sieheoben)
Spiegeln:SpiegelndesObjektsaneinerLinie
Reihenkopie:KopierendesObjektsmiteinembestimmtenAbstandzumUr-Objekt

48
f)AuswahlderMaschinenoperationMarkierenSiedasObjekt(inunseremBeispieldenText„Test“).
WählenSiediegewünschteMaschinenoperationaus(inunseremBeispielwählenwir„Gravieren“(3)aus.
(1) Profilfräsen
(2) Taschenfräsen
(3) Gravieren
(4) Fräsenvon3D-Konturen
(5) Bohren
(6) ImporteinerG-Code-Datei
ImlinkenBereichdesSoftwarefensterswerdennundieOptionenfürdieMaschinenoperationeingegeben.
(1) BeschreibungderMaschinenoperation
(2) BeimehrerenFräsdurchgängenwirdhierdieTie-fenzustellungdesletztenFräsdurchgangseinge-stellt.
(3) Sicherheitshöhe beim Verfahren von einemBuchstabenzumanderenbzw.voneinemFräs-vorgangzumnächsten.
(4) TiefenzustellungproFräsvorgang
(5) Werkstückoberfläche=0
(6) Zieltiefe ist die endgültige Tiefe des gesamtenFräsvorgangs.
(7) Vorschub-Geschwindigkeit beim Eintauchen insWerkstück(Z-Richtung).
(8) Vorschub-Geschwindigkeit beim Fräsen für dieX-undY-Richtung
(9) Wenn Sie mehrere Fräser verwenden, könnenSiehierNummernvergeben,diedasWerkzeugeindeutigidentifizieren.DieseWerkzeugnummerwird von der Software automatisch übernom-men.BeispäterenArbeitenkanndasWerkzeugdannkomfortabelüberdieNummerausgewähltwerden.
(10)ProfildesverwendetenWerkzeugs
(11)DurchmesserdesverwendetenWerkzeugs
BittebeachtenSie,dassbeiMaßeingabenals Dezimaltrennzeichen immer ein Punkt(nichteinKomma)verwendetwird.
49
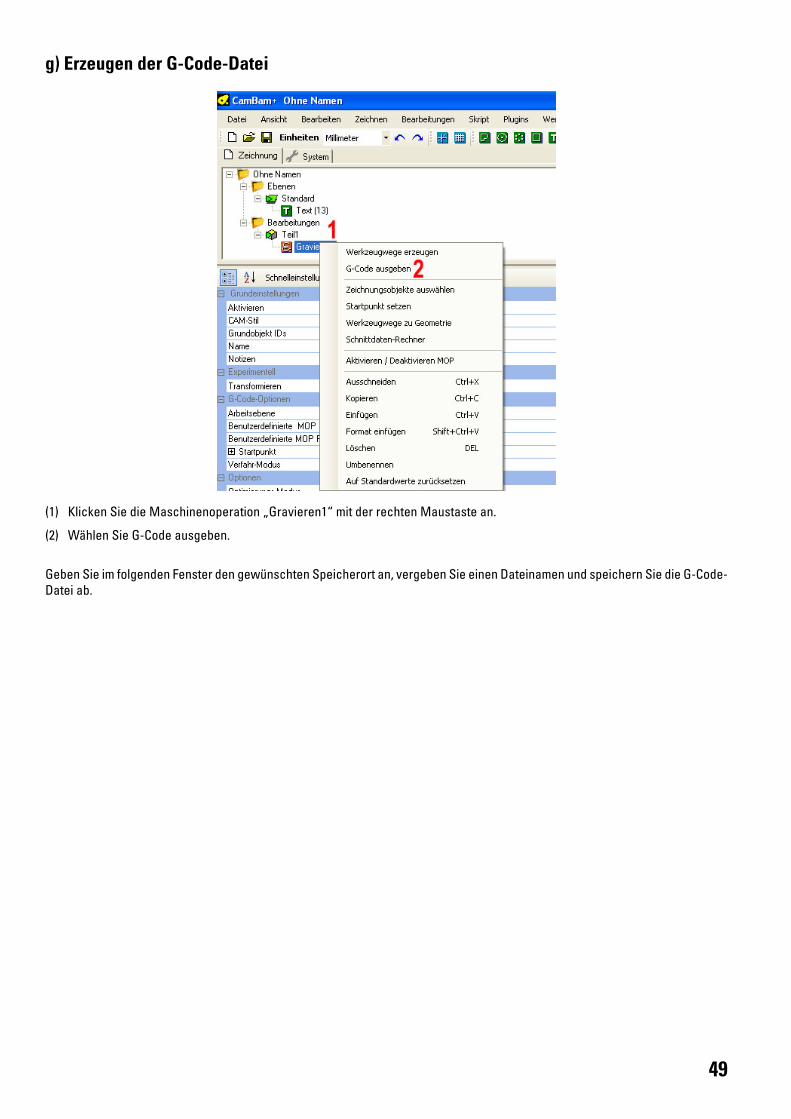
g)ErzeugenderG-Code-Datei
(1) KlickenSiedieMaschinenoperation„Gravieren1“mitderrechtenMaustastean.
(2) WählenSieG-Codeausgeben.
GebenSieimfolgendenFensterdengewünschtenSpeicherortan,vergebenSieeinenDateinamenundspeichernSiedieG-Code-Dateiab.

50
12.Software„Repetier-Host“VerwendenSieimmerdieneuesteVersionderSoftware.DieFräsoptionwirdabVersionV1.0.6unterstützt.
UpdatesfindenSieaufwww.conrad.comimDownloadbereichaufderProduktseitedes3D-Druckers.
a)EinstellungStartenSiedasProgramm„Repetier-Host“undwählenSieDruckereinstellungenrechtsobenimFenster.
BenennenSiedenDruckerimfolgendenFenstermitRF1000_CNC.
KlickenSiedenTab„Druckerform“an.
ÜbertragenSiedieEinstellungen1:1wieimfolgendenBildgezeigtundklickenSieauf„Übernehmen“.
KlickenSiedannauf„OK“.
51
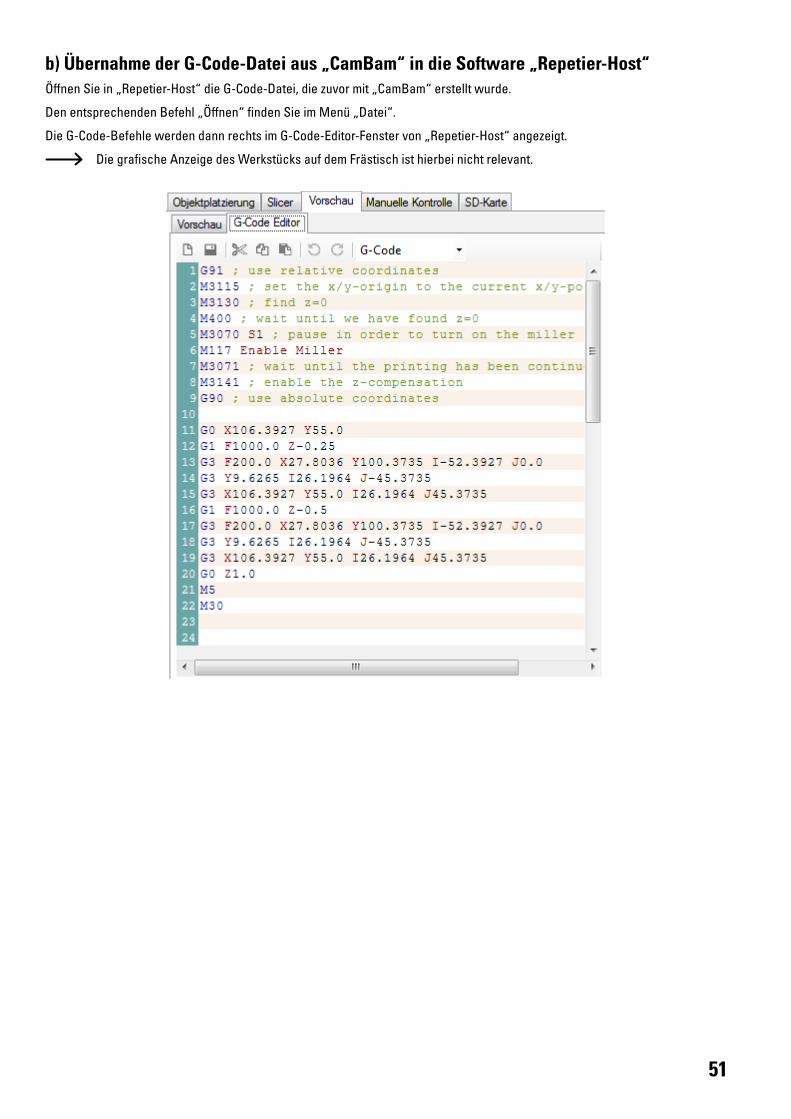
b)ÜbernahmederG-Code-Dateiaus„CamBam“indieSoftware„Repetier-Host“ÖffnenSiein„Repetier-Host“dieG-Code-Datei,diezuvormit„CamBam“erstelltwurde.
DenentsprechendenBefehl„Öffnen“findenSieimMenü„Datei“.
DieG-Code-BefehlewerdendannrechtsimG-Code-Editor-Fenstervon„Repetier-Host“angezeigt.
DiegrafischeAnzeigedesWerkstücksaufdemFrästischisthierbeinichtrelevant.
52
13.Werkstück-Scan• SchaltenSiedenDruckerein.
• WählenSieimDruckermenü„QuickSettings“>>„OutputObject“.
• SpannenSiedasWerkstückaufdemFrästischauf.
• SpannenSiedenFräserindieMinibohrmaschineein.
FürdenWerkstück-Scanempfiehltessich,denFräserverkehrtherumindieMinibohrmaschineeinzuspannen.Hier-durchwirdeineBeschädigungderFräserschneidenwährenddesWerkstück-Scansvermieden.
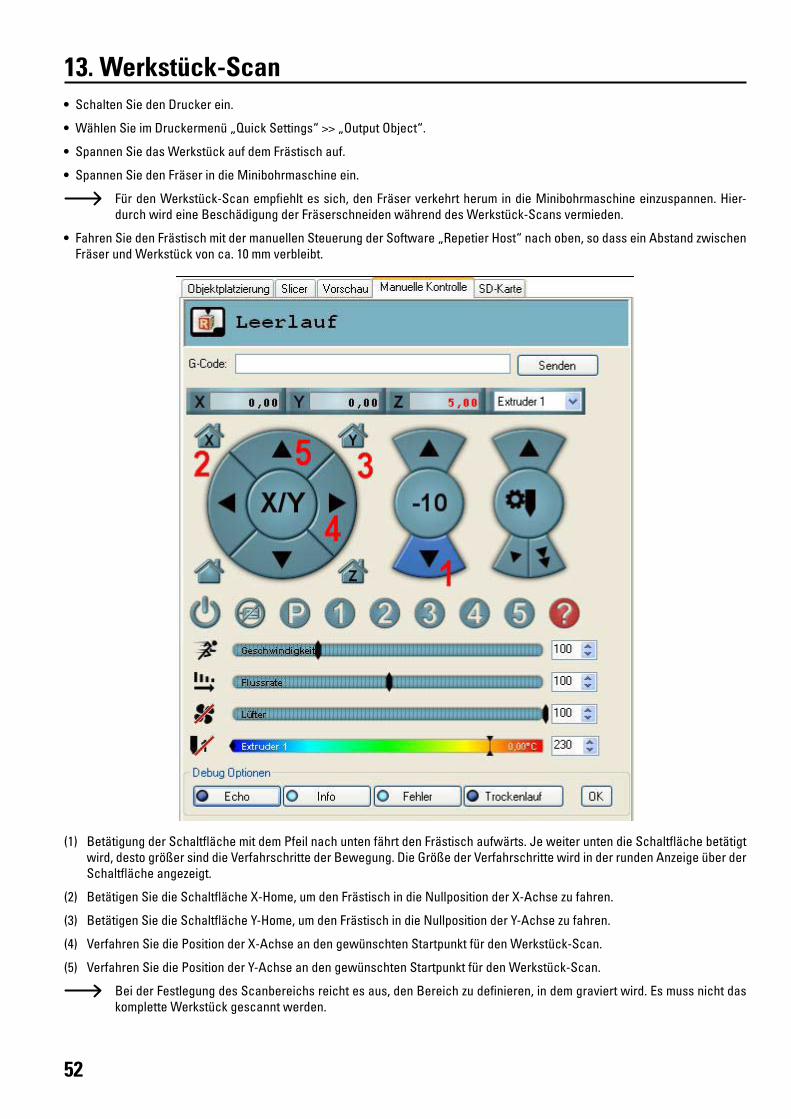
• FahrenSiedenFrästischmitdermanuellenSteuerungderSoftware„RepetierHost“nachoben,sodasseinAbstandzwischenFräserundWerkstückvonca.10mmverbleibt.
(1) BetätigungderSchaltflächemitdemPfeilnachuntenfährtdenFrästischaufwärts.JeweiteruntendieSchaltflächebetätigtwird,destogrößersinddieVerfahrschrittederBewegung.DieGrößederVerfahrschrittewirdinderrundenAnzeigeüberderSchaltflächeangezeigt.
(2) BetätigenSiedieSchaltflächeX-Home,umdenFrästischindieNullpositionderX-Achsezufahren.
(3) BetätigenSiedieSchaltflächeY-Home,umdenFrästischindieNullpositionderY-Achsezufahren.
(4) VerfahrenSiediePositionderX-AchseandengewünschtenStartpunktfürdenWerkstück-Scan.
(5) VerfahrenSiediePositionderY-AchseandengewünschtenStartpunktfürdenWerkstück-Scan.
BeiderFestlegungdesScanbereichsreichtesaus,denBereichzudefinieren,indemgraviertwird.EsmussnichtdaskompletteWerkstückgescanntwerden.
53
• WählenSieimDruckermenü„Configuration“>>„ZCalibration“>>„SetX/YStart“.
HiermitwirdderStartpunktdesWerkstück-ScanbereichsimDruckerfestgelegt.
• VerfahrenSiedenFrästischmitHilfedermanuellenSteuerungderSoftware„Repetier-Host“(wievorherbeimAnfahrendesStartpunktsbeschrieben)andenEndpunktdesWerkstück-Scanbereichs.
DerScanbereichmussdenBereichvonlinksvornebisrechtshintenumfassen.
• WählenSieimDruckermenü„Configuration“>>„ZCalibration“>>„SetX/YEnd“.
HiermitwirdderEndpunktdesWerkstück-ScanbereichsimDruckerfestgelegt.
• Legen Sie den Abstand zwischen den einzelnen Scanschritten in X-Richtung fest und tragen Sie den Wert in mm unter„Configuration“>>„ZCalibration“>>„SetdX:...mm“ein.
• Legen Sie den Abstand zwischen den einzelnen Scanschritten in Y-Richtung fest und tragen Sie den Wert in mm unter„Configuration“>>„ZCalibration“>>„SetdY:...mm“ein.
• WählenSieimDruckermenü„Configuration“>>„ZCalibration“>>„ScanWorkPart“.
HierdurchwirdderWerkstück-Scanausgelöst.
WennderWerkstück-Scannichtdurchgeführtwird,kannessein,dassdieFräshalterungverspanntmontiertwurde(Digitwert-AnzeigeimDisplay>3000).
LösenSieindiesemFallnochmalsalleSchraubenderFräskopfhalterungundziehenSiesiegleichmäßigwiederfest.
• NachdemderWerkstück-Scandurchgeführtwurde,müssendiegefundenenWerteabgespeichertwerden.WählenSiehierzuimDruckermenü„Configuration“>>„StoretoEEPROM“.
• UmbereitsgespeicherteWertewiederabzurufen,wählenSieimDruckermenü„Configuration“>>„Loadf.EEPROM“

54
14.Fräsen/Gravierena)FestlegungdesWerkstück-Nullpunkts
(1) BetätigenSiedieSchaltflächeX-Home.
(2) BetätigenSiedieSchaltflächeY-Home.
(3) VerfahrenSiediePositionderX-AchseandengewünschtenStartpunktfürdenGraviervorgang.
(4) VerfahrenSiediePositionderY-AchseandengewünschtenStartpunktfürdenGraviervorgang.
FahrenSiedenFrästischmitdermanuellenSteuerungderSoftware„Repetier-Host“nachoben,sodasseinAbstandzwischenFräserundWerkstückoberflächevonca.10mmverbleibt.
DerWerkstück-NullpunktistderPunkt,derinderSoftware„CamBam“festgelegtwurde(FadenkreuzinderGrafik).WirempfehlendieKoordinaten0,0in„CamBam“.
DieangefahreneX/Y-PositionwirdbeimStartdesFräsvorgangsalsneuerNullpunktfestgelegt(sieheCamBam-Kopfzei-leBefehlM3115).

55
b)Fräsenbzw.Gravieren
HaltenSiedenArbeitsbereichsauber,aufgeräumtundachtenSieaufeineguteBeleuchtung.Unordnungundschlech-teBeleuchtungkönnenzuUnfällenführen.
BeachtenSie,dassderNetzschalteranderGeräterückseitedes3D-Druckersleichterreichbarseinmuss,damitdasGerätimFehlerfallschnellundeinfachabgeschaltetwerdenkann.
VermeidenSieeineunbeabsichtigteInbetriebnahme.VersichernSiesich,dassdieMinibohrmaschineausgeschaltetist,bevorSiesiemitderStromversorgungverbinden.
FassenSiewährenddesBetriebsniemalsindasGeräthineinundhaltenSieausreichendenAbstandzubewegtenTeilen.DurchdiemechanischbewegtenTeileinnerhalbdesGerätesbestehteinehoheVerletzungsgefahr!
FassenSieniedasWerkstückan,umeszuvermesseno.ä.währenddasGerätinBetriebist.
WennSiez.B.zumWerkzeugwechseloderzumSpannenvonWerkstückenindasGeräthineinfassenmüssen,mussesvomNetzgetrenntsein(Netzsteckerziehen!).BeachtenSiebeimHineinfassendieVerletzungsgefahr,dievonscharfenWerkzeugen,wiez.B.vonderSpitzeeinesGraviergriffelsausgeht.
EntfernenSieEinstellschlüsselodersonstigeWerkzeugevonderMinibohrmaschine,bevorSiesieeinschalten.He-rumfliegendeoderrotierendeWerkzeugestelleneinehoheVerletzungsgefahrdar.
SichernSiedaszubearbeitendeWerkstückimmermitgeeignetemSpannwerkzeug.HaltenSieesnienurmitderHandfest.
BearbeitenSiekeineMaterialien,diegesundheitsgefährliche,brennbareoderexplosiveStäubeerzeugen(wiez.B.Asbest).TragenSieeineStaubschutzmaskeundverwendenSieimmereineSpanabsaugung.
TragenSiebeiderArbeitimmerausreichendepersönlicheSchutzausrüstung(Schutzbrille,GehörschutzundSchutz-handschuhe)undstellenSiesicher,dassweiteÄrmel,Krawatten,Schals,Schmuck, langeHaareetc.nicht indieSpindelderMinibohrmaschinegelangenkönnen(beiBedarfHaarnetzverwenden!).
ÜberlastenSiedieMinibohrmaschinenicht.DieskannzuÜberhitzungundSchädenanderMechanikführen.AchtenSieaufeinenandasWerkstückmaterial,dieDrehzahlunddenWerkzeugdurchmesserangepasstenVorschub.
VerwendenSiekeinesfallsFlüssigkeitenzurKühlungbeiderBenutzung.DieKühlflüssigkeitkönnteindasGeräteinne-regelangenunddieelektrischeSicherheitbeeinträchtigen.
ZumFräsenbzw.Gravierengibtesnunwiebeim3D-DruckauchzweiMöglichkeiten:
• KlickenSieinderSoftware„Repetier-Host“auf„SpeichereJob“,umdieDateiaufeineSD-KartezuspeichernunddannStand-Aloneabzuarbeiten.
• KlickenSieinderSoftware„Repetier-Host“auf„StarteJob“,umdieDateidirektperUSB-SchnittstellevomComputerandenangeschlossenen3D-Druckerzusendenundabzuarbeiten.
• DerRF1000suchtnundenNullpunktfürdenFräsvorgang.
DieserVorgangkanneinigeZeitinAnspruchnehmen.DieDaueristvomAbstandzwischenFräserundWerkstückober-flächeabhängig.
• NacherfolgreicherDurchführungzeigtdasDisplay„EnableMiller“.
• SchaltenSiedieMinibohrmaschineeinundwählenSiediebenötigteDrehzahl.
• DrückenSiedieTaste amDrucker,umdenFräsvorgangzustarten.
• NachdemderArbeitsvorgangbeendetist,wählenSieimDruckermenü„QuickSettings“>>„OutputObject“,umdenDruckerindieAusgabepositionzufahrenunddasObjektentnehmenzukönnen.
56
15.Reinigunga)Allgemeines
Trennen Sie das Gerät und die Minibohrmaschine vor Wartungs- und Reinigungsarbeiten immer vom Stromversor-gungsnetz(Netzsteckerziehen!)undlassenSieeserstabkühlen.
ÜberprüfenSieregelmäßigdietechnischeSicherheitdesGerätesz.B.aufBeschädigungderNetzleitungoderdesGehäuses.
Wennanzunehmenist,dasseingefahrloserBetriebnichtmehrmöglichist,soistdasGerätaußerBetriebzusetzenundgegenunbeabsichtigtenBetriebzusichern.NetzsteckerausderSteckdoseziehen!
Esistanzunehmen,dasseingefahrloserBetriebnichtmehrmöglichist,wenn:
• dasGerätsichtbareBeschädigungenaufweist
• dasGerätnichtmehrarbeitet
• nachlängererLagerungunterungünstigenVerhältnissen,oder
• nachschwerenTransportbeanspruchungen
b)Reinigung
ReinigenSiedasGerätnichtmitDruckluft.DerumherfliegendeSchmutzkönnteindieAugengelangenodersichindenFührungenablagernunddiesebeschädigen.
ÄußerlichsolltedasGerätnurmiteinemweichen,trockenenTuchoderPinselgereinigtwerden.
ZurReinigungvonSpänenundStaubsolltedasGerätnachjedemGebrauchabgesaugtwerden.Somitwirdverhindert,dasssichSchmutzimunterenTeildesGehäusesablagert,derdurchdieGehäuseöffnungeneintretenkann.
ZurReinigungdergefettetenFührungsschienen,könnendiesemiteinemLappenabgeriebenwerden,dermiteinementfettendenReinigerbenetztwurde.DiesverhindertaucherneuteAnlagerungenvonSchmutzandenFührungsschienen.
WirddasGerätspäterwiederals3D-Druckerbetrieben,könnendieFührungsschienenwiederleichtmitÖlbenutztwerden.
VerwendenSieaufkeinenFallaggressiveReinigungsmitteloderchemischeLösungenanKunststoffteilen,AufklebernoderamDisplay,dadieseTeilesonstbeschädigtwerdenkönnten.

57
16.AnhangEmpfohleneAnzugsdrehmomentederSchraubenBeschreibung Gewindegröße Drehmoment
BefestigungEndschalterplatineZ-AchseanEndschalterhalterung M2 0,3Nm
BefestigungEndbetätigungfürZ-AchseanY-Platte M3 1,1Nm
VerschraubungProxxon-Halterung M4 3Nm
BefestigungProxxon-HalterunganDehnungsmessstreifen M5 5,4Nm
VerschraubungKlemmbügelProxxon-Halterung M4 1,5Nm
VerschraubungKlemmbügelDremel®-Halterung3000/4000 M4 1,5Nm
VerschraubungDremel®-Halterung3000/4000 M4 3Nm
BefestigungDremel®-Halterung3000/4000anDehnungsmessstreifen M5 5,4Nm
BefestigungzweiteFührungsschieneanX-Platte M4 3Nm
BefestigungDremel®-Halterung3000/4000anzweitemFührungswagen M4 3Nm
BefestigungAnschlägeanFrästisch M4 3Nm
BefestigungFrästischanKunststoff-Bolzen M4 1,5Nm
BefestigungFrästischanAlu-Bolzen M4 2,5Nm
BefestigungzweiteFührungsschieneanY-Platte M4 3Nm
BefestigungUntertischanFührungswagen M4 4Nm
BefestigungFührungsschieneanY-Platte M4 3Nm
BefestigungSchleppkettenendstückanY-Platte M3 1,2Nm
BefestigungErdungskabelvonLeitung20anUntertisch M3 1,1Nm
BefestigungSteckverbindungderHeizplatteanUntertisch M3 1,1Nm
BefestigungzweiteFührungsschieneanY-Platte M4 3Nm
Befestigung8mmUntertischanFührungswagen M4 4Nm
BefestigungFührungsschieneanY-Platte M4 3Nm

ImpressumDiesisteinePublikationderConradElectronicSE,Klaus-Conrad-Str.1,D-92240Hirschau(www.conrad.com).AlleRechteeinschließlichÜbersetzungvorbehalten.ReproduktionenjederArt,z.B.Fotokopie,Mikroverfilmung,oderdieErfassunginelektronischenDaten-verarbeitungsanlagen,bedürfenderschriftlichenGenehmigungdesHerausgebers.Nachdruck,auchauszugsweise,verboten.DiePublikationentsprichtdemtechnischenStandbeiDrucklegung.©Copyright2015byConradElectronicSE. V2_0315_01
Related Documents











