
Bdft ii, non-woven fabric, tmt, unit-iii
Aug 14, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

Non-woven
Introduction Web formation methods Bonding Systems Discussion
Introduction
Fabrics can be made from fibres as well as from yarns.
Conventional fabric production: Fibre Yarn Fabric (knitting or weaving)
Non-woven production Fibre Fabric
It eliminates the yarn production process and makes the fabric directly from fibres.
Introduction (2)
The great advantages in non-woven fabrics is the speed with which the final fabric is produced.
To produce 500,000 meters of woven sheeting requires 2 months of yarn preparation, 3 months of weaving on 50 looms and 1 month for finishing and inspection.
Non-woven fabric can deliver the same quantity of sheeting within 2 months from order.
Introduction (3)
Not only are production rate are higher for nonwovens, but the process is more automated, requiring less labour than even most modern knitting or weaving systems.
The nonwoven process is also efficient in its use of energy.
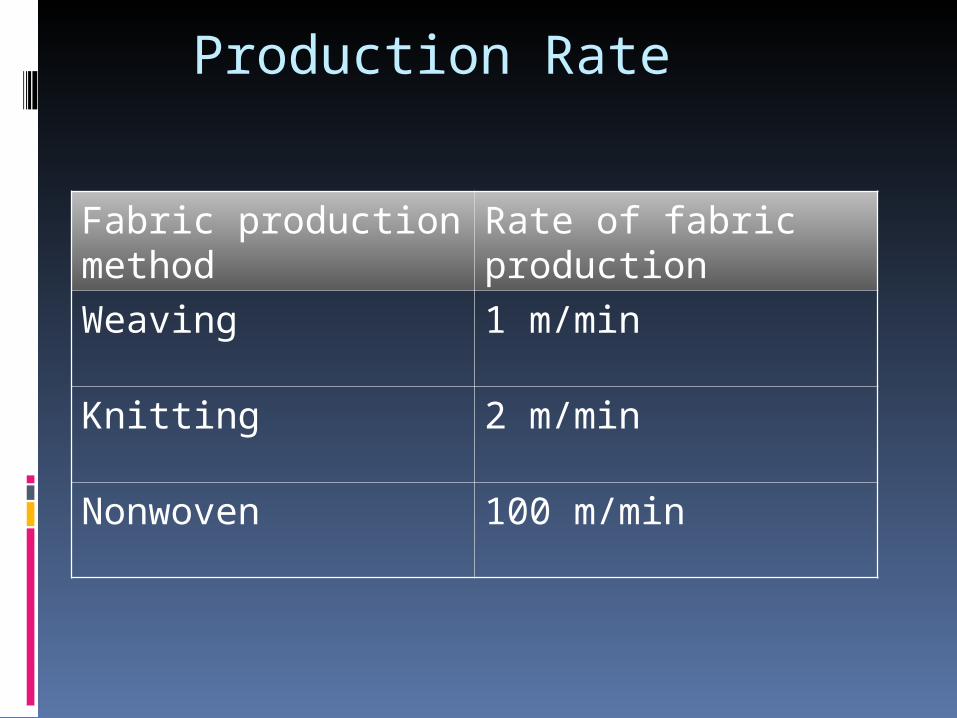
Production Rate
Fabric production method
Rate of fabric production
Weaving 1 m/min
Knitting 2 m/min
Nonwoven 100 m/min

Applications Nonwoven fabrics can be engineered to
give a wide variety of properties.
Woven and knitted fabrics will not be replaced by nonwovens in the near future.
Currently, the main areas of growth in nonwovens are in geotextiles, medical and hospital uses, disposable products and filters.

Manufacturing Steps
Fiber Selection • Fiber Preparation • Mat Formation • Bonding or Interlocking • Finishing
. The first step is to determine the desirable product end use properties and select the correct fiber to match those requirements. For example, If warmth retention is required, wool or acrylics may be selected
The selected fiber must be properly prepared for the type of process to be used. The fiber is then formed into a web structure with the correct fiber alignment, weight and dimensions.
The next step is to select the bonding method needed to obtain the types of structure stabilization required for the end product. A flat stiff structure requires a different bonding method than a lofty or soft flexible product.
Finishing of the product may be as simple as cutting the wide delivered fabric into to narrower widths. It may also involve applying chemical or
mechanical finishes, or it may be printing or dyeing certain types of these nonwoven fabrics.

Making Non-woven products
There are normally two steps for making non-woven products.
They are:1. Web formation; and2. Bonding systems.

Web formation
A nonwoven fabric is basically a web of fibres held together in some way.
The web may be made of staple fibres or filaments, or from portions of polymer film.
Web from staple fibers Carding for parallel-laid
web (1) Carding is a time-honoured way of making
web from staple fibres. In a carded web the fibres are aligned more or
less parallel to each other and to the direction in which the card produces the web. Such web is stronger when pulled lengthwise than crosswise because there is more friction between the fibre in lengthwise direction.
Carded webs are usually thin, they may be too thin for some nonwoven end-uses. To increase the final thickness, a number of webs can be layered.

web from carded fibres Parallel-laid
Image-1
Webs from staple fibresCross-laid web (2) To increase the strength of web in
both lengthwise and crosswise directions, cross laid web is used.
To achieve this, the fibres which make up the web will be orientated equally in both lengthwise and crosswise directions.
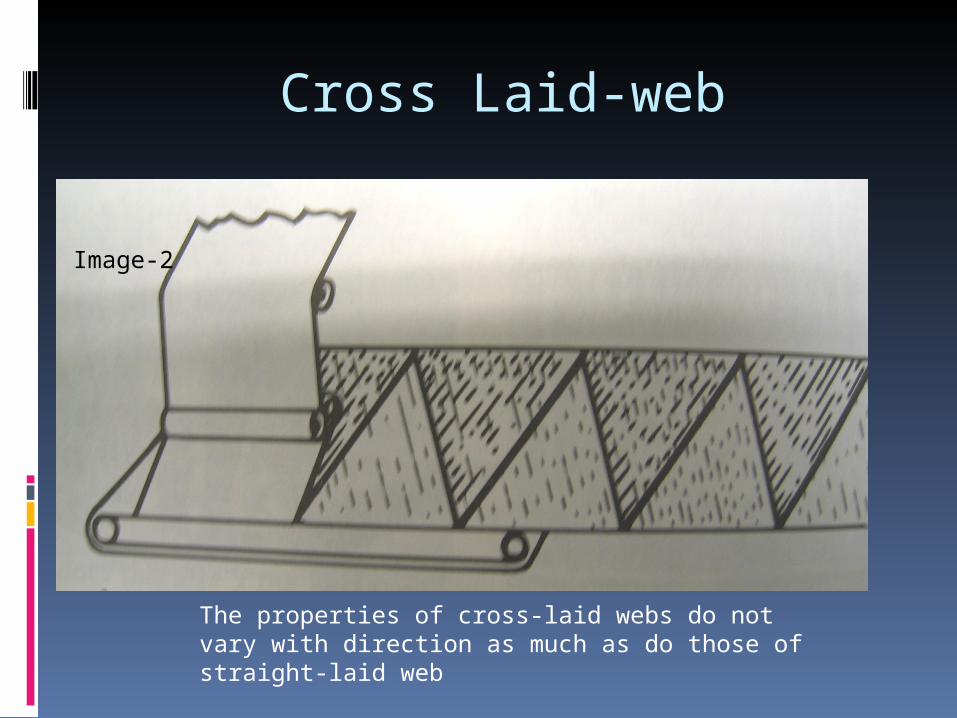
Cross Laid-web
The properties of cross-laid webs do not vary with direction as much as do those of straight-laid web
Image-2
Web from staple fibresRandom web (3)
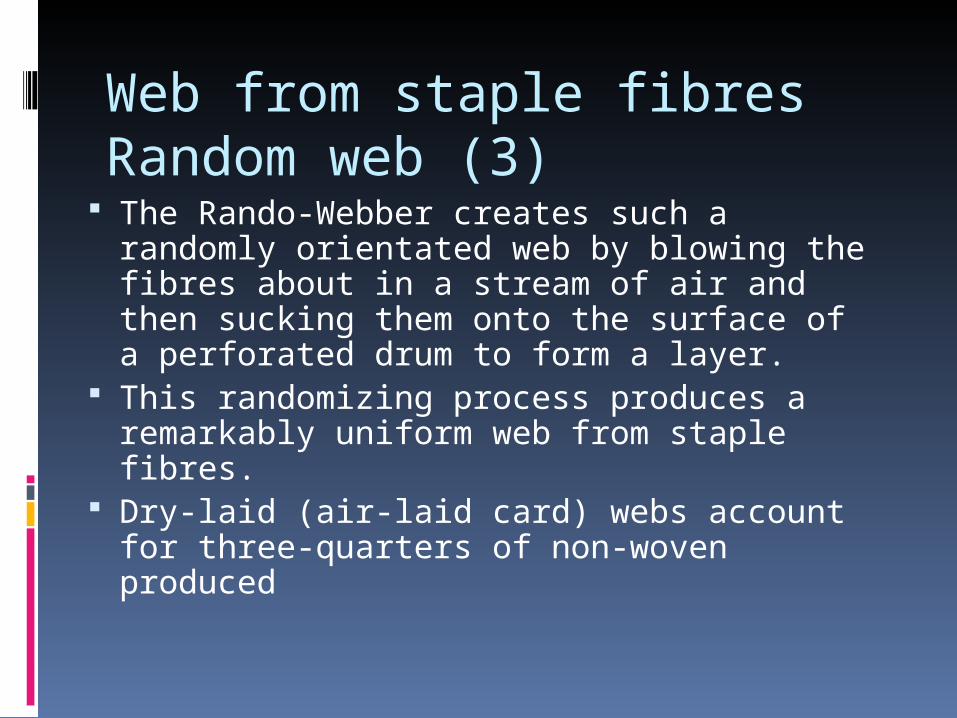
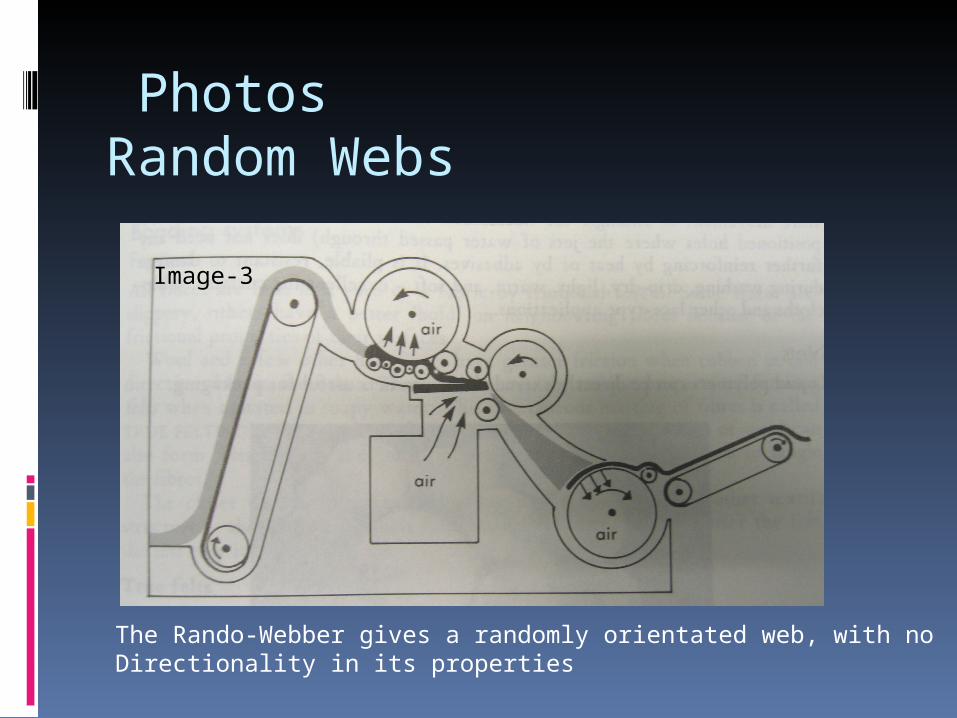
The Rando-Webber creates such a randomly orientated web by blowing the fibres about in a stream of air and then sucking them onto the surface of a perforated drum to form a layer.
This randomizing process produces a remarkably uniform web from staple fibres.
Dry-laid (air-laid card) webs account for three-quarters of non-woven produced
PhotosRandom Webs
The Rando-Webber gives a randomly orientated web, with noDirectionality in its properties
Image-3

Other Web formation methods Apart from carding methods (dry-
laid), webs from short staple fibres are created by
1. Wet laying;2. Electrostatic web formation; and3. Spraying.
Wet-layingPaper-making from web
Wet laying is used in paper-making. The pulped fibres are mixed with water and then scooped into uniform layers on wire screens or on rotating, perforated drums.
Short, pulped acrylic fibres are made into a wet-laid web from a salt solution. As the water evaporates, the salt chemically bonds the fibres into a strong, synthetic, water proof paper.

Web formed byelectrostatic laying
In electrostatic laying, fine fibers are given a static electric charge between the plates of a condenser, and are then allowed to fall on a moving belt to form a randomly orientated but uniform web.
Spraying method
Short thermoplastic fibres can be SPRAYED onto a belt to produce a random web.
The are subsequently fused by the application of heat and pressure.
Webs from filament It is possible to tangle filaments together to
form a web. Such webs are much stronger than web made from staple fibres.
Freshly extruded filaments are allowed to drop in curls and spiral onto a moving belt.
The belt may contain patterns outlined in pins to form lace-like patterns.
The thermoplastic filaments are welded to each other to form a strong fabric suitable for curtains, tablecloths.
Sometimes, the filaments are textured before web formation, this allows greater extensibility of the fabric in use.
New web formation method Spun-laced webs is a new method of entangling
fibres to create lace-like nonwoven fabrics uses fine, precisely controlled, jets of water.
When the jets pass through the web of fibres, they form a small vortex at each point of contact.
This creates sufficient fibre movement to entangle the fibres.
The resultant fabric does not need any further reinforcing by heat or adhesive.
It is pliable, resistant to damage during washing, drip-dry, light, warm and soft, excellent for curtains, table cloths and other lace-type application.
Conclusion
This section we discuss what non-woven is and their applications in textile.
We also discuss the web formation methods for both staple fibres and filament fibres.
Next section, we will discuss the bonding systems for non-woven in order to make the fabrics with certain thickness and weight for specific end uses

Uses of Non-Woven Fabric
Nonwoven products have a variety of characteristics yielding an advantage for many different uses. They can be disposable, such as flushable wipes,
or disposable diapers or durable, such as automotive fabrics, carpeting components, shoe components, bedding, furniture and highly specialized
end uses such as technical and medical fabrics.

Non Woven FabricImage-4 Image-5

Image-6 Image-7

References1. https://www.aatcc.org/events/online/Textile-
Fundamentals-demos/notebooks/nonwovens.pdf 2. https://www.aatcc.org/events/online/Textile-
Fundamentals-demos/notebooks/nonwovens.pdf3. https://www.aatcc.org/events/online/Textile-
Fundamentals-demos/notebooks/nonwovens.pdf4. httporchidfoams.tradeindia.comcolored-non-
woven-fabric-bags-1090456.html5. httpwww.frbiz.comimage-non-woven-ad-gift-
shopping-bag6. httpwww.eximnonwoven.commedical-
fabrics.html7. httpwww.tjskl.org.cnproducts-searchpz5305a4e-
cz50917f5-100-polypropylene-pp-non-woven-fabric-for-industry-plant-protection-surgical-gown.html

Thank you
Related Documents











