Technologia i Automatyzacja Montażu 1/2015 17 ASPEKTY JAKOŚCIOWE SPAWANIA OBROTOWYCH, CIENKOŚCIENNYCH KORPUSÓW Stanisław TUPAJ, Jerzy ŁUNARSKI Streszczenie W opracowaniu przedstawiono te czynniki procesu technologicznego montażu korpusu spawanego, które w sposób istotny wpływają na jakość produktu finalnego. Wskazano na poszczególne etapy technicznego przygotowania produkcji i procesu technologicznego mające za zadanie zapewnić właściwe warunki wykonania operacji i zabiegów. Opisano wpływ poszcze- gólnych czynników konstrukcyjno-technologicznych na uzyskiwane efekty jakościowe i na przebieg procesu produkcyjnego. Podjęto próbę wyjaśnienia mechanizmu ich oddziaływania oraz pokazano sposoby poprawy jakości i stabilizacji procesu pro- dukcyjnego. W artykule zwrócono uwagę na fakt, że wadliwość procesów projektowania konstrukcji i technologii powoduje wzrost kosztów, wydłużenie cyklu produkcyjnego oraz zakłóca przepływ produkcji i dostawy na czas. Słowa kluczowe korpus spawany, dokładność wymiarowo-kształtowa, warunki techniczne (WT), zespół spawalniczy Wstęp Obecnie powszechna jest dążność firm do osiągania konkurencyjnej doskonałości za pomocą innowacyjności, właściwego doboru technologii oraz odpowiedniego za- rządzania procesami uruchomienia i realizacji produkcji (Lean Manufacturing, Six Sigma, ACE i inne). Aby zapewnić konkurencyjność wyrobu, należy dążyć do uzyskania wysokiej jakości przy relatywnie niskich kosztach. Należy więc poszukiwać – w procesie wytwa- rzania – źródłowych przyczyn powstawania niezgodno- ści. Organizacja produkcji w czołowych firmach lotniczych opiera się na liniach produkcyjnych dedykowanych rodzi- nom części i zespołów, co znacznie ułatwia nadzorowa- nie poszczególnych procesów. Jest więc możliwe i opłaca się, aby już w fazie uruchomienia produkcji nowej wersji produktu zwrócić uwagę na kluczowe elementy procesu, które mogą być źródłem błędów i niezgodności. Potrzeb- na jest do tego odpowiednia wiedza i doświadczenie technologów-projektantów, które wsparte bazami wie- dzy dają oczekiwany efekt. Niniejszy artykuł ma pomóc w osiąganiu wyżej przedstawionych celów. 1. Cechy technologiczne korpusów Korpus jest elementem konstrukcyjnym maszyny lub urządzenia łączącym w jedną całość pozostałe elementy, równoważącym obciążenia lub przenoszącym je na pod- łoże [6]. Korpusy (rys. 1 i 2) są częściami maszyn, które z racji swej funkcji, jaką pełnią w konstrukcji, muszą mieć zapewnioną dużą dokładność kształtowo-wymia- rową – szczególnie w zakresie warunków współosiowo- ści, płaskości, równoległości, prostopadłości, położenia oraz błędu kształtu. Dodatkowym wymaganiem, oprócz dokładności, jest konieczność zapewnienia wymaganej wytrzymałości doraźnej i zmęczeniowej oraz sztywności przy minimalizacji ciężaru zespołu. Materiały, z jakich wykonywane są cienkościenne korpusy obrotowe, to przede wszystkim stale odporne na korozję utwardzalne dyspersyjnie i nieutwardzalne, żaroodporne oraz odpor- ne na korozję stopy niklu, stale węglowe i niskowęglowe, utwardzalne dyspersyjnie stopy niklu. Proces technolo- giczny wytwarzania takich korpusów jest wieloetapowy, prowadzony za pomocą montażu nierozłącznego różny- mi metodami spawania. Po poszczególnych operacjach spawalniczych realizowane są operacje obróbki skrawa- niem mające na celu poprawę powierzchni bazowych do dalszego montażu korpusu lub finalnego montażu korpu- su w wyrobie. Rys. 1. Uproszczony schemat korpusu spawanego, oprac. na podstawie: [7, 8]; a, b, c, d – spoiny; Ø – średnice przedniej i tylnej części korpusu; L – długość korpusu Fig. 1. Simplified scheme of welded case [according to: [7, 8]; a, b, c, d – fusion welds; Ø – diameters front and rear part of case; L – length of case

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

TechnologiaiAutomatyzacjaMontażu1/2015
17
ASPEKTY JAKOŚCIOWE SPAWANIA OBROTOWYCH, CIENKOŚCIENNYCH KORPUSÓW
Stanisław TUPAJ, Jerzy ŁUNARSKI
S t r e s z c z e n i e Wopracowaniuprzedstawiono teczynnikiprocesu technologicznegomontażukorpususpawanego,którewsposób istotnywpływająna jakośćproduktu finalnego.Wskazanonaposzczególneetapy technicznegoprzygotowaniaprodukcji iprocesutechnologicznegomającezazadaniezapewnićwłaściwewarunkiwykonaniaoperacji i zabiegów.Opisanowpływposzcze-gólnychczynnikówkonstrukcyjno-technologicznychnauzyskiwaneefekty jakościoweinaprzebiegprocesuprodukcyjnego.Podjętopróbęwyjaśnieniamechanizmuichoddziaływaniaorazpokazanosposobypoprawyjakościistabilizacjiprocesupro-dukcyjnego.Wartykulezwróconouwagęna fakt,żewadliwośćprocesówprojektowaniakonstrukcji i technologiipowodujewzrostkosztów,wydłużeniecykluprodukcyjnegoorazzakłócaprzepływprodukcjiidostawynaczas.
S ł o w a k l u c z o w ekorpusspawany,dokładnośćwymiarowo-kształtowa,warunkitechniczne(WT),zespółspawalniczy
Wstęp
Obecniepowszechnajestdążnośćfirmdoosiąganiakonkurencyjnejdoskonałościzapomocąinnowacyjności,właściwegodoboru technologiiorazodpowiedniegoza-rządzaniaprocesamiuruchomienia i realizacjiprodukcji(LeanManufacturing,SixSigma,ACEiinne).
Abyzapewnićkonkurencyjnośćwyrobu,należydążyćdo uzyskania wysokiej jakości przy relatywnie niskichkosztach.Należywięcposzukiwać–wprocesiewytwa-rzania– źródłowychprzyczynpowstawania niezgodno-ści.Organizacjaprodukcjiwczołowychfirmachlotniczychopierasięnaliniachprodukcyjnychdedykowanychrodzi-nomczęściizespołów,coznacznieułatwianadzorowa-nieposzczególnychprocesów.Jestwięcmożliweiopłacasię,abyjużwfazieuruchomieniaprodukcjinowejwersjiproduktuzwrócićuwagęnakluczoweelementyprocesu,któremogąbyćźródłembłędówiniezgodności.Potrzeb-na jest do tego odpowiednia wiedza i doświadczenietechnologów-projektantów, które wsparte bazami wie-dzydająoczekiwanyefekt.Niniejszyartykułmapomóc wosiąganiuwyżejprzedstawionychcelów.
1. Cechy technologiczne korpusów
Korpus jestelementemkonstrukcyjnymmaszyny luburządzeniałączącymwjednącałośćpozostałeelementy,równoważącymobciążenialubprzenoszącymjenapod-łoże[6].
Korpusy (rys. 1 i 2) są częściami maszyn, które z racji swej funkcji, jaką pełnią w konstrukcji, musząmieć zapewnioną dużą dokładność kształtowo-wymia-rową–szczególniewzakresiewarunkówwspółosiowo-ści, płaskości, równoległości, prostopadłości, położeniaorazbłędukształtu.Dodatkowymwymaganiem,opróczdokładności, jest konieczność zapewnienia wymaganej
wytrzymałościdoraźnejizmęczeniowejorazsztywnościprzy minimalizacji ciężaru zespołu. Materiały, z jakichwykonywane są cienkościenne korpusy obrotowe, toprzedewszystkimstaleodpornenakorozjęutwardzalnedyspersyjnieinieutwardzalne,żaroodporneorazodpor-nenakorozjęstopyniklu,stalewęgloweiniskowęglowe,utwardzalne dyspersyjnie stopy niklu. Proces technolo-gicznywytwarzania takichkorpusów jestwieloetapowy, prowadzonyzapomocąmontażunierozłącznegoróżny-mimetodamispawania.Poposzczególnychoperacjachspawalniczychrealizowanesąoperacjeobróbkiskrawa-niemmającenacelupoprawępowierzchnibazowychdodalszegomontażukorpusulubfinalnegomontażukorpu-suwwyrobie.
Rys. 1.Uproszczony schemat korpusu spawanego, oprac. napodstawie: [7, 8]; a, b, c, d – spoiny;Ø – średnice przedniej itylnejczęścikorpusu;L–długośćkorpusuFig.1.Simplifiedschemeofweldedcase[accordingto: [7,8]; a,b,c,d– fusionwelds;Ø–diameters frontandrearpartofcase;L–lengthofcase
TiAM_1_2015.indd 17 2015-02-27 08:46:30
1/2015TechnologiaiAutomatyzacjaMontażu
18
Zespołyspawalnicze–łączone(montowane)sązpo-szczególnychczęściipodzespołów,takichjakkołnierze,elementyblaszane tłoczone,elementyzwijanezblach,pierścienie,naby,króćce,rurki,dyfuzoryitp.zapomocąspawania oraz innych technik spajania, takich jak luto-wanie, zgrzewanie, klejenie. Główne procesy łączenianierozłącznego, jakie wykorzystywane są w montażukorpusów,to:
– spawaniewosłoniegazuobojętnego(GTAW-MA), – spawanieelektrodąotuloną–łukowo(SMAW), – spawaniemaszynoweelektrodąwolframowąwosło-
niegazuobojętnego(GTAW-ME), – spawanieręcznełukoweelektrodąmetalowąwosło-
niegazuobojętnego(GMAW-MA), – spawanie maszynowe łukowe elektrodą metalową
wosłoniegazuobojętnego(GMAW-ME), – spawaniewiązkąelektronów(EBW), – spawaniemaszynoweplazmowe (łukiemzewnętrz-
nym), – spawanieręczneplazmowe(łukiemzewnętrznym), – spawaniewiązkąlaserową(LBW), – spawanieorbitalneGTAW, – spawaniemikroplazmoweproszkowe(MPPW).Ponadtostosowanesątakieprocesy,jakzgrzewanie
rezystancyjne, lutowanie twarde i inne [5]. Istotną rolęw przygotowaniu produkcji korpusów odgrywa techno-logiczność konstrukcji, ponieważ wpływa ona zarównona jakość wyrobu, jak i koszty jego wytwarzania, a także na przepływ produkcji,dlategoważnejest,abyjuż na etapie konstruowania i opracowania technologiioraznastępnienaetapiewdrożeniawyrobudoproduk-cjikonstruktoritechnologposiadaliodpowiedniąwiedzę i doświadczeniepraktycznedotyczącemożliwych tech-nologiiichwytwarzaniaiwspółpracowalizesobąwtymzakresie.
Technologicznośćkonstrukcjiwodniesieniudokorpu-sówspawanychrozpatrujemyzpunktuwidzeniazarów-nokonstrukcjispawanych,montażu,jakiobróbkimecha-nicznej.Dogłównychwytycznychnależyzaliczyć[3]: – dogodnydostępelektrodydomiejscaspawania, – unikaniełączeniagrubychprzekrojówzcienkimize
względu na naprężenia, które mogą powodowaćpęknięciaspoinylubpęknięciawstrefiewpływucie-pła,
– unikanie stosowania cienkich i wąskich brzegów i ścięć z uwagi na niebezpieczeństwo przepaleniaich,
– usunięcie naprężeńpowstałychwprocesie spawa-nia – przez wyżarzanie – ponieważ dokładne po-wierzchniemusząbyćobrabianepospawaniu,
– stosowaniemateriałówoodpowiedniejspawalności(zewzględunaichskładchemiczny).
Poprzeprowadzeniuoperacjispawalniczychobrotowecienkościennekorpusypoddawanesąobróbcecieplnej.
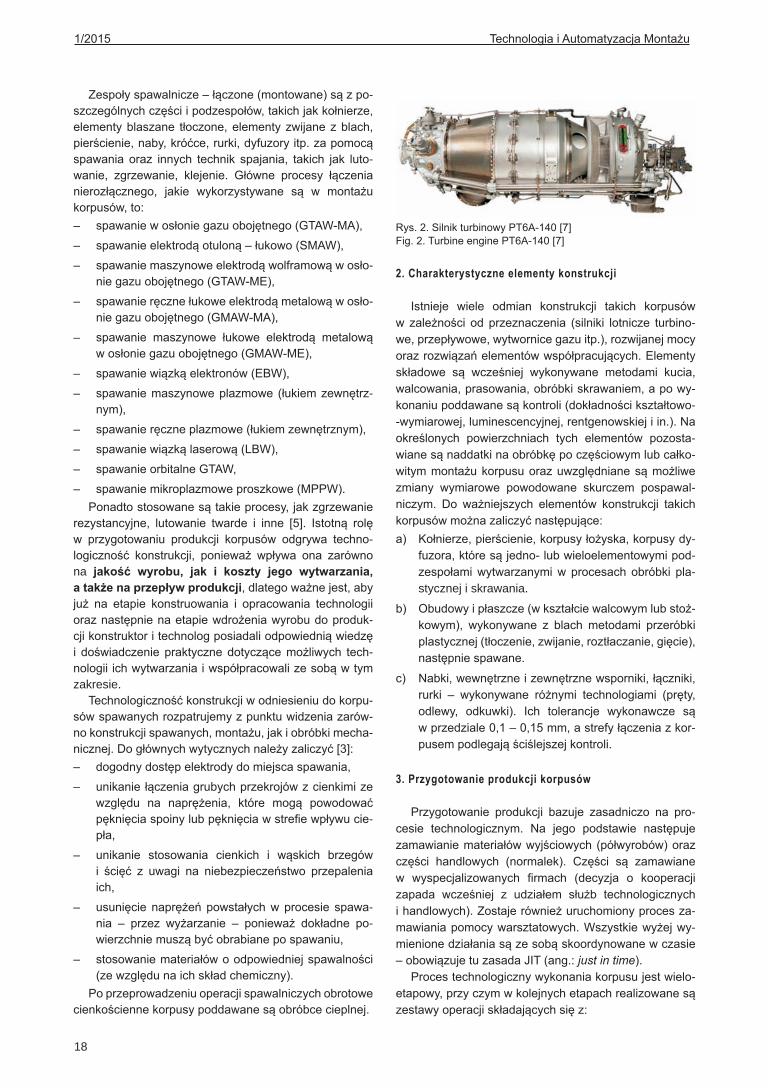
Rys.2.SilnikturbinowyPT6A-140[7]Fig.2.TurbineenginePT6A-140[7]
2. Charakterystyczne elementy konstrukcji
Istnieje wiele odmian konstrukcji takich korpusów wzależności od przeznaczenia (silniki lotnicze turbino-we,przepływowe,wytwornicegazuitp.),rozwijanejmocyorazrozwiązańelementówwspółpracujących.Elementyskładowe są wcześniej wykonywane metodami kucia,walcowania,prasowania,obróbkiskrawaniem,apowy-konaniupoddawanesąkontroli(dokładnościkształtowo--wymiarowej,luminescencyjnej,rentgenowskiejiin.).Naokreślonych powierzchniach tych elementów pozosta-wianesąnaddatkinaobróbkępoczęściowymlubcałko-witymmontażukorpusuorazuwzględnianesąmożliwezmiany wymiarowe powodowane skurczem pospawal-niczym. Do ważniejszych elementów konstrukcji takichkorpusówmożnazaliczyćnastępujące:a) Kołnierze,pierścienie,korpusyłożyska,korpusydy-
fuzora,któresąjedno-lubwieloelementowymipod-zespołamiwytwarzanymiwprocesachobróbki pla-stycznej i skrawania.
b) Obudowyipłaszcze(wkształciewalcowymlubstoż-kowym), wykonywane z blachmetodami przeróbkiplastycznej(tłoczenie,zwijanie,roztłaczanie,gięcie),następniespawane.
c) Nabki,wewnętrzneizewnętrznewsporniki,łączniki,rurki – wykonywane różnymi technologiami (pręty,odlewy, odkuwki). Ich tolerancje wykonawcze są wprzedziale0,1–0,15mm,astrefyłączeniazkor-pusempodlegająściślejszejkontroli.
3. Przygotowanie produkcji korpusów
Przygotowanie produkcji bazuje zasadniczo na pro-cesie technologicznym. Na jego podstawie następujezamawianiemateriałówwyjściowych(półwyrobów)orazczęści handlowych (normalek). Części są zamawianew wyspecjalizowanych firmach (decyzja o kooperacjizapada wcześniej z udziałem służb technologicznych ihandlowych).Zostajerównieżuruchomionyprocesza-mawianiapomocywarsztatowych.Wszystkiewyżejwy-mienionedziałaniasązesobąskoordynowanewczasie–obowiązujetuzasadaJIT(ang.:just in time).
Procestechnologicznywykonaniakorpusujestwielo-etapowy,przyczymwkolejnychetapachrealizowanesązestawyoperacjiskładającychsięz:
TiAM_1_2015.indd 18 2015-02-27 08:46:31
TechnologiaiAutomatyzacjaMontażu1/2015
19
a) kompletowania i sprawdzania części przeznaczo-nych do spawaniaw danym etapie (np. pierścieni,kołnierzy, korpusu dyfuzora, korpusu łożyska i in.),oczyszczania, montowania w przyrządzie spawal-niczym, spawania, kontroli spoin i dokładności,operacji korygująco-wykończeniowych (zwłasz-cza mechaniczna poprawa powierzchni bazowych,oczyszczaniespoin)orazwymaganychoperacjiob-róbkicieplnej,
b) wkońcowychetapachwykonaniakorpusuwykony-wanejestzgrzewanienabekiwsporników,lutowanierurek,obróbkacieplna,kontroladokładności,fluoro-scencyjna, szczelności orazwystawienie atestu ja-kościowego.
Dla spełnieniawymagań technicznychdużeznacze-niemakonstrukcjaidokładnośćwykonaniaprzyrządówspawalniczych,którepowinnyzapewniać:a) współśrodkowośćłączonychelementów,acozatym
idzie zachowanie warunku przesunięcia (ang.: off-set)łączonychścianek,
b) zamocowanie(docisk)elementówpodczasprocesuspawania,
c) odpowiednieodprowadzenieciepłazestrefyspawa-nia,
d) doprowadzenie gazu ochronnego od strony granispoiny.
Gdyłączoneelementysąbardziejzłożoneizachodzipotrzeba dokładnego usytuowania kątowego, przyrządmusi również zapewnić ten warunek. Aby oprzyrządo-waniespełniałoswefunkcje,koniecznajestwspółpracatechnologazkonstruktoremoprzyrządowania,np.wza-kresie rozwiązania problemu dokładności geometrycz-nychpowierzchnibazowychkorpusu.Wceluzachowa-nia warunku przesunięcia (offsetu) pomiędzy ściankąkołnierza i płaszcza, średnicę płaszcza wykonuje sięnieznaczniemniejsząodkołnierza,coumożliwiarozprę-żeniepłaszczadokładniedośrednicykołnierzawprzy-rządziespawalniczym.
4. Wymagania jakościowe względem spoin
Wymaganiajakościowewstosunkudospoinprzywo-łanesąnarysunkukonstrukcyjnymwpostaciuwag,sym-boli, wymiarów, warunków technicznych, przywołania
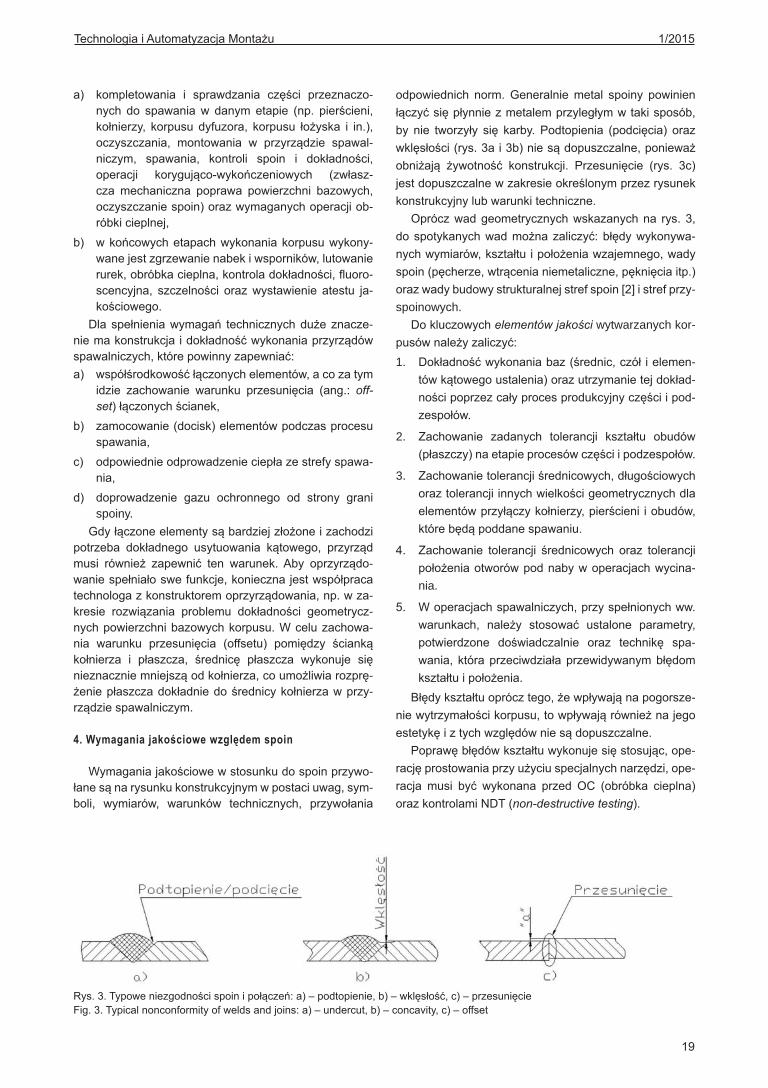
odpowiednich norm.Generalniemetal spoiny powinienłączyćsiępłynniezmetalemprzyległymwtakisposób,by nie tworzyły się karby.Podtopienia (podcięcia) orazwklęsłości(rys.3ai3b)niesądopuszczalne,ponieważobniżają żywotność konstrukcji. Przesunięcie (rys. 3c)jestdopuszczalnewzakresieokreślonymprzezrysunekkonstrukcyjnylubwarunkitechniczne.
Opróczwadgeometrycznychwskazanychna rys.3,dospotykanychwadmożnazaliczyć:błędywykonywa-nychwymiarów,kształtuipołożeniawzajemnego,wadyspoin(pęcherze,wtrącenianiemetaliczne,pęknięciaitp.)orazwadybudowystrukturalnejstrefspoin[2]istrefprzy-spoinowych.
Dokluczowychelementów jakości wytwarzanych kor-pusównależyzaliczyć:1. Dokładnośćwykonaniabaz(średnic,czółielemen-
tówkątowegoustalenia)orazutrzymanietejdokład-nościpoprzezcałyprocesprodukcyjnyczęściipod-zespołów.
2. Zachowanie zadanych tolerancji kształtu obudów(płaszczy)naetapieprocesówczęściipodzespołów.
3. Zachowanietolerancjiśrednicowych,długościowychoraztolerancjiinnychwielkościgeometrycznychdlaelementówprzyłączykołnierzy,pierścieni iobudów,którebędąpoddanespawaniu.
4. Zachowanie tolerancji średnicowych oraz tolerancjipołożeniaotworówpodnabywoperacjachwycina-nia.
5. Woperacjachspawalniczych,przyspełnionychww.warunkach, należy stosować ustalone parametry,potwierdzone doświadczalnie oraz technikę spa-wania, któraprzeciwdziałaprzewidywanymbłędomkształtuipołożenia.
Błędykształtuoprócztego,żewpływająnapogorsze-niewytrzymałościkorpusu,towpływająrównieżnajegoestetykęiztychwzględówniesądopuszczalne.
Poprawębłędówkształtuwykonujesięstosując,ope-racjęprostowaniaprzyużyciuspecjalnychnarzędzi,ope-racja musi być wykonana przed OC (obróbka cieplna)orazkontrolamiNDT(non-destructive testing).
Rys.3.Typoweniezgodnościspoinipołączeń:a)–podtopienie,b)–wklęsłość,c)–przesunięcieFig.3.Typicalnonconformityofweldsandjoins:a)–undercut,b)–concavity,c)–offset
TiAM_1_2015.indd 19 2015-02-27 08:46:31

1/2015TechnologiaiAutomatyzacjaMontażu
20
5. Infrastruktura systemu wytwórczego
Zapewnienie wymaganej konkurencyjności przy wy-twarzaniutegotypukorpusówuzależnionejestod:a) cyklurealizacjizleceniaodmomentu jegootrzyma-
niadokońcowejrealizacji,b) spełnienia wszystkich wymagań jakościowych za-
wartychwwarunkachtechnicznych,c) szczupłego wytwarzania (Lean Manufacturing) za-
pewniającegoracjonalnypoziomkosztówwytwarza-nia (uwzględniającychm.in. procesy projektowaniatechnologii ioprzyrządowania,wykonanieoprzyrzą-dowania,kosztymateriałów,robociznyiin.).
Celem spełnienia tych wymagań w odniesieniu doróżnych odmian tego typu korpusów projektowane są i konfigurowane dedykowane, elastyczne linie obrób-kowe z urządzeniami technologicznymi i pomocniczymoprzyrządowaniem, w których możliwa jest realizacjawszystkich koniecznych operacji, a w przypadku spe-cyficznychodmiankorpusówdo80–90%koniecznychoperacji (pozostałe, specyficzne operacje wykonywanesąwinnychstrefachsystemuwytwórczego).
Redukcjękosztówwytwarzaniatakichkorpusówuzy-skujesięprzez:a) ograniczeniedługościtrastransportowychikosztów
transportu,b) zastosowanie znacznej części oprzyrządowania
montowanego z uniwersalnych elementów składa-nych,
c) zapewnienie zdatności maszyn technologicznych ikoniecznychkompetencjipersonelucelemograni-czeniaewentualnychwadliwościistratztegotytułu,
d) utrzymywanie więzi kooperacyjnych z szeregiempodwykonawcówwykonującychnazlecenieelemen-tyskładowekorpusów,
e) stosowaniesprawdzonychidopracowanychoperacjiobróbkowych, spawalniczych i kontrolnych zapew-niającychspełnienieWT,
f) stosowanie szeregu specjalistycznych oprogramo-wańwspomagającychpraceprojektowe,planistycz-ne,ewidencyjne ikontrolneumożliwiająceredukcjępracochłonnościposzczególnychpracipolepszenieichjakości.
6. Montaż nierozłączny korpusów
Kluczowymi operacjami w wytwarzaniu rozpatrywa-nychkorpusówsąoperacjemontażunierozłącznegoróż-nymimetodamispawania idodatkowozgrzewaniaorazlutowania.Spełnieniewymagańuzależnionejestodwła-ściwegowykonaniaelementówskładowych,właściwegodoboru metody spawania i jej parametrów, dokładnejrealizacji poszczególnych operacji spawalniczych oraz przed-ipospawalniczych.Celemzapewnienianiezawod-ności funkcjonowania, po poszczególnych operacjachspawalniczych,jakrównieżinnych,stosowanesąróżne
formykontrolijakościowej,którejzakresjestuzależnionyodprawdopodobieństwapowstaniawad.
Do stosowanych w praktyce badań nieniszczących(NDT,ang.:Non-destructiveTest)mogąbyćstosowanenastępującemetodykontroli[1,4]:badaniawizualne(VT,ang.: Visual Testing); badania penetracyjne (PT, ang.:Penetrant Testing); badania szczelności (LT, ang.: Le-akproof Testing);badaniamagnetyczno-proszkowe(MT,ang.: Magnetic Testing);badaniaprądamiwirowymi(ET,ang.: Eddy-current Testing);badaniaradiograficzne(RT,ang.: Radiographic Testing); badania ultradźwiękowe(UT,ang.:Ultrasonic Testing).
Podczaskontroliwizualnej (VT)możnawykryćbrakiprzetopu, żużle, utlenienia, porowatości, podtopienia,wklęsłości, kratery, pęknięcia, przesunięcia, niezgodnąszerokośćspoiny,niezgodnąwysokośćitp.Kontrolaflu-orescencyjna (PT)umożliwiawykryciepęknięć iniecią-głościspoiny,kontrolarentgenowska(RT)ujawniawadywewnętrznespoiny,takiejakpęcherze,wtrącenia,niecią-głości.Istniejemożliwośćnaprawywiększościwykrytychniezgodności, przy czymnaprawamusi ściśle spełniaćwymagania(ograniczenia)przedmiotowejnormyspawal-niczejorazmusząbyćzachowanewszystkiepozostałewymagania jakościowe klienta. Naprawa prowadzonajest wg technologii przewodnikowej, wydłuża więc cyklprodukcji igenerujenowekoszty.Wadynienaprawialnei przypadki, gdy koszty naprawy przekraczają wartośćusterkowego zespołu, stanowią podstawę do wybrako-waniaczęści.
7. Podsumowanie i wnioski
Procesprodukcyjny korpusówspawanych lotniczychsilników turbinowychzewzględunaswójzłożonyprze-bieg i konieczność potwierdzenia każdej operacji musiprzebiegaćwgmarszrutytechnologicznejoraztechnolo-gii dla każdej części i zespołu, począwszy od procesuhutniczegopogotowywyrób.
Analiza realizowanych procesów produkcyjnych kor-pusówpozwala na sformułowanie następującychwnio-sków dotyczących czynników wpływających na jakośćkorpusów:a) Zapewnienie dobrej technologiczności konstrukcji
korpusu uwzględniającej cechy przewidywanychoperacji spawalniczych, obróbkowych i pomocni-czych, co wymaga dobrej znajomości technologiiwytwarzania przez projektanta korpusu, względnieścisłejwspółpracykonstruktoraztechnologiem.
a) Zapewnienie odpowiedniej dekompozycji proce-su technologicznego na poszczególne etapy wraz z opracowaniem racjonalnych konstrukcji przyrzą-dów spawalniczo-obróbkowych zapewniającychwłaściwebazowanieiwzajemneorientowaniełączo-nych elementów.
a) Uwzględnianiewprocesieprojektowaniatechnologiidanych empirycznych dotyczących różnych aspek-tów spawalności stosowanych materiałów i proce-
TiAM_1_2015.indd 20 2015-02-27 08:46:31

TechnologiaiAutomatyzacjaMontażu1/2015
21
sówobróbkowych,gromadzonychwtrakcieurucha-mianiaprodukcjiorazrozwiązywaniaproblemów.
a) Stałe aktualizowanie standardów technologicznychzwiązanych z wytwarzaniem z uwzględnieniemprzyczynźródłowychposzczególnychwadzdarzają-cychsięwprocesachwytwórczychizastosowanychdziałańzapobiegawczych.
LITERATURA
1. Czuchryj J.: Kontrola jakości prac spawalniczych. WydawnictwoKaBe,Krosno2002.
2. DuPont J. N.: Welding of Nickel-Based Alloys for Energy Applications. Supplement to the WeldingJournal,vol.93,AmericanWeldingSocietyandtheWeldingResearchCouncil,february2014.
3. FeldM.:Technologia budowy maszyn.WydawnictwoNaukowePWN,Warszawa2000.
4. Ferenc J. K.:Spawalnictwo. Wydawnictwa Nauko-wo-Techniczne,Warszawa2007.
5. Pracazbiorowa:Lotnicze silniki turbinowe, konstruk-cja – eksploatacja – diagnostyka.BibliotekaNauko-waInstytutuLotnictwa,Warszawa2012.
6. SkawińskiP.:Technologia budowy maszyn. Politech-nika Warszawska – Wyd. internetowe, Warszawa2012.
7. http://www.pt6nation.com/en/articles/.8. http://www.pwc.ca/en/engines/engines.
_________________________Prof.drhab.inż.JerzyŁunarski–InstytutMechanizacjiBudownictwa iGórnictwaSkalnego,02-673Warszawa,ul.Racjonalizacji6/8,e-mail:[email protected] inż. Stanisław Tupaj – WSK „PZL-Rzeszów” orazdoktorant Katedry Technologii Maszyn i Inżynierii Pro-dukcji,WydziałBudowyMaszyniLotnictwa,Politechni-kaRzeszowska,Al.PowstańcówWarszawy12,35-959Rzeszów,e-mail:[email protected].
THE QUALITATIVE ASPECTS OF ROUND, THIN-WALLED BODIES
A b s t r a c tThepaperpresentsthefactorsofassemblyprocessoftheweldedcase,whichsignificantlyaffectthequalityofthefinalproduct.Thestudyalsoshows thevariousstagesof technicalpreparationofproduction,where theproperconditions for the imple-mentationofoperationsandtreatmentsoughttobeensuredinadvance.Theinfluenceofvariousfactorsonthequalityoftheproductionprocessaredescribed.Anattempttoclarifythemechanismofactionanddemonstratehowtoimprovethequalityandstabilityoftheproductionprocesswasmade.Thearticledrawsattentiontothefactthatthepoorqualityoftheproductionbringsaboutcostincreases,theextensionoftheproductioncycleanddisruptstheflowofproductionanddeliveryontime.
K e y w o r d sweldedcase,dimensional-shapingaccuracy,technicalspecifications(WT),weldingassembly
TiAM_1_2015.indd 21 2015-02-27 08:46:31
Related Documents