31 BAB III METODOLOGI PENELITIAN 3.1. Diagram Alir Penelitian Gambar 3.1.Diagram Alir Penelitian Selesai Studi lapangan dan tinjauan pustaka Persiapan alat dan bahan Desain cetakan (mold) menggunakan solidwork Pembuatan pendingin conformal dengan softtooling dan cetakan Percobaan injection molding dengan polypropylene Pengujian fisik shortshot Pengambilan foto produk Pengolahan data kesimpilan Suhu 150° Suhu 155° Suhu 160° Suhu 165° Suhu 170° Mulai

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
31
BAB III
METODOLOGI PENELITIAN
3.1. Diagram Alir Penelitian
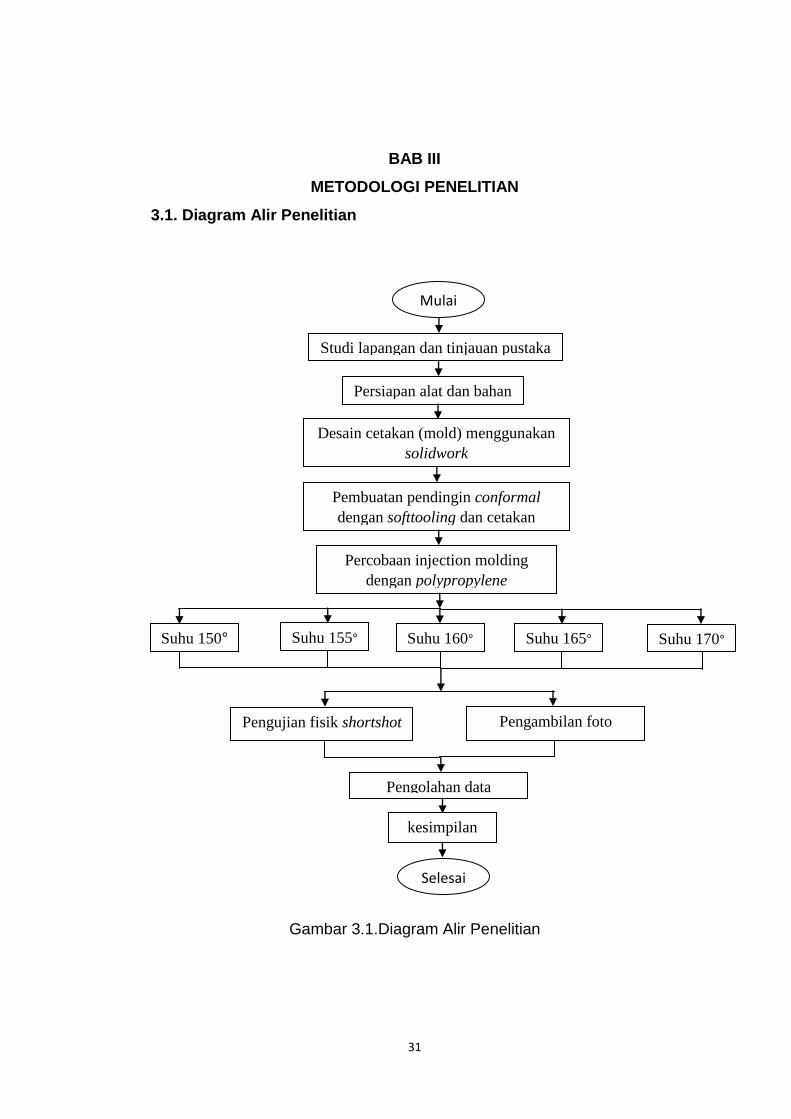
Gambar 3.1.Diagram Alir Penelitian
Selesai
Studi lapangan dan tinjauan pustaka
Persiapan alat dan bahan
Desain cetakan (mold) menggunakan
solidwork
Pembuatan pendingin conformal
dengan softtooling dan cetakan
dengan CNC
Percobaan injection molding
dengan polypropylene
Pengujian fisik shortshot Pengambilan foto
produk
Pengolahan data
kesimpilan
Suhu 150° Suhu 155° Suhu 160° Suhu 165° Suhu 170°
Mulai

32
Pada penelitian ini akan dilakukan eksperimen untuk menganalisa
pengaruh parameter waktu tahan terhadap cacat warpage pada
produk injection molding. Metodologi penelitian yang digunakan
sebagai berikut ( Lihat Gambar 3.1).
1. Studi pustaka dengan mencarijurnal penelitian yang
berhubungan dengan penelitian yang akan dilakukan dan survei
lapangan dengan datang langsung ketempat penelitian untuk
meninjau alat penelitian yang akan digunakan.
2. Pada tahap selanjutnya mempersiapkan alat dan bahan yang
akan di gunakan
3. Selanjutnya pembuatan cetakan (mold) yang akan digunakan
untuk membuat spesimen. Langkah awal dalam pembuatan
cetakan dengan membuat sebuah rancangan desain berupa
sebuah gambar desain yang dibuat dengan bantuan software
solidwork. Kemudian dari gambar desain tersebut dijadikan
sebagai alat komunikasi dengan operator pengerjaan cetakan di
tempat produksi. Bahan yang digunakan untuk pembuatan
cetakan menggunakan besi khusus mold dan diproses
mengunakan mesin CNCmilling untuk mendapatkan akurasi
dimensi seperti yang diharapkan.
4. Pembuatan pendingin cetakan dengan metode softtooling
dengan saluran pendingin conformal. Pembuatan pendingin
dibuat dengan mencampurkan serbuk aluminium dengan epoxy
perbandingan campuran 2:1. Dilakukan pengadukan antara
serbuk aluminium dan epoxy agar campuran benar-benar
merata. Selanjutnya pencetakan pendingin diwadah plat yang
sudah disediakan dan saluran pipa tembaga conformal dicetak
didalam serbuk aluminium. Pengeringan dibiarkan di udara ruang
selama 24 jam agar cetakan pendingin benar-benar kering dan
keras.

33
5. Menyatukan cetakan dan pendingin menjadi satu bagian cetakan
dengan menggunakan baut. Selanjutnya cetakan dipasang pada
mesin injeksi kemudian dilakukan penyetingan dan penyesuaian
dengan mesin injeksi yang digunakan.
6. Pembuatan spesimen dengan parameter suhu setiap suhu ada
tiga spesimen yang dibuat.
7. Pengambilan gambar menggunakan kamera smartphone
Microsoft lumia 535.
8. Pengukuran area short shot melalui pemprosesan gambar
dengan bantuan software solidwork.
9. Pengolahan data dan menganalisi data untuk membuat sebuah
kesimpulan dari penelitian yang dilakukan.
3.2. Tempat Penelitian Lapangan
Lokasi penelitian dilakukan di dua tempat, yakni:
a. Pembuatan produk mengunakan mesin injection molding yang
dilakukan dibengkel ruang produksi Bp. Bambang Waluyo
Febriantoko, ST, MT. yang beralamat di desa windan RT 03/03
Gumpang, Sukoharjo.
b. Proses pembuatan mold menggunakan plat baja sebagai wadah
dan silinder baja khusus sebagai cavity dan core. Pembuatan
mold dilakukan dengan proses CNC yang bertempat di bengkel
SMK Muhammadiyah Kartasura dengan Bp. Joko Widado
selaku kepala bengkel dan staf pengajar.
34
3.3. Alat dan Bahan
Alat dan bahan yang digunakan pada penelitian ini diantaranya:
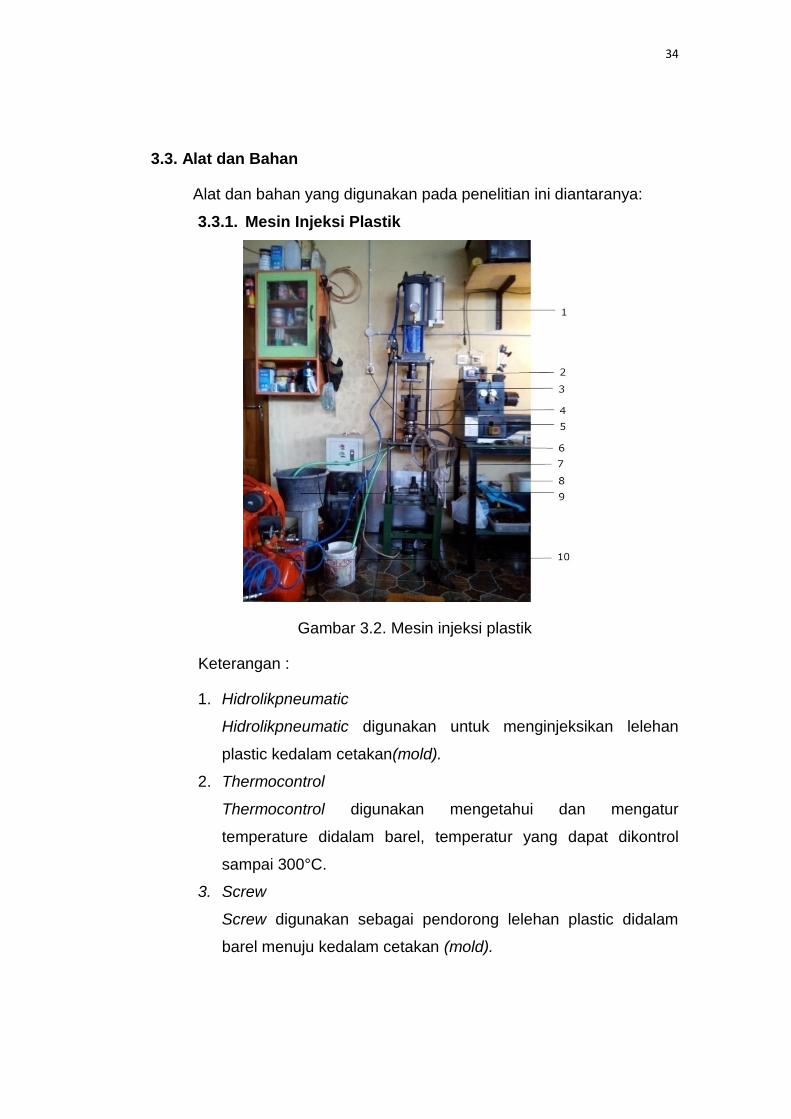
3.3.1. Mesin Injeksi Plastik
Gambar 3.2. Mesin injeksi plastik
Keterangan :
1. Hidrolikpneumatic
Hidrolikpneumatic digunakan untuk menginjeksikan lelehan
plastic kedalam cetakan(mold).
2. Thermocontrol
Thermocontrol digunakan mengetahui dan mengatur
temperature didalam barel, temperatur yang dapat dikontrol
sampai 300°C.
3. Screw
Screw digunakan sebagai pendorong lelehan plastic didalam
barel menuju kedalam cetakan (mold).

35
4. Barel
Barel digunakan sebagai wadah atau penampungan lelehan biji
plastic, kapasitas barel 500 ml.
5. Heater
Heater berfungsi sebagai pemanas yang melelehkan biji plastic
yang berada didalam barel.
6. Cavity
Cavity adalah bagian yang membentuk plastic yang akan
dicetak.
7. Puli
Puli berfungsi sebagai tempat penahan dan menaik turunkan
core ke dalam cavity.
8. Core
Core adalah bagian yang ikut memberikan membentuk plastik
Yang dicetak.
9. Unit pendinginan mold
Unit pendinginan mold berguna untuk mendinginkan produk
dengan cepat, pendinginan tersebut berguna untuk
mempertahankan bentuk produk yang sesuai dengan cetakan
(mold). Semakin besar perbedaan suhu semakin besar laju
aliranya.
10. kompresor
kompresor berguna untuk mengisi tekanan angin kemesin
injeksi hydrolik pneumatik.

36
3.3.2. Alat dan Bahan Penelitian
1. Thermometer
Thermometer digunakan untuk mengukur temperatur heater,
cetakan dan temperatur air pendingin.
Gambar 3.3. Thermometer
2. Thermocontrol
Thermocontrol digunakan mengetahui dan mengatur
temperature didalam barel, temperatur yang dapat dikontrol
sampai 300°C.pada penelitian ini input temperature diangka
190°C dan setting temperature leleh plastic diangka 150°C.
Gambar 3.4.Thermocontrol

37
3. Thermocouple
Thermocouple digunakan untuk mengetahui temperature pada
heater 1, heater 2 dan mold cavity.
Gambar 3.5. Thermocouple
4. Gelas ukur
Gelasukur digunakan untuk mengukur volume epoxy danvolume
air pendingin.
Gambar 3.6. Gelas ukur

38
5. Jangka sorong digital
Jangka sorong digital ini memiliki ketelitian 0,01 mm yang
digunakan untuk mengukur ketebalan produk.
Gambar 3.7.Jangka sorong digital
6. Stopwatch
stopwatch digunakan untuk mengetahui waktu siklus pada
injeksi plastik pada saat proses injection molding.
Gambar 3.8.Stopwatct
7. Pompa dan slang air
Pompa dan slang air berguna untuk jalanya sirkulasi air ke
cetakan (mold).
39
8.
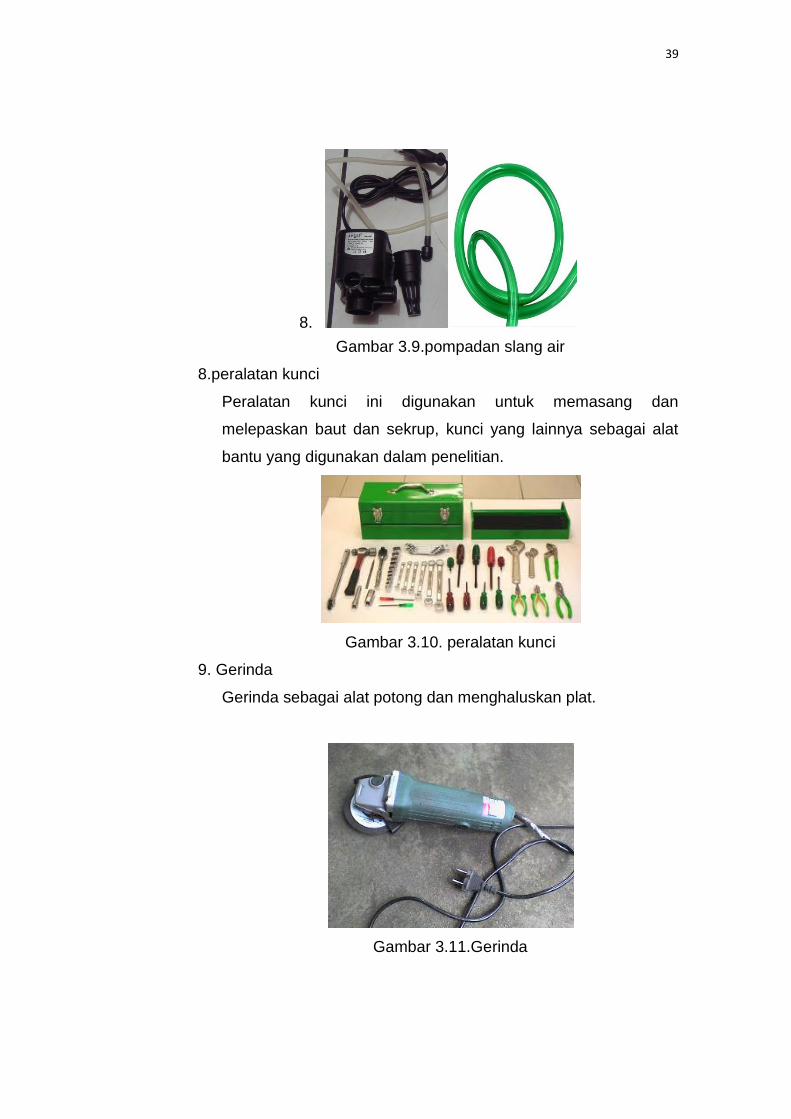
Gambar 3.9.pompadan slang air
8.peralatan kunci
Peralatan kunci ini digunakan untuk memasang dan
melepaskan baut dan sekrup, kunci yang lainnya sebagai alat
bantu yang digunakan dalam penelitian.
Gambar 3.10. peralatan kunci
9. Gerinda
Gerinda sebagai alat potong dan menghaluskan plat.
Gambar 3.11.Gerinda
40
10. Ember
Ember di gunakan untuk tempat wadah air yang akan digunakan
untuk pendinginan cetakan (mold).
Gambar 3.12. Ember
11. Bor tangan
Bor tangan digunakan untuk memuat dan memperbesar lubang
pada plat.
Gambar 3.13.Bor tangan

41
12. Kamera handphone
Kamera handphone digunakan untuk dokumentasi kegiatan
yang dilakukan selama penelitian.
Gambar 3.14.Kamera handphone
13. Serbuk atau gram alumunium
Gram alumuniumini sebagai bahan untuk pengisian cetakan di
dalam ruang mold pendingin conformal soft tooling yang di
campur dengan resin epoxy.
Gambar 3.15.Serbuk/gram alumunium

42
14. Resinepoxy
Resinepoxy ini sebagai perekat gram alumunium untuk mengisi
pada cetakan (mold).
Gambar 3.16. Resinepoxy
15. Pipa tembaga
Pipa tembaga digunakan sebagai pendingin pada cetakan untuk
jalannya air yang melingkari cetakan (mold).
Gambar 3.17.Pipa tembaga
3.4. Dasar Pemilihan Bahan Baku
Bahan baku yang digunakan dalam penelitian ini adalah plastic
thermoplastic tipe polypropylene (pp).Pemilihan bahan baku untuk
penelitian ini didasari dari beberapa hal berikut:
1. Polypropylene memiliki keuntungan, yakni:
Lebih kuat dan ringan.
Daya tembus uap yang rendah.
Ketahanan yang baik terhadap lemak.

43
Stabil pada suhu tinggi.
Cukup mengkilap.
Harga rendah.
Gambar 3.18.Biji polypropylene (pp)
2. Polypropylene memiliki sifat-sifat sebagai berikut:
Kekuatan tarik lebih besar di banding PE.
ringan, mudah dibentuk, transparan dan jernih.
Lebih kaku dari PE.
Tidak mudah sobek dalam penanganan dan distribusi.
Fleksibilitas uap air rendah, fleksibilitas gas sedang.
Pada suhu rendah akan rapuh.
Tahan pada suhu tinggi sampai 165°C, sehingga dapat
digunakan sebagai pengemas produk pangan.
Tahan pada asam kuat, basa dan minyak.
Polypropylene (densitasnya 946 kg/m³ = 0,946 g/cm³).
3.5. Proses Pembuatan Cetakan (mold)
Tahapan awal dari proses pembuatan cetakan adalah
penentuan spesifikasi produk yang akan dicetak. Dari spesifikasi
yang telah ada digunakan untuk perhitungan bagian-bagian dari
cetakan.

44
3.5.1. Desain cetakan (mold) yang direncanakan
Gambar 3.19. desainmold yang direncanakan
Tahapan dalam pembuatan mold core cavity sistem pendingin
conformal soft tooling sebagai berikut:
1. Dimensi mold dirancang dengan panjang 150mm, lebar
150mm dantinggi 50mm. mold disusun dari beberapa plat
baja yang dibentuk persegi, kemudian dilas dan di CNC
untuk membentuk cetakan pada plat baja.
Gambar 3.20.Dimensi mold
2. Untuk system pendingin menggunakan sitem soft tooling
yaitu pipa tembaga yang di bentuk pada ruang cetakan
pendingin di beri serbuk alumunium di campur dengan
resin epoxy.

45
Perbandingan resin epoxy 1:1
Perbandingan resin epoxy dengan serbuk
Alumunium adalah 2:1
Penuangan serbuk yang dicampur resin
kedalam cetakan
Pengeringan cetakan selama 24 jam.
Gambar 3.21. proses pembuatan pendingin

46
Gambar 3.22. core
3.5.2. Bentuk Spesimen Yang Direncanakan
Setelah desain cetakan (mold) sudah jadi, maka
selanjutnya pembuatan produk atau spesimen sesuai dengan
desain yang telah dirancang.
Gambar 3.23.spesimen yang direncanakan
Tabel 3.1. Spesifikasi spesimen yang direncanakan
Diameter luas atas D 26mm
Diameter luas bawah D1 28mm
Diameter dalam atas D2 20mm
Diameter dalam bawah D3 22mm
Kemiringan core M 1°
Tinggi/panjang T1 45mm
Tebal T2 3mm

47
3.6. Diagram Alir Prosedur Pembuatan Produk
Gambar 3.24. prosedur pembuatan produk
Setting temperatur melt pada
thermocontrol
Pemasangan core ke cavity
Parameter temperatur
1500 C
Produk jadi
Analisa cacat short
shot
Penginjeksian plastik kedalam
cetakan (mold)
Pemasukan material plastik
kedalam barel
1550 C
1600 C
1650 C
1700 C
Related Documents











