Automotive Brake Drum ME 324 Project Group 9 12/5/05 Jon Richardson Jared Chezik Kelly McGeough Bryan Johnsen Matt Creswick

Automotive Brake Drum ME 324 Project Group 9 12/5/05 Jon RichardsonJared Chezik Kelly McGeoughBryan Johnsen Matt Creswick.
Dec 18, 2015
Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Automotive Brake Drum
ME 324 ProjectGroup 912/5/05Jon Richardson Jared ChezikKelly McGeough Bryan JohnsenMatt Creswick

Outline
Problem Statement Common materials CGI Machining of CGI Manufacturing Process Safety Cost References Questions

Problem Statement
Analyze the current processes involved with manufacturing an automotive brake drum
Develop a manufacturing process based on our research and other acquired knowledge

Common Materials
Cast iron Inexpensive Widely used Easily machined
Aluminum Lightweight Easily warped
Cast Iron Drum
Aluminum Drums

Our Material of Choice
Compacted Graphite Iron, CGI High casting
productivity Special machining
considerations Nearly 2x stronger than
grey iron due to its structure Parts can be made
lighter High heat transfer rate
Cast iron microstructures

Machining of CGI
Machining considerations Requires 30% more
power than grey iron Requires more rigid
tooling than grey iron Requires a specialized
rotary insert cutting tool Cost is justified by a
high machining speed (1000m/min)
Rotary Insert Cutting Tool

Manufacturing Process
1) A sand mold is made from a pattern that represents the final casting
2) Molten iron is poured into the mold cavity
3) The cooled casting is cleaned by mechanical methods
4) Casting is painted
5) Casting is turned to final dimensions using a lathe
6) The bolt circle is then drilled into the drum
7) Drum is balanced to eliminate vibrational forces
8) Drum is ready for shipment

Casting
A sand/chemical compound forms the pattern
Molten iron is poured into the hardened cope/drag mold combo
Results in a rough brake drum casting

Bead blasting
Removes sand and flash from rough casting Tiny abrasive particles impact drum
surface at high velocity Propelled by compressed air
Can’t remove large imperfections or large amounts of flash Must be ground off with abrasive wheel

Painting
Powder Coating Durable coating Professional finish Little waste
Dipping Dip-and-spin Barrel enameling
Industrial Spray Painting

Machining
The friction surface is machined on a lathe Tolerances not good
enough Final dimensions and
surface finish is reached in a secondary operation Friction surface is honed
Vertical Brake Drum Lathe
Machining cont.
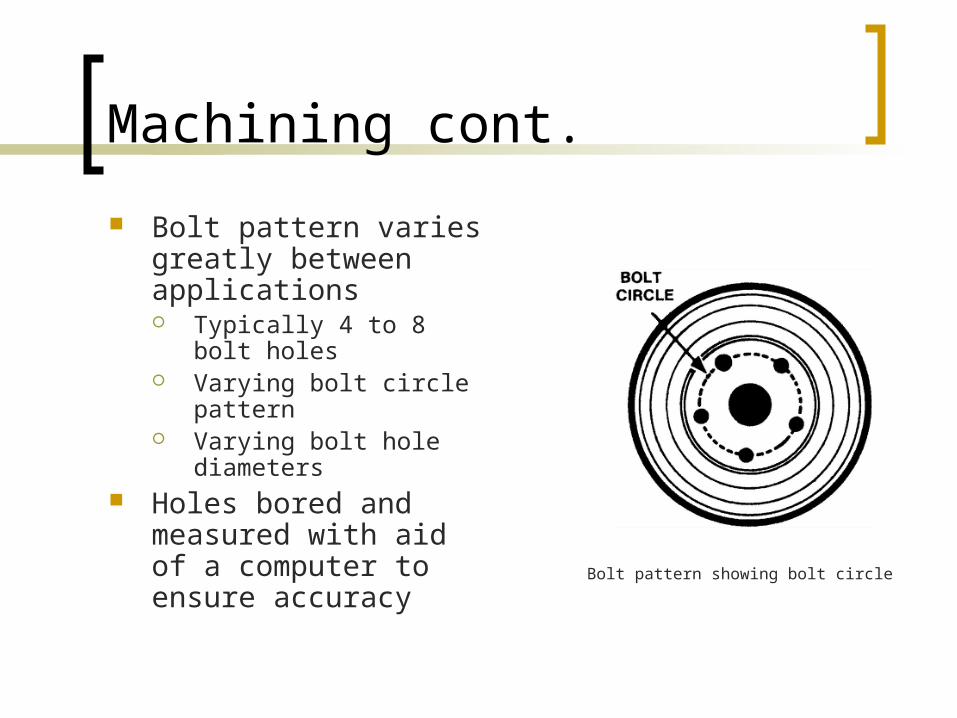
Bolt pattern varies greatly between applications Typically 4 to 8 bolt
holes Varying bolt circle
pattern Varying bolt hole
diameters Holes bored and
measured with aid of a computer to ensure accuracy
Bolt pattern showing bolt circle

Safety
Casting Safety Various protective equipment when casting the
drums High-temp resistant gloves Sand floor Protective leathers Helmet with face shield Foot protectors Respiratory protection (if needed) Heat resistant suit or jacket Safety glasses
Safety cont.
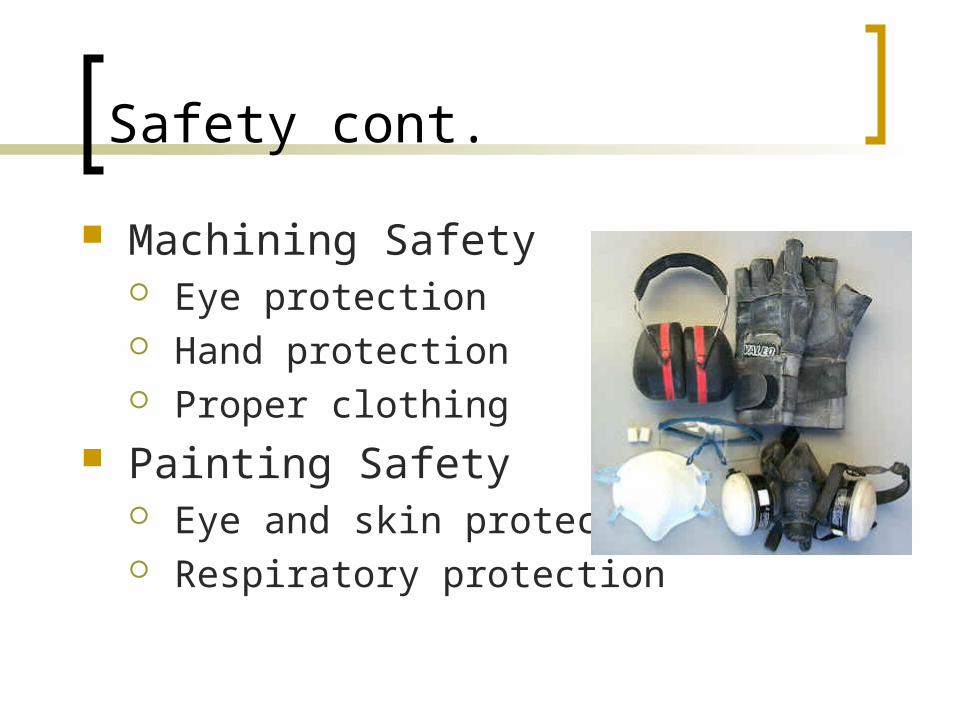
Machining Safety Eye protection Hand protection Proper clothing
Painting Safety Eye and skin protection Respiratory protection

Cost
Material choice greatly affects all costs More expensive material cost
compared to grey iron More expensive machine tools High speed machining justifies cost
Use of CGI not recommend for small scale production Large scale production is needed to
dampen material cost burden
Cost (cont.)
Actual production cost per unit Dependent on production application
Size, Quantity produced, etc.
Predicted future of CGI Reduced cost with increased production
usage More brake drum manufacturers using CGI Ford beginning to use CGI for engine blocks

References
Neil Shroff – DuraBrake Co. www.sintercast.com www.mmsonline.com www.manufacturingcenter.com www.moderncasting.com

QUESTIONS?
Related Documents











